INFO - Reca
INFO - Reca
INFO - Reca

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
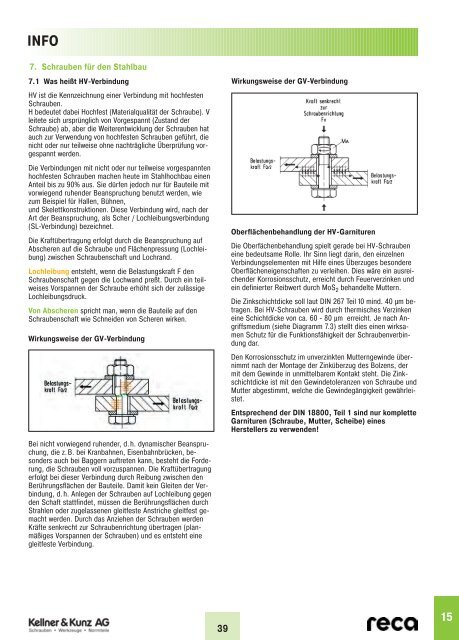
<strong>INFO</strong>7.3 Die wichtigsten Korrosionsarten im Stahlbau7.3.1 Atmosphärische Korrosion(ohne spezielle aggressive Medien)Zinkschichte in µmBeispiel:Zinkabtrag (in Jahren) bei Schichtdicke 50 µmIndustrie-Atmosphäre7 JahreGroßstadt-Atmosphäre9 JahreMeeres-Atmosphäre27 JahreNormale-Land-Atmosphäre 45 JahreKorrosionsschutz (Schichtdicke von ca. 60 - 80 µm)Wirksamer Schutz auch in aggressiver Atmosphäre.170 …150 …Korrosion ist die Reaktion eines metallischen Werkstoffes mitseiner Umgebung, die eine messbare Veränderung des Werkstoffesbewirkt und zu einem Korrosionsschaden führen kann.Das Korrosionsgeschehen wird beeinflusst durch– den Werkstoff– die Umgebungsbedingungen– die möglichen ReaktionenVom Konstrukteur sind immer alle 3 Faktoren zu berücksichtigen.In der mechanischen Verbindungstechnik handelt es sichmeist um die Korrosion metallischer Werkstoffe unter demEinfluss von Feuchtigkeit und Luftsauerstoff.Industrie-AtmosphäreGroßstadt-Atmosphäre100 …Meeres-Atmosphäre80 …70 …60 …50 …40 …30 …Normale-20 …Land-10 …Atmosphäre0 …0 5 10 15 20 25 30 35 40 457.3.2 Wasserstoffinduzierte SpannungsrisskorrosionBeim Säurebeizen oder galvanisch Veredeln (auch bei außenstromlosenVerfahren) wird aus dem Bad immer atomarerWasserstoff mit abgeschieden, der in die Stahloberfläche eindiffundierenkann. Je höher die Festigkeit (ab ZugfestigkeitRm = 1000 N/mm 2 , Härte 300 HV) um so eher ist dies derFall.Im Stahl wandert der atomare Wasserstoff zu Zonen mit hohenZugspannungen (äußere, innere Kerben), reichert sichdort an und schwächt den Metallverbund, bis ein Miroriss entsteht.Dadurch entspannt sich diese Zone, an der Riss-Spitzeentstehen jedoch neue Spannungskonzentrationen, die ihrerseitswieder atomaren Wasserstoff anziehen, geschwächt werden,reißen, usw.Dies geht so lange, bis der Restquerschnitt die äußere Zugbelastungnicht mehr tragen kann und spontan bricht.In inneren Poren kann sich zudem Wasserstoff ansammeln, zuMolekülen verbinden und dadurch sehr hohe Drucke erzeugen,die innere Anrisse, evtl. bis zur Zerstörung bilden(“Fischaugen”).Wasserstoffinduzierte Versprödung ist somit an Zugspannungenund diffundierenden Wasserstoff gebunden und tritt damitnicht sofort, sonder erst zu einem späteren Zeitpunkt auf -eventuell erst nach Monaten. Der kritische Temperaturbereichliegt (“verzögert”) um 20°C.Eine vollständige Vermeidung ist bei kritischen Teilen nichtmöglich. Man kann nur die Wasserstoffaufnahme durch entsprechendeProzessführung minimieren (blanke Oberflächen,strahlen statt beizen, Inhibitoren) und einen Teil desWasserstoffs durch Erwärmung der Teile nach der Galvanik,evtl. schon nach dem Beizen wieder austreiben:200 - 230°C/min. 4 Stunden.Zinkschichtdicken über 4 µm sind für Wasserstoff jedochbereits undurchlässig.Chromschichten werden bei diesen Temperaturen zerstört. DieWärmung muss daher nach der Verzinkung, vor derChromatierung durchgeführt werden!Bei kritischen Teilen empfiehlt sich eine alternativeBeschichtung (organisch/anorganisch) oder der Einsatz vonElementen aus nichtrostendem Stahl.Eine Versprödungsprüfung kann nur durch eine Verspannungsprüfung(möglichst hohe Zugspannungen) über 24 - 96Stunden bei 20°C durchgeführt werden, bei der kein Teil brechendarf.SZ druckt nicht4115
<strong>INFO</strong>7.4 Verbindungen nach DIN 18800 (Nov. 1990)Rand- und LochabständeFür die Abstände der Schrauben gilt Tabelle 1. Die Abstände werden von der Lochmitte aus gemessen.Bezeichnungen:KraftrichtungKraftrichtungKleinsterRandabstandGrößterRandabstandRandabständeLochabständeIn Kraftrichtung e 1zur Kraftrichtung e 21,2 d L1,2 d LKleinsterLochabstandIn Kraftrichtung ezur Kraftrichtung e 32,2 d L2,4 d LIn und zur3 dGrößter Zur Sicherung6 d L oder 12 tLKraftrichtungoderLochabstand1 bzw. e 26 t 1)Wenn lokale Beulgefahr 10 d L oder 20 tgegen lokales Beulenee bzw. e 3 nicht bestehtBei gestanzten Löchern sind die kleinsten Randabstände1,5 d L , die kleinsten Lochabstände 3 d L .Die Rand- und Lochabstände dürfen vergrößert werden, wennkeine lokale Beulgefahr besteht und wenn ein ausreichenderKorrosionsschutz durch besondere Maßnahmen sichergestelltist.1) maximal 8 t, wenn der freie Rand durch die Querschnittsform versteift wird.Tabelle 1Beispiele für die Versteifung freier Ränderim Bereich von Stößen und Anschlüssen.Dabei ist t die Dicke des dünnsten deraußenliegenden Teile der Verbindung.Theoretische Konstruktionsmaßefür Schrauben mit einem Lochspiel von ∆ d = 1 mm und ∆ d = 2 mm.HV-SchraubeDIN 6914mit ∆d = 1 mmHV-SchraubeDIN 6914mit ∆d = 2 mmHV-Schraube → M 12 M 16 M 20 M 22 M 24 M 27 M 30d L → 13 17 21 23 25 28 311,2 d L 15,6 20,4 25,2 27,6 30 33,6 37,21,5 d L 19,5 25,5 31,5 34,5 37,5 42 46,52,2 d L 28,6 37,4 46,2 50,6 55 61,6 68,22,4 d L 31,2 40,8 50,4 55,2 60,0 67,2 74,43,0 d L 39 51 63 69 75 84 933,5 d L 45,5 59,5 73,5 80,5 87,5 98 108,56,0 d L 78 102 126 138 150 168 18610 d L 130 170 210 230 250 280 310d L → 14 18 22 24 26 29 321,2 d L 16,8 21,6 26,4 28,8 31,2 34,8 38,41,5 d L 21 27 33 36 39 43,5 482,2 d L 30,8 39,6 48,4 52,8 57,2 63,8 70,42,4 d L 33,6 43,2 52,8 57,6 62,4 69,6 76,83,0 d L 42 54 66 72 78 87 963,5 d L 49 63 77 84 91 101,5 1126,0 d L 84 108 132 144 156 174 19210 d L 140 180 220 240 260 290 320Tabelle 21542
<strong>INFO</strong>GrenzlochleibungskräfteDie Beanspruchbarkeit auf Lochleibung ist von den gewähltenRand- und Lochabständen abhängig. Die Tabellenwerte sindmit der für die jeweilige Kraftrichtung maßgebende Blechdickemin ∑ t (in cm) zu multiplizieren. Die maximale Beanspruchbarkeitauf Lochleibung ergibt sich bei einem Lochabstande = 3,5 d L bzw. einen Randabstand e 1 = 3d L . DasZeichen „ “ am Spaltenende bedeutet, daß es sich bei der➝Nennlochspiel ∆d = 1 mmVoraussetzung: Abstände senkrecht zur Kraftrichtunge 2 ≥ 1,5 d L und e 3 ≥ 3 d Ldavor angegebenen Grenzlochleibungskraft um max V l,Rd handelt,die auch für größere Abstände anzunehmen ist. BeimNachweis darf die Grenzlochleibungskraft einer Schraubenicht größer angenommen werden als deren Grenzabscherkraft.Für die Stahlsorte St 52 (S 355) können die Tabellenwertemit dem Faktor 1,5 umgerechnet werden.Nennlochspiel ∆d = 2 mmVoraussetzung: Abstände senkrecht zur Kraftrichtunge 2 ≥ 1,5 d L und e 3 ≥ 3 d LHV-Schraube M 12 M 16 M 20 M 22 M 24 M 27 M 30DIN 6914Grenzlochleibungskräfte in kN für t = 10 mm und S 235 (St 37)Lochabstand in KraftrichtungRandabstand in KraftrichtungAbstandin mmV l,R,de = 30 45,0935 55,9740 66,84 61,8345 77,72 72,9250 78,81 84,01 78,6155 78,81 95,10 89,83 87,01 84,1060 ↓ 105,1 101,0 98,27 95,4165 105,1 112,3 109,5 106,7 102,370 ↓ 123,5 120,8 118,0 113,7 109,275 131,3 132,1 129,3 125,1 120,680 131,3 143,4 140,6 136,4 132,085 ↓ 144,5 152,0 147,8 143,490 144,5 157,6 159,1 154,895 ↓ 157,6 170,5 166,2100 ↓ 177,3 177,6105 177,3 189,0110 ↓ 197,0115 197,0120 ↓125130135e 1 = 20 36,4525 47,53 46,0030 58,61 57,29 55,48 54,47 53,4135 69,68 68,59 66,91 65,95 64,93 63,3340 78,55 79,88 78,34 77,43 76,45 74,90 73,2745 78,55 91,17 89,77 88,90 87,97 86,47 84,8850 ↓ 102,5 101,2 100,4 99,49 98,04 96,4955 104,7 112,6 111,9 111,0 109,6 108,160 104,7 124,1 123,3 122,5 121,2 119,765 ↓ 130,9 134,9 134,1 132,8 131,370 130,9 144,0 145,6 144,3 142,975 ↓ 144,0 157,1 155,9 154,680 ↓ 157,1 167,5 166,285 ↓ 176,7 177,890 176,7 189,495 ↓ 196,4100 196,4105 ↓110115Grenzabscherkräfte in kN je ScherfugeV a,R,d → 56,50 100,5 157,0 190,0 226,0 286,5 353,5Grenzzugkräfte in kNN R,d → 61,31 114,2 178,2 220,4 256,7 333,8 408,0HV-Schraube M 12 M 16 M 20 M 22 M 24 M 27 M 30DIN 6914Grenzlochleibungskräfte in kN für t = 10 mm und S 235 (St 37)Lochabstand in KraftrichtungRandabstand in KraftrichtungAbstandin mmV l,R,de = 3035 50,5340 60,63 56,9045 70,73 67,3750 78,81 77,85 73,5155 78,81 88,32 84,22 81,8460 ↓ 98,79 94,93 92,64 90,1965 105,1 105,6 103,4 101,1 97,2470 105,1 116,4 114,2 111,9 108,275 ↓ 127,1 125,0 122,8 119,2 115,380 131,3 135,8 133,7 130,1 126,385 131,3 144,5 144,6 141,1 137,490 ↓ 144,5 155,4 152,1 148,495 ↓ 157,6 163,1 159,5100 157,6 174,0 170,5105 ↓ 177,3 181,6110 177,3 192,6115 ↓ 197,0120 197,0125 ↓130135e 1 = 20 33,2925 43,57 42,8630 53,86 53,53 52,36 51,6035 64,15 64,19 63,27 62,60 61,83 60,5340 74,43 74,86 74,18 73,60 72,91 71,71 70,3645 78,55 85,53 85,09 84,60 83,98 82,88 81,6150 78,55 96,19 96,00 95,60 95,06 94,05 92,8655 ↓ 104,7 106,9 106,6 106,1 105,2 104,160 104,7 117,8 117,6 117,2 116,4 115,465 ↓ 128,7 128,6 128,3 127,6 126,670 130,9 139,6 139,4 138,7 137,975 130,9 144,0 150,4 149,9 149,180 ↓ 144,0 157,1 161,1 160,485 ↓ 157,1 172,3 171,690 ↓ 176,7 182,995 176,7 194,1100 ↓ 196,4105 196,4110 ↓115Grenzabscherkräfte in kN je ScherfugeV a,R,d → 56,50 100,5 157,0 190,0 226,0 286,5 353,5Grenzzugkräfte in kNN R,d → 61,31 114,2 178,2 220,4 256,7 333,8 408,0Tabelle 3 Tabelle 44315
<strong>INFO</strong>7.7 Geregelte Bauprodukte der Bauregelliste A Teil1HV-Garnituren sind geregelte Bauprodukte gemäß BauregellisteA, Teil 1, Fall ÜZ.Geregelte Bauprodukte entsprechen den in der BauregellisteA Teil 1 bekanntgemachten technischen Regeln oder weichenvon ihnen nicht wesentlich ab. Ihre Verwendbarkeit ergibtsich aus der Übereinstimmung der bekanntgemachtenRegeln und tragen deshalb das Übereinstimmungszeichen(Ü-Zeichen).Produkt Nr. der Technische Regel Abmessungen Festigkeit„Bauregelliste“*Sechskantschrauben mit großen Schlüsselweiten 4.8.2 DIN 6914; 1989-10 M 12 bis M 36 10.9Sechskantmuttern mit großen Schlüsselweiten 4.8.10 DIN 6915; 1989-10 M 12 bis M 36 10Garnituren aus Sechskantschrauben 4.8.55 DIN 6914; 1989-10 M 12 bis M 36 10.9 / 10für HV-Verbindungen DIN 6915; 1989-10*) Teil 1 Ausgabe 99/1 oder in der die zum Überwachungszeitpunkt der regelmäßigen Fremdüberwachung jeweils gültigen Ausgabe, solange das aufgeführteBauprodukt mit dem in der Ausgabe 99/1 genannten übereinstimmt.7.8 Hinweis zur Prüfbescheinigung 3.1B für Stahlbauschrauben der Festigkeitsklasse 8.8 und 10.9Gemäß der derzeit gültigen Anpassungsrichtlinie zur DIN18800 Teil 1, Element 412 wird bei der Konstruktion undBemessung von Stahlbauten für die verwendeten Schraubender Festigkeitsklassen 8.8 und 10.9 generell die Belegung derFestigkeitseigenschaften durch die Prüfbescheinigung 3.1Bgefordert.● Gemäß der Bauregelliste A gelten lediglich die AusführungsnormDIN 18800 Teil 7 und die Produktspezifikationals technische Lieferbedingung für HV-Garnituren. Die DIN18800 Teil 1 ist eine für den Anwender gültige Norm. Ihmobliegt daher die Verantwortung dafür die jeweiligen Verbindungselementemit einer Prüfbescheinigung 3.1B zubestellen. Er trägt dafür auch die wirtschaftliche Last.Zukünftig soll die Art der Bescheinigung in der neuenDIN 18800 Teil 7 und nicht mehr in der AnpassungsrichtlinieDIN 18800 Teil 1 geregelt werden. Damit wird dies Bestandteilder technischen Lieferbedienung für Stahlbauschrauben.In der derzeitigen Entwurfsfassung findet sich folgendeFormulierung:„Sofern bei einer Verbindung nur ein einziges Verbindungsmittelverwendet wird und dessen Versagen das Versagen dergesamten Tragkonstruktion zu Folge haben kann und außerdemstets bei Schrauben der Festigkeitsklasse 8.8 und 10.9sind die Festigkeitseigenschaften durch ein Abnahmeprüfzeugnis3.1B nach DIN EN 10204 zu belegen.Falls Schrauben der Festigkeitsklassen 8.8 und 10.9 ein Chargenkennzeichentragen und der Hersteller damit jederzeit aufGrund der werkseigenen Produktionskontrolle auf ermittelteKennwerte zurückgreifen kann, muß kein Abnahmeprüfzeugnisausgestellt werden.“Damit wäre dann die Prüfbescheinigung 3.1B für HV-Schraubenmit Chargenkennung nicht mehr nötig.Eine Verabschiedung und bauaufsichtliche Einführung dieserNorm wird im Jahr 2000 angestrebt.HerstellerChargenkennzeichen1546
8. Blechschrauben und gewindefurchende Schrauben8.1 BlechschraubenverbindungenDie folgenden Beispiele für Schraubenverbindungen geltenfür Blechschrauben mit Gewinde nach DIN EN ISO 1478.Blechschrauben der Form C mit Spitze (auch Suchspitze genannt)werden vorzugsweise verwendet. Dies gilt besondersbeim Verschrauben mehrerer Bleche, bei denen mit Lochversatzgerechnet werden muß.Übersicht der Blechschraubenverbindungen<strong>INFO</strong>Mindestwert der Gesamtdicke der zu verschraubendenBlecheDie Blechdicken der zu verschraubenden Teile müssen zusammengrößer sein, als die Steigung des Gewindes der gewähltenSchraube, da sonst wegen des Gewindeauslaufes unterdem Schraubenkopf ein hinreichend großes Anziehdrehmomentnicht aufgebracht werden kann. Ist diese Bedingungnicht erfüllt, so können Blechschraubenverbindungen entsprechendden Bildern 3 bis 6 angewendet werden.Bild 1: Einfache Verschraubung (zwei Kernlöcher)Bild 2: Einfache Verschraubung mit DurchgangslochBild 3: Kernloch aufgedornt (dünne Bleche)Bild 4: Kernloch durchgezogen (dünne Bleche)Bild 5: PreßlochverschraubungBild 6: Verschraubung mit Klemm-MutterAbb. R: Auszug aus DIN 79751548
<strong>INFO</strong>KernlochdurchmesserDie in den folgenden Tabellen angegebenen Kernlochdurchmessergelten unter folgenden Voraussetzungen:● Einfache Blechschraubenverbindung entsprechend Abb. R● Kernloch gebohrt● Blechschraube einsatzvergütet und unbeschichtet● Einschraubdrehmoment ≤ 0,5 x Mindestbruchmoment● Verschraubung nur in Stanzrichtung● Gestanzte Löcher evtl. 0,1–0,3 mm größer wählenBei anderen Schrauben- oder Blechwerkstoffen sollten eigeneVorversuche durchgeführt werden.Richtwerte für den KernlochdurchmesserKernlochdurchmesser d b für Gewindegröße ST 2,2Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5000,8 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,70,9 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,71,0 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,81,1 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,81,2 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,8 1,81,3 1,7 1,7 1,7 1,7 1,7 1,8 1,8 1,8 1,81,4 1,7 1,7 1,7 1,7 1,7 1,8 1,8 1,8 1,91,5 1,7 1,7 1,7 1,7 1,8 1,8 1,8 1,9 1,91,6 1,7 1,7 1,7 1,8 1,8 1,8 1,9 1,9 1,91,7 1,7 1,7 1,7 1,8 1,8 1,9 1,9 1,9 1,91,8 1,7 1,7 1,8 1,8 1,8 1,9 1,9 1,9 1,9Kernlochdurchmesser d b für Gewindegröße ST 2,9Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5001,1 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,21,2 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,31,3 2,2 2,2 2,2 2,2 2,2 2,2 2,2 2,3 2,31,4 2,2 2,2 2,2 2,2 2,2 2,2 2,3 2,3 2,41,5 2,2 2,2 2,2 2,2 2,2 2,3 2,3 2,4 2,41,6 2,2 2,2 2,2 2,2 2,3 2,3 2,4 2,4 2,41,7 2,2 2,2 2,2 2,2 2,3 2,4 2,4 2,4 2,41,8 2,2 2,2 2,2 2,3 2,3 2,4 2,4 2,4 2,51,9 2,2 2,2 2,2 2,3 2,4 2,4 2,4 2,5 2,52,0 2,2 2,2 2,3 2,3 2,4 2,4 2,5 2,5 2,52,2 2,2 2,2 2,3 2,4 2,4 2,5 2,5 2,5 2,5Kernlochdurchmesser d b für Gewindegröße ST 3,5Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5001,3 2,6 2,6 2,6 2,6 2,6 2,6 2,7 2,7 2,81,4 2,7 2,7 2,7 2,7 2,7 2,7 2,7 2,8 2,81,5 2,7 2,7 2,7 2,7 2,7 2,7 2,8 2,8 2,91,6 2,7 2,7 2,7 2,7 2,7 2,7 2,8 2,9 2,91,7 2,7 2,7 2,7 2,7 2,7 2,8 2,8 2,9 2,91,8 2,7 2,7 2,7 2,7 2,8 2,8 2,9 2,9 2,91,9 2,7 2,7 2,7 2,7 2,8 2,9 2,9 2,9 3,02,0 2,7 2,7 2,7 2,8 2,9 2,9 2,9 3,0 3,02,2 2,7 2,7 2,8 2,8 2,9 3,0 3,0 3,0 3,02,5 2,7 2,7 2,9 2,9 3,0 3,0 3,0 3,1 3,12,8 2,7 2,8 2,9 3,0 3,0 3,0 3,1 3,1 3,1Tab. 28Kernlochdurchmesser d b für Gewindegröße ST 3,9Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5001,3 2,9 2,9 2,9 2,9 2,9 2,9 3,0 3,0 3,11,4 2,9 2,9 2,9 2,9 2,9 3,0 3,1 3,1 3,11,5 3,0 3,0 3,0 3,0 3,0 3,0 3,1 3,1 3,21,6 3,0 3,0 3,0 3,0 3,0 3,1 3,1 3,2 3,21,7 3,0 3,0 3,0 3,0 3,1 3,1 3,2 3,2 3,31,8 3,0 3,0 3,0 3,0 3,1 3,2 3,2 3,3 3,31,9 3,0 3,0 3,0 3,1 3,2 3,2 3,3 3,3 3,32,0 3,0 3,0 3,0 3,1 3,2 3,2 3,3 3,3 3,32,2 3,0 3,0 3,1 3,2 3,2 3,3 3,3 3,3 3,42,5 3,0 3,0 3,2 3,3 3,3 3,3 3,4 3,4 3,42,8 3,0 3,2 3,3 3,3 3,4 3,4 3,4 3,4 3,43,0 3,0 3,2 3,3 3,3 3,4 3,4 3,4 3,4 3,54915
<strong>INFO</strong>Kernlochdurchmesser d b für Gewindegröße ST 4,2Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5001,4 3,1 3,1 3,1 3,1 3,1 3,1 3,2 3,3 3,41,5 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,3 3,41,6 3,2 3,2 3,2 3,2 3,2 3,2 3,3 3,4 3,41,7 3,2 3,2 3,2 3,2 3,2 3,3 3,3 3,4 3,41,8 3,2 3,2 3,2 3,2 3,3 3,3 3,4 3,4 3,51,9 3,2 3,2 3,2 3,2 3,3 3,4 3,4 3,4 3,52,0 3,2 3,2 3,2 3,3 3,4 3,4 3,5 3,5 3,52,2 3,2 3,2 3,2 3,3 3,4 3,5 3,5 3,5 3,62,5 3,2 3,2 3,4 3,4 3,5 3,5 3,6 3,6 3,62,8 3,2 3,3 3,4 3,5 3,6 3,6 3,6 3,6 3,63,0 3,2 3,4 3,5 3,5 3,6 3,6 3,6 3,6 3,73,5 3,3 3,5 3,6 3,6 3,6 3,7 3,7 3,7 3,7Kernlochdurchmesser d b für Gewindegröße ST 4,8Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5001,6 3,6 3,6 3,6 3,6 3,6 3,7 3,8 3,9 3,91,7 3,6 3,6 3,6 3,6 3,7 3,8 3,9 3,9 4,01,8 3,6 3,6 3,6 3,6 3,8 3,8 3,9 4,0 4,01,9 3,6 3,6 3,6 3,7 3,8 3,9 3,9 4,0 4,02,0 3,6 3,6 3,6 3,8 3,9 3,9 4,0 4,0 4,12,2 3,6 3,6 3,7 3,9 3,9 4,0 4,0 4,1 4,12,5 3,6 3,7 3,9 4,0 4,0 4,1 4,1 4,1 4,22,8 3,6 3,8 4,0 4,0 4,1 4,1 4,2 4,2 4,23,0 3,7 3,9 4,0 4,1 4,1 4,2 4,2 4,2 4,23,5 3,8 4,0 4,1 4,2 4,2 4,2 4,2 4,2 4,34,0 4,0 4,1 4,2 4,2 4,2 4,2 4,3 4,3 4,3Kernlochdurchmesser d b für Gewindegröße ST 5,5Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5001,8 4,2 4,2 4,2 4,2 4,3 4,4 4,5 4,6 4,61,9 4,2 4,2 4,2 4,2 4,4 4,5 4,6 4,6 4,72,0 4,2 4,2 4,2 4,3 4,4 4,5 4,6 4,6 4,72,2 4,2 4,2 4,3 4,4 4,5 4,6 4,7 4,7 4,82,5 4,2 4,2 4,4 4,6 4,7 4,7 4,8 4,8 4,82,8 4,2 4,4 4,6 4,7 4,7 4,8 4,8 4,8 4,93,0 4,2 4,5 4,6 4,7 4,8 4,8 4,8 4,9 4,93,5 4,4 4,6 4,7 4,8 4,8 4,9 4,9 4,9 4,94,0 4,6 4,7 4,8 4,9 4,9 4,9 4,9 5,0 5,04,5 4,7 4,8 4,9 4,9 4,9 4,9 5,0 5,0 5,0Kernlochdurchmesser d b für Gewindegröße ST 6,3Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5001,8 4,9 4,9 4,9 4,9 5,0 5,2 5,3 5,3 5,41,9 4,9 4,9 4,9 5,0 5,1 5,2 5,3 5,4 5,42,0 4,9 4,9 4,9 5,1 5,2 5,3 5,4 5,4 5,52,2 4,9 4,9 5,0 5,2 5,3 5,4 5,5 5,5 5,62,5 4,9 5,0 5,2 5,4 5,4 5,5 5,6 5,6 5,62,8 4,9 5,2 5,3 5,5 5,5 5,6 5,6 5,7 5,73,0 4,9 5,3 5,4 5,5 5,6 5,7 5,7 5,7 5,73,5 5,2 5,4 5,5 5,6 5,7 5,7 5,7 5,7 5,84,0 5,3 5,5 5,6 5,7 5,7 5,7 5,8 5,8 5,84,5 5,5 5,6 5,7 5,7 5,8 5,8 5,8 5,8 5,85,0 5,5 5,7 5,7 5,8 5,8 5,8 5,8 5,8 5,8Kernlochdurchmesser d b für Gewindegröße ST 8Blech-Werkstoff-Festigkeit RmdickeN/mm 2s100 150 200 250 300 350 400 450 5002,1 6,3 6,3 6,3 6,3 6,5 6,6 6,7 6,8 6,92,2 6,3 6,3 6,3 6,5 6,6 6,8 6,8 6,9 7,02,5 6,3 6,3 6,5 6,7 6,8 6,9 7,0 7,0 7,12,8 6,3 6,4 6,7 6,8 6,9 7,0 7,1 7,1 7,23,0 6,3 6,5 6,8 6,9 7,0 7,1 7,1 7,2 7,23,5 6,4 6,8 7,0 7,1 7,1 7,2 7,2 7,3 7,34,0 6,7 6,9 7,1 7,2 7,2 7,3 7,3 7,3 7,34,5 6,8 7,1 7,2 7,2 7,3 7,3 7,3 7,3 7,45,0 7,0 7,1 7,2 7,3 7,3 7,3 7,4 7,4 7,45,5 7,1 7,2 7,3 7,3 7,3 7,4 7,4 7,4 7,46,0 7,1 7,2 7,3 7,3 7,4 7,4 7,4 7,4 7,46,5 7,2 7,3 7,3 7,4 7,4 7,4 7,4 7,4 7,41550
<strong>INFO</strong>8.2 Gewinde für BlechschraubenDie Abmaße für Blechschrauben wie Steigung und Durchmessersind für ST 1,5 bis ST 9,5 in Tabelle 00 abgebildet.Blechschrauben mit Gewindegrößenvon ST 1,5 bis ST 9,5*) Bei der Form C darf durch das Aufwalzen des Gewindes kein überstehenderGrat (Gewindeüberstand) an der Spitze entstehen. Eine leichte Rundungoder Abstumpfung der Spitze sollte vorgesehen werden.Gewindegröße ST 1,5 ST 1,9 ST 2,2 ST 2,6 ST 2,9 ST 3,3 ST 3,5P ≈ 0,5 0,6 0,8 0,9 1,1 1,3 1,3d 1max. 1,52 1,90 2,24 2,57 2,90 3,30 3,53min. 1,38 1,76 2,1 2,43 2,76 3,12 3,35d 2min. 0,84 1,17 1,52 1,80 2,08 2,29 2,51max. 0,91 1,24 1,63 1,90 2,18 2,39 2,64d 3min. 0,69 1,02 1,37 1,60 1,88 2,08 2,26max. 0,79 1,12 1,47 1,73 2,01 2,21 2,41c max. 0,1 0,1 0,1 0,1 0,1 0,1 0,1y Form C 1,4 1,6 2 2,3 2,6 3 3,2Hilfsmaß 1) Form F 1,1 1,2 1,6 1,8 2,1 2,5 2,5Nummer 2) 0 1 2 3 4 5 6Abmaße von BlechschraubengewindenGewindegröße ST 3,9 ST 4,2 ST 4,8 ST 5,5 ST 6,3 ST 8 ST 9,5P ≈ 1,3 1,4 1,6 1,8 1,8 2,1 2,1d 1min. 3,73 4,04 4,62 5,28 6,03 7,78 9,43max. 3,91 4,22 4,8 5,46 6,25 8 9,65d 2min. 2,77 2,95 3,43 3,99 4,70 5,99 7,59max. 2,92 3,10 3,58 4,17 4,88 6,20 7,85d 3min. 2,51 2,69 3,12 3,68 4,34 5,64 7,24max. 2,67 2,84 3,30 3,86 4,55 5,84 7,44c max. 0,1 0,1 0,15 0,15 0,15 0,15 0,15y Form C 3,5 3,7 4,3 5 6 7,5 8Hilfsmaß 1) Form F 2,7 2,8 3,2 3,6 3,6 4,2 4,2Nummer 2) 7 8 10 12 14 16 201) Länge des unvollständigen Gewindes2) Nur zur InformationAuszug aus DIN EN ISO 14785115
<strong>INFO</strong>8.3 Schraubenverbindungen für gewindefurchendeSchrauben nach DIN 7500Der ideale Bohrdurchmesser für die Kernlöcher ist durch Versuchefestzulegen. Gute Anhaltspunkte geben die folgendenzwei Tabellen.Gewindefurchende Schrauben:Die empfohlenen Kernlöcher für kalt verformbare Materialienin Abhängigkeit der EinschraublängeGewinde d M 3 M 4 M 5 M 6Werkstoffdickederempfohlenes ToleranzfeldEinschraublänge St Al Cu St Al Cu St Al Cu St Al Cu1,0 2,71,2 2,71,5 2,7 3,6 4,51,6 2,7 3,6 4,51,7 2,7 3,6 4,51,8 2,75 2,7 3,6 4,52,0 2,75 2,7 2,7 3,6 4,5 5,42,2 2,75 3,6 4,5 5,42,5 2,75 3,65 3,6 3,6 4,5 5,43,0 2,75 3,65 3,6 3,6 4,5 5,453,2 2,75 3,65 3,6 3,6 4,55 4,5 4,5 5,453,5 2,75 3,6 4,55 5,454,0 2,75 3,6 4,55 5,5 5,45 5,455,0 2,75 3,7 3,65 3,65 4,60 5,5 5,45 5,455,5 2,75 3,7 3,65 3,65 4,60 5,56,0 2,75 3,7 3,65 3,65 4,60 5,56,3 4,65 5,56,5 4,65 5,57,0 4,65 5,55 5,5 5,57,5 4,65 5,55 5,5 5,58 bis ≤ 10 4,65 5,55> 10 bis ≤ 12> 12 bis ≤ 151552
<strong>INFO</strong>Gewindefurchende Schrauben:Die empfohlenen Kernlöcher für duktile MaterialienGewinde d M 5 M 6 M 8Werkstoffdickeempfohlenes ToleranzfeldSt Al Cu St Al Cu St Al Cu1,01,21,5 4,5 4,5 4,51,6 4,5 4,5 4,51,7 4,5 4,5 4,51,8 4,5 4,5 4,52,0 4,5 4,5 4,5 5,4 5,4 5,42,2 4,5 4,5 4,5 5,4 5,4 5,4 7,25 7,25 7,252,5 4,5 4,5 4,5 5,4 5,4 5,4 7,25 7,25 7,253,0 4,5 4,5 4,5 5,45 5,45 5,45 7,25 7,25 7,253,2 4,55 4,5 4,5 5,45 5,45 5,45 7,25 7,25 7,253,5 4,55 4,55 4,55 5,45 5,45 5,45 7,25 7,25 7,254,0 4,55 4,55 4,55 5,5 5,45 5,45 7,3 7,3 7,35,0 4,6 4,6 4,6 5,5 5,45 5,45 7,4 7,3 7,35,5 4,6 4,6 4,6 5,5 5,5 5,5 7,4 7,3 7,36,0 4,6 4,6 4,6 5,5 5,5 5,5 7,4 7,3 7,36,3 4,65 4,65 4,65 5,5 5,5 5,5 7,4 7,35 7,356,5 4,65 4,65 4,65 5,5 5,5 5,5 7,4 7,35 7,357,0 4,65 4,65 4,65 5,55 5,5 5,5 7,5 7,4 7,47,5 4,65 4,65 4,65 5,55 5,5 5,5 7,5 7,4 7,48 bis ≤ 10 4,65 4,65 4,65 5,55 5,55 5,55 7,5 7,4 7,4> 10 bis ≤ 12 7,5 7,5 7,5> 12 bis ≤ 15 7,5 7,5 7,55315
<strong>INFO</strong>8.4 Direktverschraubungen in Metalle mit GewindefurchendenSchrauben nach DIN 7500Schrauben DIN 7500 furchen beim Eindrehen ihr Gegengewindespanlos durch plastische Verformung des Grundmaterials(Stahl, HB max. 135, Leichtmetalle, Buntmetalle).Schrauben aus A2 können normalerweise nur in Leichtmetalleeingedreht werden.Festigkeitseigenschaften, KernlochgeometrieBei der Wahl der Schraubenlänge ist die Länge des nicht tragendenkonischen Schraubenendes zu berücksichtigen! Beihärterem Material sind die Lochdurchmesser experimentell zuermitteln.A = max. 4 PB = mögliche tragende GewindelängeC = Gesamtlänge, Toleranz js 16s = MaterialstärkeTechnische AngabenGewinde NenndurchmesserM2 M2,5 M3 M3,5 M4 M5 M6 M8Gewindesteigung P [mm] 0,4 0,45 0,5 0,6 0,7 0,8 1 1,25Anziehdrehmoment max.ca. 80% des BruchdrehmomentsBruchdrehmoment min. [Nm] 0,5 1 1,5 2,3 3,4 7,1 12 29Zugkraft min. [kN] 1,7 2,7 4 5,4 7 11,4 16 29Materialstärke s [mm] Kernlochdurchmesser d – H11 für Stahl, HB max. 135; gebohrt und gestanzt2 und kleiner 1,8 2,25 2,7 3,15 3,6 4,5 5,4 7,254 1,85 2,3 2,75 3,2 3,65 4,5 5,45 7,36 2,35 2,8 3,25 3,7 4,6 5,5 7,358 3,3 3,75 4,65 5,55 7,410 4,7 5,6 7,4512 5,65 7,514 7,516 7,55Kernlöcher für DruckgussAlle Empfehlungen sind immer durch praxisnahe Montageversuchezu überprüfen.α = max. 1°Allgemeinest 1 [mm]: Oberer Lochbereich, mit verstärkter Konizitätfür gießtechnisch vorteilhafte Ausrundungen,Verstärkung des Domes, Schraubenzentrierung,Verhinderung von Materialstauchung und Anpassungan kostengünstige Schraubennormlängen.t 2 /t 3 [mm]: Tragender Kernlochbereich, Anzugswinkel maximal1˚ Sackloch DurchgangslochGewinde Nenndurchmesser M2,5 M3 M3,5 M4 M5 M6 M8dH12 [mm] 2,7 3,2 3,7 4,3 5,3 6,4 8,41)d 1 [mm] 2,36 2,86 3,32 3,78 4,77 5,69 7,631)d 2 [mm] 2,2 2,67 3,11 3,54 4,5 5,37 7,241)d 3 [mm] 2,27 2,76 3,23 3,64 4,6 5,48 7,351)+ [mm] 0 0 0 0 0 0 0Toleranzfür d 1 , d 2 , d 3 – [mm] 0,06 0,06 0,075 0,075 0,075 0,075 0,09t 1 [mm] variabel, minimum 1x Gewindesteigung P2)t 2 [mm] 5,3 6 6,9 7,8 9,2 11 142)+ [mm] 0,2 0,2 0,6 0,5 0,5 0,5 0,5Toleranzfür t 2 – [mm] 0 0 0 0 0 0 0t 3 [mm] 2,5 3 3,5 4 5 6 81554
<strong>INFO</strong>9. Konstruktionsempfehlungen9.1 Innenantriebe für SchraubenDer technische Fortschritt und wirtschaftliche Überlegungenbewirken weltweit eine fast völlige Ablösung derGeradschlitzschrauben durch Innenantriebe.Torx-AntriebInnensechskantTorx-AntriebssystemVorteile gegenüber den bisherigen Antriebssystemen:● Bessere Kraftübertragung durch den konischen Vielzahn.● Höhere Standzeit durch optimale Passung.● Optimale Zentrierung durch den konischen Verlauf des Bits.● Größtmögliche Anlagefläche des Bit im Schraubenantrieb→ Auswurfkräfte.● Auswurfkräfte (Comeout) gleich Null. Die gleichmäßigeKraftverteilung vermeidet Beschädigungen der Oberflächenschutzschichtund gewährleistet somit eine höhereKorrosionsbeständigkeit.Gute Kraftübertragung durch mehrere Kraftangriffspunkte.Innensechskant-Schrauben haben kleinere Schlüsselweitenals Außensechskant-Schrauben, das heißt auch wirtschaftlichereKonstruktionen durch kleinere Abmessungen.Kreuzschlitz Z (Pozidriv) nach ISO 4757Die vier “Anzugswände” im Kreuzschlitz, an denen derSchraubendreher beim Eindrehen der Schraube anliegt, sindsenkrecht. Die restlichen Wände und Rippen sind schräg.Dies kann bei optimal gefertigten Kreuzschlitzen die Montierbarkeitetwas verbessern. Der Pozidriv-Schraubendreher hatrechteckige Flügelenden.Kreuzschlitz H (Phillips) nach ISO 4757Normaler Kreuzschlitz, bei dem alle Wände und Rippen schräggeneigt sind, wobei der Schraubendreher trapezförmigeFlügelenden aufweist.5515
<strong>INFO</strong>9.2 Richtwerte für den Anziehfaktor α A bzw. dieprozentuale Streuung der verschiedenenAnziehfaktoren nach DIN VDI 2230Hat der Schrauber eine bestimmte Toleranz in der Drehmomentbegrenzung,so muss die Schraube auf das max. möglicheAnziehdrehmoment ausgelegt werden, d.h. größer.Der Anziehfaktor α A ist ein Kennwert für die Genauigkeitdes angewendeten Anziehverfahrens.Je ungenauer das kontrollierte Anziehen der Schrauben erfolgt,umso größer ist α A .Anziehverfahren mit α A = 1 sind sehr aufwendig.Anwendung z.B. im Motorenbau.α A= max. Montagevorspannkraft F Vmax. = M Amax.min. nötige Montagevorspannkraft F Vmin. M Amin.Um die im Minimum nötige Vorspannkraft F Vmin. zu erhalten,benötigt man eine minimale Schraubendimension, die miteinem Schrauber auf ein min. nötiges Anziehdrehmomentanzuziehen ist.Anzieh- Anziehverfahren Einstellverfahren Bemerkungenfaktorα A(1)*(1)*1,2 bis 1,61,4 bis 1,61,6 bis 1,81,7 bis 2,52,5 bis 4StreckgrenzgesteuertesAnziehenmotorischoder manuellDrehwinkelgesteuertesAnziehenmotorischoder manuellHydraulisches AnziehenDrehmomentgesteuertesAnziehenmit Drehmomentschlüssel,signalgebendemSchlüsseloder Präzisionsdrehschraubermit dynamischerDrehmomentsteuerungDrehmomentgesteuertesAnziehen mitDrehschrauberImpulsgesteuertesAnziehenmit SchlagschrauberVersuchsmäßigeBestimmung vonVoranziehmoment undDrehwinkel (Stufen)Einstellen über Längenbzw.DruckmessungVersuchsmäßigeBestimmungder Sollanziehdrehmomenteam Original-Verschraubungsteil,z.B. durch Längungsmessungder SchraubeBestimmung des Sollanziehdrehmomentesdurch Schätzender Reibungszahl(Oberflächen- undSchmierverhältnisse)Einstellen des Schraubersmit Nachziehmoment, dasaus Sollanziehmoment (fürgeschätzte Reibungszahl)und einem Zuschlag gebildetwird.Einstellen des Schraubersüber Nachziehmoment –wie obenDie Vorspannkraftstreuung wird wesentlich bestimmt durchdie Streuung der Streckgrenze im verbauten Schraubenlos.Die Schrauben werden hier für F Mmin. dimensioniert;der Anziehfaktor α A entfällt deshalb für diese Anziehmethoden.Niedrigere Werte für lange Schrauben (l k /d ≥ 5)Höhere Werte für kurze Schrauben (l k /d ≤ 5)Niedrigere Werte für:Große Zahl von Einstell- bzw.Kontrollversuchen (z.B. 20).Geringe Streuung des abgegebenenMomentes. ElektronischeDrehmomentbegrenzungwährend der Montage beiPräzisionsdrehschraubernNiedrigere Werte für:messende Drehmomentschlüssel● gleichmäßiges Anziehen● PräzisionsdrehschrauberHöhere Werte für:signalgebende oder ausknickendeDrehmomentschlüsselNiedrigere Werte für:● große Zahl von Kontrollversuchen(Nachziehmoment)● Schrauber mit AbschaltkupplungenNiedrigere Werte für:● große Zahl von Einstellversuchen(Nachziehmoment)● auf horizontalem Ast derSchraubercharakteristik● spielfreie ImpulsübertragungNiedrigere Werte für:● kleine Drehwinkel,d.h. relativ steifeVerbindungen● relativ weiche Gegenlage● Gegenlagen, die nichtzum Fressen neigen,z.B. phosphatiertHöhere Werte für (bei):● große Drehwinkel,d.h. relativ nachgiebigeVerbindungensowie Feingewinde● große Härte der Gegenlage,verbunden mit rauherOberfläche● Formabweichungenα A ist zwar größer als 1, aber für die Dimensionierungsgleichung wird α A = 1 gesetzt.1556
<strong>INFO</strong>9.3 Ein Beispiel für den Umgang mit den Tabellen der Vorspannkräfte und Anziehdrehmomente!Folgende Vorgehensweise:A) Festlegung der Gesamtreibungszahl µ ges. :Je nach Oberflächen- und Schmierungszustand derSchrauben- oder Mutternauflage, muss eine unterschiedlicheReibungszahl „µ“ gewählt werden. Bei der Vielzahlvon Oberflächen und Schmierungszuständen ist es sehrschwierig, die korrekte Reibungszahl festzustellen. ZurVereinfachung geht man bei Schrauben, die keine Nachbehandlungmehr erfahren haben von einem µ ges. -Wertvon 0,14 aus.Beispiel:Wahl für die Schraube und Muttermit Oberflächenzustand leicht geölt,verzinkt-blau: µ ges. = 0,14D) Das Montage-Anziehdrehmoment M AIst das Moment, das am Werkzeug (z.B. Drehmomentschlüssel)eingestellt wird.Beispiel:Maximales Anziehdrehmoment M Amax = 85 Nmα A = 1,4M A = M A max –( M A max – M A min)= 1 ( M A max + M A max)2 2 α AM A min = M A max = 85 = 60,71 Nm = 1 ( 85 + 85 α A 1,4 2 1,4)M A = 72,86 NmB) Anziehmoment M A max.Das maximale Anziehmoment liegt bei einer 90%-igenAusnutzung der 0,2%-Dehngrenze (Rp 0,2) bzw. derStreckgrenze (Rel). Entsprechende Werte entnehmen Sieder Tabelle 3 in Kapitel 1.3.Beispiel:Sechskantschraube DIN 933, M12 x 50,Festigkeitsklasse 8.8, verzinkt, blau passiviert:Suchen Sie im Kapitel 1.6(Regelgewinde µ ges. = 0,14)in der Spalte ganz rechts nach M 12,und entnehmen Sie aus der Zone M A max. = 85 Nm„Anziehdrehmoment MA [Nm]“unter „Festigkeitsklasse 8.8“den gewünschten Wert.C) Anziehfaktor α A(Berücksichtigung der Anziehunsicherheit)Alle Anziehverfahren sind mehr oder weniger genau, verursachtwird dies durch:● den großen Streubereich der tatsächlich bei der Montageauftretenden Reibung (Reibungszahlen könnenfür die Berechnung nur grob geschätzt werden)● Unterschiede bei der Manipulation mit dem Drehmomentschlüssel(z.B. schnelles oder langsamesAnziehen der Schraube)● die Streuung des Drehmomentschlüssels selbst.Je nach dem, wie die oben erwähnten Einflüsse kontrolliertwerden können, muss der Anziehfaktor α A gewähltwerden.Beispiel:Wird mit einem handelsüblichen Drehmomentschlüsselmit elektronischerAnzeige angezogen, muss mit einemAnziehfaktor α A = 1,4–1,6gerechnet werden. α A = 1,4Siehe Kapitel 11.2 „Richtwertefür den Anziehfaktor...“E) Vorspannkraft F Vmin.Beispiel:Entnehmen Sie im Kapitel 1.6 (Regelgewinde u ges =0,14) aus der Spalte „Abmessung“ bei M 12 in der Zone„Vorspannkraft“unter „Festigkeitsklasse 8.8“ den Wert.max. VorspannkraftF Vmax. = 38500 Nmin. zu erwartende Vorspannkraft F Vmin. = FVmax. = 38500α A 1,4F) Ergebnis KontrolleF Vmin. = 27500 NFolgende Fragen sollten Sie sich stellen!● Reicht die Restklemmkraft aus?● Reicht die minimal zu erwartende Vorspannkraft F V min.für die in der Praxis auftretenden Maximalkräfte aus?5715
<strong>INFO</strong>9.4 Paarung verschiedener Elemente/KontaktkorrosionZur Vermeidung von Kontaktkorrosion gilt die Regel:Verbindungselemente müssen im jeweiligen Anwendungsfallmindestens die gleiche Korrosionsbeständigkeit aufweisenwie die zu verbindenden Teile.Falls keine gleichwertigen Verbindungselemente gewählt werdenkönnen, müssen sie höherwertiger sein als die zu verbindendenTeile.Paarung verschiedener Verbindungselemente-/Bauteilewerkstoffe hinsichtlich KontaktkorrosionWerkstoff/Oberflächeder Bauteile*Werkstoff/Oberflächedes VerbindungselementsEdelstahl A2/A4AluminiumKupferMessingStahl, vz., schwarz passiviertStahl, vz., gelb passiviertStahl, vz., blau passiviertStahl, blank+++ Paarung sehr empfehlenswert++ Paarung empfehlenswert+ Paarung mäßig empfehlenswert– Paarung wenig empfehlenswert–– Paarung nicht empfehlenswert––– Paarung unter keinen UmständenempfehlenswertEdelstahl A2/A4++++++++++++++++++Aluminium+++++++++++++Kupfer+++++++++++Messing+++++++++++Stahl, vz., schwarz passiviert––––++++++++Stahl, vz., gelb passiviert––––––––+++++++Stahl, vz., blau passiviertStahl, blank––––––––––––––––––––+––+––+++––++++* Diese Annahme gilt bei einem Flächenverhältnis(Bauteilverhältnis von Verbindungselement zuverbindenden Teilen) zwischen 1:10 und 1:401558
<strong>INFO</strong>9.5 Statische Scherkräfte für SpannstiftverbindungenSpannstifte (Spannhülsen) schwere Ausführung nach ISO 8752 (DIN 1481)ab 8 mm Nenndurchmesserab 10 mm NenndurchmesserWerkstoff: Federstahl vergütetauf 420 bis 560 HVNenndurchmesser [mm] 1 1,5 2 2,5 3 3,5 4 4,5 5 6 8 10 12 13 14 16 18 20Abscherkraft einschnittig 0,35 0,79 1,41 2,19 3,16 4,53 5,62 7,68 8,77 13 21,3 35 52 57,5 72,3 85,5 111,2 140,3min. [kN] zweischnittig 0,7 1,58 2,82 4,38 6,32 9,06 11,2 15,4 17,5 26 42,7 70,1 104,1 115,1 144,1 171 222,5 280,6Spiral-Spannstifte, Regelausführung nach ISO 8750 (DIN 7343)Werkstoff: Federstahl vergütetauf 420 bis 520 HVNenndurchmesser [mm] 0,8 1 1,2 1,5 2 2,5 3 3,5 4 5 6 8 10 12 14 16Abscherkraft einschnittig 0,21 0,3 0,45 0,73 1,29 1,94 2,76 3,77 4,93 7,64 11,05 19,6 31,12 44,85 61,62 76,02min. [kN] zweischnittig 0,40 0,6 0,90 1,46 2,58 3,88 5,52 7,54 9,86 15,28 22,1 39,2 62,24 89,7 123,2 152Spiral-Spannstifte, schwere Ausführung nach ISO 8750 (DIN 7343)Werkstoff: Federstahl vergütetauf 420 bis 520 HVNenndurchmesser [mm] 1,5 2 2,5 3 4 5 6Abscherkraft einschnittig 0,91 1,57 2,37 3,43 6,14 9,46 13,5min. [kN] zweischnittig 1,82 3,14 4,74 6,86 12,2 18,9 27Spannstifte (Spannhülsen) leichte Ausführung nach ISO 8750 (DIN 7343)ab 8 mm Nenndurchmesserab 10 mm NenndurchmesserWerkstoff: Federstahl vergütetauf 420 bis 560 HVNenndurchmesser [mm] 2 2,5 3 3,5 4 4,5 5 6 7 8 10 11 12 13 14 16 18 20Abscherkraft einschnittig 0,75 1,2 1,75 2,3 4 4,4 5,2 9 10,5 12 20 22 24 33 42 49 63 79min. [kN] zweischnittig 1,5 2,4 3,5 4,6 8 8,8 10,4 18 21 24 40 44 48 66 84 98 126 1585915
<strong>INFO</strong>10. reca sebS/sebSta Bohrschrauben, reca Flügel-sebSTechnische Informationen und Anwendungshinweise10.1 Vorteil und Nutzen von reca SebS BohrschraubenVorteil: ZeitersparnisDas Verbinden von Blechen durch Blechschrauben gehört seitüber 50 Jahren zu den modernen, rationellen und deshalbtäglich millionenfach angewandten Verfahren der Verbindungstechnik.In den letzten Jahren hingegen setzt sich jedoch immer häufigerder Einsatz von Bohrschrauben zum Befestigen von Blechverbindungendurch. reca SebS Bohrschrauben bieten eineerhebliche Zeitersparnis, da man nicht mehr ankörnen undmit einem Spiralbohrer vorbohren muß. Die Verringerung derMontagezeit beträgt, im Vergleich zur herkömmlichen Blechschraubenverbindung,mindestens 50%!Körner + Bohrer + SchraubeVorteil: Geringer ArbeitsmitteleinsatzIm Gegensatz zur herkömmlichen Methode entsteht durch dieVerwendung von reca SebS eine beachtliche Reduzierung derKosten für den Arbeitsmitteleinsatz:= reca SebSHerkömmliche Methodereca SebS1560
<strong>INFO</strong>10.3 Auswahl des SchraubenwerkstoffesDie Wahl des Schraubenwerkstoffes für die entsprechendeVerbindung hängt entscheidend vom Werkstoff der zu verbindendenBauteile ab:Grundwerkstoff der VerbindungSt 12, St 13, St 14St 33, St 37USt 37, RSt 37St 44St 50, St 52sonst. unlegierte Stähle bis zu einerZugfestigkeit von Rm = 510 N/mm 2AI 99AIMn 1AIMg 1, AIMg 3AIMg 5AIMgSi 1EdelstahlblecheA2 und A4Einzusetzende SebS-BohrschraubengüteStahl, verzinktStahl, verzinkt, schwarz passiviertSebS, Ruspert beschichtetEdelstahl A2SebS, Ruspert beschichtetStahl, verzinktStahl, verzinkt, schwarz passiviertreca SebSta können nach erfolgreichenVorversuchen ggf. bei Dünnblechen (A2 und A4)bis 1 mm Blechstärke eingesetzt werden.Drehzahlen und Drehmomente zum Verarbeiten von SebS Bohrschrauben.Das sachgerechte Setzen von pias Bohrschrauben hängt neben der richtigen Schraubengütenwahl entscheidend von der Verarbeitungsdrehzahlund dem Anzugsdrehmoment ab.Zu hoch gewählte Drehzahl ➞ Bohrspitze glüht aus und erzeugt keine Bohrung.Zu niedrig gewählte Drehzahl ➞ Bohrschraube erreicht keine optimale Bohrleistung.Zu hoch gewähltes Drehmoment ➞ Schraubenkopf kann beim Anziehen der Schraube abreißen.Zu niedrig gewähltes Drehmoment ➞ Schraube erzeugt keine optimale Verbindung.Entsprechende Drehzahlen oder Anzugsdrehmomente in Abhängigkeit vom Nenndurchmesser erhalten Sie auf der betreffendenProdukt-Infoseite der pias Bohrschrauben.1562
<strong>INFO</strong>10.4 Beispiel zur Auswahl einer reca SebS Bohrschraubebei bekannten BelastungenAuf den folgenden Infoseiten finden Sie mechanische Kennwertevon pias Bohrschrauben, welche Ihnen die Auswahl füreinen bestimmten Belastungsfall einer Verbindung ermöglichensoll.Die angegebenen Zug- und Scherwerte gelten mit der Annahme,daß nicht die Schraube innerhalb der Verbindungversagt, sondern daß sich das Blech (in der Regel Bauteil 2)über das Blechtreibgewinde ausknüpft und somit zum Versagender gesamten SebS-Verbindung führt.Im Folgenden sollen zur Vorauslegung einer SebS-Schraubenverbindungjeweils ein Beispiel zur Zugbeanspruchungund ein Beispiel zur Auslegung auf Scherung gegeben werden.10.4.1 Auslegung bei ZugbeanspruchungEs soll eine Profilschiene (35 x 20 x 2 mm) aus St 37 an einVierkantrohr (35 x 35 x 2 mm) aus St 37 mit einer pias Bohrschraubemit Sechskantkopf und Bund (Art.-Vornr. 0214) befestigtwerden. In der Profilschiene soll ein Rollenträger geführtwerden. Die Schraube ist ausschließlich in axialer Richtungbelastet und die Zugkraft pro Schraube wurde mitF Z = 1250 N ermittelt.Materialdicke Profilschiene t 1 = 2 mmMaterialdicke Vierkantrohr t 2 = 2 mmErmittelte Zugkraft pro Schraube F Z = 1250 N,ergibt sich beim Schraubendurchmesser d = 6,3 mmeine zulässige Zugkraft von F Z,zul = 1350 N(siehe Kapitel 9.5).Da die Bedingung F Z ≤ F Z,zul erfüllt ist, kann die Verbindungmit einer sebS-Bohrschraube mit Sechskantkopf und Bund(Art.-Vornr. 0214), Nenndurchmesser 6,3 mm, ausgeführtwerden.Vierkantrohr 35x35x2mmO dProfilschiene 35x20x2 mm6315
<strong>INFO</strong>10.4.1 Auslegung bei ScherbeanspruchungNebenstehende Stoßblechverbindung soll mit einer SebS-Bohrschraube Linsenkopf mit EVO-Torx-Antrieb (Art.-Vornr.0211) verschraubt werden. Das Deckblech (Bauteil 1) hateine Materialdicke von t 1 = 1 mm,das Grundblech (Bauteil 2) t 2 = 1,5 mm.Beide Bleche sind aus St 37.Die Querkraftbeanspruchung pro Schraube wird mitF Q = 950N angegeben.Der geeignete Schraubendurchmesser d ergibt sich nachWertetabelle Kapitel 10.5 mit den Vorgaben:StoßblechverbindungBauteil 2O dBauteil 1Materialdicke Deckblech t 1 = 1,0 mmMaterialdicke Grundblech t 2 = 1,5 mmErmittelte Querkraft pro Schraube F Q = 950 N, mitd = 4,2 mm mit einer zulässigen Scherkraft vonF Q,zul = 1400 N. Da die Bedingung F Q ≤ F Q,zul erfüllt ist, kanndie Verbindung mit einer SebS-Bohrschraube Linsenkopf mitEVO-Torx-Antrieb (Art.-Vornr. 0211), Nenn-Ø 4,2 mm, ausgeführtwerden.Kombinierte Scher-ZugbeanspruchungBei kombinierter Beanspruchung, d.h. gleichzeitigem Wirken der Scher- und Zugkräfte, sind alle angegebenen zulässigen Kräftenach den nachfolgenden Formeln abzumindern:Zulässige reduzierte Scherkraft F Q,red =1 +F Q,zulF Z·F QF Q,zulF Z,zulZulässige reduzierte Zugkraft F Z,red =1 +F Z,zulF Q·F ZF Z,zulF Q,zulF Z , F Q :F Z, zul , F Q, zul :aus Beanspruchung der Verbindung resultierende Kräfte.zulässige Beanspruchung resultierend aus Materialdicken und Anordnungder Bauteile (Angaben auf Produkt-Info).1564
<strong>INFO</strong>10.5 Belastungswerte für reca SebS (Sechskantkopf mit Bund)Technische Daten:dmm4,24,85,56,3Bauteil 2, t 2t 2mm0,751,01,52,00,751,01,52,03,00,751,01,52,03,04,00,751,01,52,03,04,05,0M A * )[Nm]2,02,53,02,02,53,03,04,05,06,02,53,03,55,06,00,75700950125014007509501250150015008009001250140014501450650900130016001600160016001,0750110014001700900115015501850205090011001500180019502100800105017002000240024002400zul. Scherkraft F Q,zul [N]1,5800115018501000150022502500100013502150255031501000140023002900385042502,070011007501150225025008001100215025503150650105023002900385042503,07501150225080011002150255065010502300290038504,08001100650105023002900Bauteil 1, t 15,065010500,7530050085010002505008501150115025040075011501150115035050095013501500150015001,03005008501200250500850125012502504007501200165016503505009501350215021502150zul. Zugkraft F Z,zul [N]1,5300500850250500850125012502504007501200240035050095013502350330021502,03005002505008501250250400750120024003505009501350235033003,02505002504007501200350500950135023504,0250400350500950135023505,0350500Zellen ohne Angaben bedeuten, dass die max. Materialdicke überschritten wird.*) M A Anzugsdrehmoment als Richtwert empfohlen.Zug- und ScherwerteDie in oben stehender Tabelle aufgeführten Kennwerte sindAnhaltswerte für die Vorauslegung einer Verbindung mit SebS6-Kt., Stahl verzinkt (Art.-Vornr. 0214). Angegebene Wertegelten für Verbindungen (Bauteil 1 + 2) aus dem Material St 37.Verarbeitungshinweise:Nenn-Ømm3,54,24,85,56,3Materialdickent 1 + t 2mm0,7 – 2,251,75 – 3,01,75 – 4,41,75 – 5,252,0 – 6,0Verarbeitungsleerlaufdrehzahl*)n (min -1 )1700–25001200–1800*) Anpressdruck: 10 N, ggf. mit Tiefenanschlag verarbeiten.6515
<strong>INFO</strong>10.6 Belastungswerte für reca SebSta (Sechskantkopf mit Bund)Technische Daten:dmm4,24,85,56,3Bauteil 2, t 2t 2mm0,751,01,52,00,751,01,52,03,00,751,01,52,03,04,00,751,01,52,03,04,05,0M A * )[Nm]2,02,02,02,03,00,75550700100012006509001250130013507009501200130015001700700950120016001800195019501,060085013001650750100014501500170080011501450155018502150800115015501900225026002600zul. Scherkraft F Q,zul [N]1,5750105018008001150170020009501450185020502500900130020002500315035002,05508506501100170020007001150185020502500700115020002500315035003,06501100170070011501850205070011502000250031504,07001150700115020002500Bauteil 1, t 15,070011500,7530050085012002504008001250170020045080012001750175035050085010501900190019001,03005008501200250400800125023002004508001200195019503505008501050230024502450zul. Zugkraft F Z,zul [N]1,5300500850250400800125023002004508001200215035050085010502300330024502,03005002504008001250200450800120021503505008501050230033003,02504002004508001200350500850105023004,020045035050085010505,0350500Zug- und ScherwerteZellen ohne Angaben bedeuten, dass die max. Materialdicke überschritten wird.*) M A Anzugsdrehmoment als Richtwert empfohlen.Die in oben stehender Tabelle aufgeführten Kennwerte sind Anhaltswerte für die Vorauslegung einer Verbindung mit SebSta 6-Kt.(Art.-Vornr. 0214 81). Angegebene Werte gelten für Verbindungen (Bauteil 1 + 2) aus dem Material St 37. reca SebSta sind bis zueiner Stahlgüte von St 52 einsetzbar. Die Verarbeitung in Edelstahlmaterialien ist im Einzelfall möglich. Hierzu sollten Eigenversuchevorgenommen werden.Verarbeitungshinweis:reca SebSta müssen immer soweit eingeschraubt werden, bis nur noch die Gewindegängedes Edelstahlteils (E) im Eingriff sind. Der gehärtete Kohlenstoffanteil (S) mußvollständig in das Profil geschraubt werden. Der gehärtete Gewindeteil (G) formt dasGewinde im Stahlprofil vollständig aus.Vorteile durch Ruspert Beschichtung:– Erhöhung der Korrosionsbeständigkeit– Verhindert die Kaltverschweißneigung von EdelstahlE = EdelstahlteilS = KohlenstoffstahlanteilG = Gehärteter GewindeteilNenn-Ø Materialdicken Verarbeitungst1 + t 2leerlaufdrehzahl*mm mm n (min -1 )4,2 1,75 – 3,01700 – 25004,8 1,75 – 4,45,5 1,75 – 5,251200 – 18006,3 2,0 – 6,015*) Anpressdruck: 10 N, ggf. mit Tiefenanschlag verarbeiten.66
<strong>INFO</strong>10.7 reca Flügel-SebSSelbstbohrende Schraube, zum Verbinden von HartundWeichholz auf Stahlunterkonstruktionen.Besonders geeignet für die Verschraubung von Hartholz-und Pressmaterialbeplankungen.10.7.1 Funktionsprinzip von Flügel-SebSDie Bohrspitze bohrt das Holz entsprechend dem Außendurchmesserder Flügel auf. Dadurch wird ein Zwangsvorschubder Schraube vermieden.Nach dem Durchbohren des Holzes trifft die Bohrspitze aufdie Stahlunterkonstruktion und beginnt das Kernloch für dasGewinde zu bohren. Die Flügel brechen beim Auftreffen aufdie Stahlunterkonstruktion ab.Ist die Bohrspitze durch das Metall*, wird von den erstenGewindegängen das Gewinde geschnitten. Die Schraubedreht sich in das selbstgeschnittene Gewinde ein und verbindetHolz und Metall.Bei Schrauben mit Fräsrippen (für Hartholz) erfolgt ein selbsttätigesVersenken des Schraubenkopfes.* Verarbeitbar in Stahl bis Güte St 52.Nenn-Ømm5,56/6,3Länge lmm384550556070324550556065708085100MaterialstärkeHolzMin. t hmm6121661117222434Max. t hmm22293439445412242934394449596479MaterialstärkeStahl*Min. t smm1,751,75Max. t smm5610.7.2 Einsatzbereich von Flügel-SebSta:Die selbstbohrende Bimetallschraube aus Edelstahl und gehärtetemStahl, für die korrosionsbeständige Montage vonHolz und Metall.Die spezielle Oberflächenbeschichtung Ruspert (Zink-Aluminium-Lamellenbeschichtung)schützt die Stahlspitze vorKorrosion und verhindert gleichzeitig die Kaltverschweißungdes Edelstahlgewindes mit dem Grundmaterial.Die Verarbeitung in Edelstahlmaterialien ist im Einzelfall möglich.Um eine sachgerechte Montage zu gewährleisten, solltenim Vorfeld Eigenversuche vorgenommen werden.Nenn-Ømm3,94,24,85,56,3Länge lmm252832383238445038455055659065MaterialstärkeHolzMin. t hmm666666666666666Max. t hmm161819272026323724323642527649MaterialstärkeStahl*Min. t smm1,51,51,751,751,751,751,751,751,751,751,751,751,751,752,0Max. t smm2,52,53,03,04,04,04,04,05,255,255,255,255,255,256,06715
<strong>INFO</strong>11. Niettechnik11.1 Anwendungstechnik im NietbereichWenn eine spritzwasserdichte Verbindung verlangt wird, sollteman auf Becherblindniete zurückgreifen.Für diesen Anwendungsfall empfehlen wir die Artikelnr.:0937 0...; 0940 0...; 0940 1...Ist ein gerades Ansetzen des Nietwerkzeuges nicht möglich,kann alternativ der Niet von der gegenüberliegenden Seiteaus gezogen werden.✘ ✔ ✘ ✘ ✔ ✘Verbindung von harten mit weichen Materialien:Weich- und Hartteile werden manchmal mit Hilfe einer zusätzlichenUnterlegscheibe am Hülsenkopf, die gegen das weicheMaterial gedrückt wird, befestigt. Eine weitaus bessereMethode ist, wenn man einen Niet mit einem großen Flachrundkopfbenutzt und den Hülsenkopf gegen das harteMaterial setzt.Zu empfehlen sind für diesen Anwendungsfall Softkrallenblindniete,gerillte Blindniete, Allzweckniete.✘✔Eckabstände bei Verbindungen:Für eine größtmögliche Verbindungsfestigkeit sollte der Abstandvon der Mittelachse des Niets zur Kante des Werkstückesnicht weniger als den doppelten Hülsendurchmesserbetragen.11.2 Begriffe und mechanische Kenngrößen bei Blindnieten bzw. NietverbindungenStoßblechverbindungBauteil 1d kF ZF QBauteil 2KopfdurchmesserZugkraft, die auf die Hülse wirktScherkraft, die auf die Hülse wirktd 1d 3d kll dkHülsendurchmesserDorndurchmesserKopfdurchmesserHülsenlängeDornlängeKopfhöhe1568
<strong>INFO</strong>11.3 Trouble ShootingKlemmbereich zu groß gewählt:– Der Dorn reißt nicht an der Sollbruchstelle ab, somit kannes vorkommen, dass der Dorn noch nach der Verarbeitungaus der gezogenen Hülse heraussteht.– Die Verbindung weist nur geringe oder keine Zug- bzw.Scherfestigkeiten auf.Klemmbereich zu klein:– Die Verbindung weist Schwachpunkte im Bereich der ZugundScherfestigkeit auf.– Der Nietdorn reißt zwar an der Sollbruchstelle ab,steht aber aus der Hülse heraus.Bohrung zu groß:– Niet kann zwar eingeführt werden, es entsteht aber keinehohe Verbindungsfestigkeit, da das Material der Hülsenicht ausreicht, um das Bohrloch auszufüllen.Bohrung zu klein:– Die Niethülse kann nicht ins Material eingeführt werden, dader Niethülsendurchmesser größer als das vorhandeneBohrloch ist.Weitere Montagefehler können bei der falschen Auswahldes Mundstückes oder des Verarbeitungswerkzeugesauftreten.11.4 ABC der NiettechnikBecher-Blindniet:Auch Dichtblindniet genannt. Seine Blindniethülse ist mit demKopf Becherförmig verbunden und weist gegenüber offenenBlindnieten Spritzwasserfestigkeit auf.Klemmbereich:Der Bereich, in dem ein Blindniet mit einer vorgegebenenNiethülsenlänge seine Nietaufgabe einwandfrei erfüllt.Der Klemmbereich der Bauteile ist die Summe aller zu verbindendenBauteile.Mehrbereichsblindniet:Blindniet, der mehrere Klemmbereiche in einem Niet vereinigt(Klemmbereich bis 20 mm möglich).Niethülsendurchmesser:Der Außendurchmesser der Niethülse. Wird häufig auchals Schaftdurchmesser bezeichnet.Niethülsenlänge:Bei der Blindnietausführung mit Flachrundkopf ist die Niethülsenlängebis zum Anfang des Flachrundkopfes zu messen.Bei der Senkkopfausführung ist die Niethülsenlänge die Gesamtlängeeinschließlich des Senkkopfes und der Hülse.Schließkopf:Der Teil der Blindniethülse, der nach der Verarbeitung durchden Kopf des Nietdornes verformt wird.Setzkopf:Der werkseitig angeformte Kopf an der Blindniethülse, dernicht verformt wird. Er wird als Rund- oder als Senkkopfausgeführt.Sollbruchstelle:Jeder Dorn besitzt Einkerbungen, an denen er bei maximalerVerformung der Niethülse abreißt.6915
Notizen1570