Zweiwellige Drehkolbenmaschine - European Patent Office - EP ...
Zweiwellige Drehkolbenmaschine - European Patent Office - EP ...
Zweiwellige Drehkolbenmaschine - European Patent Office - EP ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Europäisches <strong>Patent</strong>amt<strong>European</strong> <strong>Patent</strong> <strong>Office</strong><strong>Office</strong> europeen des brevets© Veröffentlichungsnummer: 0 439 660 A1EUROPAISCH<strong>EP</strong>ATENTANMELDUNG© Anmeldenummer: 90102003.2 © Int. CI.5: B23P 13/00, F01C 21/10,F04C 18/12© Anmeldetag: 01.02.90@ Veroffentlichungstag der Anmeldung: Berliner Ring 2507.08.91 <strong>Patent</strong>blatt 91/32 W-3258 Aerzen 1(DE)Erfinder: Wildenhof, Peter© Benannte Vertragsstaaten: Hainebuchenweg 14DE ES FR GB ITW-3258 Aerzen 1(DE)© Anmelder: AERZENER MASCHINENFABRIKGMBH© Vertreter: Kohlmann, Karl Friedrich, Dipl.-lng.Postfach 7-9et alW-3258 Aerzen / Hameln(DE) Hoffmann, Eitle & Partner Arabellastrasse 4(Sternhaus)© Erfinder: Gabriel, Gerhard W-8000 Munchen 81 (DE)© <strong>Zweiwellige</strong> <strong>Drehkolbenmaschine</strong>.© Um ein vollkommen neuartiges Konstruktionskonzeptfür eine zweiwellige <strong>Drehkolbenmaschine</strong> zuschaffen, bei dem Einstell- und Justierarbeiten beider Montage möglichst weitgehend vermieden werden,wird jede Hälfte (4) des Zylindermantels mitseinen beiden angrenzenden Zylinderseitenteilhälften(5) einstückig als Gehäusehälfte (OH, UH) ausgebildetund mit gemeinsamen Paßmitteln (PM) zurpaßgenauen Ausrichtung gegenüber der anderenGehäusehälfte ausgestattet.ff Fig. 1COCOOiCOCLLUXerox Copy Centre
1 <strong>EP</strong> 0 439 660 A1 2ZWEIWELLIGE DREHKOLBENMASCHINEDie vorliegende Erfindung betrifft eine zweiwellige<strong>Drehkolbenmaschine</strong> mit miteinander kämmendenRotoren zur Verdichtung und Expansion vongasförmigen Medien, wobei die Rotoren in einemFörderraum eines Gehäuses über Lager drehbarangeordnet sind, welcher von einem Zylindermantelsowie beidseitig angrenzenden Zylinderseitenteilengebildet ist, wobei der Zylindermantel mitseinen beiden angrenzenden Zylinderseitenteilen inder Ebene der Rotorenachsen in zwei Hälften geteiltist und die Zylinderseitenteile Aufnahmebohrungenfür die Lager der Rotoren aufweisen.Die vorliegende Erfindung betrifft ferner einVerfahren zur Herstellung eines Gehäuses für einederartige zweiwellige <strong>Drehkolbenmaschine</strong>.Für zweiwellige <strong>Drehkolbenmaschine</strong>n mit miteinanderkämmenden Rotoren zur Verdichtung undExpansion von gasförmigen Medien existieren imStand der Technik eine Vielzahl von verschiedenenGehäuseausführungen.So sind beispielsweise sogenannteRöhrenzylinder-Ausführungen bekannt, bei denender Zylindermantel von einem einstückig ausgebildeten,rohrförmigen Mittelteil gebildet ist, welchesan beiden Stirnseiten Flansche trägt, über die beidseitigZylinderseitenteile an das Mittelteil angeflanschtsind. Eine solche Ausführung besitzt mindestenszwei vertikale Teilungsebenen zwischenden Lagern für die Rotoren.Häufig sind bei derartigen Röhrenzylinder-Ausführungendie Zylinderseitenteile zusätzlich entwederin der Ebene der Rotorenachsen oder parallelzu den vertikalen Teilungsebenen unterteilt, so daßsich in einem solchen Fall zwei weitere Teilungsebenenergeben.Bei mittleren oder großen <strong>Drehkolbenmaschine</strong>ndieser Art kann zudem das rohrförmige Mittelteilzusätzlich in der Ebene der Rotorenachsenunterteilt sein, wodurch sich insgesamt fünf Teilungsebenenergeben.Ähnlich verhält sich die Situation bei sogenanntenTopfzylinder-Ausführungen. Bei diesenAusführungen sind der Zylindermantel und ein Zylinderseitenteileinstückig ausgebildet, wobei häufigdieses Zylinderseitenteil zusätzlich in einer vertikalenEbene unterteilt ist. Die "offene" Stirnseite einerderartigen Topfzylinder-Ausführung ist mit einemweiteren Zylinderseitenteil verschlossen, dasseinerseits parallel zur vertikalen Anschlußebeneoder gegebenenfalls auch in der Ebene der Rotorenachsenunterteilt sein kann, wodurch sich eineweitere Teilungsebene ergibt. Bei mittleren odergroßen <strong>Drehkolbenmaschine</strong>n kann ferner der ausdem Zylindermantel und einem Zylinderseitenteilbestehende Gehäuseteil in der Ebene der Rotore-nachsen unterteilt sein, wodurch sich je nach Unterteilungder Zylinderseitenteile drei bis fünf Teilungsebenenergeben können.Zusammenfassend ist festzustellen, daß Ge-5 häuseausführungen für zweiwellige <strong>Drehkolbenmaschine</strong>nder bekannten Art zwischen den Lagern fürdie Rotoren stets zumindest eine, meist aber zweioder mehrere vertikale Teilungsebenen aufweisenund darüber hinaus zusätzliche horizontale Tei-wlungsebenen aufweisen können.Teilungsebenen werden in erster Linie zur Vereinfachungder Bearbeitungsvorgänge an den Innenflächendes Gehäuses, insbesondere im Bereichder Lager- und Dichtungsanordnungen vorge-15 sehen. Sie vereinfachen ferner die Montage, dieInspektion und die Reparatur. Bei großen <strong>Drehkolbenmaschine</strong>nspielt auch die Unterteilung in gewichtsmäßiggut handhabbare Gehäuseteile eineRolle.20 Zwar sind auf dem Gebiet der einwelligen Turbomaschinen,bei bestimmten Getriebeausführungenoder auch anderen Maschinen Gehäusekonstruktionenbekannt, die nur eine horizontal in derWellenebene liegende Teilungsebene aufweisen,25 d.h. ohne eine zwischen den Wellenlagern liegendeTeilungsebene auskommen. Bei derartigen bekanntenGehäusekonstruktionen kommt es jedoch imGegensatz zu zweiwelligen <strong>Drehkolbenmaschine</strong>nder gattungsgemäßen Art nicht auf die Einhaltung30 des bei zweiwelligen <strong>Drehkolbenmaschine</strong>n äußerstkritischen Spieles zwischen den Stirnflächen derRotoren und den Stirnflächen der Zylinderseitenteilean, so daß in Wellenachsrichtung größere Toleranzenin Kauf genommen werden können.35 Die Anordnung der Teilungsebenen richtet sichgrundsätzlich nach den klassischen Konstruktionsregeln,die u. a. die Vorgabe beinhalten, nach Möglichkeitkomplizierte Bearbeitungsvorgänge anschwer zugänglichen Stellen zu vermeiden. Im40 klassischen Maschinenbau kommt der Vermeidungkomplizierter Bearbeitungsvorgänge traditionelleine große Bedeutung zu, die häufig zu einer Übergewichtungdieses Grundsatzes zuungunsten andererwichtiger Aspekte, wie beispielsweise den45 Einstell- und Justierarbeiten bei der Montage führt.Der bisher übliche vielteilige Gehäuseaufbau bedingtdurch die lange Aneinanderreihung der Toleranzender einzelnen Teile Abweichungen in derFluchtung und der Achsparallelität der vier Lager-50 bohrungen und damit der Rotoren zueinander undgegenüber der Zylinderinnenwandung und gegenüberden Seitenteilen. Um trotz dieser zwangsläufigenAbweichungen berührungsfreien Lauf und einwandfreiesAbwälzen der Rotoren zu erreichen,müssen entsprechend große Spiele vorgesehen2
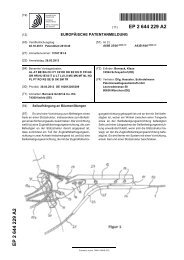
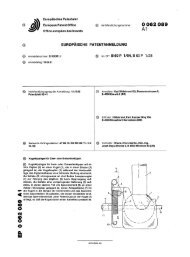
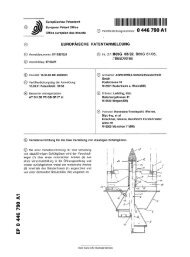
5 <strong>EP</strong> 0 439 660 A1 6lungsaufwandes, sowie der Montage- und Einstellaufwandvermieden. Zudem führt die einstückigeAusbildung aufgrund der Verlagerung auf die Herstellungsseitezu einer höheren und insbesonderegleichbleibenden Qualität, was letztlich eine kostenreduzierendeAuswirkung hat.Aufgabe der vorliegenden Erfindung ist es ferner,besonders vorteilhafte Verfahrenweisen zurHerstellung von Gehäusen für derartige erfindungsgemäßezweiwellige <strong>Drehkolbenmaschine</strong>n zuschaffen.Diese Aufgabe wird bei einem ersten Verfahrendadurch gelöst,- daß die beiden jeweils einstückig ausgebildetenGehäusehälften im Bereich der Teilungsebenefertigbearbeitet, zusammengefügt undmit Paßmitteln versehen werden,- daß die Gehäusehälften jeweils für sich aufgespanntund zur Bildung eines Zwischenraumesfür das Einfahren und Verfahren desbzw. der Bearbeitungswerkzeuge(s) für dieBearbeitung senkrecht zur Teilungsebeneauseinanderfahrbar sind,- und daß zumindest die Endbearbeitung miteingefahrenem Bearbeitungswerkzeug bei zusammengespanntenGehäusehälften erfolgt.Eine vorteilhafte zweite Verfahrensweise zurLösung der gestellten Aufgabe kennzeichnet sichdadurch,- daß die beiden jeweils einstückig ausgebildetenGehäusehälften getrennt voneinander aufgespanntwerden,- und daß die Innenflächen des Zylindermantels,der beiden einstückig mit diesem verbundenenZylinderseitenteile und der Aufnahmebohrungenfür die Lager mit einem odermehreren Werkzeugen bearbeitet werden,welche um eine zur Teilungsebene paralleleAchse rotieren und um eine senkrecht zurTeilungsebene verlaufende Achse verschwenkbarund über diese Achse antreibbarsind.Eine dritte Verfahrensweise zur Lösung dergestellten Aufgabe besteht darin,- daß die beiden jeweils einstückig ausgebildetenGehäusehälften getrennt voeinander aufgespanntwerden,- und daß die Innenflächen des Zylindermantels,der beiden einstückig mit diesem verbundenenZylinderseitenteile und der Aufnahmebohrungenfür die Lager vorbearbeitet undim Anschluß daran durch Funkenerosion fertigbearbeitetwerden.<strong>Zweiwellige</strong> <strong>Drehkolbenmaschine</strong>n der erfindungsgemäßenArt können grundsätzlich mit herkömmlichenAbschlußdeckeln auf den Zylinderseitenteilenausgestattet sein. Im Falle der Herstellungder Gehäuse durch das zweite und dritte Herstel-lungsverfahren ist es jedoch auch möglich, dieAbschlußdeckel einstückig mit den Zylinderseitenteilenauszubilden.Darüber hinaus ist es vorteilhaft, die Gehäu-5 sehälften mit Aufnahmeeinrichtungen zum verfahrbarenAuf spannen auszustatten.Im folgenden sind zur weiteren Erläuterung undzum besseren Verständnis der Erfindung ein Ausführungsbeispieleiner erfindungsgemäßen zwei-10 welligen <strong>Drehkolbenmaschine</strong> sowie zwei erfindungsgemäßeVerfahrensweisen zur Herstellung einesGehäuses für eine derartige zweiwellige <strong>Drehkolbenmaschine</strong>unter Bezugnahme auf die beigefügtenZeichungen näher beschrieben und erläu-75 tert.Figur 1 zeigt in einer sogenannten Explosionsdarstellungperspektivisch die beiden Gehäusehälften,die beiden miteinander kämmenden Rotorensowie die Lager eines Ausführungsbeispie-20 les einer zweiwelligen <strong>Drehkolbenmaschine</strong>,Figur 2 zeigt schematisch zur Erläuterung desersten Verfahrens eine Vorrichtung in geöffnetemZustand, in die die beiden Gehäusehälfteneingespannt sind,25 Figur 3 zeigt die Vorrichtung gemäß Figur 2 ingeschlossenem Zustand,Figur 4 zeigt in einer Ansicht auf die Trennungsebeneeine Gehäusehälfte mit erläuternden Angabenzum ersten Verfahren,30 Figur 5 zeigt schematisch zur Erläuterung deszweiten Verfahrens eine in einer Vorrichtung eingespannteGehäusehälfte einschließlich Bearbeitungswerkzeug,Figur 6 zeigt schematisch das in Figur 5 darge-35 stellte Bearbeitungswerkzeug in einer gegenüberFigur 5 um 90° gedrehten Stellung zusammenmit einem Teil der zu bearbeitenden Gehäusehälfte.Die in Figur 1 dargestellte zweiwellige Drehkol-40 benmaschine besitzt zwei miteinander kämmendeRotoren 1, welche im vorliegenden Ausführungsbeispielzweiflügelig ausgebildet sind. Die Rotoren1 sind in einem Förderraum 2 eines Gehäusesüber Lager 3 drehbar angeordnet.45 Das Gehäuse ist in der Ebene der Rotorachsenin zwei Hälften, nämlich eine obere Hälfte OH undeine untere Hälfte UH geteilt.Der Förderraum 2 des Gehäuses wird von denInnenflächen eines Zylindermantels sowie beidsei-50 tig angrenzenden Zylinderseitenteilen gebildet. Aufgrundder Unterteilung des Gehäuses in eine obereGehäusehälfte OH und eine untere GehäusehälfteUH werden an beiden Gehäusehälften jeweils Zylindermantelhälften4 und Zylinderseitenteilhälften55 5 gebildet. Jede Zylindermantelhälfte 4 ist dabeimit seinen beiden angrenzenden Zylinderseitenteilhälften5 einstückig ausgebildet.Sowohl die obere Gehäusehälfte OH als auch4
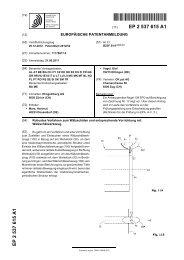
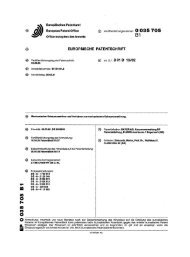
7 <strong>EP</strong> 0 439 660 A1 8die untere Gehäusehälfte UH weisen aufeinanderabgestimmte gemeinsame Paßmittel PM auf, die inFigur 1 lediglich schematisch dargestellt sind.Im vorliegenden Ausführungsbeispiel sind dieRotoren 1 zusammen mit den Wellen 7 sowie denrotorseitigen Teilen 8 einer Dichtungsanordnungund den jeweils zugeordneten Synchronisierungsrädern9 einstückig ausgebildet.Gehäuseseitig schließen an den Förderraum 2Teile 10 der Dichtungsanordnung, Aufnahmetaschen11 für die Synchronisierungszahnräder 9sowie Aufnahmebohrungen 12 für die Lager 3 an.Die gehäuseseitigen Teile 10 der Dichtungsanordnungsowie die Aufnahmetaschen 11 für die Synchronisierungszahnräder9 als auch die Aufnahmebohrungen12 für die Lager 3 sind einstückig in dieZylinderseitenteilhälften 5 des Gehäuses eingearbeitet.Das in Figur 1 dargestellte Gehäuse besitztlediglich auf der Antriebsseite einen separaten Abschlußdeckel13. Der gegenüberliegende Abschlußdeckelist in diesem Ausführungsbeispiel einstückigmit der zugeordneten Zylinderseitenteilhälfte 5 ausgebildet.Sowohl die obere Gehäusehälfte OH als auchdie untere Gehäusehälfte UH besitzt auf der Außenseiteeinen Flansch zum Anschluß an denSaug- bzw. Druckstutzen (nicht dargestellt). DieseFlansche sind auf ihrer Oberseite mit einer bearbeitetenFläche, der sogenannten Flanschfläche ausgestattet.Die untere Gehäusehälfte UH besitzt fernerFüße, die zur besseren Übersichtlichkeit in Figur 1nicht dargestellt sind. Diese Füße besitzen sogenannteFußflächen, welche zusammen mit denFlanschflächen zum Aufspannen auf eine Vorrichtungfür den Bearbeitungsvorgang dienen, wie diesim folgenden noch beschrieben werden wird.Vor der eigentlichen Innenbearbeitung der Gehäusehälftenwerden zunächst die Fuß- undFlanschflächen FF und die Fläche der TeilungsebeneTE bearbeitet. Darüber hinaus werden Paßbohrungenfür die Paßmittel PM und gegebenenfallsauch die übrigen Bohrungen an den Flanschen,Füßen und der Teilungsebene angebracht.Die in dieser Weise vorbearbeiteten Gehäusehälftenwerden dann in eine Vorrichtung eingespannt,wie sie in den Figuren 2 und 3 dargestelltist. Diese Vorrichtung besteht aus einem linkenVorrichtungsteil VL und einem rechten VorrichtungsteilVR. Die untere Gehäusehälfte UH wirddann im linken Vorrichtungsteil VL mit SpannmittelnSM und Paßmitteln PM befestigt. In gleicherWeise wird die obere Gehäusehälfte OH im rechtenVorrichtungsteil VR über Spannmittel SM undPaßmittel PM befestigt. Der linke VorrichtungsteilVL kann beispielsweise fest auf einem MaschinentischMT aufgebaut sein, während der rechte Vor-richtungsteil VR beispielsweise über eine hydraulischeAnordnung auf Führungen VF und MT senkrechtzur Teilungsebene TE verfahrbar ist.Der rechte Vorrichtungsteil VR wird dann zu-5 sammen mit der oberen Gehäusehälfte OH soweitvom linken Vorrichtungsteil VL und damit von derunteren Gehäusehälfte UH abgerückt, bis ein umlaufendesWerkzeug W1 für die ZylinderbohrungenD1 des Förderraumes 2 problemlos eingefahrenw werden kann. Die Vorgänge für die Innenbearbeitungkönnen dann in dem in Figur 2 dargestelltenZustand, d.h. bei geöffneter Vorrichtung durchgeführtwerden. Dies hat den Vorteil, daß die beimrsBearbeitungsvorgang anfallenden Späne gut abfließenkönnen. Eine Bearbeitung der Gehäusehälftenin geöffnetem Zustand der Vorrichtung hat allerdingsden Nachteil, daß jede Gehäusehälfte fürsich bearbeitet werden muß.Sofern für eine ausreichende Späneabfuhr ge-20 sorgt wird, können die Bearbeitungsvorgänge auchim geschlossenen Zustand der beiden Vorrichtungsteiledurchgeführt werden.Um die erforderliche Genauigkeit zu erhalten,wird die Fertigbearbeitung vorteilhafterweise in je-25 dem Fall im geschlossenen Zustand der Vorrichtung,d.h. im zusammengefahrenen Zustand derunteren und der oberen Gehäusehälfte durchgeführt.Beide Gehäusehälften werden dabei gemeinsambearbeitet. Zur Durchführung des für die Bear-30 beitung notwendigen Verfahrens der Werkzeuge,so beispielsweise von der oberen Gehäusebohrungdes Förderraumes 2 zu der unteren Gehäusebohrungsowie für das Wechseln der Werkzeuge fürdie verschiedenen Bearbeitungsdurchmesser, wird35 der rechte Vorrichtungsteil VR stets von dem linkenVorrichtungsteil VL (in x-Richtung) abgerückt. Beider Bearbeitung der jeweils kleinsten vorkommendenDurchmesser ist natürlich auch ein axiales EinundAusfahren der Werkzeugspindel SP bei ge-40 schlossener Vorrichtung möglich.Beim Bearbeiten der Innenflächen bei geschlossenerVorrichtung ist es zweckmäßig, denSchließvorgang kurz vor dem Auflegen des GehäuseoberteilesOH auf das Gehäuseunterteil UH der-45 art verzögert ablaufen zu lassen, daß das WerkzeugW1 problemlos beidseitig anschneiden kann.Vorteilhafter ist mitunter der Einsatz einesWerkzeuges W1' mit einem um 2 r verkleinertenDurchmesser gegenüber dem Werkzeug W1. Bei50 einer derartigen Anordnung zirkuliert das WerkzeugW1' mit einem Radius r um den Mittelpunkt M(vergl. Figur 3).Wie in Figur 4 schematisch dargestellt, verläuftdie Spindel SP des Werkzeuges W1 durch die55 Bohrung D3 für die Dichtungsanordnung und weiterdurch die Bohrung D2 für die Lager 3 nach außen.Der Durchmesser der Spindel SP muß stets kleinersein als der Durchmesser der Bohrung D3.5
9 <strong>EP</strong> 0 439 660 A1 10Die geschilderte erste Verfahrensweise eignetsich am besten für relativ kurze <strong>Drehkolbenmaschine</strong>nmit einem kleinen Verhältnis L / D1. Im Bedarfsfallist es jedoch auch möglich, auf den Vorteileines einstückig mit dem Zylinderseitenteil verbundenenAbschlußdeckels zu verzichten. Auf dieseWeise kann eine verlängerte Spindel SP für dasWerkzeug eingesetzt werden, welche zur Verringerungder Durchbiegung in einem Fanglager (nichtdargestellt) aufgenommen werden kann. Es istauch möglich, auf den Vorteil der einstückig mitden Gehäusehälften verbundenen Dichtungsanordnungen10 zu verzichten und durch eingesetzteDichtungsbuchsen den kleinsten Durchmesser D3zu vergrößern. Die Dichtungsbuchsen müssen ineinem solchen Fall jedoch zumindest auf der zuden Zahnrädern 9 benachbarten Seite geteilt sein.Bei der zweiten Verfahrensweise wird die obereGehäusehälfte OH und die untere GehäusehälfteUH ebenfalls auf eine Vorrichtung V (vergl. Figur 5)über Spannmittel SM und Paßmittel PM aufgespannt.Von der Spindel SP wird das WerkzeugW1 eines Bearbeitungskopfes angetrieben. Der Antrieberfolgt über Kegelräder KR und Stirnräder SRauf eine Querspindel QS, auf die verschiedeneBearbeitungswerkzeuge W1 (beispielsweise für dieDurchmesser D1 , D2, D3 oder dergleichen) aufgesetztwerden können.Der Bearbeitungsvorgang mit dem WerkzeugW1 erfolgt nun in der Weise, daß das WerkzeugW1 etwa in der Mitte der die Länge L aufweisendenZylinderbohrung D1 angesetzt und in einemersten Schritt in negativer x-Richtung bis zur Stirnflächedes einstückig anschließenden Zylinderseitenteilesverfahren wird. Danach wird das WerkzeugW1 ausgefahren, um die z-Achse um 180° geschwenkt,und die gegenüberliegende Hälfte derZylinderlänge L analog bearbeitet. In ähnlicherWeise werden die Bohrungen D2, D3, usw. für dieLager und für die Dichtungsanordnungen bearbeitet.Die geschilderte zweite Verfahrensweise eignetsich insbesondere für relativ lange Förderraumlängenmit einem großen Verhältnis L / D1 . Die ZylinderraumlängeL muß dabei allerdings mindestensdoppelt so groß sein wie die axiale Erstreckung derQuerspindel QS einschließlich des WerkzeugesW1.Für besondere Anwendungsfälle können auchKombinationen aus der ersten und der zweitenVerfahrensweise zur Bearbeitung der Gehäusehälfteneingesetzt werden. So kann es beispielsweisezweckmäßig sein, die Vorbearbeitung entsprechendder zweiten Verfahrensweise und die Fertigbearbeitungentsprechend der ersten Verfahrensweiseoder der mit Funkenerosion arbeitenden drittenVerfahrensweise vorzunehmen.Bei der dritten Verfahrensweise werden in ansich bekannter Weise Negativabformungen der Innenkonturender oberen und der unteren Gehäusehälftehergestellt, welche praktisch gleich sind.Diese Negativabformungen dienen als5 Funkenerosions-Matrizen, mit denen die Fertigbearbeitungvorgenommen werden kann. Es kann sichdabei um ein- oder mehrteilige Matrizen handeln.Der Verfahrensablauf kann gegebenenfalls in einemoder mehreren Schritten erfolgen.70<strong>Patent</strong>ansprüche1. <strong>Zweiwellige</strong> <strong>Drehkolbenmaschine</strong> mit miteinanderkämmenden Rotoren zur Verdichtung und75 Expansion von gasförmigen Medien, wobei dieRotoren in einem Förderraum eines Gehäusesüber Lager drehbar angeordnet sind, welchervon einem Zylindermantel sowie beidseitig angrenzendenZylinderseitenteilen gebildet ist,20 wobei der Zylindermantel mit seinen beidenangrenzenden Zylinderseitenteilen in der Ebeneder Rotorenachsen in zwei Hälften geteiltist und die Zylinderseitenteile Aufnahmebohrungenfür die Lager der Rotoren aufweisen,25 dadurch gekennzeichnet,daß jede Hälfte (4) des Zylindermantels mitseinen beiden angrenzenden Zylinderseitenteilhälften(5) einstückig als Gehäusehälfte (OH,UH) ausgebildet und mit gemeinsamen Paß-30 mittein (PM) zur paßgenauen Ausrichtung gegenüberder anderen Gehäusehälfte ausgestattetist.2. Verfahren zur Herstellung eines Gehäuses für35 eine zweiwellige <strong>Drehkolbenmaschine</strong> nachAnspruch 1,dadurch gekennzeichnet,- daß die beiden jeweils einstückig ausgebildetenGehäusehälften im Bereich der40 Teilungsebene fertigbearbeitet, zusammengefügtund mit Paßmitteln versehenwerden,- daß die Gehäusehälften jeweils für sichaufgespannt und zur Bildung eines Zwi-45 schenraumes für das Einfahren und Verfahrendes bzw. derBearbeitungswerkzeuge(s) für die Bearbeitungsenkrecht zur Teilungsebeneauseinanderfahrbar sind,so - und daß zumindest die Endbearbeitungmit eingefahrenem Bearbeitungswerkzeugbei zusammengespannten Gehäusehälftenerfolgt.55 3. Verfahren zur Herstellung eines Gehäuses füreine zweiwellige <strong>Drehkolbenmaschine</strong> nachAnspruch 1 ,dadurch gekennzeichnet,6
11 <strong>EP</strong> 0 439 660 A1 12- daß die beiden jeweils einstückig ausgebildetenGehäusehälften getrennt voneinanderaufgespannt werden,- und daß die Innenflächen des Zylindermantels,der beiden einstückig mit diesemverbundenen Zyiinderseitenteile und derAufnahmebohrungen für die Lager mit einemoder mehreren Werkzeugen bearbeitetwerden, welche um eine zur Teilungsebeneparallele Achse rotieren undum eine senkrecht zur Teilungsebeneverlaufende Achse schwenkbar und überdiese Achse antreibbar sind.4. Verfahren zur Herstellung eines Gehäuses füreine zweiwellige <strong>Drehkolbenmaschine</strong> nachAnspruch 1,dadurch gekennzeichnet,- daß die beiden jeweils einstückig ausgebildetenGehäusehälften getrennt voneinanderaufgespannt werden,- und daß die Innenflächen des Zylindermantels,der beiden einstückig mit diesemverbundenen Zylinderseitenteile und derAufnahmebohrungen für die Lager vorbearbeitetund im Anschluß daran durchFunkenerosion fertigbearbeitet werden.(3),dadurch gekennzeichnet,daß die rotorseitigen Teile (8) der Dichtungsanordnungeinstückig mit dem Rotor (1) und die5 gehäuseseitigen Teile (10) der Dichtungsanordnungeinstückig mit den Gehäusehälften(OH, UH) ausgebildet sind.9. <strong>Zweiwellige</strong> <strong>Drehkolbenmaschine</strong> nach Anwspruch 1, 5, 7 und 8,dadurch gekennzeichnet,daß das Synchronisierungsrad (9) jedes Rotors(1) jeweils zwischen den rotorseitigen Teilen(8) der Dichtungsanordnung und dem Wellen-15 sitz für das benachbarte Lager (3) angeordnetist.10. Verfahren nach Anspruch 2,dadurch gekennzeichnet,20 daß die Gehäusehälften (OH, UH) mit Aufnahmeeinrichtungenzum verfahrbaren Aufspannenausgestattet sind.5. <strong>Zweiwellige</strong> <strong>Drehkolbenmaschine</strong> nach Anspruch1, mit auf den Achsen der Rotoren (1)angeordneten Synchronisierungszahnrädern(9),dadurch gekennzeichnet,daß in einem der einstückig mit dem Zylindermantelverbundenen Zylinderseitenteile zwischendem Förderraum (2) und den Aufnahmebohrungenfür die Lager (3) Aufnahmetaschen(11) für die Synchronisierungszahnräder(9) vorgesehen sind.6. <strong>Zweiwellige</strong> <strong>Drehkolbenmaschine</strong> nach Anspruch1 oder 2, mit auf den Zylinderseitenteilenaufgesetzten Abschlußdeckeln,dadurch gekennzeichnet,daß die Abschlußdeckel einstückig mit den Zylinderseitenteilenverbunden sind.7. <strong>Zweiwellige</strong> <strong>Drehkolbenmaschine</strong> nach Anspruch1 oder 5,dadurch gekennzeichnet,daß jeder Rotor (1) mit dem jeweils zugeordnetenSynchronisierungszahnrad (9) einstückigausgebildet ist.8. <strong>Zweiwellige</strong> <strong>Drehkolbenmaschine</strong> nach Anspruch1 oder 5, mit einer Dichtungsanordnungzwischen dem Förderraum (2) und den Synchronisierungszahnrädern(9) bzw. den Lagern7
<strong>EP</strong> 0 439 660 A1
<strong>EP</strong> 0 439 660 A1
<strong>EP</strong> 0 439 660 A110
<strong>EP</strong> 0 439 660 A1Fig. 511
<strong>EP</strong> 0 439 660 A12
Europäisches<strong>Patent</strong>amtEUROPAISCHER RECHERCHENBERICHTNummer der Anmeldung<strong>EP</strong> 90 10 2003EINSCHLÄGIGE DOKUMENTEKategorieKennzeichnung des Dokuments mit Angabe, soweit erforderlich,der maßgeblichen TeileDE-A-2754913 (STREICHER)* Seite 20, Absatz 1 - Seite 20, Absatz 4; Figur19 *BetrifftAnspruchKLASSIFIKATION OERANMELDUNG (Int. C1.5 )B23P13/00F01C21/10F04C18/12US-A-2519588 (MCCULLOCH)* Spalte 2, Zelle 20 - Spalte 2, Zelle 57; Figur2 *FR-A-2577454 (HONDA)* Seite 31, Zelle 1 - Seite 34, Zelle 4; Figuren1-18 *1. 2US-A-4598816 (KUTZLI)* Spalte 11, Zelle 8 - Spalte 16, Zelle 27;Figuren 9-18 *1. 2RECHERCHIERTESACHGEBIETE am. C1.5 )B23PF01CF04CF16MB23QB23BDer vorliegende Recherchenbericht wurde für alle <strong>Patent</strong>ansprüche erstelltRecfcrdKMrt Ab:chloM»ta«