Verfahren zum Umformen von runden Rohren in Profilrohre mit ...
Verfahren zum Umformen von runden Rohren in Profilrohre mit ...
Verfahren zum Umformen von runden Rohren in Profilrohre mit ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
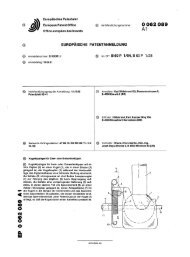
Europäisches PatentamtEuropean Patent OfficeOffice europeen des brevets© Veröffentlichungsnummer: 0 589 099 AIEUROPAISCHEPATENTANMELDUNG© Anmeldenummer: 92250272.9<strong>in</strong>t. ci 5= B21C 37/15© Anmeldetag: 24.09.92@ Veroffentlichungstag der Anmeldung:30.03.94 Patentblatt 94/13 Postfach 10 36 41D-40027 Dusseldorf(DE)© Benannte Vertragsstaaten:AT DE FR GB IT© Anmelder: MANNESMANN Aktiengesellschaft@ Erf<strong>in</strong>der: Schiffers, Hans-GunterAm Dreimullerhof 17W-4050 Monchengladbach(DE)© Vertreter: Meissner, Peter E., Dipl.-lng. et alMeissner & Meissner,Patentanwa Itsbu ro,Postfach 33 01 30D-14171 Berl<strong>in</strong> (DE)<strong>Verfahren</strong> <strong>zum</strong> <strong>Umformen</strong> <strong>von</strong> <strong>runden</strong> <strong>Rohren</strong> <strong>in</strong> <strong>Profilrohre</strong> <strong>mit</strong> polygonalen oder anderen <strong>von</strong> derKreisform abweichenden Querschnitten.© Die Erf<strong>in</strong>dung betrifft e<strong>in</strong> <strong>Verfahren</strong> <strong>zum</strong> <strong>Umformen</strong><strong>von</strong> <strong>runden</strong>, <strong>in</strong>sbesondere längsnahtgeschweißten<strong>Rohren</strong> (4) <strong>in</strong> <strong>Profilrohre</strong> <strong>mit</strong> polygonalen oderanderen <strong>von</strong> der Kreisform abweichenden Querschnitten.Um e<strong>in</strong> <strong>Verfahren</strong> und e<strong>in</strong>e Vorrichtungzur Durchführung des <strong>Verfahren</strong>s <strong>zum</strong> <strong>Umformen</strong><strong>von</strong> <strong>runden</strong> <strong>Rohren</strong> <strong>in</strong> <strong>Profilrohre</strong> <strong>mit</strong> polygonalenoder anderen <strong>von</strong> der Kreisform abweichendenQuerschnitten zu f<strong>in</strong>den, das <strong>in</strong> e<strong>in</strong>facher und funktionssichererWeise die Herstellung dieser Profilroh-re gestattet, ohne daß e<strong>in</strong> großer Anlagenaufwanderforderlich wird und bei dem bekannte Anlagen undAnlagenteile benutzt werden können, wird vorgeschlagen,daß durch schrittweise radiale Krafte<strong>in</strong>wirkungauf <strong>in</strong> Umfangsrichtung <strong>von</strong>e<strong>in</strong>ander beabstandeteBereiche der Rohr<strong>in</strong>nenwand der Radius derRohrwand <strong>in</strong> diesen Bereich verändert und durchgleichzeitige Vergrößerung des Innenumfanges desRohres die Rohrwand m<strong>in</strong>destens zwischen den Bereichender radialen Krafte<strong>in</strong>wirkung gestreckt wird.Fig.1OiCORank Xerox (UK) Bus<strong>in</strong>ess Services(3. 10/3.09/3.3.4)
1 EP 0 589 099 A1 2Die Erf<strong>in</strong>dung betrifft e<strong>in</strong> <strong>Verfahren</strong> und e<strong>in</strong>eVorrichtung zur Durchführung des <strong>Verfahren</strong>s <strong>zum</strong><strong>Umformen</strong> <strong>von</strong> <strong>runden</strong>, <strong>in</strong>sbesondere längsnahtgeschweißten<strong>Rohren</strong> <strong>in</strong> <strong>Profilrohre</strong> <strong>mit</strong> polygonalenoder anderen <strong>von</strong> der Kreisform abweichendenQuerschnitten.Es ist beispielsweise aus der deutschen Patentschrift12 67 647 bekannt, runde Rohre <strong>in</strong> Rohreeckigen Querschnitts <strong>mit</strong>tels Walzen umzuformen,die <strong>mit</strong> rechtw<strong>in</strong>klig zur Rohrachse liegendenAchsen das Rohr gleichzeitig an vier Seiten flachdrücken.Im Inneren des Rohres ist e<strong>in</strong>e dornartigeAbstützung vorgesehen, gegen die die Walzen dieRohrwand andrücken, wobei die Ecken des eckiggewalzten Querschnittes freigelassen werden. ZurVerbesserung dieser Lösung ist es auch aus diesemStand der Technik bekannt, den Dorn durche<strong>in</strong>e <strong>in</strong>nere Abstützung zu ersetzen, die aus freidrehbaren, <strong>in</strong> jeder Ecke des eckigen Querschnittesangreifenden, <strong>in</strong> e<strong>in</strong>er Rohrquerschnittsebeneangeordneten und sich an e<strong>in</strong>er Dornstange abstützendenRollen besteht. In beiden Fällen erfolgt dieVerformung des Rohres ausschließlich <strong>von</strong> außendurch E<strong>in</strong>wirkung der Walzen auf die Rohrwand imBereich der Flanken des fertigen Vierkantrohres.Des weiteren ist das Walzen <strong>von</strong> VierkantrohrenKle<strong>in</strong>erer Abmessungen, beispielsweise <strong>in</strong>Streckreduzierwalzwerken <strong>mit</strong>tels Universalgerüstenbekannt.Rohre <strong>mit</strong> polygonalem Querschnitt <strong>in</strong> größerenAbmessungsbereichen, beispielsweise > 400mm Kantenlänge, wurden bisher ausschließlichdurch Abkantverfahren erstellt, wobei e<strong>in</strong> flachesBand nach entsprechendem Abkanten <strong>in</strong> aufwendigenund speziell dafür vorgesehen Masch<strong>in</strong>en <strong>zum</strong>fertigen Profilrohr zusammengeschweißt wurde.Sowohl das erstgenannte <strong>Verfahren</strong>, wie auchdas Abkantverfahren ist äußerst anlagen<strong>in</strong>tensivund da<strong>mit</strong> sehr teuer. Für das Herstellen <strong>von</strong> <strong>Profilrohre</strong>n,die beispielsweise <strong>in</strong> großer Zahl im Stahlhochbaugebraucht werden, s<strong>in</strong>d bisher kompletteNeuanlagen erforderlich gewesen, die ausschließlich<strong>zum</strong> Erstellen derartiger Rohre ausgelegt se<strong>in</strong>mußten.Der vorliegenden Erf<strong>in</strong>dung liegt die Aufgabezugrunde, e<strong>in</strong> <strong>Verfahren</strong> und e<strong>in</strong>e Vorrichtung zurDurchführung des <strong>Verfahren</strong>s <strong>zum</strong> <strong>Umformen</strong> <strong>von</strong><strong>runden</strong> <strong>Rohren</strong> <strong>in</strong> <strong>Profilrohre</strong> <strong>mit</strong> polygonalen oderanderen <strong>von</strong> der kreisform abweichenden Querschnittenzu f<strong>in</strong>den, das <strong>in</strong> e<strong>in</strong>facher und funktionssichererWeise die Herstellung dieser <strong>Profilrohre</strong>gestattet, ohne daß e<strong>in</strong> großer Anlagenaufwand erforderlichwird. Vielmehr sollen bekannte Anlagenund Anlagenteile benutzt werden können.Zur Lösung der Aufgabe wird erf<strong>in</strong>dungsgemäße<strong>in</strong> <strong>Verfahren</strong> vorgeschlagen, daß dadurch gekennzeichnetist, daß durch schrittweise radiale Krafte<strong>in</strong>wirkungauf <strong>in</strong> Umfangsrichtung <strong>von</strong>e<strong>in</strong>ander beab-standete Bereiche der Rohr<strong>in</strong>nenwand der Radiusder Rohrwand <strong>in</strong> diesen Bereichen verändert unddurch gleichzeitige Vergrößerung des Innenumfangesdes Rohres die Rohrwand m<strong>in</strong>destens zwi-5 sehen den Bereichen der radialen Krafte<strong>in</strong>wirkunggestreckt wird.In Anlehnung an das bekannte, herkömmlicheExpandieren runder Rohre <strong>in</strong> solche <strong>mit</strong> ebenfalls<strong>runden</strong> vergrößertem Innenquerschnitt, wird e<strong>in</strong>io<strong>Verfahren</strong> vorgeschlagen, welches durch Expandierendes <strong>runden</strong> Rohres <strong>in</strong> e<strong>in</strong> Profilrohr <strong>mit</strong> polygonalenoder anderen <strong>von</strong> der Kreisform abweichendenQuerschnitten gekennzeichnet ist. Dabei werdendie im Rohrradius gekrümmten Rohrwandun-75 gen zwischen den Kanten des fertigen Rohres implastischen Zustand gedehnt, so daß der gewünschteQuerschnitt erhalten wird.In e<strong>in</strong>er Ausgestaltung der Erf<strong>in</strong>dung ist vorgesehen,daß auf die Rohrwand zwischen den Berei-20 chen der radialen Krafte<strong>in</strong>wirkung während desStreckens e<strong>in</strong>e nach <strong>in</strong>nen gerichtete Radialkrafte<strong>in</strong>wirkt. Sollte es bei bestimmten Rohrabmessungenund Werkstoffen erforderlich se<strong>in</strong>, so kanndurch diesen Vorschlag der Erf<strong>in</strong>dung das Expan-25 dieren des <strong>runden</strong> Rohres dadurch unterstützt werden,daß <strong>von</strong> außen auf die Flankenbereiche desfertigen <strong>Profilrohre</strong>s e<strong>in</strong>e Kraft, beispielsweise <strong>mit</strong>telse<strong>in</strong>er Walze aufgebracht wird.Das <strong>Umformen</strong> der Rohre kann sowohl im kal-30 ten wie auch im warmen Zustand erfolgen, <strong>in</strong> e<strong>in</strong>erbesonderen Weiterbildung der Erf<strong>in</strong>dung ist esauch denkbar, daß die Rohre vor und/oder währendder Umformung bereichsweise unterschiedlich erwärmtwerden. So ist es denkbar, daß durch geziel-35 te Erwärmung der Kanten oder der Flanken des zuerstellenden <strong>Profilrohre</strong>s die Umformung e<strong>in</strong>zelnerBereiche unterstützt oder beh<strong>in</strong>dert wird.In e<strong>in</strong>er anderen Ausgestaltung der Erf<strong>in</strong>dungwird vorgeschlagen, daß die <strong>Profilrohre</strong> nach ihrer40 Umformung e<strong>in</strong>er Wärmebehandlung unterzogenund im Anschluß daran e<strong>in</strong> zweites Mal dem Umformverfahrenunterzogen werden. Durch diesezweimalige Umformung nach dem erf<strong>in</strong>dungsgemäßen<strong>Verfahren</strong> können die wärmebehandelten45 Rohre gerichtet, kalibriert, oder auch h<strong>in</strong>sichtlichihrer Materialkennwerte verbessert werden. Es istim Rahmen der Erf<strong>in</strong>dung auch denkbar, nur denEndbereich der ansonsten kreisrund belassenenRohre zu verformen.50 E<strong>in</strong>e Vorrichtung zur Durchführung des erf<strong>in</strong>dungsgemäßen<strong>Verfahren</strong>s ist gekennzeichnetdurch e<strong>in</strong>en an sich bekannten Expander für Rohre<strong>mit</strong> entsprechend dem Innenquerschnitt des <strong>Profilrohre</strong>sgestalteten Werkzeug. Der große Vorteil des55 erf<strong>in</strong>dungsgemäßen <strong>Verfahren</strong>s besteht dar<strong>in</strong>, daßes auf e<strong>in</strong>er herkömmlichen Anlage <strong>zum</strong> Expandieren<strong>von</strong> <strong>Rohren</strong> durchgeführt werden kann, wie siegewöhnlich Rohrschweißanlagen nachgeschaltet2
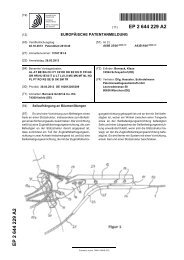
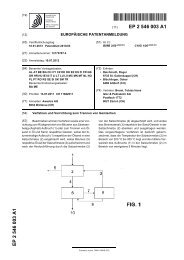
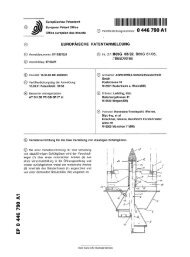
3 EP 0 589 099 A1 4s<strong>in</strong>d, um die geschweißten Rohre zu richten und zukalibrieren. Es bedarf lediglich des Austauschs derWerkzeuge durch solche <strong>mit</strong> entsprechender Oberflächeund die bestehende Anlage kann <strong>zum</strong> <strong>Umformen</strong>runder Rohre, beispielsweise zu Vierkantrohren,e<strong>in</strong>gesetzt werden.In e<strong>in</strong>er Weiterbildung der Vorrichtung ist vorgesehen,daß das Werkzeug <strong>mit</strong> Spreizsegmentenversehen ist, deren wirksame Arbeitsoberflächeüber ihre <strong>in</strong> Achsrichtung des Rohres verlaufendenLänge e<strong>in</strong>en Übergang vom <strong>runden</strong> Innendurchmesserdes Rohres zu dem fertigen polygonalenInnendurchmesser des <strong>Profilrohre</strong>s bilden. Da bekanntlichdas Expandieren der Rohre schrittweisedurch Fortbewegung des Rohres über das Expanderwerkzeugerfolgt, muß beim <strong>Umformen</strong> <strong>von</strong>rund <strong>in</strong> beispielsweise Vierkant für e<strong>in</strong>en Überganggesorgt werden, der e<strong>in</strong> E<strong>in</strong>führen des Expanders<strong>in</strong> das runde Rohr ermöglicht und Beschädigungenam Innenrohr im Übergangsbereich ausschaltet.Mit dem vorgeschlagenen <strong>Verfahren</strong> und derentsprechenden Vorrichtung läßt sich e<strong>in</strong>e Anlage<strong>zum</strong> Herstellen <strong>von</strong> <strong>Rohren</strong> <strong>mit</strong> polygonalen oderanderen <strong>von</strong> der Kreisform abweichenden Querschnittenschaffen, die <strong>mit</strong> äußerst ger<strong>in</strong>gem Aufwande<strong>in</strong> Vierkantrohr herstellen kann und trotzdemvielseitig verwendbar auch <strong>zum</strong> Expandieren runderRohre e<strong>in</strong>gesetzt werden kann.E<strong>in</strong> Ausführungsbeispiel der Erf<strong>in</strong>dung ist <strong>in</strong>der Zeichnung dargestellt und wird nachfolgendbeschrieben. Es zeigt:Fig. 1 e<strong>in</strong>en Längsschnitt durch e<strong>in</strong> zuverformendes Rohr <strong>mit</strong> dar<strong>in</strong>angeordnetem Umformwerkzeug(Expander),Fig. 2, 3 u. 4 Beispiele der Formgebung desumzuformenden Rohres.In Figur 1 ist <strong>mit</strong> 4 das Rohr bezeichnet, <strong>in</strong> dasder Expander 5 e<strong>in</strong>seitig e<strong>in</strong>führbar ist. DurchSpreizen der Spreizsegmente 3 auf entsprechendenFlächen der Keile 2 durch Betätigung e<strong>in</strong>erZugstange 1 werden diese an die Innenseite desumzuformenden Rohres 4 angelegt und führen daserf<strong>in</strong>dungsgemäße <strong>Verfahren</strong> durch. Durch dasSpreizen der Spreizsegmente 3 wird die Wandungdes Rohres 4 gestreckt und überdehnt, so daß dieRohrwandung dem Umfangsprofil des gespreiztenExpanders 5 folgt.Auf diese Weise lassen sich die gewünschtenQuerschnitte e<strong>in</strong>stellen, wobei es sich empfiehlt, imFall rechteckig zu verformender Rohre e<strong>in</strong>e ovaleVorverformung des Rohres vorzunehmen, um dasWerkzeug <strong>in</strong> das Rohr e<strong>in</strong>führen zu können. Auchkann die Verformung des Rohres auf die Endbereichebeschränkt werden.In Figur 2 ist schematisch angedeutet, wie e<strong>in</strong>rundes Rohr 4 <strong>in</strong> e<strong>in</strong> Vierkantrohr umformbar ist,Figur 3 zeigt die Umformung e<strong>in</strong>es oval vorver-5formten Rohres <strong>in</strong> e<strong>in</strong> Rohr <strong>mit</strong> rechteckigem Querschnittund Figur 4 die Verformung des <strong>runden</strong>Rohres 4 <strong>in</strong> e<strong>in</strong> Profilrohr <strong>mit</strong> sechseckigem Querschnitt.Patentansprüche1. <strong>Verfahren</strong> <strong>zum</strong> <strong>Umformen</strong> <strong>von</strong> <strong>runden</strong>, <strong>in</strong>sbesonderelängsnahtgeschweißten <strong>Rohren</strong> <strong>in</strong> Proiofilrohre <strong>mit</strong> polygonalen oder anderen <strong>von</strong> derKreisform abweichenden Querschnitten,dadurch gekennzeichnet,daß durch schrittweise radiale Krafte<strong>in</strong>wirkungauf <strong>in</strong> Umfangsrichtung <strong>von</strong>e<strong>in</strong>ander beabstan-15 dete Bereiche der Rohr<strong>in</strong>nenwand der Radiusder Rohrwand <strong>in</strong> diesen Bereich verändert unddurch gleichzeitige Vergrößerung des Innenumfangesdes Rohres die Rohrwand m<strong>in</strong>destenszwischen den Bereichen der radialen20 Krafte<strong>in</strong>wirkung gestreckt wird.2. <strong>Verfahren</strong> nach Anspruch 1 ,dadurch gekennzeichnet,daß auf die Rohrwand zwischen den Bereichen25 der radialen Krafte<strong>in</strong>wirkung während desStreckens e<strong>in</strong>e nach <strong>in</strong>nen gerichtete Radialkrafte<strong>in</strong>wirkt.3. <strong>Verfahren</strong> nach Anspruch 1 oder 2,30 dadurch gekennzeichnet,daß die Umformung der Rohre im kalten Zustanderfolgt.4. <strong>Verfahren</strong> nach Anspruch 1 oder 2,35 dadurch gekennzeichnet,daß die Umformung der Rohre im warmenZustand erfolgt.5. <strong>Verfahren</strong> nach Anspruch 1 , 2 oder 4,40 dadurch gekennzeichnet,daß die Rohre vor und/oder während der Umformungbereichsweise unterschiedlich erwärmtwerden.45 6. <strong>Verfahren</strong> nach Anspruch 1 bis 5,dadurch gekennzeichnet,daß die <strong>Profilrohre</strong> nach ihrer Umformung e<strong>in</strong>erWärmebehandlung unterzogen und im Anschlußdaran e<strong>in</strong> zweites Mal dem Umformver-50 fahren zugeführt werden.7. <strong>Verfahren</strong> nach Anspruch 1 bis 6,dadurch gekennzeichnet,daß nur die Endbereiche des Rohrkörpers um-55 geformt werden.8. Vorrichtung zur Durchführung des <strong>Verfahren</strong>snach Anspruch 1 ,3
EP 0 589 099 A1gekennzeichnet durche<strong>in</strong>en ansich bekannten Expander (5) für Rohre<strong>mit</strong> entsprechend dem Innenquerschnitt des<strong>Profilrohre</strong>s gestaltetem Werkzeug.5Vorrichtung nach Anspruch 8,dadurch gekennzeichnet,daß das Werkzeug <strong>mit</strong> Spreizsegmenten (3)versehen ist, deren wirksame Arbeitsoberflächeüber ihre <strong>in</strong> Achsrichtung des Rohres ver- 10laufende Lange e<strong>in</strong>en Übergang vom <strong>runden</strong>Innendurchmesser des Rohres (4) zu dem fertigenpolygonalen Innendurchmesser des <strong>Profilrohre</strong>sbildet.7520253035404550554
EP 0 589 099 A1
EP 0 589 099 A1
EuropäischesPatentamtEUROPAISCHER RECHERCHENBERICHTNummer der AnmeldungEP 92 25 0272KategorieD,AEINSCHLAGIGE DOKUMENTEKennzeichnung des Dokuments <strong>mit</strong> Angabe, soweit erforderlich,der maßgeblichen TeileDE-B-1 267 647 (HJALMARSSON)* Anspruch 1; Abbildung 1 *BetrifftAnspruch1,2KLASSIFIKATION DERANMELDUNG (Int. C1.5 )B21C37/15XXAACH-A-407 926 (SPIRO INVESTMENT)* Ansprüche 1,2; Abbildungen 2,7,8,9 *DE-A-3 030 978 (BIGNIER SCHMID-LAURENT)* Seite 6, Spalte 2; Ansprüche 1-3;Abbildungen 2,4 *DE-A-2 837 184 (GUTEHOFFNUNGSHÜTTE)* Ansprüche 1,2; Abbildung 1 *DE-A-2 363 629 (OY NOKIA)* Anspruch 1; Abbildungen 2,3 *1-31,31,71,3RECHERCHIERTESACHGEBIETE Qnt. C1.5 )B21CB21DDer vorliegende Recherchenbericht wurde für alle Patentansprüche erstelltRecherchenort Abschlnfldatum der Recherche PrttfcrBERLIN 28 APRIL 1993 SCHLAITZ J.KATEGORIE DER GENANNTEN DOKUMENTEX <strong>von</strong> besonderer Bedeutung alle<strong>in</strong> betrachtetV : <strong>von</strong> besonderer Bedeutung <strong>in</strong> Verb<strong>in</strong>dung <strong>mit</strong> e<strong>in</strong>eranderen Veröffentlichung derselben KategorieA technologischer H<strong>in</strong>tergrundO : nichtschriftliche OffenbarungP : ZwischenliteraturT der Erf<strong>in</strong>dung zugrunde liegende Theorien oder GrundsatzeE : älteres Patentdokument, das jedoch erst am odernach dem Anmeldedatum veröffentlicht worden istD : <strong>in</strong> der Anmeldung angeführtes DokumentL : aus andern Gründen angeführtes Dokument& : Mitglied der gleichen Patentfamilie, Ubere<strong>in</strong>stimmendesDokument