Technologie Feinbearbeitung: Schweißen - TRUMPF Laser
Technologie Feinbearbeitung: Schweißen - TRUMPF Laser
Technologie Feinbearbeitung: Schweißen - TRUMPF Laser
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Leistungsregelung für konstante ErgebnisseBedienpanelPulsleistungZeitEchtzeitLeistungsregelungLeistungsregelungVorteile der Echtzeit-Leistungsregelung• Alle Pulse sind Arbeitspulse• Jederzeit definierte <strong>Laser</strong>leistung am Werkstück• Hohe Puls-zu-Puls Stabilität- Hohe Reproduzierbarkeit- besser als ± 0,3 % (@ 10 ms Pulsdauer)PulsleistungRegelkreis<strong>Laser</strong>kavität/-resonatorWerkstückZeitLeistungsmessungim Strahlweg<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong> M. Kussmann; J. Metzger5
Simultanes NahtschweißenHerstellung endoskopischerInstrumente• Material: CrNi• Abmessungen- Großes Rohr Ø 4,5 mm- 2 kleine Rohre Ø 1 mm• 1 <strong>Laser</strong> mit 4 Abgängen- Strahlteilung mit 4 x 25%• Fokusdurchmesser 300 µm1234• Vorteile- Nahezu verzugsfreie Schweißungen- Optimaler Lauf der Führungsdrähte<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong> M. Kussmann; J. Metzger6
Long Pulse Welding<strong>Schweißen</strong> eines Batteriekontaktes• Material: Aluminium und KupferTruPulse 556• Schweißnaht (Ring) mit Scanneroptik PFO 20• Schweißgeschwindigkeit 14 m/min2,2 mm Im Vergleich zu herkömmlicher Punktschweißunghöhere Festigkeit wegen größerem Schmelzvolumen<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong>M. Kussmann; J. Metzger 7
Burst-FunktionScannerschweißen von Kontakten an Schalternmit dem TruPulse 124• 10 Schweißpunkte mit Scanneroptik PFO 20• Pulsenergie von je 11,5 J(Pulsleistung: 2,3 kW, Pulsdauer: 5,0 ms)Energiespeicher123456789101 2 3 4 5 6 7 8 9 10Schweißzeitreduzierung70 %Pulsfrequenz30 Hz vs. 9 HzDeutliche Reduzierung der Schweißzeit Erhöhter Durchsatz<strong>Laser</strong> mit geringerer mittlerer Leistung Niedrigere Investitionskosten<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong>M. Kussmann; J. Metzger 8
TruFiber – Yb:Glas Faserlaser• Einsatz im Feinschweißen und Feinschneiden• Kombination von wenigen hundert Watt <strong>Laser</strong>leistungmit bester Strahlqualität (M² < 1,1)- Feinste Bearbeitungsergebnisse- Hohe Bearbeitungsgeschwindigkeit• Cw Betrieb und moduliert mit mehreren kHz• Hoher Wirkungsgrad• Strahlführung über <strong>Laser</strong>lichtkabelTruFiber<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong> In Abhängigkeit von der benötigtenBearbeitungsgeschwindigkeit wird das ModellausgewähltM. Kussmann; J. Metzger 9
<strong>Schweißen</strong> mit TruFiber 400<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong>M. Kussmann; J. Metzger 10
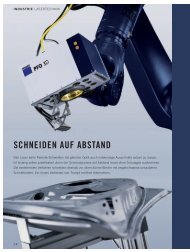
Remoteschweißen in Tru<strong>Laser</strong> Station 3003Zylinderkopfdichtung• Edelstahl 0,1 mm auf 0,3 mm• Überlappstoß Tiefschweißen• Fokusdurchmesser 25 µm (z = 0 mm)• <strong>Laser</strong>leistung 200 W• Geschwindigkeit 24 m/minRohrverbindung• Edelstahl 0,4 mm Wandstärke• StumpfstoßWärmeleitungsschweißen• Bestrahldurchmesser 240 µm (z =+4 mm)• <strong>Laser</strong>leistung 400 W• Geschwindigkeit 2,8 m/min (6 U/min)<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong>M. Kussmann; J. Metzger 11
TruPulse und TruFiber im Schweißvergleich (1)Typ.Fokus-Ø 30 µm 100 µm 300 µmTruFiber TruPulse• Je kleiner der Fokusdurchmesser, destohöher die Anforderungen an Bauteilvorbereitung,Spanntechnik undPositionierung• Je größer der Fokusdurchmesser, destomehr (Puls-)Leistung ist erforderlichStumpfstoßÜberlappstoß100 µmSpalt100 µmSpalt• Stumpfstoß- Spaltbreite < Fokusdurchmesser• Überlappstoß- Spaltbreite < Schweißnahtbreite• Je größer der Verbindungsquerschnitt,desto höher die Festigkeit der Schweißung<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong>M. Kussmann; J. Metzger 12
TruPulse und TruFiber im Schweißvergleich (2)Rundnaht an Edelstahl Sensor mit Kunststoffkern• TruFiber 200- Überlappnaht- d of = 35 µm- 150 W cw 4 m/min, geringer Verbindungsquerschnitt• TruPulse 203- Kehlnaht- d of = 800 µm- 700 W, 3 ms, 70 Hz 1 m/min, großer Verbindungsquerschnitt <strong>Laser</strong>auswahl erfolgt nach AbwägungGeschwindigkeit vs. Festigkeit<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong>M. Kussmann; J. Metzger 13
Produktion von Herzschrittmachern (1)Kontaktschweißen der innerenElektronik-Komponenten• Material: KupferlegierungenVerschweißen der Gehäusehälftenvon Herzschrittmachern• Material: Titan- T M = 1650 °C• Wandstärke 0,3 mm<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong> M. Kussmann; J. Metzger14
„Kaltes“ <strong>Schweißen</strong> von HerzschrittmachernVerschweißen der Titangehäusehälften• Innentemperatur < 50 °C- Keine Schädigung derempfindlichen Elektronik• Definierte Einschweißtiefe- 0,25 mm bei 0,3 mm Wandstärke(keine Spritzer im Inneren)dank präziser Leistungsregelungin Echtzeit• Gasdicht- Getestet gegen 10 -8 bar• Biokompatibel wie der Grundwerkstoff• Fokusdurchmesser 800 µm<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong>M. Kussmann; J. Metzger 15
Fazit• Die Wahl des <strong>Laser</strong>s hängt ab von- der Art der Schweißnaht- der Möglichkeit der Vorbereitung- den Anforderungen an Festigkeit und GeschwindigkeitFür jede Anwendung den passenden <strong>Laser</strong>.<strong>Laser</strong> in der <strong>Feinbearbeitung</strong> © <strong>TRUMPF</strong> M. Kussmann; J. Metzger16