Autoliebhaber - Festo
Autoliebhaber - Festo
Autoliebhaber - Festo

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Automotive<br />
12 Elektro-Achsen<br />
geben Stoff<br />
Ein schickes Äußeres, schnell auf den Rädern, geringer<br />
Verbrauch und technisch auf dem neuesten Stand – so stellt<br />
man sich sein Traumauto vor. Zu einem wahren Schmuckstück<br />
wird es aber erst, wenn auch die Innenausstattung<br />
alle Stückerln spielt. Mit ihren Kaschieranlagen für Automobil-Interieur-Teile<br />
geben die Sonderanlagenbauer von<br />
3con ordentlich Stoff – im wahrsten Sinne des Wortes.<br />
Die Automatisierungstechnik kommt von <strong>Festo</strong>. Mit dabei:<br />
12 elektrische Achsen und Steuerungen von <strong>Festo</strong> …<br />
<strong>Autoliebhaber</strong> legen Wert auf Motorleistung,<br />
Fahreigenschaften,<br />
Sicherheit, Komfort und Design –<br />
umso mehr, wenn es sich um ein<br />
Luxusmodell handelt. Jedes Detail muss<br />
passen – innen wie außen. Wenn es um<br />
die perfekte Verarbeitung des Automobil-<br />
Interieurs geht, verleihen Kaschieranlagen<br />
der Tiroler Sonderanlagenbauer den<br />
Premium-Modellen auf vier Rädern den<br />
letzten Schliff: Ob A-, B- oder C-Säule,<br />
wenig ansehnliche Kunststoffteile werden<br />
im PKW-Inneren mit edlem Dekor passund<br />
formgenau verhüllt. Vollautomatisch<br />
– dafür sorgt Pneumatik von <strong>Festo</strong>.<br />
Bild: Mercedes-Benz Österreich<br />
Dem Automobil-Interieur verschrieben<br />
Das in Ebbs bei Kufstein ansässige Unternehmen<br />
3con wurde von Ing. Hannes Auer<br />
im Jahr 1998 in Oberaudorf (Deutschland)<br />
gegründet und hat sich auf den Anlagenund<br />
Werkzeugbau spezialisiert. 2001<br />
wurde die Tiroler Niederlassung eröffnet.<br />
Die Verarbeitung von Automobil-Interieur-<br />
Teilen ist die Spezialität der 3con Anlagenbau<br />
GmbH.<br />
Heute bietet das Sonderanlagenbau-Unternehmen<br />
ein umfangreiches Lösungsund<br />
Leistungsspektrum – von der Konzeption<br />
über die Fertigung bis zur Inbetrieb-<br />
Werkzeug zum Kaschieren<br />
eines Dekorzuschnitts<br />
auf Kunststoffträger.<br />
Die Dekore<br />
werden pass- und<br />
formgenau aufgebracht.<br />
nahme vor Ort beim Kunden. Prozesssicherheit,<br />
kurze Zykluszeiten und effiziente<br />
Abläufe zeichnen die Press- und<br />
Kaschieranlagen von 3con aus. Das stößt<br />
vor allem bei führenden, international tätigen<br />
Automobil-Zulieferern auf großen<br />
Anklang.<br />
Ein heißer Prozess<br />
Premiumklasse-Autos stehen für erstklassige<br />
Technik. Erstklassige Technik ist<br />
es auch, die bei der jüngst entwickelten<br />
Kaschieranlage von 3con zur Anwendung<br />
kommt. Der Prozess im Detail: ABS-<br />
Kunststoffträger und Dekor werden manuell<br />
in die Anlage eingelegt, der Bediener<br />
drückt auf „Start!“ und von da an<br />
geht es heiß her: Ein Heizshuttle mit Infrarotstrahlern<br />
wird automatisch vorgefahren,<br />
Träger und Dekor werden auf<br />
rund 70 bis 80 Grad Celsius (Hot Melt<br />
Verklebung) erwärmt und der zuvor aufgetragene<br />
Kleber aktiviert.<br />
2.2010 trends in automation<br />
Synergien 44 – 45<br />
Bereich der Erwärmung<br />
zum Aktivieren<br />
des Klebers. Ein DFM-<br />
Zylinder mit integrierter<br />
Kugelführung senkt<br />
die Infrarot-Heizstrahler<br />
ab.<br />
Danach wird das ABS-Trägerteil in das im<br />
Vorfeld bereits exakt zugeschnittene und<br />
vorbespannte Dekor eingetaucht, der<br />
Stoff passt sich optimal an die 3D-Form<br />
des Kunststoffträgers an – und fertig ist<br />
die Einkleidung. Fast, denn der Feinschliff<br />
fehlt noch: die Umbugung – ein Prozess,<br />
der nach viel automatisiertem „Fingerspitzengefühl“<br />
verlangt, da er letztendlich für<br />
das perfekte optische Erscheinungsbild<br />
der Innenverkleidung maßgeblich verantwortlich<br />
ist.<br />
Bilder: Contentmanufaktur / Lille
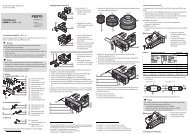
Die Kontrolle der<br />
Materialzugabe erfolgt<br />
mithilfe elektrischer<br />
EGC-Spindelachsen<br />
von <strong>Festo</strong>. Jeder der 12<br />
zum Einsatz kommenden<br />
Achsen wird individuell<br />
kurvengesteuert,<br />
positioniert und drehmomentgeregelt.<br />
„Oberklasse“-Automation von <strong>Festo</strong><br />
Zum Umbugen senken sich erneut Heizstrahler<br />
für rund zwei Sekunden ab, erwärmen<br />
das Dekor – diesmal auf ca. 50 Grad<br />
Celsius – und fahren wieder weg. Die Stoffüberstände<br />
werden umgebogen und verklebt.<br />
Danach wird das Teil weitergetaktet<br />
– Zeit für eine Abkühlung, Zeit für eine<br />
kurze Ruhepause. Am Ende der Prozesskette<br />
wird der Träger angesaugt, aufgehoben<br />
und von der Maschine ausgegeben.<br />
„Die Taktzeit der 3con-Kaschieranlage beträgt<br />
weniger als eine Minute: Vom Erwärmen,<br />
Kleben bis zum Auskühlen, je zwei<br />
Trägerteile schießen in rund 40 Sekunden<br />
gleichzeitig durch die Maschine“, sagt<br />
Martin Payr von 3con (Betriebsleiter). In<br />
Sachen Technologie steht die Anlage den<br />
Luxuskarossen um nichts nach. Verantwortlich<br />
dafür: „Oberklasse“-Automation<br />
von <strong>Festo</strong>.<br />
12 Elektro-Achsen geben Stoff<br />
Das Absenken des Infrarot-Heizelements<br />
zum Aktivieren des Klebers erfolgt mit<br />
Hilfe eines DFM-Führungszylinders. 12<br />
EGC-Spindelachsen mit Kugelumlaufspindeln<br />
übernehmen die Kontrolle der Materialzugabe<br />
und das Spannen der Dekore.<br />
Jede der elektrischen Achsen wird individuell<br />
kurvengesteuert, positioniert und<br />
drehmomentgeregelt. Für die optimale<br />
Steuerung sorgt die SPS CECX-M1 von<br />
<strong>Festo</strong> mit integriertem Motioncontroller.<br />
Die Kommunikation mit den Servomotorcontroller<br />
CMMS-AS erfolgt über Can-<br />
Open-Bus.<br />
Beim Umbugen kommen die EGC-Achsen<br />
im Positioniermodus in Verbindung mit<br />
einem ADN-Zylinder zum Einsatz. Ist das<br />
Kunststoffträgerteil fertig kaschiert, wird<br />
es mit Hilfe von VADMI-Vakuumsaugdüsen<br />
angesaugt, angehoben und auf eine<br />
Platte abgelegt. Die Ansteuerung der gesamten<br />
Pneumatik erfolgt über eine<br />
CPX/MPA-Ventilinsel-Kombination mit<br />
Profibus-Anschaltung.<br />
Die Steuerung der<br />
Achsen auf dem Werkzeug<br />
übernimmt die<br />
SPS CECX-M1 mit integriertemMotioncontroller.<br />
Aus drei mach eins<br />
Die größte Herausforderung bei der Entwicklung<br />
des vollautomatischen Kaschierverfahrens:<br />
die 3D-Geometrie der Kunststoffträger.<br />
„Faltenfrei zu kaschieren ist<br />
kein Problem. Schwieriger ist das gleichmäßige<br />
Kaschieren – ein geradliniger Fadenzug<br />
– auf einer 3D-bombierten Fläche.<br />
Nicht zu vergessen die Feinheit der Stoffe<br />
– nur wenige Anlagenbauer können mit<br />
dermaßen dünnen Materialien umgehen“,<br />
erklärt Payr.<br />
Für das Zuschneiden, Kleben und Kaschieren<br />
hat man früher drei Anlagen und dreimal<br />
mehr Bediener gebraucht. Heute<br />
kann man das mit nur einer Maschine<br />
lösen. „Von der Steuerung über die Controller<br />
bis zu den elektrischen Achsen und<br />
Motoren – <strong>Festo</strong> hat uns eine optimale<br />
Komplettlösung geliefert", sagt Payr. Flexibilität<br />
wird bei den Sonderanlagenbauern<br />
von 3con großgeschrieben. Ein Grund,<br />
warum die gesamte Press- und Kaschieranlage<br />
fertigungsspezifisch mit unterschiedlichen,<br />
hochkomplexen „Werkzeu-<br />
gen“ bestückt werden kann. Payr: „Unser<br />
Kunde ist damit für Modellmodifizierungen<br />
bestens gerüstet, da das Werkzeug<br />
bei Bedarf einfach gegen ein anderes ausgetauscht<br />
wird. Ein effizienter Weg, verschiedene<br />
Trägerteile auf nur einer Maschine<br />
zu kaschieren – egal, ob A-, B- oder<br />
C-Säule.“ ¢<br />
www.3con.de<br />
www.festo.at<br />
Die Ansteuerung der<br />
Servomotorcontroller<br />
CMMS-AS erfolgt über<br />
Can-Open-Bus.<br />
2.2010 trends in automation<br />
Synergien 46 – 47<br />
Ing. Hannes Auer, Geschäftsführer von 3con,<br />
und Ing. Michael Wurm, <strong>Festo</strong> Fachberater