Modellierung des Filtrations - Lehrstuhl Mechanische ...
Modellierung des Filtrations - Lehrstuhl Mechanische ...
Modellierung des Filtrations - Lehrstuhl Mechanische ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Modellierung</strong> <strong>des</strong> <strong>Filtrations</strong>- und Fließverhaltens von ultrafeinen,<br />
kompressiblen, flüssigkeitsgesättigten Partikelpackungen<br />
Dissertation<br />
zur Erlangung <strong>des</strong> akademischen Gra<strong>des</strong><br />
Doktoringenieur<br />
(Dr.-Ing.)<br />
von: Dipl.-Ing. Theodor Mladenchev<br />
geb. am: 17.04.1977<br />
in: Sliven, Bulgarien<br />
genehmigt durch die Fakultät für Verfahrens- und Systemtechnik<br />
der Otto-von-Guericke-Universität Magdeburg<br />
Gutachter:<br />
weitere Mitglieder:<br />
eingereicht am: 03.07.2007<br />
Promotionskolloquium am: 01.10.2007<br />
Prof. Dr.-Ing. habil. Jürgen Tomas<br />
Prof. Dr.-Ing. habil. Thomas Neeße<br />
Prof. Dr.-Ing. habil. Eckehard Specht (Vorsitzender)<br />
Dr. rer. nat. Johann Dück
Vorwort<br />
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mitarbeiter<br />
am <strong>Lehrstuhl</strong> für <strong>Mechanische</strong> Verfahrenstechnik der Otto-von-Guericke-Universität Magdeburg.<br />
An dieser Stelle möchte ich mich bei Herrn Professor Dr.-Ing. habil. Jürgen Tomas für die<br />
Betreuung <strong>des</strong> Forschungsthemas und für die vielen wissenschaftlichen Anregungen ganz<br />
herzlich bedanken. Ohne seine fachlich kompetente Unterstützung wäre die Durchführung<br />
dieser Arbeit nicht möglich gewesen.<br />
Bei Herrn Professor Dr.-Ing. habil. Thomas Neeße und Dr. rer. nat. Johann Dück möchte ich<br />
mich für die wertvollen Ratschläge während der zahlreichen Diskussionen über die in der<br />
Dissertation behandelte Problematik bedanken.<br />
Ich bedanke mich bei allen Mitarbeitern und Kollegen <strong>des</strong> Institutes für Verfahrenstechnik.<br />
Mein besonderer Dang gilt Herrn Dr.-Ing. Wolfgang Schubert, Dr. rer. nat. Werner Hintz und<br />
Dr. rer. nat. Sergej Aman, die mich bei meinen Bemühungen stets unterstützt und somit wesentlich<br />
zum Gelingen dieser Arbeit beigetragen haben.<br />
Mein Dank gilt auch meiner Familie und insbesondere meiner Oma, Frau Irmgard Mladentscheff,<br />
für den persönlichen Beistand.<br />
Für die finanzielle Unterstützung möchte ich mich bei dem Land Sachsen-Anhalt, dem Kompetenznetzwerk<br />
Pro 3 und dem <strong>Lehrstuhl</strong> für <strong>Mechanische</strong> Verfahrenstechnik der Otto-von-<br />
Guericke-Universität Magdeburg bedanken.<br />
II
Für meine Eltern<br />
III
KURZREFERAT<br />
Die Abscheidung der Flüssigkeit von Suspensionen aus festen kompressiblen Partikeln im<br />
Mikrometerbereich ist eine wichtige verfahrenstechnische Aufgabe mit ständig wachsender<br />
Bedeutung für die Industrie. Die Druckentwässerung wird in Pressfiltern realisiert und erfolgt<br />
in zwei Stufen: Filtration und Konsolidierung (Nachpressen <strong>des</strong> Filterkuchens). Am Ende <strong>des</strong><br />
Auspressprozesses von ultrafeinen Suspensionen entstehen in der Regel flüssigkeitsgesättigte,<br />
kompressible, kohäsive, schwer fließende und relativ dicht gepackte Partikelpackungen mit<br />
extrem niedrigen Permeabilitäten.<br />
In dieser Arbeit wurde die Entwässerungsdynamik von geflockten ultrafeinen Partikelsystemen<br />
mit Elektrolyteinsatz sowie das Fließverhalten und die mechanischen Eigenschaften der<br />
ausgepressten Filterkuchen experimentell bestimmt und miteinander verglichen. Außerdem<br />
wurden die mittleren charakteristischen interpartikulären Haftkräfte in den konsolidierten<br />
Packungen berechnet. Als Versuchsapparatur wurde eine Preßscherzelle angewandt, welche<br />
speziell für <strong>Filtrations</strong>- und Scherexperimente gebaut wurde.<br />
Die Auspressdynamik der Suspensionen wurde einerseits mit der klassischen <strong>Filtrations</strong>theorie<br />
und anderseits mit einem am <strong>Lehrstuhl</strong> entwickelten <strong>Filtrations</strong>- und Konsolidierungsmodell<br />
ausgewertet, welches die zeitliche und örtliche Variation der Packungsdichte und den<br />
Einfluss der Wandreibung auf den Prozessverlauf berücksichtigt. Die Modellergebnisse zeigten<br />
eine gute Übereinstimmung mit den Experimenten.<br />
Ein anderer Schwerpunkt der Arbeit war die experimentelle Untersuchung und <strong>Modellierung</strong><br />
<strong>des</strong> Fließverhaltens von undrainierten Pasten. Die Pasten stellen einen metastabilen Übergangszustand<br />
zwischen Suspension und flüssigkeitsgesättigter Partikelpackung dar. Der Pastenzustand<br />
ist als dünne, locker gepackte Grenzschicht zwischen der Suspension und dem<br />
wachsenden Filterkuchen während der Filtration zu bezeichnen. Die so definierte „Paste“ besitzt<br />
im Laufe <strong>des</strong> <strong>Filtrations</strong>prozesses eine konstante, vom Stoffsystem und Suspensionszustand<br />
abhängige Packungsdichte.<br />
Zusätzlich wurde ein numerisches 2D-Modell zur Beschreibung <strong>des</strong> Entwässerungsverhaltens<br />
entwickelt. Es ermöglicht die Simulation der <strong>Filtrations</strong>- und Konsolidierungsdynamik von<br />
ultrafeinen Partikelsystemen mittels Kombination von Diskrete-Elemente-Methode und Fluiddynamik.<br />
Die simulierte Prozessdynamik wurde mit der gemessenen verglichen, bewertet und<br />
eine gute Übereinstimmung gefunden. Diese neue Methodik hat sich als ausgesprochen sinnvoll<br />
und zukunftversprechend erwiesen.<br />
IV
INHALTSVERZEICHNIS<br />
1 EINLEITUNG UND AUFGABESTELLUNG .......................................................... 1<br />
2 STAND DER TECHNIK ............................................................................................ 5<br />
2.1 Filterpressen............................................................................................................. 5<br />
2.1.1 Prozessziele und Bedeutung der industriellen Anwendung von Filterpressen.. 5<br />
2.1.2 Rahmen- und Kammerfilterpressen ………………………………………….. 6<br />
2.1.3 Membrankammerfilterpressen……………………………………………....... 8<br />
2.2 Kennzeichen der Produktqualität der Filterkuchen nach der Druckentwässerung…………………………………………………………………………<br />
12<br />
2.3 Stand von Wissenschaft und Technik zur Messung <strong>des</strong> Fließverhaltens von<br />
Suspensionen und Pasten…………………………………………………………<br />
12<br />
2.4 Messgeräte zur Ermittlung der <strong>Filtrations</strong>dynamik…………………………… 16<br />
3 STAND DER WISSENSCHAFT ................................................................................ 17<br />
3.1 Suspensions- und Packungseigenschaften und Grundbegriffe ………..…........ 17<br />
3.2 Beschreibung der DLVO-Theorie ......................................................................... 21<br />
3.3 Fließverhalten von fest-flüssigen Partikelsystemen…………………………...... 27<br />
3.3.1 Fließverhalten von dünnen und konzentrierten Suspensionen……………….. 28<br />
3.3.2 Fließverhalten von drainierten flüssigkeitsgesättigten Partikelpackungen…… 32<br />
3.3.3 Fließverhalten von Pasten ................................................................................. 35<br />
3.3.4 Literaturübersicht zum Fließverhalten von Filterkuchen und Pasten ............... 36<br />
3.4 Vorausberechnung der charakteristischen Haftkräfte zwischen den Primärpartikeln<br />
im verdichteten Filterkuchen…………………………………………<br />
38<br />
3.5 Physikalische Vorstellungen zum Auspressprozess.............................................. 40<br />
3.5.1 Beschreibung der Teilprozesse Filtration und Konsolidierung……….……… 41<br />
3.5.2 Physikalische Grundlagen zur kontinuumsmechanischen <strong>Modellierung</strong> der<br />
Entwässerung………………………………………………………………….<br />
42<br />
3.5.3 Durchgeführte Arbeiten zum Entwässerungsverhalten von Filterkuchen……. 47<br />
3.6 Beschreibung der in dieser Arbeit angewandten Prozessmodelle……………... 51<br />
3.6.1 Beschreibung <strong>des</strong> klassischen Entwässerungsmodells von TILLER / SHI-<br />
RATO…………………………………………………………………………<br />
51<br />
3.6.1.1 TILLER / SHIRATO Modell für den Teilprozess Filtration unter konstantem<br />
Pressdruck……………………………………………………..<br />
54<br />
3.6.1.2 Beschreibung <strong>des</strong> klassischen Konsolidierungsmodells von SHIRATO.. 57<br />
3.6.1.3 TILLER / SHIRATO Modell zum Auspressen………………………...... 58<br />
3.6.2 Beschreibung <strong>des</strong> dynamischen Prozessmodells von REICHMANN………... 60<br />
3.6.3 Beschreibung <strong>des</strong> Porositätsmodells von NEEßE und DÜCK…….………… 62<br />
3.7 Kombination der Diskrete-Elemente-Methode (DEM) mit der Fluiddynamik 66<br />
V
3.7.1 Literaturübersicht über die bisherigen Anwendungen der Diskrete-Elemente-<br />
Methode auf dem Gebiet der Fest-Flüssig-Trennung…………………………<br />
66<br />
3.7.2 Fluidschema in den DEM-Berechnungen ……………………………………. 68<br />
3.7.2.1 Allgemein…………..…………………………………………............. 68<br />
3.7.2.2 Wechselwirkungen zwischen den Partikeln und der Fluidströmung….. 68<br />
3.7.2.3 Beschreibung <strong>des</strong> Fluidschemas………………………………………. 72<br />
4 BESCHREIBUNG DER VERSUCHSAPPARATUR …………………………...... 77<br />
5 BESCHREIBUNG DER VERSUCHSDURCHFÜHRUNG………………………. 81<br />
5.1 Probenvorbereitung…..…………………………………………………………... 81<br />
5.1.1 Suspensionsvorbereitung……………………………………………………... 81<br />
5.1.2 Herstellung der Pasten……………………………………………………....... 82<br />
5.2 Messmethoden zur Bestimmung der mechanischen Packungseigenschaften 82<br />
5.2.1 Bestimmung der Packungsdichte und der Permeabilität…………………....... 82<br />
5.2.2 Bestimmung von Fließorten drainierter Partikelpackungen…….……………. 84<br />
5.2.3 Bestimmung <strong>des</strong> Wandfließverhaltens von Filterkuchen………….…………. 86<br />
5.2.4. Bestimmung <strong>des</strong> Fließverhaltens von undrainierten Partikelpackungen…….. 87<br />
6 ERGEBNISSE UND DISKUSSION………………………………………………... 88<br />
6.1 Granulometrische Eigenschaften der untersuchten ultrafeinen Partikelsysteme………………………………………………………………………………...<br />
88<br />
6.2 Materialeigenschaften der ausgepressten Filterkuchen………………………... 90<br />
6.2.1 Packungsdichte und Kompressibilität der ausgepressten Filterkuchen………. 90<br />
6.2.2 Trockensubstanzgehalt der ausgepressten Filterkuchen……………………… 92<br />
6.2.3 Permeabilität der ausgepressten Filterkuchen………………………………... 94<br />
6.2.4 Filterkuchenwiderstand……………………………………………………….. 98<br />
6.2.5 Mittlerer hydraulischer Durchmesser im ausgepressten Filterkuchen………... 100<br />
6.2.6 Charakteristische mittlere Haftkräfte zwischen den Primärpartikeln im ausgepressten<br />
Filtertuchen………………………………………………………..<br />
102<br />
6.2.7 Modifizierung der Oberflächeneigenschaften der Partikeln im ausgepressten<br />
Filterkuchen …………………………………………………………………..<br />
104<br />
6.2.7.1 Doppelschichtpotentiale im Filterkuchen……………………………. 104<br />
6.2.7.2 Vergrößerung <strong>des</strong> wirksamen Porenquerschnitts……………………. 108<br />
6.2.7.3 Wirksame Porosität im geflockten Filterkuchen……………………... 109<br />
6.3 Fließverhalten der drainierten Partikelpackungen ……………………………. 111<br />
6.3.1 Fließorte und Fließparameter…………………………………………………. 111<br />
6.3.2 Einaxiale Druckfestigkeit und Kohäsion……………………………………... 115<br />
6.3.3 Anscherwiderstand……………………………………………………........... 116<br />
6.3.4 Fließfähigkeit………………………………………………………….……… 119<br />
6.3.5 Einfluss der Schergeschwindigkeit auf das Fließverhalten….……………...... 121<br />
6.3.6 Wandfließverhalten.………………………………………………….……...... 122<br />
VI
6.4 <strong>Modellierung</strong> <strong>des</strong> Fließverhaltens der undrainierten Partikelpackungen……. 123<br />
6.4.1 Das kohäsive stationäre Fließen undrainierter Partikelpackungen…………… 123<br />
6.4.2 Durchführung der Variationsversuche……………….……………………...... 124<br />
6.4.3 Bestimmung der Modellparameter…………………………………………… 127<br />
6.4.4 Approximation der Fließfunktionen der undrainierten Kalksteinpackungen… 129<br />
6.5 Kontinuumsmechanische Bewertung der Entwässerungsdynamik der untersuchten<br />
ultrafeinen Partikelsysteme<br />
132<br />
6.5.1 Auswertung der Prozessdynamik mit dem Modell von TILLER / SHIRATO. 132<br />
6.5.1.1 Teilprozess Filtration………………………………………...……….. 132<br />
6.5.1.2 Teilprozess Konsolidierung……………………………………………. 133<br />
6.5.2 Auswertung der Prozessdynamik mit dem <strong>Filtrations</strong>- und Konsolidierungsmodell<br />
von REICHMANN……………………………………………………<br />
135<br />
6.5.3 Filtratvolumen, Kuchenhöhe und Vorhersage der <strong>Filtrations</strong>zeit…………….. 137<br />
6.6 Einfluss der Elektrolyten und Flockungsmittel auf die Prozessverläufe und<br />
die Zykluszeit in industriellen Filterpressen…………………………………….<br />
143<br />
6.7 Einfluss der Elektrolyten und Flockungsmitteln auf die Effizienz in industriellen<br />
Filterpressen…………………………………………………………….<br />
151<br />
6.8 2D-DEM Simulation der Entwässerungsdynamik mittels Kombination der<br />
Diskrete-Elemente-Methode und Fluiddynamik………………………………..<br />
152<br />
7 ZUSAMMENFASSUNG UND AUSBLICK……………………………………...... 165<br />
8 LITERATURVERZEICHNIS .................................................................................... 169<br />
9 NOMENKLATUR…………………………………………………………………… 183<br />
VII
1 EINLEITUNG UND AUFGABENSTELLUNG<br />
Das Aufkommen an feinen bis ultrafeinen Partikelsystemen in der wässrigen Phase hat in den<br />
letzten Jahren ständig zugenommen und wird in Zukunft noch erheblich wachsen. Kostengünstig<br />
können diese Systeme durch Druckfiltration entwässert (drainiert) werden. Ein Nachpressen,<br />
d.h. die anschließende Konsolidierung <strong>des</strong> kompressiblen Filterkuchens, ist in den<br />
meisten Fällen zu empfehlen, um zusätzliches Porenwasser aus der bereits entstandenen Partikelpackung<br />
zu verdrängen. Je nach Entwässerungsapparat kann man im Wesentlichen die<br />
Teilprozesse Filtration (Filterkuchenwachstum) und Kuchenkonsolidierung unterscheiden.<br />
Der gesamte Prozess wird als Auspressen, bzw. als Druckentwässerung bezeichnet und wird<br />
industriell in den so genannten Pressfiltern [1] realisiert. Die beiden Teilprozesse Filtration<br />
und Konsolidierung werden durch Fließvorgänge der Partikel- und Fluidphasen (Scherströmungen)<br />
unterstützt oder auch behindert. Ziel <strong>des</strong> Auspressprozesses ist die optimale Trennung<br />
der Feststoffpartikel von der flüssigen Phase einer Suspension. Als Endergebnis werden<br />
hoher Trockensubstanzgehalt, kleines Volumen und hohe Festigkeiten der erzeugten komprimierten<br />
Partikelpackung angestrebt.<br />
Die Poren <strong>des</strong> nach der Filtration durch eine Druckdifferenz gebildeten Filterkuchens sind mit<br />
dem Fluid (auch Mutterflüssigkeit genannt) gesättigt. Deshalb folgt nach der Kuchenbildung<br />
in der Regel die Kuchenkonsolidierungsphase. Um die Restfeuchte weiter zu reduzieren, werden<br />
während der Konsolidierung höhere Pressdrücke im Vergleich zur Filtration angewandt.<br />
In Abhängigkeit von der angewandten Druckdifferenz, der erzielten Kuchenhöhe und der<br />
Nachpresszeit bleibt immer noch ein bestimmter Restanteil an Flüssigkeit im Filterkuchen.<br />
Wenn ein trockener Feststoff verlangt wird, muss diese Restflüssigkeit mittels Nachschalten<br />
einer thermischen Trocknung vom Filterkuchen entfernt werden.<br />
Oft stellt das Fluid in der Suspension ein Wertstoff dar, welcher möglichst vollständig zurückgewonnen<br />
werden soll, oder die Flüssigkeit enthält unerwünschte gelöste Verunreinigungen,<br />
die zu entfernen sind. Als Beispiel ist eine gesättigte Suspension zu nennen, die durch Kristallisation<br />
erzeugt wird. In solchen Fällen soll der Kuchen meistens vor dem Nachpressen mit<br />
der so genannten Waschflüssigkeit gewaschen werden. Dabei wird die Mutterflüssigkeit in<br />
Abhängigkeit vom Waschdruck und von der Waschflüssigkeitsmenge zum größten Teil aus<br />
dem Filterkuchen verdrängt. Je nach dem konkreten Prozessziel der Druckentwässerung kann<br />
der Feststoff in der ausgepressten Partikelpackung ein wertvolles Produkt darstellen (z. B. bei<br />
der Herstellung von TiO2-Pigmenten oder von Beschichtungs- und Veredelungsmaterialien<br />
für die Papierindustrie wie Kaolin und Kalkstein). In solchen Fällen wird der Filterkuchen aus<br />
dem <strong>Filtrations</strong>apparat entnommen, transportiert, verarbeitet und anschließend verkauft. Andernfalls<br />
stellt der Kuchen ein Abfallprodukt dar und muss entsorgt werden, siehe Abb. 1.1.<br />
1
p<br />
Filtration<br />
Kuchenwachstum Kuchenbildung<br />
Transport<br />
p<br />
€<br />
€<br />
€ €<br />
Euro € €<br />
€<br />
€<br />
€<br />
€<br />
€<br />
Waschen<br />
(Wasserzugabe)<br />
Abb. 1.1: Schematische Darstellung der einzelnen Prozessschritte der Druckentwässerung von<br />
Suspensionen in der Praxis<br />
Die Auspressdynamik wird grundsätzlich von den Materialeigenschaften <strong>des</strong> gebildeten Filterkuchens<br />
beeinflusst. Dazu zählen der Feststoffanteil im Filterkuchen, die Permeabilität <strong>des</strong><br />
Filterkuchens bei der Durchströmung mit Filtratflüssigkeit und sein Fließverhalten. Wandreibungseffekte<br />
in Abhängigkeit von der Geometrie eines industriellen Auspressapparates oder<br />
einer Versuchsanlage müssen berücksichtigt werden, da der Filterkuchen von Wänden, welche<br />
eine definierte Rauhigkeit besitzen, begrenzt ist. Weiterhin ist der Filtermittelwiderstand<br />
für die Prozessdynamik eine sehr wichtige Größe.<br />
Die vorliegende Dissertation stellt eine inhaltliche Fortsetzung der Arbeit von REICHMANN<br />
[2] „<strong>Modellierung</strong> der <strong>Filtrations</strong>- und Konsolidierungsdynamik feindisperser Partikelsysteme“<br />
zur Bewertung der Entwässerungsdynamik ultrafeiner Partikelpackungen durch Druckfiltration<br />
dar. In der Arbeit wurden ultrafeine Stoffsysteme (gewöhnlich d < 10 μm) untersucht,<br />
die in Folge ihrer Feinheit bis in den Submikrometerbereich dominante interpartikulare<br />
Wechselwirkungen aufwiesen, wobei allerdings keine grenzflächen-modifizierenden<br />
Flockungsmittel bzw. Elektrolyten zugegeben wurden. Es wurde ein geschlossenes eindimensionales<br />
Modell zur Porendurchströmung und Verdichtung hergeleitet und anhand von<br />
Messungen bewertet [2].<br />
p<br />
Nachpressen<br />
(Konsolidierung)<br />
Produkt Abfall<br />
Produkt<br />
Verkauf Transport<br />
p<br />
Abfall<br />
Filtratfluss<br />
Entsorgung<br />
2
Gegenstand der vorliegenden Dissertation ist die Weiterführung dieser Arbeit unter Einsatz<br />
von Elektrolyten- und Flockungsmitteln, die in der verfahrenstechnischen Praxis eine wichtige<br />
Rolle spielen [3, 4]. Der Einfluss dieser Zusatzstoffe auf das Entwässerungsverhalten der<br />
Suspensionen, auf das Fließverhalten bzw. auf die Fließkennwerte der ausgepressten, ultrafeinen,<br />
flüssigkeitsgesättigten Partikelsysteme und auf die resultierenden charakteristischen<br />
Haftkräfte der interpartikulären Kontakte im verdichteten Filterkuchen soll eingeschätzt werden.<br />
Bei der experimentellen Bewertung der Auspress- und Scherdynamik sind folgende Zielgrößen<br />
nach der Filtration und der nachfolgenden Konsolidierung zu bestimmen und physikalisch<br />
zu interpretieren: Permeabilität, Packungsdichte, Filterkuchenwiderstand, Kompressibilität,<br />
<strong>Filtrations</strong>geschwindigkeit, <strong>Filtrations</strong>zeit, Trockensubstanzgehalt, innerer Reibungswinkel,<br />
Wandreibungswinkel, stationärer Reibungswinkel, Druck- und Scherfestigkeiten,<br />
Fließfunktion.<br />
Die Auspressdynamik der geflockten / nicht geflockten, mit / ohne Elektrolyteneinsatz erzeugten<br />
Suspensionen der untersuchten Partikelsysteme ist mit Hilfe <strong>des</strong> von REICHMANN<br />
[2] entwickelten <strong>Filtrations</strong>- und Konsolidierungsmodells sowie auch mit den klassischen<br />
Modellvorstellungen von TILLER / SHIRATO [5, 6] zu beschreiben und mit den experimentellen<br />
Ergebnissen zu vergleichen. Somit kann der Einfluss der Zusatzstoffe auf die zeitlichen<br />
Verläufe der Kuchenhöhen und der Filtratvolumenströme bestimmt und die Leistungsfähigkeit<br />
<strong>des</strong> etablierten Prozessmodells von REICHMANN [2] zur Beschreibung der Entwässerungsdynamik<br />
in Bezug auf die Anwesenheit von Elektrolyten und Flockungsmittel in den<br />
Suspensionen festgestellt werden.<br />
Der Pastenzustand lässt sich als ein metastabiler Zustand mit einer konstanten Packungsdichte<br />
definieren, die von der Art <strong>des</strong> Partikelsystems und der verwendeten Zusatzstoffe (Elektrolyte,<br />
Flockungsmittel) abhängt. Als Filterkuchengrenzschicht zur Suspension beeinflusst dieser<br />
„pastöse“ Bereich unmittelbar den <strong>Filtrations</strong>prozess. Zudem entstehen als Ergebnis der festflüssig<br />
Trennung oftmals „pastöse“ Filterkuchen, die im Anschluss <strong>des</strong> Prozesses aus dem<br />
Apparat ausgetragen und weitertransportiert werden müssen. Deswegen sollen die Fließkennwerte<br />
der metastabilen Übergangsbereiche der untersuchten Partikelsysteme im undrainierten<br />
Zustand kontinuumsmechanisch ermittelt und bewertet werden. Um dies zu realisieren,<br />
wurde die am <strong>Lehrstuhl</strong> vorhandene Pressscherzelle so umgebaut, so dass sie auch für<br />
Scherversuche mit undrainierten Partikelpackungen geeignet ist. Im Einzelnen müssen die<br />
druck- und geschwindigkeitsabhängigen Fließkennwerte (Scherspannungen, Schergeschwindigkeitsgradienten,<br />
Reibungswinkel, Druck- und Zugfestigkeiten) experimentell bestimmt<br />
werden. Diese Fließkennwerte sind gezielt mittels Zugabe von Elektrolyten und Flockungsmittel<br />
zu beeinflussen. Da beim Fließverhalten von Pasten sowohl die Coulomb- (Festkörperreibung)<br />
als auch die viskose Fluidreibung eine Rolle spielen, ist dieses als besonders problematisch<br />
anzusehen. Deshalb sollen die Fließfunktionen der Pasten in Analogie sowohl zur<br />
3
Suspensionsrheologie als auch zur Schüttgutmechanik modelliert und mit den experimentellen<br />
Verläufen verglichen werden.<br />
Um die praktischen Anwendungsmöglichkeiten der erzielten Ergebnisse zu verdeutlichen, soll<br />
demonstriert werden, wie sich die Anwesenheit von Elektrolyten und Flockungsmitteln in den<br />
Suspensionen auf die Auspressdynamik, auf die Filterkuchenwaschung und auf die Filterleistung<br />
in einer modernen industriellen Membranfilterpresse auswirkt. Da die Festigkeit einer<br />
Partikelpackung deren Fließverhalten bestimmt, soll anhand der gemessenen Festigkeiten der<br />
ausgepressten Filterkuchen deren Transport- und Lagerverhalten diskutiert werden.<br />
Anschließend soll ein numerisches Modell zur Simulation der Auspressdynamik der untersuchten<br />
Partikelsysteme auf mikroskopischer Ebene mittels Kombination der Diskrete-<br />
Elemente-Methode (DEM) und Fluiddynamik in 2D entwickelt werden. Mit Hilfe dieser Vorgehensweise<br />
erscheint es möglich, die Fluiddynamik innerhalb der Entwässerungsdynamik<br />
von Suspensionen „mikroskopisch“ zu simulieren. Die Ergebnisse aus diesen Simulationen<br />
sind wiederum mit den kontinuumsmechanischen Prozessmodellen von REICHMANN [2]<br />
und TILLER / SHIRATO [5, 6] sowie auch mit den Experimenten zu vergleichen. Es werden<br />
die Vorteile dieses neuen Ansatzes aus der Kombination der Diskrete-Elemente-Methode und<br />
Fluiddynamik gegenüber der kontinuumsmechanischen <strong>Modellierung</strong> herausgearbeitet. Weitere<br />
Anwendungsmöglichkeiten der Methodik werden in dieser Arbeit vorgeschlagen und<br />
diskutiert.<br />
4
2 STAND DER TECHNIK<br />
2.1 Filterpressen<br />
2.1.1 Prozessziele und Bedeutung der industriellen Anwendung von Filterpressen<br />
Die mechanische Entwässerung durch Auspressen ultrafeiner Suspensionen, um ein möglichst<br />
sauberes Filtrat und trockenen Filterkuchen zu bekommen, ist von großer betriebswirtschaftlicher<br />
Bedeutung. Der Grund dafür ist in erster Linie die Energieeinsparung, wenn der Filterkuchen<br />
einer nachgeschalteten thermischen Trocknung unterzogen werden muss. So wird<br />
z. B. nahezu die Hälfte der Trocknungsenergie eingespart, wenn ein Filterkuchen, filtriert bis<br />
zu 45 Massenprozent Restfeuchte, mechanisch nachgepresst wird bis zu einer Endfeuchte von<br />
30 Massenprozent [7]. Für die thermische Abtrennung einer Mengeneinheit Wasser muss<br />
min<strong>des</strong>tens das Fünfzigfache <strong>des</strong> Energieverbrauchs gegenüber der mechanischen Abtrennung<br />
durch Filtration aufgewendet werden [7]. Zum Beispiel beträgt der spezifische<br />
Energieverbrauch W = 500 kJ / t für das mechanische Auspressen einer wässrigen Suspension<br />
mit p = 5 bar. Dieser Wert ist ca. 4500 Mal kleiner als der Energieaufwand bei einer thermischen<br />
Trocknung durch Verdampfung der Porenflüssigkeit (Verdampfungsenthalpie <strong>des</strong> Wassers<br />
ΔHV = 2,26·10 6 kJ / t). Weiterhin werden durch die Verminderung der Restfeuchte infolge<br />
<strong>des</strong> Nachpressens der abfiltrierten Filterkuchen die Zwischentransportmittel entlastet und<br />
somit die Transportprobleme vermindert. Es werden außerdem durch das Nachpressen eine<br />
vollständigere Abnahme <strong>des</strong> Kuchens vom Filtermittel, hohe Festigkeiten, Verminderungen<br />
der Rissbildungen, Reduzierung <strong>des</strong> Transportkostens, Erlangung der Deponieakzeptanz und<br />
Verminderung unerwünschter Anteile an Mutterflüssigkeit im Filterkuchen gewährleistet<br />
[7, 8]. Um diese Vorteile zu nutzen, werden in der industriellen Verfahrenstechnik Pressfilter<br />
angewandt, welche sich als Stand der Technik zur effizienten mechanischen Entwässerung<br />
von ultrafeinen Suspensionen durchgesetzt haben.<br />
Bei dem mechanischen Auspressen von ultrafeinen Suspensionen mit Filterpressen werden im<br />
Vergleich zu anderen <strong>Filtrations</strong>prozessen die niedrigsten Restfeuchtewerte im Filterkuchen<br />
erreicht. Deshalb sind diese Apparate die technisch am häufigsten und wirtschaftlich effektivsten<br />
angewandten Entwässerungsapparate. Bei der Degussa werden beispielsweise weltweit<br />
über 100.000 Filterpressen für verschiedene Zwecke, wie z.B. Wasseraufbereitung, angewandt<br />
[9]. Die relativ hohen Pressdrücke sichern eine effiziente Überwindung der hohen<br />
Durchströmungswiderstände <strong>des</strong> Filterkuchens und die Erzeugung von relativ trockenen Partikelpackungen<br />
nach dem Ablauf der Filtration. Von großem Vorteil ist bei diesen Auspressapparaten<br />
die Tatsache, dass die Filterpressen sehr kompakt aufgebaut sind, d. h. die Gesamtfilterfläche<br />
ist groß und der Platzbedarf gering. Die Weiterentwicklung der konventionellen<br />
Rahmen- und Kammerfilterpressen zu Membrankammerfilterpressen [10-14], zu Hochdruckpressen<br />
(High Intensity Press, HIP) [15] und zu vollautomatischen Filterpressen [16]<br />
5
gewährleistet eine deutliche Steigerung <strong>des</strong> Trockensubstanzgehaltes im Filterkuchen durch<br />
Nachpressen bei höheren Drücken nach der Filtration. In einigen Fällen ist eine thermische<br />
Nachtrocknung nach der Entwässerung gar nicht mehr nötig.<br />
Abhängig von der Art <strong>des</strong> Plattenpakets unterscheidet man die Filterpressen in drei Hauptgruppen:<br />
Rahmenfilterpressen, Kammerfilterpressen, Membranfilterpressen. Drei verschiedenen<br />
Fahrweisen: konstanter Druck, konstanter Filtratvolumenstrom und variabler Druck / variabler<br />
Filtratvolumenstrom sind realisierbar. Der in der Industrie am häufigsten angewandter<br />
Prozessmodus ist der mit konstantem Druck. Alternativ werden die Suspensionen bei niedrigeren<br />
Drücken filtriert und im Teilprozess Konsolidierung unter höheren Drücken nachgepresst<br />
[16].<br />
2.1.2 Rahmen- und Kammerfilterpressen<br />
Die Rahmen- und Kammerfilterpressen bestehen aus Filterplattenpaketen, begrenzt von einer<br />
End- und einer Kopfplatte. Die Suspension wird mit Hilfe von Druck, der von der<br />
Beschickungspumpe erzeugt wird, durch Zentral- bzw. Eckeinlauf in die Filterkammern gefördert.<br />
Dabei dringt die Flüssigkeit durch die Filtertücher und läuft über den Filtratablauf ab.<br />
Beide konstruktiven Ausführungen, offener oder geschlossener Filtratablauf, sind möglich.<br />
Der offene ist bevorzugt nicht nur wegen der Verfügbarkeit <strong>des</strong> Filtrats sondern auch wegen<br />
der Tatsache, dass Prozessstörungen schneller zu erkennen sind. Als Beschickungspumpen<br />
zur Förderung von Dünnschlämmen kommen Kreisel, Exzenterschnecken– und Kolbenmembranpunkten<br />
in Frage [24, 25]. Eine völlig neuartige Pumpe ist die Pumpe DacaDrain der<br />
Hiller GmbH, Vilsbiburg [25]. Der Schlamm wird dabei gleichzeitig gefördert und eingedickt.<br />
Sie stellt eine Kombination aus Siebtrommeleindicker und Dickstoffpumpe mit einem Durchsatz<br />
von 15 m 3 /h dar. Der <strong>Filtrations</strong>prozess muss gegen den steigenden <strong>Filtrations</strong>widerstand<br />
solange fortgesetzt werden, bis die Filterkammern mit Feststoff gefüllt sind und entleert werden<br />
können. In der Industrie sind derzeit Filterpressen mit Gesamtfilterflächen bis zu 1700 m 2<br />
zu finden [23] Das Filterpaket der Rahmenfilterpresse besteht aus abwechselnd angeordneten<br />
Filter- und Rahmenplatten (Abb. 2.1):<br />
6
Abbildung 2.1: Plattenpaket einer Rahmenfilterpresse<br />
Wegen der instabilen Rahmenplatte, welcher mit der Filterplatte mehr oder weniger eine<br />
kompakte Einheit bildet, ist der Kuchenaustrag schwierig. Der Filterkuchen kann auf dem<br />
Rahmen aufsitzen und nicht vollständig aus der Kammer herausfallen. Ein weiterer Nachteil<br />
ist die begrenzte Druckstabilität der Rahmen, so dass der <strong>Filtrations</strong>druck üblicherweise auf<br />
10 bar begrenzt ist. Deswegen ist die Anwendung von Rahmenfilterpressen hauptsächlich auf<br />
die Klärfiltration begrenzt und zwar nur dann, wenn Filterpapiere erforderlich sind, die auf<br />
Kammerfilterpressen nicht einsetzbar sind [10].<br />
Die Kammerfilterpresse (Abb. 2.2) ist eine verbesserte Variante der Rahmenfilterpresse. Die<br />
Ursache dafür ist, dass ohne Rahmenplatte eine kompaktere Anordnung der Filterplatten erreicht<br />
wird. Damit können höhere Pressdrücke angewandt werden und der Kuchenaustrag<br />
wird wesentlich verbessert [10].<br />
Filtertuch Filterplatte<br />
Filtratablauf<br />
Druck<br />
Suspension<br />
Filtratablauf<br />
a) Filterpresse<br />
mit Suspension<br />
b) Filterkuchenaufbau<br />
c) Filterkuchen konsolidieren<br />
Abb. 2.2: Prinzipieller Aufbau und Funktionsweise einer Kammerfilterpresse<br />
7<br />
d) Filterkuchenaustrag
Abb. 2.2 zeigt den Aufbau und die prinzipielle Funktionsweise einer Kammerfilterpresse.<br />
Zum Anfang <strong>des</strong> <strong>Filtrations</strong>prozesses werden die Kammern von der Beschickungspumpe befüllt<br />
(a). Das ist der Beginn der Filterkuchenbildung. Der Durchsatz ist hoch. Die Feststoffpartikel<br />
werden von den Filtertüchern zurückgehalten, das Filtrat wird durch die Filtertücher<br />
gedrückt und verlässt den Prozessraum. Das Anfangsstadium zeichnet sich oft durch einen<br />
Trübeauslauf aus, der aber mittels Auswahl geeigneter Filtermedien verhindert werden kann<br />
[26]. Weiterhin erfolgt während der Filtration das Filterkuchenwachstum, verbunden mit<br />
ständig steigerndem Durchströmungswiderstand. Der Durchsatz fällt ab (b). Zum Ende der<br />
Filtration (c) sind die Kammern komplett mit Filterkuchen ausgefüllt. Üblich sind Kammerhöhen<br />
von 20 bis 50 mm [12]. Nach dem Ende der Filtration kann der Kuchen zusätzlich gewaschen<br />
werden. Wenn ein Waschen notwendig ist, sollte jede zweite Filterplatte als Waschplatte<br />
ausgeführt werden. Anschließend wird der Kuchen ausgetragen (d). Dabei ist zu erwähnen,<br />
dass die Adhäsionskräfte zwischen den nassen Partikeln und dem Filtermedium Probleme<br />
beim Kuchenabwurf nach der Entwässerung verursachen können [27, 28].<br />
2.1.3 Membrankammerfilterpressen<br />
Die Membranfilterpressen funktionieren wie die Kammerfilterpressen mit einem wesentlichen<br />
Vorteil. Im Anschluss an die Filtration kann der Filterkuchen durch Beaufschlagung von undurchlässigen<br />
Membranen mit Nachpressdruck, welcher mittels Druckluft oder geeigneter<br />
Flüssigkeit erzeugt wird, zusätzlich entwässert werden [10, 11, 24], siehe Abb. 2.3. Das führt<br />
zu einer beträchtlichen Steigerung <strong>des</strong> Trockensubstanzgehaltes bis zu 15 % [29] und somit<br />
zur Verbesserung der Endproduktqualität und deutlicher Einsparung an Transport- und Entsorgungskosten.<br />
Die Realisierung von einseitigem oder doppelseitigem Filtratfluss sowie<br />
Waschprozesse sind möglich. Als Plattenformate werden auf dem Markt alle quadratischen<br />
Plattenformate von 100 bis zu 2000 mm Kantenlänge angeboten. Es gibt aber auch Sonderkonstruktionen<br />
wie z. B. 1500 X 2000 mm sowie auch teilweise runde Platten [12]. Die Auswahl<br />
ist folglich mehr als ausreichend sowohl für Labor- als auch für Industriezwecke. Das<br />
größte Format wird derzeitig von der Fa. Rittershaus & Blecher Filterpressen angeboten<br />
(2000 x 2400 mm) [23]. Die Möglichkeit zur Konsolidierung <strong>des</strong> abfiltrierten Filterkuchens<br />
bringt auch weitere wichtige Vorteile der Membranfilterpressen zu konventionellen Kammerfilterpressen.<br />
Dazu zählen Verkürzung der Zykluszeit (bis zu 40%), die wesentliche, in einigen<br />
Fällen sogar doppelte Steigerung <strong>des</strong> Durchsatzes und leichterer Kuchenabwurf. Außerdem<br />
ist die lange Verdichtungsphase und Laufzeit der Beschickungspumpe bei Membranfilterpressen<br />
nicht mehr notwendig.<br />
8
Membrane (Filtration)<br />
Abb. 2.3: Aufbau und Funktionsweise einer Membranfilterpresse sowie der Durchsatzsteigerung<br />
bei Membranfilterpressen während der Konsolidierung<br />
Nachpressdrücke bis 100 bar sind heutzutage möglich. In den so genannten Hochdruck-<br />
Röhrenfilterpressen kann ein Konsolidierungsdruck von 110 bar erreicht werden [30]. Üblich<br />
sind horizontale und waagerechte Anordnungen <strong>des</strong> Filtermittels. Die waagerechte Anordnung<br />
wird bei den Pressfilterautomaten [17-19, 23] mit in der Regel vollautomatischem<br />
Kuchenaustrag [16] eingesetzt. Das Entwässerungsprinzip ist dasselbe wie bei den üblichen<br />
Membranfilterpressen. Zur Auslegung von Pressfiltern werden im Labormaßstab Kolbenpressen<br />
benutzt (Abb. 2.4), deren Durchmesser von 40 bis 250 mm variieren [30]:<br />
Beschickung mit<br />
Suspension<br />
Druckluft (Membrane<br />
beaufschlagt, Konsolidierung)<br />
Abb. 2.4: Aufbau und Funktionsweise einer Kolbenpresse für Laborversuche<br />
Filtratdurchsatz<br />
Filtratfluss<br />
Filtration<br />
(p F = const)<br />
Eine Übersicht über die derzeit verwendeten Pressfilter und deren Einsatzbereiche gibt<br />
REICHMANN [2]:<br />
Zeit<br />
9<br />
Konsolidierung<br />
(pc pF )<br />
Kamerfilterpressen, Membranfilterpressen Membranfilterpressen<br />
Filtermedium<br />
Presskolben<br />
Suspension<br />
Filterkuchen
Tabelle 2.1: Stand der Technik und Entwicklungstendenzen bei der Entwässerung ultrafeinerer Suspensionen [2]<br />
Entwässerungsapparat /<br />
Hersteller<br />
Kammerfilterpresse (KFP)<br />
Hoesch<br />
Kammerfilterpresse<br />
Rittershaus & Blecher<br />
Membranfilterpresse (MKFP)<br />
Hoesch<br />
Pressfilterautomat (PFA)<br />
Hoesch, Larox, Dorr- Oliver)<br />
Röhrenfilterpresse<br />
ETHA<br />
Schumacher<br />
Röhrenpresse<br />
Allis<br />
Siebbandpressen (SBP)<br />
Andritz<br />
High- Intensity- Press<br />
(HIP)<br />
Andritz<br />
SICO- WAP<br />
BOKELA / Siempelkamp<br />
Continuous Area Press<br />
BOKELA / Siempelkamp<br />
Druckbereich Betriebsart Pressen (P) Restfeuchte<br />
[bar]<br />
Scheren (S) [ % ]<br />
kontin. diskont.<br />
16 × P Abwasserschlamm 51,5<br />
Belebtschlamm 75<br />
Fe- Hydroxidschlamm 79<br />
Weinhefesuspension 38,3<br />
Anwendungsgebiete<br />
Chemie<br />
Nahrungsmittelind.<br />
Metallurgie / Bergbau<br />
Umweltschutz<br />
Abwasseraufbereitung<br />
60 × P Kaolinschlamm 26 Aufbereitungsindustrie<br />
16 × P Abwasserschlamm 48,9<br />
Belebtschlamm 78,8<br />
Fe- Hydroxidschlamm 71,1<br />
Weinhefesuspension 38,9<br />
Chemie<br />
Nahrungsmittelindustrie<br />
Metallurgie / Bergbau<br />
Umweltschutz<br />
Abwasseraufbereitung<br />
16 × P, S z.T. etwas besser als MKFP gleichartig mit KFP, MKFP<br />
110 × P org. Farbpigmente 32-35<br />
Alu- Paste 17-18<br />
Rotschlamm 19<br />
140 × P Titandioxid 20<br />
Chromhydroxide 59<br />
REA- Gips 25<br />
Mineralaufbereitung<br />
Pigmentindustrie<br />
Abwasseraufbereitung<br />
Mineralaufbereitung<br />
Pigmentindustrie<br />
Abwasseraufbereitung<br />
8 × P, S Kommunaler Schlamm 70-80 Abwasseraufbereitung<br />
8 × P Hafenschlamm 44<br />
biol. Überschußschlamm 78<br />
100 × P, S Klärschlämme < 60<br />
Pigmentschlamm 30<br />
Papierschlämme 30-50<br />
30 × P Papierschlamm 30<br />
Faulschlamm 45<br />
Chemie<br />
Abwassertechnik<br />
Abwassertechnik<br />
Papierindustrie<br />
Abwassertechnik<br />
10<br />
10
Der von REICHMANN [2] dargestellte Stand der Technik ist zunächst um die Firmen<br />
Netzsch [17] und Filox [18] ergänzt. Netzsch [17] hat sich in den letzten Jahren zu einem der<br />
größten Hersteller von Filterpressen in Deutschland entwickelt. Die Firma bietet vollautomatische<br />
Filterpressen bis zu 1,2 t/h Trockensubstanzdurchsatz pro Stunde an. Dabei sind Betriebsdrücke<br />
bis zu 100 bar und vollautomatischer Filterkuchenaustrag realisierbar, wenn in<br />
der Filterpresse eine Filtertuchwaschvorrichtung integriert ist. Außerdem ist Netzsch als Anbieter<br />
von den so genannten Dampf-Druck-Entwässerungssystemen bekannt (DDE). DDE<br />
entwässert zunächst wie eine Kammerfilterpresse, presst wie eine Membranfilterpresse und<br />
trocknet wie ein thermischer Trockner, wodurch der Trockensubstanzgehalt im Filterkuchen<br />
frei einstellbar ist. Die Anwendungsbereiche der Netzsch- Filterpressen erstrecken sich von<br />
Abwasserschlämmen, der Trinkwasseraufbereitung, der Lebensmittel- und Getränkindustrie,<br />
über die Chemie, Pharmazie, den Bergbau bis hin zur Papierherstellung. Die Filterpressen der<br />
Fa. Filox [18] finden bei der Zuckerherstellung, Labor- und Abwassertechnik und in der Getränkeindustrie<br />
Anwendung. Der maximale Nachpressdruck beträgt hier 30 bar.<br />
Optimal geeignet zur Filtration von schwerfiltrierbaren Suspensionen (z. B. aus Titandioxid)<br />
sind die Pressfilterautomaten der Fa. Larox [19] aufgrund ihrer Filterplattenkonstruktion und<br />
der horizontalen Anordnung. Die Leistungsfähigkeit dieser Apparate beruht auf der besonderen<br />
Ausführung der Filterkammer. Jede Filterkammer besteht aus einer oberen und unteren<br />
Filtratsammelplatte, die jeweils von einem Teil <strong>des</strong> Endlosfilterkuchens bedeckt ist. Dies ermöglicht<br />
eine doppelseitige Filtration, da in die Filterkammer der Filterkuchen beidseitig aufgebaut<br />
wird. Nach Beenden der Filtration können wahlweise die Teilschritte Filterkuchenwäsche,<br />
Nachpressen sowie Trockenblasen <strong>des</strong> Filterkuchens angewandt werden. Konsolidierungsdrücke<br />
bis 60 bar sind realisierbar. Die derzeitigen Anwendungen umfassen Farbstoffe,<br />
Pigmente, pharmazeutische Zwischenprodukte, Enzyme, Hefen, Nahrungsmittel, Fein- und<br />
Spezialchemikalien.<br />
Der neuste Stand der Technik stellt die so genannte Filterpresse mit heißen Filterplatten dar,<br />
welche die Prozessschritte Filtration, Filterkuchenwäsche, mechanische Entfeuchtung durch<br />
Auspressen und thermische Trocknung in einem Apparat kombiniert [20-22]. Die technische<br />
Ausführung entspricht in der Grundversion einer normalen Filterpresse mit einem Plattenpaket<br />
aus Membranplatten im Wechsel mit metallischen Heizplatten. Die Letzteren bestehen aus<br />
filtrierenden Kammerfilterplatten mit metallischen Heizkammern. Dadurch wird gegenüber<br />
den bisher bekannten Heizplatten eine beidseitige Filtration bei gleichzeitiger Reduktion der<br />
<strong>Filtrations</strong>zeiten möglich. Bei der metallischen Heizplatte liegt die Trocknungstemperatur bei<br />
100°C mit heißem Wasser bzw. 120°C mit Wasserdampf. Der größte Vorteil der Apparatur ist<br />
die eindeutige Energieeinsparung verglichen mit einem nachgeschalteten Trockner. Die Betriebskosten<br />
werden aufgrund der deutlichen Verkürzung der <strong>Filtrations</strong>zeiten wesentlich reduziert.<br />
11
2.2 Kennzeichen der Produktqualität der Filterkuchen nach der Druckentwässerung<br />
Ausgepresste Filterkuchen können entweder wertvolle Produkte zur Nutzung oder Abfälle zur<br />
Deponierung bzw. Verbrennung sein (siehe Abb. 1.1). Der Qualitätszustand eines Produkts<br />
wird durch seinen Trockensubstanzgehalt charakterisiert. Je höher die TS-Gehalte sind, die<br />
nach der mechanischen Druckentwässerung erreicht werden, <strong>des</strong>to geringer sind die Energiekosten<br />
für die thermische Trocknung <strong>des</strong> Filterkuchens. Durch das kleinere Endkuchenvolumen<br />
wird gleichzeitig auch der Transport erleichtert. Sollte die entwässerte Partikelpackung<br />
als Abfall behandelt werden, so muss sie neben dem hohen Trockensubstanzgehalt in Bezug<br />
auf ihre Deponierung auch hohe Festigkeiten aufweisen. Dadurch können Rutschungen <strong>des</strong><br />
Materials verhindert werden. Die Qualitätsanforderungen entstehen nicht nur seitens der<br />
Betreiber von Deponien und Verbrennungsanlagen, sondern werden auch durch die Gesetzgebung<br />
vorbestimmt. Derzeitig hat der Filterkuchen einen Min<strong>des</strong>twert von 35% TS-Gehalt<br />
aufzuweisen, damit er deponiert und 40% TS-Gehalt damit er verbrannt werden darf. Die Laborflügelscherfestigkeit<br />
unmittelbar vor dem Ablagern auf Deponien sollte min<strong>des</strong>tens 100<br />
kPa für Mono- und 25 kPa für Mehrstoffdeponien betragen [2].<br />
Die Bestimmung Scherfestigkeit <strong>des</strong> Filterkuchens nach der Entwässerung erfolgt in der Deponiepraxis<br />
durch Laborflügelsonden, Hil<strong>des</strong>heimer Prüfstempeln, Fallkegelgeräten und Laststempeln<br />
[2]. Alle diese Geräte haben zwei wesentliche Nachteile. Zum ersten erfordert die<br />
Messung eine Probeentnahme vom Filterkuchen. Zweitens kann die Druckfestigkeit bei einaxialer<br />
Belastung mit diesen Messmethoden nicht ermittelt werden. Außerdem erfolgt die<br />
Bestimmung der Scherfestigkeit eher empirisch und ohne Rücksicht auf den physikalischen<br />
Hintergrund. Erst nach der Entwicklung der Preßscherzelle von REICHMANN [31] wurde es<br />
möglich, die physikalisch begründeten Druck- und Scherfestigkeiten vorverdichteter Filterkuchen<br />
im Labor direkt nach dem Entwässerungsprozess durch Scherversuche und nachfolgende<br />
Auswertung der Fließorte zu bestimmen (siehe noch Kapitel 4). Dabei ist eine Probenentnahme,<br />
verbunden mit mehr oder weniger Zerstörung der Filterkuchenstruktur, nicht mehr<br />
nötig.<br />
2.3 Stand von Wissenschaft und Technik zur Messung <strong>des</strong> Fließverhaltens von Suspensionen<br />
und Pasten<br />
Der Stand von Wissenschaft und Technik zur Bestimmung <strong>des</strong> Fließverhaltens von Suspensionen<br />
ist von GLEISSLE [32] sowie von TOMAS [33] zusammengefasst worden. Für die<br />
Messungen der Suspensionsfließeigenschaften werden die so genannten Rheometer benutzt<br />
(Abb. 2.5). Die üblichen Messgeräte sind die Kegel-Kegel, Kegel-Platte, Couette- und Kapillar-<br />
Rheometer, die sich durch ihre Bauart und Wirkprinzipien unterscheiden. Es wird auf<br />
zwei verschiedenen Weisen verfahren. Bei der ersten Methode wird die zu untersuchende<br />
12
Suspension mit vorgegebener Schergeschwindigkeit γ& deformiert und die zur Deformation<br />
notwendigen Kräfte, bzw. Schubspannungen τ werden gemessen. Die zweite Methode ist umgekehrt<br />
zur ersten und besteht darin, dass die Kräfte bzw. die Schubspannungen vorgegeben<br />
werden und als Antwort die resultierende Deformation (Schergeschwindigkeitγ& ) gemessen<br />
wird.<br />
ω<br />
H<br />
R<br />
M d<br />
ω<br />
F N<br />
a) Kegel-Platte Rheometer b) Platte-Platte Rheometer<br />
ω<br />
M d<br />
R i<br />
R A<br />
Abb. 2.5: Aufbau und Wirkprinzipien typischer Rheometer für Suspensionen<br />
Das am meisten verbreitete und vorteilhafte Rheometer im Vergleich zu den anderen Typen<br />
ist das Kegel-Platte Rheometer (Abb. 2.5a). Vorteilhaft sind die homogene Schergeschwindigkeit<br />
im ganzen Scherspalt und die Durchführbarkeit fast aller rheometrischen Grundversuche.<br />
Außerdem kann das Normalspannungsverhalten τ = f (FN) gemessen werden. Allerdings<br />
kann die Abhängigkeit der Fließeigenschaften von der Normalspannung bei dünnen Suspensionen<br />
vernachlässigt werden. Das Gerät kann zur Messung sowohl von Fließgrenzen als auch<br />
zur Bestimmung <strong>des</strong> gesamten Fliessverhaltens von konzentrierten Suspensionen und Pasten<br />
eingesetzt werden (τ = f (τ0, σ,γ& )), wobei τ0 die Fließgrenze und σ die Normalspannung ist.<br />
Wenn die Kegeloberfläche und die Fläche der Platte ungefähr gleich groß sind (wenn also der<br />
Öffnungswinkel α klein ist), ist auch die Schubspannung an der Platte und am Kegel gleich<br />
H<br />
M d<br />
R<br />
D k<br />
V<br />
13<br />
p L<br />
c) Couette Rheometer d) Kapillar Rheometer<br />
D
groß. Dann sind die Schergeschwindigkeitγ& und somit auch die Schubspannung τ unabhängig<br />
vom Ort. Bei den verschiedenen Rheometerarten lassen sich die Schergeschwindigkeit und<br />
die dazugehörige Schubspannung von den durch die Achsendrehung verursachten Moment<br />
Md, Winkelgeschwindigkeit ω, der Schichthöhe und den geometrischen Abmessungen <strong>des</strong><br />
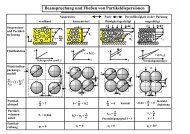
konkreten Rheometers berechnen (Tabelle 2.2). Die Schergeschwindigkeit wird durch verschiedene<br />
Winkelgeschwindigkeiten eingestellt. Bei dem Platte-Platte Rheometer muss aber<br />
die Fließfunktion τ(γ& ) selbst bekannt sein, um Schubspannungen bei vorgegebenen Schergeschwindigkeiten<br />
berechnen zu können. Man muss also vorher wissen, ob sich die zu untersuchende<br />
Suspension mit dem Newtonschen, Ostwald-de-Waale, Binghamfließgesetz etc. beschreiben<br />
lässt. Sollte das Fließgesetz völlig unbekannt sein, ist die so genannte Rabinowitsch-Weissenberg<br />
Korrektur [32] bei der Auswertung der Messungen anzuwenden.<br />
Tabelle 2.2: Berechnung der Schergeschwindigkeit γ& , der Schubspannung τ und wählbare<br />
Schergeschwindigkeiten (Messbereich) bei den verschiedenen Rheometertypen [32, 33]<br />
Rheometertyp Schergeschwindigkeit γ& Schubspannung τ Messbereich γ&<br />
Kegel-Platte Rheometer<br />
γ& = ω / α τ = 3Md / 2π R 3<br />
τR = 2Md / π R 3<br />
γ& = 1–10 4 s -1<br />
Platte-Platte Rheo- & γ R = Rω<br />
/ H<br />
meter (Newtonsches Fließgesetz) (Newtonsches<br />
Fließgesetz)<br />
Couette Rheometer γ& = 2ω Ra 2 / (Ra 2 – Ri 2 ) τi = Md / 2π Ri 2 H γ& = 10 -6 –10 3 s -1<br />
Kapillar Rheometer<br />
γ& = 1–10 4 s -1<br />
3 2 3<br />
& = 32V / πD<br />
= 8vDk<br />
/ D τ = Δp D / 4L γ& = 10 -6 –1 s -1<br />
γ<br />
&<br />
Die Pionierarbeiten zur Messung <strong>des</strong> Fließverhaltens von gesättigten undrainierten Partikelpackungen<br />
im pastösen Bereich sind von STADLER [34] und FELDER [35] durchgeführt<br />
worden. Die Autoren entwickelten ein so genanntes Pastenschergerät, welches für Scherversuche<br />
mit nassen Partikelsystemen im geschlossenen Prozessraum geeignet ist (Abb. 2.6).<br />
14
O-Ring<br />
Ränderschrauben<br />
(zum Anziehen der Dichtung)<br />
DMS<br />
Klebedichtung<br />
(zur Abdichtung der Deckelbereiche)<br />
160<br />
M essaufnehmer<br />
Probevolumen<br />
abnehmbarer Topf<br />
Abb. 2.6: Aufbau <strong>des</strong> Pastenschergerätes nach FELDER [35]<br />
M<br />
Temperaturaufnehmer<br />
Pyramidenprofil<br />
Normalspannung σ = 5 - 400 kPa<br />
Scherspannung τ < 140 kPa<br />
Schergeschwindigkeit v s = 0,05 - 250 mm/s<br />
Der Hauptteil <strong>des</strong> Pastenschergerätes besteht aus zwei parallelen, konzentrischen und gegeneinander<br />
verdrehbaren Platten, zwischen denen sich das Probevolumen befindet. Die untere<br />
Platte (der Topf) dreht sich mit einer bestimmten Umfangsgeschwindigkeit von 0,05 bis 250<br />
mm / s. Die obere Platte (Deckel) ist unbeweglich. Ein einstellbarer Dichtungsring zwischen<br />
dem Topf und der oberen Platte gewährleistet die Abdichtung, sichert einen geschlossenen<br />
Prozessraum für die Messungen und verhindert eine Leckage. Topf und Deckel sind mit einem<br />
rauen pyramidenförmigen Profil verkleidet, damit das Wandgleiten verhindert wird und<br />
Scherdeformationen im Partikelsystem erzwungen werden können. Normalkraft und Moment<br />
werden über einen Messring eingestellt und die Schubspannung wird als Antwort gemessen.<br />
Als maßgebend für die Auswertung der Scherversuche ist die Schergeschwindigkeit in der<br />
Mitte <strong>des</strong> Messringes anzunehmen. In der vorliegenden Arbeit wird eine dünne Scherzone in<br />
einer Preßscherzelle erzeugt (siehe Kapitel 4).<br />
Den neusten Stand der Technik stellt die von GÖTZ und BUGGISCH entwickelte Methode<br />
zur Messung <strong>des</strong> Pastenfließverhaltens durch Kombination <strong>des</strong> Couette- Rheometers mit der<br />
Kernspintomographie dar [36, 37]. Damit kann man zu jedem Zeitpunkt <strong>des</strong> Prozesses berührungslos<br />
wichtige Informationen über Strukturänderungen innerhalb der Paste bekommen,<br />
wie z.B. Geschwindigkeits-, Feucht- und lokale Konzentrationsprofile. Die Schergeschwindigkeit<br />
ist in jedem gewünschten Ort bestimmbar und somit ist die Annahme einer mittleren<br />
Schergeschwindigkeit über die Pastenschicht für die Auswertung der Messergebnisse nicht<br />
mehr nötig. Die Pastenrheologie stellt nur einen Zwischenstand bei der Erzeugung von gepressten<br />
Filterkuchen dar. Deshalb wird in dieser Arbeit eine pragmatische und einfache<br />
Messmethode für die In-Situ-Messung <strong>des</strong> Pastenfließverhaltens bevorzugt.<br />
15
2.4 Messgeräte zur Ermittlung der <strong>Filtrations</strong>dynamik<br />
Die <strong>Filtrations</strong>dynamik von ultrafeinen Suspensionen sowie die druckabhängigen Materialeigenschaften<br />
der ausgepressten Filterkuchen wie Packungsdichte, Permeabilität und Durchströmungswiderstand<br />
werden gewöhnlich in so genannten Kompressions-Permeabilitätszellen<br />
ermittelt, siehe Abb. 2.7.<br />
p p<br />
Filtrat<br />
Gewichtsmessung<br />
Presskolben<br />
Abb. 2.7: Schematische Darstellung einer Kompressions-Permeabilitätszelle<br />
Filterzelle<br />
m it zylindrischer<br />
Form<br />
Filterkuchen und<br />
Suspension<br />
In der Kompressions-Permeabilitätszelle wird die Suspension mittels eines beweglichen Kolbens<br />
mit einem konstanten <strong>Filtrations</strong>druck p beaufschlagt. Der Boden der Filterzelle stellt ein<br />
poröses Medium (Filtermittel) dar, welches für die Feststoffphase undurchlässig ist. Die <strong>Filtrations</strong>dynamik<br />
bzw. die zeitliche Änderung <strong>des</strong> ausgepressten Filtratvolumens wird aus der<br />
Kolbenpositionsänderung während <strong>des</strong> Prozessverlaufs berechnet. Während <strong>des</strong> Teilprozesses<br />
Konsolidierung lassen sich mit Hilfe der Kolbenverschiebung die Packungsdichte εs und mittels<br />
Durchströmungsversuche die Permeabilität k der entwässerten Partikelpackung in Abhängigkeit<br />
vom Pressdruck p bestimmen. Die genaue Messmethodik dazu ist dem Abschnitt<br />
5.2.1 zu entnehmen. Als Voraussetzung gilt, dass die Struktur <strong>des</strong> Filterkuchens homogen und<br />
allein vom Pressdruck p abhängig ist. Unter der Annahme, dass der Pressdruck in der Kompressions-Permeabilitätszelle<br />
die gleiche Wirkung auf die Filterkuchenstruktur hat wie der<br />
Partikeldruck ps im Filterkuchen, können aus den Messdaten für die Packungsdichte und für<br />
die Permeabilität bei verschiedenen Pressdrücken die Parameter der Materialgesetze bestimmt<br />
werden. Die Beschreibung der Materialgesetze für die Packungseigenschaften findet man im<br />
Abschnitt 3.5.2.<br />
16
3. STAND DER WISSENSCHAFT<br />
3.1 Suspensions- und Packungseigenschaften und Grundbegriffe<br />
Bei der Druckentwässerung eines zweiphasigen Systems aus Flüssigkeit und in dieser Flüssigkeit<br />
dispergierte Partikeln wird die Dispersion durch einen äußeren vertikalen Pressdruck p<br />
beansprucht. Im Prozessraum sind drei Zustände unterscheidbar: Suspension, Paste und Filterkuchen.<br />
Im Falle einer stabilen Suspension befinden sich die Partikel kaum in Kontakt.<br />
Innerhalb der dünnen Grenzschicht, welche den Filterkuchen von der Suspension während <strong>des</strong><br />
Teilprozesses Filtration abgrenzt, berühren sich die Partikel an ihren Kontaktstellen ohne<br />
Kontaktdeformation. Dieser Grenzzustand wird als Paste bezeichnet. Der Filterkuchen stellt<br />
eine vorverfestigte flüssigkeitsgesättigte Partikelpackung dar und wird mikroskopisch durch<br />
Partikelkontaktdeformation charakterisiert (Abb. 3.1).<br />
p<br />
Abb. 3.1: Entwicklung der fest-flüssig Zustände während der Pressfiltration<br />
Der Feststoffvolumenanteil einer Suspension φs wird als Verhältnis <strong>des</strong> Feststoffvolumens Vs<br />
zum Gesamtvolumen der Suspension V definiert:<br />
V s<br />
Suspension<br />
p p p<br />
Paste<br />
Entwässerung mittels Druckfiltration<br />
s<br />
V<br />
= ϕ (3.1)<br />
Um den Suspensions- vom Filterkuchen und Pastenzustand zu unterscheiden, werden anstelle<br />
der Partikelkonzentration φs für die komprimierte flüssigkeitsgesättigte Partikelpackung die<br />
Packungsdichte εs und für die Pastengrenzschicht die kritische Packungsdichte εs,0 angewandt.<br />
εs und εs,0 werden genauso wie φs als Verhältnis <strong>des</strong> Feststoffvolumens zum Gesamtvolumen<br />
entsprechend für den Filterkuchen oder für die Paste definiert. Die Verdichtung zu einer bestimmten<br />
Packungsdichte εs durch Entwässerung (Drainage) erfordert somit eine Steigerung<br />
der Suspensionskonzentration ϕs über die kritische Konzentration εs,0 hinaus.<br />
p p<br />
Filterkuchen<br />
17
Die Gesamtporosität einer Suspension bzw. einer Packung ε ergibt sich aus dem Verhältnis<br />
<strong>des</strong> Flüssigkeitsvolumens VL zum Gesamtvolumen V:<br />
V<br />
= 1 ε s<br />
(3.2)<br />
V<br />
L ε = −<br />
Anstelle der Porosität und der Packungsdichte kann auch die Porenziffer e angewandt werden:<br />
V<br />
e =<br />
V<br />
L<br />
s<br />
ε 1−<br />
ε s<br />
= =<br />
ε ε<br />
s<br />
s<br />
18<br />
(3.3)<br />
Wenn eine Suspension durch Einsatz von Elektrolyten oder Flockungsmittel <strong>des</strong>tabilisiert<br />
wird, kommt es zur Agglomerat- bzw. Flockenbildung. In solchen Fällen, z.B. für polymer<br />
geflockte Suspensionen, kann man den Begriff externe Porosität εex einführen [38, 39]. Es<br />
kann unter diesen Bedingungen davon ausgegangen werden, dass nicht die Primärpartikel,<br />
sondern die aus Primärpartikeln bestehenden Flocken die Packung bilden. Die externe Porosität<br />
εex berücksichtigt somit den Hohlraum zwischen den Flocken in der Packung. Man erhält<br />
für die externe Porosität:<br />
V f<br />
ε ex = 1−<br />
, (3.4)<br />
V<br />
In Gl. (3.4) stellt Vf das Gesamtvolumen aller Flocken dar. Die Gesamtporosität eines geflockten<br />
Filterkuchens ε lässt sich dann mit Rücksicht auf die Flockenporosität εf berechnen<br />
(siehe Abschnitt 3.6.3).<br />
Aus dem Verhältnis <strong>des</strong> Flüssigkeitsvolumens VL zum Porenvolumen Vp bekommt man den<br />
so genannten Sättigungsgrad der Partikelpackung S (siehe Gl. 3.5). Die ausgepressten Filterkuchen<br />
sind in der Regel flüssigkeitsgesättigt, d.h. die Poren sind komplett mit Fluid ausgefüllt.<br />
Der Sättigungsgrad S beträgt in diesem Fall 1.<br />
V<br />
L<br />
S = (3.5)<br />
V p<br />
Der Feststoffmasseanteil <strong>des</strong> Filterkuchens μs (Verhältnis der Feststoffmasse ms zur Gesamt-<br />
masse m in der ausgepressten Partikelpackung) wird oft als Trockensubstanzgehalt (TS) bezeichnet<br />
und kann über die Packungsdichte berechnet werden:
ms<br />
ρ s ⋅ε<br />
s<br />
μ s = =<br />
(3.6)<br />
ms<br />
+ mL<br />
ρ s ⋅ε<br />
s + ρ L ⋅ ( 1−<br />
ε s )<br />
Als charakteristisches Maß für die Durchlässigkeit einer Partikelpackung beim Durchströmen<br />
mit Flüssigkeit wird die Permeabilität benutzt. Die Permeabilität ist für zylindrische Poren<br />
nach CARMAN-KOZENY [40] wie folgt zu berechnen:<br />
3<br />
( 1−εs) 1<br />
k =<br />
ε K A<br />
2 2<br />
s CK sV ,<br />
KCK Carman-Kozeny-Konstante<br />
dh<br />
2<br />
dh<br />
= ( 1−ε<br />
s )<br />
(3.7)<br />
16K<br />
CK<br />
mittlerer hydraulischer Durchmesser<br />
As,V volumenspezifische Oberfläche, As,V = As / Vs<br />
Die CARMAN-KOZENY-Konstante ist dabei von der Partikelgröße und -form sowie von der<br />
Porengröße und –form und von der spezifischen Oberfläche abhängig. Für Kugeln wird sie<br />
häufig mit KCK = 5 angenommen. Die Gl. (3.7) kann nur dann verwendet werden, wenn gesicherte<br />
Durchströmungsmessungen für die Partikelpackung vorliegen. Der mittlere hydraulische<br />
Durchmesser dh lässt sich aus Gl. (3.7) direkt berechnen, wenn die Permeabilität und die<br />
CARMAN-KOZENY-Konstante bekannt sind:<br />
d<br />
h<br />
⎛16K<br />
CK ⋅ k ⎞<br />
=<br />
⎜<br />
1 ⎟<br />
⎝ − ε s ⎠<br />
1/<br />
2<br />
19<br />
(3.8)<br />
Der Durchströmungswiderstand <strong>des</strong> Filterkuchens α wird als Filterkuchenwiderstand bezeichnet<br />
und kann mit Kenntnis der Feststoffdichte ρs aus der Permeabilität k und der<br />
Packungsdichte εs ermittelt werden [6]:<br />
1<br />
α =<br />
k ⋅ε<br />
⋅ ρ<br />
s<br />
s<br />
(3.9)<br />
Die Permeabilitäts- bzw. die Filterkuchenwiderstandswerte einer ausgepressten Packung bestimmen<br />
die Filtrierbarkeit <strong>des</strong> entsprechenden Partikelsystems, siehe Tabelle 3.1:<br />
Tabelle 3.1: Beurteilung der Filtrierbarkeit von Partikelsystemen in Abhängigkeit von der<br />
Permeabilität und dem Durchströmungswiderstand der ausgepressten Packung [6]<br />
Filtrierbarkeit<br />
Permeabilität<br />
k in m 2<br />
Filterkuchenwiderstand<br />
α in m / kg<br />
Beispiel<br />
sehr gut >10 -12 < 2 . 10 9 Sandbett<br />
gut 10 -12 ... 10 -13 2 . 10 9 ... 2 . 10 10 Filterhilfsmittel<br />
mäßig 10 -13 ... 10 -14 2 . 10 10 ... 2 . 10 11 Tone<br />
schlecht 2 . 10 11 Gelatine
In einer stabilen Suspension der Feststoffvolumenkonzentration φs < εs,0, in welcher die Parti-<br />
kelabstände in Größenordnung <strong>des</strong> Partikeldurchmessers liegen, wird der durch den Presskolben<br />
eingeleitete Gesamtdruck p vollständig von der Flüssigkeit getragen (p = pL). Die Partikel<br />
übertragen keine Spannungen untereinander, da es kaum zur Kontaktausbildung kommt. Im<br />
Gegensatz dazu übertragen die Partikel an ihren Kontaktstellen in einem verdichteten, flüs-<br />
sigkeitsgesättigten Filterkuchen der Packungsdichte εs > εs,0 die so genannten „effektive“<br />
Spannungen untereinander [41]. In den Porenräumen wirkt der Porenwasserdruck pL und an<br />
den Partikelkontaktstellen der Feststoffdruck ps. Unter der Voraussetzung, dass die Suspension<br />
nur in vertikaler Richtung beaufschlagt wird, setzt sich der Gesamtdruck p aus dem Porenwasserdruck<br />
pL und dem vertikalen Partikeldruck ps,v zusammen, p = pL + ps,v.<br />
Eine stabile dünne Suspension verhält sich wie Flüssigkeit, d.h. die Suspension übt in allen<br />
Raumrichtungen denselben Druck aus. Deswegen beträgt bei solchen Suspensionen das Horizontallastverhältnis<br />
λ = ph / pv, definiert als Verhältnis von der Horizontalspannungs- zur Vertikalspannungskomponente<br />
[42], eins (λ = λL = 1). Im Gegensatz dazu liegt das Horizontallastverhältnis<br />
λs in einer verdichteten aber immer noch flüssigkeitsgesättigten Partikelpackung<br />
zwischen 0 und 1, siehe Abbildung 3.2. Bei ansonsten konstanten Druck p = const (dp = 0)<br />
wird bei der Druckentwässerung die Vertikallast zunehmend auf die Partikel übertragen, d.h<br />
dp = 0 = dps + dpL bzw. dps = - dpL. Die erzeugte Packung zeigt jedoch im flüssigkeitsgesättigten<br />
Zustand ein anisotropes mechanisches Verhalten ph < pv, wie es auch bei Böden<br />
oder Schüttungen bekannt ist.<br />
Feststoffvolumenkonzentration<br />
φs < εs,0 Paste<br />
ε s > ε s,0<br />
ε s,0<br />
Packungsdichte<br />
V&<br />
l<br />
Abb. 3.2: Druckausbreitung während der Pressfiltration in der Suspension und im Filterkuchen<br />
p<br />
Suspension<br />
p = p L,V = p L,h<br />
Filterkuchen<br />
ps<br />
0 < λs<br />
=<br />
p<br />
, h<br />
<<br />
s,<br />
v<br />
20<br />
1
Der Einsatz von Elektrolyten und Flockungsmitteln in einer fest-flüssig Dispersion kann den<br />
<strong>Filtrations</strong>verlauf sowie die mechanischen Eigenschaften <strong>des</strong> ausgepressten Filterkuchens<br />
entscheidend beeinflussen. Wenn eine Suspension durch Elektrolyt- bzw. Flockungsmittelzugabe<br />
<strong>des</strong>tabilisiert wird, entstehen Agglomerate bzw. Flocken, die durch Haftkräfte zusammengehalten<br />
werden. Die Mechanismen der Flockenbildung sind beispielsweise von<br />
LUCKERT [11] zusammengefasst und detailliert erläutert worden. Dabei handelt es sich um<br />
Doppelschichtkompression, elektrostatischem Flockungsmechanismus oder Brückenbildung.<br />
Die physikalische Erklärung aller diesen Mechanismen beruht auf der DLVO-Theorie, welche<br />
im Folgenden beschrieben werden soll.<br />
3.2 Beschreibung der DLVO-Theorie<br />
Die Grenzflächenkräfte zwischen den suspendierten Partikeln können eine entscheidende Rolle<br />
beim Trennverhalten einer ultrafeinen Suspension spielen. Als ultrafein werden Partikeln<br />
mit Durchmessern von 1 nm bis 10 μm bezeichnet. Diese Kräfte sind Resultat der Wechselwirkung<br />
zwischen der Van-der-Waals-Anziehung und der elektrostatischen Abstoßung. Einen<br />
Überblick über den Einfluss der Grenzflächenkräfte auf die wichtigsten Prozesse der mechanischen<br />
Flüssigkeitsabtrennung wie Filtration, Waschen und Entfeuchten gibt GÖSELE [43,<br />
44]. Bei seiner Betrachtungen geht der Autor von der DLVO-Theorie aus [45, 46].<br />
Die physikalische Erklärung der DLVO (Derjaguin, Landau, Overbeek, Verwey)-Theorie<br />
erfordert zunächst die Betrachtung von in elektrolytfreiem Wasser dispergierten Partikeln,<br />
welche an der Oberfläche dissoziationsfähige Gruppen besitzen [47]. Häufig gehen die Kationen<br />
an den Partikeloberflächen in die Lösung, so dass die anionischen Gruppen übrig bleiben.<br />
Daraus resultiert eine negative Oberflächenladung. In dem umgebenden Wasser befinden sich<br />
die dazugehörigen Kationen, die das Partikel als eine „Wolke“ aus Gegenionen umgeben<br />
(Abb. 3.3). Diese Kationen sind wiederum von einer Schicht orientierter Wassermoleküle<br />
(sog. Hydratschicht) umgeben. Diese Gegenionen bilden die so genannte diffuse Schicht, welche<br />
die negative Oberflächenladung kompensiert, so dass das Partikel nach außen neutral ist.<br />
Die hydratisierten Kationen, die sich unmittelbar an der Oberfläche <strong>des</strong> dispergierten Partikels<br />
befinden, bilden die Sternschicht. Sie haben eine gleichmäßige räumliche Verteilung. Der<br />
Potentialabfall in dieser Schicht verläuft <strong>des</strong>halb linear. In der diffusen Schicht nimmt die<br />
Ionenkonzentration mit wachsendem Abstand vom Partikel exponentiell ab.<br />
Das Potential direkt an der Partikeloberfläche bezeichnet man als Nernst-Potential (ψ0). Das<br />
Potential an der Grenze zwischen der Sternschicht und der diffusen Schicht wird Sternpotential<br />
(ψs) genannt. Da die diffuse Schicht aus nicht fixierten, beweglichen Ionen besteht, wird<br />
bei der Bewegung im elektrischen Feld aufgrund von Reibungskräften ein Teil der diffusen<br />
schicht ständig abgestreift. Die Reibungskraft wächst proportional zum Partikeldurchmesser,<br />
21
zur Partikelgeschwindigkeit und zur Viskosität der Flüssigkeit. Das Potential, welches an der<br />
Scherebene zur diffusen Schicht entsteht, nennt man Zeta-Potential (Zp). Es kann durch die<br />
Methode der Elektrophorese gemessen und für praktische Zwecke anstatt <strong>des</strong> Stern-Potentials<br />
verwendet werden, da die diffuse Schicht fast völlig abgestreift wird. Der Aufbau der diffusen<br />
Doppelschicht und die Potentialverläufe in den einzelnen Schichten sind in Abb. 3.3 dargestellt.<br />
Zeta - Potential<br />
+<br />
+<br />
+<br />
+<br />
+<br />
Nernst-Potential<br />
Stern. Potential<br />
negativ<br />
geladenes<br />
Teilchen<br />
Sternschicht<br />
Scherebene<br />
δ<br />
Diffuse Schicht<br />
Abb. 3.3: Doppelschichtmodell nach der DLVO- Theorie [48]<br />
+<br />
+<br />
+<br />
+ _<br />
+ _<br />
+<br />
_<br />
+<br />
+<br />
Das gemessene Zeta-Potential stellt ein indirektes Maß für das Nernst-Potential dar (Zp~ ψ0)<br />
und dient als Maß für die Stabilität einer Suspension (siehe Tabelle 3.2). Die Suspensionen<br />
werden als stabil bezeichnet, wenn sich die Partikelgrößenverteilung innerhalb der vorgesehenen<br />
Lagerzeit nicht oder nur geringfügig ändert.<br />
Tabelle 3.2: Stabilität einer Suspension in Abhängigkeit vom Zeta-Potential [47]<br />
Stabilität Zetapotential Zp in mV<br />
Starke Agglomeration, instabile Suspension 0 bis 5<br />
Beginnende Stabilität, geringe Agglomeration 10 bis 30<br />
Mittlere Stabilität, keine Agglomeration 31 bis 40<br />
+<br />
_ _<br />
_<br />
+<br />
+<br />
Gute bis sehr gute Stabilität 41 bis 60<br />
Hervorragende Stabilität > 60<br />
+<br />
+<br />
_<br />
+<br />
+<br />
+<br />
_<br />
+<br />
+<br />
_<br />
+<br />
ψ 0<br />
ψ S<br />
+<br />
_+<br />
_<br />
_ +<br />
_ +<br />
Z P<br />
ψ 0 /e<br />
+<br />
+<br />
+<br />
Abstand<br />
22
Obwohl verschiedene Berechnungsformeln für das Zeta-Potential in Abhängigkeit der Elektrolytenkonzentration<br />
im Dispersionsmedium, der Art der aufgelösten Elektrolyte und der Partikelgröße<br />
vorhanden sind, kann Zp vereinfachend in vielen Fällen mit Hilfe der Formel von<br />
Helmholtz-Smoluchowski berechnet werden:<br />
Z p<br />
= v /( η ⋅ε<br />
⋅ E)<br />
(3.10)<br />
In Gl. (3.10) ist v die Partikelgeschwindigkeit, η die Viskosität <strong>des</strong> Dispersionsmediums, ε die<br />
Dielektrizitätskonstante (nicht zu verwechseln mit der Porosität ε) und E die elektrische Feldstärke.<br />
Die Dicke der diffusen Schicht δ wird mit demjenigen Abstand von der Partikeloberfläche<br />
1<br />
definiert, in dem das Sternpotential ψs auf ⋅ Ψ0<br />
abfällt. Dieser Wert entspricht ca. 37% dem<br />
e<br />
Wert <strong>des</strong> Anfangspotentials ψ0 [49]. Man kann δ mit Hilfe <strong>des</strong> Debye-Hückel Parameters κ<br />
ermitteln:<br />
δ = 1 / κ (3.11)<br />
Der Debye-Hückel Parameter κ ist wie folgt zu berechnen [45, 46]:<br />
2<br />
2 ⋅ N A ⋅ e ⋅ I<br />
κ =<br />
(3.12)<br />
ε ⋅ε<br />
⋅ K ⋅T<br />
0<br />
B<br />
NA– Avogadro-Konstante, NA = 6,022·10 23 mol -1<br />
−19<br />
e – Elementarladung, e = 1,<br />
6022 ⋅10<br />
As<br />
I – Ionenstärke in mol / m 3<br />
ε – Dielektrizitätszahl, εwasser = 78<br />
−12<br />
As<br />
ε0 – Elektrische Feldkonstante, ε 0 = 8,<br />
8542 ⋅10<br />
in<br />
Vm<br />
−23<br />
KB– Bolzmannkonstante, = 1,<br />
3807 ⋅10<br />
T – absolute Temperatur in K<br />
K B<br />
in JK -1<br />
Weiterhin ist die mittlere Ionenstärke nach Gl. (3.13) berechenbar:<br />
2<br />
I = 1 / 2∑<br />
zi<br />
⋅ ci<br />
(3.13)<br />
i<br />
In Gl. (3.13) stellen zi die Wertigkeiten und ci die molaren Konzentrationen der sich in der<br />
Suspension befindlichen Ionen dar.<br />
23
Wenn man durch Elektrolytenzugabe die Ionenkonzentration erhöht, wird der Debye-Hückel<br />
Parameter κ größer und die Dicke der diffusen Schicht δ kleiner. Das Potentialniveau der<br />
Energiebarriere der resultierenden Wechselwirkungskurve zwischen zwei benachbarten Partikeln<br />
fällt somit ab und die Suspension wird instabiler, d.h. die Partikel können leichter diese<br />
Barriere überwinden. Die stabilisierende Abstoßungskraft wird durch die kinetische Energie<br />
der Partikel K·T überwunden. Die Van-der-Waals-Anziehung wird dominant und es kommt<br />
zur Agglomeratbildung. Die Abbildung 3.4 zeigt, wie eine elektrolytreiche Suspension durch<br />
den Abfall <strong>des</strong> Potentialniveaus physikalisch instabiler wird im Vergleich zur elektrolytarmen<br />
Suspension.<br />
elektrostatisches Potential<br />
Ψ 0<br />
+ Ψ<br />
Ψ 0 / e<br />
−Ψ<br />
0<br />
δ 1<br />
G esam tpotential<br />
elektrolytreiche Suspension<br />
elektrolytarme Suspension<br />
Partikelabstand a<br />
Abb. 3.4: Potentialverlauf als Funktion <strong>des</strong> Abstan<strong>des</strong> von der Partikeloberfläche [1]<br />
δ 2<br />
Dicke der diffusen Schicht δ<br />
Die Stabilität einer Suspension hängt von der stabilisierenden Wirkung der elektrostatischen<br />
Abstoßungsenergie ER und der <strong>des</strong>tabilisierenden Wirkung der Van-der-Waals-Anziehungsenergie<br />
EA ab. Die resultierende Gesamtwechselwirkungsenergie ET lässt sich entsprechend<br />
der DLVO-Theorie als Funktion <strong>des</strong> Abstan<strong>des</strong> a zwischen zwei benachbarten Partikeln nach<br />
Gl. (3.14) berechnen [3, 45, 46].<br />
ET(a) = ER(a) + EA(a) (3.14)<br />
Bei Partikelannäherung überwiegt zuerst die Abstoßung, dann bei geringerem Abstand die<br />
Anziehung (Abb. 3.5). Wenn nicht äußere Presskräfte zur Drainage angewandt werden, ist die<br />
maximale Annäherung begrenzt, z.B. durch die Rauhigkeit der Partikeloberflächen oder durch<br />
die vorhandenen Adsorptionsschichten. Besonders in den verdünnten Suspensionen sind die<br />
Teilchen stets von einer Schicht adsorbierter Ionen oder Flüssigkeitsmoleküle umgeben.<br />
24
Wechselwirkungspotential<br />
Abb.3.5: Anziehung und Abstoßung zwischen zwei suspendierten Partikeln, dargestellt durch<br />
das Wechselwirkungspotential als Funktion <strong>des</strong> Abstan<strong>des</strong> zwischen den Partikeln a<br />
Die Van-der-Waals-Anziehung wird durch die zeitliche Unsymmetrie der Ladungsverteilung,<br />
d.h. durch die Fluktuationen der Elektronen in einem neutralen Atom oder Molekül, verursacht.<br />
Diese wirkt nicht nur im Inneren <strong>des</strong> Körpers, sondern auch über eine geringe Strecke<br />
über die Feststoffoberfläche hinaus. Die Anziehungsenergie zwischen zwei Grenzflächen mit<br />
geringem Oberflächenabstand a gegenüber dem Radius r kann wie folgt berechnet werden:<br />
E<br />
A<br />
0<br />
2r<br />
Primäres<br />
Minimum<br />
Asls<br />
⋅ r<br />
( a)<br />
= −<br />
(3.15)<br />
12 ⋅ a<br />
Die maßgebliche Größe zur Berechnung der Van-der-Waals-Energie ist die Hamaker-<br />
Konstante Asls. Sie ist vom konkreten Partikelsystem abhängig und lässt sich meistens nur<br />
größenordnungsmäßig bestimmen. Für zwei suspendierte Partikel gilt näherungsweise:<br />
A A −<br />
A<br />
E R<br />
E T,max<br />
Sekundäres<br />
Minimum<br />
E A<br />
2<br />
sls = ( ss ll )<br />
(3.16)<br />
−20<br />
Für Wasser beträgt die Hamaker-Konstante A ≈ 1,<br />
6 ⋅10<br />
J. Für Kalkstein gilt<br />
E T<br />
ll<br />
Elektrostatische<br />
Abstoßung~ e -a<br />
Van-der-Waals-<br />
Anziehung<br />
Abstand a<br />
25<br />
−19<br />
Ass = 1⋅10<br />
J.<br />
−20<br />
Nach Gl. (3.16) führt das zu einer resultierenden Hamaker-Konstante von 3,<br />
6 ⋅10 J und somit<br />
zu einer Verringerung der Van-der-Waals-Energie zwischen zwei Kalksteinpartikeln, die<br />
von Flüssigkeit getrennt sind, auf ca. 64%.<br />
~<br />
1/a<br />
a
Die elektrostatische Abstoßung beruht auf die gegenseitige Wechselwirkung gleichartig geladener<br />
Teilchen. Die Wirkung der Abstoßungskräfte gegenüber den Anziehungskräften ist die<br />
Ursache dafür, dass es nicht sofort zur Agglomeration der Partikel kommt. Die stabilisierende<br />
abstoßende Wechselwirkungsenergie zwischen zwei suspendierten Partikeln lässt sich wie<br />
folgt berechnen:<br />
E<br />
a<br />
64 ⋅π<br />
⋅ r ⋅ c ⋅ N<br />
=<br />
κ<br />
A<br />
R ( )<br />
2<br />
⋅ Γ<br />
2<br />
⋅ K<br />
B<br />
⋅T<br />
exp<br />
−κ⋅a<br />
Das Zeta-Potential Zp wird zur Berechnung <strong>des</strong> Parameters Γ in Gl. (3.18) benötigt:<br />
26<br />
(3.17)<br />
⎛ z ⋅ e ⋅ Z p ⎞<br />
Γ = tanh<br />
⎜<br />
⎟<br />
(3.18)<br />
⎝ 4 ⋅ K B ⋅T<br />
⎠<br />
Zusammenfassend ergibt sich für die resultierende Wechselwirkungsenergie der folgende<br />
Ausdruck [45, 46]:<br />
E<br />
a<br />
E<br />
a<br />
E<br />
a<br />
A ⋅ r<br />
12 ⋅ a<br />
64 ⋅π<br />
⋅ r ⋅ c ⋅ N<br />
sls<br />
A<br />
T ( ) = A ( ) + R ( ) = − +<br />
2<br />
κ<br />
⋅ Γ<br />
2<br />
⋅ K<br />
B<br />
⋅T<br />
⋅ exp<br />
−κ⋅a<br />
(3.19)<br />
dET ( a)<br />
Die resultierende Wechselwirkungskraft FT(a) lässt sich durch die Ableitung −<br />
da<br />
ermitteln. Das negative Vorzeichen dient dazu, die Konvention, (-)-Vorzeichen für die Anziehung<br />
und (+)-Vorzeichen für die Abstoßung, beizubehalten:<br />
dET<br />
( a)<br />
Asls<br />
⋅ r<br />
FT<br />
( a)<br />
= − = −<br />
da 12 ⋅ a<br />
64 ⋅π<br />
⋅ r ⋅ c ⋅ N ⋅ Γ<br />
κ<br />
⋅ K<br />
⋅T<br />
2<br />
+ 2<br />
A<br />
B<br />
−κ⋅a<br />
⋅ exp<br />
(3.20)<br />
In der Tabelle 3.3 sind Ergebnisse von einigen Beispielsrechnungen mit Hilfe der Gleichungen<br />
(3.19) und (3.20) für Kalkstein (dp = 1,2 μm) zusammengefasst. Die entsprechenden<br />
Energie- und Kraftwerte ergeben sich dabei aus den folgenden Berechnungsparametern: für<br />
die elektrolytfreie Kalksteinsuspension, c=5,8·10 -2 mol/m 3 (Löslichkeitskonstante von CaCO3<br />
beträgt 3,36·10 -9 mol 2 /l 2 ), T=298 K, κ=5,02·10 7 m -1 , Zp=40·10 -3 V, Γ=0,652, für die Suspension<br />
aus einer einmolaren NaCl-Lösung und Kalkstein, c=1·10 3 mol/m 3 , T=298 K, κ=3,29·10 9<br />
m -1 , Zp=5,5·10 -3 V, Γ=0,054. Die Masse von einem Einzelpartikel <strong>des</strong> Durchmessers dp= 1,2<br />
μm lässt sich unter Berücksichtigung der Feststoffdichte von Kalkstein (ρs=2782 kg/m 3 ) zu<br />
mp = 2,52·10 -12 g berechnen. Der Einsatz von Natriumchlorid in einer einmolaren Konzentration<br />
führt dazu, dass die Anziehung zwischen den Kalksteinpartikeln gegenüber der Abstoßung<br />
überwiegt. Die vollständigen Potentialkurven sind im Abschnitt 6.2.7.1 dargestellt.
Tabelle 3.3: Wechselwirkungsenergie- und kraft zwischen benachbarten Kalksteinpartikeln in<br />
einer Suspension in Abhängigkeit vom interpartikulären Abstand und Dispersionsmedium<br />
Wechselwirkungs- Interpartikulärer Abstand Interpartikulärer Abstand<br />
Energie- bzw.<br />
a = 5 nm<br />
a = 10 nm<br />
kraft Elektrolytfreie Einmolare Elektrolytfreie Einmolare<br />
Suspension NaCl-Lösung Suspension NaCl-Lösung<br />
Wechselwirkungsenergie<br />
ET(a) in 10 -18 in J<br />
1,9 -0,36 1,6 -0,18<br />
Massenbezogene Wechselwirkungsenergie<br />
ET(a)/mp in μJ/g<br />
0,77 -0,15 0,64 -0,07<br />
Wechselwirkungskraft<br />
FT(a) in nN<br />
0,04 -0,07 0,07 -0,02<br />
3.3 Fließverhalten von fest-flüssigen Partikelsystemen<br />
In diesem Kapitel werden die Grundlagen <strong>des</strong> Fließverhaltens von Suspensionen, Pasten und<br />
ausgepressten flüssigkeitsgesättigten Partikelpackungen dargelegt. Diese Packungszustände<br />
treten während der Druckfiltration auf (siehe Abbildungen 3.1 und 3.2) und sind <strong>des</strong>wegen für<br />
die vorliegende Arbeit von großer Bedeutung. Für eine bessere Veranschaulichung und Einführung<br />
in die zu behandelnde Problematik ist in Abbildung 3.6 die physikalisch begründete<br />
Modellvorstellung von TOMAS [49] in Bezug auf die Änderung <strong>des</strong> Materialverhaltens beim<br />
Übergang vom Fließen einer konzentrierten Suspension über das hochviskose Fließen einer<br />
Paste bis zum reibungsbehafteten Fließen (Coulombreibung) einer drainierten, komprimierten<br />
und flüssigkeitsgesättigten Partikelpackung schematisch dargestellt.<br />
SuspensionsundPartikelströmung<br />
Fließfunktion<br />
Würfelzellenpackungsmodell<br />
ϕ s a<br />
ε<br />
= (1+ )<br />
s,0 d<br />
-3<br />
PartikelabstandPartikelvolumenanteil<br />
Partikelreibung<br />
y<br />
τ<br />
x<br />
τ<br />
Suspension Paste,<br />
Partikelpackung,<br />
verdünnt konzentriert flüssigkeitsgesättigt drainiert<br />
τ<br />
ux τ<br />
σ<br />
τ<br />
σ<br />
τ<br />
dy<br />
dy ux dy<br />
Schergeschw.grad. γ .<br />
d<br />
a<br />
d<br />
a<br />
a<br />
> 1 0 <<br />
d<br />
< 0,2<br />
ϕ ss < 0,066<br />
ϕ i = 0<br />
d<br />
. dux γ =<br />
dy<br />
a<br />
τ<br />
τ<br />
τ<br />
d<br />
a<br />
τ ≠ f (σ)<br />
d<br />
γ .<br />
d<br />
a<br />
τ<br />
τ<br />
τ<br />
a<br />
d<br />
d<br />
= 0<br />
0,3 < ϕs < π/6 εs,0 = π/6<br />
Porensättigungsgrad S = 1<br />
εs > π/6 S = 1<br />
ϕi = 0<br />
ϕi ≥ 0<br />
ϕi > 30°<br />
σ<br />
a<br />
d<br />
γ .<br />
Kontakt<br />
v x<br />
u x<br />
a<br />
τ<br />
τ<br />
τ<br />
.<br />
τ ≈ f ( γ)<br />
Normalspannung σ<br />
a<br />
-0,01 <<br />
d<br />
σ<br />
a<br />
< 0<br />
v x<br />
a<br />
τ<br />
Kontaktabplattung<br />
Abb. 3.6: Das Fließen einer Partikelsuspension sowie einer komprimierten und drainieren<br />
Partikelpackung [49]<br />
27
Bei der Betrachtung <strong>des</strong> Fließverhaltens von ultrafeinen fest-flüssig Dispersionen ist es<br />
zweckmäßig, die Abhängigkeit der Partikelkonzentration von den Abstandsverhältnissen monodisperser,<br />
kugelförmiger Partikeln durch ein einfaches Zellenmodell zu quantifizieren<br />
(siehe Abb. 3.6). Suspensionen, Pasten und flüssigkeitsgesättigte drainierte Partikelpackungen<br />
weisen unterschiedliches Fliesverhalten auf, d.h. der Funktionsverlauf τ = f ( σ , & γ ) wird entscheidend<br />
von der Partikelkonzentration, bzw. von der Partikelreibung beeinflusst. Dies ist in<br />
der Abbildung 3.6 in allgemeiner Form dargestellt und soll nun in den Kapiteln 3.3.1 ff. näher<br />
erläutert werden.<br />
3.3.1 Fließverhalten von dünnen und konzentrierten Suspensionen<br />
Es gibt eine Vielzahl von Faktoren, welche das Fließverhalten von Suspensionen beeinflussen.<br />
Dazu zählen die Konzentration der Feststoffphase bzw. die interpartikulären Abstände,<br />
die Partikelgröße- und form, die Viskosität der reinen Flüssigkeit, die Grenzflächenphänomene<br />
gemäß der DLVO-Theorie, die Normal- und Schubspannung und die Schergeschwindigkeit.<br />
Das Suspensionsfließverhalten kann mit dem allgemein akzeptierten HERSCHEL-<br />
BULKLEY-Gesetz [235] beschrieben werden:<br />
τ &<br />
n<br />
= τ 0 + ηs<br />
⋅γ<br />
(3.21)<br />
In Gl. (3.21) ist τ0 die Fließgrenze der Suspension bei der vorgegebenen Normalspannung σ<br />
und Schergradientγ& = 0. τ0 ist als Min<strong>des</strong>tscherspannung zu betrachten, welche aufgebracht<br />
werden muss, damit die Suspension zu fließen beginnt. Unterhalb der Fließgrenze verhalten<br />
sich die Suspensionen wie elastische Festkörper [50]. Der zweite Term in Gl. (3.21) berücksichtigt<br />
durch den Schergradienten γ& die Schergeschwindigkeitsabhängigkeit der Schubspannung<br />
τ. ηs ist dabei die Viskosität der Suspension und n ein rheologischer Exponent.<br />
Bei relativ dünnen Suspensionen ist der Feststoffvolumenanteil φs kleiner als 10% [49]. Die<br />
Partikelabstände verhindern merkliche Wechselwirkungen zwischen den Partikeln. Somit ist<br />
der Einfluss der Coulombreibung auf den Schubspannungsverlauf nicht signifikant und kann<br />
vernachlässigt werden. Bei verdünnten Suspensionen werden keine Partikeldrücke übertragen.<br />
Deswegen sind die Schubspannungen vom Normaldruck unabhängig. Solche fest-flüssig Systeme<br />
besitzen <strong>des</strong>halb keine Fließgrenze (τ0 = 0). Im Gegensatz zu den dünnen Suspensionen<br />
besitzen konzentrierte Suspensionen einen wesentlich höheren Feststoffgehalt (z.B.<br />
0,3
Abb. 3.5. Die Fließgrenze selbst ist zumin<strong>des</strong>t teilweise von der Normalspannung σ abhängig.<br />
Deswegen besitzen solche Suspensionen nach Ansicht von TOMAS [51] in Analogie zur<br />
Schüttgutmechanik eine Kohäsion τc, bzw. eine Zugfestigkeit σz und werden durch einen geringen<br />
inneren Reibungswinkel φi als Maß für die interpartikuläre Reibung charakterisiert.<br />
Beim langsamen Fließen lässt sich dann die Fließgrenze wie folgt angeben [51]:<br />
τ = tanϕ<br />
( σ + σ )<br />
(3.22)<br />
0 i Z<br />
Newtonsche (τ0 = 0, n = 1) sowie Bingham Suspensionen (τ0 > 0, n = 1) zeichnen sich durch<br />
ein lineares Fließverhalten bzw. durch konstante, vom Schergradienten unabhängige Viskositäten<br />
aus ( η = τ / & γ ), siehe Abb. 3.7. Solches Materialverhalten ist in der Realität eher selten<br />
s<br />
vorhanden. Besonders hochkonzentrierte fest-flüssig Systeme weisen meistens strukturviskoses<br />
(0 < n < 1) oder dilatantes Fließverhalten auf (n > 1) auf. Die Viskositäten von solchen<br />
Suspensionen hängen vom Schergradienten ab und werden in der Literatur als „scheinbare“<br />
*<br />
Viskosität bezeichnet ( η si = τ & i / γ i ), Abbildung 3.7:<br />
dilatant, n > 1<br />
n<br />
τ = τ η &<br />
0 + s ⋅γ<br />
strukturviskos, n < 1<br />
Scherspannung τ<br />
τ2<br />
τ1<br />
τ = η &<br />
η<br />
*<br />
s 1<br />
n<br />
s ⋅γ<br />
τ 1<br />
=<br />
& γ<br />
1<br />
η<br />
*<br />
s 2<br />
τ 2<br />
=<br />
& γ<br />
γ& 1<br />
γ& 2<br />
2<br />
Schergradient γ&<br />
linear, viskoplastisch,<br />
n = 1<br />
Fließgrenze τ0<br />
dilatant, n > 1<br />
strukturviskos, n < 1<br />
linear viskos, n = 1<br />
Abb. 3.7: Rheologische Modelle zur Beschreibung <strong>des</strong> Fließverhaltens von Suspensionen mit<br />
und ohne Fließgrenze<br />
*<br />
Die Bestimmung der scheinbaren Viskositäten η si = ( τ i −τ<br />
) / & 0 γ i erfordert die Kenntnis <strong>des</strong><br />
Funktionsverlaufs τ (γ&<br />
) . In der Literatur ist eine Vielzahl von empirischen Formeln zu finden,<br />
welche eine Vorausberechnung der Suspensionsviskosität ηs direkt aus der Feststoffvolumenkonzentration<br />
φs und der Viskosität <strong>des</strong> Dispersionsmediums η erlauben. Einige von diesen<br />
Gleichungen sind in der Tabelle 3.4 wiedergegeben.<br />
29
Tabelle 3.4: Gleichungstypen zur Vorausberechnung der Suspensionsviskosität [58]<br />
Autor Suspensionsviskosität ηs Maximale Feststoffvo- Intrinsische Viskosilumenkonzentrationtät<br />
ηin *<br />
EINSTEIN [52] η ⋅ ( + 2,<br />
5⋅<br />
ϕ )<br />
MOONY [53]<br />
EILERS [52]<br />
THOMAS AND<br />
MUTHUKUMAR<br />
[54]<br />
METZNER [55]<br />
LEIGHTON<br />
AND ACRIVOS<br />
[56]<br />
BARNES<br />
[57]<br />
s<br />
φs,max<br />
1 < 0,02<br />
⎛<br />
⎜<br />
2,<br />
5⋅<br />
ϕ s<br />
η ⋅ exp<br />
⎜<br />
⎝1<br />
− ϕ s / ϕ s,<br />
⎛ k ⋅ϕ<br />
⎜<br />
s<br />
η ⋅<br />
⎜<br />
1+<br />
⎝ 1−<br />
ϕ s / ϕ<br />
max<br />
s,<br />
max<br />
⎞<br />
⎟<br />
⎠<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
η ⋅ ( 1+<br />
2,<br />
5 ⋅ϕ<br />
s + 10,<br />
05 ⋅ϕ<br />
s +<br />
0,<br />
00273⋅<br />
exp( 16,<br />
6 ⋅ϕ<br />
))<br />
s<br />
2<br />
0,52 – 0,74<br />
0,35 – 0,84<br />
−2<br />
η ⋅ ( 1−<br />
ϕ s / ϕ s,<br />
max )<br />
0,68<br />
⎛ 0,<br />
5⋅η<br />
⎜<br />
in ⋅ϕ<br />
s<br />
η ⋅<br />
⎜<br />
1+<br />
⎝ 1−<br />
ϕ s / ϕ<br />
η ⋅ ( 1−<br />
ϕ s / ϕ s,<br />
max )<br />
s,<br />
max<br />
η<br />
ϕ<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
− in ⋅ s , max<br />
0,58 3,0<br />
2,71-3,13<br />
* Die intrinsische Viskosität ηin wird auch als Grenzviskosität oder Staudinger-Index bezeich-<br />
η sp<br />
net. Sie wird berechnet mit lim = limη<br />
red = ηin<br />
. Dabei ist cs die Feststoffkonzentration in<br />
c c<br />
s →0<br />
c s →0<br />
& γ →0<br />
s<br />
& γ →0<br />
der Suspension in kg/m 3 . Die spezifische Viskosität ηsp wird durch den Quotienten (ηs – η)/η<br />
definiert. Das Verhältnis ηsp/cs stellt die so genannte reduzierte Viskosität ηred dar. Für eine<br />
stark verdünnte Suspension aus Newtonscher Flüssigkeit und in dieser Flüssigkeit dispergierten<br />
Feststoffpartikeln steigt die reduzierte Viskosität ηred mit Zunahme der Feststoffkonzentra-<br />
tion cs linear an. Folglich lässt sich die intrinsische Viskosität ηin bei der Auftragung von<br />
ηred = f(cs) durch Geradeapproximation der Messpunkte aus dem Ordinatenabschnitt ermitteln.<br />
Mit Ausnahme der Gleichungen von EINSTEIN [52] und THOMAS [54] besitzen die in der<br />
Tabelle 3.4 dargestellten Beziehungen drei wesentliche Nachteile. Als erstes wird mit der<br />
Einführung der maximalen Feststoffvolumenkonzentration φs,max als Modellgröße eine Dispersionsphase<br />
aus monodispersen Partikeln mit regulärer Form vorausgesetzt. Zum Beispiel<br />
beträgt φs,max eins für Packungen aus Würfeln und 0,74 für Packungen aus kugelförmigen<br />
Partikeln. Für Stoffsysteme mit unterschiedlicher Partikelform würde der reale φs,max vom<br />
modellhaft berechneten Wert stark abweichen auch wenn alle Teilchen gleich groß sind.<br />
Zweitens liefern die Gleichungen bei φs ≈ φs,max physikalisch unsinnige Werte für die Suspensionsviskosität.<br />
Und drittens ist die intrinsische Viskosität ηin nur ein theoretischer Wert, den<br />
man durch Extrapolation der reduzierten Viskosität auf unendliche Verdünnung und Scherge-<br />
30
fälle Null bekommt. Zudem ist z.B. die Gleichung von EINSTEIN, welche weder φs,max noch<br />
ηin als Modellparameter enthält, nur auf stark verdünnten Suspensionen anwendbar. Aus diesen<br />
Gründen ist die Anwendung der Gleichungen stark eingeschränkt und deren Gültigkeit<br />
muss für jeden konkreten Fall überprüft werden. Die <strong>Modellierung</strong> <strong>des</strong> Fließverhaltens erfolgt<br />
in der Regel durch Anpassung der Parameter an rheologische Messungen durch Angabe <strong>des</strong><br />
Schergradienten und der Schubspannung.<br />
Neuerlich entwickeln CHANG und LAW [58] einen neuen Ansatz zur Vorausberechnung von<br />
Viskositäten konzentrierter Suspensionen. Das Modell benutzt den problematischen Parame-<br />
ter φs,max nicht. Die Autoren erweitern zuerst die nur für fest-flüssig Systeme mit φs < 2% gül-<br />
tige EINSTEIN-Formel und erhalten als Ergebnis eine Potenzreihe, die sowohl für dünne<br />
Suspensionen als auch für Suspensionen mit höherem Feststoffinhalt angewandt werden kann:<br />
2<br />
3<br />
η η ⋅ ( 1+<br />
k ⋅ϕ<br />
+ k ⋅ϕ<br />
+ k ⋅ϕ<br />
+ ... + )<br />
(3.23)<br />
s = 1 s 2 s 3 s<br />
mit k1 = 5/2, k2 = 35/8, k3 = 105/16…<br />
Durch Anwendung eines Potenzansatzes für den höheren Konzentrationsbereich (siehe Gl.<br />
3.24) wird die in Gl. (3.23) dargestellte Beziehung erweitert. Als Ergebnis erhalten CHANG<br />
und LAW [58] analog zu Gl (3.23) ein Potenzmodell, welches für hochkonzentrierte Suspensionen<br />
mit Feststoffvolumenkonzentrationen bis zu ca. 0,65 Gültigkeit besitzt (siehe Gl. 3.25).<br />
⎡2,<br />
5 ⎛ 1 ⎞⎤<br />
η ⎢ ⎜<br />
⎟<br />
s = η ⋅ ⋅ −1<br />
⎥<br />
(3.24)<br />
υ<br />
⎢⎣<br />
υ ⎝ ( 1−<br />
ϕ s ) ⎠⎥⎦<br />
⎡ 5 ⎛ 35 5 ⎞ 2 ⎛105<br />
35 5 2 ⎞ 3 ⎤<br />
η s = η ⋅ ⎢1<br />
+ ⋅ϕ<br />
s + ⎜ + ⋅υ<br />
⎟ ⋅ϕ<br />
s + ⎜ + ⋅υ<br />
+ υ ⎟ ⋅ϕ<br />
s + ...... + ⎥<br />
(3.25)<br />
⎣ 2 ⎝ 8 4 ⎠ ⎝ 16 8 12 ⎠ ⎦<br />
In Gl. (3.25) ist υ ein empirischer Anpassungswert. Aus Gl. (3.25) bekommt man für υ = 0 die<br />
Gleichung (3.23) für dünne Suspensionen. Je größer υ ist, <strong>des</strong>to konzentrierter und viskoser<br />
ist das fest-flüssig System. CHANG und LAW [58] weisen drauf hin, dass mehrere empirische<br />
Gleichungen als Sonderfälle von Gl. (3.25), bzw. von Gl. (3.24) betrachtet werden können.<br />
Zum Beispiel ergibt sich für den Funktionsverlauf ηs(φs) bei υ = 2 die Lösung nach<br />
MOONY [53] mit φs,max = 0,74 und bei υ = 3,9 wiederum der Verlauf nach der MOONY-<br />
Gleichung, allerdings mit φs,max = 0,52. Es sind jedoch keine mathematischen Ansätze zur<br />
Berechnung von υ bekannt. Deswegen soll dieser Parameter durch Anpassung an rheologische<br />
Messungen für jeden konkreten Fall bestimmt werden. Dabei ist die Angabe <strong>des</strong> Schergradienten<br />
und der Schubspannung notwendig.<br />
31
3.3.2 Fließverhalten von drainierten flüssigkeitsgesättigten Partikelpackungen<br />
Der ausgepresste Filterkuchen stellt eine flüssigkeitsgesättigte Schüttgutpackung dar. Bei der<br />
kontinuumsmechanischen Beschreibung <strong>des</strong> zweidimensionalen Beanspruchungszustan<strong>des</strong><br />
einer Partikelpackung werden die an axialsymmetrischen Volumenelementen wirkenden<br />
Kräfte betrachtet. Die Spannungszustände werden mit Hilfe der Mohrschen Spannungskreise<br />
definiert. Unter Fließen versteht man im mikroskopischen Sinne die irreversible plastische<br />
Deformation an den Partikelkontaktstellen unter Druckeinwirkung. Das Fließverhalten wird<br />
folglich von den Partikeleigenschaften sowie von der Partikelgröße stark beeinflusst. Auf<br />
makroskopischer Ebene wird das Fließverhalten durch die Abhängigkeit der Schubspannung τ<br />
von der Normalspannung σ und von der Schergeschwindigkeit vs beschrieben. Die zum<br />
Fließen der Packung führende Schubspannung setzt sich aus einem „trockenen“ Festkörperreibungsterm<br />
in Analogie zur Schüttgutmechanik und einem schergeschwindigkeitsabhängigen<br />
viskosen Term entsprechend der Suspensionsrheologie zusammen:<br />
i<br />
n<br />
( σ + σ ) + η<br />
τ = f ( σ , & γ ) = tanϕ<br />
⋅<br />
⋅ & γ<br />
(3.26)<br />
z<br />
p<br />
In Gl. (3.26) ist φi der innere Reibungswinkel, σz die Zugfestigkeit und ηp die Viskosität der<br />
Packung (analog zur Suspensionsviskosität ηs).<br />
Das Fließverhalten von Partikelpackungen lässt sich mittels Scherversuche in Schergeräten<br />
ermitteln. Gewöhnlich werden Translations- und Ringscherzellen benutzt [49, 51, 59-61],<br />
siehe Abb. 3.8. Die Packung wird durch eine Normalkraft Fs belastet und bei konstanter<br />
Schergeschwindigkeit geschert. Der zeitliche Verlauf der Scherkraft wird somit bestimmt. Die<br />
Scherung erfolgt in einer vom Partikelsystem und von der Belastung abhängigen Scherzone.<br />
Ihre vertikale und räumliche Ausdehnung ist in der Regel unbekannt. Im Folgenden soll die<br />
Durchführung von Scherversuchen kurz erläutert werden.<br />
F S<br />
Scherfläche A<br />
Abb. 3.8: Jenike-Scherzelle zur Bestimmung der Fließeigenschaften von Schüttgütern<br />
F N<br />
32
Der Fließort wird durch die Einhüllende der einen Spannungszustand charakterisierenden<br />
Mohrkreise definiert. Diese Grenzspannungsfunktion wird mit der Linie, welche die Messpunkte<br />
aus dem Scherversuch verbindet, wiedergeben, siehe Abbildung 3.9. Im Folgenden<br />
werden anhand der Abb. 3.9 die einzelnen Versuchschritte zur Ermittlung eines Fließortes<br />
und die dazugehörigen Fließparameter detailliert erläutert.<br />
Scherkraft F s in kN<br />
Scherversuch<br />
Anscheren<br />
(stationäres Fließen)<br />
Abscheren<br />
Scherspannung τ = Fs / A<br />
in kPa<br />
σ z<br />
τ c<br />
σ 0<br />
Bestimmung eines Momentanfließortes<br />
stationärer Fließort<br />
effektiver Fließort<br />
Zeit t in s<br />
0 σc Normalspannung σ = FN / A in kPa<br />
σ1 Abb. 3.9: Durchführung von Scherversuchen zur Bestimmung von Fließorten<br />
Zu Beginn <strong>des</strong> Experiments wird die Packung bei festgelegter Vertikallast σ = / A so<br />
An<br />
FN , An<br />
lange geschert, bis in der Scherzone stationäres Fließen auftritt. Die Probe ist somit kritisch<br />
verfestigt und fließt mit konstanter Schubspannung τ = / A ohne Volumenänderung<br />
An<br />
Fs, An<br />
(ΔV = 0 bzw. Δεs = 0). Auflockerung und Verdichtung in der Packung befinden sich im dynamischen<br />
Gleichgewicht. Dieser Prozess nennt sich Anscheren. Nachfolgend wird die Normalkraft<br />
auf FN reduziert (FN< FN,An) und die für den Fließbeginn die erforderliche Scherkraft<br />
gemessen (Abscheren). Es ergibt sich dabei ein Maximum der Schubspannung. Denn die<br />
Packung stellt für das Abscheren eine überverfestigte Probe dar. Weiterhin wird wieder mit<br />
σAn angeschert um die definierten Anfangsbedingungen wiederherzustellen. Diese Prozedur<br />
ist mehrmals für unterschiedliche Abscherdrücke zu wiederholen bis eine genügende Anzahl<br />
von Messpunkten existiert. Approximiert man die Messpunkte mit einer Geraden, ergibt sich<br />
der so genannte individuelle Fließort (Momentanfließort). Durch Anlegung <strong>des</strong> größten und<br />
kleinsten Mohrschen Spannungskreise können anschließend die Fließkennwerte direkt aus<br />
dem Fließortdiagramm ermittelt werden. Die Mittelpunktsspannung σM,st beim stationären<br />
Fließen wird als Mittelwert der größten und der kleinsten Hauptnormalspannungen beim Ver-<br />
festigen σ1 und σ2 definiert. Aus dem Anstieg der Fließortgerade lässt sich der innere Reibungswinkel<br />
ϕi bestimmen. Der Tangens <strong>des</strong> Winkels ϕi wird als innerer Reibungskoeffizient<br />
μi bezeichnet und dient als mittleres Maß für das Kontaktversagen beim Gleiten. Wenn man<br />
die äußere Normallast σAn auf Null reduziert, entsteht infolge irreversibler Kontaktdeformationen<br />
und resultierender Haftkraftverstärkungen in der Packung ein Scherwiderstand τc. Diese<br />
dem Fließort zugehörige bzw. von der Vorbelastung abhängige einaxiale Scherfestigkeit wird<br />
als Kohäsion bezeichnet. Aus dem kleinsten Mohrschen Spannungskreis, der durch den<br />
ϕ st<br />
ϕ i<br />
σ 2<br />
ϕ e<br />
Momentanfließort Anscherpunkt<br />
ϕ w<br />
Wandließort<br />
33<br />
σ Μ,st = (σ 1 +σ 2 )/2
Koordinatenursprung verläuft, ergibt sich die einaxiale Druckfestigkeit σc. Das ist diejenige<br />
Normalspannung, welche aufgebracht werden soll, um die Packung mittels Druckbeanspru-<br />
chung zu zerstören. Der Zusammengang zwischen τc und σc lässt sich über den inneren Rei-<br />
bungswinkel ϕi angeben:<br />
σ<br />
1+<br />
sinϕ<br />
i<br />
c = 2 ⋅τ<br />
c<br />
(3.27)<br />
cosϕ<br />
i<br />
Das Verhältnis der größten Hauptspannung beim Verfestigen σ1 zur einaxialen Druckfestigkeit<br />
σc ist als Fließfunktion ffc bekannt. Sie wurde von JENIKE [62] eingeführt und wird als<br />
Kriterium bei der Beurteilung der Fließfähigkeit von verdichteten Partikelsystemen verwendet<br />
(siehe Tabelle 3.5):<br />
ff c<br />
σ 1<br />
= (3.28)<br />
σ<br />
c<br />
Tabelle 3.5: Beurteilung der Fließfähigkeit von verdichteten Partikelsystemen [62]<br />
Werte der Fließfunktion ffc<br />
Bewertung<br />
10 < ffc<br />
freifließend<br />
4 < ffc < 10 leichtfließend<br />
2 < ffc < 4 kohäsiv<br />
1 < ffc < 2 sehr kohäsiv<br />
ffc < 1 nicht fließend, verhärtet<br />
JENIKE [62] definiert den so genannten „effektiven“ Fließort. Das ist diejenige Gerade, die<br />
den größten Mohrschen Kreis tangiert und gleichzeitig durch den Koordinatenursprung verläuft<br />
(siehe Abb. 3.9, gestrichelte Gerade). Diese Fließgrenze hat den Anstiegswinkel ϕe, der<br />
als effektiver Reibungswinkel bezeichnet wird. Die interpartikulären Haftkräfte in kohäsiv<br />
fließenden Packungen verursachen eine Zugfestigkeit beim stationären Fließen, welche der<br />
effektive Fließort nicht berücksichtigt [49, 51]. MOLERUS [63] führt den sog. stationären<br />
Fließort ein, welcher das Fließen von kohäsiven Partikelsystemen besser beschreiben kann.<br />
Die stationäre Fließgrenze wird als Tangente aller σ1-Kreise aller Momentanfließorte wiedergeben<br />
(Abb. 3.9, schwarze Linie). Dieser stationäre Fließort wird durch den stationären inneren<br />
Reibungswinkel ϕst charakterisiert. Dieser Winkel charakterisiert das stationäre Gleichgewicht<br />
aus Kontaktannäherung, -bindung, und -versagen und Partikelablösung. Die isostatische<br />
Zugfestigkeit σ0 der unverfestigten, aufgelockerten Kontakte wird aus dem Schnittpunkt<br />
der stationären Fließortgerade mit der σ-Achse bestimmt. Sie charakterisiert die Spannung,<br />
bei der die sich berührenden Kontakte ohne nennenswerte Dehnung und makroskopische<br />
34
Volumenänderung versagen. In diesem Zustand treten keine Schubspannungen auf. Analog zu<br />
Gl. (3.26) lässt sich für das stationäre Fließen die folgende Fließortgleichung angeben:<br />
st<br />
n<br />
( σ + σ ) + η ⋅<br />
τ = f ( σ,<br />
γ&<br />
) = tan ϕ ⋅<br />
γ&<br />
(3.29)<br />
0<br />
p<br />
Aus der Abhängigkeit der Wandschubspannung τw vom Wanddruck σw ergibt sich die Wand-<br />
fließortgerade mit dem Anstiegswinkel φw (Abb. 3.9, grüne Linie) Die Funktion τw(σw) wird<br />
in Wandfließortdiagrammen dargestellt. Die Maßgebende Größe für die Stärke der Wandreibung<br />
ist der Tangens <strong>des</strong> Wandreibungswinkels tanφw. Wenn die durch die Haftkräfte der<br />
Partikeln an der Wand verursachte Adhäsion gegenüber der wirksamen Wandschubspannung<br />
gering ist, dann läuft der Wandfließort näherungsweise durch den Koordinatenursprung. In<br />
der Regel kommen bei technischen Auspressprozessen höheren Druck- und Scherspannungen<br />
im Bereich von mehreren hundert kPa vor. Dann erscheint es sinnvoll, näherungsweise eine<br />
geringe Adhäsion zu vernachlässigen, so dass Gl. (3.30) angewandt werden kann:<br />
τ = tan ϕ ⋅σ<br />
(3.30)<br />
W W W<br />
Bei τw > 0 wird in der Schüttgutmechanik das Verhältnis von Horizontalspannung ps,h,w zu<br />
Vertikalspannung ps,h,w an der Grenzfläche der Partikelpackung zur Wand λw entsprechend<br />
den Vorstellungen von MOTZKUS [64] wie folgt berechnet:<br />
τ<br />
W<br />
2<br />
2<br />
2<br />
( 1-<br />
sin ϕ w )( sin ϕ e − sin ϕ w )<br />
2<br />
2<br />
2<br />
( 1-<br />
sin ϕ )( sin ϕ − sin ϕ )<br />
2<br />
ps,<br />
h,<br />
W 1−<br />
sin ϕ w −<br />
> 0 : λW<br />
= =<br />
(3.31)<br />
p<br />
2<br />
s,<br />
v,<br />
W 1+<br />
sin ϕ +<br />
3.3.3 Fließverhalten von Pasten<br />
w<br />
Die Paste stellt einen metastabilen Packungszustand beim Übergang vom viskosen Fließen<br />
einer Suspension zum reibungsbehafteten Fließen einer flüssigkeitsgesättigten Partikelpackung<br />
dar. Davon ausgehend kann erwartet werden, dass sowohl der Normaldruck als auch<br />
der Schergradient bzw. die Schergeschwindigkeit und die Schichthöhe das Fließverhalten der<br />
Pasten beeinflussen. Theoretisch betrachtet, entspricht dieser Zwischenzustand einer stoffspezifischen<br />
minimalen Volumenkonzentration an Partikeln εs,0, ab der zwischen den Teilchen<br />
Feststoffdrücke übertragen werden können [65]. Die so definierte „Paste“ bildet während der<br />
Filtration die „Grenze“ zwischen dem wachsenden Filterkuchen und der Suspension und wird<br />
<strong>des</strong>halb oft als „oberste Filterkuchenschicht“ bezeichnet. Diese Schicht wird durch eine während<br />
der Filtration konstante Porosität charakterisiert. Sie stellt eine lockere flüssigkeitsgesättigte<br />
Packung dar, in der sich die Partikeln auf Min<strong>des</strong>tabstand ca. 0,3-0,4 nm gerade berühren,<br />
ohne jedoch sich zu „durchdringen“, d.h. ohne jegliche Kontaktdeformation (siehe<br />
w<br />
e<br />
w<br />
35
Abb.3.1). Es ist zu bemerken, das hochkonzentrierte Suspensionen mit Feststoffkonzentration<br />
φs ≈ εs,0 eine nicht zu unterschätzende Coulombreibung sowie Partikelpackungen mit εs ≈ εs,0<br />
eine deutliche viskose Reibung aufweisen können. Solche Systeme können <strong>des</strong>halb auch als<br />
Pasten bezeichnet werden. In dieser Arbeit ist unter „Paste“ eine undrainierte, lockere<br />
Packung, vordefiniert durch die Packungsdichte εs,0, zu verstehen. Die Fließparameter vom so<br />
definierten flüssigkeitsgesättigten Partikelsystem sollen ermittelt und mit den Fließparametern<br />
von stark verdichteten, drainierten Filterkuchen verglichen werden.<br />
Pasten weisen ähnlich wie hochkonzentrierte Suspensionen und Filterkuchen ein viskoplastisches<br />
Materialverhalten auf, d.h. bei festgelegtem Normaldruck beginnen sie erst oberhalb<br />
einer gewissen Scherbelastung zu fließen. Ihre Fließfunktion lässt sich <strong>des</strong>wegen in allgemeiner<br />
Form mit Gl. (3.21) angeben. Die Fließgrenze τ0 setzt sich aus dem durch die interpartikulären<br />
Haftkräfte bedingte Kohäsion und aus dem durch die Coulombreibung in der Scherzone<br />
verursachte Scherwiderstand zusammen. Die Beschreibung <strong>des</strong> stationären Fließens kann erwartungsgemäß<br />
in Analogie zum Filterkuchen mit Gl. (3.29) erfolgen.<br />
Die Fließgrenze τ0 wird einerseits von der Feststoffkonzentration bzw. von der Packungsdichte<br />
und den Partikeleigenschaften und andererseits, besonders bei lockeren Packungen (Pasten),<br />
von den Grenzflächeneigenschaften der Feststoffphase in Zusammenwirkung mit dem<br />
umgebenden Fluidmedium gemäß der DLVO-Theorie (siehe Abschnitt 3.2) beeinflusst. Bei<br />
stark komprimierten Haufwerken sind hingegen der wirksame Partikeldruck und die resultierende<br />
Haftkraftverstärkung an den Partikelkontaktstellen für die Fließgrenze von ausschlaggebender<br />
Bedeutung.<br />
3.3.4 Literaturübersicht zum Fließverhalten von Filterkuchen und Pasten<br />
Während über Untersuchungen zur Druckentwässerung und über die kontinuumsmechanische<br />
<strong>Modellierung</strong> <strong>des</strong> Auspressverhaltens eine Fülle von Veröffentlichungen existiert, sind in der<br />
Literatur Untersuchungen am Fließverhalten von Filterkuchen und undrainierten Pasten relativ<br />
selten zu finden.<br />
REICHMANN [2] untersucht die Fließeigenschaften von ausgepressten ultrafeinen Titandioxid-<br />
und Kaolinpackungen im Hochdruckbereich bis 20 bar. Der Autor entwickelt eine so<br />
genannte Preßscherzelle, welche in ihrem Aufbau eine Kombination aus Laborpressfilter,<br />
Kompressions-Permeabilitätszelle und Ringscherzelle darstellt. Im experimentellen Teil der<br />
Arbeit stellt REICHMANN fest, dass verdichtete flüssigkeitsgesättigte Partikelpackungen das<br />
typische Materialverhalten von kohäsiven trockenen Schüttgütern aufweisen. Auf Einsatz von<br />
Elektrolyten und Flockungsmitteln in die Suspensionen wurde allerdings verzichtet.<br />
36
RIEMENSCHNEIDER [60] untersucht mit einer Kompressions-Scherzelle den Scherwiderstand<br />
von Schlammkuchen aus grobdispersen, relativ leicht filtrierbaren Kohlen und Papierfasern<br />
in Abhängigkeit von ihrer Feuchte. In seiner Arbeit kommen überverfestigte und unterverfestigte<br />
Partikelpackungen in Betracht. Deswegen unterscheidet der Autor zwischen den<br />
Scherfestigkeiten von lockeren und dichter gepackten Filterkuchen. Das stationäre Fließen<br />
bleibt unberücksichtigt. Die τ-σ-Paarungen aus den Scherversuchen wiesen näherungsweise<br />
einen linearen Zusammenhang auf und konnten entsprechend Gl. (3.26) mit einer Coulombgerade<br />
approximiert werden. Somit ermittelt der Autor den inneren Reibungswinkel φi und<br />
die Kohäsion τc. Aus den Ergebnissen der Untersuchungen leitet er Kriterien zur Auslegung<br />
von Bandfiltern ab.<br />
In den Arbeiten von ERK [66, 67] werden Ergebnisse bezüglich Fließgrenzen von Kaolinund<br />
Kalksteinsedimenten im Zentrifugalfeld präsentiert. Die Fließgrenzen wurden mittels<br />
Kombination von Kompressions- und Scherexperimenten ermittelt und deren örtliche Verteilung<br />
entlang der Sedimentationshöhe berechnet. Aufgrund <strong>des</strong> sich erhöhenden Partikeldruckes<br />
und der ansteigenden Feststoffkonzentration nimmt die Fließgrenze in Richtung zum<br />
Sedimentboden stark zu. Dabei weisen die Kalksteinsedimente wegen der größeren Coulombreibung<br />
merklich höhere Fließgrenzen im Vergleich zu den Kaolinpackungen auf. Der<br />
Autor stellt noch fest, dass sich eine Steigerung der anziehenden interpartikulären Wechselwirkungen<br />
durch Änderung <strong>des</strong> pH-Wertes bei annähernd konstanter Feststoffkonzentration<br />
makroskopisch in einer Erhöhung der Sediment- Fließgrenze auswirkt. Zusätzlich misst ERK<br />
[68] mit Hilfe eines Torsionsrheometers die Fließgrenzen von konzentrierten bis hochkonzentrierten<br />
Kaolinsuspensionen und stellt dabei fest, dass die Fließgrenze mit Erhöhung der<br />
Feststoffvolumenkonzentration exponentiell ansteigt.<br />
ZHAO u. a. [69, 70] beschreiben mit Hilfe der Finite-Elemente-Methode zweidimensional die<br />
Spannungszustände und Porositätsverteilungen während der Konsolidierung in einer Kompressions-Permeabilitätszelle<br />
unter Berücksichtigung der elastischen [69] und plastischen [70]<br />
Deformation <strong>des</strong> Filterkuchens. Die Partikelschichten, welche am Filtermittel haften bleiben,<br />
verursachen einen zusätzlichen Widerstand für den nächsten <strong>Filtrations</strong>schritt, wobei die <strong>Filtrations</strong>leistung<br />
abnimmt. RIPPERGER und WEIGERT [27, 28] messen mit Hilfe von Scherversuchen<br />
den Scherwiderstand ausgepresster Filterkuchen und modellieren die Partikelhaftung<br />
an Textilfiltermedien.<br />
Inhomogene Eigenschaften der Materialproben, z.B. aus ultrafeinem Kalksteinmehl oder Titandioxid,<br />
führen zu Problemen bei der Maßstabsübertragung der Ergebnisse. Die Inhomogenitäten<br />
werden vielfach auf Wandeinflüsse zurückgeführt [71, 72]. Es wurden Fortschritte auf<br />
dem Gebiet der Erfassung von Wandeinflüssen in schlanken Testapparaturen erzielt [71]. Zur<br />
Quantifizierung der Wandeinflüsse bei der Messung von Filterkucheneigenschaften in Stan-<br />
37
dard-Testapparaturen (Kompressions-Permeabilitätszellen) hat sich die Verwendung von Seitendrucksensoren<br />
bewährt und somit zum Stand der Technik entwickelt [72].<br />
Die kontinuumsmechanische <strong>Modellierung</strong> <strong>des</strong> Fließverhaltens feuchter, ungesättigter Partikelpackungen<br />
im niedrigen Schergeschwindigkeits- und Normaldruckbereich ist auf die Arbeiten<br />
von SCHUBERT und TOMAS [73, 74] zurückzuführen. Als messtechnische Anlagen<br />
für die experimentelle Durchführung wurden Jenike- und Ringscherzellen angewandt. Die<br />
Bestimmung <strong>des</strong> Fließverhaltens erfolgte durch Aufnahme von Fließorten aus den Scherversuchsdaten.<br />
Der Stand der Theorie und Forschung zur Rheologie von Pasten ist von BUGGISCH [75] und<br />
FELDER [35] zusammengefasst worden. Das Fließverhalten von Kalksteinpasten unterschiedlicher<br />
Feuchte wurde mittels eines Pastenbeurteilungsgerätes bestimmt. Dabei wurden<br />
die Schergeschwindigkeiten und die Normalspannungen variiert. Die Abweichung vom Coulombsverhalten<br />
war bei geringeren Normalspannungen um so stärker, <strong>des</strong>to größer der Porenwassergehalt<br />
war. Diese Ergebnisse entsprechen den Prinzipien <strong>des</strong> von TERZHAGI [76]<br />
entwickelten kontinuumsmechanischen Feder-Dämpfer-Modells. Als besonders problematisch<br />
werden die Übergänge vom reibungsbehafteten Fließen einer flüssigkeitsgesättigten Partikelpackung<br />
zum viskosen Fließen einer Suspension angesehen [35, 75]. Dabei spielen die<br />
Viskosität und deren Zeitverhalten eine wesentliche Rolle. Eine Übersicht zu den Messgeräten<br />
und Meßmethoden in der Pastenrheologie gibt GLEISSLE [32]. Bezüglich der <strong>Modellierung</strong><br />
<strong>des</strong> Fließverhaltens von Pasten und der Bestimmung deren rheologischen Eigenschaften<br />
sind die Arbeiten von GÖTZ und BUGGISCH [36, 37] zu nennen, auf die in Abschnitt 2.3<br />
bereits hingewiesen wurde.<br />
3.4 Vorausberechnung der charakteristischen Haftkräfte zwischen den Primärpartikeln<br />
im verdichteten Filterkuchen<br />
Die interpartikulären Haftkräfte bei ultrafeinen Materialien sind nach SCHUBERT [77] groß<br />
gegenüber den Gewichtskräften. Bei sich berührenden Partikeln ohne Kontaktdeformation<br />
sind die Haftkräfte durch elektrostatische Anziehung kleiner als die Van-der-Waals- und die<br />
kapillaren Kräfte. Eine Übersicht über die Haftkräfte ist in der Arbeit von RUMPF [78] zu<br />
finden. Die Haftkraft FH zwischen zwei Primärpartikeln <strong>des</strong> Durchmessers dp im Filterkuchen<br />
lässt sich ebenfalls mit der spezifischen Oberflächenenergie ΔE berechnen [38, 39]:<br />
F = ΔE<br />
⋅ d<br />
(3.32)<br />
H<br />
p<br />
Diese Energie stellt ein problematischer Parameter dar, da sie derzeit nur für ideal glatte, steife,<br />
nicht deformierbare Modellpartikel berechenbar ist [79]. Außerdem ist die experimentelle<br />
38
Bestimmung von ΔE bzw. von Haftkräften mit einem hohen Aufwand verbunden. Einzelheiten<br />
hierzu können den Veröffentlichungen von MUEHLE und NEEßE [79-81] entnommen<br />
werden. Davon ausgehend, besonders in Bezug auf die Ausweitung der Untersuchungen auf<br />
polymergeflockte und durch Elektrolyteneinsatz <strong>des</strong>tabilisierte Fest-Flüssig-Systeme, ist es<br />
erforderlich, Haftkräfte mit anderen Methoden zu ermitteln. Sinnvoll ist dabei die Rückrechnung<br />
von charakteristischen Haftkräften aus kontinuumsmechanischen Untersuchungen <strong>des</strong><br />
Fließverhaltens verdichteter Filterkuchen. Eine solche physikalisch begründete Methode ist<br />
von TOMAS [82-85] für trockene Schüttgüter entwickelt worden und soll in dieser Arbeit auf<br />
verdichtete, flüssigkeitsgesättigte, ultrafeine Partikelsysteme übertragen werden. Die Methodik<br />
berücksichtigt die kompressiblen Eigenschaften der Partikelpackungen und deren Beanspruchungsvorgeschichte.<br />
In einer verdichteten Partikelpackung lässt sich die wirkende Haftkraft<br />
FH zwischen zwei benachbarten Primärpartikeln nach TOMAS [82-85] aus der Normal-<br />
kraft FN und dem dimensionslosen elastisch-plastischen Kontaktverfestigungskoeffizient κv<br />
mit Hilfe der folgenden Geradengleichung berechnen:<br />
F = ( 1+<br />
) ⋅ + κ ⋅ F<br />
(3.33)<br />
H<br />
κ v FH<br />
0<br />
v<br />
N<br />
In Gl. (3.33) stellt FH0 die Partikel-Partikel Haftkraft in unbelastetem Zustand (FN = 0) dar.<br />
Der elastisch-plastische Kontaktverfestigungskoeffizient κv dient als Maß für die Kontaktsteifigkeit<br />
und der Haftkraftzunahme infolge der Einwirkung der äußeren Normalkraft FN. Ein<br />
geringer Haftkraftzuwachs bei Erhöhung der äußeren Kraft bedeutet näherungsweise steifes<br />
Kontaktverhalten mit gering ausgeprägtem Haftvermögen (FH ≈ FH,0). Im Gegensatz dazu ist<br />
ein Kontakt mit wesentlicher Haftkraftzunahme als nachgiebig und mit großem Haftvermögen<br />
zu bewerten. κv kann theoretisch aus dem sog. plastischen Repulsionskoeffizienten κp (dimen-<br />
sionsloses Verhältnis <strong>des</strong> attraktiven Van-der-Waals-Druckes zur repulsiven Mikrofließgrenze)<br />
und dem elastisch-plastischen Kontaktflächenverhältnis κA, welches den plastischen Deformationsanteil<br />
der gesamten Kontaktfläche ergibt, berechnet werden (Gl. 3.34). Somit berücksichtigt<br />
κv die elastische und elastisch-plastische Mittelpunktannäherung (Kontaktabplattung)<br />
zweier kontaktierender Partikeln in Abhängigkeit vom angewandten Kompressionsdruck:<br />
κ p<br />
κ v = (3.34)<br />
κ − κ<br />
A<br />
p<br />
Bei bekannten Fließorten lässt sich der elastisch-plastische Kontaktverfestigungskoeffizient κv<br />
aus dem inneren Reibungswinkel φi und dem stationären Reibungswinkel φst wie folgt zu-<br />
rückrechnen [82]:<br />
39
tanϕ<br />
st κ v = −1<br />
(3.35)<br />
tanϕ<br />
i<br />
Die auf zwei kontaktierenden Partikeln mit näherungsweise gleichen Durchmessern d wirkende<br />
Normalkraft FN kann aus dem Pressdruck p und der Packungsdichte <strong>des</strong> Filterkuchens<br />
εs ermittelt werden [86]:<br />
F<br />
N<br />
2<br />
p ⋅ d ⋅ ( 1−<br />
ε s )<br />
= (3.36)<br />
ε<br />
s<br />
3.5 Physikalische Vorstellungen zum Auspressprozess<br />
Der Auspressprozess ergibt sich aus der Kopplung von zwei Teilprozessen- Filtration und<br />
Konsolidierung (Nachpressen). Die Vorgänge während der Entwässerung können mit der Abbildung<br />
3.10 veranschaulicht werden. Der äußere Pressdruck wird von einem vertikal beweglichen<br />
Kolben eingeleitet. Der Kolben begrenzt den Prozessraum an der Stelle x = hk (t). Damit<br />
kann die Verkleinerung <strong>des</strong> Prozessraumes mit der <strong>Filtrations</strong>zeit bzw. die dynamische<br />
Änderung <strong>des</strong> ausgepressten Filtratvolumens durch die Kolbengeschwindigkeit bestimmt werden.<br />
p<br />
x Packungsdichte: x Druck:<br />
a)<br />
hk (t)<br />
t < tf ps pl h(t)<br />
p<br />
0<br />
0<br />
p<br />
b)<br />
t = t f<br />
c)<br />
t = t c<br />
p<br />
p<br />
h k =h<br />
h k =h<br />
Abb. 3.10: Schematische Darstellung <strong>des</strong> Auspressprozesses [2]<br />
x<br />
0<br />
x<br />
0<br />
ϕ s<br />
ε s,0<br />
ε s,0<br />
mit<br />
Wandreibung<br />
ε s,FM<br />
ε s,FM<br />
ohne<br />
Wandreibung<br />
ε s,FM<br />
ε s<br />
ε s<br />
ε s<br />
x<br />
0<br />
x<br />
p s<br />
0 p l<br />
p l,FM<br />
p l,FM<br />
p s<br />
p s,FM<br />
p s,FM<br />
p l<br />
p<br />
p<br />
p s,FM<br />
mit<br />
Wandreibung<br />
p<br />
ohne<br />
Wandreibung<br />
p<br />
40
3.5.1 Beschreibung der Teilprozesse Filtration und Konsolidierung<br />
Teilprozess Filtration<br />
Es wird vorausgesetzt, dass vor dem Prozessbeginn in der <strong>Filtrations</strong>zelle eine näherungsweise<br />
homogen verteilte Suspension der Feststoffvolumenkonzentration φs vorliegt. Durch den<br />
zum Zeitpunkt t = 0 angelegten konstanten Pressdruck strömt die Suspension in Richtung<br />
Filtermedium mit der Kolbengeschwindigkeit dhk/dt, siehe Abb. 3.10a. Das Filtrat verlässt<br />
den Prozessraum durch das Filtermittel und wird in einen Gefäß aufgefangen. Die im Anfangsstadium<br />
auf dem Filtermittel abgelagerten Partikeln bilden eine Grenzschicht, welche<br />
den Filtermittelwiderstand gerade zum <strong>Filtrations</strong>beginn drastisch steigert. Dadurch lässt sich<br />
der gekrümmte Anfangsverlauf <strong>des</strong> Filtratvolumens erklären.<br />
Während der Filtration (Abb. 3.10a) lagern sich Partikeln der Suspension ständig an der oberen<br />
Kuchengrenzfläche an. Der Kuchen stellt eine flüssigkeitsgesättigte Partikelpackung dar,<br />
deren Höhe mit der Geschwindigkeit dh/dt ansteigt. Für ultrafeine homogene Suspensionen<br />
kann der Einfluss der Sedimentation auf die Kuchenbildung vernachlässigt werden. Aus diesem<br />
Grund bleibt die Feststoffvolumenkonzentration φs in der Suspension über dem Filterkuchen<br />
unverändert. Während die einzelnen infinitesimalen Filterkuchenschichten infolge der<br />
übertragenen Partikeldrücke ps im Laufe der Filtration verdichtet werden, bleibt an der Grenzfläche<br />
<strong>des</strong> Kuchens zur Suspension die Konsistenz der Packung weich und breiig. Das ist ein<br />
kritischer Zustand, in dem die Packungsdichte und somit auch die Permeabilität während <strong>des</strong><br />
ganzen <strong>Filtrations</strong>prozesses konstant bleiben. Die kritische Packungsdichte εs,0 wird dadurch<br />
charakterisiert, dass sich die Partikel gerade berühren. Eine Deformation an den Kontaktstellen<br />
findet nicht statt. Der Partikeldruck in diesem Packungs- bzw. Pastenzustand ist gleich<br />
Null.<br />
In der Suspension wird der angewandte Pressdruck vollständig durch die Flüssigkeit getragen<br />
(p = pL, ps = 0), siehe Abb. 3.10a. Im Filterkuchen nimmt der Flüssigkeitsdruck zum Filtermittel<br />
ab. Hingegen steigen in derselben Richtung der Partikeldruck und somit auch die<br />
Packungsdichte zeitlich und örtlich an. Deswegen muss die Flüssigkeit bei der Durchströmung<br />
neben den Widerstand <strong>des</strong> Filtermittels RF auch den mit der Zeit wachsenden Durchströmungswiderstand<br />
der Partikelschicht der Höhe h(t) überwinden.<br />
Die Filtration endet wenn t gleich tf wird (Abb. 3.10b). Zu diesem Zeitpunkt ist die Suspension<br />
abfiltriert und der Kolben hat die Kuchengrenzschicht erreicht. Da der für die Kompression<br />
der Packung verantwortliche Partikeldruck ps bei gleichem Pressdruck gegenüber wandreibungsfreien<br />
Prozessen um einen Wandreibungsverlust reduziert wird, ist die mittlere Packungsdichte<br />
<strong>des</strong> gebildeten Filterkuchens bei Prozessen mit wesentlichem Wandreibungseinfluss<br />
kleiner im Vergleich zu <strong>Filtrations</strong>vorgängen, bei denen die Wandreibung vernachlässigt<br />
werden kann.<br />
41
Teilprozess Konsolidierung<br />
Der Filterkuchen wird während der Konsolidierung weiter verdichtet, wobei die Kuchenhöhe<br />
sinkt (dh/dt < 0), siehe Abb. 3.10c. Durch die zusätzliche Kompression werden die Partikel<br />
umgelagert und das Porenvolumen reduziert, wobei ein Teil der vorhandenen Flüssigkeit verdrängt<br />
wird.<br />
Am Ende der Filtration weisen die oberen Kuchenschichten kleinere Packungsdichten als die<br />
unterliegenden Schichten, siehe Abb. 3.10b. Deshalb werden sie während <strong>des</strong> Nachpressens<br />
stärker verdichtet. Bei vernachlässigbarer Wandreibung ist die Packungsdichte nach dem Abschluss<br />
der Konsolidierung über der Filterhöhe konstant. Der Gesamtdruck ist dann p = ps,<br />
weil der Flüssigkeitsdruck pL gleich Null ist (Abb. 3.10c). Am Ende der Konsolidierung kann<br />
die Packungsdichte an der Oberfläche <strong>des</strong> Filterkuchens in Abhängigkeit von den Abmessungen<br />
<strong>des</strong> Apparates und der Packungseigenschaften größer als am Filtermittel sein. Der Grund<br />
dafür ist die Tatsache, dass durch die Reibung zwischen den Partikeln und den Apparatewänden<br />
ein Teil <strong>des</strong> aufgebrachten Druckes von der Wand übernommen wird.<br />
3.5.2 Physikalische Grundlagen zur kontinuumsmechanischen <strong>Modellierung</strong> der Entwässerung<br />
Die theoretischen Grundlagen zur <strong>Modellierung</strong> der Entwässerungsdynamik sind in der Vorarbeit<br />
von REICHMANN [2] umfassend dargestellt worden. Aus diesen Gründen wird hier<br />
auf eine detaillierte Darstellung sowie auf die Ableitung der Einzelgleichungen verzichtet. Im<br />
Folgenden sollen die physikalisch begründeten mathematischen Ansätze, welche für die Beschreibung<br />
der Prozessdynamik erforderlich und im dynamischen Prozessmodell von<br />
REICHMANN berücksichtigt sind, in übersichtlicher Form kurz zusammengestellt werden.<br />
Die Beschreibung der Durchströmung einer kompressiblen Partikelpackung mit inkompressiblem<br />
Fluid erfolgt durch die Kopplung der DARCY-Gleichungen für die laminare Durchströmung<br />
einer Partikelschicht und <strong>des</strong> Filtermittels mit den differentiellen Volumenbilanzen<br />
für den Feststoff und für die Flüssigkeit und mit der Kräftebilanz an einer differentiellen Filterkuchenschicht.<br />
Die Erfassung <strong>des</strong> Wandreibungseinflusses auf die Prozessdynamik erfordert<br />
die Formulierung einer Kräftebilanz, die die Partikelreibung an begrenzten Wänden von<br />
Wandschubspannungen berücksichtigt. Dabei ist die Kenntnis der Materialeigenschaften <strong>des</strong><br />
Filterkuchens (Packungsdichte εs, Permeabilität k, Horizontalverhältnis λ und Wandreibungswinkel<br />
φw) in Abhängigkeit vom Partikeldruck ps notwendig.<br />
42
DARCY-Gleichung für die laminare Durchströmung von kompressiblen Partikel-<br />
schichten<br />
Mit Hilfe der DARCY-Gleichung lässt sich der relative Flüssigkeitsvolumenstrom V &<br />
L,<br />
rel zwischen<br />
der fluiden und der dispersen Phase durch die Partikelschicht berechnen. Der Durchsatz<br />
an Flüssigkeit ist proportional zur angeströmten Fläche A sowie zum Flüssigkeitsdruck- und<br />
Permeabilitätsgradienten über die Höhe dx und umgekehrt proportional zur dynamischen Viskosität<br />
der Flüssigkeit η. Die Gleichung berücksichtigt somit den Fakt, dass sich Feststoff und<br />
Fluid in kompressiblen Partikelpackungen relativ zueinander bewegen:<br />
& A<br />
A ⎛ ∂p<br />
∂k<br />
⎞<br />
L,<br />
rel = grad<br />
(3.37)<br />
η<br />
L<br />
( k ⋅ pL<br />
) = ⎜k<br />
⋅ + p ⋅ ⎟<br />
η ⎝ ∂x<br />
∂x<br />
⎠<br />
V L<br />
Unter der vereinfachenden Voraussetzung, dass die infinitesimale Partikelschicht eine mittlere<br />
Permeabilität k besitzt, d.h. k = const und ∂k / ∂x<br />
= 0 , kann Gl. (3.37) wie folgt umgeschrieben<br />
werden:<br />
A<br />
A ⎛ p ⎞<br />
V&<br />
∂<br />
L,<br />
rel = grad<br />
(3.38)<br />
η<br />
L<br />
( pL<br />
) = ⎜k<br />
⋅ ⎟<br />
η ⎝ ∂x<br />
⎠<br />
DARCY-Gleichung für die laminare Strömung <strong>des</strong> Filtrats durch das Filtermittel<br />
& durch ein Filtermittel, welches die Schichtdicke sF und die Permea-<br />
Der Filtratdurchsatz V L,<br />
F<br />
bilität kF besitzt, kann ebenso mit Hilfe <strong>des</strong> DARCYschen Gesetzes beschrieben werden:<br />
k<br />
Δp<br />
& F L,<br />
F<br />
L,<br />
F = A⋅<br />
(3.39)<br />
η sF<br />
V<br />
Der Filtermittelwiderstand RF ergibt sich aus dem Verhältnis der Filtermittelsschichtdickezur<br />
–permeabilität (RF = sF / kF). Weiterhin ist zu berücksichtigen, dass der atmosphärische<br />
Umgebungsdruck gegenüber dem am Filtermittel wirkenden Flüssigkeitsdruck pL,F für prakti-<br />
sche Zwecke vernachlässigt werden darf. Dann gilt ΔpL,F = pL,F. Somit kann die DARCY-<br />
Gleichung für die Durchströmung <strong>des</strong> Filtermittels mit dem Filtratvolumenstrom V &<br />
L,<br />
F folgendermaßen<br />
formuliert werden:<br />
p<br />
& L,<br />
F<br />
L,<br />
F = A⋅<br />
(3.40)<br />
η ⋅ RF<br />
V<br />
43
Volumenbilanzen für die feste und flüssige Phase<br />
Das Volumen einer differentiellen Schicht der mit Flüssigkeit gesättigten Partikelpackung<br />
kann man mit Hilfe der allgemeinen Volumenbilanz für die disperse bzw. flüssige Phase erhalten.<br />
Dabei ist zu berücksichtigen, dass der Einfluss der Fluiddiffusion für homogene Flüssigkeiten<br />
sowie der Einfluss der Diffusion als Transportgröße für makroskopische Partikel<br />
vernachlässigt werden. Unter diesen Voraussetzungen lassen sich für die disperse und die<br />
flüssige Phase die folgenden Ausdrücke ableiten:<br />
∂t<br />
∂V&<br />
S A<br />
= (3.41)<br />
∂x<br />
∂ε s ,<br />
∂ε ∂ε ∂V&<br />
s L,<br />
A<br />
= − =<br />
(3.42)<br />
∂t<br />
∂t<br />
∂x<br />
Aus den Gleichungen (3.41) und (3.42) kann die Formel für den zeitabhängigen spezifischen<br />
Filtratvolumenstrom am Filtermittel ableitet werden. Die Summe der spezifischen Feststoffund<br />
Fluidvolumenströme V &<br />
s,<br />
A und V &<br />
L,<br />
A an jeder Stelle der durchströmten Packung während<br />
der gesamten Prozesszeit entspricht dem spezifischen Filtratvolumenstrom am Filtermittel<br />
& :<br />
V L,<br />
A,<br />
F<br />
& = & + &<br />
(3.43)<br />
V L,<br />
A,<br />
F VS<br />
, A VL,<br />
A<br />
Kräftebilanz an einer differenziellen Filterkuchenschicht<br />
Aus der Kräftebilanz an einer differenziellen Filterkuchenschicht lässt sich entsprechend der<br />
klassischen <strong>Filtrations</strong>theorie ableiten, dass in jeder Schicht <strong>des</strong> Filterkuchens die Summe aus<br />
Partikeldruck ps und Flüssigkeitsdruck pL in den interpartikulären Poren dem von außen in die<br />
Suspension eingeleiteten Pressdruck p entspricht:<br />
p = ps + pL (3.44)<br />
Die in Gl. (3.44) dargestellte Beziehung kann man nur dann anwenden, wenn der Einfluss der<br />
Partikelreibung an begrenzten Wänden vernachlässigbar ist. Dies ist in der Regel bei technischen<br />
Filterapparaten der Fall. Die Wandreibung kann sich jedoch auf die Auspressdynamik<br />
in schlanken Anlagen (z.B. Filtertestapparaturen), in denen hohe Partikelpackungen gebildet<br />
werden, stark auswirken. In solchen Fällen ist die Wandreibung in der Kräftebilanz zu berücksichtigen,<br />
siehe Gl. (3.45).<br />
44
4 h<br />
p = pL<br />
+ ps<br />
+ ∫ λW ⋅ tanϕW<br />
⋅ ps<br />
⋅∂x<br />
d x<br />
gl<br />
45<br />
(3.45)<br />
Je größer das Horizontallastverhältnis an der Wand λw bzw. je größer der Wandreibungswinkel<br />
φw ist, <strong>des</strong>to größer ist der Wandreibungsterm auf der rechten Seite von Gl. (3.45), d.h.<br />
<strong>des</strong>to mehr wird der vom Kolben auf die Partikelplackung eingebrachte Normaldruck infolge<br />
Wandreibungseffekte reduziert.<br />
Materialgesetze für die Filterkucheneigenschaften<br />
Die Materialeigenschaften kompressibler Filterkuchen wie Packungsdichte, Permeabilität und<br />
Durchströmungswiderstand werden in den so genannten Kompressions-Permeabilitätszellen<br />
im Druckbereich meistens bis zu 10 bar ermittelt, siehe Abb. 2.7. Dabei wird angenommen,<br />
dass am Ende der Entwässerung der durch den Kolben auf den Filterkuchen eingeleitete<br />
Pressdruck p mit dem Partikeldruck ps in Gleichgewicht steht (pL = 0 und folglich p = ps).<br />
Diese Voraussetzung ist bei geringen Kuchenhöhen in der <strong>Filtrations</strong>zelle wegen der kleinen<br />
Wandreibungszahlen und somit vernachlässigbarer Wandreibung zumeist gerecht. Die Permeabilität<br />
wird mittels Durchströmungsversuche bei geringen Hydraulikdrücken und die<br />
Packungsdichte aus der Verschiebung <strong>des</strong> Kolbens bestimmt.<br />
Wegen der in der <strong>Filtrations</strong>technik üblichen Voraussetzung für die Konsolidierungsphase<br />
p = ps ist es sinnvoll, die durch den Kompressionstest ermittelten Packungsdichten εs <strong>des</strong> aus-<br />
gepressten Filterkuchens an die Kompressionsfunktion von TILLER [6] anzupassen, siehe<br />
Gl. (3.46).<br />
ε ε ⎟ ⎛ ps<br />
⎞<br />
⎜<br />
s = s 0 1+<br />
⎝ pa<br />
⎠<br />
β<br />
, (3.46)<br />
Diese Gleichung wurde von TILLER [6] auf empirischem Wege ermittelt. Die praktische<br />
Brauchbarkeit von εs,0 wurde in Abschnitt 3.3 bereits diskutiert. β stellt ein Kompressibilitätsindex<br />
dar. Die Größe pa interpretiert TILLER allerdings als Anpassungsfaktor ohne physikalische<br />
Bedeutung. Die physikalische Bedeutung soll nun verdeutlicht werden.<br />
Die Ursachen für das kompressible Materialverhalten von ultrafeinen Partikelpackungen sind<br />
vielfältig. Als Kompressionsmechanismen kommen die Umlagerung von steifen Partikeln zu<br />
einer dichteren Packung, Deformation weicher Kontakte von harten Partikeln und Überschreiten<br />
der Materialfestigkeit (Kornbruch) in Betracht. Die in Gl. (3.46) dargestellte Beziehung<br />
kann für kompressible Packungen in Analogie zu der Verdichtung von Gasen in der Thermodynamik<br />
abgeleitet werden [2, 49]. Dies erlaubt die physikalische Interpretation der einzelnen
Modellgrößen in Gl. (3.46). Der Partikeldruck ps ist dabei als eine äußere Verfestigungsspannung<br />
anzusehen, welche während der Kompression zwischen den Partikeln übertragen wird.<br />
Die Größe pa (im negativen Bereich <strong>des</strong> Druckes) stellt eine zusätzliche Zugspannung infolge<br />
wirkender Haftkräfte zwischen den Partikeln in der lockeren, unverfestigten Packung ohne<br />
Kontaktdeformation dar. Somit dient pa einerseits als Maß für die Stärke der Anziehungskraft<br />
zwischen zwei sich berührenden Partikeln in einer flüssigkeitsgesättigten Pore. Anderseits<br />
kommt das Fluid in der Pore zur Wechselwirkung mit den Partikeloberflächen. Dadurch<br />
macht pa deutlich, dass sich die elektrischen Eigenschaften der Fluidmoleküle auf die Kompressibilität<br />
der Packung auswirken. Wenn pa >> ps erfüllt ist, dann gilt nach Gl. (3.46)<br />
εs ≈ εs,0, d.h. die Packung ist inkompressibel. Deshalb kann pa in Analogie zur Schüttgutme-<br />
chanik als Steifigkeit bzw. als Kompressionsmodul gedeutet werden. Gl. (3.46) enthält den<br />
Kompressibilitätsindex β als charakteristische Eigenschaft der Packungsdichtezunahme bzw.<br />
der Volumenreduktion <strong>des</strong> Filterkuchens bei Erhöhung <strong>des</strong> Pressdruckes. Für inkompressible<br />
Materialien ist β gleich Null und für ideal kompressible (z.B. bei idealen Gasen) gleich Eins.<br />
Für reale Schüttungen liegen die β-Werte zwischen 0 und 1 (siehe Abb.3.11 und Tabelle 3.6).<br />
ε s,0<br />
Packungsdichte ε s<br />
β = 1: ideal kompressibel<br />
0 < β < 1: kompressibel<br />
pa 0<br />
Partikeldruck ps Abb. 3.11: Packungsdichte εs in Abhängigkeit vom Partikeldruck ps für kohäsive Packungen<br />
Tabelle 3.6: Einschätzung der Packungkompressibilität in Abhängigkeit vom Kompressibilitätsindex<br />
β [83]<br />
Kompressibilitätsindex β Bewertung Beispiele<br />
0 < β ≤ 0,01 inkompressibel Kies<br />
β = 0: nicht kompressibel<br />
⎛ p ⎞ s<br />
ε = ε ⎜1+<br />
⎟<br />
s s , 0<br />
⎝ pa<br />
⎠<br />
0,01< β ≤ 0,05 wenig kompressibel feiner Sand<br />
0,05 < β ≤ 0,1 kompressibel trockene Pulver<br />
0,1 < β ≤ 1 sehr kompressibel feuchte Pulver<br />
Der Gleichungstyp der Gl. (3.46) kann auch auf die Permeabilität angewandt werden:<br />
β<br />
46
⎛ p ⎞ s<br />
k = k0⎜1+<br />
⎟<br />
⎝ p ⎠<br />
a<br />
−δ<br />
47<br />
(3.47)<br />
Dabei stellt k0 wiederum die Permeabilität der lockeren Partikelpackung bei ps = 0 dar. Der<br />
Exponent δ ist ein Anpassungsparameter, welcher als Maß für die Permeabilitätsabnahme mit<br />
steigendem Pressdruck dient. Weiterhin führt die Verknüpfung der Gleichungen (3.46) und<br />
(3.47) zur folgenden Eigenschaftsfunktion für den Durchströmungswiderstand <strong>des</strong> Filterkuchens<br />
α:<br />
⎛ p ⎞ s<br />
α = α0⎜1+<br />
⎟<br />
⎝ p ⎠<br />
a<br />
n<br />
(3.48)<br />
α0 Durchströmungswiderstand <strong>des</strong> Filterkuchens bei ps = 0, α = 1 /( ⋅ρ⋅ε) n = δ - β Kompressibilität nach TILLER [87]<br />
0 k0 s s , 0<br />
Aus Gründen der einfachen mathematischen Handhabbarkeit scheint es gerechtfertigt, die in<br />
den Gleichungen (3.46), (3.47) und (3.48) dargestellten Eigenschaftsfunktionen direkt an dem<br />
Kompressions-Permeabilitätstest anzupassen.<br />
3.5.3 Durchgeführte Arbeiten zum Entwässerungsverhalten von Filterkuchen<br />
Der Stand der Theorie und Praxis der Kuchenfiltration ist von STAHL [88] zusammenfassend<br />
dargestellt worden. Die <strong>Filtrations</strong>gesetze gehen zurück auf die Arbeiten von CARMAN [89]<br />
und KOZENY [90]. Mit Hilfe dieses <strong>Filtrations</strong>gesetzes kann der Filtratvolumenstrom bei der<br />
Durchströmung eines Filterkuchens vorgegebener Dicke in Abhängigkeit vom Druckverlust<br />
sowie von der dynamischen Viskosität <strong>des</strong> Filtrats berechnet werden. Die klassische zweistufige<br />
Theorie zum Auspressen (TILLER / SHIRATO- Modell zur Filtration und Konsolidierung<br />
[5, 6], siehe Abschnitt 3.6.1), die auf der Annahme einer quasi-inkompressiblen Partikelpackung<br />
beruht, ist aber in vielen Fällen nicht anwendbar, weil die Packungen aus ultrafeinen<br />
Partikeln in der Regel kompressibel bis sehr kompressibel sind. Außerdem hat die Wandreibung<br />
einen nicht zu unterschätzenden Einfluss. Die Bestimmung <strong>des</strong> Filtermittelwiderstan<strong>des</strong><br />
aus dem Ordinatenabschnitt der klassischen Auftragung von t/VF zu VF ist vielfach nicht<br />
mehr möglich, weil drastische Abweichungen von der Linearität, gerade im Anfangsbereich<br />
der Filtration auftreten können. Für mineralische Schlämme (Kaolin) und Farbpigmente<br />
(TiO2) führt eine Steigerung <strong>des</strong> Druckes oftmals zu einem Anstieg <strong>des</strong> Filtermittelwiderstan<strong>des</strong><br />
zu Beginn der Filtration, der sich auf die Dynamik <strong>des</strong> Entwässerungsprozesses auswirkt.<br />
Den gleichen Effekt bewirkt eine Steigerung der Anfangskonzentration der Feststoffe in der<br />
Suspension. Ursache ist in beiden Fällen die verstärkte Einlagerung von Partikeln in das
Filtermittel zu Beginn der Filtration. Diese Probleme sind in dem von REICHMANN [2] entwickelten<br />
Prozessmodell zur Beschreibung der Druckfiltrations- und Konsolidierungsdynamik<br />
berücksichtigt worden (siehe Abschnitt 3.6.2).<br />
Darüber hinaus sind den letzten Jahren Arbeiten publiziert worden, die sich speziell mit kontinuumsmechanischer<br />
<strong>Modellierung</strong> der <strong>Filtrations</strong>-, bzw. der Konsolidierungsdynamik kompressibler<br />
Filterkuchen befassen [38, 39, 91-109]. Die Auspressdynamik von geflockten Suspensionen<br />
wurde von BÜRGER [91, 92] mittels kontinuumsmechanischer Methodik modelliert.<br />
Als Basis für die physikalisch begründete Modellentwicklung wurden die Impulsbilanzen<br />
für den Feststoff und für die flüssige Phase, die Kontinuitätsgleichung für die Feststoffphase<br />
und die Massenbilanzen der Suspension angewandt. Bei der Beschreibung der <strong>Filtrations</strong>-<br />
und Konsolidierungsdynamik berücksichtigt BÜRGER die zeitliche und örtliche Änderung<br />
der Feststoffvolumenkonzentration sowie <strong>des</strong> Poren- und Partikeldruckes. Parallel zu<br />
BÜRGER [91, 92] entwickeln auch NEEßE und DÜCK ein physikalisch begründetes <strong>Filtrations</strong>modell<br />
unter Einbeziehung der Haftkräfte für geflockte, bzw. nicht geflockte Suspensionen<br />
[39, 93] und bewerten es mit Experimenten [38, 93].<br />
ALLES und ANLAUF [94] verwenden den lokalen Ansatz für die Porosität und den Filterkuchenwiderstand<br />
nach Tiller als Grundlage der <strong>Modellierung</strong> der Bildung kompressibler Partikelpackungen.<br />
BENESCH, MEIER und SCHÜTZ [95] erweitern die Gleichungen der klassischen<br />
<strong>Filtrations</strong>theorie um einen zusätzlichen Sedimentationsterm. TILLER [98, 99] berücksichtigt<br />
den Einfluss der variablen Fluidgeschwindigkeit entlang der Kuchenhöhe auf die Filtration<br />
kompressibler Partikelsysteme. WAKEMANN und KOENDERS modellieren das Anfangsstadium<br />
[100, 101] und die <strong>Filtrations</strong>phase der Druckentwässerung mit Rücksicht auf<br />
das Zeta-Potential [102]. KAPUR und Mitarbeiter [105] modellieren die Konsolidierungsphase<br />
der Pressfiltration. Basierend auf deren Modell schlägt PRADIP [106] Methoden vor zur<br />
schnellen Ermittlung der dem Pressdruck entgegenwirkenden Druckspannung. DUSTAN,<br />
COHEN und PETRIE [107, 108] präsentieren ein neues Kontinuumsmodell zum Entwässerungsverhalten<br />
auf Basis bekannter Suspensionseigenschaften als Funktion von der Hydrodynamik<br />
und den Feststoffwechselwirkungen während der Suspensionsvorbereitungsphase.<br />
Praktisch orientierte Arbeiten, welche für Verfahrenstechniker auf dem Gebiet der Fest-<br />
Flüssig-Trennung bei der Auswahl und Auslegung von Filterapparaten hilfreich sind, präsentieren<br />
NICOLAOU [110], RIPPERGER [111] und HOLDICH [112]. Zu nennen ist auch die<br />
Arbeit von STAHL und WEBER [113], die mit einer neuartigen Messmethode das Zeta-<br />
Potential bestimmen. Die Autoren untersuchen und modellieren den Einfluss eines elektrischen<br />
Fel<strong>des</strong> auf die Kinetik der Durchströmung von gebildeten Filterkuchen [114-117]. Das<br />
Zeta-Potential wird dabei aus dem elektroosmotischen Druck und einem elektroviskosen Faktor<br />
(Viskositätsverhältnis mit / ohne elektrisches Feld) durch Kombination <strong>des</strong> Ansatzes von<br />
48
Darcy mit der Gleichung für die elektroosmotische Geschwindigkeit von Smoluchowski, für<br />
verschiedene elektrische Feldstärken berechnet.<br />
Trotz der Entwicklung verbesserter mathematischer Modelle zur Simulation der Fest Flüssig-<br />
Abtrennung in den letzten Jahren erfolgt die Auslegung und Optimierung der <strong>Filtrations</strong>systeme<br />
in der Industrie zu einem großen Anteil noch empirisch. Der Grund dafür ist die Tatsache,<br />
dass etwa zwanzig unterschiedliche Stoffgrößen auf die <strong>Filtrations</strong>abläufe einwirken, die<br />
sich auf nicht vorhersagbarer Weise gegenseitig beeinflussen [118]. So führt z.B. die kontinuumsmechanische<br />
Anwendung der von Darcy entwickelten so genannten Grundgleichung<br />
der Filtration, sowie auch der Carman-Kozeny-Gleichung, oft zu Fehlern [118-120]. Auch die<br />
bekannten Gleichungen, die den Zusammenhang zwischen Permeabilität und Porosität beschreiben,<br />
sind nicht allgemein anwendbar [118, 120].<br />
Die Genauigkeit und die Anwendbarkeit der klassischen <strong>Filtrations</strong>theorie in Bezug auf die<br />
Modellannahmen wurden von TIEN und BAI diskutiert und bewertet [121]. Neuerlich stellt<br />
TIEN [122] eine Übersicht über die aktuellen Probleme der Kuchenfiltration bezüglich der<br />
Test- und Berechnungsmethoden zur Bestimmung der Filterkucheneigenschaften und der<br />
Auspressdynamik vor. Der Autor weist darauf hin, dass in der Zukunft die Analyse der Filterkuchenbildung,<br />
-wachstum und -verdichtung durch Computersimulationen, welche die Partikel-<br />
und Fluiddynamik berücksichtigen, erfolgen sollte. Insbesondere gilt das für Suspensionen<br />
von ultrafeinen Partikelsystemen, in welchen die Oberflächenkräfte die Massen- und<br />
Trägheitskräften überwiegen [43, 44, 48, 123, 124]. Die Grenzflächeneffekte führen zur Abstoßung<br />
oder Anziehung zwischen den Partikeln. Dementsprechend kommt es zur Bildung<br />
von Agglomeraten oder die Partikel liegen vereinzelt in der Dispersion vor. Deswegen ist<br />
dieser Anfangszustand vor dem Beginn <strong>des</strong> Auspressens in den Simulationen zu berücksichtigen<br />
(Vorgeschichte im mechanischen Sinne).<br />
Das Konsolidierungsverhalten wässriger, einaxial verdichteter, fließfähiger Filterkuchen aus<br />
ultrafeinen Partikeln wird in einer dreiteiligen Artikelreihe von STAHL u.a. beschrieben<br />
[125-127]. Die Filterkucheneigenschaften werden durch die Porosität und den spezifischen<br />
Durchströmungswiderstand der Packung charakterisiert. Der spezifische Durchströmungswiderstand<br />
wird in der Regel experimentell bestimmt und ist abhängig von der Packungsstruktur<br />
<strong>des</strong> Filterkuchens. Für die Abhängigkeit der mittleren Porosität und <strong>des</strong> mittleren Durchströmungswiderstan<strong>des</strong><br />
von der Druckdifferenz sind verschiedene empirische Gleichungen bekannt<br />
[128-130]. Es gibt in der Literatur ebenso eine Reihe von Ansätzen, den spezifischen<br />
Durchströmungswiderstand aus der mittleren Porosität und einer mittleren Partikelgröße zu<br />
berechnen [5, 6, 88-90]. Diese Ansätze sind aber oftmals nicht befriedigend, weil hier die<br />
Verwendung von mittleren Größen zu starken Vereinfachungen <strong>des</strong> Stoffsystems und der<br />
Prozessdynamik mit sich bringt, so dass diese Formeln Unsicherheiten und Fehler zur Folge<br />
haben können. Fortschritte in der <strong>Filtrations</strong>theorie hängen <strong>des</strong>halb davon ab, inwieweit es<br />
49
gelingt, sich der tatsächlichen Dynamik der Ausbildung der Packungsstruktur <strong>des</strong> Filterkuchens<br />
mathematisch-physikalisch besser anzunähern. Hierzu gibt es eine Reihe von Arbeiten<br />
[133-139]. In den Arbeiten von RUMPF und GUPTE [133], SCHUBERT [136] und STAHL,<br />
ANLAUF und BOTT [139] geht es um Packungsstrukturen in Zusammenhang mit Modellbetrachtungen<br />
zur Filterkuchenentfeuchtung durch Druck, durch Luftdurchströmung und durch<br />
Massenkräfte. Zu diesem Problem in Schüttungen bzw. Filterkuchen stammen auch Beiträge<br />
von MERSMANN [140, 141]. Grundvoraussetzung für die Vorausberechnung der Restflüssigkeit<br />
sind jedoch Berechnungsansätze für die räumliche und zeitliche Porositätsverteilung<br />
im Filterkuchen.<br />
ANLAUF [142] untersucht den Einfluss der Partikeleigenschaften, wie Sauterdurchmesser,<br />
Verteilungsbreite der Partikelgrößenverteilung, Poren-Partikel-Formfaktor auf die Permeabilität<br />
und Porosität <strong>des</strong> Filterkuchens sowie auch auf die Kapillardruckverteilung. TILLER [143]<br />
präsentiert empirische Modelle, mit welchen die Packungsdichte, der spezifische Filterkuchenwiderstand<br />
und die Permeabilität als Funktion von dem Partikeldruck berechnet werden.<br />
In einer Vielzahl von Publikationen werden verbesserte Methoden zur Vorausberechnung und<br />
experimentellen Ermittlung von Filterkucheneigenschaften wie Porosität, Permeabilität, Filterkuchenwiderstand<br />
mit Kompressions-Permeabilitätszellen sowie auch Modelle zur Bestimmung<br />
<strong>des</strong> <strong>Filtrations</strong>- und Konsolidierungsverhalten von Partikelsystemen vorgestellt.<br />
[69, 70, 144-165]. Darüber hinaus sind die Dissertationen von ALLES [144], RUHLAND<br />
[145] und WIEDEMANN [146] zu nennen.<br />
Eine Prozessintensivierung wird erreicht, wenn die Entfeuchtung durch die Wirkung der Zentrifugal-<br />
und Gasdruckkraft kombiniert wird [166]. Der Einfluss dieser Methode zur Filterkuchenentwässerung<br />
auf die Porenstruktur und auf das entsprechende Verhalten <strong>des</strong> Fluids<br />
beim Auspressen ist Gegenstand der experimentellen und theoretischen Arbeiten von<br />
FRIEDMANN [167, 168].<br />
Rechnerische Ansätze, insbesondere durch Computersimulation, für die Kennzeichnung von<br />
Packungsstrukturen findet man außerhalb der klassischen <strong>Filtrations</strong>theorie, so z. B. bei der<br />
Beschreibung poröser Medien, siehe SCHWARTZ [176] und SINGH [177] oder für Böden,<br />
BUEVICH [178]. Bemerkenswert sind in diesem Zusammenhang Computersimulationen über<br />
die Porosität und Porengrößenverteilungen in Packungen von GAUTHIER [179] und<br />
VRETTOS [180]. Obwohl eine durchgängige <strong>Filtrations</strong>theorie auf Basis einer mikroskopischen<br />
Filterkuchenstruktur bisher noch nicht existiert, sind experimentelle Untersuchungen<br />
zur Porosität und Porengrößenverteilung von BANDA und FORSSBERG [181-183] bekannt.<br />
Porosität und mittlere Porendurchmesser wurden durch automatische Bildanalyse von Filterkuchenanschliffen<br />
bestimmt. Neue Beiträge dazu kommen von ENDO [119] und SCHOEL-<br />
KOPF [120].<br />
50
In den letzten Jahren ist eine Vielzahl von Arbeiten publiziert worden, die sich speziell mit<br />
der Ermittlung <strong>des</strong> Einflusses von Flockungsmitteln und Elektrolyten auf das <strong>Filtrations</strong>- und<br />
Sedimentationsverhalten von Suspensionen, bzw. auf die Oberflächeneigenschaften der Partikelsysteme,<br />
befassen. Nennenswert davon sind die Veröffentlichungen von WAKEMAN<br />
[128, 184], RIPPERGER [185 - 187] und STAHL [188]. Die Autoren zeigen bei ihren experimentellen<br />
Arbeiten, dass mit abnehmender Partikelgröße die Einflüsse der interpartikularen<br />
Wechselwirkungen immer mehr prozessbestimmend werden. Der aktuellste Stand der Wissenschaft<br />
in Bezug auf die physikalisch begründete <strong>Modellierung</strong> der Eigenschaften geflockter<br />
Filterkuchen mit Rücksicht auf die Packungsstruktur und auf die interpartikulären Haftkräfte<br />
ist auf die Arbeiten von NEEßE und DÜCK zurückzuführen [38, 39, 93, 189-192] (siehe<br />
Abschnitt 3.6.3).<br />
3.6 Beschreibung der in dieser Arbeit angewandten Prozessmodelle<br />
3.6.1 Beschreibung <strong>des</strong> klassischen Entwässerungsmodells von TILLER / SHIRATO<br />
Die klassischen Modellvorstellungen zur Kuchenfiltration sind auf die Arbeiten von TILLER<br />
und SHIRATO [5, 6] zurückzuführen. Der Ausgangspunkt der Modellbildung ist das Gesetz<br />
von DARCY (siehe Gl. 3.37) unter Vernachlässigung der Permeabilitätsgradienten in den<br />
einzelnen differenziellen Partikelschichten <strong>des</strong> Filterkuchens. Die Wandreibung der Partikeln<br />
an den angrenzenden Wänden wird vernachlässigt. Weiterhin wird angenommen, dass sich<br />
die Teilchen im Filterkuchen während <strong>des</strong> Gesamtprozesses nicht bewegen, d.h. die Packung<br />
ist quasi inkompressibel. Somit ist die Relativgeschwindigkeit zwischen dem Fluid und Fest-<br />
r r r r<br />
stoff urelative<br />
= u f −v<br />
s = u f . Eine über die Kuchenhöhe dx konstante relative Geschwindigkeit<br />
ist für die Verdichtung verantwortlich. In Bezug auf die Inkompressibilität <strong>des</strong> Filterkuchens<br />
ist auch der auf die Filtermittelfläche bezogene FeststoffvolumenstromV 0 & . Der spezifi-<br />
, = s A<br />
sche Filtratvolumenstrom ist unabhängig vom Ort und entspricht dem relativen Filtratvolumenstrom.<br />
Damit erhält man von der modifizierten DARCY-Gleichung (Gl. 3.38) für den<br />
spezifischen Filtratvolumenstrom am Filtermittel den folgenden Ausdruck:<br />
k p<br />
V&<br />
∂ L<br />
L,<br />
A,<br />
F =<br />
(3.49)<br />
η ∂x<br />
Weiterhin lässt sich Gl. (3.49) durch Anwendung von massenbezogenen Koordinaten anstatt<br />
der räumlichen, von mathematischen Ausdrücken für die mittlere Packungsdichte [6] und den<br />
mittleren Durchströmungswiderstand [193] sowie unter Berücksichtigung von Gl. (3.9) und<br />
der Kräftebilanz an der Filterkuchenschicht am Filtermittel (siehe Gl. 3.44), wie folgt umschreiben:<br />
51
dVL,<br />
A,<br />
F p<br />
V&<br />
L,<br />
A,<br />
F =<br />
(3.50)<br />
dt η ⋅ α ⋅ m + R )<br />
( s,<br />
A<br />
F<br />
Die in Gl. (3.50) dargestellte Beziehung wird in der klassischen <strong>Filtrations</strong>theorie als Filtergleichung<br />
bezeichnet und wiedergibt den zeitlichen Verlauf <strong>des</strong> ausgepressten Filtrates in<br />
Abhängigkeit von dem angewandten Pressdruck p, dem Filtermittelwiderstand RF, der Viskosität<br />
<strong>des</strong> Fluids η und den über die Kuchenhöhe gemittelten Materialeigenschaften der flüssigkeitsgesättigten<br />
Partikelpackung (Packungsdichte, Durchströmungswiderstand und Permeabilität).<br />
Die filtermittelbezogene Feststoffmasse im Filterkuchen ms,A ist zu den verschiedenen Zeitschritten<br />
der Filtration schwierig bestimmbar. Um diese Größe in der Filtergleichung zu ersetzen,<br />
wird eine stationäre und zu jedem Zeitpunkt <strong>des</strong> <strong>Filtrations</strong>prozesses gültige Massenbilanz<br />
gemacht (siehe Abbildung 3.12 und Gl. 3.51). Setzt man ein absolut sauberes Filtrat<br />
voraus (kein Feststoffaustrag), dann setzt sich zum beliebigen Zeitpunkt t die Gesamtmasse<br />
aus der Masse <strong>des</strong> Feststoffs in der Suspension, im Filterkuchen und aus der Masse <strong>des</strong> ausgepressten<br />
Filtrats zusammen:<br />
m<br />
Abb. 3.12: Feststoffmassenbilanz zu einem beliebigen Zeitpunkt t während der Filtration<br />
m<br />
s,<br />
A s,<br />
A<br />
= + VL,<br />
A,<br />
F<br />
s μ s,<br />
K<br />
μ<br />
⋅ ρ<br />
l<br />
Pressdruck p<br />
Suspension mit Massenanteil<br />
<strong>des</strong> Feststoffes μs<br />
Filterkuchen mit Massenanteil<br />
<strong>des</strong> Feststoffes μs,k<br />
Filtermittel<br />
Ausgepresstes<br />
Filtratvolumen VL,F<br />
52<br />
(3.51)<br />
Der Feststoffanteil im Filterkuchen μs,k und die mittlere Packungsdichte (siehe Gl. 3.6) werden<br />
während der Filtration als konstant angenommen. Vorausgesetzt wird ebenso dass die<br />
Suspension über dem Filterkuchen zu jedem Zeitpunkt homogen verteilt ist und dem Anfangszustand<br />
entspricht. Somit ist der Feststoffanteil in der Suspension im Laufe der Filtration
als konstant zu betrachten. Wenn man Gl. (3.51) nach der spezifischen Feststoffmasse ms,A<br />
umstellt und nachfolgend in Gl. (3.50) einsetzt, kann die Filtergleichung mit Einführung einer<br />
Konstante C aus Gründen der Übersichtlichkeit wie folgt umformuliert werden:<br />
p<br />
V&<br />
L,<br />
A,<br />
F =<br />
=<br />
⎛<br />
⎞ η<br />
⎜<br />
⎟<br />
⎜α<br />
⋅ μ s ⋅ ρl<br />
⎟<br />
η ⋅<br />
⎜<br />
⋅VL<br />
, A,<br />
F + RF<br />
μ<br />
⎟<br />
s<br />
⎜ 1− ⎟<br />
⎝ μ s,<br />
K<br />
⎠<br />
Dabei ist<br />
α ⋅ρl ⋅μs<br />
C =<br />
μs<br />
( 1−<br />
)<br />
μ<br />
sK ,<br />
p<br />
( C ⋅V<br />
+ R )<br />
⋅ L,<br />
A,<br />
F<br />
F<br />
53<br />
(3.52)<br />
(3.53)<br />
Die Verknüpfung der Gleichungen (3.6) und (3.51) führt zur folgenden Beziehung zwischen<br />
der Kuchenhöhe und dem ausgepressten spezifischen Filtratvolumen für den Teilprozess Filtration:<br />
VL,<br />
A,<br />
F ⋅ϕ<br />
s<br />
h =<br />
ε −ϕ<br />
s<br />
s<br />
(3.54)<br />
Da die mittlere Packungsdichte ε s und der Feststoffvolumenanteil der Suspension φs modellhaft<br />
als konstant betrachtet werden, ist der zeitliche Verlauf der Kuchenhöhe eindeutig von<br />
dem Verlauf <strong>des</strong> spezifischen Filtratvolumens vorbestimmt.<br />
Die mittlere Packungsdichteε s ist durch Gl. (3.55) [6] und der mittlere Durchströmungswiderstand<br />
<strong>des</strong> Filterkuchens α durch Gl. (3.56) [193] definiert:<br />
h<br />
1<br />
εs = εsdx<br />
h ∫<br />
0<br />
1 1<br />
=<br />
α p<br />
s,<br />
F<br />
ps<br />
, F<br />
∫<br />
0<br />
dp<br />
α<br />
s<br />
(3.55)<br />
(3.56)<br />
Durch Kombination der Gleichungen (3.48) und (3.56) erhält man die endgültige Formel für<br />
den mittleren Durchströmungswiderstand <strong>des</strong> Filterkuchens [65, 194] (siehe Gl. 3.57). Wei-
terhin lässt sich die mittlere Packungsdichte durch Kombinieren der Gleichungen (3.9), (3.46)<br />
und (3.47) mit Gleichung (3.55) berechnen (siehe Gl. 3.58):<br />
ps,<br />
F<br />
α 0 ( 1−<br />
n)<br />
pa<br />
α = (3.57)<br />
1−n<br />
⎛ ps,<br />
F ⎞<br />
⎜<br />
⎜1+<br />
⎟ −1<br />
⎝ pa<br />
⎠<br />
ε = ε<br />
s<br />
( 1−<br />
δ )<br />
( 1−<br />
n)<br />
⎡⎛<br />
ps,<br />
⎢<br />
⎜<br />
⎜1+<br />
⎢⎣<br />
⎝ pa<br />
⎡⎛<br />
ps,<br />
⎢<br />
⎜<br />
⎜1+<br />
⎢⎣<br />
⎝ pa<br />
⎞<br />
⎟<br />
⎠<br />
s,<br />
0<br />
1−δ<br />
F<br />
F<br />
⎞<br />
⎟<br />
⎠<br />
1−n<br />
⎤<br />
−1⎥<br />
⎥⎦<br />
⎤<br />
−1⎥<br />
⎥⎦<br />
54<br />
(3.58)<br />
3.6.1.1 TILLER / SHIRATO- Modell für den Teilprozess Filtration unter konstantem<br />
Pressdruck<br />
In der Industrie werden die ultrafeinen Suspensionen vorwiegend bei konstantem Pressdruck<br />
ausgepresst. Deswegen wird dieser Prozessmodus für die Bestimmung <strong>des</strong> <strong>Filtrations</strong>verhaltens<br />
der in dieser Arbeit zu untersuchenden Partikelsysteme ausgewählt. An dieser Stelle sollen<br />
die klassischen Modellvorstellungen von TILLER / SHIRATO für die genannte Prozessbedingung<br />
erläutert werden.<br />
Die Basisannahmen sind die Vernachlässigung <strong>des</strong> Flüssigkeitsdruckes am Filtermittel pL,F<br />
gegenüber dem Partikeldruck ps,F sowie die Betrachtung, dass der Filtermittelwiderstan<strong>des</strong> RF<br />
während <strong>des</strong> gesamten Prozessverlaufes konstant bleibt. Somit kann in den Gleichungen<br />
(3.57) und (3.58) wegen Gl (3.44) ps,F durch den Pressdruck p ersetzt werden. Folglich bleiben<br />
die mittlere Packungsdichte ε s und der mittlere Durchströmungswiderstand <strong>des</strong> Filterkuchens<br />
α während der Filtration konstant. Die Integration von Gl. (3.50) durch Trennung<br />
der Variablen bei p = const führt zur folgenden quadratischen Gleichung:<br />
η ⋅C<br />
⋅V<br />
2 p<br />
2<br />
L,<br />
A,<br />
F<br />
η<br />
+ R<br />
p<br />
F<br />
⋅V<br />
L,<br />
A,<br />
F<br />
− t = 0<br />
(3.59)<br />
Da im Laufe der <strong>Filtrations</strong>zeit das ausgepresste spezifische Filtratvolumen zunimmt, ist die<br />
physikalisch sinnvolle Lösung von Gl. (3.59) mit Gl. (3.60):
V<br />
R<br />
C<br />
2 ⋅ p RF<br />
+ ⋅t<br />
−<br />
η ⋅C<br />
C<br />
L,<br />
A,<br />
F =<br />
2<br />
F<br />
2<br />
(3.60)<br />
Wenn man die beiden Seiten von Gl. (3.60) durch VL,A,F dividiert bekommt man:<br />
t η ⋅ C η<br />
+ R<br />
V<br />
p<br />
= ⋅Vl<br />
, A,<br />
F<br />
L,<br />
A,<br />
F 2 p<br />
F<br />
55<br />
(3.61)<br />
Gl. (3.61) ist eine Geradengleichung. Bei Auftragung von t / VL,A,F über VL,A,F ergibt sich eine<br />
Gerade. Aus dem Anstieg lässt sich die Konstante C ermitteln. Der Abschnitt der Gerade mit<br />
der y-Achse liefert einen Näherungswert für den Filtermittelwiderstand, wenn der prinzipiell<br />
gekrümmte Verlauf <strong>des</strong> Filtratvolumens zur Anfangsphase der Filtration vernachlässigt wird<br />
(Abb. 3.13):<br />
t / VL,A,F<br />
a<br />
b<br />
M<br />
RF<br />
p ⋅<br />
η<br />
η ⋅C<br />
2⋅<br />
p<br />
Spezifisches Filtratvolumen VL,A,F<br />
Abb. 3.13: Bestimmung der Konstante C und <strong>des</strong> Filtermittelwiderstan<strong>des</strong> RF bei der Pressfiltration<br />
unter konstantem Druck durch Auftragung von t / VL,A,F über VL,A,F nach dem klassischen<br />
Modell von TILLER / SHIRATO [5, 6]<br />
Die Anfangsphase der Konstantdruckfiltration ist entscheidend für den Filtermittelwiderstand<br />
und unterscheidet sich von dem späteren <strong>Filtrations</strong>verlauf. Die mittlere Packungsdichte im<br />
Filterkuchen steigt gerade zu Beginn der Kuchenbildung stark an [11]. Bei der Auftragung<br />
von t / VL,A,F über VL,A,F ergeben sich während der Anfangsphase <strong>des</strong>halb Abweichungen von<br />
der Geradenform, die vom Typ (a) oder (b) sein können (siehe Abb. 3.13). Das Anfangsstadium<br />
der Kuchenbildung ist von WAKEMAN und KOENDERS [100] mathematisch beschrieben<br />
worden. Die Autoren gehen davon aus, dass zum Zeitpunkt t = 0 das Filtermittel nur den<br />
Widerstand RFM(t = 0) = RFM,0 gegenüber reiner Flüssigkeitsdurchströmung besitzt (Wasser-
wert <strong>des</strong> Filtermittelwiderstan<strong>des</strong>). In einer sehr kleinen Zeitspanne t → 0 wird eine dünne<br />
Partikelschicht auf dem Filtermittel abgelagert. Dadurch steigt der hydraulische Druckverlust<br />
schnell an.<br />
Der konvexe Verlauf vom Typ (a) zeichnet sich durch ein Minimum im Punkt M aus. Dieses<br />
Minimum für den reziproken Wert <strong>des</strong> Filtratvolumenstromes bedeutet ein Maximum <strong>des</strong><br />
Filtratvolumenstromes an dieser Stelle, welches durch eine relativ hohe Permeabilität <strong>des</strong> Filtermittels<br />
begünstigt werden kann. Bis zum Erreichen <strong>des</strong> Minimums M wird der Prozessverlauf<br />
vorwiegend vom Filtermittelwiderstand bestimmt. Anschließend wird im Punkt M ein<br />
maximaler Filtratvolumenstrom erreicht. Ab diesem Zeitpunkt wird der Filterkuchenwiderstand<br />
mit wachsender Kuchenhöhe zu einer immer mehr prozessbestimmenden Größe. Im<br />
weiteren Verlauf der Filtration fällt der Filtratvolumenstrom relativ gleichmäßig ab, weil der<br />
Filterkuchenwiderstand über den Filtermittelwiderstand dominiert und somit für die Prozessdynamik<br />
bestimmend ist.<br />
Ultrafeine Partikelsysteme bilden öfters kompressible, feste, steife Filterkuchen und weisen in<br />
der Anfangsphase meistens den Verlauf (b) in Abb. 3.13 auf. Die mittlere Packungsdichte<br />
bzw. die mittlere Permeabilität von solchen Partikelpackungen variieren während <strong>des</strong> Auspressprozesses<br />
nur mäßig. Für die konkave Krümmung der Messkurve sollten <strong>des</strong>halb andere<br />
Mechanismen verantwortlich sein, wie z.B. eine fortschreitende Porenverstopfung im Inneren<br />
<strong>des</strong> Filterkuchens durch Feinstpartikel.<br />
Die Abweichungen von der Geradeform sind umso stärker, je größer der Filtermittelwiderstand<br />
im Vergleich zum Filterkuchenwiderstand ist [195]. Außerdem ist der der Filtermittelwiderstand,<br />
bestimmt nach Abb. 3.13, nicht identisch mit dem Wasserwert <strong>des</strong> Widerstan<strong>des</strong>.<br />
Der erste liegt ca. eine Zehnerpotenz über dem Wasserwert wegen <strong>des</strong> Widerstan<strong>des</strong> der ersten<br />
abgelagerten Partikelschicht zum <strong>Filtrations</strong>beginn [196]. Die Änderung <strong>des</strong> Filtermittelwidertan<strong>des</strong><br />
während <strong>des</strong> <strong>Filtrations</strong>prozesses kann nach Ansicht von TILLER [195] dann<br />
vernachlässigt werden, wenn die <strong>Filtrations</strong>zeiten kurz sind bzw. wenn man es mit gut filtrierbaren<br />
ultrafeinen Suspensionen zu tun hat.<br />
56
3.6.1.2 Beschreibung <strong>des</strong> klassischen Konsolidierungsmodell von SHIRATO<br />
Die klassische <strong>Modellierung</strong> <strong>des</strong> Teilprozesses Konsolidierung bei konstantem Druck ist von<br />
SHIRATO [5] durchgeführt worden. Der Wandreibungs- und der Filtermittelwiderstandseinfluss<br />
auf den Prozessverlauf werden im Modell vernachlässigt. Verantwortlich für die Verdichtung<br />
ist nach SHIRATO ein mittlerer Pressdruck pˆ , welcher sich aus dem mittleren Par-<br />
tikeldruck ps in der Packung und dem angewandten Konsolidierungsdruck p einstellt:<br />
ˆ = ( p + p)<br />
/ 2<br />
(3.62)<br />
ps s<br />
Weiterhin wird ein Konsolidierungskoeffizient Ce eingeführt, welcher die Abhängigkeit <strong>des</strong><br />
Partikeldruckes von der Porenziffer mitberücksichtigt. Dem mittleren Partikeldruck pˆ s ent-<br />
spricht ein mittlerer Filterkuchenwiderstandαˆ . Die Beziehung zwischen dem Partikeldruck ps<br />
und der Porenziffer e ist der Gl. (3.63) zu entnehmen:<br />
C<br />
e<br />
1 ∂pˆ<br />
s<br />
= − ⋅<br />
(3.63)<br />
η ⋅ ρ ⋅ ˆ α ∂e<br />
s<br />
Unter den oben erwähnten Annahmen erhält SHIRATO als Lösung das so genannte Konsolidierungsverhältnis<br />
Uc, welches ein Maß für die Kuchenhöheabnahme während <strong>des</strong> Nachpressens<br />
ist:<br />
U<br />
c<br />
f<br />
c<br />
t<br />
Tc<br />
h f − h<br />
−<br />
= = 1 − e<br />
(3.64)<br />
h − h<br />
In Gl. (3.64) ist hf die erzielte Kuchenhöhe nach der Filtration, hc die Endkuchenhöhe nach<br />
dem Nachpressen und h die Kuchenhöhe zu einem beliebigen Zeitpunkt t während der Konsolidierung.<br />
Tc ist der Zeitfaktor der Konsolidierung, welcher sich wie folgt berechnen lässt.<br />
T<br />
c<br />
4 ⋅V<br />
π ⋅C<br />
= 2<br />
2<br />
s,<br />
A<br />
e<br />
57<br />
(3.65)<br />
Die physikalische Bedeutung <strong>des</strong> Faktors Tc kann mit Hilfe der Gl. (3.64) erläutert werden.<br />
Für t = 3·Tc bekommt man für das Konsolidierungsverhältnis Uc einen Wert von ca. 0,95, d.h.<br />
für Werte von t größer als 3·Tc ist die Konsolidierung nahezu abgeschlossen. Der Konsolidierungsprozess<br />
lässt sich somit durch eine Integration der Gl. (3.63) beschreiben, wenn<br />
die Funktion pˆ ( ˆ α)<br />
bekannt ist.<br />
s
3.6.1.3 TILLER / SHIRATO Modell zum Auspressen<br />
REICHMANN [2] verknüpft den beschriebenen klassischen <strong>Filtrations</strong>modell von TILLER /<br />
SHIRATO mit dem Konsolidierungsmodell von SHIRATO zu einem Auspressmodell für<br />
quasi-inkompressiblen Filterkuchen. Im Folgenden soll dieses Auspressmodell kurz dargestellt<br />
werden.<br />
Die Filtration findet solange statt bis die ganze Suspension abfiltriert ist und der Presskolben<br />
auf die Kuchenoberfläche aufsetzt. Dabei entspricht die Kolbengeschwindigkeit dem Filtratfluss.<br />
Am Anfang der Filtration zum Zeitpunkt t = 0 beträgt die Kolbenposition hk,0. Zum Ende<br />
der Filtration (Zeitpunkt tf) hat der Kolben die Position hk,f. Die Änderung der Kolbenposition<br />
entspricht dem ausgepressten spezifischen Filtratvolumen. Somit lässt sich schreiben:<br />
h f<br />
∫<br />
hK<br />
, 0<br />
VL<br />
, A,<br />
F ( t f )<br />
∫<br />
dh = − dV<br />
(3.66)<br />
K<br />
0<br />
L,<br />
A,<br />
F<br />
bzw. nach der Integration:<br />
V ( t ) − h<br />
(3.67)<br />
L,<br />
A,<br />
F<br />
f<br />
= hK<br />
, 0<br />
f<br />
Der mittlere Partikeldruck in der Packung p s lässt sich nach Umschreiben von Gl. (3.46) wie<br />
folgt berechnen:<br />
1/<br />
ß ⎡⎛<br />
ε ⎞ ⎤<br />
s<br />
ps = p ⎢⎜<br />
⎟ a −1<br />
⎥<br />
(3.68)<br />
⎝ s ⎣<br />
⎢ ε , 0 ⎠<br />
⎦<br />
⎥<br />
Weiterhin, um die Teilprozesse Filtration und Konsolidierung mit einheitlichen Materialeigenschaften<br />
zu beschreiben, setzt REICHMANN [2] die Packungsdichte εs anstelle der Porenziffer<br />
e ein und benutzt anstatt räumliche massebezogene Koordinaten. Er leitet für den<br />
mittleren Konsolidierungskoeffizient Ce und den ausgepressten spezifischen Filtratvolumen<br />
VL,A,F die folgenden Ausdrücke ab:<br />
C<br />
V<br />
e<br />
=<br />
l,<br />
A,<br />
F<br />
p<br />
( t<br />
⎛ p$<br />
⎞ s<br />
⋅ ε , 0⎜1<br />
+ ⎟<br />
⎝ pa<br />
⎠<br />
ηα ⋅ ⋅ρ⋅β a s<br />
f<br />
0<br />
s<br />
1+<br />
β−n<br />
s<br />
s<br />
58<br />
(3.69)<br />
ms,<br />
A ( t f )<br />
) = hK<br />
, 0 −<br />
(3.70)<br />
ρ ε
Die Packungsdichte εs ist vom vertikalen Partikeldruck p = ps abhängig und kann mit<br />
Gl. (3.58) ermittelt werden. Ab dem Zeitpunkt tf befindet sich die ganze Partikelmasse ms,A<br />
im Filterkuchen. Ausgehend von εs = Vs/V und dem Gesamtvolumen <strong>des</strong> Filterkuchens<br />
V = A·h, lässt sich der folgende Ausdruck für die mittlere Packungsdichte ε s ableiten:<br />
ms,<br />
A<br />
ε s =<br />
ρ ⋅ h<br />
s<br />
59<br />
(3.71)<br />
Somit kann hc entsprechend der ermittelten Packungsdichte ε s berechnet und anschließend<br />
mit Gl. (3.64) die Verläufe der Kuchenhöhe h und <strong>des</strong> spezifischen Filtratvolumens VL,A,F<br />
bestimmt werden.<br />
REICHMANN [2] weist jedoch drauf hin, dass durch die Änderung <strong>des</strong> Partikeldruckes im<br />
Kuchen zum Zeitpunkt t = tc von ps auf pˆ s in Abhängigkeit von den Materialeigenschaften<br />
<strong>des</strong> Kuchens eine Unstetigkeitsstelle im Filtratvolumen verursacht wird, die nicht zu beobachten<br />
ist, wenn p s = pˆ s bei der Auswertung benutzt wird (Abb. 3.14).<br />
spezifisches Filtratvolumen Vl,A,FM Kuchenhöhe h in m<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
Filtratvolumen V l,A,FM<br />
Verdichtungsdruck = (⎯p s +p ) / 2<br />
Verdichtungsdruck =⎯p s<br />
aus /77/:<br />
p = 900 kPa, R FM = 2,86 10 12 m -1 , ϕ s = 0,2<br />
0,02<br />
0,01<br />
0,00<br />
Kuchenhöhe h<br />
ρ = 2658 kg / m s<br />
0 2000 4000 6000 8000 10000<br />
3 ,ρ = 1000 kg / m l 3<br />
η = 10 -3 Pas, ε = 0,269,<br />
s,0<br />
k = 3,4965 10 0 -15 m 2 , p = 1,2 kPa,<br />
a<br />
β = 0,09, δ = 0,49<br />
Abb. 3.14:Berechnete Kuchenhöhen und Filtratvolumina beim Auspressen einer ultrafeinen<br />
Suspension bei konstantem Druck, quasi- inkompressibler Filterkuchen [2]<br />
t F<br />
Prozeßzeit t in s
3.6.2 Beschreibung <strong>des</strong> dynamischen Prozessmodells von REICHMANN<br />
Das Prozessmodell von REICHMANN [2] ist im Wesentlichen eine Erweiterung <strong>des</strong> bekannten<br />
dynamischen Modells von STAMATAKIS und TIEN [203, 204]. Es berücksichtigt den<br />
Einfluss der Wandreibung, <strong>des</strong> gleichwertigen Durchmessers und der Druckverhältnisse im<br />
Inneren <strong>des</strong> Filterkuchens. REICHMANN [2, 197-202] betrachtet die Teilprozesse Filtration<br />
und Konsolidierung als eindimensionales Problem und entwickelt ein dynamisches Prozessmodell<br />
zur Beschreibung <strong>des</strong> zweistufigen Auspressprozesses von ultrafeinen Suspensionen.<br />
Bei der mechanischen Entwässerung fließt das Wasser durch die Poren <strong>des</strong> kompressiblen<br />
Filterkuchens. Deswegen berücksichtigt der Autor den Unterschied zwischen den Leerrohrgeschwindigkeiten<br />
der festen und der flüssigen Phase. Die Schleppkraft der flüssigen Phase bei<br />
der Kuchenbildung während <strong>des</strong> Auspressvorganges führt zur Übertragung von Partikeldrücken<br />
ps an den Partikelkontakten. REICHMANN berücksichtigt ebenso die zeitliche und<br />
örtliche Änderung <strong>des</strong> Partikeldrucks ps im Filterkuchen während <strong>des</strong> gesamten Auspressprozesses.<br />
Im Gegensatz zum konventionellen TILLER-SHIRATO- Modell [5, 6], welches auf der Annahme<br />
konstanter mittlerer Werte der Materialeigenschaften Feststoffdruck ps, Packungsdichte<br />
εs und Permeabilität k <strong>des</strong> Filterkuchens während <strong>des</strong> Auspressens beruht, berücksichtigt<br />
das neue Modell von REICHMANN die Prozessdynamik, d.h. die zeitliche und örtliche Änderung<br />
dieser Materialeigenschaften und die Relativgeschwindigkeit zwischen disperser und<br />
fluider Phase. Zusätzlich werden der Wandreibungswinkel ϕW und das Horizontaldruckverhältnis<br />
λ berücksichtigt (Gl.3.72). Vereinfachend wird die Gültigkeit der DARCY-Gleichung<br />
zur Beschreibung der laminaren Durchströmung eines Partikelpackungselementes und der<br />
semipermeablen, für den Feststoff undurchlässigen Filtermittelschicht, angenommen. Außerdem<br />
wird vorausgesetzt, dass die einzelnen infinitesimalen Schichten bei ihrer Durchströmung<br />
konstante mittlere Permeabilitäten besitzen. Der Gesamtfiltermittelwiderstand RF wird<br />
als Summe <strong>des</strong> Wasserwertes RF,0 und <strong>des</strong> Durchströmungswiderstan<strong>des</strong> der am Filtermittel<br />
abgelagerten ersten Partikelgrenzschicht RF,G berechnet. Der Verstopfungswiderstand <strong>des</strong> Filtermittels<br />
wird vernachlässigt. Es wird davon ausgegangen, dass die Filtermittelporen kleiner<br />
sind als die feinsten Partikel und somit alle Partikel auf der Filtermitteloberfläche zurückgehalten<br />
werden.<br />
∂ε s ∂ ⎡ k ∂ps<br />
⎤ 4 ∂<br />
∂ε s<br />
= s − [ s ⋅ k ⋅ ⋅ W ⋅ ps<br />
] + Vl<br />
A F ( ≤ x ≤ h)<br />
t x<br />
⎢ε<br />
x<br />
⎥<br />
ε λ tanϕ<br />
&<br />
, , 0<br />
(3.72)<br />
∂ ∂ ⎣ η ∂ ⎦ η ⋅ d gl ∂x<br />
∂x<br />
Der erste Term der rechten Seite stellt einen Durchströmungsterm dar, der von der Packungsdichte<br />
εs, der Permeabilität k und dem Feststoffdruck ps abhängt. Der zweite Term berücksichtigt<br />
mit dem Horizontallastverhältnis λ die Druckverhältnisse im Inneren der Partikelpackung<br />
beim Fließen, sowie durch ϕW das Wandreibungsverhalten, welches durch die<br />
60
Materialpaarung Partikel-Wandmaterial hervorgerufen wird. Durch den gleichwertigen<br />
Durchmesser dgl werden die geometrischen Verhältnisse <strong>des</strong> Auspressapparates berücksichtigt.<br />
Der dritte Term ist ein Quellenterm für die feste Phase, da der Filtratvolumenstrom zu<br />
einer Ansammlung von Partikeln auf dem Filtermittel führt.<br />
Die Lösungsfunktion von Gl. (3.72) ist orts- und zeitabhängig. Mathematisch betrachtet liegt<br />
ein kombiniertes Anfangs- und Randwertproblem vor, welches die Angabe einer Anfangsbedingung<br />
und je einer Randbedingung an der oberen (x = h) bzw. unteren Packungsgrenzfläche<br />
(x = 0) erfordert. Diese Bedingungen sind sowohl für den Teilprozess Filtration als auch für<br />
den Teilprozess Konsolidierung eindeutig formuliert. Die Position der oberen Kuchengrenzfläche<br />
ist zeitlich veränderlich, weil die Kuchenhöhe variiert (bewegliche Front) und ist durch<br />
die Angabe von je einer Beziehung für Filtration bzw. Konsolidierung erfasst. Eine komplette<br />
Darstellung der Anfangs- und Randbedingungen für die beiden Teilprozesse sowie die ausführliche<br />
Erläuterung <strong>des</strong> Anfangsstadiums der Filtration zum Zeitpunkt t→0 für die Berechnung<br />
der Anfangswerte von Kuchenhöhe, Packungsdichte, Permeabilität und <strong>des</strong> Anfangsprofils<br />
<strong>des</strong> Partikeldruckes, die für das numerische Lösungsmethode (Finite-Elemente-Methode)<br />
notwendig sind, findet man bei REICHMANN [197, 198]. Nach Einführung einer dimensionslosen<br />
Filterkuchenhöhe X = x / h(t) lassen sich der spezifische filterflächenbezogene Filtratvolumenstrom<br />
und die Kuchenhöhe zu jedem Zeitpunkt <strong>des</strong> Entwässerungsprozesses wie<br />
folgt berechnen [197]:<br />
Filtratvolumenstrom:<br />
1<br />
& 1 ⎛<br />
⎞<br />
l,<br />
A,<br />
F = ⎜ p − ps,<br />
F − ∫Wa<br />
⋅ p ⋅ dX ⎟<br />
(3.73)<br />
R ⋅η<br />
⎝<br />
0 ⎠<br />
V s<br />
F<br />
Kuchenwachstumsgeschwindigkeit während der Filtration:<br />
dh<br />
dt<br />
ϕ ⋅V&<br />
s l,<br />
A,<br />
F<br />
= 1<br />
∫ε<br />
dX − ϕ<br />
0<br />
s<br />
1 ∂ε s<br />
− h ⋅ ∫<br />
0 ∂t<br />
s<br />
dX<br />
Kuchenverdichtungsgeschwindigkeit während der Konsolidierung:<br />
dh<br />
dt<br />
dh<br />
=<br />
dt<br />
K<br />
61<br />
(3.74)<br />
1<br />
1<br />
⎛<br />
⎞<br />
= −V&<br />
l,<br />
A,<br />
F = − ⎜ p − ps,<br />
F − ∫Wa<br />
⋅ ps<br />
⋅ dX ⎟<br />
(3.75)<br />
R ⋅η<br />
⎝<br />
0 ⎠<br />
F<br />
In Gl. (3.73) und Gl. (3.75) ist Wa die Wandreibungszahl und wird nach Gl. (3.76) berechnet.<br />
Dabei ist zu berücksichtigen, dass bei Wandreibungszahlen größer als 0,2 die Wandreibung
einen nicht zu unterschätzenden Einfluss auf das Entwässerungsergebnis hat und <strong>des</strong>halb bei<br />
der Prozessmodellierung nicht vernachlässigt werden darf [2]:<br />
4h<br />
Wa = ⋅ λw ⋅ tanϕW<br />
(3.76)<br />
d<br />
gl<br />
3.6.3 Beschreibung <strong>des</strong> Porositätsmodells von NEEßE und DÜCK<br />
Die physikalisch begründete Vorausberechnung der Porosität <strong>des</strong> Filterkuchens bestehend aus<br />
geflockten und nicht geflockten Teilchen unter Berücksichtigung von Packungsstruktur und<br />
Haftkräfte zwischen den Primärpartikeln ist auf die Arbeiten von NEEßE und DÜCK zurückzuführen<br />
[38, 39, 93, 189]. In diesem Zusammenhang ist auch die Dissertation von<br />
PUREVJAV zu nennen [190], welche ebenso am <strong>Lehrstuhl</strong> für Umweltverfahrenstechnik und<br />
Recycling der Universität Erlangen-Nürnberg erstellt wurde. Der aktuellste Stand der Modellentwicklungen<br />
zur Porositätssimulation von nicht geflockten und geflockten Filterkuchen<br />
wurde von den Autoren 2005 in Wiesbaden präsentiert [205] und veröffentlicht [206]. Im<br />
Folgenden werden diese Modelle kurz beschrieben.<br />
Entsprechend der Modellvorstellungen bilden feine, nicht geflockte Partikel unter dem Einfluss<br />
von Haftkräften im Filterkuchen hohle Agglomerate mit Durchmessern dA (Abb. 3.15).<br />
Dies korrespondiert mit den experimentellen Untersuchungsergebnissen von WAKEMAN<br />
und TARLETON [128], die mit REM-Aufnahmen an ultrafeinen Filterkuchen nachwiesen,<br />
dass die ausgepressten Packungen aus Agglomeraten mit relativ großen Durchmessern bestehen,<br />
Abb. 3.16. Es wird vorausgesetzt, dass die Filtratströmung vorzugsweise um die Agglomerate<br />
herum erfolgt (Abb. 3.15), so dass die letzten erhalten bleiben und im makroskopischen<br />
Sinne die Kompressibilität der Packung bestimmen Die Partikel werden als ideal steif<br />
betrachtet. Die Normaldruckabhängigkeit der interpartikulären Haftkräfte wird somit nicht<br />
berücksichtigt.<br />
Abb.3.15: Modellhafte Darstellung der<br />
Struktur eines nicht geflockten Filterkuchens<br />
nach NEEßE und DÜCK [206]<br />
62<br />
Abb. 3.16: REM-Aufnahme einer ausgepressten<br />
ultrafeinen Partikelpackung [128]
Der dimensionslose Parameter Fi, welcher die Agglomeratgröße bzw. die Struktur der entwässerten<br />
Packung bestimmt, ist das Verhältnis zwischen der das Agglomerat beanspruchende<br />
Scherkraft <strong>des</strong> Fluids FD und der Haftkraft zwischen zwei benachbarten Partikeln FH:<br />
F<br />
Fi =<br />
F<br />
D<br />
H<br />
2<br />
Δp<br />
⋅ d p Δp<br />
⋅ d<br />
= =<br />
h ⋅ ΔE<br />
h ⋅ F<br />
c<br />
c<br />
3<br />
p<br />
H<br />
63<br />
(3.77)<br />
In Gl. (3.77) ist ΔE die spezifische Oberflächen- bzw. Bindungsenergie. Es wird im Modell<br />
vorausgesetzt, dass FH = ΔE·dp. Diese Haftkraft ist von der Elektrolyt- bzw. Flockungsmittelkonzentration<br />
abhängig und wird für die Modellrechnungen theoretisch mit Hilfe der DLVO-<br />
Theorie [207] abgeschätzt sowie mittels der Zentrifugalmethode nach IVANAUSKAS [80]<br />
und MUEHLE [79] experimentell bestimmt.<br />
Unter diesen Modellannahmen leiten die Autoren den folgenden Ausdruck für die Vorausberechnung<br />
der Porosität einer verdichteten, drainierten, nicht geflockten Partikelpackung ab:<br />
( 1−<br />
ε )<br />
z,<br />
0<br />
( 1−<br />
ε )<br />
( ) ⎥ ⎥<br />
ε = ε z,<br />
0 +<br />
bzw.<br />
1/<br />
3<br />
⎡ ⎛ k ⎞ ⎤<br />
⎢ + ⎜ 1Fi<br />
1 ⎟<br />
⎢ ⎜ ⎟<br />
⎣ ⎝ 4 f ε z,<br />
0 ⎠<br />
( ) ⎥<br />
⎦<br />
⎥<br />
ε s = 1−<br />
ε z,<br />
0 −<br />
(3.78)<br />
1/<br />
3<br />
⎡ ⎛ k ⎞ ⎤<br />
⎢ + ⎜ 1Fi<br />
1 ⎟<br />
⎢ ⎜ ⎟<br />
⎣ ⎝ 4 f ε z,<br />
0 ⎠ ⎦<br />
εz,0 – Porosität der dichtesten Zufallspackung k1 - Modellkoeffizient<br />
f(ε) – Porenfunktion nach Carman-Kozeny, f(ε) = (1-ε) 2 / ε 3<br />
Im Porositätsmodell für geflockte Filterkuchen werden die Flocken als ideale Kugeln betrachtet.<br />
Sie werden aus Einzelpartikeln, zusammengehalten durch Haftkräfte, aufgebaut. Die<br />
Flocken sind deformierbar. Wegen der Kugelform wird der Flocke-Flocke-Kontakt zu einem<br />
Partikel-Partikel-Kontakt eingeschränkt. Somit ist die Haftkraft zwischen zwei Primärpartikeln<br />
innerhalb der Flocke dieselbe wie die Haftkraft zwischen zwei kontaktierenden Flocken.<br />
Die Gesamtporosität <strong>des</strong> Filterkuchens wird aus der Flockenporosität εf und der externen<br />
Zwischenflockenporosität εex nach Gl. (3.79) berechnet:<br />
ε = ε ex + ε f ⋅ ( 1−<br />
ε ex )<br />
(3.79)<br />
Die Modellvorstellung für die Flockendeformation infolge der Pressdruckeinwirkung im Filterkuchen<br />
ist in der Abbildung 3.17 schematisch dargestellt. Vereinfachend wird als Startbedingung<br />
für die Flockendeformation eine kubische Struktur der kugelförmigen Flocken vorausgesetzt.<br />
Durch den steigernden Pressdruck werden die Flocken bei ihrer Deformation immer<br />
mehr verflacht, die externe Porosität εex sinkt ab und erreicht bei sehr großen Drücken<br />
den Wert von Null (Abb. 3.17).<br />
z,<br />
0
a) b)<br />
Stadium 1: Dieser Fall repräsentiert die größte<br />
externe Porosität εex der Packung bei kleinen<br />
Pressdrücken<br />
c) d)<br />
Stadium 3: Bei größeren Pressdrücken werden<br />
die Flocken deformiert. Das führt zur<br />
Packungskompression und Abnahme der<br />
externen Porosität εex<br />
Stadium 2: Bildung einer kubischen<br />
Packung aus noch nicht deformierten<br />
kugelförmigen Flocken<br />
Abb. 3.17: Packungsstruktur eines geflockten Filterkuchens in Abhängigkeit vom Pressdruck<br />
nach dem Porositätsmodell von NEEßE und DÜCK [206]<br />
Bei der <strong>Modellierung</strong> der Flockendeformation werden folgende vereinfachende Voraussetzungen<br />
zugrunde gelegt:<br />
- Bei Anwendung von moderaten Pressdrücken bleibt die innere Flockenporosität εf im<br />
Filterkuchen konstant.<br />
- Das Flockenvolumen ist konstant und hängt nicht von der Form der Flocke ab.<br />
- Jede deformierte Flocke existiert innerhalb einer kubischen Zelle der Länge a, umgeben<br />
von 6 Pyramidenstümpfen der Höhe b (siehe Abbildung 3.18).<br />
- Die externe Porosität εex wird durch die Abflachung der Flockenränder generiert.<br />
64<br />
Stadium 4: Bei sehr großen Pressdrücken<br />
werden die Flocken zu kubischen Packungselementen<br />
deformiert. Die externe Porosität<br />
<strong>des</strong> Filterkuchens εex ist gleich Null
Abb. 3.18: Modellhafte Form einer Flocke verursacht durch die Komprimierung <strong>des</strong> Filterkuchens<br />
[206]<br />
Für die externe Porosität εex kann dann der folgende Ausdruck abgeleitet werden [206]:<br />
ε<br />
ex<br />
ε 0,<br />
F<br />
= (3.80)<br />
ε 0,<br />
F a<br />
1+<br />
2 b<br />
Hier ist ε0,F = 0,4 – 0,5 die Porosität der regulären kubischen Packung aus kugelförmigen<br />
Flocken.<br />
Weiterhin wird in Gl. (3.77) der mittlere Partikeldurchmesser dp mit dem mittleren Flockendurchmesser<br />
df ersetzt. Man bekommt für den dimensionslosen Parameter Fif <strong>des</strong> geflockten<br />
Filterkuchens den Ausdruck:<br />
Fi<br />
f<br />
F<br />
=<br />
F<br />
D<br />
H<br />
2<br />
Δp<br />
⋅ d f Δp<br />
⋅ d<br />
= =<br />
h ⋅ ΔE<br />
h ⋅ F<br />
c<br />
c<br />
3<br />
f<br />
H<br />
65<br />
(3.81)<br />
Mit Rücksicht auf den Parameter Fif leiten NEEßE und DÜCK [206] die folgende Formel zur<br />
Vorausberechnung der externen Porosität eines polymergeflockten Filterkuchens ab:<br />
( ) 1 3 / 2 −<br />
1+<br />
3⋅<br />
ε ⋅ k ⋅ f ( ε ) ⋅ Fi<br />
ε (3.82)<br />
ex = ε 0 , F ⋅<br />
0,<br />
F 4 0,<br />
F f<br />
Durch Einsetzen von Gl (3.82) in Gl. (3.79) ergibt sich folgende Gesamtporosität:<br />
0,<br />
F<br />
4<br />
( 1−ε<br />
)<br />
ε0,<br />
F ⋅ f<br />
ε = ε f +<br />
(3.83)<br />
1+<br />
3⋅ε<br />
⋅k<br />
⋅ f ( ε ) ⋅ Fi<br />
ex<br />
a<br />
3/<br />
2<br />
f<br />
In Gl. (3.83) sind f (εex) die Porenfunktion nach Carman-Kozeny (f (εex) = (1-εex) 2 / ε 3 ex) und<br />
k4 ein Modellkoeffizient.<br />
b
3.7 Kombination der Diskrete-Elemente-Methode (DEM) mit der Fluiddynamik<br />
Bisher ist in der Verfahrenstechnik eine Simulation der Entwässerungsdynamik von ultrafeinen<br />
Suspensionen mit Hilfe von DEM noch nicht gelungen. Die Beschreibung ist bislang nur<br />
auf kontinuumsmechanischer Basis möglich (siehe Abschnitt 3.5.3). Die Verknüpfung der<br />
Erkenntnisse aus der <strong>Filtrations</strong>technik und der Schüttgutmechanik und der Vergleich der<br />
mittels DEM simulierten Ergebnisse mit etablierten Kontinuumsmodellen und deren Kalibration<br />
mit Experimenten stellt eine große Herausforderung dar.<br />
In dieser Arbeit wird gezeigt, dass die Auspressdynamik der untersuchten Partikelsysteme<br />
mittels Kombination der Diskrete-Elemente-Methode (DEM) und Fluiddynamik „mikroskopisch“<br />
simuliert werden kann. Die Berechnungsgrößen bei diesen Simulationen sind z.B. der<br />
zeitliche Verlauf <strong>des</strong> spezifischen Filtratvolumens sowie die Packungsdichte und die Permeabilität<br />
der ausgepressten Partikelpackung. Die Packungsstruktur <strong>des</strong> Filterkuchens aus diskreten<br />
deformierbaren Partikeln lässt sich zu jedem beliebigen Zeitpunkt der Simulation in der<br />
geometrisch ähnlich nachgebildeten Form <strong>des</strong> Auspressapparates „mikroskopisch“ beobachten.<br />
Die Geschwindigkeiten der Partikel und <strong>des</strong> Fluids sowie die Kontaktkräfteverteilung<br />
zwischen den Partikeln innerhalb <strong>des</strong> Filterkuchens sind zu jedem Zeitschritt der Simulation<br />
einschätzbar. Diese Vorgehensweise ist möglich dank der neuerlich entwickelten Software der<br />
Fa. Itasca, <strong>des</strong> so genanten „Fixed Coarse-Grid Fluid Scheme in PFC“ [208].<br />
Auf eine Beschreibung Diskrete-Elemente-Methode soll an dieser Stelle verzichtet werden.<br />
Die Prinzipien <strong>des</strong> DEM-Algorithmus sowie das im Programm Itasca integrierte Kraftverformungsgesetz<br />
zwischen den Partikeln sind in der Dissertation von ANTONYUK [209] ausführlich<br />
erläutert worden. Im Folgenden soll nach einer kurzen Literaturübersicht über die<br />
bisherigen DEM-Anwendungen in der mechanischen Flüssigkeitsabtrennung das mathematisch-physikalische<br />
Bild der Fluidkopplung innerhalb der Diskrete-Elemente-Methode detailliert<br />
dargestellt werden.<br />
3.7.1 Literaturübersicht über die bisherigen Anwendungen der Diskrete-Elemente-<br />
Methode auf dem Gebiet der Fest-Flüssig-Trennung<br />
In der Geomechanik [210-212], Physik [213] und Ultrafiltration [214] sind Ansätze bekannt,<br />
die das dynamische Bewegungsverhalten der Partikel unter Einfluss von Volumenkräften<br />
bzw. Wechselwirkungspaarpotentialen beschreiben können. Es sind auch Arbeiten bekannt,<br />
die den Mechanismus der Filterkuchenbildung bei der Druckfiltration ultrafeiner Partikelsysteme<br />
beschreiben, wobei die Partikel-Partikel und die Partikel-Fluid Reibungskräfte und<br />
Effekte der Brown’schen Bewegung dynamisch berücksichtigt werden [215-216]. Dabei wird<br />
die Diskrete-Elemente-Methode benutzt. Diese Arbeiten sind aber für eine Anwendung in der<br />
Praxis nicht nutzbar, weil sie auf der Annahme einer inkompressiblen monodispersen Fest-<br />
66
stoffphase beruhen. Neuerlich sind Veröffentlichungen publiziert worden, welche auf die Partikel-Partikel<br />
und Partikel-Fluid Wechselwirkungskräfte und die Berechnung der Partikelbewegungen<br />
in Laborchromatographiesäulen [217] und während der Filtration [218, 219] eingehen.<br />
Leider sind bei diesen Arbeiten die Partikelgrößenverteilung und die Kompressibilität<br />
der Packung nicht berücksichtigt.<br />
Es ist eine relevante Arbeit bekannt, in welcher das Programm Itasca, bzw. die Diskrete-<br />
Elemente-Methode benutzt wird, um die Fluidströmung durch eine vorgebildete Partikelpackung<br />
aus nicht deformierbaren Partikeln zu simulieren [220]. Darin wird anhand DEM-<br />
Simulationen die Leistungsfähigkeit <strong>des</strong> DARCYschen Gesetzes zur Beschreibung der laminaren<br />
Durchströmung von Partikelanordnungen auf der Mikroebene nachgewiesen.<br />
Bemerkenswert sind die Simulationen von Fluidströmungen durch vorgebildete Partikelpackungen<br />
definierter Porosität unter Berücksichtigung der Partikel- und Porengrößenverteilung<br />
von MILLER [221-223]. Die Veröffentlichungen präsentieren ein Studium <strong>des</strong> Fluidtransports<br />
durch Partikelpackungen unter Anwendung der Röntgenmikrochromatographie zur<br />
Charakterisierung der komplexen dreidimensionalen Porengeometrie. Angewandt wurde diese<br />
Methode zur Simulation der Fluidströmung durch Packungen (Gitter-Bolzmann-Methode)<br />
und zur Ermittlung der fundamentalen Zusammenhänge zwischen der Porenmikrostruktur und<br />
den effektiven Transportkoeffizienten. Der Filterkuchen aus diskreten kugelförmigen Partikeln<br />
wurden mit Hilfe der Monte Carlo Methode in 3D erzeugt, wobei die Packung mit bestimmter<br />
Porosität als ein komplexes System verbundener interpartikuläre Hohlräume entsprechend<br />
der Röntgenmikrochromatographieanalyse betrachtet wird. In diesem Zusammenhang<br />
ist auch die Arbeit von VALADAO [224] zu nennen.<br />
KOCH [225] modelliert die Fluidströmung in Suspensionen und gepackten Partikelschichten<br />
für den Fall in dem der Trägheitseffekt eine signifikante Rolle spielt. Die Feststoffphase besteht<br />
dabei aus nicht kompressiblen Partikeln mit gleichem Durchmesser. Das Fluid wird als<br />
Kontinuum betrachtet. Der Einfluss der Trägheit der Kontinuums- und Partikelphase wird auf<br />
Mikroniveau durch die Reynolds- und Stokeszahl charakterisiert. Der Autor schlägt eine dimensionslose<br />
Schleppkraft der Fluidströmung auf die Partikel als Funktion von der Reynoldszahl<br />
und der Feststoffvolumenkonzentration vor. Um diese zu berechnen, nutzt er die Gitter-<br />
Bolzmann-Methode als Vorgehensweise. Wichtiges Ergebnis ist die Tatsache, dass die Anwendung<br />
der ERGUN-Gleichung für die Durchströmung von Partikelpackungen mit Feststoffvolumenanteilen<br />
größer als 50% brauchbare Werte liefert. Weiterhin werden die Fluidkräfte<br />
auf fixierten Zufallpackungen aus kugelförmigen Partikeln als Funktion der Reynoldszahl<br />
und der Einfluss der Reynoldszahl auf die Sedimentationsgeschwindigkeit in monodispersen<br />
Suspensionen aus kugelförmigen Partikeln diskutiert.<br />
67
Die Nachteile dieser Arbeiten bestehen darin, dass sie von einer ausgebildeten Partikelpackung<br />
ausgehen und weder die Dynamik der Kuchenbildung- und Verdichtung während<br />
<strong>des</strong> Auspressprozesses noch die elastisch-plastischen Partikelkontakteigenschaften und die<br />
Partikel-Fluid Wechselwirkungskräfte berücksichtigen. Allerdings haben die Arbeiten nachgewiesen,<br />
dass die DARCY-Gleichung auf Mikroniveau erfolgreich für die <strong>Modellierung</strong> der<br />
Durchströmung der Packung angewandt werden kann.<br />
3.7.2 Fluidschema in den DEM-Berechnungen<br />
3.7.2.1 Allgemein<br />
Die Simulation der Kopplung zwischen Partikeln und Fluid erfolgt mit einer Gitterelementmethode,<br />
der so genannten „Fixed Coarse Fluid Scheme“ [208]. Die Partikeldispersionen und<br />
die erzeugten Packungen werden in mikroskopisch kleine Zellen unterteilt (wie bei den finiten<br />
Elementen). Das Schema löst die Kontinuitäts- und die Navier-Stokes-Gleichung in Eulerschen<br />
kartesischen Koordinaten. Für jede Zelle <strong>des</strong> Gitters werden die Druck- und Geschwindigkeitsvektoren<br />
unter Berücksichtigung der Anwesenheit von Partikeln in der Zelle und der<br />
Zellenporosität zeitlich und örtlich gelöst. Jede Zelle enthält bis zu zwanzig Partikel („Balls“).<br />
Der Einfluss der dynamischen Auftriebkraft <strong>des</strong> Fluids auf die Partikel-Partikel-Kontaktkräfte<br />
infolge der Druckdifferenz wird in jedem Iterationszeitschritt der Fluidberechnung berücksichtigt.<br />
Diese Kräfte beeinflussen die Impulsänderungen, welche sich durch die Änderung<br />
<strong>des</strong> Druckabfalls in Strömungsrichtung widerspiegelt.<br />
3.7.2.2 Wechselwirkungen zwischen den Partikeln und der Fluidströmung<br />
Abbildung 3.19 zeigt eine mikroskopisch kleine Modellzelle <strong>des</strong> Elementarvolumens<br />
ΔxΔyΔz, in welcher eine Packung aus kugelförmigen Partikeln angeordnet ist und welche von<br />
einem Fluid durchströmt wird:<br />
Fluidströmung<br />
Δx<br />
Abb. 3.19: Fluidströmung durch eine Partikelpackung innerhalb einer mikroskopisch kleinen<br />
Zelle<br />
Δy<br />
Δz<br />
z<br />
y<br />
68<br />
x
Unter der Voraussetzung, dass das Fluid nur in x-Richtung strömt, erfolgt der Druckgradient<br />
dp/dx entsprechend nur in x-Richtung. Unter Berücksichtigung der Kräftebilanz in<br />
x-Richtung lässt sich die Widerstandskraft (svw. „treibende“ Kraft) <strong>des</strong> Flui<strong>des</strong> auf die<br />
Partikel f T sum wie folgt berechnen:<br />
f<br />
T<br />
sum<br />
=<br />
n<br />
p<br />
∑<br />
i=<br />
1<br />
f<br />
T<br />
i,<br />
x<br />
= − f<br />
W<br />
x<br />
dp π<br />
ΔxΔyΔz<br />
−<br />
dx 6<br />
n<br />
p<br />
∑<br />
i=<br />
1<br />
d<br />
3<br />
p,<br />
i<br />
69<br />
(3.84)<br />
In Gl. (3.84) stellt<br />
W<br />
f x die Partikel-Fluid Wechselwirkungskraft in dem betrachteten<br />
Elementarvolumen ΔxΔyΔz dar. dp,i (i = 1, np) und np sind die Durchmesser der Partikel und<br />
die Partikelanzahl. Bemerkenswert ist die Tatsache, dass durch eine diskrete Vorgehensweise<br />
die Partikelgrößenverteilung bei der Prozessmodellierung einbezogen wird, was bisher auf<br />
kontinuummechanischen Wegen nicht gelungen war. Die DEM-<strong>Modellierung</strong> erlaubt somit<br />
die Simulation der Dynamik verteilter Partikelkollektive. Das Minuszeichen vor dem ersten<br />
Term auf der rechten Seite der G.(3.84) bedeutet, dass der auf dem Fluid wirkende Druck<br />
positiv ist. Der zweite Term repräsentiert die auf die Partikel infolge <strong>des</strong> Druckgradienten<br />
dp/dx wirkende äußere Kraft. Das Minuszeichen hier besagt, dass der Druck in positiver<br />
Fluidströmungsrichtung (x-Richtung) absinkt.<br />
Das Elementarvolumen der Zelle kann mit Rücksicht auf die Zellenporosität ε mit Gl. (3.85)<br />
ausgedrückt werden:<br />
n<br />
p π 3<br />
∑ d p,<br />
i<br />
6 i=<br />
1<br />
Δx<br />
ΔyΔz<br />
=<br />
(3.85)<br />
1−<br />
ε<br />
Das Einsetzen von Gl. (3.85) in Gl. (3.84) liefert den folgenden Ausdruck für die Widerstandskraft:<br />
f<br />
T<br />
sum<br />
=<br />
n<br />
W ⎛ f<br />
⎜<br />
⎝1<br />
− ε<br />
dp ⎞ π<br />
dx ⎟<br />
⎠ 6<br />
p p<br />
T<br />
x<br />
∑ f = −⎜<br />
+ ⎟<br />
i,<br />
x<br />
∑<br />
i=<br />
1 i=<br />
1<br />
n<br />
d<br />
3<br />
p,<br />
i<br />
Für die Widerstandskraft f T i,x (i = 1 bis np), ausgeübt auf ein Einzelpartikel, ergibt sich dann:<br />
f<br />
T<br />
i,<br />
x<br />
(3.86)<br />
W<br />
f x dp π 3<br />
d p,<br />
i<br />
1 ε dx ⎟ 6<br />
⎟<br />
⎛ ⎞<br />
= ⎜<br />
+<br />
(3.87)<br />
⎝ − ⎠
Für den allgemeinen Fall bzw. für jede beliebige Richtung lässt sich Gl (3.87) wie folgt umschreiben:<br />
f<br />
T<br />
i,<br />
j<br />
W<br />
f j π 3<br />
p j d p,<br />
i<br />
1 ε ⎟ 6<br />
⎟<br />
⎛ ⎞<br />
= ⎜ + ∇<br />
(3.88),<br />
⎜<br />
⎝ − ⎠<br />
wobei i = 1 bis np und j = x, y, z<br />
Für das zweiphasige Fest-Flüssig-System <strong>des</strong> Elementarvolumens ΔxΔyΔz kann die Navier-<br />
Stokes-Gleichung für die inkompressible Fluidphase mit konstanter Dichte ρf wie folgt geschrieben<br />
werden:<br />
W<br />
∂(<br />
εu)<br />
ε ε<br />
f<br />
= −∇(<br />
εuu)<br />
− ∇p<br />
− ∇τ<br />
+ εg<br />
+<br />
∂t<br />
ρ ρ<br />
ρ<br />
f<br />
f<br />
f<br />
70<br />
(3.89)<br />
Wenn der Druckgradient ∇ p infolge der Wechselwirkung zwischen dem Fluid und den Partikeln<br />
ansteigt, dann gilt für den Wechselwirkungsterm f W [226]:<br />
f = ε ∇p<br />
(3.90)<br />
W<br />
j<br />
j<br />
Gl. (3.90) wird in Gl. (3.88) eingesetzt. Man erhält für die Widerstandskraft den Ausdruck:<br />
f<br />
T<br />
i,<br />
j<br />
∇p<br />
j π 3<br />
= − d p,<br />
i<br />
(3.91)<br />
1−<br />
ε 6<br />
Um den Partikel-Fluid-Wechselwirkungsterm zu ermitteln, wird der Druckgradient∇p j in Gl.<br />
(3.90) für jede Zelle abhängig von der Feststoffvolumenkonzentration und der Reynoldszahl<br />
nach der Darcy- oder Ergun-Gleichung (letztere für turbulente Durchströmung) berechnet. Es<br />
sind numerisch einfach zu handhabende, differentielle Ansätze, die auf der Mikroebene ihre<br />
Leistungsfähigkeit nachgewiesen haben. Die dynamische Entwicklung der Partikelanordnungen,<br />
also der Porenstruktur, während der Konsolidierung und Durchströmung lässt sich somit<br />
zeitlich und örtlich aufgelöst, numerisch „beobachten“. Diese Methodik unterscheidet sich<br />
damit grundlegend von den Modellen, die diese örtliche Auflösung nicht kennen und die die<br />
DARCY-Gleichung als Kontinuumsansatz für die gesamte makroskopische Packung oder für<br />
Scheibenelemente benutzen. Dort scheinen sich diese Ansätze in der Tat aufgrund der Porositätsgradienten<br />
und der mikroskopisch veränderlichen Porenstrukturen als problematisch erwiesen<br />
zu haben.
Die DARCY-Gleichung lässt sich mit Rücksicht auf die kinematische Viskosität <strong>des</strong> Fluids νf<br />
wie folgt umschreiben:<br />
dp<br />
dx<br />
ν f ρ f<br />
= − u x0<br />
(3.92)<br />
k<br />
Die Permeabilität k wird nach CARMAN-KOZENY so berechnet [227]:<br />
2 3<br />
d pε<br />
k = c<br />
(3.93)<br />
2<br />
( 1−<br />
ε )<br />
In Gl. (3.93) ist c eine empirische stoffsystemspezifische Konstante, die zwischen 0,003 und<br />
0,0055 ausgewählt wird. d p ist der mittlere Partikeldurchmesser.<br />
Die DARCY-Gleichung ist für laminare Durchströmung gültig (Re10) benötigt.<br />
In Gl. (3.94) wird ux0 mit x ⋅ε<br />
u ersetzt. Anstatt der absoluten Fluidgeschwindigkeit wird in<br />
den numerischen Simulationen die relative Geschwindigkeit urel, x = vx<br />
− u x zwischen der festen<br />
und der fluiden Phase angewandt, denn die Widerstandskraft hängt unmittelbar von der<br />
Relativgeschwindigkeit ab. vx ist die mittlere Partikelgeschwindigkeit im betrachteten Elementarvolumen.<br />
Man erhält aus Gl. (3.94):<br />
2<br />
dp ⎛<br />
⎜<br />
( 1−<br />
ε )<br />
( 1−<br />
ε )<br />
= 150 ν 1,<br />
75<br />
2 2 f ρ f + ρ f vx<br />
dx ⎜<br />
⎝ ε d p<br />
εd<br />
p<br />
In generalisierter Form lautet Gl (3.95):<br />
− u<br />
x<br />
⎞<br />
⎟(<br />
v<br />
⎟<br />
⎠<br />
x<br />
− u<br />
x<br />
)<br />
(3.95)
⎛<br />
2<br />
( 1 )<br />
( 1 ) ⎞<br />
p ⎜<br />
− ε<br />
− ε<br />
∇ j = 150 ν 1,<br />
75<br />
(<br />
2 2 f ρ f + ρ f v j − u ⎟<br />
j v j − u<br />
⎜ d p<br />
d<br />
⎟<br />
⎝ ε<br />
ε p<br />
⎠<br />
j<br />
)<br />
72<br />
(3.96)<br />
Ist die Porosität größer als 0,8, wie z.B. bei einer Suspension, so wird der Druckgradient nach<br />
WEN und YU [229] ermittelt:<br />
−2,<br />
7<br />
3 ( 1−<br />
ε ) ε<br />
∇p<br />
j = ρ f CD<br />
v j − u j ( v j − u j )<br />
(3.97)<br />
4 d<br />
p<br />
Der in Gl. (3.97) enthaltener Widerstandskoeffizient CD wird wiederum als Funktion von der<br />
Partikel-Reynoldszahl berechnet:<br />
24 687<br />
0,<br />
C D = ( 1+<br />
0,<br />
15Re<br />
) Re ≤ 1000<br />
(3.98 )<br />
Re<br />
C = 0,<br />
44<br />
Re ≥ 1000<br />
(3.99)<br />
D<br />
Dabei ist die Partikel-Reynoldszahl:<br />
εurel jd<br />
ε v p j − u j d<br />
,<br />
p<br />
Re = =<br />
(3.100)<br />
ν ν<br />
f<br />
3.7.2.3 Beschreibung <strong>des</strong> Fluidschemas<br />
f<br />
Bei der Formulierung der Kontinuitäts- und Navier-Stokes-Gleichungen (G1. 3.101 / 3.102)<br />
für die Fluidphase in dem zweiphasigen Fest-Fluid-Fließmodell lässt sich der Druckgradient<br />
im System, wie im Abschnitt 3.7.2.2 erläutert, sowohl von der flüssigen als auch von der festen<br />
Phase beeinflussen [230]:<br />
∂ε<br />
= −∇(<br />
εu)<br />
∂t<br />
W<br />
∂(<br />
εu)<br />
ε ε<br />
f<br />
= −∇(<br />
εuu)<br />
− ∇p<br />
− ∇τ<br />
+ εg<br />
+<br />
∂t<br />
ρ ρ<br />
ρ<br />
f<br />
f<br />
f<br />
(3.101)<br />
(3.102)<br />
In Gl. (3.102) ist τ der viskose Spannungstensor und g die Erdbeschleunigung. In Eulerschen<br />
kartesischen Koordinaten sind die Gleichungen (3.101) und (3.102) für die Ausführung <strong>des</strong><br />
Fluidschemas folgendermaßen umzuschreiben:
∂ε<br />
∂(<br />
εu<br />
) ∂(<br />
εu<br />
)<br />
x<br />
y ∂(<br />
εu<br />
z )<br />
+ + + = 0<br />
∂t<br />
∂x<br />
∂y<br />
∂z<br />
2<br />
∂(<br />
εu<br />
x ) ∂(<br />
εu<br />
u<br />
x ) ∂(<br />
ε xu<br />
y ) ∂(<br />
εu<br />
xu<br />
z )<br />
+ + + =<br />
∂t<br />
∂x<br />
∂y<br />
∂z<br />
ε ∂p<br />
1 ⎛ ∂(<br />
ετ<br />
= − −<br />
ρ f x ρ ⎜<br />
∂ f ⎝ ∂x<br />
xx)<br />
xy)<br />
∂(<br />
ετ yx ) ∂(<br />
ετ zx ) ⎞ f<br />
+ + + εg<br />
x +<br />
y z ⎟<br />
∂ ∂ ⎠ ρ f<br />
2<br />
∂(<br />
εu<br />
y ) ∂(<br />
εu<br />
yu<br />
x ) ∂(<br />
εu<br />
y ) ∂(<br />
εu<br />
yu<br />
z )<br />
+ + + =<br />
∂t<br />
∂x<br />
∂y<br />
∂z<br />
ε ∂p<br />
1 ⎛ ∂(<br />
ετ<br />
= − −<br />
ρ f y ρ ⎜<br />
∂ f ⎝ ∂x<br />
xz)<br />
∂(<br />
ετ yy ) ∂(<br />
ετ zy ) ⎞<br />
+ + + εg<br />
y +<br />
y z ⎟<br />
∂ ∂ ⎠<br />
2<br />
∂(<br />
εu<br />
z ) ∂(<br />
εu<br />
u<br />
zu<br />
x ) ∂(<br />
ε zu<br />
y ) ∂(<br />
εu<br />
z )<br />
+ + + =<br />
∂t<br />
∂x<br />
∂y<br />
∂z<br />
ε ∂p<br />
1 ⎛ ∂(<br />
ετ<br />
= − −<br />
ρ f z ρ ⎜<br />
∂ f ⎝ ∂x<br />
f<br />
W<br />
x<br />
ρ<br />
W<br />
y<br />
W<br />
∂(<br />
ετ yz ) ∂(<br />
ετ zz ) ⎞ f z<br />
+ + + εg<br />
z +<br />
y z ⎟<br />
∂ ∂ ⎠ ρ f<br />
f<br />
73<br />
(3.103)<br />
(3.104)<br />
(3.105)<br />
(3.106)<br />
Die Partikel-Fluid-Wechselwirkungskraft ergibt sich aus der Kombination von Gl. (3.90) mit<br />
den Gleichungen (3.96) und (3.97):<br />
W W<br />
f j = β j ( v j − u j )<br />
(3.107)<br />
Der Partikel-Fluid–Reibungskoeffizient W<br />
β j (j = x, y, z) [230] lässt sich dabei, abhängig von<br />
der Zellenporosität ε, entweder nach ERGUN [228] mit Hilfe von Gl. (3.108) oder, wenn die<br />
Porosität größer als 0,8 ist, nach WEN und YU [229] mit Gl. (3.109), berechnen:<br />
β<br />
W<br />
j<br />
⎛<br />
2<br />
⎞<br />
⎜<br />
( 1−<br />
ε ) ( 1−<br />
ε )<br />
= 150 μ +<br />
− ⎟<br />
⎜<br />
f 1,<br />
75 ρ f v j u<br />
2<br />
j ⎟<br />
⎝ εd<br />
p<br />
d p<br />
⎠<br />
p<br />
(3.108)<br />
−1, 7<br />
W 3 ( 1−<br />
ε ) ε<br />
β j = ρ f CD v j − u j<br />
(3.109)<br />
4 d<br />
Zusammenfassend ergibt sich der anschließende Ausdruck für die Widerstandskraft nach Einsetzen<br />
von Gl. (3.107) in Gl. (3.88):
f<br />
T<br />
i,<br />
j<br />
W ⎛ β<br />
⎞<br />
j<br />
π 3<br />
= ⎜ ( v j − u j ) + ∇p<br />
⎟<br />
j d<br />
⎜<br />
p,<br />
i<br />
(3.110)<br />
1 ε<br />
⎟<br />
⎝ −<br />
⎠ 6<br />
Die Abbildung 3.20 zeigt das Ablaufdiagramm der gesamten PFC 2D -Berechnungsprozedur.<br />
Die Simulation beinhaltet einen mechanischen Teil zur Berechnung der Partikel-Partikel-<br />
Wechselwirkungen und ein Fluidschema für die Fluid-Partikel Effekte. Das Fluidschema wird<br />
im mechanischen Schema zwischen Bewegungs- und Kraftverformungsgesetz [208] aufgerufen<br />
und ausgeführt. Dabei wird die Fluid-Partikel Wechselwirkungskraft als zusätzliche äußere<br />
Kraft in der DEM-Berechnung berücksichtigt. Das Fluidschema wird ausgeführt, wenn die<br />
gesamte Zeit für die Berechnung <strong>des</strong> mechanischen Teils tm zu einem bestimmten Zeitpunkt<br />
der Simulation gleich oder größer ist als die vorhergesagte Zeit für den nächsten Fluidzeitschritt<br />
(tf + dtf).<br />
Nein<br />
Beginn<br />
t f<br />
=<br />
t m<br />
t m= t m + dt m<br />
Bewegungsgesetz<br />
für die Partikel<br />
dtf: Zeitschritt für die Fluidberechnungen<br />
tm = tf + dtf? Nein<br />
Ja<br />
tf = tm Fluidschema<br />
Kraftverformungsgesetz<br />
Endzeit?<br />
Ja<br />
Ende<br />
tm: Zeit für die DEM Berechnungen<br />
tf: Zeit für die Fluidberechnungen<br />
dt m: Zeitschritt für die DEM Berechnungen<br />
Abb. 3.20: Ablaufdiagramm der PFC 2D - DEM- Berechnungen mit integriertem Fluidschema<br />
[208]<br />
Der Druck- und Geschwindigkeitsvektor <strong>des</strong> Fluids wird für jede mikroskopisch kleine Zelle<br />
mit Hilfe der so genannten SIMPLE Methode (Semi-Implicit Method for Pressure Linked<br />
Equations) berechnet, welche oft als numerische Methode für inkompressible Fluide ange-<br />
74
wandt wird [231]. Die Wechselwirkungskräfte zwischen den Partikeln und dem Fluid werden<br />
im Laufe der Iteration berechnet. Die Abbildung 3.21 zeigt das komplette Ablaufdiagramm<br />
<strong>des</strong> Fluidschemas.<br />
Beginn<br />
Aktuallisierung <strong>des</strong> p-Wertes<br />
Berechnung <strong>des</strong> Korrekturfaktors<br />
p kor für den Druck p<br />
Abruf der Partikeleigenschaften<br />
für die Berechnung der Partikel-<br />
Fluid Wechselwirkungskraft<br />
Abruf der Porosität<br />
it = it + 1<br />
Festlegen der<br />
Grenzbedingungen<br />
Abruf der Wechselwirkungskraft<br />
Berechnung der Fluidgeschwindigkeiten<br />
u x, u y, u z<br />
Nein<br />
Konvergieren?<br />
Ja<br />
oder, it > Iterationsgrenze<br />
Einfluss Fluidkraft auf die<br />
Partikel-Partikel-Kontaktkraft<br />
wird hinzugefügt<br />
Abb. 3.21: Ablaufdiagramm <strong>des</strong> Fluidschemas integriert in PFC 2D [208]<br />
Die Abbildung 3.22 zeigt die Zellen, welche vom Programm Itasca im Fluidschema für den<br />
zweidimensionalen Fall benutzt werden. Die Porosität und der Druck werden in den Zentren<br />
von so genannten Skalarzellen angesetzt. Zellen, die relativ zu den Skalarzellen verschoben<br />
sind, werden für die Diskretisierung der Impulsbilanz verwendet, so dass die<br />
Fluidgeschwindigkeit in jeder Richtung an den Grenzen der Skalarzellen bestimmt wird. Also<br />
sind die für die Berechnung der Wechselwirkungskraft angewandte Partikeleigenschaften, wie<br />
z.B. Partikeldurchmesser und Partikelgeschwindigkeit, gemittelt in jeder verschobenen Zelle.<br />
Um die Randbedingungen zu berücksichtigen, werden Extrazellen an beiden Enden in jeder<br />
Richtung eingeführt.<br />
Ende<br />
it: Iterationszähler<br />
75
y<br />
p<br />
u y<br />
ε<br />
u x<br />
Vergrößerter Teil aus der<br />
simulierten Fläche<br />
Skalarzelle. Der Druck p<br />
und die Porosität ε sind<br />
vorbestimmt<br />
x<br />
Verschobene Zelle in<br />
y-Richtung. Fluidgeschwindigkeit<br />
in y-Richtung u y ist<br />
vorbestimmt<br />
Randzellen zur Berücksichtigung der<br />
Randbedingungen<br />
Abb. 3.22: Skalarzellen und relativ verschobene Zellen für den zweidimensionalen Fall, angewandt<br />
im Fluidschema [208]<br />
In der Regel ist der Zeitschritt für die DEM-Simulation viel kleiner als der Zeitschritt der<br />
Fluidsimulation. Wenn der Fluidzeitschritt von dem Benutzer nicht vordefiniert wird, berechnet<br />
ihn die Itasca Software automatisch (Automodus). Sollte die Simulation mittels automatisch<br />
berechneten Fluidzeitschritts instabil sein, muss die Schrittweite vom Benutzer vorgewählt<br />
werden. Zusätzlich sind im Programm Korrekturfaktoren für die Porosität, den Druck<br />
und die Fluidgeschwindigkeit eingeführt, um eventuelle numerische Fehler und Instabilitäten<br />
der Berechnungen während der Iterationsprozedur bei der zeitlichen Ableitungen der Porosität<br />
in der Kontinuitäts- und Navier-Stokes-Gleichung, zu vermeiden.<br />
76<br />
Verschobene Zelle in<br />
x-Richtung. Fluidgeschwindigkeit<br />
in x-Richtung u x ist<br />
vorbestimmt
4 BESCHREIBUNG DER VERSUCHSAPPARATUR<br />
Die mathematischen Modelle zur Beschreibung der Prozessdynamik <strong>des</strong> Auspressens von<br />
ultrafeinen Suspensionen und die Stoffmodelle zum Fließverhalten von drainierten Filterkuchen<br />
und undrainierten Pasten werden mit Hilfe einer von REICHMANN [2] entwickelten<br />
Preßscherzelle quantifiziert. Das Leistungsspektrum dieser Messapparatur überschreitet deutlich<br />
die bisher konstruierten Schergeräte, welche Spannungen bis maximal 300 kPa messen<br />
können [35, 60]. Das Prinzipschema der Preßscherzelle ist in Abbildung 4.1 dargestellt:<br />
Scherkraft Fs<br />
Druck p<br />
Kolbenhub<br />
120<br />
Umdrehungen<br />
200<br />
100<br />
Abb. 4.1: Aufbau und Wirkprinzip der Preßscherzelle<br />
Filtrat zur Waage<br />
Hebelarm<br />
Scherkraft Fs<br />
Lippendichtung<br />
Drucksensor<br />
Ringzelle gefüllt mit<br />
Suspension<br />
Stützschicht<br />
mit Filtermittel<br />
Filtratablauf<br />
Axiallager<br />
Die Messapparatur stellt eine ringförmige Kolbenpresse in Kombination mit einer Ringscherzelle<br />
dar. Kompressions-Permeabilitätstests machen die Bestimmung von Packungsdichten<br />
εs und Permeabilitäten k möglich, wobei sich bei den Auspressversuchen die Filtrationund<br />
die Konsolidierungsdynamik ermitteln lassen. Die Bestimmung <strong>des</strong> Fließverhaltens im<br />
Inneren der Packung erfolgt durch Messung von Fließorten (FO). Das Wandgleiten der ausgepressten<br />
Feststoffpackung kann durch Wandreibungstests mit glatten Press-Scherstempeln<br />
quantifiziert und somit Wandfliessorte erfasst werden. Diese Apparatur ist also geeignet, industrielle<br />
<strong>Filtrations</strong>prozesse bei konstantem Pressruck nachzubilden.<br />
Die Aufgabesuspension wird in die Ringzelle eingebracht. Der Kolben bewegt sich bei den<br />
<strong>Filtrations</strong>versuchen axial in Richtung Filtermittel. Außer der axialen Bewegung <strong>des</strong> Kolbens<br />
ist bei den Scherexperimenten auch eine relative Bewegung <strong>des</strong> Bodens in Umfangsrichtung<br />
erforderlich. Diese Bewegung wird durch die Drehung <strong>des</strong> Bodens gewährleistet. Das Filtrat<br />
kann durch das Filtermittel am semipermeablen Boden der Ringzelle ablaufen. Es kann in<br />
Abhängigkeit von der konkreten Versuchsanforderung ausgetauscht werden.<br />
77
Der maximale Entwässerungsdruck, mit dem die Apparatur arbeiten kann, beträgt 50 bar.<br />
Dieser Druck wird auf die Suspension mittels <strong>des</strong> Ringkolbens aufgebracht und über ein Kolben-Zylindersystem<br />
hydraulisch geregelt. Die Stellung <strong>des</strong> Kolbens wird mit Hilfe der im<br />
Hydraulikzylinder integrierten Wegmessung registriert. Die Änderung dhk/dt der Kolbenposition<br />
beim Auspressen bestimmt den Filtratvolumenstrom V &<br />
L,<br />
A,<br />
F . Die anfallende Filtratmenge<br />
wird mit einer Waage erfasst.<br />
Die Bestimmung der Fliessorte erfolgt mit Hilfe eines mit Stegen versehenen Ringkolbens.<br />
Das Entlanggleiten der Partikel am Filtermittel wird gleichfalls durch Stege am Boden <strong>des</strong><br />
Ringkanals verhindert. Die Drehzahl <strong>des</strong> Motors und der wirksame Pressdruck p werden über<br />
die Software HPVEE (Fa. Hewlett Packard) geregelt. Die Genauigkeit der Scherkraftmessung<br />
wurde technisch verbessert, indem neue längere Hebelarme konstruiert wurden. Somit konnten<br />
die resultierenden Scherkräfte bei der experimentellen Ermittlung <strong>des</strong> Fließverhaltens auf<br />
demselben mittleren Höhenniveau bestimmt werden, wo sich die Scherzone einstellen wird.<br />
Eine exaktere Bestimmung der Scherkraftwerte wird dadurch erreicht, dass mögliche Kippmomente<br />
vermieden werden, die sich sonst bei einer merkbaren Höhendifferenz der Scherkräfte<br />
in der Scherzone und an beiden Hebelarmen einstellen würden.<br />
Für die Scherversuche mit undrainierten Pasten wurden neue Wandprofile in der wirksamen<br />
Scherzone realisiert, die durch die Oberflächen <strong>des</strong> Bodens und <strong>des</strong> Kolbens (Waffelmuster)<br />
vorgegeben werden, siehe die Abbildungen 4.2 und 4.3. Damit lassen sich die Partikelpackungen<br />
in sehr dünnen Scherzonen scheren, wodurch eine merkbar genauere Berechnung<br />
der Schergradienten ermöglicht wird.<br />
a) b)<br />
Abb.4.2: Pyramidalförmige Oberflächenprofile („Waffelmuster“) der Ringzelle (a) und <strong>des</strong><br />
Ringkolbens (b) der modifizierten Preßscherzelle<br />
78
Abb. 4.3: Hauptteil der Preßscherzelle mit zusätzlicher Illustrierung der wirksamen Scherzone<br />
für den Fall, dass eine undrainierte dünne Pastenschicht mit den neu entwickelten Waffelprofilen<br />
<strong>des</strong> Ringkolbens- und Bodens geschert wird.<br />
Die mit Hilfe der Preßscherzelle messbaren und ableitbaren Materialeigenschaften- und Parameter<br />
sind in der Tabelle 4.1 dargestellt:<br />
Tab.4.1: Leistungsparameter der von Reichmann [2] entwickelten Preßscherzelle sowie<br />
messbare und ableitbare Materialeigenschaften<br />
Messung Direkte Messgrößen<br />
und einstellbare<br />
Auspress-<br />
Versuche<br />
Kompressions-<br />
Permeabilitätstest<br />
Prozessparameter<br />
Druck p<br />
Kolbenposition hK<br />
Filtratvolumen Vl,,F<br />
Druck p<br />
Feststoffmasse ms<br />
Kolbenposition hk<br />
Filtratvolumen VL,F<br />
Fließorte Normalspannungen σ<br />
Scherspannungen τ<br />
Schergeschw. vs<br />
Wandfließorte Normalspannungen σ<br />
Scherspannungen τ<br />
Messparameter Abzuleitende<br />
Parameter<br />
Kuchenhöhe h(t > tc)<br />
(nur Konsolidierung)<br />
Kuchenhöhe h<br />
Partikeldruck ps<br />
Packungsdichte εs<br />
Permeabilität k<br />
innerer Reibungswinkel ϕi<br />
größte Hauptspannung σ1<br />
kleinste Hauptspannung σ2<br />
einax. Druckfestigkeit σc<br />
Kohäsion τc<br />
Adhäsion τa<br />
Wandreibungswinkel ϕW<br />
Ringkolben mit Hebelarmen<br />
(τ = 0...850 kPa)<br />
Ringzelle mit dünner<br />
Pastenschicht<br />
Schergradient:<br />
vs γ&<br />
=<br />
h<br />
Kuchenhöhe h(t < tf)<br />
(Filtration)<br />
79<br />
spez. Filtratvolumen Vl,A,F<br />
Packungsdichte εs =f(ps)<br />
Permeabilität k= f(ps)<br />
Filterkuchenwid. α =f(ps)<br />
TS- Gehalt = f(ps)<br />
hydraul. Durchm. dh = f(ps)<br />
spez. Filtratvolumen Vl,A,F<br />
Horizontallastverhältnis λ<br />
eff. Reibungswinkel ϕe<br />
Fließfunktion ffc<br />
Min<strong>des</strong>tscherfestigkeit τc<br />
Horizontallastverhält. λW
Im Folgenden soll die Tabelle 4.1 am Beispiel eines Auspressversuchs kurz erläutert werden.<br />
Die Suspension wird bei einem konstanten Druck p ausgepresst, welcher zum Versuchsbeginn<br />
über die Steuerungssoftware HPVEE vorgegeben wird. Der Druck p ist <strong>des</strong>halb ein direkt<br />
einstellbarer Prozessparameter. Da der unmittelbar auf der Suspensionsoberfläche wirksame<br />
Pressruck mit Hilfe eines im Kolben integrierten Drucksensors während <strong>des</strong> Experiments gemessen<br />
und online aufgezeichnet wird, stellt p gleichzeitig eine direkte Messgröße dar. Weiterhin<br />
werden im Laufe <strong>des</strong> Auspressens die Kolbenpositionsänderung über die im Hydraulikzylinder<br />
integrierten Wegmessung hk und das anfallende Filtratvolumen VL,F mit Hilfe einer<br />
Waage ebenso direkt ermittelt.<br />
Die Kuchenhöhe hc kann zu jedem Zeitpunkt der Konsolidierungsphase aus der Kolbenposition<br />
direkt umgerechnet werden und stellt somit ein Messparameter dar. Im Gegensatz<br />
dazu lässt sich der Kuchenhöhenverlauf während der <strong>Filtrations</strong>phase aus verständlichen<br />
Gründen nicht ermitteln. Er kann nur mit Kenntnis der Materialeigenschaften <strong>des</strong> ausgepressten<br />
Filterkuchens mit Hilfe eines <strong>Filtrations</strong>modells, z.B. <strong>des</strong> Modells von REICMANN [2],<br />
berechnet werden. Deshalb ist die Kuchenhöhe während der Filtration als abzuleitender Parameter<br />
anzusehen.<br />
80
5 BESCHREIBUNG DER VERSUCHSDURCHFÜHRUNG<br />
5.1 Probenvorbereitung<br />
5.1.1 Suspensionsvorbereitung<br />
Die Herstellung von nicht geflockten Suspensionen erfolgte mittels Dispergierung <strong>des</strong> Feststoffs<br />
in einem Kunststoffbehälter mit <strong>des</strong>tilliertem Wasser oder einer 1 M Natriumchlorid-<br />
Lösung von <strong>des</strong>tilliertem Wasser (Elektrolytbeladung 58,44 g NaCl pro Liter Lösung, die<br />
Sättigungskonzentration von NaCl in Wasser bei 25°C beträgt 358 g/l) mit Hilfe eines Propellerrührers<br />
bei einer nahezu konstanten Drehzahl von 300 bis 400 U / min. Dabei wurden<br />
Feststoffvolumenkonzentrationen φs von 0,12 bis 0,22 angewandt (siehe Tabelle 6.11). Die<br />
Dispergierung erfolgte dabei ca. 20 Minuten, bis etwa eine gleiche Feststoffkonzentration im<br />
ganzen Suspensionsvolumen eingestellt war. Die fertigen 1 M NaCl-Suspensionen wurden<br />
vor dem Auspressversuch für min<strong>des</strong>tens 24 Stunden in einem Exsikkator aufbewahrt, um die<br />
enthaltenen Luftblasen zu entfernen und damit sich das Ionengleichgewicht um die Partikel<br />
einstellt, so dass sich die elektrischen Doppelschichten gemäß der DLVO-Theorie aufbauen.<br />
Als Flockungsmittel wurde Praestol angewandt. Praestol ist ein organischer, hochmolekularer<br />
kationischer Polyelektrolyt auf Basis von Polyacrylamid. Bezüglich der Herstellung von geflockten<br />
Suspensionen wurde in Zusammenarbeit mit Dr. Dück aus dem <strong>Lehrstuhl</strong> für Umwelt<br />
und Recycling der Friedrich-Alexander-Universität Erlangen-Nürnberg eine detaillierte<br />
Laborvorschrift erarbeitet [232], die im Folgenden am Beispiel von Quarzmehl beschrieben<br />
werden soll.<br />
Um eine stabile und gleichmäßige Flockung während der Suspensionsvorbereitung zu erzielen,<br />
muss im Vergleich zum Feststoff ein vielfach größeres Flüssigkeitsvolumen eingesetzt<br />
werden. Unmittelbar vor der Flockungsmittelzugabe müssen die Partikel möglichst vereinzelt<br />
im Suspensionsvolumen vorliegen. Aus diesen Gründen werden in ein mit konstanter Drehzahl<br />
von ca. 400 U / min gerührtes Wasservolumen von 6500 ml 700 g Quarzmehl (entspricht<br />
einer Feststoffvolumenkonzentration von 0,04) innerhalb von 2-3 Minuten eingestreut und<br />
weiter etwa 15-20 Minuten lang bei derselben Drehzahl dispergiert. Weiterhin wird aus der<br />
0,5%- igen Praestol-Lösung etwa 60 ml abgezogen und bis 600 ml mit <strong>des</strong>tilliertem Wasser<br />
zehnfach verdünnt und gut vermischt. 600 ml dieser so genannten Gebrauchslösung werden<br />
innerhalb von 2-3 Minuten bei derselben Drehzahl möglichst gleichmäßig in die Suspension<br />
eingebracht. Am Ende der Flockungsmittelzugabe entsteht in der Regel eine sehr klare Phasengrenze<br />
zwischen der reinen Flüssigkeit und dem Feststoff. Danach wird noch 2 Minuten<br />
lang mit einer Rührdrehzahl von ca. 100 U / min langsam gerührt. Nach dem vollständigen<br />
Absetzen der Partikel wird die Klarflüssigkeit dekantiert. Das Volumen der eingedickten<br />
geflockten Suspension besitzt eine Feststoffvolumenkonzentration von ca. 0,22 (siehe Tabelle<br />
6.11) und wird für den Auspressversuch verwendet.<br />
81
5.1.2 Herstellung der Pasten<br />
Die Pasten, vordefiniert durch die Packungsdichte εs,0, wurden produziert, indem vorausberechneten<br />
Flüssigkeits- und Feststoffmengen vermischt wurden. Als Dispersionsmedium<br />
wurde entweder <strong>des</strong>tilliertes Wasser oder eine 1 M NaCl-Lösung von <strong>des</strong>tilliertem Wasser<br />
verwendet. Bei der Herstellung von geflockten Pasten wurde zuerst eine geflockte Suspension<br />
hergestellt. Danach wurde mehrmals Klarflüssigkeit dekantiert bzw. abgewartet, bis sich im<br />
eingedickten geflockten Schlamm die erwünschte Packungsdichte εs,0 der geflockten Paste<br />
eingestellt hat. Um die Luftblasen in den so erzeugten Partikelpackungen zu entfernen, wurden<br />
die Pasten unmittelbar vor dem Beginn der Scherversuche 24 Stunden in einem Exsikkator<br />
aufbewahrt.<br />
5.2 Messmethoden zur Bestimmung der mechanischen Packungseigenschaften<br />
5.2.1 Bestimmung der Packungsdichte und der Permeabilität<br />
Die experimentelle Ermittlung der Eigenschaftsfunktionen der Packungsdichte εs und der Permeabilität<br />
k der konsolidierten Filterkuchen in Abhängigkeit vom Partikeldruck ps ist eine<br />
grundlegende Voraussetzung zur Parametrierung und Kalibrierung <strong>des</strong> dynamischen Prozessmodells<br />
von REICHMANN [2] sowie zur Bewertung <strong>des</strong> Fließverhaltens der drainierten<br />
sowie der undrainierten Partikelpackungen. Mit Hilfe der Kolbenposition hk, welche während<br />
<strong>des</strong> gesamten Entwässerungsprozesses ständig registriert und angezeigt wird, kann die Endkuchenhöhe<br />
hc <strong>des</strong> ausgepressten Filterkuchens bestimmt werden. Mit Kenntnis der eingewogenen<br />
Feststoffmasse ms, der Feststoffdichte ρs und der Filterfläche A lässt sich die Packungsdichte<br />
εs entsprechend Gl. (5.1) berechnen:<br />
V<br />
m<br />
1<br />
s s ε s = = ⋅<br />
(5.1)<br />
V ρs<br />
A⋅<br />
hC<br />
Zur Bestimmung der Permeabilitäten der Partikelpackungen, konsolidiert bei Pressdrücken<br />
von 2 bis 20 bar, wurden die Haufwerke mit Klarflüssigkeit der Viskosität η durchströmt,<br />
(Abb. 5.1).<br />
82
Abb.5.1: Messprinzip zur Bestimmung der Permeabilität einer konsolidierten flüssigkeitsgesättigten<br />
Partikelpackung<br />
Es wird davon ausgegangen, dass in einem verdichteten Filterkuchen der Partikeldruck ps dem<br />
eingeleiteten Pressdruck p entspricht. Es wurde ein Permeationsdruck pp von 0,5 bar angewandt,<br />
welcher in der Regel viel kleiner als der Partikeldruck ps sein soll. Zur Vermeidung<br />
von Schrumpfungsvorgängen und Veränderungen in der Kuchenstruktur wurde das ausgepresste<br />
Filtrat bei den Durchströmungsversuchen verwendet. Die Permeabilität <strong>des</strong> Filterkuchens<br />
bestimmt man aus der DARCY-Gleichung:<br />
k =<br />
⎡ p<br />
⎢<br />
⎢⎣<br />
η ⋅V&<br />
p<br />
h<br />
L,<br />
A,<br />
F<br />
− R<br />
F<br />
⎤<br />
⎥<br />
⎥⎦<br />
dhk/dt<br />
hc<br />
83<br />
(5.2)<br />
Der filterflächenspezifische Filtratvolumenstrom V &<br />
L,<br />
A,<br />
F in Gl. (5.2) kann mit Hilfe der Kolbenpositionsänderung<br />
über die Durchströmungszeit t direkt berechnet werden. Der Filtermittelwiderstand<br />
RF ist ein wichtiger nur experimentell ermittelbarer Prozessparameter. In dieser<br />
Arbeit wurde als Filtermittel eine feinporöse Sinterplatte der Dicke sF = 8 mm benutzt. Trägt<br />
man die Daten aus dem <strong>Filtrations</strong>test in der Form t / VL,A,F über VL,A,F , so kann man den Filtermittelwiderstand<br />
nach den klassischen Modellvorstellungen von TILLER / SHIRATO<br />
[5, 6] bestimmen, wenn das Filterkuchenverhalten als quasi inkompressibel angenommen<br />
wird (siehe Abschnitt 3.6.1.1). Wenn man das Filtermittel mit Klarflüssigkeit der Viskosität η<br />
unter der Einwirkung <strong>des</strong> Pressdruckes p=ΔpL,F durchströmt, erhält man den so genannten<br />
Wasserwert <strong>des</strong> Filtermittelwiderstan<strong>des</strong> RF,0. Dieser Wert ist für die Quantifizierung <strong>des</strong><br />
<strong>Filtrations</strong>- und Konsolidierungsmodells von REICHMANN [2] erforderlich. Bei Auftragung<br />
<strong>des</strong> Filtratvolumens über die Durchströmungszeit bekommt man eine Gerade, aus welcher<br />
Anstieg sich RF,0 berechnen lässt.<br />
p<br />
Klarflüssigkeit<br />
Filtrat<br />
V& l . A , FM = dh k<br />
/<br />
dt
Vergleichsweise wurden die Permeabilitäten der Filterkuchen, ausgepresst bei 2 bar, nach<br />
dem TILLER / SHIRATO Modell berechnet (siehe Abschnitt 3.6.1.1) und mit den experimentellen<br />
Werten verglichen. Der Filterkuchenwiderstand α kann mit Hilfe der Gl. (3.9) direkt aus<br />
der Packungsdichte und der Permeabilität berechnet werden. Der Trockensubstanzgehalt μs ist<br />
durch Gl. (3.6) bei bekannter Packungsdichte ebenso direkt ermittelbar.<br />
5.2.2 Bestimmung von Fließorten drainierter Filterkuchen<br />
Die Bestimmung <strong>des</strong> Fließverhaltens drainierter Filterkuchen (geflockt / nicht geflockt, mit /<br />
ohne Elektrolyteneinsatz) stellt eine grundlegende Zielstellung dieser Arbeit dar. Die Schubspannungsabhängigkeit<br />
von der Normalspannung wird in Fließortdiagrammen dargestellt<br />
(siehe Abb. 3.9). Durch die Entwicklung der Preßscherzelle [2] wurde das direkte Aufnehmen<br />
von Fließorten mittels Scherversuche am ausgepressten Filterkuchen und somit die physikalisch<br />
begründete Beurteilung <strong>des</strong> Fließverhaltens [201, 202] möglich. Die Fließgrenze einer<br />
Partikelpackung, verdichtet bis zu einer bestimmten Packungsdichte εs > εs,0, wird als Mo-<br />
mentanfließort bezeichnet. Bei Schergeschwindigkeiten 0 v ≤ 1 m/s gilt für den stationären<br />
Fließort die in Gl. (3.29) dargestellte Beziehung für das stationäre Fließen. Die experimentelle<br />
Bestimmung der Schubspannungen unter Berücksichtigung der Geometrie der Preßscherzelle<br />
sowie die verschiedenen Methoden zur Auswertung der Fließorte aus den Versuchsdaten sind<br />
von REICHMANN [2] ausführlich dargestellt worden. Im Folgenden soll die in dieser Arbeit<br />
angewandte Versuchsmethodik zur Messung von Fließorten an drainierten Filterkuchen detailliert<br />
beschrieben werden.<br />
Jedem Momentanfließort, berechnet nach Gl. (3.26), entspricht eine zugehörige Packungsdichte<br />
εs (bzw. Dichteniveau) beim stationären Fließen. Dadurch wird im Sinne der Kontinuumsmechanik<br />
eine definierte Beanspruchungsvorgeschichte erzielt. Die Fließorte von dichter<br />
gepackten Filterkuchen sind im τ-σ-Diagramm nach oben verschoben. Die Scherung findet<br />
innerhalb einer Scherzone statt, deren räumliche Ausdehnung in der Regel unbekannt ist.<br />
Verdichtung, bzw. Ausdehnung (Dilatation) der Scherzone lassen sich nur über die Änderung<br />
der Kolbenposition registrieren. Wasseraustritt ist ein zusätzlicher Indikator für Verdichtung.<br />
Durch die Kolbenhubänderung beim Fließen kann nur die mittlere Packungsdichte bestimmt<br />
werden, die mit der örtlichen Packungsdichte in der Scherzone nicht übereinstimmen muss.<br />
Um den Schergradienten γ& = dvs / dy zu berechnen, müssen die Höhen der Stege auf der<br />
Oberfläche <strong>des</strong> Ringkolbens und am Boden der Ringzelle (je 5 mm) von der gesamten Kuchenhöhe<br />
abgezogen werden (Abb. 5.2). Der Schergeschwindigkeitsgradient kann dann unter<br />
Berücksichtigung der Steghöhen folgendermaßen berechnet werden:<br />
dvs Δvs<br />
vs<br />
− 0 vs<br />
γ& = = =<br />
=<br />
in s<br />
dy Δy<br />
h − 2 ⋅ 0,<br />
005 h − 0,<br />
01<br />
-1 (5.3)<br />
≤ s<br />
84
vs<br />
Abb.5.2: Vermutliches Geschwindigkeitsprofil über die Kuchenhöhe beim Scherversuch<br />
Damit die Fließgrenze der ausgepressten Partikelpackung eindeutig einer bestimmten<br />
Packungsdichte εs zugeordnet werden kann, muss der Filterkuchen so angeschert werden, dass<br />
das Fließen ohne Volumenausdehnung bzw. -kontraktion erfolgt. Dann bleibt die Packungsdichte<br />
in der gesamten Partikelpackung und somit auch in der Scherzone im Mittel konstant<br />
und kann über die Kolbenposition quantifiziert werden. Dazu muss die Normalspannung beim<br />
Anscheren<br />
*<br />
σ An in Bezug auf den Pressdruck p eingestellt werden. Diesbezüglich wird ange-<br />
nommen, dass der Pressdruck p in der dünnen Filterkuchenschicht während <strong>des</strong> Konsolidierungsprozesses<br />
näherungsweise der mittleren Spannung σM,st entspricht, siehe Abb. 3.9. Die<br />
Normalspannung beim Anscheren σAn ergibt sich dann aus den Fließortgleichungen:<br />
An = p ⋅ ( 1−<br />
sinϕ<br />
i ⋅sinϕ<br />
st ) − sinϕ<br />
i ⋅sinϕ<br />
st σ 0<br />
(5.4)<br />
σ ⋅<br />
*<br />
mit den noch unbekannten Stoffwerten φi, φst und σ0. Dieser Einstellwert σ p hängt so-<br />
mit vom konkreten Stoffsystem ab und erfordert außerdem messtechnische Erfahrung im<br />
Umgang mit der Preßscherzelle.<br />
Die genaue Versuchsmethodik zur Messung von Fließorten wurde bereits im Abschnitt 3.3.2<br />
näher erläutert. Die einzelnen Schritte bei der Durchführung von Scherversuchen am Filterkuchen<br />
unmittelbar nach der Entwässerung sind folgende:<br />
1. Den Kolben nach dem Aufbringen einer Anschernormallast *<br />
σ An (entspricht dem<br />
Pressdruck p) so lange rotieren lassen, bis das stationäre Fließen, gekennzeichnet<br />
durch die Schubspannung *<br />
τ An , erreicht wird. Es muss eine näherungsweise konstante<br />
Scherkraft angezeigt werden.<br />
vs<br />
2. Umlenken <strong>des</strong> Kolbens und abwarten, bis die Scherkraft gleich Null wird. Damit wird<br />
der Ausgangspunkt erreicht.<br />
An ≈<br />
Δy<br />
85
3. Aufbringen einer Abscherlast<br />
*<br />
Ab,<br />
1 An<br />
Abscherspannung τAb deutlich zu erkennen ist (Peak).<br />
4. Nach Umlenken <strong>des</strong> Kolbens wird die Anscherlast<br />
86<br />
σ < σ . Kolben rotieren lassen bis die maximale<br />
*<br />
σ An wieder eingestellt. Der Kolben<br />
rotiert bis das stationäre Fließen wiederum erreicht ist. Dabei dürften sich die einzel-<br />
nen gemessenen Schubspannungen *<br />
τ An um nicht mehr als 5% voneinander unter-<br />
scheiden.<br />
*<br />
5. Aufbringen einer neuen Abscherlast σ < σ<br />
Ab,<br />
2 An<br />
6. Die Prozeduren (2) bis (5) werden wiederholt, bis für die Bestimmung der Fließortgerade<br />
eine genügende Anzahl an Messpunkte ermittelt ist.<br />
5.2.3 Bestimmung <strong>des</strong> Wandfließverhaltens von Filterkuchen<br />
Die Untersuchung <strong>des</strong> Einflusses der Partikelreibung (Festkörperreibung) an begrenzenden<br />
Wänden erfordert die Messung von Wandfließorten bzw. die Ermittlung der Wandreibungswinkel<br />
φw der ausgepressten Filterkuchen. Während der Versuchsdurchführung wird die konsolidierte<br />
Packung einer Relativbewegung gegenüber dem Wandmaterial unterworfen und<br />
dabei schrittweise entlastet (Abb. 5.3). Dabei ist der Wandreibungswinkel φw unabhängig von<br />
der Packungsdichte <strong>des</strong> Filterkuchens εs.<br />
Schubspannung τ<br />
Zeit t<br />
Abb. 5.3: Schematische Darstellung der Messprozedur für die Wandreibung in der Preßscherzelle
5.2.4 Bestimmung <strong>des</strong> Fließverhaltens von undrainierten Partikelpackungen<br />
Die Untersuchung <strong>des</strong> Fließverhaltens der erzeugten Pasten im geschlossenen Prozessraum<br />
erfolgte durch die modifizierte Form der Preßscherzelle, vorgegeben durch die neu entwickelten<br />
pyramidenförmigen Profile der Scherzelle und <strong>des</strong> Kolbens („Waffelmuster“). Mit den<br />
Pastenproben wurden Variationsversuche durchgeführt (Abb. 5.4). Der Variationsversuch<br />
erfolgt unter konstanter Schergeschwindigkeit vs. Die Normalspannung σ wird schrittweise<br />
erhöht und danach abgesenkt und die resultierende Schubspannung τ aufgezeichnet.<br />
Spannungen σ, τ<br />
Normalspannung σ<br />
Schubspannung τ<br />
Schergeschwindigkeit Vs<br />
Abb.5.4: Messung <strong>des</strong> Fließverhaltens von undrainierten Partikelpackungen (Pasten)<br />
Zeit<br />
87
6 ERGEBNISSE UND DISKUSSION<br />
6.1 Granulometrische Eigenschaften der untersuchten ultrafeinen Partikelsysteme<br />
Als Untersuchungsmaterialien wurden die ultrafeinen mineralischen Partikelsysteme Kalkstein,<br />
Titandioxid und Quarzmehl ausgewählt. Bei der Suspensionsherstellung wurden diese<br />
Partikelsysteme in <strong>des</strong>tilliertem Wasser dispergiert. Als Zusatzstoffe wurden Natriumchlorid<br />
in einer einmolaren Konzentration sowie das Flockungsmittel Praestol (Flockungsmittelbeladung<br />
ca. 88 g Praestol-Lösung / kg Feststoff) eingesetzt [232]. Praestol ist ein hochmolekulares<br />
organisches Flockungsmittel auf Basis von Polyacrylamid. Die ausgewählten Konzentrationen<br />
wurden konstant gehalten.<br />
Zur Charakterisierung der Stoffeigenschaften müssen Partikelsysteme granulometrisch untersucht<br />
werden. Die Partikelgrößenverteilungen wurden im Laserbeugungsspektrometer Helos<br />
der Firma Sympatec in <strong>des</strong>tilliertem Wasser vermessen, Abb. 6.1.<br />
Verteilungssumme Q 3 (d) in %<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
0,0 2,5 5,0 7,5 10,0 12,5 15,0 17,5 20,0 22,5 25,0<br />
Partikeldurchmesser d in μm<br />
Abb. 6.1: Partikelgrößenverteilungen der untersuchten Partikelsysteme<br />
Kalkstein<br />
Titandioxid<br />
Quarzmehl<br />
Die spezifische Oberfläche wurde durch Gasadsorption auf der Feststoffoberfläche mittels der<br />
Einpunkt-BET-Stickstoffadsorptionsmethode (BET-Messgerät Areameter II der Firma Ströhlein)<br />
bestimmt. Die Feststoffdichte wurde in einem Helium-Pyknometer der Fa. Micromeretics<br />
gemessen. Die ermittelten Stoffdaten sind in Tabelle 6.1 dargestellt:<br />
88
Tabelle 6.1: Stoffdaten der untersuchten Partikelsysteme<br />
Kalkstein<br />
Calcigloss - GU<br />
Titandioxid<br />
Kronos Titan 1001<br />
Verteilungsbreite d95 / d50 2,5 3,8 3,4<br />
Feststoffdichte ρs in kg/m³ 2782 3708 2533<br />
Partikelgröße d50 in µm 1,2 0,6 4,2<br />
BET- Oberfläche in m 2 / g 6,08 9,38 3,9<br />
Quarzmehl<br />
Sikron SF 500<br />
Zur Verbesserung der Anschaulichkeit der Partikelformen wurden rasterelektronenmikroskopische<br />
(REM)-Aufnahmen der Partikelsysteme gemacht, siehe die Abbildungen 6.2 bis 6.4.<br />
500 μm 50 μm<br />
Abb. 6.2: Kalkstein Abb. 6.3: Titandioxid<br />
Abb. 6.4: Quarzmehl<br />
Alle drei Partikelsysteme sind hell grau bis weiß gefärbt. Kalkstein und Titandioxid besitzen<br />
rundliche Partikelformen und bilden im trockenen Zustand Agglomerate von ca. 10 - 100 μm<br />
(TiO2) bis über 500 μm (CaCO3), siehe Abbildungen 6.2 und 6.3. Allerdings ist von den in<br />
Abb. 6.1 dargestellten Partikelgrößenverteilungen zu entnehmen, dass diese Agglomerate in<br />
der wässrigen Phase fast vollständig dispergiert werden. Die Quarzmehlpartikeln sind scharfkantig<br />
mit irregulären Formen und liegen im trockenen Zustand meist vereinzelt vor (Abb.<br />
6.4).<br />
89
6.2 Materialeigenschaften der ausgepressten Filterkuchen<br />
In diesem Kapitel werden die Packungsdichten, die Kompressibilität, die Permeabilitäten, die<br />
Trockensubstangehalte, die Filterkuchenwiderstände sowie die hydraulischen Durchmesser<br />
der entwässerten Partikelpackungen in Bezug auf den Elektrolyt- und Flockungsmitteleinfluss<br />
gegenübergestellt. Anschließend werden die erzielten Ergebnisse physikalisch interpretiert.<br />
6.2.1 Packungsdichte und Kompressibilität der ausgepressten Filterkuchen<br />
Zur Ermittlung der Packungsdichte bzw. der Porosität wurden die Filterkuchen bei einem<br />
konstanten Druck von 2 bar filtriert und anschließend im Druckbereich von 2 bis 20 bar konsolidiert.<br />
Die genaue Beschreibung der Meßmethode ist dem Abschnitt 5.2.1 zu entnehmen.<br />
Es wurden je nach dem Untersuchungsmaterial Anfangsvolumenkonzentrationen der Feststoffsphase<br />
in der Suspension von 12 bis 22% angewandt. Aus den Vorversuchen mit unterschiedlichen<br />
Konzentrationen im Bereich vom 10 bis 30% wurden keine nennenswerten Unterschiede<br />
in den ermittelten Packungseigenschaften festgestellt. Die Messpunkte wurden<br />
mittels einer dreiparametrigen nichtlinearen Regressionsanalyse, <strong>des</strong> sog. Levenberg-<br />
Marquardt-Verfahrens, an Gl. (3.46) angepasst (Abb. 6.5 - 6.7). Die Anpassungsparameter in<br />
dieser Gleichung sind der Kompressionsmodul pa, die Packungsdichte der unverfestigten<br />
Packung εs,0 und der Kompressibilitätsindex β.<br />
Packungsdichte ε s<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
ε s,0<br />
Nicht geflockt Geflockt<br />
ε = 0,3952 ε = 0,4<br />
s,0 s,0<br />
p = 67,3 kPa p = 98,5 kPa<br />
a a<br />
β = 0,076 β = 0,077<br />
1 M NaCl-Lösung<br />
ε s,0 = 0,354<br />
p = 48,9 kPa<br />
a<br />
β = 0,077<br />
0,0<br />
-200 p a 0 200 400 600 800 1000 1200 1400 1600 1800 2000<br />
Partikeldruck p s in kPa<br />
Abb. 6.5: Packungsdichte als Funktion vom Partikeldruck für Kalkstein<br />
90
Packungsdichte ε s<br />
0,5<br />
ε<br />
s,0<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
Nicht geflockt Geflockt<br />
ε = 0,4382 ε = 0,4078<br />
s,0 s,0<br />
p = 115,98 kPa p = 51,44 kPa<br />
a a<br />
β = 0,064 β = 0,062<br />
1 M NaCl-Lösung<br />
ε s,0 = 0,3889<br />
p = 36,613 kPa<br />
a<br />
β = 0,075<br />
0,0<br />
-200 p a 0 200 400 600 800 1000 1200 1400 1600 1800 2000<br />
Partikeldruck p s in kPa<br />
Abb. 6.6: Packungsdichte als Funktion vom Partikeldruck für Titandioxid<br />
Packungsdichte ε s<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
ε s,0<br />
Nicht geflockt Geflockt<br />
ε = 0,3937 ε = 0,3384<br />
s,0 s,0<br />
p = 64,710 kPa p = 75,583 kPa<br />
a a<br />
β = 0,068 β = 0,123<br />
1 M NaCl-Lösung<br />
ε s,0 = 0,3282<br />
p = 51,544 kPa<br />
a<br />
β = 0,112<br />
0,0<br />
-200 pa 0 200 400 600 800 1000 1200 1400 1600 1800 2000<br />
Partikeldruck p in kPa<br />
s<br />
Abb. 6.7: Packungsdichte als Funktion vom Partikeldruck für Quarzmehl<br />
Bei den entsprechenden Partikeldrücken verursachen Praestol und NaCl bei Kalkstein eine<br />
Reduzierung der Packungsdichte. Die Kompressibilität der Filterkuchen wird dabei nicht beeinflusst.<br />
Alle Kalksteinfilterkuchen können nach der in Tabelle 3.6 eingeführten Definition<br />
als kompressibel bezeichnet werden. Das ist ein typisches Materialverhalten für kohäsive Pulver.<br />
Die gleiche Aussage betrifft die geflockten und nicht geflockten Titandioxidpackungen<br />
(Abb. 6.6). Die Anwendung einer einmolaren NaCl-Lösung anstatt <strong>des</strong>tillierten Wassers als<br />
Dispersionsmedium der Titandioxidsuspension verursacht jedoch eine Steigerung <strong>des</strong> Kompressibilitätsindexes<br />
<strong>des</strong> ausgepressten Filterkuchens von 0,062 auf 0,075. Die verbesserte<br />
Kompressibilität der Packung führt dazu, dass bei höheren Pressdrücken praktisch die gleiche<br />
91
Packungsdichte erreicht wird wie bei nicht geflocktem Titandioxid. Wegen dieser Tatsache<br />
sowie der wesentlichen Reduzierung die <strong>Filtrations</strong>zeit (siehe Abschnitt 6.5.3) wäre der Einsatz<br />
von Elektrolyten mit solcher Wirkung bei schlecht filtrierbaren ultrafeinen Partikelsystemen<br />
wie Titandioxid ausgesprochen sinnvoll. Ein noch besseres Beispiel für solches Materialverhalten<br />
ist Quarzmehl. Bei diesem Partikelsystem verursachen sowohl NaCl als auch<br />
Praestol eine deutliche Steigerung <strong>des</strong> Kompressibilitätsindexes (Abb. 6.7). Im Gegensatz<br />
zum kompressiblen nicht geflockten Quarzmehlfilterkuchen weisen die geflockten und die 1<br />
M NaCl-Packungen nach Tabelle 3.6 ein sehr kompressibles Verdichtungsverhalten auf. Die<br />
Abbildungen 6.5 bis 6.7 zeigen, dass die Packungsdichte mit steigender Partikelfeinheit, bzw.<br />
in Richtung Quarzmehl- Kalkstein- Titandioxid, größer wird.<br />
6.2.2 Trockensubstanzgehalt der ausgepressten Filterkuchen<br />
Der Trockensubstanzgehalt TS ist eine sehr wichtige Zielgröße, welche über die Weiterbehandlung<br />
der ausgepressten Filterkuchen entscheidet (siehe Abschnitt 2.2). Der TS-Gehalt<br />
wurde aus den ermittelten Regressionsparametern für die Packungsdichte mit Hilfe von Gl.<br />
(3.6) direkt berechnet (Abb. 6.8 – 6.10).<br />
Trockensubstanz TS in %<br />
75<br />
70<br />
65<br />
60<br />
Kalkstein<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
55<br />
0 500 1000<br />
Pressdruck p in kPa<br />
1500 2000<br />
Abb. 6.8: Trockensubstanzgehalte in Abhängigkeit vom Pressdruck für Kalkstein<br />
92
Trockensubstanz TS in %<br />
80,0<br />
77,5<br />
75,0<br />
72,5<br />
70,0<br />
Titandioxid<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
0 500 1000 1500 2000<br />
Pressdruck p in kPa<br />
Abb. 6.9: Trockensubstanzgehalte in Abhängigkeit vom Pressdruck für Titandioxid<br />
Trockensubstanz TS in %<br />
72<br />
70<br />
68<br />
66<br />
64<br />
62<br />
60<br />
58<br />
56<br />
Quarzmehl<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl - Lösung<br />
0 500 1000 1500 2000<br />
Pressdruck p in kPa<br />
Abb. 6.10: Trockensubstanzgehalte in Abhängigkeit vom Pressdruck für Quarzmehl<br />
Den Abbildungen 6.8 bis 6.10 ist zu entnehmen, dass sowohl der Flockungsmittel- als auch<br />
der NaCl-Einsatz die TS-Gehalte der ausgepressten Filterkuchen im Allgemeinen reduzieren.<br />
Problematisch ist das allerdings nicht, weil der gesetzlich akzeptable Trockensubstanzgehalt<br />
für Deponierung von 70% bei allen untersuchten Partikelsystemen im angewandten Mitteldruckbereich<br />
erreicht wird. Bei nicht geflocktem und geflocktem Kalkstein wird z.B. dieser<br />
Min<strong>des</strong>twert schon bei ungefähr 450-500 kPa und bei der Elektrolyt-Packung erst bei ca.<br />
1300 kPa erreicht. Davon ausgehend ist für den letzten Fall in der Membranfilterpresse nach<br />
der Filtration ein Nachpressen bei min<strong>des</strong>tens 13 bar erforderlich. Alle Kalksteinpackungen<br />
sowie die nicht geflockten Titandioxid- und Quarzmehl- und die geflockten TiO2-<br />
Filterkuchen weisen bis zu ca. 500 kPa eine deutliche Steigerung <strong>des</strong> TS-Gehaltes bei Erhöhung<br />
<strong>des</strong> Pressdruckes. Eine weitere Drucksteigerung bewirkt eine vergleichsweise geringe<br />
93
Erhöhung <strong>des</strong> Trockensubstanzgehaltes. Die restlichen Filterkuchen weisen wegen der höheren<br />
Kompressibilitätsindizes eine starke Druckabhängigkeit auf (Abb. 6.9, grüne Linie, Abb.<br />
6.10, grüne und rote Linien). Besonders stark tritt dieser Effekt bei geflocktem Quarzmehl<br />
auf. Bei ca. 1700 kPa übertrifft der TS-Gehalt <strong>des</strong> geflockten Quarzmehlfilterkuchens sogar<br />
den TS-Gehalt <strong>des</strong> nicht geflockten.<br />
6.2.3 Permeabilität der ausgepressten Filterkuchen<br />
Die Permeabilitäten der im Druckbereich von 2 bis 20 bar ausgepressten Filterkuchen wurden<br />
mittels Durchströmungsexperimente ermittelt. Die genaue Mess- und Berechnungsmethodik<br />
wurde bereits im Abschnitt 5.2.1 detailliert erläutert. Um den Parameter δ Gl. in (3.47) zu<br />
bestimmen, wurden die Messwerte durch nichtlineare Regression an derselben Gleichung<br />
angepasst. Die Ermittlung der Permeabilität der unverfestigten Packung k0 erfolgte durch Anpassung<br />
der Messwerte an die CARMAN-KOZENY Gleichung unter Vernachlässigung der<br />
Druckabhängigkeit der umspülten spezifischen Oberfläche <strong>des</strong> Partikelsystems. Der Parameter<br />
pa wurde bereits aus Gl. (3.46) ermittelt. Die Abbildungen 6.11 bis 6.13 zeigen, dass die<br />
Permeabilität mit steigendem Partikeldruck wegen der Porenquerschnittverengung und somit<br />
der steigenden Packungsdichte abnimmt. Es ist außerdem festzustellen, dass Filterkuchen aus<br />
feineren Partikeln kleinere Permeabilität besitzen. Der Einsatz von Praestol und NaCl verursachen<br />
stets größere Permeabilitäten der entwässerten Partikelpackungen. Dieser Effekt ist bei<br />
Kalkstein besonders stark ausgeprägt. Die Anwendung einer einmolaren NaCl-Lösung anstatt<br />
reinen <strong>des</strong>tillierten Wassers bei der Suspensionsvorbereitung führt nach deren Entwässerung<br />
zur Entstehung von Filterkuchen mit ca. 7-fach größerer Permeabilität.<br />
in m 2<br />
Permeabilität k in 10 -15<br />
14<br />
12<br />
10<br />
8<br />
6<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
Kalkstein<br />
Nicht geflockt Geflockt<br />
k 0 = 2,25 in 10 -15 in m 2 k 0 = 2,9 in 10 -15 in m 2<br />
δ = 0,31 δ = 0,441<br />
1 M NaCl-Lösung<br />
k 0 = 14,346 in 10 -15 in m 2<br />
δ = 0,297<br />
0,0<br />
0 500 1000 1500 2000<br />
Partikeldruck p in kPa<br />
s<br />
Abb. 6.11: Permeabilität in Abhängigkeit vom Partikeldruck für Kalkstein<br />
94
Permeabilität k in 10 -15<br />
in m 2<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
0,0<br />
Titandioxid<br />
N icht geflockt Geflockt<br />
k = 0,25 in 10 0 -15 in m 2 k = 1,05 in 10 0 -15 in m 2<br />
δ = 0,239 δ = 0,373<br />
1 M NaCl-Lösung<br />
k = 1,15 in 10 0 -15 in m 2<br />
δ = 0,328<br />
0 200 400 600 800 1000 1200 1400 1600 1800 2000<br />
Partikeldruck p in kPa<br />
s<br />
Abb. 6.12: Permeabilität in Abhängigkeit vom Partikeldruck für Titandioxid<br />
m 2<br />
Permeabilität k in 10 -15<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
3,0<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
0,0<br />
Quarzmehl<br />
N icht geflockt Geflockt<br />
k 0 = 3 in 10 -15 in m 2 k 0 = 3,3 in 10 -15 in m 2<br />
δ = 0,376 δ = 0,393<br />
1 M NaCl-Lösung<br />
k 0 = 14,7 in 10 -15 in m 2<br />
δ = 0,265<br />
0 500 1000 1500 2000<br />
Partikeldruck p in kPa<br />
s<br />
Abb. 6.13: Permeabilität in Abhängigkeit vom Partikeldruck für Quarzmehl<br />
Die Permeabilitäten der bei 200 kPa ausgepressten Filterkuchen wurden vergleichsweise auch<br />
mit Hilfe <strong>des</strong> klassischen TILLER / SHIRATO Modells berechnet. Dazu wurden die spezifischen<br />
Filtratvolumina in Abhängigkeit von der Zeit in Diagrammen in der Form t / VL,A,F über<br />
VL,A,F aufgetragen. Der gekrümmte Verlauf gerade am Anfangsstadium wurde entsprechend<br />
den Modellvorstellungen vernachlässigt und die restlichen Messpunkte durch eine Gerade<br />
approximiert, Abb. 6.14 bis 6.16. Diesen Anfangsverlauf erklärt TILLER mit einem variablen<br />
Filtermittelwiderstand in der Beginphase. Dieser lässt sich mit dem dynamischen Prozessmodell<br />
von REICHMANN [2] relativ gut beschreiben, wenn der Krümmungstyp a) in der Abbildung<br />
3.14 vorhanden ist (siehe Abschnitt 3.6.1.1). Hingegen führt ANLAUF [196] die anfängliche<br />
Abweichung von der Geradeform auf Auswertefehler bei der Messdatenerfassung<br />
95
zurück. Eine physikalisch begründete Erklärung für dieses Phänomen ist bisher nur eingeschränkt<br />
möglich (siehe Abschnitt 3.6.1.1). In der Tabelle 6.2 sind die experimentell ermittelten<br />
und berechneten Permeabilitätswerte der Filterkuchen nach dem Auspressen bei 200 kPa<br />
gegenübergestellt.<br />
s / m<br />
t / V L,A,F in 10 5<br />
0,7 p = 200 kPa<br />
Nicht geflockt<br />
0,6<br />
Geflockt<br />
1 M NaCl-Lösung<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
0,0<br />
0,00 0,01 0,02 0,03 0,04 0,05<br />
Spezifisches Filtravolumen V in m<br />
L,A,F<br />
Abb. 6.14: Auftragung von t / VL,A,F über VL,A,F zur Berechnung der Permeabilität der Kalksteinfilterkuchen<br />
mit dem TILLER / SHIRATO Modell<br />
t / V L,A,F in 10 5 s / m<br />
3,5<br />
3,0<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
p = 2 200 bar kPa<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl Lösung<br />
0,0<br />
0,00 0,01 0,02 0,03 0,04 0,05 0,06<br />
spezifisches Filtratvolumen V in m<br />
L,A,F<br />
Abb. 6.15: Auftragung von t / VL,A,F über VL,A,F zur Berechnung der Permeabilität der Titandioxidfilterkuchen<br />
mit dem TILLER / SHIRATO Modell<br />
96
t / V L,A,F in 10 5 s / m<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
p = 200 kPa<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
0<br />
0,00 0,01 0,02 0,03 0,04 0,05<br />
spezifisches Filtratvolumen V in m<br />
L,A,F<br />
Abb. 6.16: Auftragung von t / VL,A,F über VL,A,F zur Berechnung der Permeabilität der Quarzmehlfilterkuchen<br />
mit dem TILLER / SHIRATO Modell<br />
Tabelle 6.2: Gegenüberstellung der direkt gemessenen zu den mit dem TILLER / SHIRATO<br />
Modell berechneten Permeabilitäten bei p = 200 kPa<br />
Permeabilität von Kalkstein<br />
in 10 -15 in m 2<br />
Permeabilität von Titandioxid<br />
in 10 -15 in m 2<br />
Permeabilität von<br />
Quarzmehl in 10 -15 in m 2<br />
Direkte Tiller- Direkte Tiller- Direkte Tiller-<br />
Messung Shirato- Messung Shirato Messung Shirato<br />
Modell<br />
Modell<br />
Modell<br />
Nicht<br />
geflockt<br />
1,54 1,12 0,205 0,296 1,86 2,5<br />
Geflockt 1,75 1,35 0,579 0,68 2,082 2,63<br />
1 M NaCl-<br />
Lösung<br />
8,79 8,65 0,668 0,696 10,287 10,6<br />
Die Werte in der Tabelle 6.2 zeigen, dass die Permeabilitätsberechnung durch Anwendung<br />
<strong>des</strong> TILLER / SHIRATO Modells nur näherungsweise gelingt. Der Grund dafür ist in erster<br />
Linie die mehr oder weniger ungenaue Bestimmung <strong>des</strong> Filtermittelwiderstan<strong>des</strong> aus dem<br />
Ordinatenabschnitt, verursacht durch die Abweichungen der Messpunkte von der Geradeform.<br />
Außerdem berücksichtigt das Modell nur den Teilprozess Filtration ohne Rücksicht auf<br />
die Konsolidierungsphase. Zusätzlich weichen die Kurven nicht nur im Anfangsstadium, sondern<br />
auch im weiteren Verlauf der Filtration mehr oder weniger stark von der Geradeform ab.<br />
Aus diesen Gründen verwendet REICHMANN [2] bei der Prozessmodellierung die Summe<br />
aus Wasserwert und Durchströmungswiderstand der ersten abgelagerten dünnen Kuchen-<br />
97
schicht als grundlegenden Modellparameter und nicht den Filtermittelwiderstand, bestimmt<br />
nach TILLER / SHIRATO.<br />
Weiterhin lässt sich die Permeabilität der ausgepressten Packung mit dem TILLER / SHI-<br />
RATO Modell deutlich genauer bestimmen <strong>des</strong>to geringer der Filterkuchenwiderstand ist. Es<br />
wird im Abschnitt 6.2.4 nachgewiesen, dass der Einsatz von NaCl die Durchströmungswiderstände<br />
der ausgepressten Packungen deutlich reduziert. Davon ausgehend ist gemäß Tabelle<br />
6.2 festzustellen, dass die relativen Abweichungen zwischen den berechneten und den experimentell<br />
bestimmten Permeabilitätswerten bei allen Filterkuchen, die aus 1 M NaCl-Lösung-<br />
Suspensionen gebildet wurden, stets unter 5% liegen. Bei den geflockten Filterkuchen ist die<br />
Abweichung von 20 bis ca. 22%. Beim nicht geflockten Titandioxid übertrifft die relative<br />
Abweichung sogar den Wert von 30 %.<br />
6.2.4 Filterkuchenwiderstand<br />
Der Filterkuchenwiderstand kann aus der Packungsdichte und der Permeabilität mit Kenntnis<br />
der Feststoffdichte nach Gl. (3.9) berechnet werden. Der Elektrolyt- und Flockungsmitteleinsatz<br />
verringert den Widertand der ausgepressten Partikelpackungen und verbessert somit die<br />
Filtrierbarkeit der Suspensionen (Abb. 6.17 bis 6.19). Die Filtrierbarkeit der angewandten<br />
Partikelsysteme kann nach Tabelle 3.1 beurteilt werden. Die Anwendung von NaCl macht die<br />
Kalkstein- und Quarzmehlsuspensionen mäßig filtrierbar (α < 2·10 11 m / kg). Im nicht geflockten<br />
Zustand wären diese schlecht filtrierbar mit α–Werten größer als 2·10 11 m / kg<br />
(Abbildungen 6.17 und 6.19). Als ausgesprochen lohnenswert erscheint in diesem Zusammenhang<br />
die Anwendung von wirksamen Elektrolyten und Flockungsmitteln bei sehr schlecht<br />
filtrierbaren ultrafeinen Partikelsystemen wie Titandioxid (Abb. 6.18).<br />
m / kg<br />
Filterkuchenwiderstand α in 10 11<br />
10<br />
8<br />
6<br />
4<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
0,0<br />
2x10 11<br />
Kalkstein<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
0 500 1000 1500 2000<br />
Partikeldruck p in kPa<br />
s<br />
Abb. 6.17: Filterkuchenwiderstand in Abhängigkeit vom Partikeldruck für Kalkstein<br />
98
m / kg<br />
Filterkuchenwiderstand α in 10 11<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
Titandioxid<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
2x10 11<br />
0<br />
0 500 1000<br />
Partikeldruck p in kPa<br />
s<br />
1500 2000<br />
Abb. 6.18: Filterkuchenwiderstand in Abhängigkeit vom Partikeldruck für Titandioxid<br />
m / kg<br />
Filterkuchenwiderstand α in 10 11<br />
10<br />
9<br />
8<br />
7<br />
6<br />
5<br />
4<br />
1,25<br />
1,00<br />
0,75<br />
Quarzmehl<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
2x10 11<br />
0,50<br />
0 500 1000<br />
Partikeldruck p in kPa<br />
s<br />
1500 2000<br />
Abb. 6.19: Filterkuchenwiderstand in Abhängigkeit vom Partikeldruck für Quarzmehl<br />
99
6.2.5 Mittlerer hydraulischer Durchmesser im ausgepressten Filterkuchen<br />
Der mittlere hydraulische Durchmesser dh dient als charakteristisches Maß für die Porengrößenverteilung<br />
in der entwässerten Partikelpackung. Er wurde unter Berücksichtigung<br />
Druckabhängigkeit der Packungsdichte und der Permeabilität aus Gl. (3.8) mit KCK = 16 für<br />
je<strong>des</strong> Stoffsystem direkt berechnet. Die Abbildungen 6.20 bis 6.22 zeigen, dass bei den angewandten<br />
hohen Drücken die mittleren Porendurchmesser in den nicht geflockten Filterkuchen<br />
nahe dem Wirkungsbereich der elektrostatischen Doppelschichten liegen. Dies wurde für ultrafeinen<br />
Titandioxid und Kaolin schon von REICHMANNN [1] festgestellt. Deswegen spielen<br />
die Grenzflächeneffekte infolge <strong>des</strong> Elektrolyt- bzw. Flockungsmitteleinsatzes eine wesentliche<br />
Rolle für die Packungspermeabilität (siehe Abschnitt 6.2.3). Die Durchlässigkeit der<br />
Filterkuchen wird verbessert, wenn es gelingt, durch Elektrolyteinsatz die Doppelschichten zu<br />
komprimieren. Dies wirkt sich in größere wirksame hydraulische Durchmesser bei den korrespondierenden<br />
Pressdrücken aus (Abb. 6.20 – 6.22):<br />
Hydraulischer Durchmesser d h in μm<br />
1,4<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
Kalkstein<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
0,2<br />
0 500 1000 1500 2000<br />
Partikeldruck p in kPa<br />
s<br />
Abb. 6.20: Hydraulischer Durchmesser als Funktion vom Partikeldruck für Kalkstein<br />
100
Hydraulischer Durchmesser d h in μm<br />
0,65<br />
0,60<br />
0,55<br />
0,50<br />
0,45<br />
0,40<br />
0,35<br />
0,30<br />
0,25<br />
0,20<br />
0,15<br />
Titandioxid<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
0 500 1000 1500 2000<br />
Partikeldruck p s in kPa<br />
Abb. 6.21: Hydraulischer Durchmesser als Funktion vom Partikeldruck für Titandioxid<br />
Hydraulischer Durchmesser d h in μm<br />
1,4 Q uarzm ehl<br />
Nicht geflockt<br />
1,2<br />
Geflockt<br />
1 M NaCl-Lösung<br />
1,0<br />
0,60<br />
0,55<br />
0,50<br />
0,45<br />
0,40<br />
0,35<br />
0,30<br />
0 500 1000 1500 2000<br />
Partikeldruck p s in kPa<br />
Abb. 6.22: Hydraulischer Durchmesser als Funktion vom Partikeldruck für Quarzmehl<br />
101
6.2.6 Charakteristische mittlere Haftkräfte zwischen den Primärpartikeln im ausgepressten<br />
Filterkuchen<br />
Die charakteristischen mittleren Haftkräfte zwischen den Primärpartikeln im ausgepressten<br />
Filterkuchen wurden mit Kenntnis <strong>des</strong> Fließverhaltens der drainierten Packungen (siehe Abschnitt<br />
6.3) mit Hilfe der im Abschnitt 3.4 erläuterten Methodik nach Gl. (3.33) berechnet.<br />
Dabei wurden die für die Fließorte 1 bis 4 angewandten Normalspannungen σ = 200 – 500<br />
kPa auf die Kontaktnormalkräfte FN umgerechnet. Für Quarzmehl wurden Kontaktnormalkräfte<br />
von 4,7 bis 12,3 μN, für Titandioxid von 0,08 bis 0,2 μN und für Kalkstein von<br />
0,37 bis 1 μN ermittelt. Die Ergebnisse sind in den Abbildungen 6.23 bis 6.25 dargestellt.<br />
Haftkraft F H in μΝ<br />
Abb. 6.23: Haftkraft FH in Abhängigkeit von der Normalkraft FN für Quarzmehl<br />
Haftkraft F H in μΝ<br />
16<br />
12<br />
8<br />
4<br />
0<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
Quarzmehl<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
0 2 4 6 8 10 12<br />
Titandioxid<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
Normalkraft F N in μΝ<br />
0,0<br />
0,00 0,04 0,08 0,12 0,16 0,20<br />
Normalkraft F N in μΝ<br />
Abb. 6.24: Haftkraft FH in Abhängigkeit von der Normalkraft FN für Titandioxid<br />
d<br />
d<br />
d<br />
d<br />
F N<br />
F H<br />
F H<br />
F N<br />
F N<br />
F H<br />
F H<br />
F N<br />
102
Haftkraft F H in μΝ<br />
2,0<br />
1,6<br />
1,2<br />
0,8<br />
0,4<br />
Abb. 6.25: Haftkraft FH in Abhängigkeit von der Normalkraft FN für Kalkstein<br />
Die Wirkung von Praestol und NaCl auf die Haftkräfte zwischen den Primärpartikeln im ausgepressten<br />
Filterkuchen ist für die untersuchten Stoffsysteme vergleichbar. Die geflockten<br />
drainierten Packungen besitzen während der Vorverfestigung und Scherung höhere Haftkräfte<br />
im angewandten Druckbereich. Der Anstieg der FH(FN)-Geraden, d.h. der elastisch-plastische<br />
Kontaktverfestigungskoeffizient κv nimmt zu und damit wird das Partikelkontaktverhalten<br />
nachgiebiger mit zunehmendem Anteil an plastische Deformationen (siehe Gl. 3.34). Im Gegensatz<br />
dazu verursacht die NaCl-Zugabe stets eine Reduzierung <strong>des</strong> Haftkraftvermögens in<br />
den verfestigten Filterkuchen. Die Kontakte werden steifer, der Anteil der plastischen Deformationen<br />
für die Haftkraftsteigerung bei Erhöhung <strong>des</strong> Pressdruckes nimmt ab und der Anteil<br />
der elastischen Deformationen nimmt zu. Die berechneten Kontaktverfestigungskoeffizienten<br />
von 0,55 bis 1,64 sind typisch für kohäsive bis sehr kohäsive schwer fließende Partikelsysteme<br />
[82]. Die Kontaktverfestigungskoeffizienten κv sowie die mittleren interpartikulären Haftkräfte<br />
in unverfestigtem Zustand FH0 (siehe Ordinatenabschnitte der FH(FN)-Geraden in den<br />
Abb. 6.23 - 6.25) für die untersuchten Partikelsysteme sind der Tabelle 6.3 zu entnehmen.<br />
Tabelle 6.3: Elastisch-plastische Kontaktverfestigungskoeffizienten κ v<br />
und mittlere interpartikuläre<br />
Haftkräfte in unverfestigtem Zustand FH0 für die untersuchten Partikelsysteme<br />
Partikelsystem<br />
Kalkstein<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
0,0<br />
0,0 0,2 0,4 0,6 0,8 1,0<br />
Normalkraft F N in μΝ<br />
Elastisch-plastischer Kontaktverfestigungskoeffizient<br />
κv<br />
103<br />
Mittlere interpartikuläre Haftkraft<br />
in unverfestigtem Zustand<br />
FH0 in μN<br />
Nicht Geflockt 1 M NaCl- Nicht Geflockt 1 M NaClgeflockt<br />
Lösung geflockt<br />
Lösung<br />
Quarz 0,6 1,1 0,63 2,64 1,63 0,74<br />
Titandioxid 0,8 1,5 0,64 0,11 0,03 0,03<br />
Kalkstein 0,8 1,64 0,55 0,23 0,33 0,36<br />
d<br />
d<br />
F N<br />
F H<br />
F H<br />
F N
6.2.7 Modifizierung der Oberflächeneigenschaften der Partikeln im ausgepressten<br />
Filterkuchen<br />
In den Abschnitten 6.2.1 bis 6.2.6 wurde gezeigt, dass die Materialeigenschaften der drainierten<br />
Partikelpackungen vom Elektrolyt- und Flockungsmitteleinsatz in den Suspensionen wesentlich<br />
beeinflusst werden. Diese Filterkuchen besitzen eine vergleichsweise lockerer gepackte<br />
Struktur (kleinere Packungsdichten bzw. größere Porositäten), größere Permeabilitäten<br />
und folglich niedrigere Widerstände und größere Porenmesser. Die genannten Effekte sind bei<br />
Kalkstein besonders stark ausgeprägt. Die Anwendung einer einmolaren NaCl-Lösung anstatt<br />
<strong>des</strong>tillierten Wassers als Dispersionsmedium der Suspension verursacht zusammen mit der<br />
Verringerung der Packungsdichte auch eine extreme Zunahme der Permeabilität <strong>des</strong> Kalksteinfilterkuchens.<br />
Dies lässt sich mit Hilfe der DLVO-Theorie [45, 46], detailliert erläutert<br />
im Abschnitt (3.2), physikalisch sinnvoll interpretieren und nachweisen.<br />
6.2.7.1 Doppelschichtpotentiale im Filterkuchen<br />
Wegen der einmolaren Konzentration von Natriumchlorid in der Kalksteinsuspension wird<br />
die Ionenstärke drastisch gesteigert, da CaCO3 in Wasser schwerlöslich ist (Löslichkeitskonstante<br />
KL = 3,36·10 -9 mol 2 / l 2 bzw. molare Ionenkonzentration der elektrolytfreien Suspension<br />
c = 5,8·10 -5 mol / l). Dies widerspiegelt sich in einem starken Anstieg <strong>des</strong> Debye-Hückel<br />
Parameters κ. Nach Gl. (3.12) wurde für die Dispersion aus reinem <strong>des</strong>tillierten Wasser für κ<br />
ein Wert von κohne = 5,02·10 7 m -1 und für die 1 M NaCl-Dispersion κmit = 3,29·10 9 m -1 be-<br />
rechnet, siehe Abschnitt 3.2. Die Doppelschichtdicken betragen somit nach Gl. (3.11)<br />
δohne = 20 nm und δmit = 0,3 nm. Durch diese deutliche Doppelschichtkompression werden<br />
größere Poren für die Durchströmung freigegeben (siehe Abbildung 6.20). Die Zuverlässigkeit<br />
der Berechnungsmethodik lässt sich durch die Potentialverläufe mit wachsendem interpartikulärem<br />
Abstand (Oberflächenabstand) zwischen zwei benachbarten Partikeln in der<br />
Suspension bzw. innerhalb einer flüssigkeitsgesättigten Pore bestätigen (Abb. 6.26 und 6.27).<br />
Die Zetapotentiale, gemessen nach der elektroakustischen Methode mit einem Acoustosizer II<br />
der Fa. Colloidal Dynamics, betragen Z0,ohne = 40 mV (mittlere bis gute Stabilität, keine<br />
Agglomeration, siehe Tabelle 3.2) und Z0,mit = 5,5 mV (beginnende Instabilität, geringe bis<br />
starke Agglomeration). Es wurden mit Hilfe der Debye-Hückel Parameter κ folgende Potentialverläufe<br />
ermittelt:<br />
104
Abstoßungspotential Ζ in mV<br />
40 Ζ 0<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0,37Ζ 0<br />
a 37 = 1/κ = δ<br />
Ohne Elektrolyt<br />
Z = Z0exp(-κ·a) Z exp(-κa)<br />
0<br />
κ =5,02*10 ohne 7 m -1<br />
κohne = 5,02·10 7 m -1<br />
δ = 1/κ =0,2*10 ohne ohne -7 δohne = 1 / κohne = 0,2·10 m = 20 nm<br />
-7 m = 20 nm<br />
0<br />
0 20 40 60 80 100<br />
Interpartikulärer Abstand a in nm<br />
Abb. 6.26: Potentialverlauf zwischen zwei benachbarten Kalksteinpartikeln in Abhängigkeit<br />
vom interpartikulären Abstand in <strong>des</strong>tilliertem Wasser<br />
Abstoßungspotential Ζ in mV<br />
5,5<br />
5,0<br />
4,5<br />
4,0<br />
3,5<br />
3,0<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
Z 0<br />
0,37Ζ 0<br />
a 37 = 1/κ = δ<br />
Mit Elektrolyt<br />
Z = Z0exp(-κ·a)<br />
Z = Z exp(-κ)a<br />
0<br />
κ = 3,29*10 mit 9 m -1<br />
δ = 1/κ = 0,3*10 mit mit -9 κohne = 3,29·10<br />
m = 0,3 nm<br />
9 m -1<br />
δohne = 1 / κohne = 0,3·10 -9 m = 0,3 nm<br />
0,0<br />
0,0 0,3 0,6 0,9 1,2 1,5 1,8<br />
Interpartikulärer Abstand a in nm<br />
Abb. 6.27: Potentialverlauf zwischen zwei benachbarten Kalksteinpartikeln in Abhängigkeit<br />
vom interpartikulären Abstand in einer einmolaren NaCl-Lösung von <strong>des</strong>tilliertem Wasser<br />
Die resultierende massenbezogene Wechselwirkungsenergie als Summe der stabilisierenden<br />
elektrostatischen Abstoßungs- und der <strong>des</strong>tabilisierenden Van-der-Waals- Anziehungsenergie<br />
für die in den Abbildungen 6.26 und 6.27 dargestellten Fälle wurde in Abhängigkeit vom interpartikulären<br />
Abstand unter Berücksichtigung der Partikelmasse nach Gl. (3.19) berechnet,<br />
Abb. 6.28. Bei der einmolaren NaCl-Kalksteindispersion ist die Abstoßung gegenüber der<br />
Anziehungsenergie vernachlässigbar klein, so dass die Verläufe der Gesamt- und der Vander-Waals-Energien<br />
praktisch eine und dieselbe Kurve ausbilden (Abb. 6.28, rote Linie).<br />
105
Massenbezogene Wechselwirkungsenergie<br />
in μJ / g<br />
0,8 Nicht Geflockt<br />
1 M NaCl-Lösung<br />
0,6<br />
0,4<br />
0,2<br />
0,0<br />
-0,2<br />
-0,4<br />
Resultierende<br />
Wechselwirkungsenergie<br />
Abstoßungsenergie<br />
0 20 40 60 80 100<br />
Partikeloberflächenabstand a in nm<br />
Van-der-Waals Anziehungsenergie<br />
Abb. 6.28: Verläufe der massenbezogenen Wechselwirkungsenergien zwischen zwei benachbarten<br />
Kalksteinpartikeln in Abhängigkeit vom zwischenpartikulären Abstand und der Art <strong>des</strong><br />
Dispersionsmediums<br />
Die maximale Abstoßungsenergie zwischen zwei benachbarten in <strong>des</strong>tilliertem Wasser suspendierten<br />
Kalksteinpartikeln beträgt ca. 0,8 μJ / g (Abb. 6.28). Dies ist nach Gl. (3.20) wiederum<br />
äquivalent zu einer Abstoßungskraft von ca. 0,01 nN. Diese Abstoßungskräfte können<br />
zwar in einer verdünnten Suspension die Agglomeration verhindern, die Kontaktabplattung<br />
bzw. die Erzeugung direkter lastabhängiger Partikel-Partikel-Kontakte lässt sich jedoch bei<br />
der Pressfiltration der mit einem Normalkraftniveau von etwa 0,4 bis 2,7 μN (entspricht gemäß<br />
Gl. 3.36 dem angewandten Druckbereich beim Auspressen von 2 bis 20 bar) verdichteten<br />
Filterkuchen nicht vermeiden. An den Kontaktstellen werden die Doppelschichten praktisch<br />
mehr oder weniger vollständig verdrängt.<br />
In der einmolaren NaCl-Kalksteinsuspension wirkt nur die Van-der-Waals- Anziehungskraft<br />
zwischen den Partikeln. Das Zetapotential beträgt nur 5,5 mV, die Suspension ist instabil und<br />
besteht wahrscheinlich aus Partikelagglomeraten. Von großer Bedeutung für die Materialeigenschaften<br />
und Struktur <strong>des</strong> Filterkuchens erscheint die Frage, ob sich diese Agglomerate bei<br />
der Kuchenbildung-, Verdichtung und Scherung als feste, stabile Einzelteilchen verhalten<br />
oder ob sie unter der Einwirkung <strong>des</strong> Pressdruckes zerstört werden. Im letzten Fall würden die<br />
Primärpartikel die Eigenschaften der konsolidierten Partikelpackung vorbestimmen und nicht<br />
die Agglomerate aus dem Suspensionszustand. Die Van-der-Waals–Kraft steigt mit zunehmender<br />
Partikelannäherung und kann bei interpartikulären Abständen von ca. 0,2 bis 10 nm<br />
wirksam sein [207]. So würde die Anziehungskraft bzw. -energie bei einem Abstand von ungefähr<br />
0,2 nm zwischen zwei benachbarten Kalksteinpartikeln im komprimierten Filterkuchen<br />
ihr Maximum erreichen (Abbildung 6.29). Unterhalb dieses Oberflächenabstan<strong>des</strong> wird die<br />
106
Van-der-Waals-Anziehungsenergie durch das atomare Repulsionspotential kompensiert, das<br />
einen Nichtgleichgewicht-Zustand erzeugen würde, der physikalisch nicht sinnvoll ist.<br />
Massenbezogene Anziehungsenergie<br />
in μJ/g<br />
0,0<br />
0,0 0,2 0,4 0,6 0,8 1,0<br />
-0,5<br />
-1,0<br />
-1,5<br />
-2,0<br />
-2,5<br />
-3,0<br />
-3,5<br />
Interpartikulärer Abstand a in nm<br />
1 M NaCl-Lösung<br />
Abb. 6.29: Massenbezogene Van-der-Waals-Energie als Funktion vom zwischenpartikulären<br />
Abstand in einer Kalksteinsuspension<br />
Die maximal erreichbare spezifische Van-der-Waals-Energie beträgt laut Abb. 6.29 ca. 3,6<br />
μJ / g. Dies entspricht einer Anziehungskraft von ca. 45 nN zwischen zwei benachbarten<br />
Kalksteinpartikeln. Bei der Kuchenverdichtung selbst im Normaldruckbereich von 200 bis<br />
500 kPa wird in die Packung eine mechanische Energie von 130 bis 800 μJ / g eingetragen<br />
[83]. Diese Werte übertreffen größenordnungsmäßig den maximalen Wert der Van-der-<br />
Waals-Energie. Bei dieser starken Kompression sollen theoretisch alle in der Suspension entstandenen<br />
Partikelagglomerate im Filterkuchenzustand zerstört werden. Es entstehen vermutlich<br />
wiederum direkte Kontakte zwischen Einzelpartikeln mit völliger Verdrängung der Doppelschichten<br />
an den Kontaktstellen.<br />
Die Partikel im ausgepressten Filterkuchen können natürlich in Partikelagglomeraten verbunden<br />
sein, wie z.B. im Porositätsmodell von NEESE und DÜCK [206] angenommen wird. Dabei<br />
sind aber die Filterkuchenbausteine offenbar nicht die Agglomerate, welche im Suspensionszustand<br />
infolge der Elektrolytzugabe durch Van-der-Waals-Anziehungskräfte erzeugt<br />
werden. Wie bereits nachgewiesen, sollen die letzten theoretisch bei der Kuchenbildung und<br />
Kuchenverdichtung zerstört werden. Die Agglomerate in einer stark komprimierten, drainierten<br />
Partikelpackung werden folglich durch lastabhängige Haftkräfte zwischen den Einzelpartikeln<br />
gehalten. Somit ist die Partikel-Partikel-Haftkraft die maßgebliche Größe, welche die<br />
Packungsstruktur bestimmt. Diese Haftkraft ist unabhängig davon, ob die zwei Partikel innerhalb<br />
eines Agglomerats oder an den Kontaktstellen von zwei benachbarten Agglomeraten<br />
kontaktieren. Die berechneten charakteristischen mittleren Haftkräfte für die untersuchten<br />
Partikelsysteme wurden im Abschnitt 6.2.6 bereits diskutiert.<br />
107
6.2.7.2 Vergrößerung <strong>des</strong> wirksamen Porenquerschnitts<br />
Anschließend kann geschlussfolgert werden, dass die Doppelschichten zwischen den Partikeloberflächen<br />
an den Kontaktstellen bei der Kuchenverdichtung zwangsläufig verdrängt werden,<br />
weil die eingeprägten Normalkräfte FN um Größenordnungen größer sind als die repulsiven<br />
Kräfte der elektrostatischen Doppelschichten. Dies lässt sich auch anhand der berechneten<br />
interpartikulären Haftkräfte im Abschnitt 6.2.6 nachweisen, die in der gleichen Größenordnung<br />
der Normalkräfte liegen. Darüber hinaus bewirkt jedoch die Doppelschichtkompression,<br />
dass die im vorverdichteten Filterkuchen gebildeten Poren deutlich „vergrößert“<br />
werden. Die für einen erhöhten Durchströmungswiderstand verantwortliche diffuse Schicht<br />
wird so stark komprimiert, dass die wirksame Querschnittsfläche, bzw. der effektive hydraulische<br />
Durchmesser, vergrößert wird (siehe Abschnitt 6.2.5). Außerhalb der Partikelkontaktstellen<br />
bleiben die Doppelschichten erhalten und sind somit für die Porengröße bzw. für die Permeabilität<br />
und die Porosität verantwortlich. Dies kann folgendermaßen schematisch illustriert<br />
werden:<br />
A) B)<br />
Elektrolytzugabe<br />
Doppelschichtdicke wirksamer freier Porenquerschnitt für das Filtrat<br />
Abb. 6.30: Schematische Darstellung einer flüssigkeitsgesättigten Pore. In der Variante B)<br />
sind die elektrischen Doppelschichten an den Partikeloberflächen wegen hoher Elektrolytenkonzentration<br />
komprimiert. Die Pore ist <strong>des</strong>halb größer, verglichen zur Variante A)<br />
108
6.2.7.3 Wirksame Porosität im geflockten Filterkuchen<br />
Die Packungseigenschaften der ausgepressten geflockten Partikelpackungen lassen sich wohl<br />
am besten anhand <strong>des</strong> im Abschnitt 3.6.3 dargestellten Porositätsmodells von NEEßE und<br />
DÜCK [206] am Beispiel von Quarzmehl interpretieren. Es soll hier eine Modifizierung bzw.<br />
Erweiterung dieses Modells vorgeschlagen werden. Dabei sind die Einzelpartikel nicht als<br />
starr bzw. die interpartikulären Haftkräfte im Filterkuchen bei unterschiedlicher Druckbeanspruchung<br />
nicht als konstant zu betrachten. Die kompressiblen elastisch-plastischen Partikeleigenschaften<br />
führen zur Entstehung von lastabhängigen Haftkräften. Das ist mit einer lastabhängigen<br />
Kontaktabplattung und folglich mit einer makroskopischen Verfestigung von einigen<br />
hunderten kPa verbunden. Aus diesen Gründen erachtet der Autor es als sinnvoll, bei der<br />
Berechnung der dimensionslosen <strong>Filtrations</strong>nummer Fif in Gl. (3.83) die linearisierte Haftkraftgleichung<br />
nach TOMAS [82] (Gl. 3.33) anzuwenden, siehe Abschnitt 3.4. Somit lässt<br />
sich die Porosität <strong>des</strong> geflockten Filterkuchens nach Einsetzen von Gl. (3.33) in Gl (3.83) wie<br />
folgt berechnen:<br />
ε0,<br />
F ⋅(<br />
1−ε<br />
f )<br />
ε = ε f +<br />
3<br />
(6.1)<br />
3<br />
⎛ Δp<br />
⋅d<br />
⎞2<br />
f<br />
1+<br />
3⋅ε<br />
0,<br />
⋅ 4 ⋅ ( ) ⋅⎜<br />
⎟<br />
F k f εex<br />
⎜ (( 1 ) 0 ) ⎟<br />
⎝<br />
hc<br />
⋅ + κv<br />
⋅ FH<br />
+ κv<br />
⋅ FN<br />
⎠<br />
Die Abbildung 6.31 zeigt den Vergleich zwischen dem nach Gl. (6.1) berechneten Porositätsverlauf<br />
und den experimentellen Ergebnissen. Es ist dabei eine gute bis sehr gute Übereinstimmung<br />
festzustellen:<br />
109
Porosität ε<br />
0,75<br />
0,70<br />
0,65<br />
0,60<br />
0,55<br />
0,50<br />
0,45<br />
0,40<br />
0,35<br />
0,30<br />
ε max<br />
ε = ε f<br />
ε = ε max<br />
Experiment<br />
Modell<br />
ε max > ε > ε f<br />
0 250 500 750 1000 1250 1500 1750 2000<br />
Pressdruck p in kPa<br />
Abb. 6.31: Porosität in Abhängigkeit vom Pressdruck für den geflockten Quarzmehlfilterkuchen<br />
Bei der Vorausberechnung der Porositätskurve mit Gl. (6.1) wurden folgende Daten angewandt<br />
[206, 233]: Flockendurchmesser df = 160 μm, Partikeldurchmesser dp = 4,2 μm, mini-<br />
male Porosität der geflockten Packung ε0f = 0,5, Filterkuchenhöhe hc von 30 bis 23 mm und<br />
k4 = 0,01. Durch den Modellkoeffizient k4 wird berücksichtigt, dass mit steigender Druckbeanspruchung<br />
die Flockendeformation innerhalb von kubischen Zellen der Länge a erfolgt<br />
(siehe Abb. 3.18) [206]. Die dimensionslose <strong>Filtrations</strong>nummer Fif wurde mit Hilfe der lastabhängigen<br />
Haftkräfte zwischen den Quarzmehlpartikeln, diskutiert im Abschnitt 6.2.6, (siehe<br />
Abb. 6.23, rote Gerade und Tabelle 6.3) für jeden Pressdruck bzw. für jede Normalkraft FN<br />
bestimmt. Die externe Porosität εex wurde nach Gl. (3.82) berechnet. Der maximale Porosi-<br />
tätswert εmax entspricht näherungsweise der Porosität <strong>des</strong> geflockten Sediments unmittelbar<br />
vor dem <strong>Filtrations</strong>versuch. Infolge <strong>des</strong> Flockungsprozesses werden stabile Flocken mit ver-<br />
gleichsweise großem Durchmesser df und kleiner Flockenporosität εf gebildet. Sie werden<br />
durch die druckabhängigen Haftkräfte zwischen benachbarten Quarzpartikeln gehalten. Die<br />
Flocken kontaktieren über die Einzelpartikeln, so dass die Partikel-Partikel Haftkraft innerhalb<br />
einer Flocke und die Haftkraft zwischen zwei kontaktierenden Flocken dieselbe ist. Im<br />
Laufe <strong>des</strong> Auspressprozesses werden die Flocken deformiert. Bei steigender Druckbeanspruchung<br />
nimmt die externe Porosität <strong>des</strong> Filterkuchens εex stets ab und erreicht bei ca. 2000 kPa<br />
den Wert von Null. Die Gesamtporosität der stark verdichteten Packung ε ist gleich der<br />
Flockenporosität εf. Bei 2000 kPa wird gleichzeitig die minimale Porosität der geflockten<br />
Packung ε0f = 0,5 erreicht. Eine weitere Porositätsabnahme kann offenbar nur durch Flockenzerstörung<br />
bei Pressdrücken über 2000 kPa erfolgen.<br />
F H<br />
F H<br />
F N<br />
F N<br />
ε = ε f<br />
d f<br />
d f<br />
110
6.3 Fließverhalten der drainierten Partikelpackungen<br />
6.3.1 Fließorte und Fließparameter<br />
Zur Bestimmung <strong>des</strong> Fließverhaltens der drainierten Partikelpackungen wurden mit den ausgepressten<br />
Filterkuchen Scherexperimente durchgeführt. Die detaillierte Beschreibung der<br />
Versuchsmethodik ist im Abschnitt 5.2.2 zu finden. Es wurden für je<strong>des</strong> Partikelsystem insgesamt<br />
vier Fließorte (FO) mit Anscherspannungen σAn von 200 bis 500 kPa bei einer Schergeschwindigkeit<br />
von 25,2 mm / min ermittelt. Bei den Scherversuchen wurden Abscherspannungen<br />
σAb angewandt, welche 25, 40, 60 und 80 % von den jeweiligen Anscherspannungen<br />
betragen (σAb,1 = 0,25·σAn … σAb,4 = 0,8·σAn). In Abbildung 6.32 ist ein Beispiel für gemesse-<br />
ne Schubspannungsverläufe während eines Scherversuches dargestellt:<br />
Scherspannung τ in kPa<br />
400<br />
300<br />
200<br />
100<br />
Anscheren (stationäres Fließen)<br />
Abscheren<br />
0<br />
0 100 200 300 400<br />
Zeit t in s<br />
FO 1<br />
Scherspannung τ in kPa<br />
Abb. 6.32: Beispiel für Scherspannungsverläufe während <strong>des</strong> Scherversuchs mit einem ausgepressten<br />
Filterkuchen<br />
Aus den Scherversuchsdaten wurden für je<strong>des</strong> Partikelsystem nach der in Abb. 3.9 dargestellten<br />
Auswertmethodik die Fließorte bestimmt. Die Abbildungen 6.33 bis 6.35 zeigen als Beispiel<br />
ausgewählte Fließorte für die ausgepressten Quarzmehlfilterkuchen bei einer Schergeschwindigkeit<br />
von 25,2 mm / min. Die entsprechenden Fließeigenschaften sind der Tabelle<br />
6.4 zu entnehmen. Die Fließeigenschaften der anderen Partikelsysteme (Kalkstein und Titandioxid)<br />
sind in den Tabellen 6.5 und 6.6 zusammengefasst.<br />
500<br />
400<br />
300<br />
200<br />
100<br />
Anscheren (stationäres Fließen)<br />
Abscheren<br />
111<br />
0<br />
0 100 200 300 400<br />
Zeit t in s<br />
FO 2
Scherspannung τ in kPa<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
Abb. 6.33: Ausgewählte Fließorte für den nicht geflockten Quarzmehlfilterkuchen<br />
Scherspannung τ in kPa<br />
Abb. 6.34: Ausgewählte Fließorte für den geflockten Quarzmehlfilterkuchen<br />
Scherspannung τ in kPa<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
Abb. 6.35: Ausgewählte Fließorte für den Elektrolyt-Quarzmehlfilterkuchen<br />
Fließort 1<br />
Fließort 2<br />
Fließort 3<br />
Stationärer<br />
Fließort<br />
-318 -200 0 200 400 600 800 1000 1200<br />
Normalspannug σ in kPa<br />
Fließort 1<br />
Fließort 2<br />
100<br />
Fließort 3<br />
Stationärer<br />
0<br />
Fließort<br />
-171-100 0 100 200 300 400 500 600 700 800 900 1000<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
-111<br />
Fließort 1<br />
Fließort 2<br />
Fließort 3<br />
Stationärer<br />
Fließort<br />
0<br />
100<br />
Normalspannug σ in kPa<br />
200 300 400<br />
Normalspannug σ in kPa<br />
500 600 700 800<br />
112
Tabelle 6.4: Fließeigenschaften der ausgepressten Quarzmehlfilterkuchen<br />
Fließparameter Nicht geflockt Geflockt 1 M NaCl- Lösung<br />
Innerer Reibungswinkel ϕi 37,1° 37,4° 39,2°<br />
Stationärer Reibungswinkel ϕst 50,4° 58,1° 53°<br />
Isostatische Zugfestigkeit σ0 in<br />
kPa<br />
135,7 46,9 25,1<br />
Tabelle 6.5: Fließeigenschaften der ausgepressten Kalksteinkuchen<br />
Fließparameter Nicht geflockt Geflockt 1 M NaCl-Lösung<br />
Innerer Reibungswinkel ϕi 40,9° 40,7° 40,1°<br />
Stationärer Reibungswinkel ϕst 57,8° 66,2° 52,5°<br />
Isostatische Zugfestigkeit σ0 in<br />
kPa<br />
55,8 38,9 21,3<br />
Tabelle 6.6: Fließeigenschaften der ausgepressten Titandioxidfilterkuchen<br />
Fließparameter Nicht geflockt Geflockt 1 M NaCl-Lösung<br />
Innerer Reibungswinkel ϕi 41,8° 39,4° 40°<br />
Stationärer Reibungswinkel ϕst 58,1° 63,6° 54°<br />
Isostatische Zugfestigkeit σ0 in<br />
kPa<br />
60,6 24 15,9<br />
Die relativ großen Unterschiede zwischen den stationären und den inneren Reibungswinkeln<br />
ϕst und ϕi sowie die Werte der Fließfunktion ffc (1 < ffc < 2, siehe Abschnitt 6.3.4) besagen ein<br />
sehr kohäsives Fließverhalten der Filterkuchen, welches durch den Elektrolyt- und Flockungsmitteleinsatz<br />
kaum beeinflusst wird. Die Zusatzstoffe führen jedoch zu einer deutlichen Absenkung<br />
der isostatischen Zugfestigkeit der lockeren Packung ohne jegliche Kontaktdeformation<br />
σ0. Hier ist auf dem ersten Blick ein Widerspruch zu sehen. In Kapitel 6.2.7 wurde bereits<br />
nachgewiesen, dass in einer 1 M NaCl-Dispersion praktisch nur die Van-der-Waals-<br />
Anziehungsenergie zwischen den suspendierten Feinstpartikeln wirksam ist. Es bilden sich in<br />
der Suspension Partikelagglomerate, welche aber während der Druckentwässerung im verdichteten<br />
Kuchenzustand dank der um Größenordnungen höheren spezifischen Verdichtungsenergie,<br />
eingeführt durch den Presskolben, vollständig zerstört werden. Es kommt folglich zur<br />
Bildung von direkten Kontakten zwischen Primärpartikeln. In unverfestigtem, aufgelockertem<br />
Packungszustand sollte aber logischerweise die höhere Van-der-Waals-Anziehungsenergie bei<br />
den geflockten und den Elektrolyt-Packungen größere Haftkräfte und somit auch größere<br />
isostatische Zugfestigkeiten σ0 verursachen. Die lineare Approximation zur Aufzeichnung <strong>des</strong><br />
stationären Fließortes liefert jedoch als Ergebnis Werte von σ0, welche in Richtung nicht geflockte-<br />
geflockte- Elektrolyt-Filterkuchen abfallen anstatt anzusteigen. Eine Erklärung dafür<br />
113
ist wiederum in den Modellvorstellungen für die Packungsstruktur von geflockten und nicht<br />
geflockten flüssigkeitsgesättigten Partikelpackungen von NEEßE und DÜCK [206] zu finden.<br />
Im vorgehenden Kapitel wurde gezeigt, dass die lockere geflockte Quarzmehlpackung aus<br />
Flocken <strong>des</strong> mittleren Durchmessers df = 160 μm besteht. Diese Zahl übertrifft ungefähr 16<br />
Mal den mittleren Agglomeratdurchmesser dA ≈ 10 μm (Baustein der unverfestigten nicht<br />
geflockten Quarzmehlpackung) [205, 206, 233]. Entsprechend <strong>des</strong> Modells verhalten sich die<br />
Flocken genauso wie die nicht geflockten Partikelagglomerate als deformierbare große Einzelteilchen,<br />
welche über Einzelpartikeln aneinander haften. Folglich ist wegen df > dA die<br />
Anzahl der Partikel-Partikel-Kontakte zwischen diesen „Einzelteilchen“ in der geflockten<br />
Packung geringer als in der nicht geflockten. Aus diesem Grund ist die makroskopische<br />
isostatische Zugfestigkeit σ0 in der aufgelockerten geflockten Partikelpackung kleiner trotz<br />
der größeren interpartikulären Haftkräfte. Die lockere Elektrolyt-Packung besteht infolge der<br />
intensiveren Van-der-Waals-Bindungen offenbar aus deutlich größeren Partikelagglomeraten<br />
verglichen mit der nicht geflockten Packung. Dies führt wiederum zur Reduzierung der wirksamen<br />
Partikel-Partikel-Kontakte zwischen den Agglomeraten und dementsprechend zur Abnahme<br />
von σ0.<br />
Der effektive Reibungswinkel φe ist ein Maß für die wirksame innere Reibung beim stationären<br />
Fließen. Je nach dem Partikelsystem und Normaldruck wurden effektive Reibungswinkel<br />
von 60° bis 80° gemessen. Es wurde festgestellt, dass der NaCl- und Praestol-Einsatz die<br />
effektiven Reibungswinkel reduziert. Dies entspricht den Vorstellungen von JENIKE [62],<br />
wenn man von der Gültigkeit <strong>des</strong> Porositätsmodells von NEEßE und DÜCK [206] ausgeht.<br />
Nach JENIKE [62] weisen Partikelpackungen mit zunehmendem Anteil an Feinstpartikeln<br />
größere Reibungswinkel auf. Die erwähnte Abnahme von φe lässt sich dann mit den bereits<br />
diskutierten vermutlich größeren Partikelagglomeraten in den Elektrolyt-Filterkuchen bzw.<br />
mit den großen Flockendurchmessern in den geflockten Filterkuchen gemäß <strong>des</strong> Porositätsmodells<br />
[206] erklären. Es konnte noch anhand der untersuchten flüssigkeitsgesättigten Partikelpackungen<br />
bestätigt werden, dass die wirksame innere Reibung mit steigender Normalspannung<br />
abnimmt. Dies wurde erstmals von TOMAS [51] für trockene Schüttgüter nachgewiesen.<br />
Mit Hilfe <strong>des</strong> effektiven Reibungswinkels φe konnten außerdem die Horizontallastverhältnisse<br />
an der Wand λw berechnet werden, welche zur Berücksichtigung der Partikelreibung<br />
an den begrenzenden Wänden innerhalb <strong>des</strong> dynamischen Prozessmodells von<br />
REICHMANN [2] erforderlich sind. Die entsprechenden Werte von λw sind der im Abschnitt<br />
6.5.2 dargestellten Tabelle zu entnehmen.<br />
114
6.3.2 Einaxiale Druckfestigkeit und Kohäsion<br />
Eine entscheidende Rolle bei den anschließenden Transport- und Lagerprozesse der ausgepressten<br />
Filterkuchen spielen die einaxiale Druckfestigkeit σc und die Kohäsion τc. [1, 40].<br />
Die Druckfestigkeit σc beschreibt den Widerstand der Packungen gegen Zerstörung unter<br />
Einwirkung von Druckspannungen. Die Kohäsion τc wird als Scherfestigkeit der verdichteten<br />
Partikelpackung bei Normalspannung σ = 0 definiert. Wegen der Reduzierung der isostatischen<br />
Zugfestigkeit σ0 sollte der Einsatz von Elektrolyten und Flockungsmitteln auch die einaxialen<br />
Zugfestigkeiten σc der ausgepressten Partikelpackungen vermindern [82]. Das wurde<br />
durch die Scherexperimente für alle untersuchten Partikelsysteme belegt. Aus σc kann unter<br />
Berücksichtigung <strong>des</strong> inneren Reibungswinkels ϕi die Kohäsion τc mit Hilfe von Gl. (3.27)<br />
berechnet werden. Die Abbildung 6.36 zeigt die den Fließorten 2 bis 5 zugehörigen einaxiale<br />
Druckfestigkeit und Kohäsion am Beispiel von Quarzmehl.<br />
Einaxiale Druckfestigkeit σ c ,<br />
Kohäsion τ c in kPa<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
0<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
FO1<br />
FO2<br />
FO3<br />
FO4<br />
0 50 100 150 200 250 300 350 400 450 500<br />
Normalspannung beim Anscheren σ An in kPa<br />
Abb. 6.36: Einaxiale Druckfestigkeit und Kohäsion für Quarzmehl in Abhängigkeit von der<br />
Normalspannung<br />
Wenn bei einer Deponie die Schubspannungen die Min<strong>des</strong>tscherfestigkeit erreichen oder falls<br />
die Druckfestigkeit bei den vorgegebenen Normallasten nicht groß genug ist, bricht der Deponiekörper.<br />
Wenn die Min<strong>des</strong>tscherfestigkeit von 100 kPa, welche zum Anlegen von Monodeponien<br />
erforderlich ist, nicht erreicht wird, ist ein Nachpressen bei höherem Pressdruck<br />
bzw. eine weitere Optimierung <strong>des</strong> Entwässerungsprozesses notwendig. Trotz der positiven<br />
Effekte der Zusatzstoffe (z.B. die Verkürzung der <strong>Filtrations</strong>zeiten und somit die Leistungssteigerung<br />
der Filterpresse und Einsparung an Stromenergie, siehe Abschnitte 6.6 und 6.7) ist<br />
σ c<br />
τ c<br />
115
zu berücksichtigen, dass der anschließende Transport wegen der kleineren Packungsdichte<br />
bzw. <strong>des</strong> größeren Kuchenvolumens erschwert wird. Davon ausgehend ist in Abhängigkeit<br />
vom Partikelsystem und der konkreten Prozessziele und -bedingungen immer ein Kompromiss<br />
zu suchen, wenn Elektrolyten und Flockungsmitteln angewandt werden sollen. Es kann<br />
natürlich auch sein, dass die Zusatzstoffe einen doppelten positiven Effekt verursachen, z. B.<br />
bei Quarzmehl. Bei diesem Partikelsystem bewirken NaCl und Praestol nicht nur eine Reduzierung<br />
der <strong>Filtrations</strong>zeit, sondern auch durch die Beeinflussung der Kompressibilität der<br />
Packung eine Verminderung <strong>des</strong> Endkuchenvolumens bei der Konsolidierung im Mitteldruckbereich<br />
über 1500 kPa, siehe Abschnitt 6.6. Somit wird der Transport <strong>des</strong> Filterkuchens<br />
sogar entlastet. Gleichzeitig reichen die Druckfestigkeiten infolge der Nachpresseinwirkung<br />
aus, um die entwässerte Quarzmehlpackung auf Monodeponien lagern zu können.<br />
6.3.3 Anscherwiderstand<br />
Es wurde festgestellt, dass der Elektrolyt- und Flockungsmitteleinsatz in den Suspensionen<br />
die Anscherwiderstände der ausgepressten Partikelpackungen im angewandten Anscherdruckbereich<br />
von 200 bis 500 kPa vermindert, Abb. 6.37 bis 6.39.<br />
Anscherspannung τ Αn in kPa<br />
700 Kalkstein<br />
Nicht geflockt<br />
600 Geflockt<br />
1 M NaCl-Lösung<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
σ An,1<br />
FO1<br />
FO2<br />
σ An,2<br />
σ An,3<br />
FO3<br />
0 100 200 300 400 500<br />
Normalspannung beim Anscheren σ An in kPa<br />
FO4<br />
σ An,4<br />
Abb. 6.37: Anscherwiderstand in Abhängigkeit von der Normalspannung beim Anscheren für<br />
Kalkstein<br />
116
Anscherspannung τ An in kPa<br />
Abb. 6.38: Anscherwiderstand in Abhängigkeit von der Normalspannung beim Anscheren für<br />
Titandioxid<br />
Anscherspannung τ An in kPa<br />
800 Titandioxid<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
FO1<br />
σ An,1<br />
0 100 200 300 400 500<br />
Quarzmehl<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
σ An,1<br />
FO1<br />
σ An,2<br />
FO2<br />
FO2<br />
σ An,2<br />
FO3<br />
σ An,3<br />
Normalspannung beim Anscheren σ An<br />
FO3<br />
σ An,3<br />
σ An,4<br />
0 100 200 300 400 500<br />
Normalspannung beim Anscheren σ An in kPa<br />
FO4<br />
FO4<br />
σ An,4<br />
Abb. 6.39: Anscherwiderstand in Abhängigkeit von der Normalspannung beim Anscheren für<br />
Quarzmehl<br />
Die absenkende Wirkung <strong>des</strong> Praestol- und NaCl- Einsatzes auf die Anscherwiderstände der<br />
ausgepressten Partikelpackungen kann mit Hilfe der verminderten Packungsdichte erklärt<br />
werden. Im Kapitel 6.2.1 wurde einerseits gezeigt, dass die beiden Zusatzstoffe eine Reduzierung<br />
der Packungsdichte bzw. eine Steigerung der Filterkuchenporosität bei den korrespondierenden<br />
Entwässerungsdrücken verursachen. Andererseits lässt sich unter bestimmten<br />
117
Voraussetzungen die Scherspannung τ bei Annahme einer konstanten Tangentialkraft FT in<br />
den Kontakten berechnen [82], siehe Gl. (6.2). Diese Annahme FT ≈ const erscheint dadurch<br />
gerechtfertigt, dass bekanntlich die Doppelschichten verdrängt werden und die Partikelkontakte<br />
direkt aneinander reiben (Festkörperreibung).<br />
1−<br />
ε ε<br />
τ = ⋅<br />
(6.2)<br />
ε<br />
FT s FT<br />
= ⋅<br />
2<br />
2<br />
d p 1−<br />
ε s d<br />
Man kann für alle ermittelten Fließorte der untersuchten Partikelpackungen bestätigen, dass<br />
mit Absenkung der Packungsdichte εs der Faktor εs / (1-εs) in Gl. (6.2) kleiner wird. Der<br />
makroskopische Effekt schließt folglich eine Reduzierung der resultierenden Schubspannung<br />
τ ein. Als Beispiel sind in Tabelle 6.7 die den jeweiligen Fließorten entsprechenden<br />
Packungsdichten εs und Faktoren εs / (1-εs) für die verschiedenen Quarzmehlpackungen dar-<br />
gestellt. Praestol und NaCl bewirken eine lockerer gepackte Struktur und somit etwas kleinere<br />
Anscherwiderstände <strong>des</strong> ausgepressten Filterkuchens.<br />
Tabelle 6.7: Reduzierung der Faktoren εs / (1- εs) in Gl. (6.2) für die jeweiligen Fließorte infolge<br />
der kleineren Packungsdichten, verursacht durch den Einsatz von Praestol und NaCl am<br />
Beispiel von Quarzmehl<br />
Quarzmehl<br />
Nicht geflockt Geflockt 1 M NaCl- Lösung<br />
εs εs / (1- εs) εs εs / (1- εs) εs εs / (1- εs)<br />
Fließort 1 0,432 0,756 0,395 0,654 0,389 0,637<br />
Fließort 2 0,443 0,795 0,41 0,695 0,407 0,685<br />
Fließort 3 0,449 0,813 0,422 0,73 0,418 0,719<br />
Fließort 4 0,456 0,839 0,432 0,759 0,428 0,748<br />
Wegen der größeren Packungsdichten sowie der größeren interpartikulären Haftkräfte und<br />
damit Reibungskräfte in verfestigtem Zustand verursacht bei allen Untersuchungsmaterialien<br />
Praestol größere Anscherwiderstände als NaCl im angewandten Druckbereich. Die Quarzmehlfilterkuchen<br />
sind ein typisches Beispiel für den Einfluss der charakteristischen mittleren<br />
Partikel-Partikel-Reibungskräfte auf den Anscherwiderstand. Die geflockte und die Elektrolyt-Quarzmehlpackung<br />
besitzen näherungsweise die gleiche Porosität. Offenbar wegen der<br />
höheren interpartikulären Reibungskräfte ist der Anscherwiderstand <strong>des</strong> geflockten Filterkuchens<br />
größer (siehe Abb. 6.39). Diese großen Reibungskräfte können aber den Einfluss der<br />
im Vergleich zum nicht geflockten Filterkuchen kleineren Packungsdichte auf den Anscherwiderstand<br />
nicht kompensieren. Deswegen besitzt die nicht geflockte Packung größere<br />
118
Anscherwiderstände als die geflockte. Die Packungsporosität scheint somit die Festigkeiten<br />
von ultrafeinen stark verdichteten Filterkuchen am stärksten zu beeinflussen.<br />
6.3.4 Fließfähigkeit<br />
Die Abbildungen 6.40 bis 6.42 zeigen die einaxialen Druckfestigkeiten σc über die größten<br />
Hauptspannungen beim Verfestigen σ1 für alle untersuchten Partikelpackungen und alle Fließorte.<br />
Zur besseren Veranschaulichung ist in den Abbildungen die Fließfähigkeit nach JENIKE<br />
ffc durch dünne schwarze Linien gekennzeichnet. Der Praestol- und NaCl-Einsatz verbessern<br />
nur geringfügig die Fließfähigkeit der entwässerten Partikelsysteme. Alle Filterkuchen können<br />
wegen 1 < ffc < 2 nach Tabelle 3.5 als sehr kohäsiv und dementsprechend auch als schwer<br />
fließend bezeichnet werden.<br />
Einaxiale Druckfestigkeit σ c in kPa<br />
1800<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
0<br />
Kalkstein<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
ff c =1<br />
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200<br />
Größte Hauptspannung beim Verfestigen σ 1 in kPa<br />
Abb. 6.40: Einaxiale Druckfestigkeit σc als Funktion von der größten Hauptspannung beim<br />
Verfestigen σ1 für Kalkstein<br />
σ1<br />
ff c =2<br />
σc<br />
119
Einaxiale Druckfestigkeit σ c in kPa<br />
Abb.6.41: Einaxiale Druckfestigkeit σc als Funktion von der größten Hauptspannung beim<br />
Verfestigen σ1 für Titandioxid<br />
Einaxiale Druckfestigkeit σ c in kPa<br />
1800<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
0<br />
Titandioxid<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
ff c =1<br />
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200<br />
Größte Hauptspannung beim Verfestigen σ 1 in kPa<br />
1800 Quarzmehl<br />
1600<br />
Nicht geflockt<br />
Geflockt<br />
1400 1 M NaCl-Lösung<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
0<br />
Abb.6.42: Einaxiale Druckfestigkeit σc als Funktion von der größten Hauptspannung beim<br />
Verfestigen σ1 für Quarzmehl<br />
σ1<br />
ff c =1<br />
σ1<br />
σc<br />
σc<br />
ff c =2<br />
ff c =2<br />
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200<br />
Größte Hauptspannung beim Verfestigen σ 1 in kPa<br />
120
6.3.5 Einfluss der Schergeschwindigkeit auf das Fließverhalten<br />
Um den Einfluss der viskosen Reibung auf das Fließverhalten zu ermitteln, wurden mit ausgepressten<br />
Filterkuchen Scherversuche im Schergeschwindigkeitsbereich von 25,2 bis 2520<br />
mm / min durchgeführt. Die Abbildungen 6.43 und 6.44 zeigen am Beispiel von Kalkstein,<br />
dass bei Erhöhung der Schergeschwindigkeit die Anscherspannungswerte für die jeweiligen<br />
Fließorte nur geringfügig ansteigen. Bei Titandioxid und Quarzmehl wurde dieselbe Tendenz<br />
beobachtet. Zugleich wird der Einfluss der Schergeschwindigkeit bei höher liegenden Fließorten<br />
immer kleiner und ist somit praktisch vernachlässigbar. Es kann geschlussfolgert werden,<br />
dass das Fließverhalten von ultrafeinen, flüssigkeitsgesättigten, stark verdichteten, drainierten<br />
Partikelpackungen grundsätzlich durch die trockene Coulombreibung an den deformierten<br />
Partikelkontakten dominiert wird. Die erzielten Ergebnisse untermauern die These<br />
von TOMAS [51], dass der viskose Term in Gl. (3.29) bei niedrigen Schergeschwindigkeiten<br />
vernachlässigt werden darf. Dies wurde in der Arbeit von GROSSMANN [234] für trockene,<br />
näherungsweise ultrafeine Schüttgüter (Bentonit und Kalkstein) ebenso bestätigt.<br />
Anscherspannung τ An in kPa<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
0,0 0,5 1,0 1,5 2,0 2,5<br />
Abb. 6.43: Anscherspannung τAn in Abhängigkeit von der Schergeschwindigkeit vs für einen<br />
nicht geflockten Kalksteinfilterkuchen<br />
FO1, σ An,1 = 200 kPa<br />
FO2, σ An,2 = 300 kPa<br />
FO3, σ An,3 = 400 kPa<br />
FO4, σ An,4 = 500 kPa<br />
Schergeschwindigkeit v s in m / min<br />
121
Anscherspannung τ An in kPa<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
0 100 200 300 400 500<br />
Abb. 6.44: Anscherspannung in Abhängigkeit von der Normalspannung beim Anscheren mit<br />
unterschiedlichen Schergeschwindigkeiten für einen nicht geflockten Kalksteinfilterkuchen<br />
6.3.6 Wandfließverhalten<br />
FO1<br />
FO2<br />
FO3<br />
v s,1 = 25,2 mm / min<br />
v s,2 = 252 mm / min<br />
v s,3 = 1260 mm / min<br />
v s,4 = 2520 mm / min<br />
Normalspannung beim Anscheren σ An in kPa<br />
FO4<br />
Der Einfluss der Packungsdichte auf die Partikelreibung an den begrenzenden Wänden wurde<br />
durch Wandreibungstests an unterschiedlich konsolidierten Partikelpackungen mit der<br />
kleinstmöglichen Schergeschwindigkeit von 25,2 mm / min ermittelt. Dabei wurde eine polierte<br />
glatte Cr-Ni-Stahl-Platte als Wandmaterialprobe benutzt. Die Kenntnis der Wandreibungswinkeln<br />
φw von den ausgepressten Filterkuchen ist für die Berechnung der Horizontallastverhältnisse<br />
an der Wand λw nach Gl. (3.31) und somit zur Berücksichtigung <strong>des</strong> Wandreibungseinflusses<br />
auf das Entwässerungsverhalten im dynamischen Prozessmodell von<br />
REICHMANN [2] erforderlich, siehe Abschnitt 6.5.2. Es wurde kein messbarer Einfluss der<br />
angewandten Elektrolyten und Flockungsmittel auf die Wandreibungswinkel festgestellt. Die<br />
gemessenen Wandreibungswinkel φw sind der Tabelle 6.8 zu entnehmen.<br />
Tabelle 6.8: Ermittelte Wandreibungswinkel aus den durchgeführten Wandreibungstests mit<br />
ausgepressten Filterkuchen<br />
Partikelsystem<br />
Wandreibungswinkel φw<br />
Nicht geflockt Geflockt 1 M NaCl-Lösung<br />
Kalkstein 31,8° 31,1° 32,9°<br />
Titandioxid 31,7° 30° 30,7°<br />
Quarzmehl 35,8° 37,2° 37°<br />
122
6.4 <strong>Modellierung</strong> <strong>des</strong> Fließverhaltens der undrainierten Partikelpackungen<br />
Die Herstellung der Wasser-Kalkstein-Gemische der Packungsdichten εs,0, (in dieser Arbeit<br />
als „Pasten“ bezeichnet) sowie die Messmethode zur Bestimmung <strong>des</strong> Fließverhaltens von<br />
undrainierten Packungen sind in den Abschnitten 5.1.2 und 5.2.4 beschrieben. Die Besonderheiten<br />
<strong>des</strong> Aufbaus der Preßscherzelle bezüglich der Scherversuche mit undrainierten Packungen<br />
sind dem Kapitel 4 zu entnehmen. In diesem Abschnitt wird am Beispiel von Kalkstein<br />
das Fließverhalten von lockeren, undrainierten geflockten / nicht geflockten, mit / ohne Elektrolyteneinsatz<br />
erzeugten Partikelpackungen modelliert und mit dem Fließverhalten der drainierten<br />
Kalksteinfilterkuchen verglichen.<br />
6.4.1 Das kohäsive stationäre Fließen undrainierter Partikelpackungen<br />
Die Fließfunktion der undrainierten Kalksteinpasten wurde in Analogie zu den drainierten<br />
Filterkuchen entsprechend der in Gl. (3.29) dargestellten Beziehung für das stationäre Fließen<br />
modelliert. Dies ermöglicht die Gegenüberstellung der Rheologie bzw. der mechanischen<br />
Eigenschaften undrainierter und drainierter ultrafeiner Partikelpackungen.<br />
st<br />
n<br />
( σ + σ ) + η ⋅<br />
τ = f ( σ,<br />
γ&<br />
) = tan ϕ ⋅<br />
γ&<br />
(3.29)<br />
0<br />
p<br />
In Gl. (3.29) sind die Normalspannung σ und der Schergradient γ& direkt einstellbare Prozessparameter.<br />
σ lässt sich über das Hydraulikdrucksystem und γ& mittels Variation der Pastenschichthöhe<br />
im Prozessraum und der Schergeschwindigkeit einstellen. Die abzuleitenden Pasteneigenschaften<br />
sind der stationäre Reibungswinkel für innere Reibung ϕst, die isostatische<br />
Zugfestigkeit σ0, die dynamische Viskosität ηp und der rheologische Exponent n. Die Pastenviskosität<br />
ηp und der Exponent n für jede Normalspannung σ können mittels Auftragung von<br />
log (τ-τ0) über logγ& bestimmt werden (Abb. 6.45). Der stationäre Reibungswinkel der inne-<br />
ren Reibung ϕst und die isostatische Zugfestigkeit σ0 lassen sich aus dem funktionellen Zu-<br />
sammenhang zwischen der Fließgrenze τ0 und der Normalspannung σ ermitteln. (Abb. 6.46):<br />
123
log(τ-τ 0 )<br />
logη p<br />
α<br />
tanα = n<br />
log γ&<br />
Abb. 6.45: Auftragung von log(τ-τ0) über<br />
logγ& zur Bestimmung der Viskosität der<br />
undrainierten Packung ηp und <strong>des</strong> rheologischen<br />
Exponenten n<br />
6.4.2 Durchführung der Variationsversuche<br />
Zur Ermittlung der Fließfunktion, dargestellt in Gl. (3.29), ist die Durchführung von Variationsversuchen<br />
mit den undrainierten Packungen notwendig (siehe Abb. 5.4). Dabei wird angenommen,<br />
dass die Veränderung der Schubspannung mit dem Scherweg vernachlässigbar klein<br />
ist gegenüber der Schubspannungsänderung mit der Normalspannung. Um den Schergradienten<br />
γ& zu variieren, wurden im Prozessraum jeweils zwei verschiedene Packungshöhen<br />
(3 und 5 mm) hergestellt und die Schergeschwindigkeiten von 25,2 bis 252,00 mm/min<br />
variiert. Bei der experimentellen Ermittlung der Schubspannungsverläufe wurden für jede<br />
Packungshöhe h und Schergeschwindigkeit vs Normalspannungen σ von 100 bis 400 kPa angewandt.<br />
Die Abbildung 6.47 zeigt ein Beispiel für Schubspannungsverlauf während eines<br />
Variationsversuchs mit vs = 25,2 mm / min für eine nicht geflockte Kalksteinpackung. Zur<br />
besseren Veranschaulichung sind in derselben Grafik die zeitlichen Verläufe der Packungshöhe<br />
und der Normalspannung ebenso dargestellt.<br />
σ 0<br />
Fließgrenze τ 0<br />
ϕ st<br />
Normalspannung σ<br />
124<br />
Abb. 6.46: Auftragung von τ0 über σ zur Bestimmung<br />
<strong>des</strong> stationären Reibungswinkels<br />
für innere Reibung ϕst und der isostatischen<br />
Zugfestigkeit σ0
Normalspannung σ, Scherspannung<br />
τ in kPa<br />
400<br />
300<br />
200<br />
100<br />
30<br />
20<br />
10<br />
σ<br />
τ<br />
0<br />
0,0<br />
25 50 75 100 125 150 175 200 225<br />
Zeit in s<br />
Abb. 6.47: Zeitlicher Schubspannungsverlauf während <strong>des</strong> Variationsversuchs mit einer undrainierten,<br />
nicht geflockten Kalksteinpackung (vs = 25,2 mm / min)<br />
Die Packungen wurden schrittweise zuerst bei 100 kPa und weiterhin bei 200, 300 und 400<br />
kPa belastet. Nach dem Anscheren bei 400 kPa wurden die Packungen im selben Versuch<br />
entlastet, wobei die Normalspannung wiederum schrittweise auf 300, 200 und 100 kPa reduziert<br />
wurde. Erwartungsgemäß wurden keine signifikanten Unterschiede in den Schubspannungswerten<br />
bei den korrespondierenden Normaldrücken während der Belastung und der<br />
nachfolgenden Entlastung festgestellt. Dies lässt sich mit der Tatsache erklären, dass bei der<br />
Änderung der Normalspannung im geschlossenen (flüssigkeitsdichten) Prozessraum die<br />
Packungsdichte bzw. die Höhe der Packung h nur unwesentlich beeinflusst werden. Die undrainierte<br />
Packung ist näherungsweise inkompressibel. Deswegen hat die Beanspruchungsvorgeschichte<br />
auch keinen relevanten Einfluss auf den Prozessverlauf.<br />
Wenn man die Schubspannungen der undrainierten Packung in Abb. 6. 47 τ = 10 – 30 kPa mit<br />
denen der undrainierten Packung τ = 300…700 kPa (siehe Abb. 6.44) vergleicht, fällt das<br />
deutlich geringere τ-Niveau von einer Größenordnung auf. Das lässt sich bei der undrainierten<br />
Packung mikroskopisch mit der dominanten Wirkung der viskosen Flüssigkeitsreibung zwischen<br />
den Partikelkontakten im Vergleich zur dominanten Coulombreibung einer drainierten<br />
Packung erklären.<br />
Die Schubspannungsfluktuationen beim stationären Fließen der undrainierten Packungen sind<br />
mit der ständigen Abwechselung von Partikeln-Partikeln-Kontakten zu teilweise Doppelschicht-Doppelschichtkontakten<br />
in der Scherzone zu erklären. Bei der völligen Verdrängung<br />
der Doppelschichten werden direkte Partikel-Partikel-Kontakte erzeugt. Das führt zum An-<br />
h<br />
4<br />
3<br />
2<br />
1<br />
0,3<br />
0,2<br />
0,1<br />
Packungshöhe h in mm<br />
125
stieg eines gewissen Anteils an Coulombreibung zwischen den benachbarten Primärteilchen.<br />
Folglich erreicht die Schubspannung maximale Werte bei dem vorgegebenen Normaldruck<br />
und der Schergeschwindigkeit. Mit zunehmendem Scherweg werden diese Kontakte infolge<br />
der Scherkraftwirkung gelöst. Die Doppelschichten werden um die abgelösten Partikeln wieder<br />
aufgebaut. Diese Partikeln kontaktieren mit den nächsten Kontaktpartnern zuerst teilweise<br />
durch die Doppelschichten. Das makroskopische Resultat ist eine Absenkung der Schubspannung<br />
wegen zunehmenden Anteils an viskoser Reibung. Dann werden im Scherversuch die<br />
Doppelschichten wiederum verdrängt, direkte Partikel-Partikel-Kontakte erzeugt, abgelöst,<br />
teilweise Doppelschichtkontakte hergestellt usw., Abb. 6.48.<br />
Schubspannung τ<br />
σ = const<br />
Verdrängung der Doppelschichten,<br />
direkter Partikel-Partikel Kontakt<br />
F S<br />
F N<br />
F N<br />
F S<br />
Scherweg<br />
Teilweise "Dopelschicht-<br />
Doppelschicht" Kontakt<br />
Abb. 6.48: Einfluss der „mikroskopischen“ Partikel-Partikel- und Doppelschicht-Doppelschicht-Kontakte<br />
auf den „makroskopischen“ Schubspannungsverlauf beim Scheren von undrainierten<br />
Packungen im geschlossenen Prozessraum<br />
F N<br />
F S F S<br />
F N<br />
126<br />
.........
6.4.3 Bestimmung der Modellparameter<br />
Die Abbildungen 6.49 und 6.50 zeigen die Fließgrenze τ0 in Abhängigkeit vom angewandten<br />
Normaldruck σ für die untersuchten undrainierten Kalksteinpackungen. Die Funktion τ0 (σ)<br />
erwies sich dabei als näherungsweise linear und die einzelnen Messpunkte wurden mit einer<br />
Gerade approximiert. Vom Geradeanstieg wurde der stationäre Reibungswinkel φst ermittelt.<br />
Die isostatische Zugfestigkeit σ0 kann durch Extrapolation bestimmt werden und entspricht<br />
dem Absolutwert der Normalspannung bei τ0(σ) = 0:<br />
Scherspannung τ 0 in kPa<br />
28<br />
24<br />
20<br />
16<br />
12<br />
8<br />
4<br />
0<br />
-100 0 100 200 300 400<br />
Abb. 6.49: Bestimmung der Modellparameter<br />
φst und σ0 für die nicht geflockte und die 1 M<br />
NaCl-Lösung-Packungen<br />
Nicht geflockt<br />
1 M NaCl-Lösung<br />
Normalspannung σ in kPa<br />
Alle Materialeigenschaften, ermittelt aus den Scherversuchen mit den undrainierten Kalksteinpackungen<br />
im Normaldruckbereich von 100 bis 400 kPa, sind in der Tabelle 6.9 zusammengefasst.<br />
Tabelle 6.9: Materialeigenschaften der undrainierten Kalksteinpackungen, σ = 100 - 400 kPa<br />
Materialeigenschaft Nicht geflockte Geflockte Kalk- 1 M NaCl- Lösung-<br />
Kalksteinpackung steinpackung Kalksteinpackung<br />
Fließgrenze τ0 in kPa 9,5 - 24,7 11,4 - 24,6 8,7 - 22<br />
Viskosität der Packung η<br />
in kPa·s<br />
6,8 - 11,8 6,9 - 12,9 6,87 - 13,71<br />
Exponent n 0,633 - 0,785 0,647 - 0,76 0,703 - 0,799<br />
Isostatische Zugfestigkeit<br />
σ0 in kPa<br />
57,6 140,6 81,8<br />
Stationärer Reibungswinkel<br />
ϕst<br />
3° 2,6° 2,5°<br />
Scherspannung τ 0 in kPa<br />
24<br />
20<br />
16<br />
12<br />
8<br />
4<br />
Geflockt<br />
127<br />
0<br />
-100 0 100 200 300 400<br />
Normalspannung σ in kPa<br />
Abb. 6.50: Bestimmung der Modellparameter<br />
φst und σ0 für die geflockte Packung
Als Vergleichsbasis zum Fließverhalten von drainierten Partikelpackungen ist in der Abbildung<br />
6.51 der stationäre Fließort eines nicht geflockten Kalksteinfilterkuchens dargestellt.<br />
Scherspannung τ in kPa<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
Nicht geflockter Kalksteinfilterkuchen<br />
0<br />
-100 0 100 200 300 400 500<br />
Normalspannung σ in kPa<br />
Abb. 6.51: Stationärer Fließort eines nicht geflockten Kalksteinfilterkuchens<br />
Beim Vergleich der Abbildungen 6.49 und 6.51 (siehe auch Tabelle 6.9) kann festgestellt<br />
werden, dass die kompressible drainierte Partikelpackung einen deutlich größeren stationären<br />
Reibungswinkel φst aufweist. Das Fließverhalten wird vorwiegend von der Coulombreibung<br />
in den deformierten Partikelkontakten beeinflusst. Im Gegensatz dazu ist der stationäre Reibungswinkel<br />
φst bei den undrainierten Kalksteinpackungen sehr klein. Die Coulombreibung<br />
hat kaum einen Einfluss auf das Fließverhalten. Folglich ist davon auszugehen, dass fast keine<br />
Deformation an den Kontaktstellen zwischen benachbarten Partikeln vorhanden ist. Deshalb<br />
ist anzunehmen, dass die interpartikulären Haftkräfte im unverfestigten Zustand für die Fließgrenzen<br />
der undrainierten Packungen eine entscheidende Rolle spielen. Die Filterkuchen weisen<br />
bei den korrespondierenden Normallasten Schubspannungswerte auf, welche eine<br />
Größenordnung über die Schubspannungen der undrainierten Packungen liegen. Die isostatischen<br />
Zugfestigkeiten σ0 sind jedoch für die beiden Fälle vergleichbar bzw. von derselben<br />
Größenordnung. Die Ursache dafür ist, dass σ0 als Zugspannung in den unverfestigten Partikelkontakten<br />
definiert ist. Deswegen sind die σ0-Werte bei den drainierten und undrainierten<br />
Partikelpackungen nahezu identisch.<br />
128
6.4.4 Approximation der Fließfunktionen der undrainierten Kalksteinpackungen<br />
Für die Approximation der Fließfunktionen der undrainierten Kalksteinpackungen mit Gl.<br />
(3.29) wurden die experimentell bestimmten Fließparameter, dargestellt in Tabelle 6.9, angewandt.<br />
Die Abbildungen 6.52 bis 6.54 zeigen die Funktionsverläufe τ (γ& ) beim viskosen Fließen<br />
der untersuchten Packungen für n < 1 entsprechend Tabelle 6.9 sowie für n = 1 im Normaldruckbereich<br />
von 1 bis 4 bar. Es ist eine sehr gute Übereinstimmung zwischen dem Modellverlauf<br />
und den experimentellen Messpunkten festzustellen. Vergleichsweise gelingt dem<br />
Modell eine bessere Beschreibung <strong>des</strong> Experiments bei n < 1. In diesem Fall liegen die Korrelationskoeffizienten<br />
der Fließkurven zwischen 0,98 und 0,99. Für n = 1 wurden Korrelationskoeffizienten<br />
von 0,95 bis 0,98 berechnet.<br />
Scherspannung τ in kPa<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
σ = 1 bar σ = 2 bar<br />
10<br />
σ = 3 bar σ = 4 bar<br />
5<br />
0<br />
Lineares Modell, n = 1<br />
N ichtlineares M odell, n < 1<br />
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4<br />
Schergradient γ& in s<br />
Abb. 6.52: Berechnete Fließfunktionen für die nicht geflockte undrainierte Kalksteinpackung<br />
-1<br />
129
Scherspannung τ in kPa<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4<br />
Schergradient γ& in s -1<br />
σ = 1 bar σ = 2 bar<br />
σ = 3 bar σ = 4 bar<br />
Lineares M odell, n = 1<br />
Nichtlineares M odell, n < 1<br />
Abb. 6.53: Berechnete Fließfunktionen für die geflockte undrainierte Kalksteinpackung<br />
Scherspannung τ in kPa<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
σ = 1 bar<br />
σ = 3 bar<br />
σ = 2 bar<br />
σ = 4 bar<br />
5<br />
Lineares M odell, n = 1<br />
0<br />
N ichtlineares M odell, n < 1<br />
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4<br />
Schergradient γ& in s -1<br />
Abb. 6.54: Berechnete Fließfunktionen für die undrainierte Elektrolyt-Kalksteinpackung<br />
Um den Elektrolyt- und Flockungsmitteleinfluss auf die Schubspannungswerte beim Fließender<br />
undrainierten Kalksteinpackungen bei den angewandten Schergradienten zu quantifizieren,<br />
sind in Abbildung 6.55 die Fließfunktionen bei σ = 1 bar für alle Packungen dargestellt.<br />
Für alle anderen Normaldrücken (σ = 2, 3 und 4 bar) sind die beobachteten Tendenzen in Bezug<br />
auf die Schubspannungen völlig identisch.<br />
130
Scherspannung τ in kPa<br />
20<br />
18<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
σ = 1 bar<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl- Lösung<br />
0<br />
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4<br />
Schergradient γ& in s -1<br />
Abb. 6.55: Fließfunktionen der untersuchten undrainierten Kalksteinpackungen bei σ = 1 bar<br />
Bei den entsprechenden Schergradienten weisen die geflockten Packungen die größten und<br />
die Elektrolyt-Packungen die kleinsten Schubspannungswerte auf. Die geflockten und die<br />
nicht geflockten CaCO3-Packungen besitzen näherungsweise dieselben Packungsdichten εs,0<br />
in unverfestigtem Zustand von ca. 0,4. Praestol verursacht aber größere interpartikuläre Haftkräfte<br />
(siehe Abb. 6.25). Makroskopisch wirkt sich dies in größeren Schubspannungswerten<br />
beim stationären Fließen aus. Bei der einmolaren NaCl-Lösung-Packung sind die charakteristischen<br />
mittleren Haftkräfte zwischen den Primärpartikeln im lockeren Zustand zwar am größten.<br />
Die Packungsdichte εs,0 von ca. 0,35 ist aber wesentlich kleiner. So ist die Anzahl der<br />
kontaktierenden Partikelpaare in der Scherzone vermutlich deutlich weniger als bei der geflockten<br />
und der nicht geflockten Packung. Der makroskopische Effekt ist folglich eine Absenkung<br />
der Schubspannungen bei den korrespondierenden Normaldrücken und Schergradienten.<br />
131
6.5 Kontinuumsmechanische Bewertung der Entwässerungsdynamik der untersuchten<br />
ultrafeinen Partikelsysteme<br />
6.5.1 Auswertung der Prozessdynamik mit dem Modell von TILLER / SHIRATO<br />
6.5.1.1 Teilprozess Filtration<br />
Die zeitlichen Verläufe <strong>des</strong> spezifischen Filtratvolumenstromes und der Kuchenhöhe während<br />
<strong>des</strong> gesamten Auspressprozesses der untersuchten geflockten / nicht geflockten, mit / ohne<br />
Elektrolyteneinsatz Partikeldispersionen wurden mit dem im Abschnitt 3.6.1 diskutierten<br />
TILLER / SHIRATO Modell simuliert. Das Ziel dabei war, festzustellen, ob die klassischen<br />
Modellvorstellungen in der Lage sind, die zeitlichen Verläufe <strong>des</strong> spezifischen Filtratvolumens<br />
und der Kuchenhöhe sowie die <strong>Filtrations</strong>zeit tf vorherzusagen. Im Folgenden werden<br />
die einzelnen Schritte bei der Modellauswertung erläutert.<br />
Der Filtermittelwiderstand RF wurde aus dem Ordinatenabschnitt durch Auftragung der<br />
Messdaten in der Form t / VL,A,F über VL,A,F ermittelt (siehe Abb. 3.13). Dabei ist die Wasserviskosität<br />
η bekannt und beträgt bei Zimmertemperatur ca. 10 -3 Pa·s. Die Konstante C wurde<br />
mit Hilfe der Gl. (3.53) berechnet. Die Feststoffanteile μs und μs,k in Gl. (3.53) wurden zum<br />
<strong>Filtrations</strong>beginn für den Suspensionszustand und zum Zeitpunkt tf für den Filterkuchen bestimmt.<br />
Der mittlere Durchströmungswiderstand <strong>des</strong> Filterkuchens α wurde nach Gl. (3.9)<br />
unter Berücksichtigung der mit dem TILLER / SHIRATO Modell bereits berechneten Permeabilitätswerten<br />
k bestimmt (siehe Tabelle 6.2). Dabei wurde in Gl. (3.9) anstelle der<br />
Packungsdichte εs die mittlere Packungsdichte <strong>des</strong> Filterkuchens während der Filtration ε s, f<br />
eingesetzt. ε s, f ist nach TILLER / SHIRATO während der Filtration und zum Zeitpunkt tf<br />
unmittelbar vor dem Beginn der Konsolidierung konstant und wurde mit Hilfe von Druck-<br />
Scherentwässerungsexperimenten ermittelt. Die resultierende Schubspannung infolge <strong>des</strong><br />
Scherens einer Suspension ist vom eingeleiteten Normaldruck unabhängig. Im Gegensatz dazu<br />
weisen die flüssigkeitsgesättigten Partikelpackungen eine deutlich ausgeprägte Normalspannungsabhängigkeit<br />
auf. Davon ausgehend wurden die Suspensionen in die Ringzelle eingefüllt<br />
und beim <strong>Filtrations</strong>druck von 2 bar und einer konstanten kleinen Schergeschwindigkeit<br />
vs gleichzeitig filtriert und geschert. Solange über dem Filterkuchen noch Suspension der<br />
Anfangskonzentration ϕs ist, bleibt die Schubspannung konstant (Teilprozess Filtration).<br />
Nachdem die ganze Suspension abfiltriert ist, wird die pastöse Schicht der Filterkuchenoberfläche<br />
und somit der Zeitpunkt tf erreicht. Das führt zu einem sprunghaften Anstieg der<br />
Schubspannung (Abb. 6.56). tf wird während der Messung genau genug ermittelt und die ent-<br />
sprechende mittlere Packungsdichte ε s, f mit Hilfe der Kolbenposition berechnet. Ab t > tf<br />
handelt es sich um eine Druck-Scherentwässerung einer flüssigkeitsgesättigten Partikelpackung<br />
im Teilprozess Konsolidierung. Die Abbildung 6.56 zeigt ein Beispiel für Druck-<br />
132
Scherentwässerungsexperiment zur Ermittlung der <strong>Filtrations</strong>zeit tf einer nicht geflockten<br />
Kalksteinsuspension. 20<br />
Elektrolytfreie<br />
Kalksteinsuspension, t = 2290 s<br />
f<br />
tf = 2290 s<br />
Schubspannung Scherspannung τ τ in in kPa kPa<br />
15<br />
10<br />
Suspensionsrheologie,<br />
t < t f<br />
Abb. 6.56: Beispiel zur Ermittlung der <strong>Filtrations</strong>zeit tf mittels Druck-Scherentwässerung<br />
Die so bestimmte Packungsdichte ist die mittlere Packungsdichteε s, f , welche der Modellannahme<br />
von TILLER / SHIRATO gerecht ist. Der zeitliche Verlauf <strong>des</strong> spezifischen Filtratvolumens<br />
VL,A,F und somit auch die <strong>Filtrations</strong>zeit tf wurde mit Gl. (3.60) unter Berücksichtigung<br />
der Gl. (3.70) berechnet. Der zeitliche Verlauf der Kuchenhöhe während der Filtration wurde<br />
nach Gl. (3.54) für den bekannten Feststoffvolumenanteil in der Suspension φs bestimmt.<br />
6.5.1.2 Teilprozess Konsolidierung<br />
5<br />
0<br />
500 1000 1500 2000 2500<br />
Zeit t in s<br />
Zeit t in s<br />
Pastenrheologie,<br />
t = t f<br />
Packungsdichte ε s<br />
Zuerst wurde der mittlere Partikeldruck in der Packung ps nach Gl. (3.68), der mittlere Press-<br />
druck pˆ s nach Gl. (3.62) und der Durchströmungswiderstand <strong>des</strong> Packung bei ps = 0 α0 nach<br />
Gl. (3.9) für k0 berechnet. Weiterhin wurde der Konsolidierungskoeffizient Ce mit Hilfe von<br />
Gl. (3.69) berechnet. Aus Gl. (3.71) wurde die Endkuchenhöhe zum Anschluss der Konsoli-<br />
dierung hc berechnet. Dabei wurde die mittlere Packungsdichte ε s, c zum Zeitpunkt tc nach<br />
Gl. (3.58) für ps,F = pˆ s ermittelt. Die Kuchenhöhe während der Konsolidierung lässt sich dann<br />
mit Gl. (3.64) unter Berücksichtigung <strong>des</strong> in Gl. (3.65) dargestellten Zeitfaktors Tc berechnen.<br />
Den zeitlichen Verlauf <strong>des</strong> ausgepressten spezifischen Filtratvolumens VL,A,F beim Nachpressen<br />
erhält man, indem von der Kuchenhöhe hf die berechneten Kuchenhöhen h zu den entsprechenden<br />
Zeitpunkten t abgezogen werden. Die wichtigsten Prozessparameter und Stoffeigenschaften,<br />
welche für die Simulation der zeitlichen Verläufe der Filtratvolumen und der<br />
Kuchenhöhen der untersuchten Partikelsysteme mit dem klassischen Auspressmodell von<br />
TILLER / SHIRATO notwendig sind, sind in Tabelle 6.10 zusammengefasst.<br />
t f<br />
133<br />
Packungsrheologie,<br />
t > t f
Tabelle 6.10: Berechnete Prozessparameter und Stoffeigenschaften zur Simulation der zeitlichen Verläufe <strong>des</strong> spezifischen Filtratvolumens und<br />
134<br />
der Kuchenhöhe mit dem klassischen Auspressmodell von TILLER / SHIRATO<br />
Kalkstein Titandioxid Quarzmehl<br />
Parameter Nicht Geflockt 1 M NaCl- Nicht Geflockt 1 M NaCl- Nicht Geflockt 1 M NaClgeflockt<br />
Lösung geflockt<br />
Lösung geflockt<br />
Lösung<br />
Filtermittelwiderstand RFM<br />
in 10 12 m -1<br />
6,12 4,24 2,27 7 0,412 5,54 53,6 99,12 3,16<br />
Konstante C in 10 15 0,444 0,4 0,048 1,21 0,611 0,442 0,241 0,262 0,055<br />
Mittlere Packungsdichte<br />
<strong>des</strong> Filterkuchens nach der<br />
Filtration ε s, f<br />
0,42 0,419 0,382 0,46 0,432 0,424 0,416 0,371 0,368<br />
Mittlere Packungsdichte<br />
<strong>des</strong> konsolidierten Filterkuchensε<br />
s, c<br />
0,439 0,435 0,4 0,518 0,44 0,43 0,433 0,398 0,395<br />
Mittlerer Partikeldruck in<br />
der Packung pˆ s in kPa<br />
201 194,3 190 208,4 204,9 195,6 197,5 204,3 196,2<br />
Durchströmungswiderstand<br />
der Kuchenoberfläche α0 in<br />
10 11 in m / kg<br />
4,35 3,12 0,71 24,6 6,45 6,03 3,34 3,54 0,82<br />
Konsolidierungskoeffizient<br />
Ce in 10 -6 in m 2 / s<br />
0,63 1,06 4,51 1,91 0,53 0,11 1,12 0,74 3,47<br />
Spezifische Feststoffmasse<br />
ms,A in kg / m 2<br />
25,5 25,5 25,5 29,7 29,7 29,7 29,7 29,7 29,7<br />
Spezifisches Feststoffvolumen<br />
Vs,A in 10 -3 in m 3 / m 2<br />
9,15 9,15 9,15 8 8 8 11,7 11,7 11,7<br />
<strong>Filtrations</strong>zeit (tf) in s 2456 3449 994 11960 1598 4465 15100 21930 860<br />
Kuchenhöhe nach der Filtration<br />
hf in mm<br />
20,97 20 25,5 15,15 17,87 18,59 27,69 29,56 29,45<br />
Kuchenhöhe nach der Konsolidierung<br />
hc in mm<br />
19 19,5 24 14,7 17,23 17,5 26,5 27,6 27,25<br />
• Die Parameter pa, β, δ, n und εs,0 für die unterschiedlichen Partikelsysteme, welche auch für die Lösung <strong>des</strong> dynamischen Prozessmodells<br />
von Reichmann benutzt werden, sind der Tabelle 6.11 zu entnehmen<br />
134
6.5.2 Auswertung der Prozessdynamik mit dem <strong>Filtrations</strong>- und Konsolidierungsmodell<br />
von REICHMANN<br />
Die Lösung <strong>des</strong> im Abschnitt (3.6.2) dargestellten dynamischen Prozessmodells erfordert die<br />
experimentelle Bestimmung der Packungsdichte εs,0 und Permeabilität k0 der unverfestigten<br />
Packung, <strong>des</strong> Kompressibilitätsindexes β, <strong>des</strong> Exponenten in der Permeabilitätsfunktion δ, <strong>des</strong><br />
Kompressionsmoduls pa, <strong>des</strong> Exponenten n, <strong>des</strong> Horizontaldruckverhältnisses λw, <strong>des</strong> Wand-<br />
reibungswinkels ϕw und <strong>des</strong> Wasserwertes <strong>des</strong> Filtermittelwiderstan<strong>des</strong> RF,0. Diese Parameter<br />
wurden mit Hilfe der Pressscherzelle durch Filtration- und Scherversuche mit entwässerten<br />
Filterkuchen ermittelt. Die Bestimmungsweise von den Parametern εs,0, k0, β, δ und pa der<br />
untersuchten Partikelsystemen wurde in den Abschnitten 6.2.1und 6.2.3 erläutert.<br />
Aus den effektiven Fließorten und den Wandfließorten lassen sich der effektive Reibungs-<br />
winkel ϕe und der Wandreibungswinkel ϕw bestimmen. Damit kann das Horizontaldruckver-<br />
hältnis λw nach MOTZKUS [64] mit Gl. (3.31) berechnet werden, wobei ein näherungsweise<br />
stationäres Fließen während der Kompression voraussetzt wird. Folglich muss sowohl das<br />
Fließ- als auch das Wandfließverhalten der ausgepressten Partikelpackung bekannt sein, um<br />
den Wandreibungseinfluss auf die Prozessverläufe innerhalb <strong>des</strong> dynamischen Modells von<br />
REICHMANN [2] berücksichtigen zu können.<br />
Der Wasserwert <strong>des</strong> Filtermittelwiderstan<strong>des</strong> RF,0 beeinflusst entscheidend den Filtrat- bzw.<br />
den Kuchenhöheverlauf. Dieser Widerstand wird vor dem Beginn je<strong>des</strong> <strong>Filtrations</strong>versuches<br />
nach dem DARCYschen Gesetz bestimmt (Gl. 3.40), indem das Filtermittel bei einem Druck<br />
p = Δpl,F mit Klarflüssigkeit der Viskosität η durchströmt wird.<br />
Die für die Lösung <strong>des</strong> dynamischen Prozessmodells experimentell bestimmten Modellparameter<br />
für alle untersuchten Partikelsysteme (geflockt / nicht geflockt, mit / ohne Elektrolyteneinsatz)<br />
sind in Tabelle 6.11 zusammengefasst.<br />
135
Tabelle 6.11: Darstellung der für die Lösung <strong>des</strong> dynamischen <strong>Filtrations</strong>- und Konsolidierungsmodells von REICHMANN [2] erforderlichen Prozessparameter<br />
und Materialeigenschaften von den untersuchten Partikelsystemen<br />
Parameter CaCO3 CaCO3 CaCO3 TiO2 nicht TiO2 TiO2+ Quarz nicht Quarz Quarz+<br />
nicht geflockt geflockt + NaCl geflockt geflockt NaCl geflockt geflockt NaCl<br />
Feststoffmasse<br />
ms in kg<br />
0,6 0,6 0,6 0,7 0,7 0,7 0,7 0,7 0,7<br />
Fluidmasse<br />
ml in kg<br />
1,4 1,5 1,4 1,4 1 1,4 1,4 1,1 1,2<br />
Anfangskonzentration<br />
der Suspension ϕs<br />
0,138 0,126 0,134 0,12 0,159 0,12 0,164 0,22 0,187<br />
Exponent δ 0,31 0,441 0,297 0,239 0,373 0,328 0,376 0,393 0,265<br />
Kompressibilitätsindex β 0,076 0,077 0,077 0,064 0,062 0,075 0,068 0,123 0,112<br />
Permeabilität bei ps=0<br />
k0 in 10 -15 in m 2<br />
2,25 2,9 14,3456 0,25 1,05 1,15 3 3,3 14,7<br />
Packungsdichte bei ps=0 0,395 0,4 0,354 0,438 0,408 0,389 0,394 0,338 0,328<br />
εs,0<br />
Kompressionsmodul pa in<br />
kPa<br />
67,3 98,5 48,9 115,98 51,44 36,613 64,71 74,58 51,54<br />
Tangens <strong>des</strong> Wandreibungswinkels<br />
tanϕw<br />
0,62 0,603 0,647 0,618 0,577 0,594 0,721 0,76 0,753<br />
Horizontallastverhältnis λ 0,054 0,035 0,032 0,037 0,049 0,084 0,037 0,032 0,03<br />
Filtermittelwiderstand<br />
RFM in 10 12 in m -1<br />
3 8,5 2,5 1,5 1,8 1,9 31 65 1,5<br />
Feststoffdichte ρs in kg/m 3 2782 2782 2782 3708 3708 3708 2533 2533 2533<br />
136<br />
136
6.5.3 Filtratvolumen, Kuchenhöhe und Vorhersage der <strong>Filtrations</strong>zeit<br />
Die Modellvorstellungen zum Auspressen von TILLER/SHIRATO [5, 6] und REICHMANN<br />
[2] wurden bewertet, indem die experimentell ermittelten zeitlichen Verläufen <strong>des</strong> spezifischen<br />
Filtratvolumens VL,A,F für die unterschiedlichen Partikelsysteme mit den Modellverläufen<br />
verglichen wurden (Abb. 6.57-6.65). Die berechneten Verläufe der Kuchenhöhen wurden<br />
ebenso gegenübergestellt und die Endkuchenhöhen mit den experimentellen Werten verglichen.<br />
Um die Vergleichbarkeit der Experimente mit den Modellen zu gewährleisten, wurden<br />
die Suspensionen der Feststoffkonzentration φs < εs,0 bei einem konstanten Druck von 2 bar<br />
ausgepresst und die gleiche Feststoffmasse ms für je<strong>des</strong> Partikelsystem benutzt.<br />
Spezifisches Filtratvolumen V L,A,F in m,<br />
Kuchenhöhe h in m<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Experiment<br />
Dynamisches Prozessmodell<br />
Tiller / Shirato<br />
0 500 1000 1500 2000 2500 3000 3500<br />
Zeit t in s<br />
Abb. 6.57: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer nicht geflockten Kalksteinsuspension<br />
Spezifisches Filtratvolumen V L,A,F in m,<br />
Kuchenhöhe h in m<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Spezifisches Filtratvolumen V L,A,F<br />
Kuchenhöhe h<br />
Experiment<br />
Dynamisches Prozessmodell<br />
Tiller/Shirato<br />
0 1000 2000 3000 4000 5000<br />
Zeit t in s<br />
Abb. 6.58: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer geflockten Kalksteinsuspension<br />
137<br />
Spezifisches Filtratvolumen VL,A,F Kuchenhöhe h
Spezifisches Filtratvolumen V L,A,F in m,<br />
Kuchenhöhe h in m<br />
0,05 Experiment<br />
Dynamisches Prozessmodell<br />
Tiller / Shirato<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Spezifisches Filtratvolumen V L,A,F<br />
Kuchenhöhe h<br />
0 250 500 750 1000 1250<br />
Zeit t in s<br />
Abb. 6.59: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer 1 M NaCl-Lösung Kalksteinsuspension<br />
Spezifisches Filtravolumen V L,A,F in m,<br />
Kuchenhöhe h in m<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Experiment<br />
Dynamisches Prozessmodell<br />
Tiller / Shirato<br />
Spezifisches Filtratvolumen V L,A,F<br />
Kuchenhöhe h<br />
0 2000 4000 6000 8000 10000 12000 14000<br />
Zeit t in s<br />
Abb. 6.60: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer nicht geflockten Titandioxidsuspension<br />
Spezifisches Filtratvolumen V L,A,F in m,<br />
Kuchenhöhe h in m<br />
0,035<br />
0,030<br />
0,025<br />
0,020<br />
0,015<br />
0,010<br />
0,005<br />
Spezifisches Filtratvolumen V L,A,F<br />
Kuchenhöhe h<br />
Experiment<br />
Dynamisches Prozessmodell<br />
Tiller-Shirato<br />
0,000<br />
0 500 1000 1500 2000 2500 3000<br />
Zeit t in s<br />
Abb. 6.61: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer geflockten Titandioxidsuspension<br />
138
Spezifisches Filtratvolimen V L,A,F in m,<br />
Abb. 6.62: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer 1 M NaCl-Lösung Titandioxidsuspension<br />
Spezifisches Filtratvolumen V L,A,F in m,<br />
Kuchenhöhe h in m<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Experiment<br />
Dynamisches Prozessmodell<br />
Tiller / Shirato<br />
0 1000 2000 3000 4000 5000 6000 7000<br />
Zeit t in s<br />
Spezifisches Filtratvolumen V L,A,F<br />
Kuchenhöhe h<br />
Experiment<br />
Dynamisches Prozessmodell<br />
Tiller /Shirato<br />
0 2000 4000 6000 8000 10000 12000 14000 16000<br />
Abb. 6.63: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer nicht geflockten Quarzmehlsuspension<br />
Spezifisches Filtratvolumen V L,A,F in m,<br />
Kuchenhöhe h in m<br />
Kuchenhöhe h in m<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Spezifisches Filtratvolumen V L,A,F<br />
Zeit t in s<br />
Spezifisches Filtratvolumen<br />
V L,A,F<br />
Kuchenhöhe h<br />
Kuchenhöhe h<br />
Experiment<br />
Dynamisches Prozessmodell<br />
Tiller / Shirato<br />
0 5000 10000 15000 20000 25000 30000<br />
Zeit t in s<br />
Abb. 6.64: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer geflockten Quarzmehlsuspension<br />
139
Spezifisches Filtratvolumen V L,A,F in m,<br />
Kuchenhöhe h in m<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Spezifisches Filtratvolumen V L,A,F<br />
Kuchenhöhe h<br />
Experiment<br />
Dynamisches Prozessmodell<br />
Tiller / Shirato<br />
0 250 500 750 1000 1250 1500<br />
Zeit t in s<br />
Abb. 6.65: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe beim<br />
Auspressen einer 1 M NaCl-Lösung Quarzmehlsuspension<br />
In den Abbildungen 6.57 bis 6.65 kann gezeigt werden, dass das dynamische Prozessmodell<br />
von REICHMANN [2] die Prozessdynamik sehr gut und eindeutig besser im Vergleich zum<br />
klassischen Modell von TILLER / SHIRATO [5, 6] beschreibt. Der Grund dafür ist in erster<br />
Linie die Tatsache, dass dieses Modell im Gegensatz zur klassischen Prozessbetrachtung die<br />
Zeit- und Ortsabhängigkeit der Packungsdichte sowie den Einfluss der Wandreibung berücksichtigt.<br />
Der zweite Grund ist die unterschiedliche Bestimmungsweise <strong>des</strong> Filtermittelwiderstan<strong>des</strong>,<br />
welcher den <strong>Filtrations</strong>verlauf wesentlich beeinflusst. Die Bestimmung <strong>des</strong> Filtermittelwiderstan<strong>des</strong><br />
nach TILLER / SHIRATO erfolgt durch lineare Anpassung der t / VL,A,F über<br />
VL,A,F – Auftragung der Messdaten für den Teilprozess Filtration unter Vernachlässigung der<br />
Krümmungen, welche in der Regel zum Beginn der Filtration auftreten. Davon ausgehend ist<br />
die unsichere Bestimmung <strong>des</strong> Ordinatenabschnittes ein wichtiger Faktor, welcher ebenso zu<br />
mehr oder weniger ungenauer Vorhersage der zeitlichen Entwicklungen <strong>des</strong> ausgepressten<br />
spezifischen Filtratvolumens und der Kuchenhöhe führt. Je besser die lineare Anpassung gelingt,<br />
<strong>des</strong>to größer ist die Übereinstimmung <strong>des</strong> TILLER / SHIRATO Modells mit den Messdaten.<br />
Im Gegensatz zum klassischen Modell wird im dynamischen Prozessmodell das Wasserwert<br />
<strong>des</strong> Filtermittelwiderstan<strong>des</strong> RF,0 als Kernparameter für die Berechnungen angewandt,<br />
welcher vom eingeleiteten Pressdruck unabhängig ist.<br />
Die Endkuchenhöhen zum Zeitpunkt tc wurden gemessen und mit den berechneten verglichen.<br />
Dabei lag der relative Fehler <strong>des</strong> Modells von REICHMANN für alle untersuchten Partikelsysteme<br />
unter 1,5%. Der relative Fehler bei der Berechnung der Endkuchenhöhe infolge der<br />
Anwendung <strong>des</strong> TILLER / SHIRATO Modells überschritt teilweise den Wert von 6 %, z.B.<br />
beim geflockten Kalkstein- und Quarzmehlfilterkuchen. Das klassische Modell ist somit für<br />
diese Fälle praktisch nicht nutzbar.<br />
140
Im Gegensatz zum Verlauf <strong>des</strong> ausgepressten spezifischen Filtratvolumens, welches aus der<br />
Kolbenposition direkt ermittelt werden kann, ist die zunehmende Kuchenhöhe während <strong>des</strong><br />
Teilprozesses Filtration direkt nicht experimentell bestimmbar. Davon ausgehend ist anzunehmen,<br />
dass das dynamische Prozessmodell die Kuchenhöhenverläufe, in Analogie zu den<br />
Filtratsvolumenverläufen, sehr gut beschreibt und <strong>des</strong>halb in der Praxis für die untersuchten<br />
Partikelsysteme einsetzbar ist.<br />
Zusammenfassend kann dass Modell von REICHMANN [2] zur Beschreibung der <strong>Filtrations</strong>und<br />
Konsolidierungsdynamik der untersuchten ultrafeinen Partikelsysteme, auch wenn die<br />
Suspensionen durch Zugabe von Elektrolyten und Flockungsmitteln beeinflusst sind, erfolgreich<br />
angewandt werden. Die Anwendbarkeit <strong>des</strong> klassischen Modells von TILLER /<br />
SHIRATO [5, 6] ist begrenzt und hängt davon ab, ob der Filtermittelwiderstand RF durch<br />
Auftragung der Messdaten in der Form t / VL,A,F über VL,A,F bestimmbar ist.<br />
Die Abbildungen 6.57 bis 6.65 zeigen, dass die verwendeten Stoffsysteme zumeist kompressible<br />
Filterkuchen bilden. Damit ist ein Nachpressen nach der Filtration empfehlenswert, da<br />
dies zu einer deutlichen Abnahme der Kuchenhöhe und somit zur weiteren Steigerung <strong>des</strong><br />
Trockensubstanzgehaltes führen würde. Besonders stark ist dieser Effekt bei Quarzmehl ausgeprägt.<br />
Der Einsatz von NaCl oder Praestol in der Quarzmehlsuspension hat die Bildung von<br />
sehr kompressiblen, locker gepackten Filterkuchen nach der Filtration als Folge. Bei solchen<br />
Filterkuchen wäre eine Weiterentwässerung im Teilprozess Konsolidierung ausgesprochen<br />
rentabel.<br />
Weiterhin ist der Tabelle 6.12 zu entnehmen, dass das dynamische Prozessmodell die <strong>Filtrations</strong>zeit<br />
aller untersuchten Partikelsysteme ziemlich genau vorhersagen kann (relativer Fehler<br />
stets kleiner als 5%). Beim klassischen Auspressmodell von TILLER / SHIRATO ist das<br />
nicht der Fall. Abhängig vom Partikelsystem und vom Zusatzstoffeinsatz treten enorme relative<br />
Fehler bis zu ca. 18 % bei der Vorhersage der <strong>Filtrations</strong>zeit auf. Besonders für sehr<br />
schlecht filtrierbare ultrafeine Partikelsysteme mit Partikeldurchmessern kleiner als 1 μm, wie<br />
Titandioxid, ist das TILLER / SHIRATO Modell nicht anwendbar.<br />
141
Tabelle 6.12: Vergleich der relativen Fehler zu Experimenten und Modellen bei der Vorausbestimmung der <strong>Filtrations</strong>zeit<br />
Nicht geflockt<br />
Kalkstein<br />
Geflockt 1 M NaCl-Lösung<br />
<strong>Filtrations</strong>zeit in s Relativer Fehler <strong>Filtrations</strong>zeit in s Relativer Fehler <strong>Filtrations</strong>zeit in s Relativer Fehler<br />
in %<br />
in %<br />
in %<br />
Experiment 2290 - 3630 - 845<br />
Dynamisches<br />
Prozessmodell [2]<br />
2250 1,7 3660 0,83 826 1,9<br />
Tiller /Shirato Modell<br />
[5, 6]<br />
2456 5,9 3449 5 994 17,6<br />
Nicht geflockt<br />
Titandioxid<br />
Geflockt 1 M NaCl-Lösung<br />
<strong>Filtrations</strong>zeit in s Relativer Fehler <strong>Filtrations</strong>zeit in s Relativer Fehler <strong>Filtrations</strong>zeit in s Relativer Fehler<br />
in %<br />
in %<br />
in %<br />
Experiment 10500 - 1952 - 5236<br />
Dynamisches<br />
Prozessmodell [2]<br />
11030 4,2 1911 2,1 5185 1<br />
Tiller /Shirato Modell<br />
[5, 6]<br />
11960 13,9 1598 18,1 4465 14,7<br />
Nicht geflockt<br />
Quarzmehl<br />
Geflockt 1 M NaCl-Lösung<br />
<strong>Filtrations</strong>zeit in s Relativer Fehler <strong>Filtrations</strong>zeit in s Relativer Fehler <strong>Filtrations</strong>zeit in s Relativer Fehler<br />
in %<br />
in %<br />
in %<br />
Experiment 14248 - 24070 - 884 -<br />
Dynamisches<br />
Prozessmodell [2]<br />
14169 0,6 23490 2,4 882 0,23<br />
Tiller /Shirato Modell<br />
[5, 6]<br />
15100 6 21930 8,9 860 3,8<br />
142<br />
142
6.6 Einfluss der Elektrolyten und Flockungsmittel auf die Prozessverläufe und die<br />
Zykluszeit in industriellen Filterpressen<br />
In diesem Abschnitt wird anhand <strong>des</strong> dynamischen Prozessmodells und der in der Preßscherzelle<br />
gemessenen mechanischen Eigenschaften der Filterkuchen gezeigt, wie sich das<br />
Flockungsmittel Praestol und die Anwendung einer einmolaren NaCl-Lösung als Dispersionsmedium<br />
auf die Zykluszeiten und die zeitlichen Verläufe <strong>des</strong> spezifischen Filtratvolumens<br />
und der Kuchenhöhe in einer industriellen Filterpresse auswirken. Die Filterpresse besteht aus<br />
50 Kammern. Jede Kammer hat die Kammertiefe hk = 30 mm und besitzt eine Filterfläche<br />
von 4,57 m 2 . Das gesamte Kuchenvolumen der Filterpresse beträgt 6,9 m 3 . Dementsprechend<br />
ist der Aufgabestrom der Beschickungspumpe 6,9 m 3 / h. Es wird angenommen, dass die<br />
Feststoffvolumenkonzentrationen φs der zu entwässernden Suspensionen aller untersuchten<br />
Partikelsysteme φs = 15% beträgt. Der Wasserwert <strong>des</strong> Filtermittelwiderstan<strong>des</strong> RF,0 beträgt<br />
12<br />
2, 5⋅<br />
10 m -1 . Es wird bei einem konstanten Pumpdruck von 5 bar filtriert und nachfolgend<br />
bei 16 bar konsolidiert.<br />
Die Abbildungen 6.66 bis 6.68 zeigen die Verläufe <strong>des</strong> spezifischen Filtratvolumens und der<br />
Kuchenhöhe in der Filterpresse. Die Filtration erfolgt solange, bis die Kammern mit Filterkuchen<br />
komplett ausgefüllt sind (Zeitpunkt tf). Nachfolgend werden die Beschickungspumpe<br />
aus- und der Nachpressdruck durch die Membranen eingeschaltet. Das führt zur weiteren Absenkung<br />
der Restfeuchte bzw. zur Steigerung <strong>des</strong> Trockensubstanzgehaltes im Filterkuchen<br />
während <strong>des</strong> Teilprozesses Konsolidierung.<br />
Spezifisches Filtratvolumen V L,A,F ,<br />
Kuchenhöhe h in m<br />
0,07<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
t f<br />
h k = h ( t f ) =30 mm<br />
0 400 800 1200 1600 2000<br />
Abb. 6.66: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe in einer<br />
Membranfilterpresse für Kalkstein<br />
t f<br />
Zeit t in s<br />
t f<br />
143
Spezifisches Filtratvolumen V L,A,F ,<br />
Zeit t in s<br />
Abb. 6.67: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe in einer<br />
Membranfilterpresse für Titandioxid<br />
Spezifisches Filtratvolumen V L,A,F ,<br />
Kuchenhöhe h in m<br />
Kuchenhöhe h in m<br />
0,09<br />
0,08<br />
0,07<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
t f<br />
t f<br />
h K = h ( t f ) =30 mm<br />
0 2000 4000 6000 8000 10000 12000 14000<br />
Nicht geflockt<br />
Geflockt<br />
1 M NaCl-Lösung<br />
t f<br />
0 200 400 600 800 1000 1200 1400 1600 1800<br />
Abb. 6.68: Zeitliche Verläufe <strong>des</strong> spezifischen Filtratvolumens und der Kuchenhöhe in einer<br />
Membranfilterpresse für Quarzmehl<br />
Im Folgenden werden am Beispiel einer nicht geflockten Kalksteinsuspension die einzelnen<br />
Berechnungsschritte der Zykluszeit in der Membrankammerfilterpresse dargestellt. Die komplette<br />
Gegenüberstellung der Ergebnisse für alle untersuchten Partikelsysteme (geflockten /<br />
nicht geflockten, mit / ohne Elektrolyteneinsatz) sind aus den Tabellen 6.13 bis 6.15 zu entnehmen.<br />
Der Gesamtzyklus setzt sich aus den folgenden Einzelzyklen zusammen: Befüllung<br />
t f<br />
Zeit t in s<br />
t f<br />
t f<br />
h K = h ( t f ) =30 mm<br />
144
der Kammerfilterpresse mit Suspension, Filtration, Nachpressen (Konsolidierung), Kuchenwaschen<br />
und Kuchenabwurf.<br />
Am Anfang werden die 50 Kammern der Filterpresse mit der Beschickungspumpe (Aufgabestrom<br />
6,9 m 3 /h) in einem Zeitraum von einer Stunde drucklos befüllt (als Befüllungszeit wird<br />
tfüll=1 h angenommen). Danach erfolgt die Filtration bei 5 bar. Die Suspension wird solange<br />
gefördert und filtriert, bis die Kammern vollständig mit Filterkuchen ausgefüllt sind (siehe<br />
Abb. 6.66 –6.68). Die notwendige <strong>Filtrations</strong>zeit, um einen nicht geflockten Filterkuchen bei<br />
der vorgegebenen Filterfläche von 4,57 m 2 pro Kammer und dem <strong>Filtrations</strong>druck von 5 bar<br />
aufzubauen, beträgt tf = 0,422 h. Für diesen Zeitraum wird pro Kammer das spezifische Filtratvolumen<br />
VL,A,F (tf) = 0,06 m 3 / m 2 abfiltriert. Die mittlere Packungsdichte zum Zeitpunkt tf<br />
ist ε s, f = 0,464. Mit Gl. (3.6) lässt sich der Trockensubstanzgehalt μs zu 70,7 % berechnen.<br />
Das ausgepresste Gesamtvolumen an Filtrat VL,F (tf) beträgt<br />
V t ) V ( t ) ⋅ A⋅<br />
n = 13,<br />
71 m 3 , wobei nK die Kammeranzahl ist.<br />
L,<br />
F ( f = L,<br />
A,<br />
F f<br />
K<br />
Nachdem der Zeitpunkt tf erreicht ist, wird der Filterkuchen bei dem Nachpressdruck pc=16<br />
bar konsolidiert. Die Auspresszeit tA beträgt hier 0,604 h. Damit ist die Konsolidierungszeit<br />
tc= tA - tf = 0,604-0,422 = 0,182 h. Während <strong>des</strong> Nachpressens wird die Kuchenhöhe h zu<br />
24,04 mm und das Kuchenvolumen VFK zu 5,43 m 3 reduziert. Die mittlere Packungsdichte im<br />
konsolidierten Filterkuchen beträgt ε = 0,504. Der Trockensubstanzgehalt μs beträgt 73,9%.<br />
s, k<br />
Das ergibt eine Steigerung der Packungsdichte mit Δεs = 8,62% und <strong>des</strong> Trockensubstanzgehaltes<br />
mit ΔTS = 4,53% gegenüber der reinen Filtration. Am Ende <strong>des</strong> kompletten Entwässerungsprozesses<br />
wurde VL,F (tA)=14,85 m 3 Filtrat abgetrennt. Somit beträgt das Volumen <strong>des</strong><br />
ausgepressten Filtrates während der Konsolidierung VL,F (tc)= VL,F (tA)- VL,F (tf)= 14,85 –<br />
13,71 = 1,14 m 3 .<br />
Der nächste Prozessschritt ist das Waschen der konsolidierten Partikelpackung. Er wird mit<br />
geeigneter Flüssigkeit durchgeführt, um unerwünschte lösliche Bestandteile vom Porenwasser<br />
zu entfernen. Es wird angenommen, dass die Haftkräfte im Filterkuchen durch das Waschen<br />
nicht nennenswert beeinflusst werden. Somit werden Schrumpfung und Rissbildung im Filterkuchen<br />
ausgeschlossen. Vorausgesetzt wird ebenso, dass das Waschwasser die Porenflüssigkeit<br />
aus dem Filterkuchen gleichmäßig verdrängt (Propfenströmung). Unter Berücksichtigung<br />
<strong>des</strong> Gesetzes von Darcy lässt sich der anfallende spezifische Filtratvolumenstrom <strong>des</strong><br />
Waschwassers wie folgt berechnen:<br />
VL,<br />
A,<br />
W k p<br />
V&<br />
L,<br />
A,<br />
W = =<br />
(6.3)<br />
t η h(<br />
t )<br />
W<br />
W<br />
A<br />
145
In Gl. (6.3) ist VL,A,W das spezifische Waschwasservolumen, ηW die Viskosität der Wasch-<br />
flüssigkeit, k die Permeabilität <strong>des</strong> konsolidierten Filterkuchens und tA die Auspresszeit.<br />
Die gesamte Porenflüssigkeit wird aus dem Filterkuchen durch das Waschwasser verdrängt.<br />
Damit ergibt sich für das verdrängte spezifische Mutterflüssigkeitsvolumen im Filterkuchen<br />
VL,A,FK:<br />
( 1−<br />
( t ) ) h(<br />
t )<br />
V = ε ⋅<br />
(6.4)<br />
l,<br />
A,<br />
FK<br />
s A A<br />
Die Kombination der Gleichungen (6.3) und (6.4) liefert die folgende Beziehung für die<br />
Waschzeit tw:<br />
2<br />
η ⋅ h ( t A )<br />
tW = ( 1−<br />
ε s ( t A ))<br />
(6.5)<br />
k ⋅ p<br />
w<br />
Die einzusetzende Menge an Waschwasser für den nicht geflockten Kalksteinfilterkuchen<br />
beträgt zum Zeitpunkt tf VL,W = VL,FK= 3,67 m 3 . Die Permeabilität <strong>des</strong> Filterkuchens ist nach<br />
−15<br />
Gl. (3.47) k = 1,<br />
19 ⋅ 10 m 2 . Für die entsprechende Waschzeit ergibt sich tw = 0,225 h bei<br />
einem Waschdruck von 5 bar. Wenn das Waschen nach dem vollständigen Ablauf <strong>des</strong> Auspressprozesses<br />
stattfindet, wird die notwendige Waschmittelmenge infolge der Abnahme <strong>des</strong><br />
Kuchenvolumens während <strong>des</strong> Nachpressens um 34 % bzw. auf 2,74 m 3 reduziert. Die<br />
Waschzeit wird gekürzt und beträgt nach Gl. (6.5) 0,213 h.<br />
Bei automatischem Kuchenaustrag kann die Zeit für das Öffnen der Presse, die Kuchenleerung<br />
und das Schließen tAb auf 0,5 h abgeschätzt werden. Unter Berücksichtigung der Befüllungszeit<br />
tfüll, der Auspresszeit tA und der Waschzeit tw beträgt somit die Gesamtzeit tges für<br />
einen kompletten Zyklus:<br />
tges = tfüll + tA + tw + tAb = 2,32 h (6.6)<br />
146
Tabelle 6.13: Der Einfluss von Elektrolyten und Flockungsmitteln bei Kalkstein auf die Zykluszeit und auf die Leistungssteigerung durch Nachpressen<br />
am Beispiel einer Membranfilterpresse<br />
Filtration bei 5 bar<br />
Kalkstein <strong>Filtrations</strong>zeit Kuchenhöhe Mittle Filtratvo-<br />
tf in h h in mm Packungsdichte<br />
ε s<br />
lumen<br />
VL,F in m 3<br />
Kuchenvolumen<br />
VFK in<br />
m 3<br />
TS Waschwasser-<br />
in<br />
%<br />
verbrauch<br />
VL,W in m 3<br />
Permeabilität<br />
kw in<br />
10 -15 m 2<br />
WaschZykluszeit tw<br />
in h<br />
Zeit tges<br />
in h<br />
Nicht<br />
geflockt<br />
0,422 30 0,464 13,71 6,9 70,7 3,67 1,19 0,225 2,17<br />
Geflockt 0,316 30 0,46 13,48 6,9 70,32 3,72 1,35 0,186 2<br />
1 M<br />
NaCl-<br />
Lösung<br />
0,113 30 0,426 11,2 6,9 67,37 3,93 7,1 0,041 1,65<br />
Filtration bei 5 bar mit nachfolgender Konsolidierung bei 16 bar<br />
Kalkstein Auspresszeit<br />
tA in h<br />
Kuchenhöhe<br />
h in mm<br />
Mittle<br />
Packungsdichte<br />
εs<br />
Filtratvolumen<br />
VL,F in m 3<br />
KuchenvolumenVFK<br />
in<br />
Einsparungen durch Konsolidierung gegenüber reiner Filtration für Kalkstein<br />
Kalkstein Kuchenvolumen Δεs in % Kuchenmasse ΔTS in % Waschwasser Δ VL,W in %<br />
Nicht geflockt 8,62 4,53 34<br />
Geflockt 8,26 4,38 29,17<br />
1 M NaCl-Lösung 8,92 4,88 19,82<br />
m 3<br />
TS<br />
in<br />
%<br />
Waschwasserverbrauch<br />
VL,W in m 3<br />
Permeabilität<br />
kw in<br />
10 -15 m 2<br />
Waschzeit<br />
tw<br />
in h<br />
147<br />
Zyklus-<br />
Zeit tges<br />
in h<br />
Nicht<br />
geflockt<br />
0,604 24,04 0,504 14,85 5,43 73,9 2,74 0,76 0,213 2,32<br />
Geflockt 0,431 25,02 0,498 14,46 5,72 73,4 2,88 0,82 0,203 2,134<br />
1 M<br />
NaCl-<br />
Lösung<br />
0,136 26,77 0,464 12,18 6,16 70,66 3,28 5 0,043 1,674<br />
147
Tabelle 6.14: Der Einfluss von Elektrolyten und Flockungsmitteln bei Titandioxid auf die Zykluszeit und auf die Leistungssteigerung durch Nachpressen<br />
am Beispiel einer Membranfilterpresse<br />
Filtration bei 5 bar<br />
Titan-<br />
dioxid<br />
<strong>Filtrations</strong>zeit Kuchenhöhe Mittle Filtratvo-<br />
tf in h h in mm Packungsdichte<br />
ε s<br />
lumen<br />
VL,F in m 3<br />
Kuchenvolumen<br />
VFK in<br />
m 3<br />
TS Waschwasser-<br />
in<br />
%<br />
verbrauch<br />
VL,W in m 3<br />
Permeabilität<br />
kw in<br />
10 -15 m 2<br />
WaschZykluszeit tw<br />
in h<br />
Zeit tges<br />
in h<br />
3 30 0,488 15,14 6,9 77,95 3,5 0,169 1,51 5,25<br />
Nicht<br />
geflockt<br />
Geflockt 0,87 30 0,472 14,39 6,9 76,82 3,62 0,45 0,587 2,96<br />
1 M<br />
NaCl-<br />
Lösung<br />
1,15 30 0,476 14,48 6,9 77,11 3,7 0,49 0,535 3,37<br />
Filtration bei 5 bar mit nachfolgender Konsolidierung bei 16 bar<br />
Titan-<br />
dioxid<br />
Auspresszeit<br />
tA in h<br />
Kuchenhöhe<br />
h in mm<br />
Mittle<br />
Packungsdichte<br />
εs<br />
Filtratvolumen<br />
VL,F in m 3<br />
KuchenvolumenVFK<br />
in<br />
Einsparungen durch Konsolidierung gegenüber reiner Filtration für Titandioxid<br />
Titandioxid Kuchenvolumen Δεs in % Kuchenmasse ΔTS in % Waschwasser Δ VL,W in %<br />
Nicht geflockt 6,76 2,8 29,15<br />
Geflockt 8,05 3,38 27,01<br />
1 M NaCl-Lösung 8,61 3,59 25<br />
m 3<br />
TS<br />
in<br />
%<br />
Waschwasserverbrauch<br />
VL,W in m 3<br />
Permeabilität<br />
kw in<br />
10 -15 m 2<br />
Waschzeit<br />
tw<br />
in h<br />
148<br />
Zyklus-<br />
Zeit tges<br />
in h<br />
Nicht<br />
geflockt<br />
3,26 24,91 0,521 15,69 5,69 80,13 2,71 0,129 1,28 6,04<br />
Geflockt 1,02 26,42 0,51 15,17 6,16 79,42 2,85 0,269 0,706 3,22<br />
1 M<br />
NaCl-<br />
Lösung<br />
1,44 25 0,517 15,39 5,71 79,88 2,96 0,313 0,536 3,48<br />
148
Tabelle 6.15: Der Einfluss von Elektrolyten und Flockungsmitteln bei Quarzmehl auf die Zykluszeit und auf die Leistungssteigerung durch Nachpressen<br />
am Beispiel einer Membranfilterpresse.<br />
Filtration bei 5 bar<br />
Quarz- <strong>Filtrations</strong>zeit Kuchenhöhe Mittle Filtratvomehl<br />
tf in h h in mm Packungsdichte<br />
εs<br />
lumen<br />
VL,F in m 3<br />
Kuchenvolumen<br />
VFK in<br />
m 3<br />
TS Waschwasser-<br />
in<br />
%<br />
verbrauch<br />
VL,W in m 3<br />
Permeabilität<br />
kw in<br />
10 -15 m 2<br />
WaschZykluszeit tw<br />
in h<br />
Zeit tges<br />
in h<br />
Nicht<br />
geflockt<br />
0,368 30 0,456 12,04 6,9 67,98 3,73 1,36 0,2 2,068<br />
Geflockt 0,267 30 0,432 11,25 6,9 65,83 3,75 1,45 0,196 1,963<br />
1 M<br />
NaCl-<br />
Lösung<br />
0,105 30 0,428 11,05 6,9 65,46 4,03 8 0,036 1,641<br />
Filtration bei 5 bar mit nachfolgender Konsolidierung bei 16 bar<br />
Quarzmehl<br />
Auspresszeit<br />
tA in h<br />
Kuchenhöhe<br />
h in mm<br />
Mittle<br />
Packungsdichte<br />
εs<br />
Filtratvolumen<br />
VL,F in m 3<br />
KuchenvolumenVFK<br />
in<br />
Einsparungen durch Konsolidierung gegenüber reiner Filtration für Quarzmehl<br />
Quarzmehl Kuchenvolumen Δεs in % Kuchenmasse ΔTS in % Waschwasser Δ VL,W in %<br />
Nicht geflockt 7,68 4,38 38,15<br />
Geflockt 14,43 7,66 34,9<br />
1 M NaCl-Lösung 13,08 7,52 37,07<br />
m 3<br />
TS<br />
in<br />
%<br />
Waschwasserverbrauch<br />
VL,W in m 3<br />
Permeabilität<br />
kw in<br />
10 -15 m 2<br />
Waschzeit<br />
tw<br />
in h<br />
149<br />
Zyklus-<br />
Zeit tges<br />
in h<br />
Nicht<br />
geflockt<br />
0,451 23,21 0,491 12,82 5,4 70,96 2,7 0,843 0,181 2,132<br />
Geflockt 0,381 23,93 0,49 12,64 5,46 70,87 2,78 0,941 0,172 2,053<br />
1 M<br />
NaCl-<br />
Lösung<br />
0,135 24,09 0,484 12,42 5,5 70,38 2,94 5,727 0,029 1,664<br />
149
Aus den Tabellen 6.13 bis 6.15 können folgende Schlussfolgerungen gezogen werden. Der<br />
Einsatz von NaCl und Praestol in den Suspensionen führen zu einer wesentlichen Reduzierung<br />
der Auspress- und somit der Gesamtzykluszeit in der Filterpresse. Die Ursachen dafür<br />
sind die kleineren Widerstände bzw. die größeren Permeabilitäten der Filterkuchen, bewirkt<br />
durch die Zusatzstoffe (siehe Abschnitte 6.2.3 und 6.2.4). Die Anwendung einer einmolaren<br />
Salzlösung als Dispersionsmedium der Titandioxidsuspension verkürzt zum Beispiel die Auspresszeit<br />
in der Filterpresse auf ca. 1/3. Somit wird klar, dass bei sehr schlecht filtrierbaren<br />
Partikelsystemen wie Titandioxid der Einsatz von Elektrolyten und Flockungsmitteln zur<br />
Verbesserung der <strong>Filtrations</strong>eigenschaften als ausgesprochen rentabel zu beurteilen ist.<br />
Weiterhin verursachen Praestol und NaCl besonders bei Titandioxid und Quarzmehl nach der<br />
Konsolidierung bei 16 bar nur eine unwesentliche Zunahme der Endkuchenvolumina in der<br />
Filterpresse bzw. eine vernachlässigbare Reduzierung der Packungsdichte und <strong>des</strong> Trockensubstanzgehaltes<br />
TS. Somit werden die angestrebten Packungseigenschaften bei reduzierter<br />
Auspresszeit erreicht und zugleich der anschließende Transport <strong>des</strong> Filterkuchens nicht erschwert.<br />
Durch die NaCl- und Praestol-Zugabe wird die Quarzmehlpackung sehr kompressibel<br />
(im nicht geflockten Zustand ist Quarzmehl kompressibel, siehe Abschnitt 6.2.1). Bei solchen<br />
Filterkuchen ist ein Nachpressen <strong>des</strong> abfiltrierten Filterkuchens wegen der wesentlichen<br />
Steigerung der Packungsdichte und <strong>des</strong> Trockensubstanzgehaltes ausgesprochen empfehlenswert<br />
(siehe Tabelle 6.15). Wegen der größeren Permeabilitäten der geflockten und der 1 M<br />
NaCl-Packungen ist jedoch eine größere Waschmittelmenge erforderlich. Die Waschzeit bzw.<br />
die Zyklusdauer werden zumeist deutlich reduziert und somit die Prozessführung begünstigt.<br />
150
6.7 Einfluss der Elektrolyten und Flockungsmitteln auf die Effizienz in industriellen<br />
Filterpressen<br />
Im Abschnitt 6.6 wurde gezeigt, dass der Elektrolyt- und Flockungsmitteleinsatz die Auspresszeiten<br />
in der Filterpresse reduzieren. Dadurch wird deutlich, dass die angewandten Zusatzstoffe<br />
die zeitliche Effizienz <strong>des</strong> Auspressprozesses steigern. In diesem Kapitel soll der<br />
Einfluss von Praestol und NaCl auf die energetische Effizienz der Filtration am Beispiel der<br />
sehr schlecht filtrierbaren Titandioxidssuspension eingeschätzt werden.<br />
Der Energie- bzw. elektrische Stromverbrauch der Beschickungspumpe Wp in kW·h während<br />
der Filtration kann über die Motorleistung Pp und die <strong>Filtrations</strong>zeit tf berechnet werden:<br />
W<br />
p<br />
= f t<br />
∫ P<br />
0<br />
p<br />
⋅ dt = P<br />
p<br />
⋅t<br />
f<br />
151<br />
(6.7)<br />
Entsprechend dem erforderlichen Aufgabestrom von 6,9 m 3 / h und dem Betriebsdruck von 5<br />
bar kann für die Beschickung der Filterpresse mit Titandioxidspension die Kolbenmembranpumpe<br />
vom Typ SP 510 V der Fa. Emmerich GmbH mit einer maximalen Förderleistung von<br />
8 m 3 / h und Motorantrieb 5,5 kW angewandt werden. Die <strong>Filtrations</strong>zeiten der nicht geflockten,<br />
geflockten und einmolaren NaCl-Lösung-Suspensionen von Titandioxid betragen laut<br />
Tabelle 6.14 entsprechend 3, 0,87 und 1,15 Stunden. Somit beträgt die erforderliche elektrische<br />
Energie zur Durchführung <strong>des</strong> gesamten <strong>Filtrations</strong>prozesses für die genannten drei<br />
Fälle nach Gl. (6.7) entsprechend 16,5 kW, 4,8 kW und 6,3kW, d.h. die Zusatzstoffe bewirken<br />
eine deutliche Steigerung der Energieeffizienz. Bei einer angenommenen durchschnittlichen<br />
Belastung der Filterpresse mit 3 Zyklen am Tag und einem Strompreis von ca. 0,20 € pro Kilowattstunde<br />
lässt sich ausrechnen, dass pro Filterpresse durch die NaCl-Zugabe näherungsweise<br />
2300 € und durch den Praestol-Einsatz 2600 € jährlich nur für den Prozessschritt Filtration<br />
an Stromverbrauch eingespart werden.
6.8 2D-DEM Simulation der Entwässerungsdynamik mittels Kombination der Diskrete-Elemente-Methode<br />
und Fluiddynamik<br />
Dank einer neu entwickelten Software der Fa. Itasca wurde die <strong>Filtrations</strong>- und Konsolidierungsdynamik<br />
der untersuchten Partikelsysteme mittels Kombination der Diskrete-Elemente-<br />
Methode (DEM) und Fluiddynamik simuliert. Die betreffenden theoretischen Grundlagen und<br />
die Berechnungsmethodik sind im Abschnitt 3.7.2 detailliert beschrieben worden.<br />
Simulationsschritte<br />
Die Simulation umfasst drei Hauptschritte:<br />
I Erzeugung und Verteilung der Partikel in einem geometrisch ähnlichen Flächenelement<br />
(2D-DEM). Erzeugung der Fluidzellen<br />
152<br />
Zuerst wird das geometrisch ähnliche Flächenelement erzeugt (siehe Abb. 6.70). Die<br />
unterste Wand besteht aus mehreren auf einer Linie liegenden Wandsegmenten und<br />
stellt das Filtermittel dar. Die Abstände zwischen den einzelnen Wandsegmenten sind<br />
gleich und kleiner als der kleinste Partikeldurchmesser. Somit werden während der<br />
Simulation alle Partikel zurückgehalten. 600 Fluidzellen werden innerhalb <strong>des</strong><br />
Flächenelements erzeugt und die Fluideigenschaften (Viskosität und Dichte) festgelegt.<br />
Nachfolgend werden ca. 5.000 Partikel mit Durchmessern zwischen d1 und d2 als<br />
Zufallsverteilung numerisch generiert und zufällig innerhalb der vorgegebenen Zellenfläche<br />
positioniert. Die Mikroeigenschaften der Partikel (Feststoffdichte, Normalsteifigkeit,<br />
Schersteifigkeit, Reibungskoeffizient, Haftkraft im unbelasteten Zustand FH0),<br />
der Feststoffvolumenanteil bzw. die Porosität, die Partikelgrößenverteilung, die Gravitationskraft<br />
sowie die Normal- und Schersteifigkeit der Wände werden vorgegeben.<br />
Die bei den 2D DEM-Simulationen benutzten mikroskopischen Partikeleigenschaften<br />
von Kalkstein, Titandioxid und Quarzmehl sowie die Fluideigenschaften sind in Tabelle<br />
6.16 dargestellt. Die so in 2D-DEM „erzeugte“ Fest-Flüssig-Dispersion lässt man<br />
wie in der Realität sedimentieren. Danach beginnt das Auspressen.
II 2D-DEM Simulation der Filtration<br />
153<br />
Während der Filtration wird der Pressdruck nicht wie bei den Experimenten durch die<br />
oberste Wand (Kolben) auf die Suspension weitergeleitet. Das ist nur dann realisierbar,<br />
wenn eine dichte Partikelpackung vorliegt (Teilprozess Konsolidierung). Die<br />
Software erlaubt aber, jeder einzelnen Fluidzelle entsprechend den Versuchen einen<br />
konstanten Zellendruck in Richtung Filtermittel zuzuordnen. Somit wird der Suspension<br />
direkt ein Druck von 200 kPa zugewiesen, was in den Auspressversuchen mittels<br />
<strong>des</strong> Hydrauliksystems erstmal auf den Presskolben und nachfolgend vom Presskolben<br />
auf die Suspension übertragen wird. So können erwünschte Prozessparameter bei den<br />
Simulationen sehr genau eingestellt werden, was in der Praxis nur begrenzt möglich<br />
ist. Während der Simulation werden die Filterkuchenbildung, die Partikelpositionen, -<br />
geschwindigkeiten und Kraftnetzwerke mikroskopisch beobachtet und registriert. Der<br />
Filtratvolumenstrom wird zu jedem Zeitpunkt mittels der Darcy-Gleichung berechnet<br />
und aufgezeichnet. Daraus kann die zeitliche Änderung der Menge <strong>des</strong> virtuell ausgepressten<br />
Filtrats wiederum zu jedem beliebigen Zeitpunkt berechnet werden. Die Simulation<br />
ist beendet, wenn bei dem vorgegebenen Pressdruck alle Partikel abgelagert<br />
sind. Als Resultat der <strong>Filtrations</strong>simulation wird eine vorverdichtete flüssigkeitsgesättigte<br />
Partikelpackung in 2D-DEM erzeugt.<br />
III 2D-DEM Simulation der Konsolidierung<br />
Die so nach der Filtration erzeugte Packung wird bei 200 kPa konsolidiert. Dazu wird<br />
die oberste Wand in unmittelbarer Nähe zum abfiltrierten Filterkuchen positioniert und<br />
ihr ein Nachpressdruck von 200 kPa zugeordnet. Dabei wird wiederum der Filtratvolumenstrom<br />
zu jedem Zeitschritt bestimmt und die zeitliche Änderung der Menge<br />
<strong>des</strong> virtuell ausgepressten Filtrats zurückgerechnet. Die Simulation der Konsolidierung<br />
ist beendet, wenn sich die <strong>Filtrations</strong>geschwindigkeit nicht mehr ändert.<br />
Bei der Berechnung <strong>des</strong> spezifischen Filtratvolumenstromes aus der <strong>Filtrations</strong>geschwindigkeit<br />
wird angenommen, dass eine Filtermittelbreite in der dritten y-Dimension existiert, welche<br />
dem größten Partikeldurchmesser d entspricht (Abb. 6.69). Somit kann die 2D-Packung<br />
als eine 3D-Monoschicht kugelförmiger Partikel mit Durchmessern von d1 bis d2 betrachtet<br />
werden. Dies erlaubt eine Gegenüberstellung von Simulation und Experiment.
Tab. 6.16: Mikroskopische Stoffparameter im DEM-Modell<br />
Kalkstein Titandioxid Quarzmehl<br />
Feststoffdichte ρs in kg/m³ 2782 3708 2533<br />
Verteilungsbreite d1 bis d1 in µm 1,1 bis 1,3 0,5 bis 0,7 4,1 bis 4,3<br />
Reibungskoeffizient μs 0,6 0,6 0,6<br />
Press- bzw. Fluiddruck in kPa 200 200 200<br />
*Porosität ε2D der Suspension in 2D 0,21 0,18 0,24<br />
Normalsteifigkeit kn in Pa/m 3·10 8 3,9·10 7 5·10 8<br />
Schersteifigkeit ks in Pa/m 3·10 8 3,9·10 7 5·10 8<br />
Haftkraft FH0 zwischen zwei benachbarten<br />
Partikeln im unbelasteten Zustand in μN<br />
(aus Scherversuchen ermittelt)<br />
Normalsteifigkeit der Wände kwn in Pa/m 1·10 12<br />
0,23 0,11 2,64<br />
1·10 12 1·10 12<br />
Schersteifigkeit der Wände kws in Pa/m 1·10 12 1·10 12 1·10 12<br />
Fluidviskosität η in Pa·s 1·10 -3<br />
Dichte <strong>des</strong> Fluids in kg/m 3<br />
1000<br />
* Die aus den Simulationen berechneten 2D-Porositätswerte entsprechen nicht den experimentell<br />
bestimmten Porositäten in 3D. Um vergleichbare Ergebnisse zu erzielen ist eine Umrechnung<br />
der Porosität ε bzw. der Packungsdichte εs notwendig. Die Umrechnungsformel<br />
kann für 3D-Monoschichtspackungen, welche aus n Partikeln besteht, ableitet werden<br />
(Abb. 6.69 b). Dabei soll n2D = n3D erfüllt sein.<br />
z<br />
d = dy<br />
a) x<br />
b)<br />
x<br />
Abb. 6.69: Darstellung einer regulären Monoschichtpackung aus n kugelförmigen Partikeln in<br />
2D (a) und 3D (b)<br />
Die 2D-Packungsdichte εs,2D der Packung (Abb. 6.69 a) ist wie folgt zu berechnen:<br />
2<br />
π ⋅ ( d / 2)<br />
⋅ n<br />
ε s,<br />
2D<br />
=<br />
(6.8)<br />
x ⋅ z<br />
Die dazugehörige Packungsdichte der 3D-Monoschichtspackung εs,3D (Abb. 6.69 b) ist gleich:<br />
z<br />
154
3<br />
4 π ⋅ ( d / 2)<br />
⋅ n<br />
ε s,<br />
3D<br />
= ⋅<br />
(6.9)<br />
3 x ⋅ z ⋅ d<br />
Aus den Gleichungen (6.8) und (6.9) lässt sich folgende Beziehung zwischen εs,2D und εs,3D<br />
für Monoschichtpackungen ableiten:<br />
2<br />
ε<br />
3<br />
ε s, 3D<br />
= s,<br />
2D<br />
, bzw. s, 2D<br />
s,<br />
3D<br />
155<br />
ε = 1, 5⋅<br />
ε<br />
(6.10)<br />
Gl. (6.10) ist für Umrechnungen von 2D in 3D für Monoschichtpackungen gleicher Partikelanzahl<br />
–und Durchmesser gültig, könnte aber auch auf 3D-Partikelkollektive (Kugeln) mit<br />
vergleichsweise enger Kugelgrößenverteilung angewandt werden. Alle 2D-Simulationsergebnisse<br />
wurden für den 3D-Monoschichtfall umgerechnet und nachfolgend mit den Ergebnissen<br />
aus den Auspressversuchen verglichen. Die 2D-Feststoffvolumenkonzentrationen der<br />
festen Phase φs,2D in den Suspensionen betragen bei den DEM-Simulationen für Kalkstein,<br />
Titandioxid und Quarzmehl entsprechend 0,21, 0,18 und 0,24. Diese Werte entsprechen nach<br />
Gl. (6.10) in etwa den experimentellen φs,3D- Werten von 0,14, 0,12 und 0,16, wenn der Filterkuchen<br />
aus mehreren Monoschichten aus Einzelpartikeln mit enger Partikelgrößenverteilung<br />
und näherungsweise gleicher Partikelanzahl angesehen wird. In Abb. 6.70 ist eine in 2D erzeugte<br />
Titandioxidspension im geometrisch ähnlichen Flächenelement der Preßscherzelle<br />
dargestellt (Anfangszustand). Das Element enthält ca. 5. 000 Titandioxidpartikel und 600<br />
Fluidzellen.<br />
Abb. 6.70: DEM-Darstellung einer 2D-Titandioxidsuspension als geometrisch ähnliches<br />
Flächenelement der Preßscherzelle
Weiterhin wurde den Fluidzellen ein vertikaler Zellendruck von 200 kPa zugeordnet. Die<br />
−3<br />
Filtration beginnt. Der gesamte Prozess dauert 2,<br />
51⋅<br />
10 s mit einem Fluidzeitschritt<br />
−9<br />
von1⋅ 10 s . Zum Veranschaulichen ist in Abb. 6.71 der Suspension- und der Filterkuchenzustand<br />
kurz nach dem <strong>Filtrations</strong>beginn dargestellt (Anfangsstadium). Die Abbildungen 6.72<br />
und 6.73 zeigen als Beispiel den Suspension- und Filterkuchenzustand, die Filterkuchenhöhe<br />
und die Fluidgeschwindigkeitsvektoren nach einer <strong>Filtrations</strong>zeit von 3,26·10 -4 s. Die Abbildungen<br />
6.74 bis 6.81 zeigen verschiedene Stadien der Filterkuchenbildung während der 2D-<br />
DEM Simulation der Filtration sowie auch den Endzustand der abfiltrierten Titandioxidpackung.<br />
−4<br />
Abb. 6.71: Anfangsstadium der Filterkuchenbildung 1⋅<br />
10 s nach dem <strong>Filtrations</strong>beginn<br />
Abb. 6.72: Suspensionszustand, Filterkuchenhöhe<br />
und Packungsstruktur <strong>des</strong><br />
Filterkuchens 3,26·10 -4 s nach dem <strong>Filtrations</strong>beginn.<br />
0.165<br />
0.16<br />
0.14<br />
0.12<br />
0.1<br />
0.08<br />
0.06<br />
0.04<br />
0.02<br />
0<br />
Abstand vom Filtermittel in mm<br />
156<br />
Abb. 6.73: Fluidgeschwindigkeitsvektoren<br />
3,26·10 -4 s nach dem <strong>Filtrations</strong>beginn.<br />
Die maximale Fluidgeschwindigkeit<br />
beträgt 0,142 m/s
Abb. 6.74: Suspensionszustand, Filterkuchenhöhe<br />
und Packungsstruktur <strong>des</strong> Filterkuchens<br />
4,83·10 -4 s nach dem <strong>Filtrations</strong>beginn<br />
Abb. 6.76: Suspensionszustand, Filterkuchenhöhe<br />
und Packungsstruktur <strong>des</strong> Filterkuchens<br />
7,73·10 -4 s nach dem <strong>Filtrations</strong>beginn<br />
0.165<br />
0.16<br />
0.14<br />
0.12<br />
0.1<br />
0.08<br />
0.06<br />
0.04<br />
0.02<br />
0<br />
0.165<br />
0.16<br />
0.14<br />
0.12<br />
0.1<br />
0.08<br />
0.06<br />
0.04<br />
0.02<br />
0<br />
Abstand vom Filtermittel in mm<br />
Abstand vom Filtermittel in mm<br />
157<br />
Abb. 6.75: Suspensionszustand, Filterkuchenhöhe<br />
und Packungsstruktur <strong>des</strong> Filterkuchens<br />
5,73·10 -4 s nach dem <strong>Filtrations</strong>beginn<br />
Abb. 6.77: Suspensionszustand, Filterkuchenhöhe<br />
und Packungsstruktur <strong>des</strong> Filterkuchens<br />
9,41·10 -4 s nach dem <strong>Filtrations</strong>beginn
Abb. 6.78: Suspensionszustand, Filterkuchenhöhe<br />
und Packungsstruktur <strong>des</strong> Filterkuchens<br />
1,1·10 -3 s nach dem <strong>Filtrations</strong>beginn<br />
Abb. 6.80: Suspensionszustand, Filterkuchenhöhe<br />
und Packungsstruktur <strong>des</strong> Filterkuchens<br />
2,26·10 -3 s nach dem <strong>Filtrations</strong>beginn<br />
0.165<br />
0.16<br />
0.14<br />
0.12<br />
0.1<br />
0.08<br />
0.06<br />
0.04<br />
0.02<br />
0<br />
0.165<br />
0.16<br />
0.14<br />
0.12<br />
0.1<br />
0.08<br />
0.06<br />
0.04<br />
0.02<br />
0<br />
Abstand vom Filtermittel in mm<br />
158<br />
Abb. 6.79: Suspensionszustand, Filterkuchenhöhe<br />
und Packungsstruktur <strong>des</strong> Filterkuchens<br />
1,91·10 -3 s nach dem <strong>Filtrations</strong>beginn<br />
Abstand vom Filtermittel in mm<br />
Abb. 6.81: Packungsstruktur und Höhe <strong>des</strong> Filterkuchens<br />
unmittelbar nach dem <strong>Filtrations</strong>ablauf.<br />
Die <strong>Filtrations</strong>zeit beträgt 2,51·10 -3 s
Anschließend wurde die abfiltrierte Partikelpackung konsolidiert, indem die oberste Wand<br />
direkt an die Filterkuchenoberfläche angesetzt und ihr ein Normaldruck von 200 kPa zugeordnet<br />
wurde. Vereinfachend wurde angenommen, dass der Flüssigkeitsdruck gegenüber dem<br />
Feststoffdruck vernachlässigbar ist. Deshalb wurde der Druck in den Fluidzellen während der<br />
Simulation <strong>des</strong> Nachpressens gleich Null gesetzt. Das Endergebnis der Simulation ist in Abb.<br />
6.82 am Beispiel von Titandioxid dargestellt:<br />
Abb. 6.82: Titandioxidfilterkuchen nach der 2D-Simulation der Konsolidierung mit einem<br />
äußeren Normaldruck von 200 kPa<br />
Nach dem Ende der 2D-DEM Simulation der Teilprozesse Filtration und Konsolidierung war<br />
die simulierte Kuchenhöhe ca. 0,04 mm. Die Anfangshöhe der Suspension war 0,165 mm<br />
(siehe Abb. 6.70). Bei den Experimenten mit der Preßscherzelle war die Anfangshöhe der<br />
Suspension im Prozessraum 58 mm und die Höhe <strong>des</strong> ausgepressten Filterkuchens nach der<br />
Filtration mit einem Normaldruck von 200 kPa, 15 mm. Wenn man die simulierte und die<br />
experimentell ermittelte Kuchenhöhe auf die entsprechenden Anfangshöhen der Suspensionen<br />
bezieht (dimensionslose Kuchenhöhen), erhält man für die DEM-Simulation einen Wert von<br />
0,76 und für das Experiment 0,74. Die relative Abweichung beträgt somit ca. 2,7 %, d.h. es ist<br />
eine gute Übereinstimmung zwischen Experiment und Simulation der Endkuchenhöhe vorhanden.<br />
Die Abbildung 6.83 zeigt den simulierten Verlauf der mittleren Partikel-Partikelkontaktkraft<br />
im Filterkuchen für Titandioxid zu verschiedenen Zeitpunkten der Entwässerung. Die Kraft<br />
steigt zur Beginn der Druckfiltration schnell an und erreicht ungefähr zu Mitte <strong>des</strong> Prozesses<br />
ein näherungsweise konstantes Niveau von ca. 0,18 μN. Diese Kontaktkraft entspricht in etwa<br />
der charakteristischen mittleren Haftkraft von 0,16 μN zwischen zwei Titandioxidpartikeln<br />
innerhalb <strong>des</strong> bei 200 kPa verdichteten Filterkuchens, zurückgerechnet aus gemessenen Fließorten<br />
nach TOMAS [82] (siehe Abb. 6.24).<br />
159
Mittlere Partikel-Partikel Kontaktkraft in μN<br />
0,20 Titandioxid<br />
0,15<br />
0,10<br />
0,05<br />
0,00<br />
0,0 0,5 1,0 1,5 2,0 2,5<br />
Zeit in 10<br />
Abb. 6.83: Zeitliche Entwicklung der mittleren Partikelkontaktkraft für Titandioxid während<br />
der 2D-DEM-Simulation der Druckfiltration<br />
-3 in s<br />
Tabelle 6.17 repräsentiert die mit Hilfe der 2D-DEM Simulation berechneten Packungsdichten<br />
und Permeabilitäten der Partikelpackungen von den untersuchten Stoffsystemen nach dem<br />
Auspressen bei 2 bar. Die ermittelten εs,2D Packungsdichten wurden mit Gl. (6.10) in εs,3D um-<br />
gerechnet. Die Permeabilitäten der Monoschichtpackungen k3D wurden dann mit Gl. (3.93)<br />
durch Einsetzen der Packungsdichten εs,3D mit c = 0,003 bestimmt.<br />
Tabelle 6.17: Materialeigenschaften der bei 200 kPa ausgepressten Partikelpackungen, erzeugt<br />
durch 2D-DEM<br />
Packungseigenschaft Kalkstein Titandioxid Quarzmehl<br />
Packungsdichte εs,2D 0,714 0,729 0,649<br />
Packungsdichte der Monoschicht εs,3D 0,476 0,486 0,433<br />
Permeabilität der Monoschicht k3D in<br />
10 -15 in m 2<br />
1,82 0,21 1,95<br />
Für Quarzmehl und Titandioxid wurde eine gute Übereinstimmung zwischen den experimentell<br />
bestimmten und den mittels 2D-DEM berechneten Packungsdichten und Permeabilitäten<br />
der Monoschichtpackungen bei 200 kPa Pressdruck festgestellt (relativer Fehler kleiner als<br />
5%). Davon kann geschlussfolgert werden, dass dieser Filterkuchen durch eine kubische Porenstruktur<br />
angenähert werden kann. Dies entspricht dem Modell von NEEßE und DÜCK<br />
[206] (siehe Abschnitt 3.6.3). Dabei wird der nicht geflockte Quarzmehlfilterkuchen als eine<br />
Packung aus hohlen Agglomeraten, gebildet aus Primärteilchen mit gleichen Durchmessern<br />
und gehalten durch vordefinierte Haftkräfte, betrachtet. Bei Kalkstein treten offenbar Abweichungen<br />
von der kubischen Packungsstruktur auf. Die relative Abweichung <strong>des</strong> simulierten<br />
160
zum experimentellen Wert beträgt 7,6% bei der Packungsdichte und 15 % bei der Permeabilität.<br />
Um mit Hilfe der Diskrete-Elemente-Methode die reale Packungsstruktur <strong>des</strong> Kalksteinfilterkuchens<br />
darzustellen und somit <strong>des</strong>sen <strong>Filtrations</strong>eigenschaften genauer vorausberechnen<br />
zu können, sind 3D-DEM Simulationen <strong>des</strong> Auspressens erforderlich. Aus den erwähnten<br />
Gründen entsteht bei Kalkstein ein Fehler von ca.14 % bei der Vorausberechnung <strong>des</strong> Endwertes<br />
<strong>des</strong> spezifischen filtermittelbezogenen Filtratvolumenstroms mittels 2D-DEM (siehe<br />
Abb.6.84). Bei Titandioxid und Quarzmehl lässt sich dieser Wert mit Hilfe von 2D-DEM<br />
ziemlich genau vorausberechnen. In der Abb. 6.84 sind die simulierten zu den experimentell<br />
ermittelten Verläufen <strong>des</strong> spezifischen Filtratvolumens für die untersuchten Partikelsysteme<br />
gegenübergestellt:<br />
161
Spezifisches Filtratvolumen V L, A, F in m<br />
Spezifisches Filtratvolumen V L, A, F in m<br />
Spezifisches Filtratvolumen V L, A, F in m<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
0 2 4 6 8 10 12 14 16 18<br />
a) Kalkstein, 2D-DEM Simulation der<br />
Entwässerung<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
DEM Simulation für Kalkstein<br />
p = 200 kPa<br />
Zeit in 10 -4 in s<br />
0,00<br />
0 5 10 15 20 25 30<br />
4<br />
c) Titandioxid, 2D-DEM Simulation der<br />
Entwässerung<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
0,00<br />
DEM Simulation für Titandioxid,<br />
p = 200 kPa<br />
Zeit t in 10 -4 in s<br />
DEM Simulation für Quarzmehl,<br />
p = 200 kPa<br />
0,5 1,0 1,5 2,0 2,5<br />
Zeit t in 10 -4 in s<br />
e) Quarzmehl, 2D-DEM Simulation der<br />
Entwässerung<br />
Abb.6.84: Gegenüberstellung von simulierten zu gemessenen zeitlichen Verläufen <strong>des</strong> spezifischen<br />
filterflächenbezogenen Filtratvolumens für die untersuchten Partikelsysteme<br />
Spezifisches Filtratvolumen V L, A, F in m<br />
Spezifisches Filtratvolumen V L, A, F in m<br />
Spezifisches Filtratvolumen V L,A,F in m<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
162<br />
Kalkstein, Auspressen mit der Preßscherzelle<br />
bei p = 200 kPa<br />
0,00<br />
0 500 1000 1500 2000 2500 3000 3500 4000<br />
Zeit in in s<br />
b) Kalkstein, Auspressversuch mit der<br />
Preßscherzelle<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
Titandioxid, Auspressen mit der<br />
Preßscherzelle bei p = 200 kPa<br />
0,00<br />
0 2000 4000 6000 8000 10000 12000 14000<br />
Zeit t in s<br />
d) Titandioxid, Auspressversuch mit der<br />
Preßscherzelle<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
Quarzmehl, Auspressen mit der<br />
Preßscherzelle bei p = 200 kPa<br />
0,00<br />
0 2500 5000 7500 10000 12500 15000 17500 20000<br />
Zeit in s<br />
f) Quarzmehl, Auspressversuch mit der<br />
Preßscherzelle
Es kann anhand der 2D-DEM-Simulationen nicht beurteilt werden, ob die vorgeschlagene<br />
Methodik der Kombination der Diskrete-Elemente-Methode und Fluiddynamik den zeitlichen<br />
Verlauf <strong>des</strong> spezifischen Filtratvolumens und die <strong>Filtrations</strong>dauer vorhersagen kann. Eine<br />
Ursache dafür ist, dass der Filtermittelwiderstand bzw. sein Wasserwert in 2D-DEM nicht<br />
modelliert werden können. Dieser Widerstand beeinflusst zwar nicht die mechanischen Eigenschaften<br />
<strong>des</strong> Filterkuchens, welcher als Resultat der Druckentwässerung einer Suspension<br />
bei einem bestimmten vorgegebenen Pressdruck entsteht. Er hat aber eine deutliche Wirkung<br />
auf den zeitlichen Verlauf <strong>des</strong> Filtratvolumens und somit auf die Auspresszeit. Aus diesen<br />
Gründen wurden hier nur der Endwerte <strong>des</strong> ausgepressten spezifischen Filtratvolumens diskutiert<br />
und mit den experimentellen Werten verglichen. Um <strong>des</strong>sen genauen Verlaufs mit Hilfe<br />
der DEM und Fluiddynamik vorausberechnen zu können, ist eine Übertragung <strong>des</strong> Modells in<br />
3D-DEM notwendig, bei welcher die komplexe Porengrößenverteilung eines 3D-<br />
Filtermittelelements berücksichtigt werden kann.<br />
Die Darstellung von t / VL,A,F über VL,A,F aus den 2D-DEM Simulationen für Titandioxid und<br />
Kalkstein ist in Abb. 6.85 gezeigt. Wegen der bereits diskutierten Problematik in Bezug auf<br />
den Filtermittelwiderstand entspricht auch hier der simulierte Verlauf nicht dem experimentellen.<br />
Es wird jedoch nachgewiesen, dass die Diskrete-Elemente-Methode das Anfangsstadium<br />
der Filtration beschreiben kann. Das Vorhandensein eines eventuellen Minimums <strong>des</strong><br />
Verlaufs während der Anfangsphase der Filtration (sie Abschnitt 3.6.1.1, Abbildung 3.13 a),<br />
welches sich mit dem TILLER-SHIRATO Modell [5, 6] überhaupt nicht und mit dem dynamischen<br />
Prozessmodell von REICHMANN [2] nur näherungsweise beschreiben lässt, kann<br />
mit der Diskrete-Elemente-Methode gezeigt werden (siehe die Punkte M in Abb. 6.85).<br />
Offensichtlich kann die Anfangsphase der durchgeführten Auspressexperimente mit Hilfe<br />
einer 3D-DEM Simulation unter Berücksichtigung der Dicke und der Porengrössenverteilung<br />
<strong>des</strong> Filtermittels sehr gut beschrieben werden.<br />
163
t / V in 10<br />
L,A,F -3<br />
in s / m<br />
55<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
M<br />
M<br />
Anfanfsphase<br />
der Filtration<br />
Kalkstein<br />
Titandioxid<br />
Konsolidierung<br />
Filtration<br />
0<br />
0,00 0,01 0,02 0,03 0,04 0,05<br />
Spezifisches Filtratvolumen V in m<br />
L,A,F<br />
Abb.6.85: Darstellung t / VL,A,F über VL,A,F für Titandioxid und Kalkstein (2D-DEM-<br />
Simulation)<br />
Positive Schlussfolgerungen für die Anwendbarkeit dieser neuen Methodik zielen auf weitere<br />
Anwendungsmöglichkeiten der Kombination der Diskrete-Elemente-Methode und Fluiddynamik<br />
auf dem Gebiet der Druckentwässerung ultrafeiner Suspensionen sowie auch <strong>des</strong><br />
Fließverhaltens flüssigkeitsgesättigter Partikelpackungen. Die Weiterführung dieser aktuellen<br />
Problematik und deren Zusammenfassung im Rahmen einer Dissertation wird als ausgesprochen<br />
sinnvoll erachtet.<br />
164
7 ZUSAMMENFASSUNG UND AUSBLICK<br />
Im Rahmen dieser Arbeit wurde das grundlegende Entwässerungs- und Fließverhalten von<br />
ultrafeinen flüssigkeitsgesättigten Partikelsystemen mit Hilfe einer Preßscherzelle experimentell<br />
untersucht und anhand etablierter Modelle kontinuumsmechanisch bewertet. Als Dispersionsmittel<br />
für die Suspensionen wurden Natriumchlorid- und Praestol-Lösungen in ausgewählten<br />
optimalen Konzentrationen eingesetzt und als disperse Phase drei unterschiedliche<br />
ultrafeine Partikelsysteme angewandt. Davon ausgehend konnte der Einfluss von einwertigen<br />
Elektrolyten und Flockungsmitteln auf die Auspressdynamik sowie auf die Materialeigenschaften<br />
und das Fließverhalten der entwässerten Partikelpackungen eingeschätzt werden.<br />
Es wurde gezeigt, dass Elektrolyten und Flockungsmitteln die Materialeigenschaften der ausgepressten<br />
Filterkuchen je nach dem Partikelsystem entscheidend beeinflussen können. Die<br />
Elektrolytzugabe bewirkt eine wesentliche Kompression der elektrischen Doppelschichten an<br />
den Partikeloberflächen. Somit wird der wirksame Porendurchschnitt im Filterkuchen vergrößert.<br />
Die entwässerten Partikelpackungen haben <strong>des</strong>halb kleinere Packungsdichten bzw.<br />
größere Porositäten, größere Permeabilitäten und kleinere Durchströmungswiderstände. Die<br />
Filtrierbarkeit der Suspensionen wird verbessert und die Auspresszeiten reduziert. Die<br />
Praestol-Zugabe weist einen identischen Einfluss auf die Packungseigenschaften wie<br />
Natriumchlorid auf. Als theoretischer Hintergrund zur Erklärung der Wirkung dieses polymeren<br />
Flockungsmittels wurde das physikalisch begründete Modell von NEEßE und DÜCK angewandt.<br />
Weiterhin wurde festgestellt, dass sich die Zusatzstoffe auf die Kompressibilität der<br />
ausgepressten Filterkuchen auswirken können. Es bilden sich Packungen mit höherem Kompressionsvermögen.<br />
Dieser Effekt ist als äußerst positiv anzusehen, da bei hohen Nachpressdrücken,<br />
wie es bei der Prozessführung in Membranfilterprassen üblich ist, dieselben<br />
Packungsdichten bzw. Trockensubstanzgehalte wie bei den nicht geflockten Filterkuchen erreicht<br />
werden. Somit werden die genannten wesentlichen Zielgrößen der Druckfiltration bei<br />
verminderten Entwässerungszeiten erreicht.<br />
Mit den ausgepressten, stark verdichteten Filterkuchen wurden Scherversuche durchgeführt<br />
und aus den Messdaten Fließorte aufgenommen. Die wichtigsten dazugehörigen Fließparameter<br />
wie isostatische Zugfestigkeit der unverfestigten Packung, innerer und effektiver Reibungswinkel,<br />
wurden ermittelt und gezielt beeinflusst durch Elektrolyt- und Flockungsmittelzugabe.<br />
Es wurde nachgewiesen, dass durch die hohen Kompressionskräfte die Repulsionskräfte<br />
der elektrostatischen Doppelschichten zwischen den Partikeln an den Kontaktstellen<br />
überwunden werden. Die enormen Drücke im unmittelbaren Kontaktbereich bewirken die<br />
Verdrängung der Doppelschichten. Das führt wieder zu inelastischen Kontaktdeformationen<br />
der Festkörper. Das wird auch dadurch deutlich, dass hochverdichtete Packungen erzeugt<br />
werden, deren lastabhängigen Scherwiderstände im Bereich mehrerer hundert kPa liegen. Das<br />
165
langsame Fließen dieser Partikelsysteme ist <strong>des</strong>halb durch die unmittelbare Coulombreibung<br />
(Festkörperreibung) an den deformierten Kontakten gekennzeichnet und wird durch den inneren<br />
Reibungswinkel charakterisiert. Drainierte Filterkuchen, ähnlich wie trockene Schüttgüter<br />
sowie auch feuchte Partikelsysteme, weisen <strong>des</strong>halb ein dominantes Coulomb-<br />
Reibungsverhalten auf. Der Einfluss der Deformationsgeschwindigkeit auf das Fließverhalten<br />
dieser Systeme ist im Gegensatz zu einer Paste oder Suspension vergleichsweise klein. Somit<br />
hängt das Fließverhalten hauptsächlich von der Normalspannung ab. Wegen der erzeugten<br />
kleineren Packungsdichte reduziert der Elektrolyt- und Flockungsmitteleinsatz den Scherwiderstand<br />
<strong>des</strong> ausgepressten Filterkuchens. Alle untersuchten ultrafeinen flüssigkeitsgesättigten<br />
Partikelsysteme zeigen jedoch das typische Materialverhalten von sehr kohäsiven,<br />
schwer fließenden Pulvern.<br />
Aus den ermittelten Fließparametern wurden die charakteristischen mittleren Haftkräfte zwischen<br />
den Primärpartikeln im konsolidierten Filterkuchen in Abhängigkeit vom Normaldruck<br />
durch Anwendung eines physikalisch begründeten linearen Haftkraftansatzes nach TOMAS<br />
zurückgerechnet. Davon ausgehend wurde auch der Elektrolyt- und Flockungsmitteleinfluss<br />
auf die interpartikulären Haftkräfte bestimmt. Die ermittelten Haftkräfte wurden ins Porositätsmodell<br />
für geflockte Filterkuchen von NEEßE und DÜCK eingesetzt. Die Übereinstimmung<br />
zwischen den experimentell bestimmten und modellhaft berechneten Porositäten ist<br />
als zufrieden stellend einzuschätzen.<br />
Ein weiterer Schwerpunkt der Arbeit war die Untersuchung <strong>des</strong> Fließverhaltens von undrainierten,<br />
lockeren Partikelpackungen (Pasten) im geschlossenen Prozessraum. Dazu wurde<br />
eine modifizierte Form der Preßscherzelle, vorgegeben durch neue Profile der wirksamen<br />
Scherzone („Waffelmuster“), entwickelt und konstruiert. Mit den undrainierten Packungen<br />
wurden entsprechend der Pastenrheologie Variationsversuche durchgeführt. Die Fließfunktionen<br />
wurden in Analogie zu den drainierten Filterkuchen gemäß der mathematischen Beziehung<br />
für das stationäre Fließen modelliert. Die Übereinstimmung zwischen den Modellverläufen<br />
der Fließfunktion und den Messwerten ist als sehr gut zu bezeichnen. Das Fließverhalten<br />
der undrainierten Partikelpackungen wurde dem Fließverhalten von Filterkuchen gegenübergestellt.<br />
Im Gegensatz zu den drainierten Packungen (Filterkuchen) wird das Fließverhalten<br />
der undrainierten Pasten vorwiegend durch die viskose Reibung vorbestimmt. Der Einfluss<br />
der Coulombreibung ist gering, an den Kontaktstellen der Partikeln findet kaum eine<br />
Deformation statt. Die Scherwiderstände der Paste sind min<strong>des</strong>tens eine Größenordnung kleiner<br />
als die der drainierten Filterkuchen. Für die Fließgrenzen der Pasten scheinen im Mittel<br />
die Haftkräfte im unverfestigten Zustand eine entscheidende Rolle zu spielen.<br />
Mit Hilfe der Preßscherzelle wurde die Entwässerungsdynamik der untersuchten Partikelsysteme<br />
bestimmt. Die zeitlichen Verläufe <strong>des</strong> Filtratvolumens und der Kuchenhöhe wurden sowohl<br />
mit dem dynamischen <strong>Filtrations</strong>- und Konsolidierungsmodell von REICHMANN als<br />
166
auch mit dem klassischen Auspressmodell von TILLER / SHIRATO simuliert. Dabei hat sich<br />
erwiesen, dass das Modell von REICHMANN die erwähnten Prozessverläufe und somit auch<br />
die <strong>Filtrations</strong>zeit sehr gut und eindeutig besser im Vergleich zum klassischen Modell vorausberechnen<br />
kann. Dazu sind zwei wesentliche Ursachen zu nennen. In erster Linie berücksichtigt<br />
das dynamische Prozessmodell die zeitliche und örtliche Änderung der Packungsdichte,<br />
Permeabilität und <strong>des</strong> Partikeldrucks sowie auch die Partikelreibung an den begrenzenden<br />
Wänden. Im Gegensatz dazu gehen die klassischen Modellvorstellungen von gemittelten Filterkucheneigenschaften<br />
aus und berücksichtigen deren zeitliche Änderung nicht. Die zweite<br />
Ursache ist die unterschiedliche Bestimmungsweise <strong>des</strong> Filtermittelwiderstan<strong>des</strong>. Das dynamische<br />
Prozessmodell berücksichtigt den experimentell ermittelbaren Wasserwert <strong>des</strong> Widerstan<strong>des</strong><br />
sowie den Widerstand der ersten abgelagerten Partikelschicht. Nach TILLER /<br />
SHIRATO wird der Filtermittelwiderstand durch lineare Anpassung der Messdatenauftragung<br />
in der Form t / VL,A,F über VL,A,F bestimmt. Somit wird der gekrümmte Verlauf <strong>des</strong> Filtratvolumens<br />
gerade im Anfangsstadium der Filtration vernachlässigt. Außerdem ist häufig mit<br />
Abweichungen von der Geradeform nicht nur zum Anfangsstadium, sondern auch im weiteren<br />
Verlauf der Filtration zu rechnen. Die Folge einer Vernachlässigung dieser Phänomene<br />
kann eine mehr oder weniger abweichende Ermittlung <strong>des</strong> Filtermittelwiderstan<strong>des</strong> aus dem<br />
gemessenen Verlauf <strong>des</strong> Filtratvolumens sein. Aus diesen Gründen ist die Anwendbarkeit <strong>des</strong><br />
klassischen Modells zur Vorausbestimmung der Entwässerungsdynamik nur begrenzt möglich.<br />
Aus den ermittelten Materialeigenschaften konnte mit Hilfe <strong>des</strong> dynamischen Prozessmodells<br />
der Elektrolyt- und Flockungsmitteleinfluss auf die Zykluszeit sowie auf die wichtigsten Zielgrößen<br />
der Druckfiltration bei der Entwässerung in industriellen Membranfilterpressen eingeschätzt<br />
werden. Anhand der durchgeführten Simulationen der zeitlichen Prozessverläufe lässt<br />
sich die positive Wirkung der Zugabe von Zusatzstoffen bei sehr schlecht filtrierbaren ultrafeinen<br />
Suspensionen nachweisen. Durch die wesentliche Verkürzung der <strong>Filtrations</strong>zeit verläuft<br />
die <strong>Filtrations</strong>phase energetisch effizienter. Davon ausgehend ist beim Auspressen von<br />
solchen fest-flüssig Systemen in Membranfilterpressen, insbesondere wenn sehr kompressible<br />
Filterkuchen gebildet werden, eine Filtration im niedrigen Druckbereich mit nachfolgender<br />
Konsolidierung im Hochdruckbereich ausdrücklich zu empfehlen.<br />
Anschließend wurde die Auspressdynamik der untersuchten Partikelsysteme mittels Kombination<br />
der Diskrete-Elemente-Methode und Fluiddynamik in 2D simuliert. Die Modellbildung<br />
konnte durch ein sog. „Fixed Coarse-grid fluid scheme in PFC2D“ realisiert werden. Die Simulationsergebnisse<br />
wurden mit den experimentellen Daten verglichen. Die Endmenge <strong>des</strong><br />
ausgepressten spezifischen Filtratvolumens sowie die mittleren Packungseigenschaften <strong>des</strong><br />
konsolidierten Filterkuchens lassen sich mit relativ guter Genauigkeit vorausberechnen. Die<br />
Vorausberechnung <strong>des</strong> zeitlichen Verlaufs <strong>des</strong> spezifischen Filtratvolumens und somit der<br />
<strong>Filtrations</strong>zeit in der geometrisch ähnlichen Form der Preßscherzelle erfordert allerdings<br />
167
3D-Simulationen, welche eine Vorgabe der Porengrößenverteilung bzw. <strong>des</strong> Wasserwerts von<br />
dem Filtermittelwiderstand ermöglichen.<br />
Weiterhin sollten die Kräfte- und Massenbilanzen um die aus dem Porendruck- und der Porenscherströmung<br />
sowie aus den elektrostatischen Doppelschichten resultierenden abstoßenden<br />
Kräfte zwischen den benachbarten Partikeln erweitert werden. Die Einbeziehung der<br />
elektrostatischen abstoßenden Kräfte in die Kräftebilanzen berücksichtigt die elektrischen<br />
Ladungseffekte bei der Simulation der Prozessdynamik. Diese Vorgehensweise würde dann<br />
erlauben, den Einfluss der Elektrolytenkonzentration und der Ionenladung auf die untersuchten<br />
Prozesse gemäß der DLVO-Theorie innerhalb der Diskrete-Elemente-Methode zu berücksichtigen.<br />
Deswegen ist die Erweiterung der Kräftebilanzen um diese zusätzlichen Wechselwirkungen<br />
während der Kuchenbildung sinnvoll. Während der Kuchenkonsolidierung lässt<br />
jedoch ihre Wirksamkeit nach- eine Tatsache, welche in der vorliegenden Arbeit experimentell<br />
ermittelt und physikalisch interpretiert wurde.<br />
Ein weiterer Schwerpunkt für spätere Untersuchungen sollten die 2D und 3D-DEM Simulationen<br />
der Scherdynamik von ausgepressten flüssigkeitsgesättigten Partikelpackungen sein.<br />
Dabei wäre die Implementierung eines realistischen Partikel-Partikel-Kontaktmodells, welches<br />
das elastisch-plastische und dissipative Partikelkontaktverhalten mit variabler belastungsabhängiger<br />
Haftung berücksichtigt, von ausschlaggebender Bedeutung. Ein solches Modell<br />
wurde von TOMAS entwickelt und bereits auf trockene ultrafeine Partikelsysteme erfolgreich<br />
angewandt. Die Herausforderung würde darin bestehen, das Fließverhalten von stark<br />
komprimierten, kompressiblen, drainierten, kohäsiven Filterkuchen mit Hilfe der Kombination<br />
von Partikelmechanik, Diskrete-Elemente-Methode und Fluiddynamik zu simulieren und<br />
experimentell zu bewerten.<br />
Aus Sicht <strong>des</strong> Autors erscheint es lohnenswert, die 3D-DEM Simulation <strong>des</strong> Entwässerungsund<br />
Fließverhaltens von ultrafeinen kohäsiven Partikelsystemen unter Berücksichtigung der<br />
genannten Modellerweiterungen in einer sich anschließenden Arbeit durchzuführen. Als<br />
Ergebnis eines solchen Projekts können deutlich verbesserte physikalische Grundlagen der<br />
Prozess- und Apparateauslegung der Pressfiltration erwartet werden.<br />
168
8 LITERATURVERZEICHNIS<br />
[1] Alt, C., Schlammentwässerung mit Pressfiltern, Chem.-Ing.-Tech. 48 (1976), 115-124<br />
[2] Reichmann, B., <strong>Modellierung</strong> der <strong>Filtrations</strong>- und Konsolidierungsdynamik beim Auspressen<br />
feindisperser Partikelsysteme, Dissertation, Universität Magdeburg (1999)<br />
[3] Schubert, H., <strong>Mechanische</strong> Verfahrenstechnik, Deutscher Verlag für Grundstoffindustrie,<br />
Leipzig (1990)<br />
[4] Erdmann, W., Pesch, H., Einsatz polymerer Flockungshilfsmittel bei der Behandlung<br />
kontaminierter Böden, Aufbereitungstechnik 11 (1992), 639-649<br />
[5] Shirato, M., Murase, T. and Iwata, M., Deliqouring by Expression - Theory and Practice,<br />
In Wakeman: Progress in Filtration and Separation Vol. 4, Elsevier, Amsterdam<br />
(1986)<br />
[6] Shirato, M. and Tiller, F.M., Filtration in the Chemical Process Industry, Chapter 6, In<br />
Matteson, Orr: Filtration- Principles and Practices, Marcel Dekker Inc., New York<br />
(1987)<br />
[7] Schwalbach, W., Das Pressband-Trommelfilter, ein kontinuierliches Filtersystem aus<br />
kombinierter Vakuum- und Druckfiltration, In: Maschinen + Apparate zur Fest/Flüssig<br />
Trennung, Vulkan Verlag Essen (1991), 332-337<br />
[8] Tittel R., Schaffer J., Mesfin B., Aspekte zur Auswahl von Auspressapparaten. Filtrieren<br />
und Separieren 7 (1993), 73-81<br />
[9] Firmenprospekt, Degussa, Düsseldorf<br />
[10] Paul, F., Von der Rahmenfilterpresse zur Membranfilterpresse, In: Maschinen + Apparate<br />
zur Fest/Flüssig Trennung, Vulkan Verlag Essen (1991), 342-344<br />
[11] Luckert, K., Handbuch der mechanischen Fest-Flüssig-Trennung, Vulkan Verlag Essen<br />
(2004)<br />
[12] Gasper, H., Handbuch der industriellen Fest/Flüssig-Filtration, Hüthig Buch Verlag<br />
Heidelberg (1990)<br />
[13] Cheremisinoff, N., Liquid Filtration, Butterworth-Heinemann Verlag, Boston (1998)<br />
[14] Rushton, A., Ward, A. and Holdich, R., Solid-Liquid Filtration and Separation Technoligy,<br />
VCH Verlagsgesellschaft mbH, Weinheim (1996)<br />
[15] Schubernig, A, Kontinuierliche Membranfilterpresse HIP – High Intensity Press,<br />
Hochdruckpresse zur Nachentwässerung von Presskuchen , In: Maschinen + Apparate<br />
zur Fest/Flüssig Trennung, Vulkan Verlag Essen (1991), 338-340<br />
[16] Schneiders, M., Vollautomatische Filterpressen, In: Maschinen + Apparate zur<br />
Fest/Flüssig Trennung, Vulkan Verlag Essen (1991), 341<br />
[17] Firmenprospekt, Erich NETZSCH GmbH & Co. Holding KG, Selb<br />
[18] Firmenprospekt, Filox GmbH, Blasweiler<br />
[19] Larox Corporation, Larox DS Pressfilterautomaten, Produktinformationen F & S Filtrieren<br />
und Separieren 19 (2005), 248-249<br />
169
[20] Straßburger Filter GmbH, Entwässerung und Trocknung in einem Apparat, Produktinformationen<br />
F & S Filtrieren und Separieren 20 (2006), 101<br />
[21] Bayer Technology Services GmbH, Kombination aus Filterpresse und Trockner senkt<br />
die Investitionskosten, Produktinformationen F & S Filtrieren und Separieren 19<br />
(2005), 249<br />
[22] Facilities and components for thickening and dewatering sewage sludge<br />
[23] Firmenprospekt, Rittershaus & Blecher GmbH, Ronsdorf<br />
[24] Filterpressen in der Schlammentwässerung, In: Maschinen + Apparate zur<br />
Fest/Flüssig Trennung, Vulkan Verlag Essen (1991), 358-359<br />
[25] Lyko, H., Neuheiten der mechanischen Abwasser- und Klärschlammbehandlung,<br />
F & S Filtrieren und Separieren 19 (2005), 128-132<br />
[26] Oechsle, D., Baur, W. und Gottkehaskamp, L., Mikrostruktur und Wirkungsweise verschiedener<br />
Filtermedien zur Flüssigkeitsfiltration, In: Maschinen + Apparate zur<br />
Fest/Flüssig Trennung, Vulkan Verlag Essen (1991), 57-64<br />
[27] Weigert, T. and Ripperger, S., Filter Cake Adhesion on Textile Filter Media; Part 1:<br />
Experimental Tests and their Evaluation, F & S International Edition No. 2/2001,<br />
32–39<br />
[28] Weigert, T., Haftung von Filterkuchen bei der Fest/Flüssig-Filtration, Dissertation,<br />
Technische Universität Dresden (2001)<br />
[29] Mayer, L., Optimierung der Klärschlammentwässerung mit Hilfe der Membranenfilterpresse,<br />
In: Maschinen + Apparate zur Fest/Flüssig Trennung, Vulkan Verlag Essen<br />
(1991), 355-357<br />
[30] Hess, W. und Neuhaus, U., Verfahrenstechnik der Hochdruck-Pressfiltration, In: Maschinen<br />
+ Apparate zur Fest/Flüssig Trennung, Vulkan Verlag Essen (1991), 348-354<br />
[31] Reichmann, B. and Tomas, J., Compression, Permeation and Flow Behavior of Wet<br />
Nanoparticle Cakes, in situ Tested with a Press-Shear Cell, Chem. Eng. Technol. 25<br />
(2002) 11, 1053-1060<br />
[32] Gleißle, W.: Messgeräte und Messverfahren zur Ermittlung von Fließeigenschaften,<br />
Unterlage zum III Seminar zur rheologischen Charakterisierung disperser Systeme, 27.<br />
bis 01. März 1996, Karlsruhe<br />
[33] Tomas, J., Vorlesungsreihe <strong>Mechanische</strong> Flüssigkeitsabtrennung und Rheologie, Ottovon-Guericke-Universität<br />
Magdeburg, 2002<br />
[34] Stadler, R., Stationäres, schnelles Fließen von dicht gepackten trockenen und feuchten<br />
Schüttgütern, Dissertation Karlsruhe (TH) (1986)<br />
[35] Felder, R., Charakterisierung von Pasten mit einem Schergerät in Hinblick auf ihre<br />
Ausformbarkeit, Dissertation Karlsruhe (TH) (1990)<br />
[36] Götz, J., Kreibich, W., Peciar M. and Buggisch, H., MRI of Couette experiments in a<br />
newly developed shear device — suitable for pastes and concentrated suspensions?,<br />
Journal of Non-Newtonian Fluid Mechanics 98 (2001), 117-139<br />
170
[37] Götz, J., Huth, S. and Buggisch, H., Flow behaviour of pastes with a deformation history<br />
dependent yield stress, Journal of Non-Newtonian Fluid Mechanics 103 (2002),<br />
149-166<br />
[38] Dück, J., Purevjav, D. und Neeße, Th, Einfluss von Flockungsmitteln auf Filterkuchenporosität<br />
und –permeabilität, Filtrieren und Separieren 17 (2003), 58-63<br />
[39] Dück, J., Zvetanov, E. und Neeße, Th., Porositätsmodell für feinkörnige Filterkuchen,<br />
Chemie-Ingenieur-Technik 71 (1999), 692-696<br />
[40] Schubert, H., Aufbereitung fester mineralischer Rohstoffe Bd. III, Deutscher Verlag<br />
für Grundstoffindustrie 1984<br />
[41] Terzaghi, K. and Peck, R., Soil mechanics in engineering practice, John Wiley &<br />
Sons, Inc., New York 1996<br />
[42] Kwade, A., Schulze, D. and Schwe<strong>des</strong>, J., Determination of the stress ratio in uniaxial<br />
compression tests, PART 2, Powder Handling & Processing 6 (1994) 2, 199/203<br />
[43] Gösele, W., Grenzflächenkräfte bei der Fest-Flüssig-Trennung- was der Praktiker davon<br />
wissen sollte, Filtrieren und Separieren 9 (1995), 14-22<br />
[44] Gösele, W., Grenzflächenkräfte bei der Fest-Flüssig-Trennung, Chemie- Ingeneuer-<br />
Technik 58 (1986), 169-175<br />
[45] Derjaguin, B. and Landau, L., Theory of the stability of strongly charged lyophobic<br />
sols and of the adhesion of strongly charged particles in solutions of electrolytes, Acta<br />
Phys. Chem. USSR 14 (1941), 633<br />
[46] Verwey, E. J. W. and Overbeek, J. T. G, Theory of the stability of lyophilic colloids.<br />
The interaction of sol particles having an electric double layer, Elsevier Publishing<br />
Company (1948)<br />
[47] Müller, R., Zetapotential und Partikelladung in der Laborpraxis- Einführung in die<br />
Theorie, praktische Messdurchführung, Dateiinterpretation, Paperback APV, Band 37,<br />
Wissenschaftliche Verlagsgesellschaft Stuttgart 1996<br />
[48] Roth, J., Grenzflächenkräfte bei der Fest-Flüssig-Trennung, Chemie- Ingeneuer-<br />
Technik 63 (1991), 104-115<br />
[49] Tomas, J., Grundlagen der mechanischen Verfahrenstechnik, Vorlesung, Otto-von-<br />
Guericke-Universität Magdeburg, 2003<br />
[50] Hollinderbäumer, W., Mez, W., Messung der Fliesseigenschaften von Suspensionen<br />
im Rotationsviskosimeter, Chem.-Ing. Technik 66 (1994), 1515-1518<br />
[51] Tomas, J. <strong>Modellierung</strong> <strong>des</strong> Fließverhaltens von Schüttgütern auf der Grundlage der<br />
Wechselwirkungskräfte zwischen den Partikeln und Anwendung bei der Auslegung<br />
von Bunkeranlagen, Dissertation B (Habilitation), TU Bergakademie Freiberg 1991<br />
[52] Pahl, M., Praktische Rheologie der Kunststoffe und Elastomere, VDI-Verlag GmbH,<br />
Düsseldorf 1995<br />
[53] Mooney, M., The Viscosity of a Concentrated Suspension of Spherical Particles, J.<br />
Colloid Sci., 6 (1951), 162-170<br />
171
[54] Thomas, C. U and Muthukumar, M., Convergence of multiple Scattering Series for<br />
two-body hydrodynamic effects on shear viscosity of suspensions of spheres, J.<br />
chem. phys. 94 (1991), 4557-4567<br />
[55] Metzner, A. B., Rheology of suspensions in polymeric liquids.” Journal of Rheology,<br />
29 (1985), 729-735<br />
[56] Leighton D., Acrivos A., The shear-induced migration of particles in concentrated<br />
suspensions, J. Fluid Mech. 181 (1987) 415-439<br />
[57] Barnes, H. A., Hutton, J. F. and Walters, K., An Introduction to Rheology, Elsevier,<br />
Amsterdam, Netherlands, 1989<br />
[58] Cheng, N. and Law, A., Exponential formula for computing effective viscosity, Powder<br />
Technology 129 (2003), 156-160<br />
[59] Raschka, K., Buggisch, H., Bestimmung der Fließeigenschaften feuchter Schüttgüter<br />
und Pasten mit einem Ringschergerät, Aufbereitungstechnik 33 (1992), 132/139<br />
[60] Riemenschneider, H., Entfeuchten durch Pressen, Dissertation Universität Stuttgart<br />
1983<br />
[61] Schwe<strong>des</strong>, J., Lagern und Fließen von Schüttgütern, Hochschulkurs, technische Universität<br />
Braunschweig, 2000<br />
[62] Jenike. A. W., Storage and flow of solids, Bulletin Nr. 123, University of Utah, Utah<br />
Engineering Station, 1964<br />
[63] Molerus, O., Schüttgutmechanik- Grundlagen und Anwendung in der Verfahrenstechnik,<br />
Springer- Verlag Berlin, Heidelberg, Berlin, Tokyo 1985<br />
[64] Motzkus, U., Belastung von Siloböden und Auslauftrichtern durch körnige Schüttgüter,<br />
Dissertation, TU Braunschweig, 1974<br />
[65] Leu, K., Principles of Compressible Cake Filtration, In Cheremisinoff: Encyclopedia<br />
of Fluid Mechanics, Vol. 5 (1986), Gulf Publishing, Houston<br />
[66] Erk, A., Anlauf, H. und Stahl, W., Fließeigenschaften feinstdisperser, gesättigter<br />
Haufwerke während ihrer Kompression im Zentrifugalfeld, Chemie Ingenieur Technik<br />
76 (2004) 10, 1494-1499<br />
[67] Erk, A., Rheologische Eigenschaften feindisperser Suspensionen während ihrer Fest-<br />
Flüssig-Trennung in Filtern und Zentrifugen, Dissertation, Universität Karlsruhe (TH),<br />
2006<br />
[68] Erk, A. und Stahl, W., Rheology of Fine Particulate Suspensions and Effects on Solid-<br />
Liquid-Separation, Proceedings of the Filtech Europa, Okt.2003, Düsseldorf, I-489<br />
[69] Zhao, J. Wang, C., Lee, D. and Tien, C., Cake consolidation in a compression–<br />
permeability cell: effect of side-wall friction, Journal of Colloid and Interface Science<br />
262 (2003), 60-72<br />
[70] Zhao, J., Wang, C., Lee, D. and Tien, C., Plastic deformation in cake consolidation,<br />
Journal of Colloid and Interface Science 261 (2003), 133-145<br />
172
[71] Lu, W. M., Huang, Y. P. Hwang, K. J., Stress distributions in a confined wet cake in<br />
the compression- permeability cell and its application, Powder Technology 97 (1986),<br />
16-25<br />
[72] Riemenschneider, H., Wiedemann, T., Jungermann, K., Berücksichtigung von Wandreibungseffekten<br />
bei der verfahrenstechnischen Auslegung von Pressfiltern auf der Basis<br />
von Laborversuchen, Aufbereitungstechnik 38 (1997), 596-605<br />
[73] Tomas, J. und Schubert, H., Fließverhalten feuchter Schüttgüter, Aufbereitungstechnik<br />
26 (1985) 7, 399/404<br />
[74] Tomas, J. und Schubert, H., <strong>Modellierung</strong> der Festigkeit und <strong>des</strong> Fließverhaltens von<br />
feuchten und leichtlöslichen Schüttgütern, Aufbereitungstechnik 23 (1982) 9, 507/515<br />
[75] Buggisch, H., Begriffe, Modelle, Gleichungen der Rheologie, Unterlage zum III Seminar<br />
zur rheologischen Charakterisierung disperser Systeme, 27. bis 01. März 1996,<br />
Karlsruhe<br />
[76] Terzaghi, K., Theoretical Soil Mechanics, J. Wiley & Sons, 1943<br />
[77] Schubert, H., Grundlagen <strong>des</strong> Agglomerierens, Chemie-Ingenieur-Technik 51 (1979),<br />
266-277<br />
[78] Rumpf, H., Die Wissenschaft <strong>des</strong> Agglomerierens. Chemie-Ingenieur-Technik 46<br />
(1974), 1-11.<br />
[79] Mühle, K., Domasch, K., Neeße, Th., Zur physikalisch begründeten <strong>Modellierung</strong><br />
<strong>des</strong> Flockungsprozesses, Teil 1, Chem. Tech. 34 (1982), 14-18<br />
[80] Ivanauskas, A., Domasch, K., Neeße, Th., Zur Charakterisierung der Flockeneigenschaften,<br />
Freiberger Forschungsberichte, VEB Deutscher Verlag für Grundstoffindustrie,<br />
Leipzig, 1985, S. 47-63<br />
[81] Muehle, K., Der Mikroprozess der Partikelhaftung bei der Flockung, Freiberger Forschungsberichte,<br />
VEB Deutscher Verlag für Grundstoffindustrie, Leipzig, 1985, S. 37<br />
[82] Tomas, J., Zur Mechanik trockener kohäsiver Schüttgüter, Schüttguttechnik 8 (2002)<br />
522 - 537<br />
[83] Tomas, J., Particle Adhesion Fundamentals and Bulk Powder Consolidation, powder<br />
handling & processing 12 (2000), 131-138<br />
[84] Tomas, J., Particle Adhesion Fundamentals and Bulk Powder Consolidation, KONA-<br />
Powder and Particle 18 (2000), 157-169<br />
[85] Tomas, J., Assessment of mechanical properties of cohesive particulate solids – part 1:<br />
particle contact constitutive model, Particulate Science & Technology 19 (2001), 95-<br />
110<br />
[86] Molerus, O., Theory of yield of cohesive powders, Powder Technology 12 (1975) 259-<br />
275<br />
[87] Tiller, F.M. and Yeh, C.S., The Role of Porosity in Filtration, Part XI: Filtration followed<br />
bei expression, AIChE J. 33 (1987) 8, 1241/1256<br />
173
[88] Stahl, W., Kurs Fest-Flüssig-Trennung, Kap. II. 2 Kuchenbildende Filtration. Institut<br />
für <strong>Mechanische</strong> Verfahrenstechnik und Mechanik der Universität Karlsruhe<br />
[89] Carman, P. C., Fluid Flow Through Granular Beds, Transactions of the American Institute<br />
of Chemical Engineers 15 (1937), 150-166<br />
[90] Kozeny, I., Über kapillare Leitung <strong>des</strong> Wassers im Boden (Aufstieg, Versickerung und<br />
Anwendung auf die Bewässerung). Sitzungsberichte Akademie der Wissenschaften,<br />
Wien, Abt. II a (136 /1927), 271-306<br />
[91] Bürger R., Concha F. and Karlsen, K. H., Phenomenological model of filtration processes:<br />
1. Cake formation and expression, Chemical Engineering Science 56 (2001),<br />
4537-4553<br />
[92] Garrido, P., Concha, F., Bürger R., Settling velocities of particulate systems: 14. Unified<br />
model of sedimentation, centrifugation and filtration of flocculated suspensions,<br />
International Journal of Mineral Processing 72 (2003), 57-74<br />
[93] Zvetanov, E., Dueck, J., and Neesse, Th., Porosity Investigations of Fine- Grained<br />
Filter Cake, Chem.-Eng.-Technol. 23 (2000) 3, 218 – 222<br />
[94] Alles, C.M. und Anlauf, H., Filtration mit kompressiblen Kuchen, Effiziente Konzepte<br />
für eine anspruchsvolle Trennaufgabe, Chemie Ingenieur Technik 75 (2003) 9, 1221-<br />
1230<br />
[95] Benesch, T., Meier, U. and Schütz, W., Modelling filtration with superimposed sedimentation,<br />
Separation and Purification Technology 35 (2004), 37-46<br />
[96] Mihoubi, D., Vaxelaire, J., Zagrouba, F. and Bellagi, A., Mechanical dewatering of<br />
suspension, Desalination 158 (2003), 259-265<br />
[97] Mihoubi, D., Mechanical and thermal dewatering of residual sludge, Desalination<br />
167 (2004) 135-139<br />
[98] Tiller, F. M., Lu, R., Kwon, J. H. and Lee, D. J., Variable Liquid Flow Rate in Compactible<br />
Filter Cakes, Water Research 33(1999), 15-22<br />
[99] Lee, D. J., Ju, S. P., Kwon, J. H. and Tiller, F. M., Filtration of Highly Compactible<br />
Filter Cake: Variable Internal Flow Rate, AIChE J. 46 (2000), 110-118<br />
[100] Koenders, M. A. and Wakeman R. J., The initial stages of compact formation from<br />
suspensions by filtration, Chemical Engineering Science 51 (1996), 3897-3908<br />
[101] Koenders, M. A. and Wakeman, R. J., Initial deposition of interacting particles by filtration<br />
of dilute suspensions, A.I.Ch.E. Journal, 43 (1997), 946-958<br />
[102] Koenders, M. A., Reymann, S. and Wakeman, R. J., The intermediate stage of the<br />
dead-end filtration process, Chemical Engineering Science 55 (2000), 3715-3728<br />
[103] Civan, F., Practical Model for Compressive Cake Filtration Including Fine Particle<br />
Invasion, AIChE Journal 44 (1998), 2388-2398<br />
[104] de Kretser, R. G., Usher, S. P., Scales, P. J. and Boger, D. V., Rapid filtration measurement<br />
of dewatering <strong>des</strong>ign and optimization parameters, AIChE Journal 47 (2001),<br />
1758-1769<br />
174
[105] Kapur, P.C., Laha, S., Usher, S., de Kretser, R. G. and Scales, P., Modeling of the<br />
Consolidation Stage in Pressure Filtration of Compressible Cakes, Journal of Colloid<br />
and Interface Science 256 (2002), 216-222<br />
[106] Raha, S., Khilar, K. C., Pradip and Kapur, P. C., Rapid determination of compressive<br />
yield stress of dense suspensions by a mean-phi model of high pressure filtration,<br />
Powder Technology 155 (2005), 42-51<br />
[107] Dustan, A. C., Cohen, B. and Petrie J. G., Modelling dewatering behaviour through an<br />
understanding of solids formation processes. Part I—Solids formation considerations,<br />
Advances in Colloid and Interface Science 113 (2005), 99-110<br />
[108] Dustan, A. C., Cohen, B. and Petrie, J. G., Modelling dewatering behaviour through an<br />
understanding of solids formation processes: Part II—solids separation considerations,<br />
Advances in Colloid and Interface Science 113 (2005), 85-97<br />
[109] Kocurek, J. and Palica, M., Simulation and experimental verification of the filtration<br />
and filter cake compression model, Powder Technology 159 (2005), 17-26<br />
[110] Nicolaou I., Kuchen bildende Filtration von Suspensionen und Filterberechnung,<br />
Chemie Ingenieur Technik 75 (2003) 9, 1206-1220<br />
[111] Tonhäuser, M., Ripperger, S., Fließschema-Simulation mit kontinuierlich betriebenen<br />
Filtern zur Kuchenfiltration, F & S Filtrieren und Separieren 19 (2005), 6-10<br />
[112] Holdich R. G., Solid–liquid separation equipment selection and modelling, Minerals<br />
Engineering 16 (2003), 75-83<br />
[113] Weber, K., Stahl, W., Bestimmung <strong>des</strong> Zetapotentials eines Feststoffkuchens anhand<br />
von Durchströmungsversuchen, Chemie Ingenieur Technik 74 (2002) 4, 418-423<br />
[114] Weber, K. und Stahl, W., Einfluss eines elektrischen Fel<strong>des</strong> auf die Kinetik der kuchenbildenden<br />
Filtration, F & S Filtrieren und Separieren 14 (2000), 58-63<br />
[115] Weber, K. und Stahl, W., Elektrokinetisch unterstützte Pressfiltration 1. <strong>Modellierung</strong><br />
der <strong>Filtrations</strong>kinetik bei der kuchenbildenden Presselektrofiltration, F & S Filtrieren<br />
und Separieren 15 (2001), 66-72<br />
[116] Weber, K. und Stahl, W., Elektrokinetisch unterstützte Pressfiltration 2. Elektrofiltration<br />
und Flockung, F & S Filtrieren und Separieren 15 (2001), 118-122<br />
[117] Weber, K. und Stahl, W., Elektrokinetisch unterstützte Pressfiltration 3. Einfluss eines<br />
elektrischen Fel<strong>des</strong> auf die Kinetik der beidseitigen kuchenbildenden Pressfiltration,<br />
F & S Filtrieren und Separieren 15 (2001), 172-178<br />
[118] Gasper, H., Projektierung und Optimierung von Fest/Flüssig-<strong>Filtrations</strong>systemen,<br />
Chemie Ingenieur Technik 76 (2004) 6, 746-749<br />
[119] Endo, Y., Chen, D. and Pui, D., Theoretical consideration of permeation resistance of<br />
fluid through a particle packed layer, Powder Technology, 124 (2002), 119-126<br />
[120] Schoelkopf, J., Gane, P. and Ridgway, C., Observed nonlinearity of Darcypermeability<br />
in compacted fine pigment structures, Colloids and Surfaces A: Physicochemical<br />
and Engineering Aspects, 236 (2004), 111-120<br />
175
[121] Tien, C. and Bai, R., An assessment of the conventional cake filtration theory, Chemical<br />
Engineering Science 58 (2003) 1323-1336<br />
[122] Tien, C., Cake filtration research—a personal view, Powder Technology 127 (2002),<br />
1-8<br />
[123] Wakeman, R.J., Thuraisingham, S.T. and Tarleton, E.S., Colloid Science in Solid-<br />
Liquid Separation Technology – is It important?, Filtration & Separation 28 (1989),<br />
277-283<br />
[124] Altmann, J., Weigert, T. und Ripperger, S., Einfluss der elektrostatischen Wechselwirkungen<br />
auf die Filtrierbarkeit von Suspensionen, F & S Filtrieren und Separieren<br />
12 (1998), 214-217<br />
[125] Ruhland, M. und Stahl, W., Über die Eigenschaften von Filterkuchen,<br />
1. Teil: Zielrichtung, Vorgehen und Modellvorstellungen, F&S Filtrieren und Separieren<br />
13 (1999), 203-208<br />
[126] Ruhland, M. und Stahl, W., Über die Eigenschaften von Filterkuchen,<br />
2. Teil: Struktur von Filterkuchen, Flüssigkeitsverteilung und Eigenschaften fließfähiger<br />
Filterkuchen, F&S Filtrieren und Separieren 13 (1999), 260-262<br />
[127] Ruhland, M. und Stahl, W., Über die Eigenschaften von Filterkuchen,<br />
3. Teil: Filterkuchen mit Festkörpereigenschaften, Zusammenfassung und verfahrenstechnische<br />
Konsequenzen, F&S Filtrieren und Separieren 13 (1999), 263-266<br />
[128] Wakeman, R.J. and Tarleton, E.S., Filtration Equipment Selection Modelling and Process<br />
Simulation, Elsevier Advanced Technology, Oxford (1999)<br />
[129] Bender, W. und Redeker, D., Fortschritte bei der mechanischen Flüssigkeitsabtrennung<br />
durch Filtration, Chemie Ingenieur Technik 53 (1981), 227-236<br />
[130] Rushton, A., Ward, A. S. and Holdich, R. S., Solid- Liquid Filtration and Separation<br />
Technology, VCH-Verlag, Weinheim (1996)<br />
[131] Carman, P. C., Fundamental principles of industrial filtration, Transactions-Institution<br />
of Chemical Engineers (1939), 168 - 188<br />
[132] Freshwater, D. C. and Scarlett, B., The effect of particle-size distribution on the permeability<br />
of filter cakes, Transactions-Institution of Chemical Engineers 43 (1965),<br />
228 - 232<br />
[133] Rumpf, H. und Gupte, A. R., Einflüsse der Porosität und Korngrößenverteilung im<br />
Widerstandsgesetz der Porenströmung, Chemie Ingenieur Technik 43 (1971), 367 -<br />
375<br />
[134] Anlauf, H., Entfeuchtung von Filterkuchen bei der Vakuum-, Druck- und<br />
Druck/Vakuumfiltration, Dissertation, Universität Karlsruhe (TH) (1985)<br />
[135] Anlauf, H., Vergleichende Betrachtung zur Druck- und Druck/Vakuumfiltration. Aufbereitungstechnik<br />
27 (1986) 3<br />
[136] Schubert, H.: Kapillarität in porösen Feststoffsystemen, Springer Verlag (1982), 81-86<br />
176
[137] Schubert, H.: Untersuchungen zur Ermittlung von Kapillardruck und Zugfestigkeit von<br />
feuchten Haufwerken aus körnigen Stoffen, Dissertation, Universität Karlsruhe (TH)<br />
(1972)<br />
[138] Mayer, G., Die Beschreibung <strong>des</strong> Entfeuchtungsverhaltens von körnigen Haufwerken<br />
im Fliehkraftfeld, Dissertation, Universität Karlsruhe (TH) (1986)<br />
[139] Stahl, W., Anlauf, H. und Bott, R., Untersuchungen zur optimalen Flüssigkeitsabtrennung<br />
bei der Aufbereitung schwieriger Erze durch kontinuierliche Vakuum- Druckund<br />
hyperbare Vakuumfiltration, BMFT-FB-T 84-232, 1984<br />
[140] Mersmann, A., Restflüssigkeit in Schüttungen, Verfahrenstechnik, 6 (1972), 203 -<br />
206<br />
[141] Mersmann, A., Beispiele dimensionsloser Kennzahlen in der mechanischen Verfahrenstechnik,<br />
Verfahrenstechnik, 5 (1971), 23 – 28<br />
[142] Anlauf, H. und Sorrentino, J.A., Einfluss <strong>des</strong> Partikelkollektives auf die Filterkuchenbildung<br />
und –entfeuchtung, Chemie Ingenieur Technik 75 (2003) 9, 1254-1258<br />
[143] Tiller, F.M. and Kwon, J. H., Role of Porosity in Filtration: XIII. Behavior of Highly<br />
Compactible Cakes, AIChE Journal 44 (1998), 2159-2167<br />
[144] Alles, C. M., Prozeßstrategien für die Filtration mit kompressiblen Kuchen, Dissertation,<br />
Universität Karlsruhe (TH) (2000)<br />
[145] Ruhland, M., Über die Eigenschaften von Filterkuchen, Dissertation, Universität<br />
Karlsruhe (TH) (1999)<br />
[146] Wiedemann, T., Das Schrumpfungs- und Rißbildungsverhalten von Filterkuchen, Dissertation,<br />
Universität Karlsruhe (TH) (1996)<br />
[147] Tien C., Teoh, S. K. and Tan, R. B. H., Cake filtration analysis—the effect of the relationship<br />
between the pore liquid pressure and the cake compressive stress, Chemical<br />
Engineering Science 56 (2001), 361-369<br />
[148] He, D. X., Tan, R. B. H. and Tien, C., An Overview of Investigations on Filter Cakes<br />
Characteristics, Advances in Filtration and Separation technology 11 (1997), 404-417<br />
[149] Mota, M., Teixeira, J. A., Bowen, W. R. and Yelshin, A., Interference of coarse and<br />
fine particles of different shape in mixed porous beds and filter cakes, Minerals Engineering<br />
16 (2003), 135-144<br />
[150] Andersen, N., Christensen, M. and Keiding, K., New approach to determining consolidation<br />
coefficients using cake-filtration experiments, Powder Technology 142 (2004),<br />
98-102<br />
[151] Lu, W., Huang, Y. and Hwang, K., Methods to determine the relationship between<br />
cake properties and solid compressive pressure, Separation and Purification Technology<br />
13 (1998), 9-23<br />
[152] Lu, W. and Hwang, K., Mechanism of cake formation in constant pressure filtrations,<br />
Separations Technology 3 (1993), 122-132<br />
[153] Fathi-Najafi, M. and Theliander, H., Determination of local filtration properties at constant<br />
pressure, Separations Technology 51 (995), 165-178<br />
177
[154] Teoh, S. K., Tan, R. B. H and Tien, C., Correlation of C–P cell and filtration test data<br />
using a new test cell, Separation and Purification Technology 29 (2002),131-139<br />
[155] Das, S. and Ramarao, B. V., Inversion of lime mud and papermaking pulp filtration<br />
data to determine compressibility and permeability relationships, Separation and Purification<br />
Technology, 28 (2002), 149-160<br />
[156] Hwang, K.-J. and Hsueh, C.-L., Dynamic analysis of cake properties in microfiltration<br />
of soft colloids, Journal of Membrane Science, 214 (2003), 259-273<br />
[157] Lu, W. M., Tung, K. L., Hung, S. M., Shiau, J. S. and Hwang, K.-J., Constant pressure<br />
filtration of mono-dispersed deformable particle slurry, Separation Science and Technology<br />
36 (2001), 2355-2383<br />
[158] Meeten, G. H., Septum and filtration properties of rigid and deformable particle suspensions,<br />
Chemical Engineering Science 55 (2000), 1755-1767<br />
[159] Alles, C. M., Anlauf, H., and Stahl, W., Compressible Cake Filtration under Variable<br />
Pressure, Advances in Filtration and Separation Technology 12 (1998), 628-635<br />
[160] Alles, C. M. und Anlauf, H., Tandem-Filterzelle zur Charakterisierung kompressibler<br />
Kuchen, F & S Filtrieren und Separieren 12 (1998), 220-222<br />
[161] Alles, C. M. und Anlauf, H., Zur Wahl <strong>des</strong> <strong>Filtrations</strong>druckes bei der Filtration mit<br />
kompressiblen Kuchen, Chemie Ingenieur Technik 70 (1998), 1322-1324<br />
[162] Alles, C. M., Anlauf, H., and Stahl, W., Fine Particles in Compressible Filter Cakes,<br />
Advances in Filtration and Separation Technology 13 (1999), 898-905<br />
[163] Ruhland, M. und Bentz, M., Gezielte Beeinflussung on Filterkucheneigenschaften,<br />
F&S Filtrieren und Separieren 12 (1998), 217-219<br />
[164] Reinach, H. und Stellingwerf, B, Gleichgewicht, Gleichgewicht und Kinetik der Pressentfeuchtung,<br />
Teil 1: Gleichgewicht, F&S Filtrieren und Separieren 12 (1998), 200-<br />
206<br />
[165] Reinach, H. und Stellingwerf, B, Gleichgewicht, Gleichgewicht und Kinetik der Pressentfeuchtung,<br />
Teil 2: Kinetik, F&S Filtrieren und Separieren 13 (1999), 63-67<br />
[166] Stadager C., Die Entfeuchtung von Filterkuchen durch die Kombination von Zentrifugal-<br />
und Gasdruckkraft, Dissertation, Universität Karlsruhe (TH) (1995)<br />
[167] Friedmann T., Flow of non-Newtonian Fluids Through Compressible Porous Media in<br />
Centrifugal Filtration Processing, PhD Thesis, ETH Zurich, Switzerland (1999)<br />
[168] Friedmann, T., Lustenberger, C., and Windhab, E. J., Filtration experiments with<br />
compressible filter cakes in centrifugal fields with superimposed static pressure, International<br />
Journal of Mineral Processing 73 (2004), 261-267<br />
[169] Koenders, M. A. and Wakeman, R. J., Filter cake formation from structured suspensions,<br />
Transactions of the Institution of Chemical Engineers, 75 (1997 b), 309-320<br />
[170] Karolis, A., Probleme der Feststoffförderung in Dekantierzentrifugen bei pastösen<br />
Sedimenten, Dissertation, Universität Karlsruhe (TH) (1986)<br />
178
[171] Weber, J., Die Klärung und Entwässerung feinkörnige, organische Bestandteile enthaltender<br />
Baggerschlämme in Dekantierzentrifugen, Dissertation, Universität Hamburg-<br />
Harburg (1992)<br />
[172] Heuser, J., Filterkuchenwaschprozesse unter besonderer Berücksichtigung physikalisch-<br />
chemischer Einflüsse, Dissertation, Universität Karlsruhe (TH) (2003)<br />
[173] Weigert, T., Haftung von Filterkuchen bei der Fest/Flüssig-Filtration, Dissertation,<br />
Technische Universität Dresden (2001)<br />
[174] Lu, W. M., Huang, Y. P. Hwang, K. J., Stress distributions in a confined wet cake in<br />
the compression- permeability cell and its application, Powder Technology 97 (1998),<br />
16-25<br />
[175] Riemenschneider, H., Wiedemann, T., Jungermann, K., Berücksichtigung von Wandreibungseffekten<br />
bei der verfahrenstechnischen Auslegung von Pressfiltern auf der Basis<br />
von Laborversuchen, Aufbereitungstechnik 38 (1997), 596-605<br />
[176] Schwartz, L. M., Transport properties of granular porous media, Mater. Res. Soc.<br />
Symp. Proc. v. 195. Conference: Symposium on Physical Phenomena in Granular<br />
Materials as Part of the Spring Meeting of the Materials Research Society (MRS), San<br />
Francisco, CA (USA), 16-20 Apr 1990.<br />
[177] Singh, P., On the pore size distribution and uniformity improvement in nuclear track<br />
filters, Indian J. Phys., Part A. 64 (1990) 5, 393 - 398.<br />
[178] Buevich, Yu. A., Mass transfer with filtration in a random-inhomogeneous medium,<br />
Inzh.-Fiz. Zh. 51 (1986) 3, 450 - 458.<br />
[179] Gauthier, F. G. R., Packing of bimodal mixtures of colloidal silica, J. Mater. Sci., 26<br />
(1991), 6035-6043.<br />
[180] Vrettos, N. A., Imakoma, H. and Okazaki, M., Transport Properties of Porous Media<br />
from the Microgeometry of a Three-Dimensional Voronai Network, Chem. Eng. Process<br />
26 (1989), 237-246<br />
[181] Banda, S. M. H. and Forssberg, K.S.E., Pressure filtration of a fine-grained chalcopyrite<br />
concentrate, Scand. J. Metall. 17 (1988), 61-66.<br />
[182] Banda, S. M. H., Forssberg, K.S.E., Structure variation in filter cakes from flocculated<br />
slurries. Scand. J. Metall. 17 (1988), 57 - 60<br />
[183] Banda, S. M. H., Forssberg, K.S.E.: Variation of filter cake permeability with mean<br />
pore diameter of the cake. Scand. J. Metall. 17 (1988), 67 – 72<br />
[184] Mídová, D., Mikuláek, P., Wakeman, R. J. and Velikovská, P., Influence of ionic<br />
strength and pH of dispersed systems on microfiltration, Desalination 163 (2004), 323-<br />
332<br />
[185] Nguyen, M. and Ripperger, S., Investigation on the effect of flocculants on the filtration<br />
behavior in microfiltration of fine particles, Desalination 147 (2002), 37-42<br />
[186] Nguyen, M.-T. und Ripperger, S., Einfluss von polymeren Flockungsmitteln auf die<br />
Filtration mit Membranen, F & S Filtrieren und Separieren 18 (2004), 266-272<br />
179
[187] Ripperger, S. und Altmann, J., Eigenschaften flüssiger Dispersionen mit feinsten Partikeln,<br />
F & S Filtrieren und Separieren 15 (2001),110-117<br />
[188] Frost, S. und Stahl, W., Ein neuer Anspruch an polymere Flockungsmittel bei der<br />
Flockung in Dekantierzentrifugen, F&S Filtrieren und Separieren 14 (2000), 147-151<br />
[189] Dueck, J., Purevjav, D. and Neesse, Th.; Surface force effects on the filter cake<br />
characteristics, The Transactions of the Filtration Society (2002), 94 - 98<br />
[190] Purevjav, D., Packing characteristics of fine-grained filter cake and sediment, Dissertation,<br />
Universität Erlangen-Nürnberg, 2006<br />
[191] Dueck, J., Purevjav, D. und Neesse, Th.; Role of adhesive forces in cake filtration,<br />
International Conference & Exhibition for Filtration and Separation Technology,<br />
Volume I, Proceedings L-Sessions, Wiesbaden 2005<br />
[192] Dueck, J., Purevjav, D. und Neesse, Th., Porosity model for cake filtration of flocculated<br />
suspensions, FILTRATION 6 (2006), 62-70<br />
[193] Tiller, F. M. and Yeh, C. S., The Role of Porosity in Filtration, Part XI: Filtration followed<br />
bei expression, AIChE J. 33 (1987) 8, 1241/1256<br />
[194] Wakeman, R. J., Thickening and Filtration: A Review and Evaluation of Recent Research,<br />
Trans IChemE 59 (1981) 147/160<br />
[195] Tiller, F.M. and Shirato, M., The role of porosity in filtration: VI. New definition of<br />
filtration resistance, AIChE J. 10 (1964) 1, 62/67<br />
[196] Anlauf, H., Standardfiltertests zur Bestimmung <strong>des</strong> Kuchen- und Filtermediumwiderstan<strong>des</strong><br />
bei der Feststoffabtrennung aus Suspensionen (Teil I), Filtrieren und Separieren<br />
8 (1994) 2, 63/70<br />
[197] Reichmann, B. and Tomas, J., Auspressen von feindispersen Suspensionen bei konstantem<br />
Druck, Preprint Nr. 3, Otto-von-Guericke-Universität Magdeburg, Fakultät für<br />
Maschinenbau 1998<br />
[198] Reichmann, B. and Tomas, J., Expression behaviour of fine particle suspensions and<br />
the consolidated cake strength, Proceedings of the International Symposium on Reliable<br />
flow of particulate solids III (Relpowflo III), Porsgrunn, (1999), S. 393-402<br />
[199] Reichmann, B. and Tomas, J., Expression behaviour of fine particle suspensions and<br />
the consolidated cake strength, Powder technology, 121 (2001), 182 – 189<br />
[200] Reichmann, B. and Tomas, J., Expression dynamics of finest particle suspensions,<br />
Filtration & Separation 37 (2000) 5, 45-49<br />
[201] Tomas, J. und Reichmann, B., In-situ-Messung der Kompressibilität, Permeabilität<br />
und <strong>des</strong> Fließverhaltens von hochdispersen Filterkuchen mit einer Pressscherzelle,<br />
Chem.- Ing.- Technik 74 (2002) 2, 76 – 81<br />
[202] Reichmann, B. and Tomas, J., Compression, Permeation and Flow Behavior of Wet<br />
Nanoparticle Cakes, in situ Tested with a Press-Shear Cell, Chem. Eng. Technol. 25<br />
(2002) 11, 1053-1060<br />
180
[203] Stamatakis, K. Tien, C., Cake Formation and Growth in Cake Filtration, Chemical<br />
Engineering Science 46 (1991) 8, 1917/1938<br />
[204] Stamatakis, K., Analysis of Cake Formation and Growth in liquid-solid separations,<br />
UMI Dissertation Service, Michigan, Ann Arbor 1990<br />
[205] Dueck, J., Purevjav, D. und Neesse, Th.; Role of adhesive forces in cake filtration,<br />
International Conference & Exhibition for Filtration and Separation Technology,<br />
Volume I, Proceedings L-Sessions, Wiesbaden 2005<br />
[206] Dueck, J., Purevjav, D. und Neesse, Th., Porosity model for cake filtration of flocculated<br />
suspensions, FILTRATION 6 (2006), 62-70<br />
[207] Israelachvili, J.N., Intermolecular & Surface Forces, Academic Press London, 1992<br />
[208] Firmenprospekt, Itasca GmbH, Gelsenkirchen<br />
[209] Antonyuk, S., Deformations- und Bruchverhalten von kugelförmigen Granulaten bei<br />
Druck- und Stoßbeanspruchung, Dissertation, Otto-von-Guericke-Universität Magdeburg,<br />
2006<br />
[210] Cundall, P. A. and Hart, R. D., Numerical Modelling of Diskontinua, 1 st US Conference<br />
on DEM, Eng. Comput. 9 (1992), 101-113<br />
[211] Proceedings of the 1 st US Conference on DEM. Eng. Comput. 9 (1992), 2<br />
[212] Proceedings of the 2 nd international conference on Discrete Elemente Methods (DEM).<br />
Williams, J. R.; Mustoe, G. G. W. (eds.) IESL Publications, MIT Cambridge, 1993<br />
[213] Allen, M. P. and Til<strong>des</strong>ley, D. J., Computer simulation of liquids. Clarendon, Oxford,<br />
(1987)<br />
[214] Fu, L. F. and Dempsey, B. A., Modeling the effect particle size and charge on the<br />
structure of the filter cake in ultrafiltration, Journal of Membrane Science, 149 (1998),<br />
221-240<br />
[215] Lu, W., Lai, C. and Hwang, K., Constant pressure filtration of submicron particles,<br />
Separations Technology 5 (1995), 45-53<br />
[216] Tassopoulos, M., O’Brian, J. A. and Rosner, D. E., Simulation of microstructuremechanism<br />
relationship in particle deposition, AIChE J. 35 (1989), 967-980<br />
[217] Vissers, J. P. C., Hoeben, M. A., Laven, J., Claessens, H. A. and Cramers, C. A., Hydrodynamic<br />
aspects of slurry packing processes in microcolumn liquid chromatography,<br />
Journal of Chromatography 883 (2000), 11-25<br />
[218] Kim, M. M. and Zydney, A. L., Particle–particle interactions during normal flow filtration:<br />
Model simulations, Chemical Engineering Science 60 (2005), 4073 - 4082<br />
[219] Kim, M.M., Zydney, A.L., Theoretical analysis of particle trajectories and sieving<br />
accounting for electrostatic interactions, hydrodynamic drag hindrances, and Brownian<br />
diffusion at normal-flow filtration. Journal of Colloid and Interface Science 269<br />
(2004), 425-431<br />
[220] Shami, U., Zeghal, M., Stephard, M., Dobry, R., Fish, J. and Abdoun, T., Discrete<br />
element simulations of water flow through granular solids, 15th ASCE Engineering<br />
Mechanics Conference, June 2 -5, 2002, Columbia University, New York, NY<br />
181
[221] Lin, C. L. and Miller J. D., Pore structure analysis of particle beds for fluid transport<br />
simulation during filtration, International Journal of Mineral Processing 73 (2004),<br />
281-294<br />
[222] Lin, C. L. and Miller, J. D., Pore structure and network analysis of filter cake, Chemical<br />
Engineering Journal 80 (2000), 221-231<br />
[223] Lin, C. L. and Miller J. D., Network analysis of filter cake pore structure by high resolution<br />
X-ray microtomography, Chemical Engineering Journal, 77 (2000), 79-86<br />
[224] Valadão, G.E.S., Silva, G.G., Costa, V.F. and Galéry, R., Generation and <strong>des</strong>cription<br />
of capillary ducts in porous media, Minerals Engineering 18 (2005), 940-944<br />
[225] Koch D. L. and Hill, R. J., Inertial Effects in Suspension and Porous Media Flows,<br />
Annual Reviews of Fluid Mechanics 33 (2001), 619-647<br />
[226] Asgian, M.I., Cundall, P.A. and Brady, B.H.G., The Mechanical Stability of<br />
Propped Hydraulic Fractures: A Numerical Study, Proceedings of the SPE 69th Annual<br />
Technical Conference and Exhibition.1 (1995), 475-489<br />
[227] Bear, Jacob, “Hydraulics of Groundwater”, McGraw-Hill, New York 1995<br />
[228] Ergun, S., Fluid Flow through Packed Columns, Chemical Engineering Progress 48<br />
(1952), 89-94<br />
[229] Wen, C.Y. and Yu, Y.H., Mechanics of Fluidization, Chemical Engineering Progress<br />
Symposium series 62 (1966), 100-111<br />
[230] Bouillard, J. X., Lyczkowski, R. W. and Gidaspow, D., Porosity Distributions in a<br />
Fluidized Bed with an Immerzed Obstacle, AIChE Journal, 35 (1989), 908-922<br />
[231] Patanker, S.V., Numerical Heat Transfer and Fluid Flow, Hemisphere, New York<br />
1980<br />
[232] Dück, J. and Neeße, Th., Laborvorschrift zur Herstellung von geflockten Suspensionen,<br />
Universität Erlangen-Nürnberg 2002 (nicht veröffentlicht)<br />
[233] Dück, J., Personalmitteilung<br />
[234] Grossmann, L., Mathematische <strong>Modellierung</strong> der Pressagglomeration auf der Basis<br />
der Schüttguteigenschaften, Dissertation, Otto-von-Guericke-Universität Magdeburg,<br />
2006<br />
[235] Herschel, W.H. and Bulkley, R., Konsistenzmessungen von Gummi- Benzollosungen,<br />
Kolloid-Z. 39 (1926), 291<br />
182
9. NOMENKLATUR<br />
A Filterfläche [m 2 ]<br />
Asls Hamaker-Konstante [J]<br />
a Partikelabstand [m]<br />
As,v volumenspezifische Oberfläche <strong>des</strong> Partikelsystems [m 2 /kg]<br />
C Konstante in der klassischen <strong>Filtrations</strong>gleichung<br />
Ce Konsolidierungskoeffizient [m 2 /s]<br />
c molare Ionenkonzentration [mol / m 3 ]<br />
d Partikelgröße [m]<br />
dp mittlerer Partikeldurchmesser [m]<br />
dgl gleichwertiger Durchmesser [m]<br />
dh hydraulischer Durchmesser [m]<br />
ΔE spezifische Oberflächenenergie [J]<br />
EA Van-der-Waals-Anziehungsenergie [J]<br />
ET resultierende Wechselwirkungsenergie zwischen zwei Partikeln [J]<br />
ER elektrostatische Abstoßungsenergie [J]<br />
e Porenziffer<br />
FH charakteristische interpartikuläre Haftkraft [N]<br />
FH,0 charakteristische interpartikuläre Haftkraft in unverfestigtem Packungszustand [N]<br />
Fi <strong>Filtrations</strong>nummer für einen nicht geflockten Filterkuchen<br />
Fif <strong>Filtrations</strong>nummer für einen geflockten Filterkuchen<br />
FN Normalkraft [N]<br />
Fs Scherkraft [N]<br />
Fs,An Anscherkraft [N]<br />
FT (a) resultierende Wechselwirkungskraft gemäß der DLVO-Theorie [N]<br />
f T sum Widerstandskraft <strong>des</strong> Fluids in den 2D-DEM-Simulationen [N]<br />
W<br />
f x Partikel-Fluid- Wechselwirkungskraft in einem Elementarvolumen Δx Δy Δz [N/m 3 ]<br />
g Gravitationskonstante [m/s 2 ]<br />
h Kuchenhöhe [m]<br />
hf Kuchenhöhe nach der Filtration [m]<br />
hc Kuchenhöhe nach der Konsolidierung [m]<br />
hK Kolbenposition [m]<br />
hK,0 Kolbenposition unmittelbar vor dem <strong>Filtrations</strong>beginn [m]<br />
I Ionenstärke [mol / m 3 ]<br />
k Permeabilität [m 2 ]<br />
k0 Permeabilität bei Partikeldruck ps = 0 [m 2 ]<br />
KB Bolzmannkonstante [JK -1 ]<br />
KCK CARMAN- KOZENY- Konstante<br />
183
kF Permeabilität <strong>des</strong> Filtermittels [m 2 ]<br />
kn Normalsteifigkeit <strong>des</strong> Partikels [Pa/m]<br />
ks Schersteifigkeit <strong>des</strong> Partikels [Pa/m]<br />
mp Partikelmasse [kg]<br />
ms,A filterflächenbezogene Feststoffmasse im Filterkuchen [kg/m 2 ]<br />
N Anzahlkonzentration eines Ions [m -3 ]<br />
NA Avogadro-Konstante [mol -1 ]<br />
μs Feststoffmasseanteil in der Suspension<br />
μs,K Feststoffmasseanteil im Filterkuchen<br />
n rheologischer Exponent<br />
nK Kammeranzahl in der Membranfilterpresse<br />
p Pressdruck, eingeleitet durch den Presskolben [Pa]<br />
pa Kompressionsmodul [Pa]<br />
pl Flüssigkeitsdruck [Pa]<br />
pl,F Flüssigkeitsdruck am Filtermittel [Pa]<br />
pl,h horizontaler Flüssigkeitsdruck [Pa]<br />
pl,v vertikaler Flüssigkeitsdruck [Pa]<br />
pp Permeationsdruck beim Permeabilitätstest [Pa]<br />
Pp Motorantrieb der Beschickungspumpe [W]<br />
ps Partikeldruck [Pa]<br />
ps,F Partikeldruck am Filtermittel [Pa]<br />
ps,h horizontaler Partikeldruck [Pa]<br />
ps,v vertikaler Partikeldruck [Pa]<br />
ps,h,w Horizontaldruck an der Grenzfläche der Partikel zur Wand [Pa]<br />
ps,v,w Vertikaldruck an der Grenzfläche der Partikel zur Wand [Pa]<br />
p s mittlerer Partikeldruck in der Packung [Pa]<br />
$p s mittlerer Pressdruck in der Packung [Pa]<br />
pw Wanddruck [Pa]<br />
r Partikelradius [m]<br />
Re Reynoldszahl<br />
RF Filtermittelwiderstand [m -1 ]<br />
S Sättigungsgrad<br />
sF Dicke <strong>des</strong> Filtermittels [m]<br />
t Zeit [s]<br />
tA Auspresszeit [s]<br />
tf <strong>Filtrations</strong>zeit [s]<br />
tc Konsolidierungszeit [s]<br />
T absolute Temperatur [K]<br />
Tc Zeitfaktor der Konsolidierung [s]<br />
184
TS Trockensubstanzgehalt<br />
u Flüssigkeitsgeschwindigkeit [m/s]<br />
urel,x relative Geschwindigkeit zwischen fester und fluider Phase in x Richtung [m/s]<br />
Uc Konsolidierungsverhältnis<br />
v Partikelgeschwindigkeit [m/s]<br />
vs Schergeschwindigkeit [m/s]<br />
V Gesamtvolumen einer Partikelpackung bzw. einer Suspension [m 3 ]<br />
Vf Gesamtvolumen der Flocken in einem geflockten Filterkuchen [m 3 ]<br />
VL Liquidvolumen [m 3 ]<br />
VL,A,F filterflächenbezogenes Filtratvolumen [m 3 /m 2 ]<br />
VFK Filterkuchenvolumen [m]<br />
& Filtratvolumenstrom durch das Filtermittel [m/s]<br />
V L,<br />
F<br />
& auf die Filterfläche bezogener Filtratvolumenstrom durch das Filtermittel [m/s]<br />
V L,<br />
A,<br />
F<br />
V& sA , Leerrohrgeschwindigkeit der festen Phase [m/s]<br />
& Leerrohrgeschwindigkeit der Flüssigkeit [m/s]<br />
V L,<br />
A<br />
Vl,A,W filterflächenbezogenes Waschwasservolumen [m 3 ]<br />
Vp Porenvolumen [m 3 ]<br />
Vs Feststoffvolumen [m 3 ]<br />
Vs,A filterflächebezogenes Feststoffvolumen [m 3 /m 2 ]<br />
W mechanische Energie [J]<br />
Wa Wandreibungszahl<br />
Wp Energie- bzw. elektrische Stromverbrauch der Beschickungspumpe [kW·h]<br />
Wsp spezifischer Energiebedarf [J/kg]<br />
X dimensionslose Filterkuchenhöhe<br />
x Ort [m]<br />
Zp Zeta-Potential [V]<br />
z Wertigkeit eines Ions<br />
εs mittlere Packungsdichte im Filterkuchen<br />
α mittlerer Durchströmungswiderstand <strong>des</strong> Filterkuchens [m/kg]<br />
&<br />
γ Schergradient [s -1 ]<br />
α Durchströmungswiderstand <strong>des</strong> Filterkuchens [m/kg]<br />
α0 Durchströmungswiderstand <strong>des</strong> Filterkuchens an der Kuchenoberfläche [m/kg]<br />
β Kompressibilitätsindex<br />
Γ Parameter in der DLVO-Gleichung<br />
δ Anpassungsfaktor in der Permeabilitätsgleichung<br />
ε Porosität<br />
εex<br />
externe Porosität eines geflockten Filterkuchens<br />
185
εs Packungsdichte<br />
εs,0 Packungsdichte bei Partikeldruck ps = 0, Pastenzustand<br />
εs,F Packungsdichte an der Grenzfläche Filterkuchen Filtermittel x = 0<br />
ε s, f mittlere Packungsdichte nach der Filtration<br />
ε s, c mittlere Packungsdichte nach der Konsolidierung<br />
εz,0<br />
εf<br />
Porosität der dichtesten Zufallpackung<br />
Flockenporosität<br />
η Viskosität der Dispersionsphase [Pa·s]<br />
ηin intrinsische Viskosität [Pa·s]<br />
ηP Packungsviskosität [Pa·s]<br />
ηs Suspensionsviskosität [Pa·s]<br />
*<br />
η s scheinbare Viskosität [Pa·s]<br />
υf kinematische Viskosität [m 2 /s]<br />
ϕe effektiver Reibungswinkel<br />
ϕi innerer Reibungswinkel<br />
ϕs Feststoffvolumenanteil der Suspension<br />
ϕs,max maximale Feststoffvolumenkonzentration einer regulären Packung<br />
ϕst stationärer Reibungswinkel<br />
ϕW Wandreibungswinkel<br />
λ Ηorizontallastverhältnis<br />
λl Ηorizontallastverhältnis der Flüssigphase<br />
λs Ηorizontallastverhältnis der Partikelphase<br />
λW<br />
Ηorizontallastverhältnis an der Grenzfläche der Partikel zur Wand<br />
μs Feststoffmasseanteil in der Suspension<br />
μs,k Feststoffmasseanteil im Filterkuchen<br />
κ Debye-Hückel Parameter [m -1 ]<br />
κv elastisch-plastischer Kontaktverfestigungskoeffizient<br />
κp plastischer Repulsionskoeffizient<br />
elastisch-plastisches Kontaktflächenverhältnis<br />
κA<br />
ρl Flüssigkeitsdichte [kg/m 3 ]<br />
ρs Feststoffdichte [kg/m 3 ]<br />
σ Normalspannung [Pa]<br />
σ0 Isostatische Zugfestigkeit der unverfestigten Packung [Pa]<br />
σ1 größte Hauptspannung beim Verfestigen [Pa]<br />
σ2 kleinste Hauptspannung beim Verfestigen [Pa]<br />
σAn Normalspannung beim Anscheren [Pa]<br />
σM Mittelpunktsspannung [Pa]<br />
186
σV Vertikalspannung [Pa]<br />
σZ Zugfestigkeit [Pa]<br />
τ Scherspannung [Pa]<br />
τ0 Fließgrenze [Pa]<br />
τΑn Anscherspannung [Pa]<br />
τc Kohäsion [Pa]<br />
τW Wandschubspannung [Pa]<br />
Ψ0 Nernst-Potential [V]<br />
Ψs Stern-Potential [V]<br />
187