Milchpulvertechnologie
Milchpulvertechnologie
Milchpulvertechnologie

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
NIRO A/SAbb. 67Konventioneller Sprühtrockner mit pneumatischem Fördersystem (SDP)% Feststoffanteil der TröpfchenAbb. 68Gewicht-, Volumen- und Durchmesserreduzierung eines Tröpfchenswährend idealer Trocknungsbedingungen- 122 -
ml Luft / 100 g TrockensubstanzNIRO A/SFilterDampfMilchkonzentratAbb. 69Rad mit gebogenen Leitschaufelnfür Pulver mit hohem SchüttgewichtAbb. 70Dampfbeaufschlagtes RadLuftPulverTrocknungszeitAbb. 71Schäumungsfähigkeit desMagermilchkonzetratesAbb. 72Temperaturentwicklung- 124 -
NIRO A/SScheiben wirken jedoch dem Lufteinschluss in das Konzentrat entgegen. Bei der Scheibe mitgebogenen Leitschaufeln (die so genannte Scheibe für hohes Schüttgewicht) - Abb. 69 - wirddie Luft mit Hilfe der Zentrifugalkraft teilweise wieder aus dem Konzentrat abgetrennt. Bei derdampfbeaufschlagten Scheibe (Abb. 70) wird das Problem teilweise durch einen Austausch derFlüssig-/Luftgrenzschicht durch eine Flüssig-/Dampfgrenzschicht gelöst. Allgemein wurde immergeglaubt, dass die Düsen während der Zerstäubung keine oder nur sehr wenig Luft in dasKonzentrat einschließen. Man hat jedoch herausgefunden, dass im sehr frühen ZerstäubungsstadiumLufteinschluss stattfindet. Die Ursache liegt in der Lufttreibung vor der Tröpfchenbildung;sowohl auf der Innen- als auch auf der Außenseite des Sprühkegels. Es wird umso mehrLuft in das Konzentrat eingeschlagen, je höher die Düsenkapazität (kg/h) liegt.Die Fähigkeit des Konzentrates zum Lufteinschluss (oder seine Neigung zur Schaumbildung)hängt von der Zusammensetzung, Temperatur und dem Feststoffgehalt ab. Bei Konzentrat mitniedrigem Feststoffgehalt wurde eine ausgeprägte Neigung zur Schaumbildung festgestellt, diemit Temperaturanstieg noch zunimmt. Konzentrat mit hohem Feststoffgehalt hat eine beträchtlichgeringere Neigung zur Schaumbildung, die zusätzlich noch durch Temperaturerhöhungvermindert werden kann (Abb. 71). Ganz allgemein betrachtet, ist die Neigung zur Schaumbildungbei Vollmilchkonzentrat geringer als bei Magermilchkonzentrat. Bestimmung von Luft imKonzentrat wird auf Seite 189 beschrieben.Als einer der entscheidenden Faktoren, inwieweit sich die Schrumpfung während des Trocknungsprozessesfortsetzt, ist der Luftanteil in den Tröpfchen (vorhanden in Form kleiner Luftbläschen)zu betrachten. Ein anderer, noch wichtigerer Faktor, sind die Trocknungsbedingungen,d.h. die umgebende Lufttemperatur. Wie bereits erwähnt, muss eine beträchtliche Wärmemengeaus der Trocknungsluft in die Teilchen transportiert werden und eine große Wasserdampfmengeden anderen Weg gehen. Aus diesem Grunde besteht ein Temperatur- und Konzentrationsgradientin den Teilchen, und das ganze Verfahren wird dadurch sehr komplex undnicht vollständig verstanden. Reine Wassertröpfchen (Wasseraktivität 100 %) werden verdampfen,falls sie Luft mit einer hohen Temperatur ausgesetzt werden, solange die Feuchtkugeltemperaturbeibehalten wird, bis die vollständige Verdampfung stattgefunden hat. Dagegen werdenProdukte, die Feststoffe enthalten und bis zum Extrem getrocknet werden (d.h. bis zu einerWasseraktivität, die gegen Null geht), gegen Ende des Trocknungsprozesses bis auf die Temperaturder umgebenden Luft angewärmt. In einem Sprühtrockner bedeutet dies bis auf Ablufttemperatur(Abb. 72).Es befindet sich aber nicht nur, ausgehend vom Mittelpunkt zur Oberfläche, ein Konzentrationsgradient,sondern auch von einem Oberflächenpunkt zum anderen. Dies führt wiederumzu unterschiedlichen Wasserkonzentrationen und somit zu verschiedenen Temperaturen zwischenden einzelnen Abschnitten der Oberfläche. Bei größeren Teilchendurchmessern ist dasgesamte Intensitätsgefälle, infolge des kleineren Oberflächen/Massenverhältnisses, größer.Kleinere Teilchen trocknen also viel gleichmäßiger.Bei der Trocknung erhöhen sich mit dem Wasserentzug natürlich nicht nur der Feststoffgehalt,sondern auch die Viskosität und die Oberflächenspannung. Das bedeutet aber auch, dass derDiffusionskoeffizient, d.h. die Wasserdampfdiffusion/Zeit und die Fläche, kleiner wird- 125 -
NIRO A/SAbb. 73Typischer Partikel der EinstufentrocknungAbb. 74Sprühpartikel aus EinstufentrocknungAbb. 75Überhitzter Partikel aus Einstufentrocknung- 126 -
NIRO A/Sund durch die niedrigere Verdampfungsrate Überhitzung vorliegt. In extremen Fällen findet dieso genannte Schalenhärtung statt. Das ist die Bildung einer harten Oberflächenschicht, durchdie der zurückgebliebene Wasserdampf oder die eingeschlossene Luft nur sehr langsam diffundierenkann. Im Fall der Schalenhärtung findet diese üblicherweise bei einem Restfeuchtegehaltvon 10-30 % in dem Teilchen statt. In diesem Stadium sind die Proteine, speziell dieKaseine, gegenüber Hitze sehr empfindlich und denaturieren deshalb sehr leicht. Das sich ergebendePulver hat sehr schlechte Löslichkeitseigenschaften. Schließlich härtet dabei auch dieamorphe Laktose aus und wird dadurch für Wasserdampf beinahe undurchdringbar, da dieVerdampfungsrate, d.h. der Diffusionskoeffizient, gegen Null geht. Dadurch steigt die Partikeltemperaturnoch weiter an.Da immer mehr Wasserdampf und Luftbläschen in den Teilchen vorliegen, werden diese überhitzt- falls die umgebende Lufttemperatur hoch genug ist - und resultieren in einer Dampf- undLuftausdehnung. Der Druck steigt an, und die Teilchen werden zu einem vollständig rundenBall mit einer glatten Oberfläche aufgeblasen (Abb. 73). Die Teilchen haben innen sehr vieleHohlräume (Abb. 74). Bei entsprechend hoher umgebender Lufttemperatur kann das Teilchensogar explodieren. Aber auch falls es dies nicht tun sollte, hat das Teilchen eine sehr dünneSchale (ca. 1 Mikron) und wird deshalb die mechanische Behandlung in den Zyklonen oder imFördersystem nicht überstehen und deshalb den Trockner mit der Abluft verlassen (Abb. 75).Befindet sich nur eine kleine Anzahl Luftbläschen in den Teilchen, so wird die Ausdehnung, trotzder Überhitzung, nicht so ausgeprägt sein. Die Überhitzung, als Folge der Schalenhärtung, hat jedocheinen nachteiligen Effekt auf die Kaseine und führt zu einer schlechten Löslichkeit. Wirdwährend des Trocknens die umgebende Lufttemperatur, d.h. die Ablufttemperatur, niedrig gehalten,so bleibt auch die Partikeltemperatur entsprechend niedrig.Die Ablufttemperatur wird durch viele Faktoren vorherbestimmt. Die wichtigsten davon sind:• Feuchtegehalt im Endpulver• Temperatur und Feuchtegehalt der Trocknungsluft• Feststoffgehalt des Konzentrates• Zerstäubung• Viskosität des KonzentratesFeuchtegehalt im EndpulverDer erste und wesentlichste Faktor ist der Feuchtegehalt im Endpulver. Je niedriger der gewünschteRestfeuchtegehalt ist, desto kleiner ist die relative Feuchte in der Abluft, was andererseitshöhere Ablufttemperatur und damit höhere Teilchentemperatur bedeutet.Temperatur und Feuchtegehalt der TrocknungsluftDer Feuchtegehalt im Endpulver steht in direkter Beziehung zu der relativen Feuchte der Abluft,und deshalb wird ein Anstieg der Zulufttemperatur notwendigerweise eine leichte Erhöhung derAblufttemperatur nach sich ziehen. Dies ist eine Folge des höheren Feuchtegehaltes in der Luft,der durch die erhöhte Verdampfung hervorgerufen wird. Ebenso spielt der Anfangsfeuchte-- 127 -
NIRO A/S- 128 -
NIRO A/Sgehalt der Trocknungsluft eine große Rolle. Bei einem höheren Wert muss die Ablufttemperaturerhöht werden, um den zusätzlichen Feuchteanteil zu kompensieren.Feststoffgehalt des KonzentratesEine Erhöhung des Feststoffgehaltes macht einen Anstieg der Ablufttemperatur erforderlich,da die Verdampfung langsamer verläuft (kleineren durchschnittlichen Diffusionskoeffizienten)und eine größere Temperaturdifferenz (treibende Kraft) zwischen dem Teilchen und der umgebendenLuft notwendig ist.ZerstäubungJeder Versuch zur Verbesserung der Zerstäubung und zur Erzeugung einer feineren Versprühungführt zu einer niedrigeren Ablufttemperatur, da das spezifische Oberflächen/Massenverhältnisder Teilchen größer wird. Die Verdampfung verläuft deshalb leichter,und eine kleinere treibende Kraft ist erforderlich.Viskosität des KonzentratesDie Viskosität beeinflusst die Zerstäubung. Die Viskosität steigt mit erhöhtem Proteingehalt,kristallisierter Laktose und Gesamtfeststoffgehalt an. Erwärmung des Konzentrates (auf alterungsbedingtesNachdicken achten) und Erhöhung der Zerstäuberdrehzahl oder des Düsendruckeskönnen das Problem lösen.Der Gesamtwirkungsgrad der Trocknung lässt sich nach folgender Näherungsformel ausdrücken:Ti- Toζ =(17)Ti- TaWobei bedeuten:T i ZulufttemperaturT o AblufttemperaturUmgebungstemperaturT aDamit ist ganz offensichtlich, dass die einzige Möglichkeit zur Erhöhung der Wirtschaftlichkeitdes Sprühtrocknungsbetriebes in der Anhebung der Umgebungsluft mittels Vorwärmung(Seite 169) z.B. durch Anwendung von Kondensat vom Verdampfer oder in der Absenkungder Ablufttemperatur besteht.Die Größe ζ ist gleichzeitig eine gute Anzeige für die Trocknerleistung, da die Ablufttemperaturdurch den Restfeuchtegehalt vorherbestimmt wird, der andererseits wieder bestimmte Standardwerteerfüllen muss. Eine hohe Ablufttemperatur deutet auf eine nichtoptimale Ausnutzung derTrocknungsluft hin. Dafür kann es zahlreiche Gründe, wie schlechte Zerstäubung, schlechte Luftverteilung,hohe Viskosität usw., geben. Beim Betrieb mit Magermilch (T i = 200°C, T o = 95°C) innormalen Sprühtrocknern beträgt ζ ca. 0,56.- 129 -
NIRO A/SAbb. 76Mikroskopaufnahme von Magermilchpulver aus einer Anlagemit pneumatischem Fördersystem- 130 -
NIRO A/SSoweit die Trocknungstechnologie bisher besprochen wurde bezog sie sich auf eine Anlage mitpneumatischem Förder- und Kühlsystem. Dort ist das Pulver, sobald es das Turmunterteil verlässt,bis zu dem gewünschten Feuchtegehalt getrocknet. Das Pulver ist in diesem Zustand warmund besteht aus Teilchen, die als große, lockere Agglomerate mit schwachen Bindungskräftenzusammenkleben. Dies ist auf die Anfangsagglomeration zurückzuführen, die in der Zerstäuberwolkestattfindet und in den Teilchen unterschiedlichen Durchmessers verschiedene Geschwindigkeitenerhalten und deshalb zusammenstoßen. Bei der Weiterleitung im pneumatischenFördersystem werden diese Agglomerate jedoch mechanischen Kräften ausgesetzt, unddas Pulver bricht deshalb in einzelne Teilchen auseinander. Dieser Pulvertyp (Abb. 76) kannfolgendermaßen charakterisiert werden:• Besteht aus einzelnen Teilchen• Hohes Schüttgewicht• Bei Magermilchpulver Neigung zur Staubbildung• Nicht sofortlöslichZweistufentrocknungNach der vorhergehenden Beschreibung ergab sich die Teilchentemperatur aus der umgebendenLufttemperatur (Ablufttemperatur). Da das zuletzt übrig gebliebene Wasser durch konventionelleTrocknung am schwierigsten zu entfernen ist, muss die Ablufttemperatur hoch genugsein, um eine treibende Kraft ∆t oder Temperaturunterschied zwischen Teilchen und Luft) sicherzustellen,die fähig ist, die Restfeuchte zu entfernen. Wie bereits früher diskutiert, hat diessehr oft einen nachteiligen Einfluss auf die Teilchen.Es ist deshalb nicht erstaunlich, dass eine vollständig abweichende Trocknungstechnik entwickeltwurde, um speziell die letzten 2-10 % Feuchte aus den Teilchen zu verdampfen, die indiesem Stadium bereits ausgebildet sind.Hervorgerufen durch den niedrigen Diffusionskoeffizient verläuft die Verdampfung in diesemBereich sehr langsam. Die Trocknungsausrüstung oder der Nachtrockner sollte deshalb so konstruiertwerden, dass das Pulver eine sehr lange Verweilzeit erhält. In einem pneumatischen Fördersystemlässt sich dies mit heißer Luft bewerkstelligen, wodurch die treibende Kraft vergrößertwird. Da in dem Rohr jedoch eine Luftgeschwindigkeit von ungefähr 20 m/sec erforderlichist, um wirksam zu sein, wäre eine beträchtliche Leitungslänge erforderlich. Ein anderes Systembesteht aus der so genannten "Heißen Kammer", die einen tangentialen Eingang zur Verlängerungder Haltezeit hat. Nach beendeter Trocknung wird das Pulver in einem Zyklon abgetrenntund dann zu einem anderen pneumatischen Fördersystem, mit kalter oder entfeuchteter Luft, zurKühlung weitergeleitet. Nach der Trennung in einem Zyklon steht das Pulver zur Absackungzur Verfügung.Ein VIBRO-FLUIDIZER® ist ein anderes System zur Nachtrocknung. Dieser ist ein großer, horizontalerKasten, der durch ein perforiertes Blech in einen oberen und einen unteren Bereicheingeteilt wird. Das Blech ist an den Seitenwänden des Kastens verschweißt (Abb. 77). ZurTrocknung bzw. Kühlung wird warme und kalte Luft in die Luftkammer eingeführt und- 131 -
NIRO A/SFeuchtes Pulver, EintrittLuftaustrittTrocknungslufteintrittKühllufteintrittTrockenes Pulver, AustrittAbb. 77Vibro-Fluidizer in SanitärausführungAbb. 77aBUBBLE PLATE- 132 -
NIRO A/Sgleichmäßig über die gesamte Fläche einer besonderen perforierten Platte, der so genanntenBUBBLE PLATE , mit folgenden Vorteilen verteilt:Der Luftstrom wird abwärts gegen die Oberfläche der Platte geleitet und gewährleistet somit,dass die Partikel ständig auf der Platte in Bewegung sind. Die Platte hat wenige aber große Löcherund verlängert dadurch die Produktionszeiten bis zur nächsten Reinigung. Außerdem hatdie Platte einen sehr guten Entleerungseffekt erwiesen.• Mit der Herstellungsmethode vermeidet man Spalten. Die BUBBLE PLATE ist somit sanitärund als solche von USDA genehmigt.Sowohl die Perforation als auch die Luftmenge werden durch die notwendige Luftgeschwindigkeitvorherbestimmt, die zur Fluidisierung des Pulvers gebraucht wird. Umgekehrt bestimmtsich die Fluidisierung aus der Pulverbeschaffenheit, wie dem Feuchtegehalt und derThermoplastizität.Die Temperatur wird entsprechend der erforderlichen Verdampfungsleistung vorherbestimmt.Die Lochgröße im perforierten Blech wird so ausgewählt, dass die Luftgeschwindigkeit hochgenug ist, um das Pulver auf dem Blech zu fluidisieren. Die Luftgeschwindigkeit sollte allerdingsnicht so hoch gewählt werden, dass das agglomerierte Pulver wegen Abreibung zerstörtwird. Das Verlassen des Fließbetts mit der Luft kann jedoch für einige Teilchen, speziell fürdie kleineren, nicht vollständig vermieden werden (und wird in einigen Fällen sogar gewünscht).Deshalb wird die Luft durch einen Zyklon oder ein Schlauchfilter geleitet, wo dieTeilchen abgeschieden und in den Prozess zurückgeleitet werden.Mit Hilfe dieser neuen Ausrüstung ist es auf sehr schonende Weise möglich, die restlichen paarProzent an Feuchte aus dem Pulver zu verdampfen. Verglichen mit dem vorhergehend Beschriebenen,wo das Pulver den Turm mit dem abschließenden Feuchtegehalt verlässt, bedeutetdies hier einen Sprühtrocknerbetrieb auf eine andere Art.Die Vorteile der Zweistufen-Trocknung lassen sich folgendermaßen zusammenfassen:• Höhere Kapazität/kg Trocknungsluft• Bessere Wirtschaftlichkeit• Bessere Produktqualität, wie:- gute Löslichkeit- hohes Schüttgewicht- niedriger Anteil an freiem Fett- niedriger Anteil an eingeschlossener Luft• Weniger PulververlustDas Fließbett kann entweder als ein vibrierendes Kolbenstrombett (Vibro-Fluidizer) oder einstatisches Rückmischungsbett konstruiert sein.- 133 -
NIRO A/SKonzentrateintrittPulveraustrittAbb. 78Sprühtrockner mit Vibro-Fluidizer für Zweistufen-TrocknungAbb. 79Typischer Partikel aus der Zweistufen-Trocknung- 134 -
NIRO A/SZweistufentrocknung mit Vibro-Fluidizer (Kolbenstrom)Im Vibro-Fluidizer vibriert das ganze Fließbett. Die Perforierungen des Blechs sind so gemacht,dass die Trocknungsluft mit dem Pulverdurchfluss geleitet wird. Um Vibrationen der perforiertenPlatte mit seiner eigenen Frequenz zu vermeiden, ist eine Unterstützung erforderlich(Abb. 78).Im Sprühtrockner wird die Ablufttemperatur abgesenkt, was in einem Anstieg des Feuchtegehaltesund einer Absenkung der Teilchentemperatur resultiert. Das feuchte Pulver gelangt durchdie Schwerkraft von dem Trockenturm in den Vibro-Fluidizer.Es gibt jedoch einen Grenzwert wieweit im Betrieb gegangen werden kann. Infolge der niedrigenTemperatur wird das Pulver mit zunehmendem Feuchtegehalt klebrig. Es kommt zur Klumpenbildungdes Pulvers, und Ablagerungen im Turm sind möglich.Üblicherweise kann eine Absenkung der Ablufttemperatur von 10-15°C erreicht werden. Diesführt zu einer sehr viel schonenderen Trocknung, und speziell während der kritischen Trocknungsphase(30-10 % Feuchte) kann sich das Schrumpfen fortsetzen (Abb. 79) ohne durch irgendwelcheSchalenhärtung unterbrochen zu werden. Dadurch sind Bedingungen erreichbar, diedem optimalen Trocknungsfall sehr nahe kommen. Die niedrigere Tröpfchentemperatur erreichtman teilweise durch die niedrigere Umgebungstemperatur. Andererseits ist es aber auch der höhereFeuchteanteil in den Teilchen, der die Annäherung an die Feuchteanteil in den Teilchen,der die Annäherung an die Feuchtkugeltemperatur ermöglicht. Natürlich hat dies einen positivenEinfluss auf die Löslichkeitseigenschaften des Endpulvers.Durch die erhöhte ∆t bedeutet die Absenkung der Ablufttemperatur eine entsprechend höhereKapazität im Trockenturm. Sehr oft werden die Trocknungstemperatur und der Feststoffgehaltin der Speise erhöht, um dadurch den Wirkungsgrad des Trockners noch weiter anzuheben. Diesbedeutet gleichzeitig jedoch eine erforderliche Anhebung der Ablufttemperatur. Der höhereFeuchtegehalt und die niedrigere Teilchentemperatur schützen aber die Teilchen, so dass Überhitzungund Schalenhärtung vermieden werden können.Versuchsweise konnten bei der Trocknung von Magermilch Trocknungstemperaturen von250°C oder selbst 275°C erreicht werden. In diesem Falle beträgt der Trocknerwirkungsgradmehr als 0,75.Im vorhergehenden Abschnitt wurde bereits beschrieben, dass die Turmfraktion, im Vergleichzur konventionellen Trocknung, beim Erreichen des Turmausganges einen höheren Feuchtegehaltund eine niedrigere Temperatur hat. Aus dem Turmunterteil sollte das Pulver direkt in dieTrocknungssektion des Vibro-Fluidizers fallen, um augenblicklich fluidisiert zu werden. JeglicheVerweilzeit oder Förderung verursacht ein Zusammenkleben der warmen, feuchten undthermoplastischen Teilchen. Dabei werden Klumpen geformt, die nur sehr schwer wieder aufzubrechensind. Dies hat einen direkten, negativen Einfluss auf den Trocknungswirkungsgradim Vibro-Fluidizer, und ein Teil des Pulvers verlässt die Ausrüstung mit einem zu hohenRestfeuchtegehalt. Dies ist für die Lagerqualität des Pulvers nachteilig.- 135 -
NIRO A/SPulver vom TrocknerAbb. 80Druckfördersystem vom Vibro-Fluidizer zum SilosystemDurchschnittlicher Energiebedarf / kg WasserverdampfungAbsackungslinieFeuchtigkeitsgehalt in %VerdampferHochkonzentratorSprühtrocknerVibro-FluidizerAbb. 81Energieverbrauch/kg Verdampfung als eine Funktiondes Restfeuchtegehaltes- 136 -
NIRO A/SNur die Turmfraktion wird durch die Schwerkraft in den Vibro-Fluidizer geleitet. Die Fraktionenaus dem Hauptzyklon und dem Vibro-Fluidizer-Zyklon (oder dem CIP-fähigenSchlauchfilter) sind noch zusammenzufassen und zum Vibro-Fluidizer zu fördern.Im Vergleich zu den Teilchen der Turmfraktionen besteht die Feinpulverfraktion aus Teilchenkleineren mittleren Durchmessers und hat einen niedrigeren Feuchtegehalt. Deshalb ist für sienicht die gleiche Nachtrocknung erforderlich. Sehr oft sind sie sogar ausreichend getrocknet,aber trotzdem werden sie üblicherweise zu dem letzten Drittel der Trocknungssektion desVibro-Fluidizers geleitet, um sicherzustellen, dass sie bis auf den gewünschten Feuchtegehaltgetrocknet werden.Der Sammelpunkt, an dem die Zyklonfraktionen zusammengefasst werden, lässt sich nichtimmer direkt über dem Vibro-Fluidizer anordnen. Denn dort könnte die Fraktion direkt, infolgeder Schwerkraft, in die Trocknungssektion geleitet werden. Zur Pulverhandhabung wird deshalbsehr oft ein pneumatisches Druckfördersystem installiert. Bezüglich der Förderrichtungdes Pulvers ist ein Druckfördersystem sehr flexibel, da die Förderleitung gewöhnlich aus einem3- oder 4-Zoll Molkereirohr besteht. Das System setzt sich aus einem Niedrigvolumen/Hochdruck-Luftgebläse,einer Durchblaseschleuse (Durchleitung der Luft zur Pulveraufnahme)und einer Förderleitung zusammen (Abb. 80). Die Luftmenge ist bezogen auf die zufördernde Pulvermenge klein (nur 1/5).Während der Verarbeitung wird im Vibro-Fluidizer wieder ein kleiner Pulveranteil mitgerissenund verlässt ihn mit der Luft. Eine erneute Aufsammlung im Zyklon und Rückleitung zu demVibro-Fluidizer schließt sich an. Falls keine speziellen Vorrichtungen vorgesehen sind, kanndiese Rezirkulation während der Abschaltung der Anlage einige Zeit andauern.Das Problem lässt sich beispielsweise durch eine Umschaltklappe lösen. Diese verbindet dieFörderleitung mit einer anderen Leitung, um das Pulver zu dem äußersten Ende des Vibro-Fluidizer-Systemes zu leiten. Dadurch erfolgt die Entleerung binnen wenigen Minuten.Das Pulver wird abschließend gesiebt und abgesackt. Da das Pulver einige Anfangsagglomerateenthalten kann, wird zur Erzielung der maximalen Dichte empfohlen, ein anderesDruckfördersystem zu einem Silo zu benutzen.Als eine anerkannte Tatsache kann festgestellt werden, dass bei der Wasserverdampfung ausMilch der Energieverbrauch/kg Verdampfung steigt, da der Restfeuchtegehalt gegen Null geht(Abb. 81).Wie bereits dargestellt wurde, lässt sich der Wirkungsgrad des Sprühtrockners über die ZuluftundAblufttemperatur beeinflussen.Im Verdampfer liegt der Dampfverbrauch bei 0,10-0,20 kg je kg Wasserverdampfung. Dagegenist dieser in einem konventionellen einstufigen Trockner 2,0 bis 2,5 kg/kg verdampftes Wasser,oder mit anderen Worten, zwanzigmal so hoch wie in einem Verdampfer. Deshalb wurden immerwieder Versuche unternommen, den Feststoffgehalt aus dem Verdampfer zu erhöhen. Dasbedeutet, dass der Verdampfer mehr Wasser bei niedrigerem Energieverbrauch entfernen kann.Natürlich bedeutet das auch, dass der Energieverbrauch / kg verdampftes Wasser im Sprühtrockneretwas ansteigt. Aber der Gesamtenergiebedarf wird niedriger liegen.- 137 -
NIRO A/SKonus eines Sprühtrocknungsturms mit nachgeschaltetem Vibro-Fluidizer- 138 -
NIRO A/SDer obige Dampfverbrauch/kg verdampftes Wasser ist ein Durchschnittswert, da der Dampfverbraucham Anfang sehr niedrig liegt und dann gegen Ende der Trocknung ansteigt. An Handeiner Berechnung zeigt sich, dass ein Pulver mit 3,5 % Feuchte 1595 Kcal/kg Pulver erfordert,während für Pulver mit 6 % Feuchte nur 1250 Kcal je kg Pulver notwendig sind. Mit anderenWorten entspricht dieser letzte Verdampfungsanteil ca. 23 kg Dampf/kg Verdampfung.Die nachfolgende Tabelle dient der Verdeutlichung der Berechnung. Die erste Zahlenkolonne zeigtdie Bedingungen bei Anlagenbetrieb unter gewöhnlichen Bedingungen mit der pneumatischenKühlung und Pulverförderung (aus dem Trockenturm und den Zyklonen). Die zweite Zahlenkolonnestellt die Anlagenbedingungen als Zweistufen-Trocknung dar (Pulvertrocknung im Vibro-Fluidizer von 6 % Feuchte auf 3,5 % Feuchte). Die dritte Zahlenkolonne stellt die Zweistufen-Trocknung mit hoher Zulufttemperatur dar.TROCKNUNGSSYSTEMSprühtrock. mitpneum. FördersystemSprühtrock. mitVibro-FluidizerSprühtrock. m.Vibro-Fluid. u.hoher TrocknungstemperaturSPRÜHTROCKNERZulufttemperatur °C 200 200 230Trocknungsluft kg/h 31.500 31.500 31.500Magerm. m. 8,5 % Feststoff kg/h 12.950 16.150 19.800Konzentrat mit 48 % Festst. kg/h 2.290 2.860 3.510Verdampfung im Turm kg/h 1.150 1.400 1.720Pulver aus dem Turm:- 6 % Feuchte- 3,5 % Feuchtekg/hkg/h 1.1401.460-1.790-Heizölverbrauch kg/h 175 175 205Energieverbrauch kW 120 125 130EnergieverbrauchSprühtrocknung insgesamt Mcal 1.818 1.823 2.120Energie/kg Pulver im Turm Kcal 1.595* 1.250* 1.184VIBRO-FLUIDIZERTrocknungsluft kg/h 3.430 4.290Temperatur der Zuluft °C 100 100Verdampfung im VF kg/h 40 45Pulver von VF 3,5 % Feuchte kg/h 1.420 1.745Dampfverbrauch kg/h 135 167Energieverbrauch kW 20 22Energieverbr., total im VF Mcal 95 115GESAMTTROCKNUNGGesamtenergieverbrauch Mcal 1.818 1.918 2.235Energie/kg Pulver insg. Kcal 1.595 1.350 1.280Energieverhältnis % 100 85 80Trocknerwirkungsgrad 0,54 0,62 0,66- 139 -
NIRO A/SLuft und Feinteile, EintrittTrocknungsluftPulveraustrittLuft und Feinteile, AustrittAbb. 82Perforiertes Blech für richtungsbestimmte Luftdurchströmung (BUBBLE PLATE)Kompakt-Sprühtrockner (CDI)Mehrstufensprühtrockner (MSD)- 140 -
NIRO A/SUnter Verwendung der mit * gekennzeichneten Werte erhält man:1.595 - 1.250 = 345 kcal/kg PulverDie Verdampfung/kg Pulver beträgt: 0,025 kg (6 % - 3,5 % = 2,5 %)Der Energieverbrauch/kg Verdampfung ist dann:345=13.800 kcal/kg0,025entsprechend 23 kg Dampf/kg Wasserverdampfung.Der Dampfverbrauch im Vibro-Fluidizer liegt durchschnittlich bei 4 kg Dampf/kg Verdampfungund ist natürlich von der gewählten Luftmenge und Temperatur abhängig. Auch beizweimal so hohem Dampfverbrauch im Vibro-Fluidizer, verglichen mit dem Sprühtrockner, istdieser immer noch sehr viel niedriger als der Energiebedarf, der bei gleicher zu verdampfenderWassermenge im Sprühtrockner erforderlich ist (eine Folge der Spezialkonstruktion, die einelange Verweilzeit von 8-10 min., verglichen mit 20-25 sec. im Sprühtrockner, gestattet).Gleichzeitig sollte man sich in Erinnerung rufen, dass die Anlage eine höhere Kapazität hat,besseres Produkt herstellt, niedrigeren Pulververlust verzeichnet und darüber hinaus sehr flexibelist.Kompakt-Trockner mit statischem Fließbett (Rückmischung)Bei dem Versuch der Verbesserung der Trocknungswirtschaftlichkeit (entsprechend Formel17, Seite 129) wurde die Ablufttemperatur T o der Zweistufen-Trocknung (Seite 131) bis zurGrenze reduziert. Dabei wurde das Pulver bei dem Feuchtegehalt von 5-7 % klebrig und begannan den Turmwänden hängenzubleiben.Durch die Einführung eines in dem konischen Teil des Trockenturmes integrierten, statischenFließbettes konnten jedoch weitere Verbesserungen erreicht werden. Die sekundäre Trocknungsluftwird in eine Kammer unterhalb der perforierten Platte, durch die die Trocknungsluftverteilt wird, eingeleitet. Dieser Trocknertyp kann so betrieben werden, dass die ursprünglichenTeilchen eine Feuchte von bis zu 8-12 % Feuchte entsprechend einer Ablufttemperaturvon 65-70°C erreichen. Durch diese extreme Ausnutzung der Trocknungsluft kann, für einevorgegebene Kapazität, die Anlagengröße beträchtlich reduziert werden.Milchpulver wurde immer als schwierig zu fluidisieren betrachtet. Durch ein spezialkonstruiertesund patentiertes, perforiertes Blech (Abb. 82 und Seite 131) erhält die Luft/Pulvereine Rotation in gleicher Richtung wie die Primär-Trocknungsluft. Mit Hilfe dieses Blechesund der richtigen Kombination von Betthöhe und Fluidisierungsgeschwindigkeit kann nun ineinem stationären Fließbett jedes auf Milchbasis hergestellte Produkt fluidisiert werden.- 141 -
NIRO A/SAbb. 83Kompakt-Sprühtrockner mit pneumatischem Fördersystem (CDP)Abb. 84Kompakt-Sprühtrockner mit Vibro-Fluidizer als Agglomerator/Instantizer (CDI)- 142 -
NIRO A/SDas statische Fließbett ist in drei Konfigurationen erhältlich, und zwar:• Ringförmiges Fließbett (Kompakt-Trockner)• Zirkulares Fließbett (MSD-Trockner)• Eine Kombination der zwei obigen Konfigurationen (IFD-Trockner)Ringförmiges Fließbett (Kompakt-Trockner)Das ringförmige Rückvermischungs-Bett ist im Unterteil eines konventionellen Turmkonuszentral um den Abluftkanal herum platziert. Es befinden sich somit keine Teile im Konus, diedie Luftströmung stören könnten. Diese Tatsache - zusammen mit den strahlartig wirkendenTeilchen aus der fluidisierten Pulverschicht - halten den Turmkonus von Ablagerungen frei.Selbst dann, wenn klebrige Pulver mit hohem Feuchtegehalt hantiert werden. Der zylindrischeTurmteil wird durch ein Wandfegesystem sauber gehalten. Dabei wird eine kleine Luftmengehoher Geschwindigkeit durch spezialkonstruierte Luftdüsen tangential in den zylindrischenTurmteil eingeblasen. Die Düsen zeigen in die gleiche Richtung, wie der Rotation der Primär-Trocknungsluft entspricht.Durch die kombinierte Luft-/Pulverrotation und den resultierenden Zykloneffekt im Turm wirdnur eine kleine Pulvermenge mit der Abluft mitgerissen. Deshalb ist bei diesem Trocknertypdie Zyklon-/Schlauchfilterfraktion klein und der Pulveraustrag gering. Man entfernt das Pulverkontinuierlich aus dem statischen Fließbett durch Überlauf eines regelbaren Pulverwehrs, wobeiein gewisses, fluidisiertes Pulverniveau erhalten wird. Durch die niedrigere Ablufttemperaturwird die Wirtschaftlichkeit der Trocknung, im Vergleich zu dem konventionellen Zweistufen-Trocknungin großem Umfang verbessert. Dies ist in der Tabelle der folgenden Seite dargestellt.Beim Verlassen des Trockenturmes kann das Pulver in einem pneumatischen Fördersystem,wie auf Seite 115 beschreiben, abgekühlt werden (Abb. 83). Das resultierende Pulver bestehtaus einzelnen Teilchen und hat gleiche oder bessere Pulvereigenschaften, verglichen mit denender Zweistufen-Trocknung auf Seite 131.Für fetthaltige Produkte sollte die Kühlung in einem vibrierenden Fließbett durchgeführt werden.Dies ist auch der Fall bei der Herstellung von agglomerierten Produkten. In diesem Fallewird die Zyklonfraktion für die Agglomeration zur Zerstäubungsvorrichtung zurückgeführt(Abb. 84).- 143 -
NIRO A/SFluidisierendes, statisches Rückmischbett am Fuß des Trockenturmes- 144 -
NIRO A/STROCKNUNGSSYSTEMSprühtrock.mit VF für2-Stufen-TrocknungSprühtrock.m.ringförmigem,stat.Fließbett(Kompakt)Sprühtrock. m.zirkularem,statischemFließbett(MSD)SPRÜHTROCKNERZulufttemperatur °C 230 230 260Trocknungsluft kg/h 31.500 31.500 31.500Magerm. mit 8,5 % Feststoff kg/h 19.800 24.000 31.300Konzentrat mit 48 % Festst. kg/h 3.510 4.250 5.540Verdampfung im Turm kg/h 1.720 2.010 2.620Pulver aus dem Turm:- 6 % Feuchte- 9 % Feuchtekg/hkg/h1,790--2.240-2.920Heizölverbrauch kg/h 205 205 230Energieverbrauch kW 130 140 150EnergieverbrauchSprühtrocknung insgesamt Mcal 2.120 2.130 2.380Energie/kg Pulver im Turm Kcal 1.184 950 820FLIEßBETT VF SFB SFBTrocknungsluft kg/h 4.290 6.750 11.500Temperatur der Zuluft °C 100 115 120Verdampfung im VF/SFB kg/h 45 125 165Pulver von FB, 3,5 % Feuchte kg/h 1.745 2.115 2.755Dampfverbrauch kg/h 167 290 400Energieverbrauch kW 20 25 35Energieverb., total im FB Mcal 115 195 265GESAMTTROCKNUNGGesamtenergieverbrauch Mcal 2.235 2.325 2.645Energie/kg Pulver insges. Kcal 1.280 1.038 960Energieverhältnis, siehe S. 139 % 80 65 60Trocknerwirkungsgrad 0,66 0,75 0,80- 145 -
NIRO A/SAbb. 85Mehrstufentrockner (MSD)- 146 -
NIRO A/SZirkulares Fließbett (MSD-Trockner)Um den Trocknerwirkungsgrad ohne Ablagerungsprobleme noch weiter zu verbessern, wurdeein vollständig neues Sprühtrocknerkonzept - Mehrstufentrockner (MSD Multi-Stage Dryer)genannt - entworfen.Der Trockner arbeitet mit drei Trocknungsstufen, von denen jede an den Feuchtegehalt angepasstist, der während des Trocknungsverfahrens vorherrscht. In der einleitenden Trocknungsstufewird das Konzentrat mittels Gleichstromdüsen zerstäubt, die in dem Heißluft-Kanal untergebrachtsind. Die Luft gelangt bei hoher Geschwindigkeit senkrecht in den Trockner durcheinen Luftverteiler. Dadurch wird die optimale Vermischung der zerstäubten Tröpfchen undder Trocknungsluft sichergestellt. Wie bereits früher diskutiert, findet in diesem Stadium dieVerdampfung schlagartig statt. Dies trifft auch während der Weiterleitung senkrecht nach unten,durch den spezialkonstruierten Trockenturm, zu. Die Teilchen erreichen je nach dem Produkttypeinen Feuchtegehalt von 6-15 %. Bei solchem hohen Feuchtegehalt wird das Pulvereine hohe Thermoplastizität vorweisen und wird klebrig. Die hohe Lufteintrittsgeschwindigkeitbringt eine Venturiwirkung hervor, deren Vakuum umgebende Luft - zusammen mit mitgerissenenFeinpulverpartikeln - in den Zerstäubernebel hineinsaugt. Dieser Effekt ergibt eine"spontane, sekundäre Agglomeration" (Seite 153). Das Fließbett wird mit Luft von ausreichenderGeschwindigkeit und Temperatur für die Zweistufentrocknung versorgt. Die Trocknungsluftaus der einleitenden Trocknungsstufe und aus dem Rückmisch-Bett verlässt den Turm imoberen Teil, um von dort durch einen Primärzyklon geleitet zu werden. Das Pulver aus diesemZyklon wird zu dem Rückmisch-Bett zurückgeführt, während die Luft zum sekundären Zyklonzur abschließenden Abscheidung geführt wird.Nachdem das Pulver einen bestimmten Feuchtegehalt erreicht hat, wird es über eine Zellenradschleusezur abschließenden Trocknung und nachfolgenden Kühlung in einen Vibro-Fluidizergeleitet. Die Trocknungs-/Kühlluft aus dem Vibro-Fluidizer wird durch einen Zyklon geleitet,um das Pulver abzuscheiden, das in der Luft enthalten ist. Das Feinpulver wird zur Zerstäubervorrichtung,zum Turmkonus (statischem Bett) oder zum Vibro-Fluidizer zurückgeleitet. Inden heutigen modernen Trocknern ist der Zyklon durch CIP-fähiges Schlauchfilter ersetzt.Das Pulver weist eine grobe Pulverstruktur vor, die von dem "spontanen, sekundären Agglomerieren"im Zerstäubernebel herrührt. Dort findet eine kontinuierliche Versorgung von trockenen Feinpulverpartikelnauf die halbtrockenen Teilchen statt, und man erzeugt dadurch die Agglomeration.Das Agglomerieren wird jedoch weiter verstärkt, wenn die Versprühung mit dem fluidisierten Pulverim statischen Fließbett in Berührung kommt. (Abb. 85).Es war möglich, diese Anlage mit einer sehr hohen Primärlufttemperatur (220-275°C) und einerextrem kurzen Verweilzeit zu betreiben und trotzdem eine gute Löslichkeit des Pulvers zuerhalten. Dieser Anlagentyp ist in seinen physischen Abmessungen sehr kompakt, und dadurchsind die Anforderungen hinsichtlich der Gebäudegröße begrenzt. Zusammen mit der verbessertenTrocknungswirtschaftlichkeit (10-15 % besser als bei konventioneller- 147 -
NIRO A/SAbb. 85aIntegrierter Filtertrockner (IFD)Abb. 85b Abblasdüse Integriertes Fließbett- 148 -
NIRO A/SZweistufen-Trocknung), was durch die höhere Primärtrocknungstemperatur ermöglicht wird,bedeutet dies eine sehr attraktive Lösung insbesondere für agglomerierte Produkte.Sprühtrocknungsanlage mit integrierten Filtern und Fließbetten (IFD)Die Auslegung des integrierten Filtertrockners (patentiert) (Abb. 85a) basiert auf Betrieben mitgeprüften Sprühtrockneraggregaten, wie:• Speisesystem mit Konzentratvorwärmung, Filtrierung, Homogenisieren und Hochdruckpumpen.Ausrüstung, die auch in konventionellen Sprühtrocknern eingesetzt sind.• Zerstäubung mit entweder Druckdüsen oder Zentrifugalzerstäubung. Druckdüsen werdenhauptsächlich bei fetthaltigen Produkten und Produkten mit hohem Gehalt an Protein eingesetztund Zentrifugalzerstäubung generell bei Produkten aller Art und insbesondere beiKonzentraten mit Kristallen.• Trockenluftfiltrieren, Beheizung und Verteilung mittels eines Luftverteilers, der für rotierendeoder vertikale Luftströme geeignet ist.• Trockenturm, der zur Gewährleistung hygienischer Betriebsbedingungen und zur Gewährleistungeines niedrigstmöglichen Wärmeverlustes ausgelegt wurde, z.B. mittels abnehmbarerIsolationspaneele mit luftgefüllten Sandwich-Paneelen (Seite 75).• Integriertes Fließbett, das als ein kombiniertes Rückmischungsbett für die Trocknung und einKolbenstrombett für die Kühlung ausgelegt wurde. Das Fließbett ist eine voll-verschweißteKonstruktion ohne Hohlräume. Zwischen dem Rückmischungsbett und dem umgebendenKolbenstrombett befindet sich ein Luftspalt, um Wärmeübertragung zu vermeiden. Die neuepatentierte Niro BUBBLE PLATE wird verwendet (Seite 119).Das Trocknerabluftsystem ist neu, und obwohl die Idee revolutionierend ist, basiert das Systemauf den gleichen Grundregeln wie in Niro's SANICIP CIP-fähigem Schlauchfilter. Das Feinpulveransammlungssystemist mit Partikelfiltern ausgerüstet, die im Trockenturm integriertsind. Die Filterschläuche sind mit rostfreien Stahldrahtstützkörben in der Decke den Umkreisdes Trockenturmes entlang montiert. Diese Filterelemente funktionieren mit den Rückblaseluftreinigungssystemen,die denen ähnlich sind, die im SANICIP verwendet werden (Seite111).Die Schläuche werden einer nach dem anderen oder zu viert reingeblasen mittels Druckluft, diein den Schlauch mit den Luftabblasdüsen geblasen wird. Siehe Abb. 85b. Dies ergibt eine regelmäßigeund häufige Freigabe des Pulvers in das integrierte Fließbett.Die Wahl des Filtermaterials folgt dem Verfahren, das bereits vom SANICIP-Schlauchfilterbekannt ist und mit der gleichen Filterflächenbelastung, auch "air-to-cloth ratio" genannt.Die Luftabblasdüse hat eine Doppelfunktion: Während Betrieb wird sie für Reinblasen verwendet,und während CIP wird sie für die Nassreinigung der Schläuche von der Innenseite aufdie schmutzige Außenseite zu verwendet. Sauberes Wasser wird durch die Luftabblasdüse eingespritztund mittels Druckluft in die Innenseite des Schlauches zerstäubt und auf der- 149 -
NIRO A/SIFD Kammer mit speziellen Isolationspaneelen- 150 -
NIRO A/Sschmutzigen Seite herausgepresst. Diese patentierte Eigenschaft ist extrem wichtig, da es sonstschwierig ist, wenn nicht unmöglich, dieses mitgerissene Pulver nur von der Außenseite auszuziehen.Zur Reinigung der Unterseite der Turmdecke gleich an den Schläuchen wird eine besondersentworfene Düse benutzt. Diese hat auch eine Doppelfunktion: Während Trocknungsbetriebwird die Düse mit Luft reingeblasen, um den Bereich von Ablagerung freizuhalten und währendReinigung wird sie als eine gewöhnliche CIP Düse benutzt. Reinigung des Reinluftplenumserfolgt mit Hilfe von einer CIP Düse in Standardausführung.Vorteile der IFD Anlage:Produkt:• Höhere Ausbeute von erstklassigem Pulver. In traditionellen Trockner mit Zyklonen undSchlauchfiltern betrachtet man die Schlauchfilterfraktion als zweitklassiges Produkt, dasungefähr 1 % der Produktion ausmacht.• Weniger mechanische Handhabung von Produkten in Kanälen, Zyklonen und Schlauchfilterund keine externe Wiederverwertung von Feinpulver ist notwendig, da das Luftdurchflussmusterim Trockner eine optimale primäre und sekundäre Agglomerierung gewährleistet.• Verbesserte Produktqualität, da die IFD Anlage bei niedriger Ablufttemperatur im Vergleichzu einem konventionellen Sprühtrockner arbeiten kann . Diese Möglichkeit bedeutet,dass eine höhere Trocknungskapazität pro kg Trockenluft erzielt werden kann.Sicherheit:• Einfachere Sicherheitsschutzeinrichtungen, da der Prozess nur in einem Behälter stattfindet.• Weniger Komponenten zu schützen.• Niedrigere Instandhaltungskosten.Projektierung:• Einfacheres Anlagenlayout.• Reduzierte Gebäudegröße.• Einfachere Tragkonstruktion.Umgebungsaspekte:• Reduzierte Gefahr des Pulverlecks in das Arbeitsgebiet.• Leichtere Reinigungsvorgänge, weil der mit dem Produkt in Berührung kommende Oberflächenbereichreduziert ist.• Niedrigere Abwasserabgabe während CIP.• Niedrigere Pulveremission, so niedrig wie 10-20 mg/Nm 3 .• Reduzierter Energieverbrauch. Einsparung bis zu 15 % des Energieverbrauches.• Reduzierter Geräuschpegel wegen reduzierten Druckverlust über das Abluftsystem.- 151 -
NIRO A/STYP DEFINITION BEISPIELESpontanprimärZufällige, ungesteuerte Kollision von Primärpartikeln.Alle Arten von Zerstäubern.ErzwungenprimäreBeabsichtigte Kollision zwischen Primärpartikelnvon unterschiedlichen Zerstäubern.Kollision des Strahls von verschiedenenDüsen.SpontansekundärZufällige, ungesteuerte Kollision von Primärpartikelnund Feinpulver.Mehrstufentrockener oder IntegrierteFiltertrockner.ErzwungensekundärBeabsichtigte Kollision der Primärpartikeln unddes in die Zerstäubungszone zurückgeleitetenFeinpulvers.Normaler Typ, wenn Feinpulverrückführungbenutzt wird.Abb. 86Definition von verschiedenen AgglomerationsprozessenAbb. 86aSpontane, primäre AgglomerationAbb. 86bErzwungene AgglomerationAbb. 86c Spontane, sekundäre Agglomeration Abb. 86d Erzwungene, sekundäre Agglomeration- 152 -
NIRO A/SAgglomerationAgglomeration ist der Prozess, wobei kleinere Partikel an einander haften und somit ein Pulverbilden, das aus größeren Konglomeraten/Agglomeraten besteht, die für eine leichte Rekonstitutionim Wasser essentiell sind.SprühtrocknungsagglomerationDer Zweck während des Sprühtrocknungsprozesses ist es, Partikel mit großer Oberfläche /Massenverhältnis, d.h. kleine Partikel zu produzieren. Die Rekonstitution eines Pulvers auskleinen Partikeln in Wasser ist jedoch schwierig und erfordert intensives Mischen, um das Pulverzu dispergieren, bevor es ganz aufgelöst ist. Größere Partikel weisen eine bessere Dispersionvor, die Löslichkeit ist aber in negative Richtung beeinflusst während des Trocknungsprozesses,wie auf Seite 123 und weiter diskutiert.Durch die Agglomeration erzielt man sowohl eine gute Dispersion und eine komplette Auflösung.Bei der Sprühtrocknung gibt es zwei Wege zur Agglomerierung: spontane Agglomeration unddie gezwungene Agglomeration.Die spontane, primäre Agglomerationergibt sich aus zufälliger, ungesteuerter Kollision von Partikeln in einem einzelnen Zerstäubernebel,weil Partikel unterschiedlicher Durchmesser unterschiedliche Verzögerungsmuster haben.Diese findet sowohl in Düsen- als auch in Zentrifugalzerstäubern statt (Abb. 86a).Die erzwungene, primäre Agglomerationist ein kontrollierbarer Weg zur Herstellung eines agglomerierten Produktes mit gewissen Eigenschaften,durch z.B. Kollision von Partikeln von zwei oder mehreren Zerstäubernebeln, typischin einer Multidüseneinheit, wo Sprühnebel von den individuellen Düsen in einander gezwungenwerden (Abb. 86b).Die spontane, sekundäre Agglomerationergibt sich aus dem Venturieffekt am Trocknungslufteintritt des Turmes und bewirkt, dass trockeneEinzelpartikel in den nassen Zerstäubernebel eingesaugt werden. Feuchte Partikel kollidierenmit luftgetragenen, trockenen Partikeln in der Abluft auf dem Gegenstromswege ausdem MSD-/IFD-Trockner (Abb. 86c).Die erzwungene, sekundäre Agglomerationist ein kontrollierbarer Weg zur Agglomeration mittels Rückführung von Feinpulver in denSprühnebel mit Hilfe von Feinpulverrückführung. Die spontane Agglomeration, die immer e-xistiert, wird durch die bei der Rückführung der Feinpartikel in den Sprühnebel verwendeteAgglomeration beschleunigt. Der Definition entsprechend, sind die Feinteilchen die ZyklonoderSchlauchfilterfraktionen und bestehen aus den kleinsten Partikeln, die zum Prozess- 153 -
NIRO A/SKonzentratTrocknungsluftFeinteileAbb. 87Feinteilerückführung, Zentrifugalzerstäuber "alter Typ"KühlluftFeinteileFeinteileAbb. 88Erzwungene, sekundäre Feinteilerückführung für Zentrifugalzerstäuber FRADKühlluftKonzentratFeinteileFeinteileKonzentratKühlluftKonzentratRotationsluftstromKühlluftRotationsluftstromKolbenstromluftdurchflussAbb. 89Erzwungene, sekundäre Feinteilerückführung für Düsenzerstäuber- 154 -
NIRO A/Szurückgeführt werden. Die kleinen, trockenen Teilchen werden in den Trockner, nahe der Zerstäubungsvorrichtung,eingeführt. Dort treffen und stoßen sie mit den zerstäubten, feuchtenTröpfchen zusammen. Es formen sich Agglomerate, die aus vielen Teilchen zusammengeklebtsind. Abhängig von den vorgewählten Parametern können diese Agglomerate eine Größe von100-500 Mikron haben (Abb. 86d).Wegen des speziellen Luftdurchflussmusters in einer MSD/IFD Anlage findet eine erheblichespontane, sekundäre Agglomeration statt. Bei der Produktion von Instant-Vollmilch- oder Magermilchpulverreicht diese spontane Agglomeration aus, und die Feinpulverpartikel werdennur in das integrierte Fließbett zurückgeleitet. Von hier aus werden sie wieder luftgetragen undgelangen wieder in die Zerstäubungszone. Es ist jedoch möglich, die Agglomeration weiter zuverstärken durch die erzwungene, primäre Agglomeration (Kollision von Versprühungen, dieeinander von verschieden Düsen in einer Multi-Düsenzerstäubungseinheit überlappen) und /oder durch Rückführung der Feinpulverpartikel in die Zerstäubungszone (erzwungene, sekundäreAgglomeration). Weitere Flexibilität lässt sich durch eine Auslegung des Zerstäubungsgeräteserzielen, die eine Änderung des Abstandes zwischen den einzelnen Düsen oder zwischenden Düsen und dem Feinpulverrückführungsrohr erlaubt.Abhängig vom Zerstäubergerät ist die Feinpartikelrückführung verschiedenerweise konstruiert:Für die ZentrifugalzerstäubungDer Zweck ist es, die Feinpartikel so nahe an das Zerstäuberrad wie möglich zu bringen,welches von unten (Abb. 87) durch ein Druckfördersystem erfolgen kann, das ein 3-4"Dosierrohr mit einem Feinpartikelverteiler am Ende im Trockenturm verwendet. An diesemRohr bilden sich aber sehr leicht Ablagerungen, falls der Luftverteiler nicht eingestelltwurde, dies zu vermeiden. Diese Einstellung ist aber nicht notwendigerweise optimalvon einem Trocknungsgesichtspunkt.In modernen Trocknern werden die Feinpartikel deshalb von oben durch den Luftverteiler(FRAD-System) mittels 4 unmittelbar über dem Sprühnebel angebrachter Feinpartikelrohreeingeführt. Ablenkplatten am Ende jedes Feinpartikelrohrs gewährleisteneine korrekte Einführung und Verteilung der Feinpartikel (Abb. 88).Für DüsenzerstäubungDie Feinpartikelrückführung ist ein integrierter Teil der Düseneinheit mit dem Feinpartikelkanalim Zentrum umgeben von Düsen in der Peripherie. Die Feinpartikel werden inden Feinpartikelverteilungskanal tangential oder durch ein Zentralrohr eingeführt (Abb.89). Die Düsen können an dem Düsenstab in einem gewissen Winkel angeschweißt sein,so dass der Kollisionspunkt durch Drehen des Düsenstabes um seine Achse geändertwerden kann.Abscheidungist der Prozess des Abtrennens der Feinanteile, die im Haupttrockenluftstrom mitgeführt werden.Der Wirkungsgrad der Trennung wird durch die Luftführung und die Luftgeschwindigkeitim Trockenturm bestimmt und hängt daher stark von der Konstruktion des Trockenturms ab.- 155 -
NIRO A/SAbb. 90Komplette Anlage für die Herstellung von agglomerierten Produkten (MSD)- 156 -
NIRO A/SUnter normalen Betriebsbedingungen lässt sich die Trennung daher wenig beeinflussen, z.B.durch Verstellung des Luftverteilers und Änderung der Trockenluftmengen.Das agglomerierte Pulver verlässt den Turm am Unterteil oder vom integrierten Fließbett und trittin den Vibro-Fluidizer ein. Auf dem Weg entlang der Wand des Turmkonus findet eine Stabilisierungder bereits eingeleiteten Agglomeration statt. Im statischen Fließbett und/oder im Vibro-Fluidizer trifft das Pulver mit einem Warmluftstrom zusammen, wobei die Überschussfeuchteverdampft - genauso wie es bei dem Zweistufen-Trocknungsverfahren der Fall war.Abriebwird als eine teilweise Zerstörung der Agglomerate in Fließbetten oder in Pulverfördersystemenbezeichnet, wobei entweder Feinpulverpartikel oder kleinere Agglomerate (Abrasion) o-der eine Anzahl von kleineren Partikeln (Fragmentation) entstehen. Diese sehr oft überseheneErscheinung ist das Ergebnis aus der mechanischen Bewegung zwischen den Agglomeratenund einem anderen Körper, z.B. den Wänden des Fließbettes oder eines anderen Partikels. Diewahrscheinlichste Ursache der Abreibung in Fließbetten ist die Partikel / Partikelwechselwirkung,da die Zusammenprallgeschwindigkeiten zwischen einzelnen Partikeln sehr hoch seinkönnen. Dies ist die Folge der hohen Luftgeschwindigkeiten beim Austritt der Luft aus der perforiertenPlatte, die den Boden des Fließbettes bildet. Der Umfang des Abriebs wird durch dieLuftgeschwindigkeit, die vom Differenzdruck über die perforierte Platte abhängt, die Fluidisierungsgeschwindigkeitsowie die Konstruktion der perforierten Platte bestimmt.Klassifikationist als die Abscheidung des Feinpulvers in Fließbetten definiert. Die Klassifizierungseffizienzwird hauptsächlich durch die Fluidisierungsgeschwindigkeit bestimmt. Aber auch die Konstruktiondes Fließbettes hat einen Einfluss, denn dadurch kann gesichert werden, dass dasFeinpulver in der Luft gehalten und mit der Abluft wegtransportiert wird.Nach der abschließenden Trocknung tritt das Pulver in die Kühlsektion ein. Dort wird diesesdurch Luft mit Umgebungstemperatur und anschließend durch kühle, entfeuchtete Luft abgekühlt.Das Pulver wird abschließend über ein Sieb geleitet, wo alle Teilchen mit Übergrößeentfernt werden. Es ist auch möglich, ein Sieb mit zwei Netzen zu installieren, so dass möglicherweiseverbliebene Teilchen/Agglomerate kleineren Durchmessers ausgeschieden werden.Zusammen mit dem Feinpulver kann diese Fraktion wieder zur Zerstäubungsvorrichtung zurückgeführtwerden. Dadurch lässt sich ein Pulver mit vorzüglich bestimmter Agglomeratgrößenverteilungproduzieren. Unter Produktgesichtspunkten wird die Entfernung der Feinteilchenin Fließbetten jedoch als ausreichend betrachtet. Anlagen mit den oben erwähnten Siebsystemensind selten und werden nur zur Erfüllung besonderer Produktspezifikationen angewendet.In der Abb. 90 ist eine Anlagenaufstellung mit Verdampfer und Sprühtrockner dargestellt.Agglomeratstruktur und PulvereigenschaftenIn Abhängigkeit von Konstruktion und Einstellung des Feinpulverrückführungssystems - insbesondereder Anordnung der Pulverrückführung im Verhältnis zum Zerstäubungssystem - ergebensich verschiedene Strukturen von Agglomeraten. Diese beeinflussen bestimmte Pulver-- 157 -
NIRO A/SAGGLOMERATSTRUKTUR:Zwiebel → Himbeere → Kompakte Trauben → Lose TraubenFEUCHTEGEHALT DER PARTIKEL BEI KOLLISION:HochNiedrigMECHANISCHE STABILITÄT:HochNiedrigSCHÜTTGEWICHT (keine Abrieb):HochNiedrigSCHÜTTGEWICHT (nach Abrieb):Hoch Niedrig HochLANGSAM DISPERGIERBARE PARTIKEL:VieleWenigeDISPERGIERBARKEIT (nach Abrieb):Schlecht Gut SchlechtAbb. 90aVerhältnis der Agglomeratstruktur / PulvereigenschaftenAbb. 90bAgglomerate mit ZwiebelstrukturAbb. 90cAgglomerate mit kompakter Traubenstruktur- 158 -
NIRO A/Seigenschaften, wie Schüttdichte, mechanische Stabilität, Dispergierbarkeit und Anteil an langsamdispergierbaren Partikeln. Die Beziehung zwischen Agglomeratstruktur und gewissenPulvereigenschaften ist in Abb. 90a dargestelltWird das Feinpulver nahe an der Zerstäubungszone eingeführt, so ist der Feuchtegehalt der primärversprühten Partikel hoch und damit auch ihre Plastizität und Klebrigkeit. Dadurch könnendie Feinpulverpartikel in die Primärpartikel eindringen oder auch vollständig vom Konzentratbedeckt werden (Abb. 90b). Die Struktur solcher Agglomerate bezeichnet man als "Zwiebelstruktur".Findet die Kollision mit zunehmend größerer Entfernung vom Zerstäubungssystemstatt, so erhält man weniger kompakte Agglomeratstrukturen. Solche Strukturen wurden mitabnehmender Kompaktheit "Himbeeren-" und "Traubenstrukturen" genannt.Agglomerate mit "Zwiebelstruktur sind durch hohe mechanische Stabilität und hohe Schüttdichtecharakterisiert; sie sind aber oft langsam dispergierbar nach der Rekonstitution. Im Laufeder verschiedenen gebräuchlichen Dispergierbarkeitstests können sie sich auch ansammelnund so die Qualitätseinstufung des Produktes insgesamt negativ beeinflussen.Mit zunehmend lockerer werdender Agglomeratstruktur sinken auch die Schüttdichte und mechanischeStabilität, wobei sich aber die Instant-Eigenschaften allgemein verbessern. Dagegenkönnte bei einer "lockerer Traubenstruktur" die mechanische Stabilität jedoch so gering sein,dass das Pulver sehr anfällig für Abrieb wird, was wiederum zur Verschlechterung der Instant-Eigenschaften führ. Eine "kompakte Traubenstruktur" (Abb. 90c) wird als ideale Kompromissbetrachtet, wobei das Pulver gleichzeitig gute Instant-Eigenschaften und ausreichende mechanischeStabilität besitzt, um den erforderlichen Transport und die Abpackung zu ermöglichen.Die Agglomeration wird folgendermaßen verbessert:• Hoher Feststoffgehalt im Konzentrat• Rückführung einer größeren Feinteilchenmenge zur Zerstäubungsvorrichtung• Feinteilcheneinführung näher bei der Zerstäubungsvorrichtung• Kürzerer Abstand von der Düse zur fluidisierten Schicht im statischem Fließbett• Höherer Feuchtegehalt aus der primären Trocknungsstufe• Größere Primärpartikel• Niedrigere Pasteurisierungstemperatur der Milch vor der EindampfungNach dem Verlassen der Siebvorrichtung sollte das Pulver keiner starken, mechanischen Förderung- weder mittels Luft noch durch schnelldrehende Schnecken - ausgesetzt werden. Heute könnenaber die schonenden Vakuum-Niedergeschwindigkeitssysteme eingesetzt werden, ohne dassdie Agglomerate besonders zu beeinträchtigen. Am besten ist es aber, die Anlage so hoch zu installieren,dass die Abfüllung in Säcke oder Transportbehälter durch Schwerkraft möglich wird.Agglomeration durch WiederbefeuchtungDa sehr viele Pulverarten durch reine Agglomeration Instant-Eigenschaften erhalten, sind inden letzten Jahren sehr viele Verfahren entwickelt worden, um gewöhnliches Pulver zu agglomerieren.Dieses Pulver besteht normalerweise aus einzelnen versprühten Teilchen, wie sie in- 159 -
NIRO A/SWasserProduktWarmluft, AustrittDampfZur NachtrocknungAbb. 91Der Wiederbefeuchtungs-Instantizer von PeeblesAbb. 92Wiederbefeuchtungsagglomerationsanlage (Nestlé)- 160 -
NIRO A/SAnlagen mit pneumatischem Fördersystem (wie beschrieben auf Seite 115 und 139) hergestelltwerden.Die historische Entwicklung begann mit der Pionierforschung von David D. Peebles zu Beginnder 50er Jahre. Instantisierte, fettfreie Trockenmilch kam ab 1954 auf den Markt. Im Einzelhandelverdrängte dieses Produkt sehr bald die regulären, sprühgetrockneten Produkte. Der Instantizervon Peebles ist in der Abb. 91 dargestellt.Ein anderes Beispiel einer Wiederbefeuchtungsagglomerationsanlage zeigt die Abb. 92 undstellt das von Nestle entwickelte Verfahrensprinzip zur Agglomerierung von Milchpulver, Schokoladengetränkenund Suppen dar. Bei der Agglomeration von Milchpulver enthält der Tank (1)eine 10 %-ige Lösung von Magermilchfeststoff in Wasser und ist auf 6°C abgekühlt. Die Flüssigkeitwird mit einem Druck von 20 bar versprüht. Dazu dient die Pumpe (2) und die Düse (3),die so konzipiert ist, dass sich ein flacher Strahl mit einer hohen Geschwindigkeit von bis zu 8m/sek. ergibt. Magermilchpulver, das über einen Vibrator/Schneckenförderer (4) zugeführtwird, wird über dem Strahl verteilt. Dabei wird das einzelne Pulverteilchen soweit benetzt, dasssich eine so hohe Feuchte (10-15 %) ergibt, um die Teilchen an der Oberfläche zusammenklebenzu lassen. Dann führen alle Teilchenkollisionen im Turm (5) zur Agglomeration. DasPulver wird abschließend bei 90°C auf 3 % Feuchte (6) getrocknet und dann abgesackt.Die Hauptmerkmale des Wiederbefeuchtungsagglomerationsverfahrens sind:• Benetzung der Teilchenoberfläche• Agglomeration• Erneute Trocknung• Kühlung• KlassifizierungBenetzungDie Benetzung der Teilchenoberfläche wird mit feuchter Luft, Dampf oder feinzerstäubtemWasser, entweder in reiner Form oder unter Verwendung von Milchfeststoff, Zucker oder andererlöslicher Komponenten, durchgeführt. Das Wasser kann weitere Zusatzstoffe wie Vitaminen(wasserlöslich), Mineralien, Farbstoff und oberflächenaktive Mittel enthalten. Die Zerstäubungdes Benetzungsmittels lässt sich mit Hilfe von Düsen oder einem Zentrifugalzerstäuberdurchführen. Wird ein Zentrifugalzerstäuber mit zwei Speiseleitungen verwendet, so ist esmöglich, entweder eine Kombination von Dampf und Wasser oder zwei Benetzungsmittel, dieaus verschiedenen Gründen nicht miteinander mischbar sind, durchzuführen.Falls das Produkt selbst unlösbar ist, kann ein Klebemittel im Benetzungsmedium aufgelöstwerden. In diesem Falle können Produkte, die auf anderem Wege nicht zu agglomerieren sind,mit guten Ergebnissen behandelt werden.AgglomerationDie Agglomeration, wobei die feuchten, klebrigen Teilchen infolge der Turbulenz aufeinanderstoßenund dann aneinander hängen bleiben, um Agglomerate zu bilden, ist für den Wiederbefeuchtungsprozessvon wesentlicher Bedeutung.- 161 -
NIRO A/SWarmwasserWarmluftAbb. 93Speisesystem einer Wiederbefeuchtungsanlage (Befeuchtung mittelsWarmwasser, mit einem Zerstäuber atomisiert)- 162 -
NIRO A/SDa Pulver unterschiedlicher Zusammensetzung sich während des Wiederbefeuchtungs- undAgglomerationsverfahrens nicht in gleicher Weise verhalten, sind unterschiedliche Ausrüstungenerforderlich, um eine optimale Agglomeration zu erhalten.Es finden sich zwei prinzipielle Vorgehensweisen zur Durchführung der Agglomeration:• Tröpfchenagglomeration• OberflächenagglomerationTröpfchenagglomerationBei dem Tröpfchenagglomerationsprozess werden die Pulverteilchen mit feinzerstäubten Flüssigkeitströpfchenbenetzt. Dazu dient ein Düsen- oder Zentrifugalzerstäuber (Abb. 93) und dasGanze findet im Schwebezustand statt. Das Pulver kann entweder um den Zentrifugalzerstäuberherum eingeführt werden, oder die Zufuhr zur Düse erfolgt mittels Schwerkraft oder Druckluftförderung.Schließlich ist auch eine Zufuhr von unten mittels Druckförderung möglich.Die eigentliche Agglomeration findet durch Kollision der einzelnen Teilchen statt, die an derOberfläche benetzt und klebrig sind. Sobald diese die Wand der Agglomerationskammer erreichen,rollen sie an dieser nach unten und ergeben dadurch die kompakten Agglomerate.Die Tröpfchenagglomeration lässt sich auch durch Sprühen des Benetzungsmittels durch eineAnzahl Düsen erzielen. Diese sind unmittelbar über der fluidisierten Pulverschicht in einemVibro-Fluidizer angebracht. Um stabile Agglomerate zu erreichen, sollte das Pulver ausreichendBindemittel, wie Kohlehydrate enthalten.Einige Pulver (die einen hohen Fett- und Zuckeranteil enthalten) können nach der Befeuchtungso klebrig werden, dass im konischen Teil der Agglomerationskammer starke Ablagerungenentstehen. Ein mechanischer, rotierender Schaber o.dgl. ist deshalb erforderlich, um das Pulveraus der Kammer auszutragen. Eine andere, technisch bessere Lösung, besteht darin, den konischenTeil der Agglomerationskammer langsam rotieren zu lassen. Eine feststehende Schabevorrichtung,wie z.B. ein Messer, schabt das Pulver ab. Der rotierende Konus wird hauptsächlicheingesetzt, wenn das Pulver Getreide und Starke enthält, wie bei Babynahrung.Das Tröpfchenagglomerationsverfahren wird speziell für die Pulver eingesetzt, die Fett enthalten,wie das bei Vollmilchpulver der Fall ist, und für die Pulver, die einen hohen Zuckergehalthaben, wie bei Kakao-Milch-Zuckermischungen, der Fall ist. Bei Produktion von in Kaltwasserinstantlöslichem Vollmilchpulver wird ein Lecithindosiergerät zwischen zwei Vibro-Fluidiziern (Seite 235) eingesetzt. Es sollte jedoch erwähnt werden, dass die Qualität des Endproduktesnie so gut wird, als wenn das Produkt in einer Sprühtrocknungsanlage mit Feinpulverrückführung,Fließbetten und Lecithindosierausrüstung hergestellt wäre.OberflächenagglomerationBei der Oberflächenagglomeration dient entweder Dampf oder warme, feuchte Luft mit einerhohen relativen Feuchte als Befeuchtungsmittel. Die Oberfläche der einzelnen, trockenen Teilchenwird durch Kondensation des Wasserbrüdens auf den kälteren Partikeln befeuchtet. Dabei- 163 -
NIRO A/SProduktWasserWarmluftAbb. 94Speisesystem einer Wiederbefeuchtungsanlage(Befeuchtung mittels feuchter Warmluft)- 164 -
NIRO A/Sentsteht die Klebrigkeit, die für die Agglomeration erforderlich ist. Die nachfolgende Agglomerationfindet statt, fall die Teilchen einer ausreichenden mechanischen Einwirkung ausgesetztsind. Diese Einwirkung lässt sich beispielsweise in einem Wirbelrohr bewerkstelligen, indas das Benetzungsmittel tangential eingeführt und das zu agglomerierende Pulver entlang derMittelachse eingeleitet wird. Es ist sehr wichtig, dass die feuchte Luft/Dampf, die für die Wiederbefeuchtungeingesetzt wird, keine Wassertröpfchen enthält. Dies würde - in Verbindungmit der intensiven mechanischen Beanspruchung - zu überfeuchteten Agglomeraten führen, diedann andererseits zu kompakt für die schnelle Rehydrationsgeschwindigkeit wären.Warme, feuchte Luft kann üblicherweise durch Dampfeinsprühung in warme Luft hergestelltwerden. Bei einer vorgegebenen Temperatur erreicht man damit eine relative Feuchte von100 %. Eventuell vorhandene Wassertröpfchen werden über einen Demister entfernt. Danachwird die Luft weiter erwärmt, um die gewünschte relative Feuchte zu erzielen. Eine Veränderungder Temperatur vor der Dampfinjektion und der nachfolgenden Lufttemperatur ermöglichtes, Luft mit einer vorgegebenen Temperatur und relativen Feuchte zu erhalten (Abb. 94).Die Oberflächenagglomeration wird hauptsächlich für Magermilchpulver eingesetzt, falls großeAgglomerate erzielt werden sollen. Die Eigenschaften des Endproduktes hängen im großenUmfang von dem für die Wiederbefeuchtung angewendeten Rohmaterial ab. Ein empfohlenesBasispulver ist unten spezifiziert:Schüttgewicht, 1250x geklopft: 0.80 g/cm 3WPNI:2-3 mg/g Pulver*)Löslichkeitsindex:≤ 0.1 mlTeilchendichte: 1.35 g/cm 3Mittlere Teilchengröße: ca. 50 µmÜber 100 µm: max. 25 %*) entspricht einer Pasteurisationstemperatur von ≈ 90°C vor der Eindampfung.Zwar lässt sich dieses Verfahren auch für Vollmilchpulver einsetzen, die Agglomerate sind aberzu kompakt, um ein Pulver mit guten Wiederbefeuchtungseigenschaften zu erhalten.Erneute TrocknungDas Ausgangspulver, das zur Agglomeration verwendet wird, muss wiederbefeuchtet werden,um die gewünschten Oberflächeneigenschaften zu Erlangung der optimalen Klebrigkeit zu erhalten.Überschussfeuchte muss deshalb wieder verdampft werden, um den spezifiziertenFeuchtegehalt zu erlangen.Falls die Agglomerate starker mechanischer Behandlung unterworfen werden, wie z.B. in einempneumatischen Fördersystem, so können diese wieder auseinander brechen. Aus diesemGrunde ist es erforderlich, die Trocknung in einem Vibro-Fluidizer (Seite 119) durchzuführen.Da jedoch das wiederbefeuchtete Pulver beim Eintritt in den Vibro-Fluidizer mit einer Schichtfeuchten Schnees verglichen werden muss, sind relativ hohe Luftgeschwindigkeiten erforderlich,um das Pulver zu fluidisieren. Sonst bilden sich Klumpen und der Trocknungswirkungsgraddes Vibro-Fluidizer fällt ab.- 165 -
NIRO A/SWasserDampf / WasserRohmaterialAbb. 95Niro Mehrzweck-Wiederbefeuchtungsagglomerationsanlage- 166 -
NIRO A/SKühlungWie bei der erneuten Trocknung findet die Kühlung am besten in einem Vibro-Fluidizer statt.KlassifizierungFür das Pulver ist üblicherweise eine genaudefinierte Agglomeratgrößenverteilung erforderlich.Es ist deshalb notwendig, das Pulver zu sieben. Dies wird üblicherweise mit zwei Sieben erreicht,die verschiedene Maschenweiten haben und übereinander angeordnet sind. Dadurch istes möglich, alle diejenigen Agglomerate/Klumpen zu entfernen, die für das Endprodukt zu großsind. Diese Fraktion mit Übergröße kann gemahlen und zum Prozess zurückgeführt werden.Pulver, das das obere Sieb passiert, lässt sich auf dem unteren Sieb weiter fraktionieren. Manerhält eine Hauptfraktion und eine Feinteilchenfraktion, die aus einzelnen Teilchen und zu kleinenAgglomeraten besteht. Diese Feinteilchenfraktion wird - zusammen mit der Zyklonfraktion- vom Vibro-Fluidizer zum Prozess zurückgeführt.Das eigentliche Pulverzufuhrsystem besteht aus einem Silo und einem Schneckenförderer mitverstellbarer Drehzahl. Das Pulver wird mit Hilfe einer rotierenden Durchblaseschleuse in eineHochdruckluftleitung eingeführt, über die es zur Agglomerationseinheit gelangt.Produktflexibilität ist normalerweise eine Forderung an die meisten Wiederbefeuchtungsanlagen.Deshalb werden sowohl die Tröpfchen- als auch die Oberflächenagglomerationsmethodesehr oft in der gleichen Anlage verwendet. Der rotierende Konus kann ebenfallssehr leicht in die Anlage eingebaut werden. Dadurch ergibt sich die Möglichkeit, jegliches, aufMilchgrundlage basierendes, Produkt zu agglomerieren.Falls kaltwasserlösliche, fetthaltige Produkte angestrebt werden, kann für dieses Verfahren e-benso die Lecithinierung angewendet werden.Das Fließschema einer Wiederbefeuchtungsanlage von Niro (Abb. 95) zeigt alle Möglichkeitender oben erwähnten Agglomerationssysteme.- 167 -
DampfNIRO A/SKondensatAbb. 96Vorwärmung mittels Kondensat- 168 -
NIRO A/SWärmewirtschaftlichkeiteiner MilchpulverproduktionslinieNachdem die Hauptfaktoren, die die Wärmewirtschaftlichkeit der einzelnen Ausrüstungsteilebeeinflussen, diskutiert wurden, ist nun die Betrachtung einer vollständigen Produktionsliniemöglich. Hier wird eine beträchtliche Wärmemenge an die Umgebung in Form warmen Kondensatesaus dem Verdampfer oder warmer Luft aus dem Sprühturm abgegeben. Es gibt verschiedeneMöglichkeiten, diese Energie auszunutzen.• Vorwärmung• Wärmerekuperation• Andere Möglichkeiten zur EnergieeinsparungVorwärmungVorwärmung der Trocknungsluft mit KondensatEine wesentliche Kondensatmenge wird aus einem Verdampfer mit TBV (Thermische Brüdenverdichtung)mit einer Temperatur von 50-70°C abgeleitet. Diese Temperatur ist davon abhängig,aus welcher Verdampferstufe das Kondensat herrührt.Eine einfache Methode zur Ausnutzung dieser Energie stellt die Vorwärmung der Trocknungsluftdar. Das Kondensat aus der ersten Stufe des Verdampfers, das eine Temperatur von ca.70°C hat, wird normalerweise zum Kesselspeisewasser. Das ist von Vorteil, da es warm undweich ist. Aber das Kondensat der letzten Stufe lässt sich nutzen. Die Temperatur beträgt üblicherweise56°C (Abb. 96).Aus einer vierstufigen Eindampfanlage, die in Verbindung mit einer Zweistufen-Trocknungsanlagemit einer Trocknungstemperatur von 230°C betrieben wird (siehe BeschreibungSeite 139), fallen ca. 12.000 kg/h Kondensat mit 56°C an.Die Trocknungsluft lässt sich dadurch auf 47°C vorwärmen, was einer Reduzierung des Heizölverbrauchesauf 170 kg/h entspricht. Hervorgerufen durch den größeren Druckverlust überdas System sind eine größere Kondensatpumpe und ein vergrößerter Zuluftventilator erforderlich.Untenstehende Zahlen erläutern die gesamte Nettoersparnis:Umgebungsluft von 10°C auf 47°C vorgewärmtKondensat von 56°C auf 32°C abgekühlt:Ohne Vorwärmer:HeizölverbrauchDampfverbrauchElektrischer Energieverbrauchentsprechend 1.280 Kcal/kg Pulver205 kg/h167 kg/h152 kW- 169 -
NIRO A/S- 170 -
NIRO A/SMit Vorwärmer:Heizölverbrauch170 kg/hDampfverbrauch167 kg/hElektrischer Energieverbrauch 159 kWentsprechend 1.090 Kcal/h Pulver oder einer Nettoersparnis von 15 %Ein weiterer Vorteil liegt darin, dass das Kondensat auf 32°C abgekühlt wird. Damit kann esdirekt in eine bakteriologische Abwasserreinigungsanlage geleitet werden, da dort die Temperaturnicht zu hoch liegen darf.Im Vergleich zu einer einstufigen Trocknungsanlage beträgt die Einsparung bis zu 32 %.In MBV-Verdampfern mit Vorwärme-/Wärmebehandlung der Milch von 5°C auf 72°C ist dieverwendete Energie durch den Kompressor gerade ausreichend für die Verdampfung und eineAustragstemperatur des Konzentrates bei ca. 50°C und des Kondensates bei ca. 10°C. Nurwenn eine Wärmebehandlung höher ist als 72°C - durch Zugabe von zusätzlichem Dampf -erwünscht ist, wird die Temperatur des Kondensates hoch genug sein, um für die Vorwärmungder Trockenluft verwendet werden zu können.Vorwärmung der Trocknungsluft mit Brüden aus dem VerdampferDer Brüden aus der letzten Verdampferstufe (Temperatur 45-50°C) wird normalerweise durcheinen Rohrwärmetauscher geleitet, in welchem der Brüden mit Hilfe des kalten, eintretendenProduktes gekühlt wird, das erneut erwärmt wird. Der vorgekühlte Brüden wird zu einem Kondensatorweitergeleitet. Dort erfolgt die Kondensation mittels Kühlwasser, das entweder voneinem Kühlturm oder einem natürlichen Wasserreservoir stammt. Die Ausnutzung der Trocknungsluft,anstelle des Kühlwassers, in einem Wärmetauscher ist sehr naheliegend. Gleichzeitigmit der Vorwärmung der Trocknungsluft erfolgt dann die Brüdenkondensation.Im vierstufigen Verdampfer, der in Verbindung mit dem Zweistufen-Sprühtrockner mit einerTrocknungstemperatur von 230°C betrieben wird (siehe Beschreibung auf Seite 145), stehenca. 800 kg/h Brüden mit einer Temperatur von ca. 47°C zur Verfügung. Jedoch können mit31.500 kg/h Luft bei 10°C nur 400 kg/h kondensiert werden. Deshalb ist ein zusätzlicher Kondensator,der mit Wasser betrieben wird, erforderlich. Eine weitere Schwierigkeit des Systemsbesteht darin, dass der Zusatzkondensator eine ausreichende Kapazität haben sollte, um dieZusatzbelastung im Falle höherer Umgebungstemperatur verkraften zu können. Weiterhin istes während der Inbetriebnahme des Verdampfers erforderlich, die Ventilatoren des Sprühtrocknersin Betrieb zu setzen, um stabile Bedingungen im Verdampfer zu erhalten. Deshalbwird diese Methode zur Energieeinsparung im Sprühtrockner in der Praxis nicht benutzt, sondernnur eingeschlossen, weil ein Patent es als eine Möglichkeit beschreibt.- 171 -
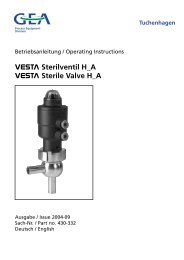
NIRO A/SAbb. 97Feuchtediagramm für Luft-Wasser (adiabetische Kurvenscharbasierend auf einer Wassertemperatur von 45°C)- 172 -
NIRO A/SWärmerekuperationNasswäscherDie in der Abluft enthaltene Wärme kann auf verschiedene Art und Weise zurückgewonnenwerden. Falls der Nasswäscher (siehe die Beschreibung auf Seite 107) mit Milch oder Molkeals Waschflüssigkeit betrieben wird, wird eine Verdampfung erreicht. Der Hauptzweck einesNasswäschers liegt natürlich in der Vermeidung von Luftverschmutzung. Dazu wird das Pulver,das in der Abluft enthalten ist, zurückgewonnen. In dem Wäscher wird jedoch die Abluftvon der Ablufttemperatur auf die Feuchtkugeltemperatur abgekühlt. Bei der Abkühlung auf45°C wird somit die Wärme zur Voreindampfung der Milch - vor dem Eintritt in den Verdampfer- ausgenutzt. Die Auswirkung des Nasswäschers auf die Gesamtwärmewirtschaftlichkeitder Milchpulverproduktionslinie ist beträchtlich. Die Einsparungen - zusammen mit demProduktrückgewinn - decken die Betriebskosten; einschließlich der relativ schnellen Amortisationder Investition.Zur Erklärung des Verdampfungsprozesses wird ein I-X Diagramm verwendet (Abb. 97). DerAnfangspunkt entspricht dem Zustand der Luft, die in den Wäscher eintritt. Diese Luft enthältFeuchte, die sich teilweise aus der Feuchte, die immer in der Umgebungsluft vorhanden ist(normalerweise 7 g/kg trockene Luft) und teilweise aus dem verdampften Wasser während desTrocknungsprozesses zusammensetzt (z.B. 42 g/kg trockene Luft, wie bei dem vorhergehendenFall mit der Zweistufen-Trocknung, die bei 230°C betrieben wird - Seite 139). Die Summe beträgtca. 50 g Feuchte/kg trockene Luft (Punkt A). Mit einer Ablufttemperatur aus dem Trockner/Zulufttemperaturzum Wäscher von 80°C und einer Ablufttemperatur aus dem Wäschervon 50°C ergibt sich ein Feuchtegehalt von 65 g/kg trockene Luft (Punkt B). Dies trifft zu, dadie Kurve der adiabatischen Linie folgt. Die Verdampfung beträgt deshalb 65 g - 50 g = 15 gFeuchte/kg trockene Luft.Da ca. 42.000 kg/h Luft, einschließlich der Luft aus dem Vibro-Fluidizer, vorhanden sind,kann eine Verdampfung von ca. 630 kg/h entsprechend 3,5 % der gesamten Wasserverdampfungdes Wasserentfernungssystemes erreicht werden.Diese Wärmeeinsparungen lassen sich nur erreichen, wenn der Nasswäscher mit Produkt alsWaschmedium betrieben wird. Dies ist der Fall bei Magermilch und Molke. Der Einsatz vonWasser ist üblich bei der Herstellung von Vollmilchpulver.Die Temperatur im Wäscher stellt vorzügliche Bedingungen für die bakteriologische Kontaminationdar. Deshalb sollte der Wäscher nur mit erstklassiger Milch betrieben werden. Beim Betriebder Ausrüstung - entsprechend dem Betriebshandbuch, das eine Zwischenreinigung nach10 Stunden vorschreibt - ist die bakteriologische Aktivität minimal. Dies ist auf die Verweilzeitzurückzuführen, die weitaus kürzer als die Wachstumszeit der Bakterien ist.Wie im Falle der Kondensatvorwärmung, bietet der Nasswäscher eine Vielzahl von Vorteilen,da - neben der Wärmerückgewinnung - Verschmutzungsprobleme gelöst werden und diesesSystem schließlich eine beträchtliche Verdampfungskapazität hat. Ein Teil des Vorteils geht- 173 -
NIRO A/S- 174 -
NIRO A/Swegen der erforderlichen Zwischenreinigung nach 10 Stunden jedoch wieder verloren. Anwendungvon Nasswäschern mit zirkuliertem Produkt findet deswegen in der Industrie nichtsehr oft Anwendung.Die obigen Systeme zur Energieeinsparung, abgesehen von der Zweistufentrocknung, erfordernalle den gleichzeitigen Betrieb des Verdampfers und des Sprühtrockners. In einigen Fällenwird der Sprühtrockner jedoch alleine betrieben. Es wurden deshalb Versuche unternommen,einen Wärmerekuperator für den Sprühtrockner alleine zu entwickeln.WärmerekuperatorenDas Ziel eines Wärmerekuperators ist es, die in der Abluft des Sprühtrockners enthalteneWärme - mit einem Temperaturniveau von 80-95°C - auszunutzen und z.B. zur Trocknungsluft-Vorwärmungzu verwenden. Es ist ebenso möglich, die zurückgewonnene Wärme zurWassererwärmung für Reinigungszwecke oder zur Raumlufterwärmung zu verwenden. Im folgendenAbschnitt wird nur die Trocknungsluftvorwärmung diskutiert.Prinzipiell gibt es zwei unterschiedliche Rekuperationssysteme:• Luft-zu-Luft• Luft-Flüssigkeit-LuftBeide Systeme sind nach dem Feinpulverabscheider. Die Einbeziehung eines Schlauchfiltersvor dem Wärmerekuperator erhöht jedoch den Wirkungsgrad, da Ablagerungen auf der Wärmetauscherflächenicht vollständig vermieden werden können. Sogar bei richtig bestimmtenLuftgeschwindigkeiten der staubbeladenen Luft ist dies nicht möglich. Es ist zwar möglich,den Rekuperator mehrere Tage ohne Reinigung zu betreiben, aber - falls es notwendig seinsollte, ihn zu reinigen - kann das mit einem eingebauten CIP-System bewerkstelligt werden.Falls der Wärmerekuperator so konstruiert ist, dass die abgehende Luft bis unterhalb der Kondensationstemperaturabgekühlt werden kann (abhängig vom Feuchtegehalt je kg trockeneLuft), so ist die Ausnutzung der Kondensationsenthalpie zur Vorwärmung möglich. In diesemFalle wird ein Schlauchfilter vor dem Wärmerekuperator installiert, um Ablagerungen in derZone zwischen dem trockenen und feuchten Bereich zu vermeiden. Im Vergleich zu den untenbeschriebenen Beispielen, die ohne Kondensation berechnet sind, sind sogar noch größere Einsparungenmöglich.Luft-zu-Luft-WärmerekuperatorBeim Luftrekuperator des Typs Luft-zu-Luft (Abb. 98) wird die Trocknungsluft durch die abgehendeLuft vorgewärmt, in dem man sie im Gegenstrom über die Wärmetauscherfläche desRekuperators leitet. Die Oberfläche besteht aus einer Anzahl Rohre, in deren Inneren die abgehendewarme Luft durchgeleitet wird, während die kalte Luft auf der Außenseite passiert.Der Einbau dieser Ausrüstung in eine bestehende Anlage kann sich als schwierig und teuerherausstellen, denn es können große und lange Luftkanäle erforderlich sein. Falls die Kanäle- 175 -
NIRO A/SWarmluftGekühlte LuftVorgewärmte LuftKaltluftCIP RückführungCIP EintrittAbb. 98Wärmerekuperator Typ "Luft-zu-Luft"Abb. 99Einstufen-Sprühtrockner mit Wärmerekuperator Typ "Luft-zu-Luft"- 176 -
NIRO A/Snicht isoliert sind, kann ein Teil der rückgewonnenen Energie, infolge von Strahlung, wiederverloren gehen.In neuen Anlagen ist der Einbau dieses Wärmerekuperatortyps leichter möglich, da die Aufstellunghinsichtlich kurzer Luftkanäle optimiert werden kann (Abb. 99).Die Temperatur, bis auf welche die Luft vorgewärmt werden kann, hängt von der Temperaturder abgehenden Luft ab. Deshalb ist dieser Wärmerekuperatortyp am nützlichsten in Verbindungmit der einstufigen Sprühtrocknung, wo die Temperatur der abgehenden Luft hoch ist.Die unten genannten Zahlen basieren auf einer einstufigen Anlage, wie sie in der Tabelle aufSeite 139 angegeben ist.Umgebungsluft von 10°C auf 52°C vorgewärmtAbgangsluft von 93°C auf 51°C abgekühlt:Ohne RekuperatorHeizölverbrauchElektrischer Energieverbrauchentsprechend175 kg/h120 kW1.595 Kcal/kg PulverMit RekuperatorHeizölverbrauch140 kg/hElektrischer Energieverbrauch 135 kWentsprechend1.305 Kcal/h Pulveroder einer Nettoersparnis von 18 %Luft-Flüssigkeit-Luft-WärmerekuperatorEin anderes, flexibleres System, hinsichtlich der Aufstellung, ist der Luft-Flüssigkeit-Luft-Wärmerekuperator (Abb. 100). Dieses System ist in zwei Wärmetauscher aufgeteilt, zwischendenen eine Wärmetauscher-Flüssigkeit (z.B. Wasser) zirkuliert (Abb. 101). Im Falle niedrigererLufttemperaturen im Winter ist zu erwarten, dass die Wassertemperatur unterhalb von 0°Ckommen kann. Dann sollte dem Wasser ein Frostschutzmittel beigefügt werden. Da der Wärmeübertragungskoeffizientfür Luft/ Flüssigkeit höher als für Luft/Luft liegt, ist dieses Systemgegenüber dem Luft-zu-Luft-Wärmerekuperator wirtschaftlicher. Dies, obwohl zwei Wärmetauscherflächennotwendig sind.Die Wärmetauscherfläche für die Abgangsluft besteht aus einem Rohrbündel, durch dessen Innenseitedie staubbeladene Luft geleitet wird. Das Wasser strömt im Gegenstrom auf der Außenseiteder Rohre. Auf der Zuluftseite besteht die Wärmetauscherfläche des Wärmetauschersaus normalen Rippenrohren. Mit Hilfe einer Zentrifugalpumpe wird Wasser rezirkuliert.Wie unten erwähnt, lassen sich bei einer derartigen Anlage, in Verbindung mit einem einstufigenSprühtrockner, folgende Wärmeeinsparungen ermöglichen:- 177 -
NIRO A/SWarmluftVorgewärmte LuftCIP RückführungGekühlte LuftKaltluftCIP EintrittAbb. 100Wärmerekuperator Typ "Luft-Flüssigkeit-Luft"Abb. 100a Einstufen-Sprühtrockner mit Wärmerekuperator Typ "Luft-Flüssigkeit-Luft"- 178 -
NIRO A/SUmgebungsluft von 10°C auf 60°C vorgewärmtAbgangsluft von 93°C auf 44°C abgekühlt:Ohne RekuperatorHeizölverbrauchElektrischer Energieverbrauchentsprechend175 kg/h120 kW1.595 Kcal/kg PulverMit RekuperatorHeizölverbrauch130 kg/hElektrischer Energieverbrauch 142 kWentsprechend1.225 Kcal/h Pulveroder einer Nettoersparnis von 23 %.Bei Anwendung von indirekten öl- oder gasgefeuerten Lufterhitzern kann die Wärmetauscherflüssigkeit- nach dem Durchlauf durch den Abluftwärmetauscher - durch einen im Verbrennungsluftkanalangebrachten Wärmetauscher geleitet werden, wobei noch weitere Einsparungenerreicht werden können.Andere Möglichkeiten zur EnergieeinsparungBeim Entwurf einer neuen Milchpulverfabrik besteht durch die Anordnung des Zuluftfilters,innerhalb des Trocknergebäudes, eine sehr einfache Methode, Trocknungsluft vorzuwärmen.Die einströmende Luft wird durch die Wärmestrahlung des Trockners und möglicherweiseauch des Verdampfers oder anderer Ausrüstungen erwärmt. Dies trifft insbesondere zu, wenndie Anordnung des Lufteinganges zum Gebäude im Oberteil und der Luftfilter im unteren Bereichoder umgekehrt vorgesehen ist. Ein möglicher Nachteil dieser Methode kann die Gefahrsein, dass die kalte Luft von draußen auf einige Teile trifft und diese unerwünscht abkühlt. BeiZyklonen ergeben sich dadurch z.B. Kondensationsrisiko und Ablagerungen. Daneben nimmtdie Eingangsluft nicht nur Wärme sondern auch Feuchte auf, was einen Anstieg der Ablufttemperaturund damit niedrigere Kapazität ergibt.Bei Anwendung von öl- oder gasgefeuerten Lufterhitzern, ist es möglich, einen Prozessluft-/Verbrennungsluftwärmerekuperator direkt im Lufterhitzer zu installieren. Die Verbrennungslufthat typisch eine Temperatur von ≥300°C, die Quantität in kg/h ist aber niedrig. Es bestehtaußerdem immer die Gefahr, dass etwas von der Verbrennungsluft in einem undichten Wärmetauscherin den Prozessliniedurchfluss gelangt. Ein Wärmetauscher mit rezirkulierendem Wasserlässt sich als eine Alternative einsetzen.Alle obigen Wärmetauschersysteme arbeiten auf demselben Temperaturniveau und könnendeshalb nicht gleichzeitig benutzt werden.Eine andere Möglichkeit zur Energieeinsparung besteht in der richtigen Startfolge der Ausrüstungsteile,die zur Produktion von Milchpulver benötigt werden. Das heißt, es ist sicherzustellen,dass der Sprühtrockner erst spät gestartet wird und nicht auf Konzentrat "warten" muss.- 179 -
NIRO A/S- 180 -
NIRO A/SWährend dieser Wartezeit wird eine beträchtliche Energiemenge verschwendet. Ein Gegenmittelzur Überwindung dieser Probleme besteht in der Verwendung von computerisierter Instrumentierung;einschließlich automatischer Inbetriebnahme.Beim Verkauf von Milchpulver wird normalerweise immer der maximale Feuchtegehalt, derfür Magermilchpulver in den meisten Fällen 4 % beträgt, zu erfüllen sein. Während der Pulverlagerungwird immer eine gewisse Feuchtigkeitsaufnahme stattfinden, die von den Umgebungsbedingungenund dem Verpackungsmaterial abhängt. Deshalb muss das Pulver mit einemniedrigeren Feuchtegehalt hergestellt werden, um diese Aufnahme zu kompensieren.Selbstverständlich kann umso mehr Energie eingespart werden, je näher der Hersteller an dieGrenzen gehen kann, da der Feuchtegehalt im Pulver direkt von der Ablufttemperatur abhängigist. Somit bedeutet ein höherer Feuchtegehalt eine höhere Kapazität/Kcal.Die Entscheidung hinsichtlich des auszuwählenden Wärmerekuperationssystemes hängt vonden örtlichen Bedingungen (wie den Preisen für Dampf, Öl und Elektrizität) ab. Schließlichsollten auch unterschiedliche Zinssätze in Betracht gezogen werden. Deshalb muss jeder Falldetailliert durchkalkuliert werden, um die optimale Lösung zu finden, d.h. die kürzeste Amortisationszeitsicherzustellen.- 181 -