

gerätetechnik
gerätetechnik
gerätetechnik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
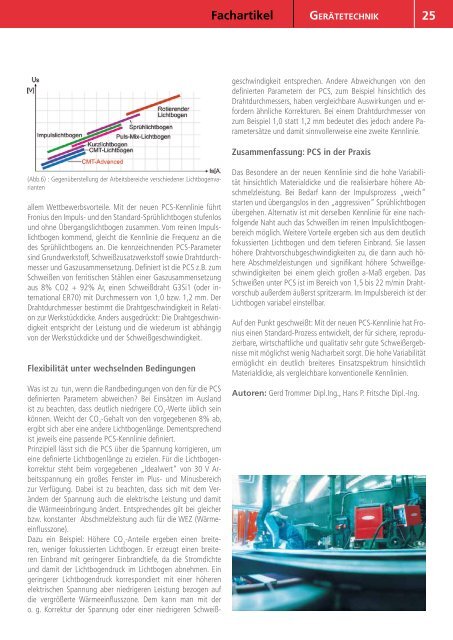
(Abb.6) : Gegenüberstellung der Arbeitsbereiche verschiedener Lichtbogenvarianten<br />
allem Wettbewerbsvorteile. Mit der neuen PCS-Kennlinie führt<br />
Fronius den Impuls- und den Standard-Sprühlichtbogen stufenlos<br />
und ohne Übergangslichtbogen zusammen. Vom reinen Impulslichtbogen<br />
kommend, gleicht die Kennlinie die Frequenz an die<br />
des Sprühlichtbogens an. Die kennzeichnenden PCS-Parameter<br />
sind Grundwerkstoff, Schweißzusatzwerkstoff sowie Drahtdurchmesser<br />
und Gaszusammensetzung. Definiert ist die PCS z.B. zum<br />
Schweißen von ferritischen Stählen einer Gaszusammensetzung<br />
aus 8% CO2 + 92% Ar, einen Schweißdraht G3Si1 (oder international<br />
ER70) mit Durchmessern von 1,0 bzw. 1,2 mm. Der<br />
Drahtdurchmesser bestimmt die Drahtgeschwindigkeit in Relation<br />
zur Werkstückdicke. Anders ausgedrückt: Die Drahtgeschwindigkeit<br />
entspricht der Leistung und die wiederum ist abhängig<br />
von der Werkstückdicke und der Schweißgeschwindigkeit.<br />
Flexibilität unter wechselnden Bedingungen<br />
Was ist zu tun, wenn die Randbedingungen von den für die PCS<br />
definierten Parametern abweichen? Bei Einsätzen im Ausland<br />
ist zu beachten, dass deutlich niedrigere CO 2 -Werte üblich sein<br />
können. Weicht der CO 2 -Gehalt von den vorgegebenen 8% ab,<br />
ergibt sich aber eine andere Lichtbogenlänge. Dementsprechend<br />
ist jeweils eine passende PCS-Kennlinie definiert.<br />
Prinzipiell lässt sich die PCS über die Spannung korrigieren, um<br />
eine definierte Lichtbogenlänge zu erzielen. Für die Lichtbogenkorrektur<br />
steht beim vorgegebenen „Idealwert“ von 30 V Arbeitsspannung<br />
ein großes Fenster im Plus- und Minusbereich<br />
zur Verfügung. Dabei ist zu beachten, dass sich mit dem Verändern<br />
der Spannung auch die elektrische Leistung und damit<br />
die Wärmeeinbringung ändert. Entsprechendes gilt bei gleicher<br />
bzw. konstanter Abschmelzleistung auch für die WEZ (Wärmeeinflusszone).<br />
Dazu ein Beispiel: Höhere CO 2 -Anteile ergeben einen breiteren,<br />
weniger fokussierten Lichtbogen. Er erzeugt einen breiteren<br />
Einbrand mit geringerer Einbrandtiefe, da die Stromdichte<br />
und damit der Lichtbogendruck im Lichtbogen abnehmen. Ein<br />
geringerer Lichtbogendruck korrespondiert mit einer höheren<br />
elektrischen Spannung aber niedrigeren Leistung bezogen auf<br />
die vergrößerte Wärmeeinflusszone. Dem kann man mit der<br />
o. g. Korrektur der Spannung oder einer niedrigeren Schweiß-<br />
Fachartikel<br />
Gerätetechnik 25<br />
geschwindigkeit entsprechen. Andere Abweichungen von den<br />
definierten Parametern der PCS, zum Beispiel hinsichtlich des<br />
Drahtdurchmessers, haben vergleichbare Auswirkungen und erfordern<br />
ähnliche Korrekturen. Bei einem Drahtdurchmesser von<br />
zum Beispiel 1,0 statt 1,2 mm bedeutet dies jedoch andere Parametersätze<br />
und damit sinnvollerweise eine zweite Kennlinie.<br />
Zusammenfassung: PCS in der Praxis<br />
Das Besondere an der neuen Kennlinie sind die hohe Variabilität<br />
hinsichtlich Materialdicke und die realisierbare höhere Abschmelzleistung.<br />
Bei Bedarf kann der Impulsprozess „weich“<br />
starten und übergangslos in den „aggressiven“ Sprühlichtbogen<br />
übergehen. Alternativ ist mit derselben Kennlinie für eine nachfolgende<br />
Naht auch das Schweißen im reinen Impulslichtbogenbereich<br />
möglich. Weitere Vorteile ergeben sich aus dem deutlich<br />
fokussierten Lichtbogen und dem tieferen Einbrand. Sie lassen<br />
höhere Drahtvorschubgeschwindigkeiten zu, die dann auch höhere<br />
Abschmelzleistungen und signifikant höhere Schweißgeschwindigkeiten<br />
bei einem gleich großen a-Maß ergeben. Das<br />
Schweißen unter PCS ist im Bereich von 1,5 bis 22 m/min Drahtvorschub<br />
außerdem äußerst spritzerarm. Im Impulsbereich ist der<br />
Lichtbogen variabel einstellbar.<br />
Auf den Punkt geschweißt: Mit der neuen PCS-Kennlinie hat Fronius<br />
einen Standard-Prozess entwickelt, der für sichere, reproduzierbare,<br />
wirtschaftliche und qualitativ sehr gute Schweißergebnisse<br />
mit möglichst wenig Nacharbeit sorgt. Die hohe Variabilität<br />
ermöglicht ein deutlich breiteres Einsatzspektrum hinsichtlich<br />
Materialdicke, als vergleichbare konventionelle Kennlinien.<br />
Autoren: Gerd Trommer Dipl.Ing., Hans P. Fritsche Dipl.-Ing.














