MaÃgefertigte Glanzkohlenstoffbildner für den Eisenguss
MaÃgefertigte Glanzkohlenstoffbildner für den Eisenguss
MaÃgefertigte Glanzkohlenstoffbildner für den Eisenguss
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
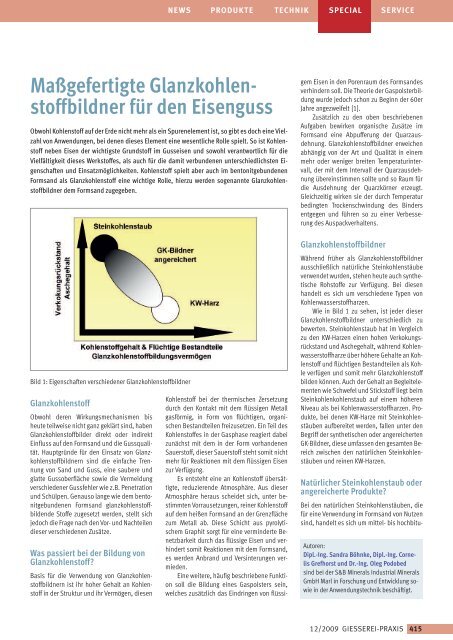
NEWS PRODUKTE TECHNIK SPECIAL SERVICEMaßgefertigte <strong>Glanzkohlenstoffbildner</strong>für <strong>den</strong> <strong>Eisenguss</strong>Obwohl Kohlenstoff auf der Erde nicht mehr als ein Spurenelement ist, so gibt es doch eine Vielzahlvon Anwendungen, bei <strong>den</strong>en dieses Element eine wesentliche Rolle spielt. So ist Kohlenstoffneben Eisen der wichtigste Grundstoff im Gusseisen und sowohl verantwortlich für dieVielfältigkeit dieses Werkstoffes, als auch für die damit verbun<strong>den</strong>en unterschiedlichsten Eigenschaftenund Einsatzmöglichkeiten. Kohlenstoff spielt aber auch im bentonitgebun<strong>den</strong>enFormsand als Glanzkohlenstoff eine wichtige Rolle, hierzu wer<strong>den</strong> sogenannte <strong>Glanzkohlenstoffbildner</strong>dem Formsand zugegeben.Bild 1: Eigenschaften verschie<strong>den</strong>er <strong>Glanzkohlenstoffbildner</strong>GlanzkohlenstoffObwohl deren Wirkungsmechanismen bisheute teilweise nicht ganz geklärt sind, habenGlanzkohlenstoffbilder direkt oder indirektEinfluss auf <strong>den</strong> Formsand und die Gussqualität.Hauptgründe für <strong>den</strong> Einsatz von <strong>Glanzkohlenstoffbildner</strong>nsind die einfache Trennungvon Sand und Guss, eine saubere undglatte Gussoberfläche sowie die Vermeidungverschie<strong>den</strong>er Gussfehler wie z.B. Penetrationund Schülpen. Genauso lange wie dem bentonitgebun<strong>den</strong>enFormsand glanzkohlenstoffbil<strong>den</strong>deStoffe zugesetzt wer<strong>den</strong>, stellt sichjedoch die Frage nach <strong>den</strong> Vor- und Nachteilendieser verschie<strong>den</strong>en Zusätze.Was passiert bei der Bildung vonGlanzkohlenstoff?Basis für die Verwendung von <strong>Glanzkohlenstoffbildner</strong>nist ihr hoher Gehalt an Kohlenstoffin der Struktur und ihr Vermögen, diesenKohlenstoff bei der thermischen Zersetzungdurch <strong>den</strong> Kontakt mit dem flüssigen Metallgasförmig, in Form von flüchtigen, organischenBestandteilen freizusetzen. Ein Teil desKohlenstoffes in der Gasphase reagiert dabeizunächst mit dem in der Form vorhan<strong>den</strong>enSauerstoff, dieser Sauerstoff steht somit nichtmehr für Reaktionen mit dem flüssigen Eisenzur Verfügung.Es entsteht eine an Kohlenstoff übersättigte,reduzierende Atmosphäre. Aus dieserAtmosphäre heraus scheidet sich, unter bestimmtenVorrausetzungen, reiner Kohlenstoffauf dem heißen Formsand an der Grenzflächezum Metall ab. Diese Schicht aus pyrolytischemGraphit sorgt für eine verminderte Benetzbarkeitdurch das flüssige Eisen und verhindertsomit Reaktionen mit dem Formsand,es wer<strong>den</strong> Anbrand und Versinterungen vermie<strong>den</strong>.Eine weitere, häufig beschriebene Funktionsoll die Bildung eines Gaspolsters sein,welches zusätzlich das Eindringen von flüssigemEisen in <strong>den</strong> Porenraum des Formsandesverhindern soll. Die Theorie der Gaspolsterbildungwurde jedoch schon zu Beginn der 60erJahre angezweifelt [1].Zusätzlich zu <strong>den</strong> oben beschriebenenAufgaben bewirken organische Zusätze imFormsand eine Abpufferung der Quarzausdehnung.<strong>Glanzkohlenstoffbildner</strong> erweichenabhängig von der Art und Qualität in einemmehr oder weniger breiten Temperaturintervall,der mit dem Intervall der Quarzausdehnungübereinstimmen sollte und so Raum fürdie Ausdehnung der Quarzkörner erzeugt.Gleichzeitig wirken sie der durch Temperaturbedingten Trockenschwindung des Bindersentgegen und führen so zu einer Verbesserungdes Auspackverhaltens.<strong>Glanzkohlenstoffbildner</strong>Während früher als <strong>Glanzkohlenstoffbildner</strong>ausschließlich natürliche Steinkohlenstäubeverwendet wur<strong>den</strong>, stehen heute auch synthetischeRohstoffe zur Verfügung. Bei diesenhandelt es sich um verschie<strong>den</strong>e Typen vonKohlenwasserstoffharzen.Wie in Bild 1 zu sehen, ist jeder dieser<strong>Glanzkohlenstoffbildner</strong> unterschiedlich zubewerten. Steinkohlenstaub hat im Vergleichzu <strong>den</strong> KW-Harzen einen hohen Verkokungsrückstandund Aschegehalt, während Kohlenwasserstoffharzeüber höhere Gehalte an Kohlenstoffund flüchtigen Bestandteilen als Kohleverfügen und somit mehr Glanzkohlenstoffbil<strong>den</strong> können. Auch der Gehalt an Begleitelementenwie Schwefel und Stickstoff liegt beimSteinkohlenkohlenstaub auf einem höherenNiveau als bei Kohlenwasserstoffharzen. Produkte,bei <strong>den</strong>en KW-Harze mit Steinkohlenstäubenaufbereitet wer<strong>den</strong>, fallen unter <strong>den</strong>Begriff der synthetischen oder angereichertenGK-Bildner, diese umfassen <strong>den</strong> gesamten Bereichzwischen <strong>den</strong> natürlichen Steinkohlenstäubenund reinen KW-Harzen.Natürlicher Steinkohlenstaub oderangereicherte Produkte?Bei <strong>den</strong> natürlichen Steinkohlenstäuben, diefür eine Verwendung im Formsand von Nutzensind, handelt es sich um mittel- bis hochbitu-Autoren:Dipl.-Ing. Sandra Böhnke, Dipl.-Ing. CornelisGrefhorst und Dr.-Ing. Oleg Podobedsind bei der S&B Minerals Industrial MineralsGmbH Marl in Forschung und Entwicklung sowiein der Anwendungstechnik beschäftigt.12/2009 GIESSEREI-PRAXIS 415
NEWS PRODUKTE TECHNIK SPECIAL SERVICEBild 3: Anwendungsbeispiel für <strong>den</strong> Einsatz unterschiedlicher GK-BildnerErweichungsverhaltenWie schon erwähnt, gehört auch das Erweichungsverhalteneines <strong>Glanzkohlenstoffbildner</strong>smit zu <strong>den</strong> Grün<strong>den</strong>, warum diese demFormsand zugesetzt wer<strong>den</strong>.Bei <strong>den</strong> natürlichen Steinkohlenstäubenwer<strong>den</strong> zwar speziell solche ausgewählt, diedas günstigste Erweichungsverhalten aufweisen,jedoch erreicht kein natürlicher Steinkohlenstaubdas breite Erweichungsintervalleines angereicherten <strong>Glanzkohlenstoffbildner</strong>s[3], das somit dem kritischen Ausdehnungsbereichdes Quarzsandes weitgehen<strong>den</strong>tspricht. Ein breiteres Erweichungsintervallführt zudem zu einer geringeren Oberflächen-Rauheit [4].Der Temperaturbereich, in dem die Erweichungstattfindet, kann somit durch Zugabevon KW-Harzen in einem Maß ausgedehntwer<strong>den</strong>, das mit der Verwendung reiner Steinkohlenstäubenicht erreicht wer<strong>den</strong> kann.Gleiches gilt für die Reduzierung von Sandspannungenim Formsand, auch hier sind ech-Bild 4: Nutzbare Potentiale bei der Verwendung optimaler Produkte12/2009 GIESSEREI-PRAXIS 417
ADDITIVE UND HILFSSTOFFE FÜR EISENGUSS – S&B INDUSTRIAL MINERALS GMBHi Über S & BS&B Industrial Minerals GmbH ist einer derführen<strong>den</strong> Hersteller von Industriemineralienauf Basis von Bentoniten und Kohlenstoffträgern,mit einer langen Tradition imAbbau von Bentonit und in der Produktionvon geeigneten Formstoffbinder-Kohlenstoffträger-Gemischenfür Gießereien.S&B bietet der Gießereiindustrie (Eisen-,Stahl- und NE-Gießereien) umfassendeSystemlösungen mit einem komplettenDienstleistungsangebot und einer beraten<strong>den</strong>technischen Unterstützung von höchstemRang. Neben <strong>den</strong> klassischen Formstoffengehören auch Kernsandadditive undProduktionshilfsmittel zur Produktpalettefür Gießereiapplikationen.S&B Industrial Minerals GmbHSchmielenfeldstr. 7845772 MarlGermanyFon: +49 (0) 23 65/804-0Fax: +49 (0) 23 65/804-211E-Mail: info@ikominerals.comwww.ikominerals.comte Spannungsminderer erst Kohlenstäube, diemit synthetischen GK-Bildnern zusammen vermahlenwer<strong>den</strong> [5].Druckspannungen und SchülpenSpannungen im Formsand können in Kombinationmit niedriger Nasszugfestigkeit zumAuftreten von Schülpen führen. Ein wichtigerFaktor, um Schülpen zu vermei<strong>den</strong> ist natürlichein gut aufbereiteter und aktivierter Bentonit.Man kann jedoch auch mit der Auswahlder <strong>Glanzkohlenstoffbildner</strong> auf die Schülpneigungeinwirken.So führt z. B. der Blähdruck der verkoken<strong>den</strong>Kohle und der durch <strong>den</strong> Verkokungsrückstandim System vorhan<strong>den</strong>e erhöhte Wassergehaltzu einem Anstieg der Druckspannungen.Trotz gleichem Anteil an flüchtigen Bestandteilenhaben angereicherte Produkte einbesseres Erweichungsverhalten und reduzierensowohl dadurch, als auch durch <strong>den</strong> vermindertenWasseranteil im Formsand, entstehendeDruckspannungen.Ebenfalls berichten verschie<strong>den</strong>e Autorendarüber, dass Verbrennungsprodukte undSchwelgase natürlicher Steinkohlenstäube einestark desaktivierende Wirkung besitzenund damit ebenfalls zu reduzierten Festigkeitenführen [6]. Wichtig ist hier entweder dieVerwendung sehr guter Bentonitqualitätenoder zusätzlich die spezielle Aufbereitung solcherBentonite mit Prozesskohlenstoff (z. B.QUICKBOND), mit diesem Produkt erreichtman erhöhte Festigkeiten bei gleichzeitigniedrigem Wassergehalt [7]. Abbildung 3 zeigtein Anwendungsbeispiel dafür, wie die Formsandeigenschaftenvon verschie<strong>den</strong>en GK-Bildnernbeeinflusst wer<strong>den</strong>.Alternativen zu <strong>Glanzkohlenstoffbildner</strong>noder die Frage wieman <strong>den</strong> Einsatz noch weiterreduzieren kann?Unter der Betrachtung der oben genannten Erscheinungenwur<strong>den</strong> von der IKO Produkteentwickelt, die die Aufgaben der <strong>Glanzkohlenstoffbildner</strong>ganz oder teilweise erfüllen.Wichtig war hier zum einen die Entwicklungvon QUICKBOND, einem hoch thermisch stabilenmit Prozesskohlenstoff behandelten Bentonit.Formen die mit diesem Produkt gefertigtwer<strong>den</strong> sind maßstabiler und zeigen trotz geringeremWassergehalt eine bessere und homogenereVerdichtung [8]. Mit dem Einsatzvon QUICKBOND reduziert sich der Bedarf anGK-Bildnern.Diese Entwicklung wurde bei ENVIBONDfortgesetzt. Bei diesem Produkt wird der Bentonitintensiv mit einer größeren Menge anProzesskohlenstoff und porösen mineralischenBestandteile aufbereitet. ENVIBONDsetzt keine organischen, flüchtigen Bestandteilefrei. Durch die erhöhte Verdichtung (geringererPorenraum) und der schlechten Benetzbarkeitdes Prozeßkohlenstoffes durchdas flüssige Eisen kann der Bedarf an GK-Bildnernextrem (50 bis 100 %) gesenkt wer<strong>den</strong>.Die Umstellung auf 100 % ENVIBOND wurdebereits mehrfach erfolgreich durchgeführt.ZusammenfassungIm vorliegen<strong>den</strong> Artikel wur<strong>den</strong> sowohl dieVor-, als auch die Nachteile unterschiedlicherglanzkohlenstoffbil<strong>den</strong>der Zusätze zum Formsanderläutert. Die Anforderungen, die dieseProdukte erfüllen müssen, sind genauso unterschiedlichwie die Gießereien und dasGussprogramm, für das sie eingesetzt wer<strong>den</strong>.Es gilt hier, maßgefertigte Produkte aufspezifische Anwendungen und Bedürfnisseanzubieten sowie die Vor- und Nachteile unterschiedlicherEinsatzstoffe genauestens abzuwägen.Durch die Verwendung von, auf <strong>den</strong>Kun<strong>den</strong> zugeschnittenen Produkten kann derVerbrauch von <strong>Glanzkohlenstoffbildner</strong>n reduziert,Formstoffeigenschaften optimiert unddie Belastung von Arbeitsplatz und Umweltverringert wer<strong>den</strong>.Wir sind uns der Komplexität der Materieund der Risiken bei Änderungen an Formsandsystemensehr bewußt, doch kann hier die Expertiseder IKO und die Partnerschaft mit derGiesserei optimale Bedingungen schaffen,ökonomische und ökologische Potentiale zunutzen (Bild 4). Literatur[1] Kolorz, A.; Löhberg, K.: Giesserei, techn.-wiss.Beih., 15 (1963) Nr. 4. S. 1-19.[2] Levelink, H.G.; van <strong>den</strong> Berg, H.; Frank, E.: Giesserei62 (1975) Nr. 5, S. 93- 99.[3] Bindernagel, I.; Kolorz, A.; Orths, K.: Giesserei 61(1974) Nr. 8, S. 190 - 197.[4] Kolorz, A.; Orths, K.: Giesserei 51 (1964), S. 723- 729.[5] Boenisch, D; Patterson, W.: Giesserei 54 (1967)Nr. 18, S. 465 - 471.[6] Hespers, W.: Giesserei 59 (1972) Nr. 26, S. 765 -770.[7] Grefhorst, C.: Giesserei-Erfahrungsaustausch 11(2002), S. 483-487.[8] Tilch, W.; Grefhorst, C.; Kleimann, W.: Giesserei-Praxis 2 (2003), S. 61-69.41812/2009 GIESSEREI-PRAXIS