AUSWUCHTSYSTEM NEU NEW NOUVEAU - BIBUS SK, sro
AUSWUCHTSYSTEM NEU NEW NOUVEAU - BIBUS SK, sro AUSWUCHTSYSTEM NEU NEW NOUVEAU - BIBUS SK, sro
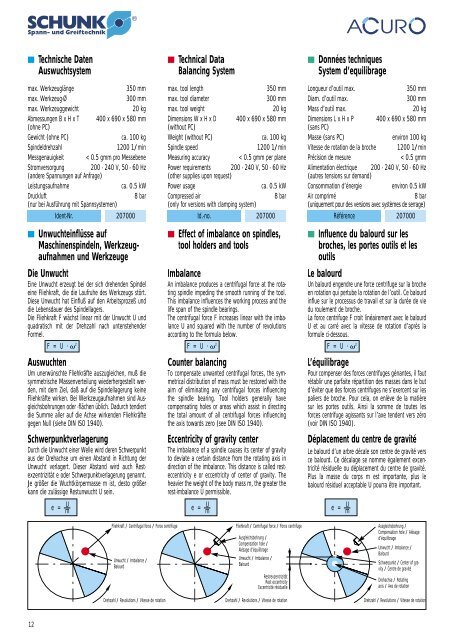
■ Technische DatenAuswuchtsystem■ Technical DataBalancing System■ Données techniquesSystem d’equilibragemax. Werkzeuglänge350 mm max. tool length350 mm Longueur d’outil max.350 mmmax. Werkzeug-Ø300 mm max. tool diameter300 mm Diam. d’outil max.300 mmmax. Werkzeuggewicht20 kg max. tool weight20 kg Mass d’outil max.20 kgAbmessungenBxHxT 400x690x580mm Dimensions W x H x D 400 x 690 x 580 mm Dimensions L xHxP 400x690x580mm(ohne PC)Gewicht (ohne PC)ca. 100 kg(without PC)Weight (without PC)ca. 100 kg(sans PC)Masse (sans PC)environ 100 kgSpindeldrehzahl1200 1/min Spindle speed1200 1/min Vitesse de rotation de la broche 1200 1/minMessgenauigkeit < 0.5 gmm pro Messebene Measuring accuracy < 0.5 gmm per plane Précision de mesure< 0.5 gmmStromversorgung 200 - 240 V, 50 - 60 Hz Power requirements 200 - 240 V, 50 - 60 Hz Alimentation électrique 200 - 240 V, 50 - 60 Hz(andere Spannungen auf Anfrage)Leistungsaufnahmeca. 0.5 kW(other supplies upon request)Power usageca. 0.5 kW(autres tensions sur demand)Consommation d’énergie environ 0.5 kWDruckluft8 bar Compressed air8 bar Air comprimé8 bar(nur bei Ausführung mit Spannsystemen)(only for versions with clamping system)(uniquement pour des versions avec systèmes de serrage)Ident-Nr. 207000 Id.-no. 207000 Référence 207000■ Unwuchteinflüsse aufMaschinenspindeln, Werkzeugaufnahmenund WerkzeugeDie UnwuchtEine Unwucht erzeugt bei der sich drehenden Spindeleine Fliehkraft, die die Laufruhe des Werkzeugs stört.Diese Unwucht hat Einfluß auf den Arbeitsprozeß unddie Lebensdauer des Spindellagers.Die Fliehkraft F wächst linear mit der Unwucht U undquadratisch mit der Drehzahl nach untenstehenderFormel.F = U · 2 F = U · 2AuswuchtenUm unerwünschte Fliehkräfte auszugleichen, muß diesymmetrische Massenverteilung wiederhergestellt werden,mit dem Ziel, daß auf die Spindellagerung keineFliehkräfte wirken. Bei Werkzeugaufnahmen sind Ausgleichsbohrungenoder -flächen üblich. Dadurch tendiertdie Summe aller auf die Achse wirkenden Fliehkräftegegen Null (siehe DIN ISO 1940).SchwerpunktverlagerungDurch die Unwucht einer Welle wird deren Schwerpunktaus der Drehachse um einen Abstand in Richtung derUnwucht verlagert. Dieser Abstand wird auch Restexzentrizitäte oder Schwerpunktverlagerung genannt.Je größer die Wuchtkörpermasse m ist, desto größerkann die zulässige Restunwucht U sein.e = U m■ Effect of imbalance on spindles,tool holders and toolsImbalanceAn imbalance produces a centrifugal force at the rotatingspindle impeding the smooth running of the tool.This imbalance influences the working process and thelife span of the spindle bearings.The centrifugal force F increases linear with the imbalanceU and squared with the number of revolutionsaccording to the formula below.Counter balancingTo compensate unwanted centrifugal forces, the symmetricaldistribution of mass must be restored with theaim of eliminating any centrifugal forces influencingthe spindle bearing. Tool holders generally havecompensating holes or areas which assist in directingthe total amount of all centrifugal forces influencingthe axis towards zero (see DIN ISO 1940).Eccentricity of gravity centerThe imbalance of a spindle causes its center of gravityto deviate a certain distance from the rotating axis indirection of the imbalance. This distance is called resteccentricitye or eccentricity of center of gravity. Theheavier the weight of the body mass m, the greater therest-imbalance U permissible.e = U m■ Influence du balourd sur lesbroches, les portes outils et lesoutilsLe balourdUn balourd engendre une force centrifuge sur la brocheen rotation qui pertube la rotation de l’outil. Ce balourdinflue sur le processus de travail et sur la durée de viedu roulement de broche.La force centrifuge F croit linéairement avec le balourdU et au carré avec la vitesse de rotation d’après laformule ci-dessous.F = U · 2L’équilibragePour compenser des forces centrifuges génantes, il fautrétablir une parfaite répartition des masses dans le butd’éviter que des forces centrifuges ne s’exercent sur lespaliers de broche. Pour cela, on enlève de la matièresur les portes outils. Ainsi la somme de toutes lesforces centrifuge agissants sur l’axe tendent vers zéro(voir DIN ISO 1940).Déplacement du centre de gravitéLe balourd d’un arbre décale son centre de gravité versce balourd. Ce décalage se nomme également excentricitérésiduelle ou déplacement du centre de gravité.Plus la masse du corps m est importante, plus lebalourd résiduel acceptable U pourra être important.e = U mFliehkraft / Centrifugal force / Force centrifugeUnwucht / Imbalance /BalourdFliehkraft / Centrifugal force / Force centrifugeAusgleichsbohrung /Compensation hole /Alésage d’équilibrageUnwucht / Imbalance /BalourdRestrexzentrizitätRest eccentricityExcentricité résiduelleAusgleichsbohrung /Compensation hole / Alésaged’équilibrageUnwucht / Imbalance /BalourdSchwerpunkt / Center of gravity/ Centre de gravitéDrehachse / Rotatingaxis / Axe de rotationDrehzahl / Revolutions / Vitesse de rotation Drehzahl / Revolutions / Vitesse de rotation Drehzahl / Revolutions / Vitesse de rotation12
WuchtgrenzenZiel des Auswuchtens muß es sein, einen Kompromißzwischen dem technisch Machbaren und dem wirtschaftlichSinnvollen zu finden. Es ist z.B. widersinnig,ein Hydraulik-Dehnspannfutter mit HSK auf G1.0 zuwuchten, wenn es im Einsatzfall auf der Maschine miteinem Rundlauffehler gespannt wird, der eine um einVielfaches höhere Unwucht erzeugt.Beispiel:Masse mit gespanntem Fräser m = 1.340 kgBetriebsdrehzahl n = 30 000U/min.Geforderte Wuchtgüte G1Max. Restexzentrizität e zul = 0.318 µmMax. UnwuchtU = 0.427 gmmUnwucht durch Rundlauffehlerzwischen Spindel und Futter r = 2 µmErzeugte UnwuchtU = 2.68 gmm■ UnwuchtberechnungDie Unwucht ist ein Maß, das angibt, wieviel unsymmetrischverteilte Masse in radialer Richtung von derDrehachse entfernt ist. Die Unwucht wird in gmm angegeben.Das Abstandmaß e sagt aus, wie weit derSchwerpunkt eines Teils von der Drehachse entfernt ist.Die Unwucht ergibt sich aus:darin ist:U = Unwucht in gmme = Schwerpunktabstand in µmm = Masse in kgDa der Abstand in der Regel unbekannt ist, wird die UnwuchtU ist auf einer Wuchtmaschine ermittelt und mitHilfe von Abtragungen an einem definierten Ausgleichsradiusauf annähernd U null minimiert. Das zulässigeAbstandsmaß e ergibt sich aus den Kundenanforderungen.Durch e zul kann etwa abgeschätzt werden, wieschwierig das Auswuchten sein wird. Die zulässigeRestmasse m R errechnet sich mit der Formel:darin ist:r = Ausgleichsradius in mm(der Ausgleichsradius ist der Radius, in denbeim Wuchten gebohrt wird)m = Masse in kge zul = zul. Abstandsmaß in µm bzw.g · m= Restmasse in gkgm RU = m · em R= ezul · mrBeispiel:Bei einem zulässigen Abstandsmaß von e zul = 4.01µm, das entspricht G6.3 bei 15 000 U/min., einemFuttergewicht (z.B. Hydraulik-Dehnspannfutter Ident-Nr. 204 054, d.h. HSK-A 63, Spann-Ø 12) vonm = 1.125 kg und einem Ausgleichsradius von r = ca.25 mm (Bohren bei d4) ergibt sich für die max.zulässige Ausgleichsmasse m R :Balancing limitsThe aim of balancing must be to find a compromisebetween technical feasibility and economic logic. Forexample, it is illogical to balance a HSK hydraulicexpansion chuck on G1.0, if in individual applicationsit is clamped in a machine with concentricity errorsproducing a much higher imbalance.Example:Mass in clamped milling cutter m = 1.340 kgOperating speed n = 30 000rev./min.Required balance grade G1Max. rest eccentricity e acc = 0.318 µmMax. imbalanceU = 0.427 gmmImbalance through error in concentricitybetween spindle and chuck r = 2 µmProduced imbalance U = 2.68 gmm■ Calculating imbalanceImbalance is a measure, specifying how much unsymmetricaldistributed mass deviates radially from therotating axis. Imbalance is measured in gmm. Themeasure of distance e determines the distance of thecenter of gravity of an element to the rotating axis.Imbalance is calculated as follows:U = m · ewhereby:U = imbalance in gmme = eccentricity of center of gravity in µmm = mass in kgAs the distance e is generally unknown, the imbalanceU is is calculated on a balancing machine and minimisedto approx. U zero with the help of reductions at a definedcompensation radius. The acceptable measure ofdistance e is determined by customer requirements.Through e acc , the difficulties of balancing can be gaugedapproximately. The acceptable rest-mass m R is calculatedwith the formula:m R= eacc · mrwhereby:r = compensation radius in mm(the compensation radius is the radius ofdrilling when balancing)m = mass in kge acc = accept. measure of distance in µm org · mm R = rest mass in gkgExample:With an accept. measure of distance of e acc = 4.01 µm,which corresponds to G6.3 at 15 000 rev./min., achuck weight (e.g. hydr. expansion chuck Id.-No.204 054 i.e. HSK-A 63, clamping-Ø 12) of m =1.125 kg and a compensation radius of r = approx.25 mm (drilling at d4) the max. acceptable compensationmass m R is calculated as follows:Limites d’équilibrageLe but de l’équilibrage est de trouver le bon compromisentre ce qui est réalisable techniquement et ce qui estéconomiquement raisonnable.Il est, par exemple, absurde d’équilibrer un mandrinexpansible hydraulique HSK à une qualité G1.0 si lemandrin est monté sur une machine qui génère unbalourd important.Exemple:Masse avec fraise montée m = 1.340 kgVitesse de rotation d’usinage n = 30 000tr./min.Qualité d’équilibrage demandée G 1Excentricité résiduelle max. e acc = 0.318 µmBalourd max.U = 0.427 gmmBalourd occasionné par le défaut de concentricité entrela broche et le mandrin r = 2 µmBalourd résultantU = 2.68 gmm■ Calcul du balourdLe balourd est une unité qui donne les masses répartiesassymétriquement déviant radialement par rapport àl’axe. Le balourd s’exprime en gmm. L’unité dedistance e exprime la distance du centre de gravitéd’une pièce par rapport à l’axe de rotation. Lebalourd résulte de:avec:U = balourd en gmme = excentricité du centre de gravité en µmm = masse en kgComme en général l’excentricité e n’est pas connue, lebalourd U zero est déterminé sur une machine à équilibreret il est réduit à l’aide de perçages dans un rayonde compensation.L’excentricité admise est déterminée par le client. Al’aide de e acc on peut juger approximativement des difficultésque représentent l’équilibrage. La masse résiduellem R admise se calcule d’après la formule:avec:r = rayon de compensation en mm (le rayon decompensation est le rayon dans lequel sontréalisés les perçages)m = masse en kge acc = distance acceptable en µm oug · m= masse résiduelle en gkgm RU = m · em R= eacc · mrExemple:Avec une distance acceptable de e acc = 4.01 µmcorrespondant à G6.3 à 15 000 tr./min., un poids dem = 1.125 kg (p. e. pour un mandrin expansibleréf. 204 054, HSK-A 63, diamètre de serrage 12)et un rayon de compensation de r = env. 25 mm(perçage à d4) il résulte la masse résiduelle max. m Rsuivante:m R= 4.01 µm · 1.125 kg = 0.180 g25 mmm R= 4.01 µm · 1.125 kg = 0.180 g25 mmm R= 4.01 µm · 1.125 kg = 0.180 g25 mm13
- Seite 1 und 2: NEUNEWNOUVEAUAUSWUCHTSYSTEMBALANCIN
- Seite 3 und 4: ■ SCHUNK entschied sich deshalb,
- Seite 5 und 6: ■ Intelligente AuswuchttechnikDie
- Seite 7 und 8: Zubehör Accessories Accessoires■
- Seite 9 und 10: Zubehör Accessories Accessoires■
- Seite 11: ■ Auswuchtverfahren in 1 oder 2 E
- Seite 15: Abb.: Auswucht-Gütestufen für sta
■ Technische DatenAuswuchtsystem■ Technical DataBalancing System■ Données techniquesSystem d’equilibragemax. Werkzeuglänge350 mm max. tool length350 mm Longueur d’outil max.350 mmmax. Werkzeug-Ø300 mm max. tool diameter300 mm Diam. d’outil max.300 mmmax. Werkzeuggewicht20 kg max. tool weight20 kg Mass d’outil max.20 kgAbmessungenBxHxT 400x690x580mm Dimensions W x H x D 400 x 690 x 580 mm Dimensions L xHxP 400x690x580mm(ohne PC)Gewicht (ohne PC)ca. 100 kg(without PC)Weight (without PC)ca. 100 kg(sans PC)Masse (sans PC)environ 100 kgSpindeldrehzahl1200 1/min Spindle speed1200 1/min Vitesse de rotation de la broche 1200 1/minMessgenauigkeit < 0.5 gmm pro Messebene Measuring accuracy < 0.5 gmm per plane Précision de mesure< 0.5 gmmStromversorgung 200 - 240 V, 50 - 60 Hz Power requirements 200 - 240 V, 50 - 60 Hz Alimentation électrique 200 - 240 V, 50 - 60 Hz(andere Spannungen auf Anfrage)Leistungsaufnahmeca. 0.5 kW(other supplies upon request)Power usageca. 0.5 kW(autres tensions sur demand)Consommation d’énergie environ 0.5 kWDruckluft8 bar Compressed air8 bar Air comprimé8 bar(nur bei Ausführung mit Spannsystemen)(only for versions with clamping system)(uniquement pour des versions avec systèmes de serrage)Ident-Nr. 207000 Id.-no. 207000 Référence 207000■ Unwuchteinflüsse aufMaschinenspindeln, Werkzeugaufnahmenund WerkzeugeDie UnwuchtEine Unwucht erzeugt bei der sich drehenden Spindeleine Fliehkraft, die die Laufruhe des Werkzeugs stört.Diese Unwucht hat Einfluß auf den Arbeitsprozeß unddie Lebensdauer des Spindellagers.Die Fliehkraft F wächst linear mit der Unwucht U undquadratisch mit der Drehzahl nach untenstehenderFormel.F = U · 2 F = U · 2AuswuchtenUm unerwünschte Fliehkräfte auszugleichen, muß diesymmetrische Massenverteilung wiederhergestellt werden,mit dem Ziel, daß auf die Spindellagerung keineFliehkräfte wirken. Bei Werkzeugaufnahmen sind Ausgleichsbohrungenoder -flächen üblich. Dadurch tendiertdie Summe aller auf die Achse wirkenden Fliehkräftegegen Null (siehe DIN ISO 1940).SchwerpunktverlagerungDurch die Unwucht einer Welle wird deren Schwerpunktaus der Drehachse um einen Abstand in Richtung derUnwucht verlagert. Dieser Abstand wird auch Restexzentrizitäte oder Schwerpunktverlagerung genannt.Je größer die Wuchtkörpermasse m ist, desto größerkann die zulässige Restunwucht U sein.e = U m■ Effect of imbalance on spindles,tool holders and toolsImbalanceAn imbalance produces a centrifugal force at the rotatingspindle impeding the smooth running of the tool.This imbalance influences the working process and thelife span of the spindle bearings.The centrifugal force F increases linear with the imbalanceU and squared with the number of revolutionsaccording to the formula below.Counter balancingTo compensate unwanted centrifugal forces, the symmetricaldistribution of mass must be restored with theaim of eliminating any centrifugal forces influencingthe spindle bearing. Tool holders generally havecompensating holes or areas which assist in directingthe total amount of all centrifugal forces influencingthe axis towards zero (see DIN ISO 1940).Eccentricity of gravity centerThe imbalance of a spindle causes its center of gravityto deviate a certain distance from the rotating axis indirection of the imbalance. This distance is called resteccentricitye or eccentricity of center of gravity. Theheavier the weight of the body mass m, the greater therest-imbalance U permissible.e = U m■ Influence du balourd sur lesbroches, les portes outils et lesoutilsLe balourdUn balourd engendre une force centrifuge sur la brocheen rotation qui pertube la rotation de l’outil. Ce balourdinflue sur le processus de travail et sur la durée de viedu roulement de broche.La force centrifuge F croit linéairement avec le balourdU et au carré avec la vitesse de rotation d’après laformule ci-dessous.F = U · 2L’équilibragePour compenser des forces centrifuges génantes, il fautrétablir une parfaite répartition des masses dans le butd’éviter que des forces centrifuges ne s’exercent sur lespaliers de broche. Pour cela, on enlève de la matièresur les portes outils. Ainsi la somme de toutes lesforces centrifuge agissants sur l’axe tendent vers zéro(voir DIN ISO 1940).Déplacement du centre de gravitéLe balourd d’un arbre décale son centre de gravité versce balourd. Ce décalage se nomme également excentricitérésiduelle ou déplacement du centre de gravité.Plus la masse du corps m est importante, plus lebalourd résiduel acceptable U pourra être important.e = U mFliehkraft / Centrifugal force / Force centrifugeUnwucht / Imbalance /BalourdFliehkraft / Centrifugal force / Force centrifugeAusgleichsbohrung /Compensation hole /Alésage d’équilibrageUnwucht / Imbalance /BalourdRestrexzentrizitätRest eccentricityExcentricité résiduelleAusgleichsbohrung /Compensation hole / Alésaged’équilibrageUnwucht / Imbalance /BalourdSchwerpunkt / Center of gravity/ Centre de gravitéDrehachse / Rotatingaxis / Axe de rotationDrehzahl / Revolutions / Vitesse de rotation Drehzahl / Revolutions / Vitesse de rotation Drehzahl / Revolutions / Vitesse de rotation12


