10 Einsatz- und Vergütungsstähle Glüherei Hier sind vor allem Stähle entsprechend DIN EN 10083 und DIN10084 angesprochen, aber auch Nitrierstähle (DIN EN10085), Stähle für Flamm- und Induktionshärten (DIN EN10086), zahlreiche Werkzeugstähle nach DIN EN ISO4957 sowie Warmband für vergütbare Federn (DIN EN 10089) und für kaltgewalzte Stahlbänder für Federn (DIN EN10132-4). Darüber hinaus werden zahlreiche Spezialgüten geliefert, z. B. Warmband für geschweißte Gasflaschen (DIN EN10120) bzw. für tiefgezogene und/oder abgestreckte Gasflaschen, Warmband für kaltgewalzte Maßbänder, Warmband für Rasierklingenstahl usw. Die Herstellung der Stähle erfolgt so, dass sie auf den Verwendungszweck beim Kunden optimal abgestimmt ist. Das gilt sowohl für die chemische Zusammensetzung als auch für die Fertigungsbedingungen auf unserer Warmbandstraße sowie für eine ggf. nachgeschaltete Wärmebehandlung. Für das Kaltwalzen von Einsatzund Vergütungsstählen hat sich ein feiner, überwiegend sorbitischer Gefügezustand bewährt. Dieser erlaubt ein Kaltwalzen ohne vorherige Wärmebehandlung. Zum Beispiel kann ein Stahl der Güte C75 je nach Kaltwalzaggregat im Anlieferungszustand bis zu 60% kaltgewalzt werden. Stähle, die mit einem überwiegend sorbitischen Gefügezustand geliefert werden können, bieten Vorteile beim Härten bzw. Vergüten: geringere Austenitisierungszeit, niedrigere Härtetemperatur, gleichmäßigere Eigenschaften. Zur Herstellung von Kaltband (-LG) mit niedrigen Streckgrenzen- und Festigkeitswerten kann es sinnvoll sein, auch ein weniger feinsorbitisches Gefüge am Warmband einzustellen. Die Optimierung für den jeweiligen Verwendungszweck unter Berücksichtigung der Fertigungseinrichtungen beim Kunden sollte Gegenstand von Beratungsgesprächen sein. Für die Warmbanddirektverarbeitung bietet sich überwiegend ein spezialwärmebehandelter Zustand an. Hier ist besonders auf die Verarbeitung durch Feinschneiden hinzuweisen. Während bei Einsatzstählen mit niedrigem C-Gehalt meist ein feines Spezial-Walzgefüge optimal ist, eignet sich für das Feinschneiden von Warmbändern mit höheren C- Gehalten ein Glühgefüge aus kugeligen Zementit. Bei tiefziehfähigen Kohlenstoffstählen ist es wichtig, die geeignete chemische Zusammensetzung zu wählen. Insbesondere ist ein sehr niedriger Schwefelgehalt notwendig, vielfach empfiehlt sich auch ein niedriger Siliziumgehalt. Eine Weiterverarbeitung durch Kaltwalzen sollte von einem feinsorbitischen Warmbandgefüge ausgehen. Bei der Warmbanddirektverarbeitung hängt der optimale Lieferzustand von der jeweiligen Verarbeitungsfolge des Kunden ab; wir sind auch hier gerne zur Beratung bereit. Zur Vorbeugung gegen die Gefahr von Graphitausscheidungen sowie zur Erzielung optimaler Vergütungseigenschaften halten wir es für sinnvoll, einen möglichst niedrigen Al-Gehalt sowie einen Cr-Gehalt von ca. 0,20% einzustellen. Der genannte Cr-Gehalt stört bei der weiteren Verarbeitung erfahrungsgemäß nicht. Sollte jedoch ein Al-beruhigter Feinkornstahl gewünscht werden oder – in seltenen Fällen – der geringe Cr-Zusatz stören, so sind ggf. die Verarbeitungsbedingungen darauf abzustellen. Weichglühgefüge, bestehend aus kugeligen Zementit in ferritischer Grundmasse, Güte C60. (500-fache Vergrößerung) Sorbitisches Gefüge eines warmgewalzten Bandstahles, Güte C60. (500-fache Vergrößerung)
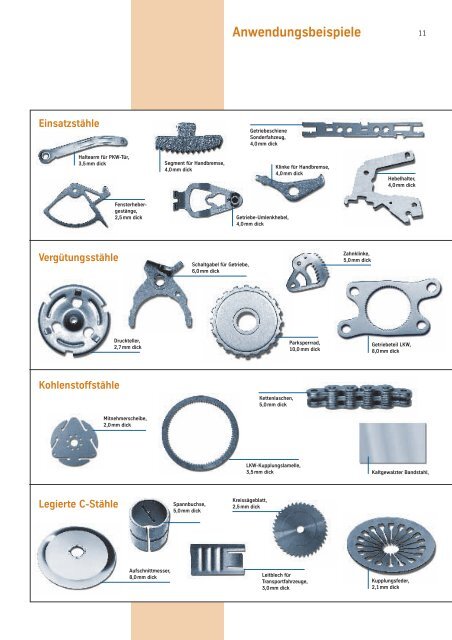
Einsatzstähle Haltearm für PKW-Tür, 3,5mm dick Vergütungsstähle Kohlenstoffstähle Legierte C-Stähle Fensterhebergestänge, 2,5mm dick Druckteller, 2,7mm dick Mitnehmerscheibe, 2,0mm dick Aufschnittmesser, 8,0mm dick Segment für Handbremse, 4,0mm dick Spannbuchse, 5,0mm dick Schaltgabel für Getriebe, 6,0mm dick Anwendungsbeispiele Getriebeschiene Sonderfahzeug, 4,0mm dick Getriebe-Umlenkhebel, 4,0mm dick LKW-Kupplungslamelle, 3,5mm dick Kreissägeblatt, 2,5mm dick Klinke für Handbremse, 4,0mm dick Kettenlaschen, 5,0mm dick Parksperrrad, 10,0 mm dick Leitblech für Transportfahrzeuge, 3,0mm dick Zahnklinke, 5,0mm dick Hebelhalter, 4,0mm dick Getriebeteil LKW, 8,0mm dick 11 Kaltgewalzter Bandstahl, Kupplungsfeder, 2,1mm dick