Jahresbericht 2009 - Technische Universität Dresden
Jahresbericht 2009 - Technische Universität Dresden
Jahresbericht 2009 - Technische Universität Dresden
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Fakultät MaschinenwesenInstitut fürOberflächen- und FertigungstechnikIOF<strong>Jahresbericht</strong> <strong>2009</strong>
IOF Institut für Oberflächen- und FertigungstechnikIOF Institut für Oberflächen- und Fertigungstechnik1. FuE - StrukturInstitut für Oberflächen- und Fertigungstechnik IOFSitz: Zeunerbau, George-Bähr-Str. 3c, 01069 <strong>Dresden</strong>Am Institut für Oberflächen- und Fertigungstechnik IOF werden die wichtigsten Gebiete derFertigungstechnik untersucht, erarbeitet und die entsprechenden Fertigungstechnologienweiter entwickelt.Wissenschaft braucht Zusammenarbeitin der sich das Wissen des einen durchdie Entdeckung des anderen bereichert.Jose Ortega y GassetDiese Gebiete reichen von der Oberflächenbehandlung bis zur Nanotechnik, sowie von derFügetechnik bis zur Montage. Die Lasertechnik, die Fertigungstechnik und dieQualitätssicherung sind Querschnittsthemen, mit denen sich das IOF intensiver beschäftigt.Weiterhin gehören zu den übergreifenden Forschungs- und Lehrgebieten die Robotik, dasRapid Prototyping und die Plasmatechnik.Das Institut arbeitet in enger Kooperation mit dem Fraunhofer Institut für Werkstoff- undStrahltechnik IWS, welches in Personalunion von Prof. Beyer geleitet wird. Damit stehen demIOF u. a. die hervorragende Ausstattung des Fraunhofer Institutes für Forschung und Lehre zurVerfügung. Hochqualifizierte Mitarbeiter des Fraunhofer Institutes unterstützen die Ausbildungvon Studenten.2
Institut für Oberflächen- und Fertigungstechnik IOFIOF Institut für Oberflächen- und FertigungstechnikInstitutsmitgliederInstitutsleiterProf. Dr.-Ing. habil. E. BeyerProfessur fürLaser- undOberflächentechnikDekan der FakultätMaschinenwesenProf. Dr.-Ing. habil. U. FüsselProfessur fürFügetechnik undMontageStudienrichtungsleiterProduktionstechnikProf. Dr.-Ing. habil. H. WeiseProfessur fürFertigungsmesstechnik u.QualitätssicherungProf. Dr.-Ing. U. GüntherStellvertretender Leiter derProfessurSteinbeis-HochschuleBerlinProf. Dr. rer. nat. habil.B. SchultrichHonorarprofessorderProfessur fürLaser- undOberflächentechnik3
Institut für Oberflächen- und Fertigungstechnik IOFIOF Institut für Oberflächen- und FertigungstechnikKooperationenDas IOF ist über Kooperationsverträge besonders eng mit den folgenden Einrichtungenverbunden:Es besteht ein Kooperationsvertrag zur gemeinsamen Nutzungvon Anlagen und Geräten, sowie zum Austausch von Personal.Gemeinsame Strategische Projekte werden bearbeitet. Das IWSbeschäftigt sich mit der angewandten Forschung und Entwicklung,das IOF mit der Grundlagenforschung und Ausbildung.Basierend auf dem Kooperationsvertrag zwischen der TU <strong>Dresden</strong>und der Steinbeis-Hochschule Berlin werden durch das IOF unddie Steinbeis Technology Group gemeinsam wissenschaftlichesowie Aus- und Weiterbildungsleistungen erbracht.Mit der Universität Wroclaw existiert ein Kooperationsvertrag zumAustausch von Studenten. Über das vom Fh-IWS betriebenedortige Center sowie mit der Steinbeis-Stiftung besteht eine engewissenschaftliche Zusammenarbeit.Am CCL werden Studenten bei der Ausführung ihrer Beleg-,Diplom- und Masterarbeiten betreut, die dann über das IOF an derTU <strong>Dresden</strong> eingereicht werden. Auslands- und Praxissemesterkönnen am Fraunhofer Center oder an der Michigan StateUniversity durchgeführt werden.Aufgrund einer Vereinbarung mit dem DVS werden am IOFinternationale Schweißfachingenieure ausgebildet.Die Studentische Produktions-, Forschungs- und EntwicklungszentrumGmbH <strong>Dresden</strong> (SPEZ), als 100%ige Tochter derSachsenberg-Gesellschaft e.V. <strong>Dresden</strong>, betreibt und nutzt u.a.gemeinsam mit dem IOF Labortechnik auf entgeltlicher Basis. Derderzeitige Geschäftsführer ist gleichzeitig Mitarbeiter am IOF.5
Institut für Oberflächen- und Fertigungstechnik IOFIOF Institut für Oberflächen- und FertigungstechnikAktive Beteiligungen des IOF an Netzwerken:WLT e.V.Wissenschaftliche Vereinigung LasertechnikWGFWissenschaftliche Gesellschaft für FügetechnikNano CCNano Competence Center für ultradünne SchichtenNano for Production Innovationscluster Nano for ProductionLiFtNetzwerk Laserintegration in die ForschungUZLRUniversitäres Zentrum für Luft- und RaumfahrtMFDMaterialforschungsverbund <strong>Dresden</strong>Internationale Netzwerke:Photonics21EU Technologieplattform Photonics21ELIEuropean Laser InstituteLIALaser Institute of AmericaIIWInternational Institute of Welding (DVS)EFDSEuropäische Forschungsvereinigung Dünne SchichtenECEMPEuropean Center for Emerging Materials and Processes <strong>Dresden</strong>EFBEuropäische Forschungsgesellschaft für Blechverarbeitung e.V.CCSOCCSO Fribourg (Schweiz)TISTIS Innovation Park Bozen (Italien)transITtransIT Innsbruck (Österreich)Weitere Beteiligungen an Verbänden und Netzwerken:- Innovationszentrum Energieeffizienz- DECHEMA Gesellschaft für Chemische Technik und Biotechnologie e.V.- Deutsches Kupferinstitut- FVA Forschungsvereinigung Antriebstechnik- Deutscher Schraubenverband e.V.- FAZ Institut Frankfurt- DVM Deutscher Verband für Schweißen und angewandte Verfahren e.V.- Steinbeis Technology Group Berlin/Stuttgart/<strong>Dresden</strong>/Bozen/Mailand/Fribourg- Steinbeis-Stiftung für Wirtschaftsförderung, Stuttgart- Forschungskuratorium Maschinenbau e.V. Frankfurt/Main, Fachkreis Bauteilfestigkeit- Forschungsvereinigung Verbrennungskraftmaschinen e.V. Frankfurt/Main6
IOF in ZahlenIOF Institut für Oberflächen- und Fertigungstechnik2. IOF in ZahlenFuE Erträge in €IOF gesamt LOT FÜT FMTÖffentliche Mittel 1.373.400 541.900 764.400 67.100Industrie 641.000 462.500 174.100 4.400Summe 2.014.400 1.004.400 938.500 71.500MitarbeiterIOF gesamt LOT FÜT FMTWiss. Mitarbeiter 47 28 17 2Techn. Mitarbeiter 15 6 8 1Verwaltungsangestellte 2 1 1 -Wiss. Hilfskräfte 1 1 - -Stud. Hilfskräfte 57 17 40 -Praktikanten - - - -Gastwissenschaftler 7 - 7 -Stipendiaten 5 - 5 -Honorarempfänger 3 - 3 -AbschlussarbeitenIOF gesamt LOT FÜT FMTDissertationen 6 2 3 1Diplomarbeiten 25 9 16 -Belegarbeiten 22 11 11 -Projektarbeiten 28 13 15 -7
LehrstühleIOF Institut für Oberflächen- und Fertigungstechnik3. Wir stellen uns vor3.1 Professur für Laser- und OberflächentechnikDie Professur für Laser- und Oberflächentechnik befasst sich mit den vielfältigenAnwendungen der Lasertechnik und denen der Schichttechnik. Die Laser-, die Plasma-, dieDünnschicht- und die Nanotechniken sind für eine moderne Fertigungstechnikselbstverständlich. Daher ist es ein Anliegen der Professur, Studenten - zukünftige Ingenieure -in diesen Schlüsseltechnologien auszubilden und auf spätere Leitungs- und Führungsfunktionenvorzubereiten.Schwerpunkte in Forschung und LehreLasertechnik- Lasersysteme- Anlagen/Robotik- Prozesssimulation- Laserschneiden, -schweißen- Rapid Prototyping- MikrobearbeitungOberflächentechnik- Strukturieren- Oberflächengestaltung- Oberflächenbeschichten- Reinigen, Abtragen, GlättenSchichttechnik- CVD-Technik- PVD-Technik- Plasmatechnik- Pulverbeschichten- Spritztechnik- RandschichttechnikKlebetechnik- Prozessauslegung- Simulation- SystemtechnikNanotechnik- Nano-Schichten- Schichtsysteme- Nano-Strukturen- Carbo-Nanotubes- Nano-AnalytikFertigungsgestaltung- Produktionsplanung- Fertigungsorganisation- Qualitätssicherung- QualitätsmanagementTrenntechnik- Wasserstrahl- Laserstrahl- Sägen- Mikrospanen- Spanende Oberflächengestaltung8
LehrstühleIOF Institut für Oberflächen- und FertigungstechnikDiplomingenieur für ProduktionstechnikNach dem Grundstudium werden in der Studienrichtung Produktionstechnik das Wissen zurLaser- und Oberflächentechnik vertieft, die Verknüpfung der Verfahren zu Fertigungsprozessender Produktionstechnik vermittelt und die ingenieurgemäße Gestaltung und Auslegung derFertigungsprozesse sowie deren wirtschaftliche Nutzung trainiert.AusstattungDie Forschungsarbeiten an der Professur für Laser- und Oberflächentechnik werden in engerZusammenarbeit mit dem Fraunhofer-Institut für Werkstoff- und Strahltechnik IWSdurchgeführt. Hierbei wird an der Professur die grundlagenorientierte Forschung und am IWSdie anwendungsorientierte Entwicklung bearbeitet. Der Professur stehen für die Durchführungder Forschungsarbeiten die Anlagen und Ausstattungen des Fraunhofer IWS zur Verfügung.EinsatzgebieteIn produzierenden und forschenden Unternehmen der Branchen:- Arbeitsvorbereitung und Arbeitswirtschaft,- Consulting und Industrial Engineering,- Entwicklungs- und Forschungsbereiche.9
LehrstühleIOF Institut für Oberflächen- und Fertigungstechnik3.2 Professur für Fügetechnik und MontageDie Professur lehrt und forscht auf dem Gebiet der Entwicklung von Verfahren undWerkzeugen in den Bereichen des stoffschlüssigen und mechanischen Fügens sowie desHybridfügens. Dabei wird eine ganzheitliche Betrachtung aller Montage-, Handhabungs- undFügeprozesse als Grundsatz vertreten.Schwerpunkte in der LehreIn den angebotenen Lehrveranstaltungen werden Grundlagen als auch vertiefte Kenntnisse zuden stoffschlüssigen und mechanischen Fügeverfahren vermittelt. Dabei werden diegrundlegenden Wirkungsprinzipien sowie der Einfluss von konstruktiven und technologischenParametern im Sinne der Fügbarkeit behandelt. Neben dem Wissen zum eigentlichenFügeprozess wird im Sinne der ganzheitlichen Prozess- und Systemplanung dieVorgehensweise bei der Planung von automatisierten und / oder manuellen Montagesystemengelehrt, die Eigenschaften von technischen Komponenten, welche für Montage undHandhabung zu Einsatz kommen, vorgestellt und in Übungen die Teilaufgaben derEinsatzplanung und -vorbereitung mit Hilfe rechnergestützter Werkzeuge exemplarischdurchgeführt.10
LehrstühleIOF Institut für Oberflächen- und FertigungstechnikSchwerpunkte in der Forschung- Grundlagenorientierte Entwicklung von Fügewerkzeugen und -verfahren- Parameterstudien zu stoffschlüssigen und mechanischen Fügeverfahren- Bewertung von Produktkonstruktionen auf der Basis der Fügestellenanalyse- Ganzheitliche Analyse fügetechnischer Produktionskonzepte(manuelle und automatisierte Systeme)Ausstattung- Metallografisches Labor- Prüftechnik zur Validierung v. Fügeverfahren- Schweißlabor- Kleblabor- Labor Mechanisches Fügen / Hybridfügen- CAE-Labor (CAD, FEM-Simulation,Strömungssimulation)- Prozessplanungslabor (Ergonomie-, RoboterundMaterialflusssimulation)Einsatzgebiete- Forschung und Entwicklung Fügetechnik- Produktionsleitung Fügetechnik /Montage- Montageplanung, Industrial Engineeringin verschiedenen Industriezweigen11
LehrstühleIOF Institut für Oberflächen- und Fertigungstechnik3.3 Professur für Fertigungsmesstechnik und QualitätssicherungMotivationOb ein Produkt seine Funktion erfüllen kann, ob es ein Qualitätsprodukt ist, das wird imMaschinenbau zu ca. 80% an den geometrischen Abmessungen festgemacht. Um dieBestimmung dieser Maße und um die Sicherung, dass dieselben Maße an unterschiedlichemOrt mit unterschiedlichen Mitteln gemessen auch genau dasselbe aussagen, darum geht es inder Fertigungsmesstechnik. In jeder mechanischen Fertigung ist das Messen notwendigeVoraussetzung zur erfolgreichen Steuerung und Regelung der Produktion. Falsches oderunterlassenes Messen kann sehr viel Geld kosten.Lehre / Vorlesungen- Fertigungsmesstechnik undQualitätssicherung- Messsysteme der industriellen Fertigung- Multisensor-Koordinatenmesstechnik- Grundlagen des QualitätsmanagementsLehre / Praktika- Werkzeugmikroskop- Statistische Qualitätskontrolle- Koordinatenmesstechnik- Form- und Lagemessung- Oberflächenmesstechnik- Prüfmittelüberwachung12
LehrstühleIOF Institut für Oberflächen- und FertigungstechnikForschungErfassung von Oberflächentopografien und messtechnische Analyse von Mikroabweichungenan makrogeometrischen Strukturen im Nanometermaßstab. Bestimmung von Verschleiß undAbrieb im Nanometerbereich an unebenen Oberflächen.Aktuelle Beispiele:- WerkzeugoptimierungOberflächenanalyse Schaummaterial- MedizintechnikMessen von Verschleiß an Gelenkprothetik- Universitäre Kooperationsforschung- „Qualifizierung der Mess- und Prüftechnik für die künftige Produktion vonMikrosystemen und Nanostrukturen (ProNanoMess)“- Industrieforschung (AiF)„Entwicklung einer rückführbaren multisensoriellen Messtechnik zur ganzheitlichenErfassung von Merkmalen an multistrukturierten Bauteilen (Q-MIKRO)“13
LehrveranstaltungenIOF Institut für Oberflächen- und Fertigungstechnik4. Lehrveranstaltungen4.1 Professur für Laser- und OberflächentechnikVorlesungSemesterwochenstd.Vorles. - Üb. - Prakt.Oberflächen- und Schichttechnik FT II (PT) 1-1-0Lasersystemtechnik (PT) 2-2-0Mikro- und Feinbearbeitung (PT) 1-1-0Nanotechnologie (PT) 1-1-0Rapid Protocoating (PT) 0-0-2Laser und Plasmen (PT) 1-1-0Lasersicherheits- und Laserverfahrenstechnik (PT) 0-0-2Produktionstechnisches Praktikum (PT) 0-0-1Nanotechnologie (Mechatronik) 2-0-0Plasmatechnik (Mechatronik) 1-1-0Rapid Prototyping (Mechatronik) 1-1-0Laserrobotik / Lasertronik (2/3 – Anteil, Mechatronik) 1-1-2Lasertechnik (Mechatronik) 2-0-0Fertigungstechnik (Mechatronik) 0-0-2Praktikum (spez. Fertigungsmethoden) (Mechatronik) 0-0-2Dünnschichttechnologie (WW) 2-0-0Produktion im 21. Jahrhundert (anteilig, alle MB) 1-0-0Mikrofertigungstechnik für Wirtschaftsingenieure (anteilig, WING) 1-0-04.2 Professur für Fertigungsmesstechnik und QualitätssicherungVorlesungSemesterwochenstd.Vorles. - Üb. - Prakt.Fertigungsmesstechnik und Qualitätssicherung (PT, ET, WING) 2-0-0Praktikum FMT / QS (PT, ET, WING) 0-0-2Multisensor-Koordinatenmesstechnik (PT, PAQS) 2-2-0<strong>Technische</strong>s Qualitätsmanagement-Statistische Methoden- (Alle MB)1-1-0Messsysteme der industriellen Fertigung (PT, PAQS) 2-2-0Produktion im 21. Jahrhundert (anteilig, alle MB)Mikrofertigungstechnik für Wirtschaftsingenieure (anteilig, WING)14
LehrveranstaltungenIOF Institut für Oberflächen- und Fertigungstechnik4.3 Professur für Fügetechnik und MontageVorlesungSemesterwochenstd.Vorles. - Üb. - Prakt.Fertigungstechnik I, Teil Fügetechnik 1-0-0Fertigungstechnik I (Übung/Praktikum) 0-1-1Schweißnahtberechnung und -gestaltung 2-0-0Sonderverfahren der Fertigungstechnik 2-0-0Simulation in der Arbeitsvorbereitung 1-1-0Produktionssysteme/Fertigungsplanung I (TF/M) 1-1-0Schweißfertigung und Mikrofügetechnik 1-1-0Klebtechnik 1-0-0Handhabungs- und Robotertechnik 2-2-0Fertigungstechnik (Mechatronik) 2-1-0PT/Arbeitsvorbereitung TF/M (für INF) 1-1-0Praktikum SchweißtechnikProduktionstechnisches Praktikum (Schweißen)Produktionstechnisches Praktikum (Thermisches Spritzen)Produktionstechnisches Praktikum (IR-Montage)Fertigungstechnisches Praktikum 0-1-1Mikrofertigungstechnik (anteilig) 1-1-0Schweißverfahren 2-1-0Schweißeignung 1-0-0Löttechnik 1-0-0Fertigungsplanung II-Montage/Demontage 1-1-0Montagetechnik und –steuerung 1-1-0PT/Rechentechnisches Praktikum 0-0-3Laserrobotik (1/3 – Anteil) 1-1-2Praktikum SchweißtechnikIndustrielle Schraubmontage 1-0-015
AbschlussarbeitenIOF Institut für Oberflächen- und Fertigungstechnik5. Abschlussarbeiten5.1 Professur für Laser- und Oberflächentechnik5.1.1 DissertationenKötter, HannoEin Beitrag zum Schrägschneiden von LeichtbauprofilenDas Schrägschneiden stellt eine interessante Alternative zum üblichenvollkantigen Scherschneiden dar; zum spanlosen Trennen von bauteilartigenWerkstücken, wie Leichtbauprofilen und -rohren, ist es unumgänglich. Einige,wenige Darlegungen zum Schrägschneiden beschreiben in geringem Maße die Kenngrößen, wiez.B. die Wirkung des Schneidflächenneigungswinkels. Zum Schneidkraftverlauf, zurSchnittflächenqualität und zum Verschleiß fehlen aussagefähige Darstellungen völlig.Verschlissene Schrägschneidwerkzeuge treten beim Zerteilen von Profilen und Rohren auf; eineMinimierung des Verschleißes ist einerseits über eine Beeinflussung mittels der Kenngrößen desScherschneidvorganges möglich bzw. andererseits über Beschichtungen erreichbar. In dervorliegenden Arbeit wurde daher zunächst anhand der Literatur der gegebene Wissensstand zumScherschneiden bei einer Einordnung des Schrägschneidens ermittelt. Anhand weiterer Modellversuchezeigte sich, dass ein wesentlicher Einfluss vom Schneidflächenneigungswinkel und derSchneidflächenform ausgeht. Beide geometrischen Größen wirken entscheidend auf denReaktionskraftverlauf eines Schrägschneidvorganges und die resultierende Schnittflächenqualitätein.Im Unterschied zum vollkantigen Schneiden steuert damit die Schnittlinie, in Abhängigkeitvon der Schneidflächenform und dem –neigungswinkel, das Fortschreiten einer Schnittzone, diefür das Schrägschneiden typisch ist. Die Kraftanteile der Reaktionskraft bilden im wesentlichendas Beanspruchungskollektiv, das an den Schneidkanten eines Schrägschneidwerkzeugesfortschreitend einen Verschleiß bewirkt. Dieser Verschleiß tritt vordergründig als Furchungs-,Abrasiv- bzw. Tribooxidationsverschleiß in Erscheinung. Es dominiert dabei ein abrasiverVerschleiß, der sich vor allem in einem Kolkverschleiß äußert. Anhand eines Vergleiches mitanalytischen Verschleißbeschreibungen bestätigt sich, dass der festgestellte Abrasivverschleißmit einem gleichbleibenden Produkt aus Gleitgeschwindigkeit und Kontaktnormalspannung zuerklären ist.Eine Verschleißminimierung mittels Beschichtungen an Schneidwerkzeugen ist bekannt.Insbesondere aus der Sicht einer Beschichtbarkeit mit rel. geringer Grundmaterialbeeinflussung,der ausgewiesenen Verschleißbeständigkeit gegen einen abrasiven Verschleiß und solcherfertigungstechnologischen Randbedingungen wie einer Nachschliffmöglichkeit, wurde das Laser-Pulver-Auftragschweißen von Hartstoff-Metallmatrix-Schichtsystemen zur Schneidflächenbeschichtungan Schrägschneidwerkzeugen ausgewählt. Es wurde drei Schichtsystemeauf der Basis von Vanadium-, Titan und Wolframschmelzkarbid an Schneidflächenlaserauftraggeschweißt, im Schrägschneiden an Profilen erprobt und miteinander verglichen.Dabei erweist sich das Wolframschmelzkarbid aus der Sicht der ermittelten Reaktionskräfte undder nachgewiesenen Verschleißerscheinungen als herausragend geeignet.16
AbschlussarbeitenIOF Institut für Oberflächen- und FertigungstechnikSchork, WilliReibungsminderung an Antriebs- und Motorkomponenten durchBeschichtungen mit diamantähnlichem amorphen KohlenstoffIn dieser Arbeit wurde untersucht, in wie weit Beschichtungen mitdiamantähnlichem amorphen Kohlenstoff in Kombination mit geeignetenSchmierstoffen dazu beitragen können, die Reibung an ausgewählten Antriebs- undMotorkomponenten zu senken. Als Referenz zu den untersuchten wasserstofffreienKohlenstoffschichten (Typ ta-C) dienten kommerziell bereits in tribologischen Anwendungengenutzte wasserstoffhaltige Kohlenstoffschichten (Typ a-C:H).Der Einfluss der Mikrostruktur auf die spannungsmechanischen Belastungen von Schichten imtribologischen Kontakt wurde mit Hilfe von Simulationsrechnungen untersucht. Aus denBerechnungen wurden Richtlinien für das Schichtdesign abgeleitet. Durch Variation derParameter des Hintergrundgases in der Beschichtungsanlage wurden wasserstofffreie amorpheKohlenstoffschichten unterschiedlicher Elastizität und Zusammensetzung (undotiert undstickstoffdotiert) mittels gepulster Hochstrombogentechnologie reproduzierbar abgeschieden.Aus tribologischen Untersuchungen mit oszillierenden Gleitkontakten konnten Rückschlüsse überden Einfluss abrasiv wirkender Verschleißpartikel auf den kontinuierlichen Verschleiß gezogenwerden. Durch Maßnahmen hinsichtlich Härte und Topographie der Oberflächen, aber auchdurch geeignete Auswahl der Oberflächenmaterialpaarung können hohe Verschleißratenvermieden werden.In einer speziellen Tribologiemesszelle wurde über Ermittlung des Grenz- und Mischreibungsbereichsder Stribeckkurve die aus der Literatur bekannte reibungsmindernde Wirkungdes Schmiermittelbeigabestoffs Glycerolmonooleat (GMO) auf Oberflächen aus wasserstofffreiemtetraedrisch-amorphen Kohlenstoff (ta-C) bestätigt. Es wurde jedoch auch gezeigt, dassdieser Effekt stark von der Zusammensetzung des Öls beeinflusst wird. So erwies sich einsynthetisches Grundöl als ungeeignet zur Reibungsminderung auf diesem Weg. Zur gezieltenUntersuchung von Schichtschädigungsmechanismen unter verschärften Verschleißbedingungenwurde eigens ein neuartiges Schwelllasttribometer mit oszillierend gleitendem Kontakt unddynamischer Belastung konzipiert und aufgebaut. Für unterschiedliche ermüdungsbedingteVersagensmechanismen von Schichtsystemen im Schwelllasttribometer wurden Versagensmodelleerstellt. Im Vergleich mit den Referenzschichtsystemen bewährten sich im Schwelllasttestbesonders die superharte, eigenspannungsintensive ta-C-Schicht als auch die elastische,stickstoffdotierte Schicht a-C:N. Aggregattests mit beschichteten Hinterachsgetriebenoffenbarten, dass die konkav-konvexe Geometrie des Hypoidgetriebes mit den geringenAnforderungen der Serienproduktion an die Oberflächenqualität der Zahnflanken ungeeignet füreine Beschichtung mittels gepulsten Hochstrombogenverfahren ist. Aus Schadensanalysen derbeschichteten Zahnflanken nach Testbetrieb wurden Maßnahmen für einen delaminationsfreienBetrieb ta-C-beschichteter Hinterachsgetriebe abgeleitet: die Verbesserung der Oberflächengüteder Zahnflanken sowie die Optimierung des Plasmaeinfallswinkels während der Beschichtung.Befeuerte Motortests mit ta-C-beschichteten Kolbenringen erwiesen die Einsatztauglichkeit vonwasserstofffreiem amorphen Kohlenstoff im Motor.17
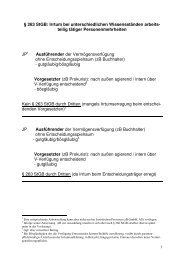
AbschlussarbeitenIOF Institut für Oberflächen- und Fertigungstechnik5.1.2 DiplomarbeitenKoch, MartinEntwicklung eines Leimauftragskontrollsystems für den Einsatz inKlebebindernDas Klebebinden ist das dominierende Verfahren zum industriellen Binden vonBüchern. Es ist aber auch das risikoreichste Bindeverfahren. Die manuelleKontrolle des Produktionsprozesses ist aufwendig und fehleranfällig. Im Rahmen dieser Arbeitkonnte ein System entwickelt werden, das die automatisierte Prüfung des Leimauftrags aufFehlstellen ermöglicht und zudem eine Messung der Schichtdicke erlaubt. Es kann so unnötigeStopps des Produktionsprozesses verhindern und minimiert das Risiko der Fehlproduktion.Darüber hinaus wird der breite Einsatz von Düsenauftragssystemen ermöglicht, womit zumeinem Gewinne für die Qualität des Bindung, zum anderen finanzielle Vorteile verbunden sind.Köckritz, ThiloStoffschlüssiges Fügen von Hybridgarn-Textil-Thermoplast-Verbindungen mit arteigenem Material und Floatglas unter Nutzung derLaserstrahlungDie vorliegende Diplomarbeit beschäftigt sich mit derOberflächenvorbehandlung von textilverstärkten Thermoplasten mittels Laserstrahlung. ZuBeginn wird der derzeitige Stand der Technik auf diesem Gebiet erläutert und dient derNachvollziehbarkeit der Untersuchungen. Die praktischen Untersuchungen begannen mit derCharakterisierung des Versuchsmaterials, um die Ergebnisse der Vorbehandlung bewerten zukönnen. Nachfolgend wurden anhand der Materialcharakterisierung geeignete Laserquellenausgewählt und die Parameterfelder der Oberflächenvorbehandlung ermittelt. Dabei wurde dieLaservorbehandlung in Strukturierung und Faserfreilegung unterschieden. Die ausgewähltenLaserparameter wurden durch die Ermittlung der Klebfestigkeiten für die arteigenen undartfremden Klebverbindungen bewertet und anschließend versucht, die optimalen Parameter zufinden. Um die Bewertung der Parameter zu fundieren, wurden diese mittels Mikroskopie-,Rauheits/Kontur- und REM/EDX-Untersuchungen bezüglich Oberflächenvergrößerung,Faserfreilegung, Faserschädigung und thermischen Schädigungen untersucht. Anschließendwurden die gewonnen Ergebnisse zusammengefasst und mögliche Optimierungsvorschlägevorgestellt.18
AbschlussarbeitenIOF Institut für Oberflächen- und FertigungstechnikMarkwardt, SilvioUntersuchungen zur Steuerung hochdynamischer Zusatzachsen für dieLasermaterialbearbeitungZiel der Arbeit war die Entwicklung von Steuerungskonzepten, um bestehendeDynamikgrenzen von Führungsmaschinen in der Lasermaterialbearbeitungdurch die Integration von kinematisch redundanten Zusatzachssystemen zu überwinden. Ein amIWS entwickeltes hochdynamisches Zusatzachssystem sollte in einer konventionellenFlachbettschneidanlage mechanisch und steuerungstechnisch integriert und in Betriebgenommen werden. Der am IWS entwickelte Bahnplanungsalgorithmus sollte für dieBahnaufteilung auf die beteiligten stark unterschiedlich dynamischen Achsen eingesetzt underprobt werden.Im Rahmen der Arbeit konnte durch die Integration der zusätzlichen Achsen eineSchneidzeiteinsparung an unterschiedlichen Testgeometrien von über 50% im Vergleich zurgleichen Maschine ohne Zusatzachsen ermittelt werden.Es wurde gezeigt, dass kinematisch redundante Achsstrukturen ein großes Potential bieten, umspeziell beim Laserstrahlschneiden die mittleren Bearbeitungsgeschwindigkeiten in erheblichemMaße zu steigern, und damit die Möglichkeit moderne Strahlquellen auszunutzen.Meisel, PeterBeitrag zur deutlichen Verbesserung der Systemtechnik für dieStrahlablenkung beim LaserstrahlhärtenDie Diplomarbeit beinhaltet eine ausführliche Recherche zum Thema -Systeme für die hochdynamische, zweidimensionale Strahlablenkung einesHochleistungslasers. Die Bewertung der Ergebnisse erfolgt unter Berücksichtigung der prozessspezifischenLeistungsanforderungen des Laserrandschichthärtens.Weiterführend wird eine Versuchsvorrichtung auf Basis eines 2D-Galvanometerscannerskonstruiert, die flexibel an unterschiedliche Strahlgeometrien und Strahlverläufe angepasstwerden kann. Des Weiteren dient diese Vorrichtung als Versuchsträger für Erweiterungen undNeuerungen der Prozess- und Systemüberwachungstechnik. Ziel dieser Versuchsvorrichtung istdie Ermittlung der nötigen Daten für die Konstruktion eines 2D-Scannsystems mit optimalenParametern.Diese Arbeit gibt eine detaillierte Beschreibung der Konzeption und der Konstruktion derbeschriebenen Versuchsvorrichtung. Schwerpunkte, die für eine optimale Auslegung desSystems für den Prozess des Laserrandschichthärtens von besonderer Bedeutung sind, werdenausführlich diskutiert.Mehlhorn, AndréEinsatz und Weiterentwicklung des Laser-Pulver-Auftragsschweißens zur Designänderungvon Blechumformwerkzeugen in der Automobilindustrie19
AbschlussarbeitenIOF Institut für Oberflächen- und FertigungstechnikSiegel, ArminAbstandsmessung für die Ultrakurzpuls-Lasermikrobearbeitung mitGalvanometer-ScannersystemenIn dieser Diplomarbeit wird die Abstandsmessung in einer Ultrakurzpuls-Lasermikrobearbeitungsanlage für die Fokussteuerung qualifiziert.Dazu werden zwei neuartige optische Messsysteme untersucht. Eines ist ein spektral kodiertesWeißlichtinterferometer auf Lichtleiterbasis. Das zweite System ist ein dreidimensionalmessender Triangulationssensor.Das Weißlichtinterferometer wird ausgehend von einer Modellbeschreibung derSignalentstehung auf seine Eignung hin überprüft. Dafür werden dem Modell Versucheabgeleitet, mit denen die Grenzen des Systems im Zusammenwirken mit der Laseranlageerforscht werden. Die Ergebnisse werden präsentiert und diskutiert. Als weiteres System wirdein in dieser Arbeit entwickelter 3D-Triangulationssensor auf seine Eignung hin untersucht. Dabeiwird für die Entwicklung Standardkamerakalibriersoftware eingesetzt und eine neueKalibriermethode zur Bestimmung der relativen Lage vorgestellt. Im Anschluss wird in Versuchendie erreichbare Präzision und Genauigkeit geprüft und diskutiert.Thiel, EricKonzeption zur automatisierten Einrichtung eines konfokalen Mikroskopsmit der Zielstellung einer hohen ReproduzierbarkeitAm Lehrstuhl für Laser- und Oberflächentechnik soll eine aus Messsystem undBearbeitungslaser konzipierte Anlage zur Glättung von Oberflächen mitangepassten Bearbeitungsparametern erstellt werden.Zur Bestimmung der Oberflächenkontur soll ein konfokales Mikroskop eingesetzt werden.Dieses Mikroskop stellt einen Eigenbau dar. Es muss sehr zeitaufwendig manuell eingestelltwerden und weist Mängel in der Reproduzierbarkeit und Langzeitstabilität auf. Zudem wird derAufbau während des manuellen Einstellens erschüttert, so dass eine reproduzierbare Einstellungdes Messgerätes nur schwerlich zu realisieren ist. Zielstellung dieser Arbeit ist es daher, einenautomatisierten Einstell- und Justagevorgang des Mikroskops zu ermöglichen, so dassreproduzierbare Messergebnisse erzielt werden können. Zu diesem Zweck sollen die manuellenStelleinrichtungen motorisiert werden. Die einzusetzenden Motoren sind über Computersteuerbar, so dass ein Algorithmus zur rechnergestützten Einstellung des Mikroskops entworfenund umgesetzt werden muss. Das Ergebnis dieser Untersuchung ergab, dass die Motorenthermischen Einflüssen, unterliegen, die eine Fehlstellung hervorrufen können. Diese ist mit denzur Verfügung stehenden Mitteln nicht kompensierbar. Somit konnte eine Temperaturkorrekturim Algorithmus zur Steuerung des Justagevorgangs nicht umgesetzt werden.Auch wenn der Einsatz der ausgewählten Schrittmotoren im Mikroskop nicht möglich ist, kannmit ihnen ein Algorithmus zum automatisierten Einrichten des Mikroskops konzipiert undgetestet werden: Unter Berücksichtigung der Voraussetzungen wurde ein Algorithmusentwickelt, der eine Teilautomatisierung realisiert.20
AbschlussarbeitenIOF Institut für Oberflächen- und FertigungstechnikWagner, Hans-GeorgEntwicklung einer Methode zur verfahrensunabhängigen Prozesskettenanalysevorzugsweise zur OberflächengestaltungMit dieser Diplomarbeit wurde eine verfahrensunabhängige Methodik zurProzesskettenanalyse entwickelt.Basierend auf bestehenden Methoden der Prozesskettenanalyse wurde diese so entwickelt,dass sie sowohl unabhängig von der Prozessart als auch von den konkreten Verfahrenanwendbar ist. Nach Definition der Zielgrößen Qualität, Produktivität und Kosten ist die Methodiküber den gesamten Produktlebenszyklus anwendbar.Eine beispielhafte Anwendung der Methodik erfolgte an den Fertigungsverfahren Kunststoff-Spritzgießen sowie Aluminiumdruckguss. Unter Einführung der verfahrensspezifischenDefinitionen für Qualität, Produktivität und Kosten wurden die möglichen Untersuchungsgrenzenfestgelegt. Des Weiteren wurden die Verfahrensbesonderheiten und entscheidendeEinflussgrößen auf die Zielgrößen identifiziert.Eine Erprobung und Bewertung der Methodik erfolgte an zwei virtuellen Fallstudien der beidenVerfahren. Die gewählten Prozessschritte wurden auf Potentiale, Möglichkeiten derEinflussnahme und konkrete Maßnahmen untersucht, welche einen gewünschten Grad derQualität sichern sollen.Zänker, StefanEntwicklung, Aufbau und Testung eines Prüfstandes zur Untersuchungvon Werkzeugen an GrabenfräsmaschinenDas Ziel dieser wissenschaftlichen Arbeit war die Entwicklung einesWerkzeugprüfstandes zur Untersuchung von Werkzeugen an einerGrabenfräsmaschine nach dem Prinzip eines Frässchneckenförderers. Der Prüfstand soll eineCharakterisierung der Werkzeuge nach verschiedenen technischen und technologischenGesichtspunkten ermöglichen. Es wurde eine Betrachtung von vorhandenen Versuchsständen,Verfahren und Werkzeugen durchgeführt. Die Defizite der verfügbaren Funktionsmuster wurdenanalysiert und Merkmale für einen Werkzeugprüfstand aus den technischen und technologischenDaten abgeleitet. Der prinzipielle Aufbau des Werkzeugprüfstandes orientiert sich dabei an derFunktionsweise und dem Aufbau der Funktionsmuster Traktor- und Baggeranbaufräse. Auf dieserGrundlage wurden umfangreiche Analysen ausgeführt, Varianten untersucht und dieresultierende Variante für den Aufbau des Werkzeugprüfstandes ermittelt.Der Aufbau und die Inbetriebnahme des Prüfstandes erfolgten in einer Halle der Professur fürAgrarsystemtechnik. Die statische und dynamische Inbetriebnahme der messtechnischenKomponenten erfolgte in einem speziellen Prüfstand, welcher für den Aufbau und dieKalibrierung der Komponenten am Institut für Oberflächen- und Fertigungstechnik errichtetwurde. Die Messung der Prozesskräfte am WZ-Träger wird über eine mit Dehnmessstreifenausgestattete definierte Wellenschwächung sowie durch einen positionsempfindlichen Sensorvorgenommen. Die Erfassung der Messdaten dieser beiden Verfahren erfolgt über einen auf derMesswelle befestigten Messwerterfassungsrechner und einer drahtlosen Signalübertragung zumAuswerterechner neben dem Prüfstand.21
AbschlussarbeitenIOF Institut für Oberflächen- und Fertigungstechnik5.1.3 BelegarbeitenAlbert, DavidPositionierung von Proben zur Vermessung mit Konfokal-MikroskopenDudda, JörgErmittlung von mechanischen Beanspruchungen beim Walzprofilieren zur Nutzung vonBeschichtungen an ProfilwalzenDietrich, MatthiasBewertung der statischen Schweißnahteigenschaften und des Einflusses der Schweißnahtlagezur Belastungsrichtung auf die statische RestfestigkeitEngelberger, GregorUntersuchungen zum Einfluss der Chrom-Haftvermitlung auf die mechanischen undtopografischen Eigenschaften von ta-C-SchichtenFriedrich, DavidKohlenstoff-Verschleißschutzschichten für trockene GetriebeGrusek, MatthiasBeschichtungen an BohrwerkzeugenHeitmanek, MarcoLokales Verfestigen von Feinblechstrukturen durch LaserbehandlungKranz, DaniloPlanung und Realisierung zur Vermessung der Brennweite optischer ElementeMatzke, MarkusHerstellung und Charakterisierung von laserwalzplattierten WerkstoffverbundenStompe, ManuelUntersuchungen zu SchneidgasströmungenWagler, DanielLaser Welding of titanium for Aerospace Applications22
AbschlussarbeitenIOF Institut für Oberflächen- und Fertigungstechnik5.1.4 ProjektarbeitenBoedecker, AndréEntwicklung und Gestaltung eines flexiblen modularen Werkzeuglagersystems unterBerücksichtigung der Teilefertigung mittels LaserstrahlschneidenDietrich, MatthiasTaktzeitrelevante Untersuchungen an einer SuperfinishmaschineHeitmanek, MarcoLokales Verfestigen von Feinblechstrukturen von RohrkörpernHohlfeld, KaiAnpassung der Kombinationsbeschichtungsanlage OLGA an die Elektronenstrahl-Hochrate-VerdampfungHelth, ArneUntersuchung zur Schichtdickenmessung am Schichtsystem Aluminium bzw. Aluminium-SilberKranz, DaniloEinfluss der Prozessparameter/Streckenenergie auf das Temperaturfeld und die mechanischenEigenschaften schweißgelöteter Stahl-Aluminium-VerbindungenLehmann, EricOptimierung des kurz gepulsten Arc-Prozesses zur Herstellung von einwandigen Kohlenstoff-Nanoröhren (SWDCNT)Langer, MauriceHerstellung von Klebstoffsubstanzproben nach dem Injektionsverfahren - Konstruktion undAufbau einer ProbenformPlehm, SebastianSchwachstellenanalyse der Zweistrahl-Faserlaser-OptikPaschke, MikeAufbau einer LaseranlageSchaller, MatthiasKonstruktion von Komponenten eines Laserbearbeitungskopfes23
AbschlussarbeitenIOF Institut für Oberflächen- und FertigungstechnikTrache, RichardUntersuchung der elektrischen Eigenschaften thermisch gespritzter Schichten im System TiO2-Cr2O3Zhangdong, LuEntwicklung und Optimierung von nanodispersen, dicken und nachträglich strukturierbaren PVD-Hartstoffschichten auf Basis AlCrN24
AbschlussarbeitenIOF Institut für Oberflächen- und Fertigungstechnik5.2 Professur für Fügetechnik und Montage5.2.1 DissertationenPantou, RadmillaMischverbindungen von Aluminium und Stahl mit dem MIG-VerfahrenPejko, MichalFügbarkeitsbetrachtungen von Press-Presslöt-VerbindungenStaubach, MartenEigenschaften schweißgelöteter Stahl-Aluminium-Mischverbindungen unter Verwendungwärmearmer MSG-Prozesse5.2.2 DiplomarbeitenBormann, RoyEntwicklung eines Konzeptes zur Ermittlung und kontinuierlichen Verbesserung vonVorgabezeitenDello, FabianAnalyse und Optimierung von vor- und nachgelagerten Prozessen beim thermischen Spritzen anSerienbauteilenDomrös, FrankEntwicklung, Konstruktion und Erprobung eines teileflexiblen Greifers für die industrielleHandhabungEnglberger, GregorErarbeitung einer Fertigungstechnologie zur gezielten Anordnung von Diamanten in gesintertenSchneidsegmenten für SägeblätterFichtner, UlrikeAnalyse und Systematisierung von Sondermaschinen aus der Sicht der Realisierung vonVariantenmontagen25
AbschlussarbeitenIOF Institut für Oberflächen- und FertigungstechnikGroßmann, ChristophUntersuchung des Verbindungsmechanismus von Punktlötverbindungen an Stahl-Aluminium-Blechkombinationen unter Nutzung von SonderelektrodenKaiser, TobiasEinsatz des Diodenlasers zum Löten und Schweißen im StahlkarosseriebauMartini, HolgerErarbeitung eines Automatisierungskonzeptes für das Einlegen von Zusatzteilen in Formkästenfür den MotorblockgussMayer, GritElektronenstrahlschweißen von Cu-Cr-Zr-LegierungenMelzer, TobiasGrundlagenuntersuchung zum neuartigen mechanischen Fügeverfahren Nagel-Schrauben aneiner prototypischen SetzeinrichtungMelzer, TobiasGrundlagenuntersuchungen zum neuartigen mechanischen FügeverfahrenMetiner, JulienAnalyse und Optimierung der automatisierten Handhabung von Bauteilen für eine Senk- undEntgratanlagePrescher, StefanSystematische Untersuchung zum Plasmalöten mit einen neuentwickelten WIG-Maschinenbrenner an verzinkter KarosserieblechenSchölzke, GordonConfixfügen pressgehärteter Stahlbleche in MischbauweiseVoigt, AlexanderSimulation des Widerstandspunktschweißens von Dreiblechverbindungen und Validierung desModellsZhang, DazhiBedarfs- und Lieferantenbewertung für Montageausrüstungen zum Einsatz im chinesischenMarkt26
AbschlussarbeitenIOF Institut für Oberflächen- und Fertigungstechnik5.2.3 BelegarbeitenBrendler (geb. Handrick), GregorZerstörende und zerstörungsfreie Prüfung von RadsätzenDenkert, ChristianKonstruktive Anpassung und Funktionserprobung einer dynamischen Prüfeinrichtung fürverschraubte FunktionselementeEisert, StefanWeiterentwicklung des Schulungskonzeptes Delmia RoboticsEnglberger, GregorAnwendungsmöglichkeiten von MTM in der variantenreichen Getriebemontage einesmittelständigen UnternehmensGiering, StefanEinfluss der Kaltverfestigung auf die Standmenge von Elektrodenkappen beimWiderstandspunktschweißenGoldbach, StefanUntersuchung variabler Taktungskonzepte für die StrukturmontageKuhne, KlemensWIG-Schweißen mit hoher EnergiedichteMüller, JensProzessuntersuchung der Widerstandsschweißverbindung zwischen Leiterplatte und Batterie ander TSS-RadelektronikSchulze, SebastianFEM-Simulation der Einbringung von Funktionselementen in ausgewählte BlechwerkstoffeSimonot, FlorentVerschleiß von Wolframelektroden bei WSG Schweißen unter realen SchweißbedingungenWoelke, FlorianGrundlagenversuche zum Reibrührschweißen von Al-Werkstoffen unter der Nutzung von 5-Achs-Parallelkinematiken27
AbschlussarbeitenIOF Institut für Oberflächen- und Fertigungstechnik5.2.4 ProjektarbeitenBaumayer, MartinUntersuchungen zum Einsatz des Kondensator-Entladungsschweißens am Differential einesFrontquergetriebesBönninger, DietmarBewertung einer nachträglichen Effizienzsteigerung von Servicearbeiten während derSerienphase mittels einer neuartigen Lösung zur Fixierung des Motors in EinbaulageDworek, StefanStücklistengerechte Produktion in der Endkontrolle der WaschmaschinenmontageFödisch, FrankEntscheidungskriterien zur Vereinheitlichung von Normteilen am Beispiel des VW PhaetonGeßler, RobertStatistische Prozessuntersuchung geschweißter Höhenverstellungswellen eines Automobil-SitzherstellersHänsel, MarcusPlanung einer Mixmontage im ErntemaschinenbauHäßler, MartinVisualisierung von Strömungen am Lichtbogen durch SchlierenmesstechnikHauser, GerdTeilefertigung im Schiffbau, Lager- und SortierkonzeptLiebert, CarstenModifikation von Prüfsystematik und Anlagentechnik eines industriellen Labor-LötofensLohse, MartinImplementierung des Lindmayer Fallgebietsmodells für die Lichtbogenprozesssimulation inANSYS CFXPfefferkorn, ThomasUntersuchungen zur automatisierten Qualitätssicherung anhand von Prozesssignalen beimMetallschutzgas-Schweißen und -Löten28
AbschlussarbeitenIOF Institut für Oberflächen- und FertigungstechnikRückriem, Eva-MariaBeurteilung der Möglichkeiten der Einbringung von Funktionselementen in 22MnB5 undanschließende PresshärtungSende, MartinAuswirkungen der Oberflächenbeschaffenheit von Drahtelektroden beim DC-Impulsschweißenvon AluminiumSibert, WilhelmLangzeitbeständige Klebungen auf schwer benetzbaren pulverlackierten OberflächenSykora, JanUntersuchung des Einflusses der Fügelementgeometrie beim Hochgeschwindigkeitsfügen vonhochfesten Blechen auf den Fügeprozess und die Verbindungseigenschaften29
AbschlussarbeitenIOF Institut für Oberflächen- und Fertigungstechnik5.3 Professur für Fertigungsmesstechnik und Qualitätssicherung5.3.1 DissertationenSchmidt, KatjaEinheitliches Regelwerk zur Tolerierung und Prüfung vonMaß-, Form- und LageabweichungenDie Prüfung geometrischer Bauteileigenschaften erfolgt nach zwei prinzipiellen Methoden: Vergleich des zugeordneten Elementes mit Nennwert und Toleranz; Anwendung:fertigungstechnisch einzeln ausgeprägte Regelgeometrieelemente Einpassung des erfassten Elementes gegen CAD-Datensatz; Anwendung: Freiformflächenund die Bauteilfunktion gemeinsam bestimmende RegelgeometrieelementeDa beide Methoden gleichzeitig vorkommen und unterschiedliche Prüfergebnisse resultierenkönnen, wurde eine Vereinheitlichung beider Methoden mittels der Überführung von Maß-,Form- und Lagetoleranzen zu Profilformtoleranzen einer Linie bzw. Fläche (Toleranzüberführung)erarbeitet. Zentrale Stellung nehmen Profilformtoleranzen ein, da diese für beliebig offene undgeschlossene Konturen anwendbar sind.Mittels Toleranzüberführung werden Maß-, Form- und Lagetoleranzen unter Berücksichtigungdes entwickelten Regelwerks automatisch in (Profilform)Toleranzschablonen umgewandelt. EineÜberführung von Maß-, Form- und Lagetoleranzen zu Profilformtoleranzen resultiert in einerEinpassung des erfassten Elementes in die überführten Toleranzzonen. Die im Rahmen derDissertation entwickelten Methoden sind in einem Prototyp umgesetzt.Die für Regel- und Freiformflächen sowie einer Kombination derer im 2D- oder 3D-Bereichanwendbare Toleranzüberführung ermöglicht die Prüfung komplexer ISO-Zeichnungsangabengegen Datensatz nach einheitlichen Kriterien auch unter Beachtung der virtuellen Lehrung.30
DrittmittelprojekteIOF Institut für Oberflächen- und Fertigungstechnik6. Drittmittelprojekte6.1 Professur für Laser- und OberflächentechnikVerbundvorhaben: "Entwicklung von innovativen Lösungen zum Kleben von Funktionsbauteilenauf endbehandelte Oberflächen von Möbeln und Bauelementen - Teilvorhaben 1,(Drittmittelgeber: DLR über BMBF)Composit-basierte neue dielektrische Elastomer-Aktoren (CANDELA),(Drittmittelgeber: BMBF)Neue keramische Beschichtungspulver für thermisch gespritzte Schichten; Erprobung der Pulverund Anwendungsentwicklung, (Drittmittelgeber: AiF – ZIM)Schneidwerkzeuge aus unlegierten Stahlwerkstoffen mit Hartstoffschneidzonen; Laserauftragschweißenvon Hartstoffschneidzonen, (Drittmittelgeber: AiF – ZIM)Beeinflussung der Prozesscharakteristik des Laserstrahlschweißens durch adaptivesStrahlpendeln, (Drittmittelgeber: DFG)Beeinflussung des Strömungsregimes in laserinduzierten Schmelzbändern durch Prozessgasgemischemit grenzflächenaktiven Komponenten, (Drittmittelgeber: DFG)Untersuchungen an transparent geklebten Glas-Kunststoff-Hybridelementen für tragendeBauteile, (Drittmittelgeber: DFG)Experimentelle und theoretische Untersuchungen zur Verfahrensoptimierung beim Wolfram-Plasmaschweißen durch Laserstrahlung geringer Leistung, (Drittmittelgeber: DFG)Entwicklung stofflich angepasster Lamellenverbunde mit hohem Temperaturwechselbeständigkeitsverhalten,(Drittmittelgeber: BMWi-ProInno)Konzipierung und Entwicklung fertigungsprozessintegrierbarer modularer Geräte zur dimensionellorientierten Prüfung und Inspektion von Mikrowerkzeugen und Mikrobauteilen: Entwicklung einerTechnologiedatenbasis zur fertigungstechnischen Beurteilung von Mikrowerkzeugen anhand vonlichtoptischen Prüfbildern, (Drittmittelgeber: BMWi-ProInno)Entwicklung von Verfahren und Vorrichtungen zur Strukturierung der Aktivelemente vonSägebändern als Voraussetzung zur Werkzeugdotierung mit Festschmierstoff mit dem Ziel derErhöhung von Produktivität und Prozesssicherheit beim Bandsägen; Verfahrens- undAnwendungsprinzip, Grundlagenuntersuchungen, technologische Untersuchungen,Softwareentwicklung, (Drittmittelgeber: BMWi-ZIM)31
DrittmittelprojekteIOF Institut für Oberflächen- und FertigungstechnikModulares Hybridverfahren für die spanende Fertigung (beispielhaft für das Bandsägen);Grundlagenuntersuchungen, Softwareentwicklung, technologische Untersuchungen,(Drittmittelgeber: BMWi-ZIM)Mitarbeit an der Entwicklung und Erprobung von Simulationsmodellen,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Verbesserung des Schichtsystems TiN/CrN für Werkzeuge durch gezielte Nanostrukturierung,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Anlagenspezifische Weiterentwicklung der Steuerungsmodule für AP-PECVD-Anlagen,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Weiterentwicklung der Technologie des Remote-Laserstrahlschneidens sowie Erweiterung aufdie Bearbeitung von Nichtmetallen, (Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Erstellung und Pflege von Software zur Steuerungs- und Messtechnik,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Aufbau von Messanordnungen für die Charakterisierung von Röntgenoptiken,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Optimierung von Schichtsystemen zur Reibungsminderung von geschmierten Motor- undGetriebekomponenten, (Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Mitarbeit an Projekten zu speziellen Problemen des Laserschneidens,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Entwicklung eines computergestützten Informations- und Kommunikationssysteme,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Entwicklung von weiterentwickelten oder neuartigen Verfahren zur Lasermaterialbearbeitungsowie zur Rascherstarrung und Kurzzeitwärmebehandlung,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Entwicklung und Weiterentwicklung von neuartigen Verfahren zur Laserrandschichtveredelungmittels Co2-, Nd:YAG- und insbesondere Hochleistungsdiodenlasern,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Technisch-technologische Leistungen zur Werkzeug- und Verfahrensentwicklung zur Modifikationder Oberflächeneigenschaften von Bauteilen aus zellularen Werkstoffen,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)32
DrittmittelprojekteIOF Institut für Oberflächen- und FertigungstechnikEngineering-Support zur Entwicklung von Hart- und Softwarelösungen zur Inbetriebnahme vonPalettenwechslern, (Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Engineering-Support-Leistungen für den linienförmigen Abtrag von Maskenlack,(Drittmittelgeber: FhG-IWS <strong>Dresden</strong>)Werkzeug- und Prüfstandsentwicklung für ein innovatives GrabenfräsverfahrenTeilthema: Versuchsstandentwicklung und -aufbau, Werkzeugentwicklung, Werkzeugbau,Feldversuche, (Drittmittelgeber: SAB <strong>Dresden</strong>)Werkzeug- und Verfahrensentwicklung zum spitzenlosen Hartglattwalzen rotationssymmetrischerWerkstücke bis 65 HRC im Durchlaufverfahren,Teilthema: Konstruktion, Aufbau eines Versuchsstandes, technologische Untersuchungen,(Drittmittelgeber: SAB <strong>Dresden</strong>)Entwicklung eines SPS-unabhängigen Handling-Baukastens zur Beschickung von Außenrundschleifmaschinenmit ortsveränderlichem Schleifspalt, (Drittmittelgeber: SAB <strong>Dresden</strong>)Entwicklung von Verfahren und Vorrichtungen zur Strukturierung der Aktivelemente vonSägebändern als Voraussetzung zur Werkzeugdotierung mit Festschmierstoff mit dem Ziel derErhöhung von Produktivität und Prozesssicherheit beim Bandsägen,(Drittmittelgeber: iF – ZIM)Modulares Hybridverfahren für die spanende Fertigung (beispielhaft für das Bandsägen),(Drittmittelgeber: AiF – ZIM)SFB 639 - Textilverstärkte Verbundkomponenten für funktionsintegrierende Mischbauweisen beikomplexen Leichtbauanwendungen, (Drittmittelgeber: DFG Bonn)33
DrittmittelprojekteIOF Institut für Oberflächen- und Fertigungstechnik6.2 Professur für Fügetechnik und MontageUnterstützung der Montageplanung, (Drittmittelgeber: Deutsche MTM- Vereinigung e.V.)Widerstandspunktschweißen, (Drittmittelgeber: Industrie)Korrosionsverhalten von Fugenlötverbindungen verzinkter Bleche(Drittmittelgeber: Industrie)Potenzial- Screening zur Identifikation und Bewertung von Lösungen für die wirtschaftliche undreproduzierbare Fertigung von endkonturnahen Bauteilen aus Faserverbundwerkstoffen(Drittmittelgeber: Industrie)Flanschtragverhalten bei Dichtstoffeinsatz, (Drittmittelgeber: AiF)Simulationsuntersuchung Rollierendes Takten, (Drittmittelgeber: Airbus Deutschland GmbH)Charakteristik von Funktionselementen im verschraubten Zustand,(Drittmittelgeber: AiF)Fügen von Gewindeelementen auf hochfesten Werkstoffen(Drittmittelgeber: Industrie)Numerische und experimentelle Untersuchungen zur gezielten Beeinflussung des Lichtbogensund des Schmelzbades beim Schutzgasschweißen(Drittmittelgeber: AiF / Verband für Schweißen und verwandte Verfahren)Strömungstechnische Auslegung von Brennersystemen zum zum wirtschaftlichen undemissionsreduzierten Schweißen,(Drittmittelgeber: AiF / Forschungsvereinigung für Schweißen und verwandte Verfahren)Verfahrensoptimierung WSG- Schweißen durch Laser geringer Leistung,(Drittmittelgeber: DFG)Schweißbrenneroptimierung, (Drittmittelgeber: Industrie)Erweiterung des Prozessverständnisses über MSG-Lichtbogenprozesse durch Modellierung undVisualisierung der physikalischen Zusammenhänge(Drittmittelgeber: DFG)34
DrittmittelprojekteIOF Institut für Oberflächen- und FertigungstechnikBeschreibung komplexer Vorgänge im Lichtbogen durch die Kopplung von inverser und direkterModellierung, (Drittmittelgeber: DFG)Einfluss der Oberflächen beim Aluminiumlöten, (Drittmittelgeber: Industrie)Mechanisches Fügen pressgehärteter Vergütungsstähle, (Drittmittelgeber: FOSTA)Langzeitbeständige Klebungen auf schwer benetzbaren pulverlackierten Oberflächen(Drittmittelgeber: AiF)Entwicklung eines neuartigen NIR- Lötverfahren für Solarabsorber(Drittmittelgeber: BMU)Neue Fertigungsverfahren durch Nanopartikel und Nanoschichten (Teilproject C1)(Drittmittelgeber: Sächsische Exzellenzinitiative im Spitzentechnologiecluster ECEMP)Reibauftragslöten zur Herstellung von Funktionsschichten auf rotationssymmetrische Teilen(Drittmittelgeber: AiF, ZIM Kooperationsprojekt)Erhöhung der Prozessstabilität beim MSG-Schweißen durch modifizierte Schutzgasströmung(Drittmittelgeber: AiF)6.3 Professur für Fertigungsmesstechnik und QualitätssicherungEntwicklung von neuartigen Kalibrier und Einmessverfahren für die taktile Mikromesstechnik(Q-Mikro),(Drittmittelgeber: AIF Kooperationsprojekt im Rahmen des Zentralen InnovationsprogrammsMittelstand (ZIM))35
Tagungen, Messen, PatenteIOF Institut für Oberflächen- und Fertigungstechnik7. TagungenProfessur für Laser- und OberflächentechnikEnergie – Effizienz in Anwendung und Wandlung.Tagungsreihe Angewandte Technologien,01.04.<strong>2009</strong>, gemeinsam mit der Steinbeis-Stiftungfür Wirtschaftsförderung Stuttgart, Shell LubricantsHamburg, F.A.Z.-Institut Frankfurt/M.Professur für Fügetechnik und MontageDresdner Fügetechnisches Kolloquium<strong>Dresden</strong>, 19.-20.3.<strong>2009</strong>Schrage, C.; Althues, H., Kaskel, S.; Liebich, J.;Troschke, E.:Element, das zumindest an einer Oberflächeelektrisch leitend und mit Kohlenstoff-Nanoröhrchen und einem Polymer gebildet ist,sowie ein Verfahren zu dessen Herstellung10 <strong>2009</strong> 056 583.3-43, 23.11.<strong>2009</strong>Professur für Fügetechnik und MontageFuentes, J.E.; Zschetzke, M.; Schnick, M.;Füssel, U.:Wolfram-Inertgas-SchweißbrennerDE 10 2007 031534A110. Veröffentlichungen8. MessebeteiligungenProfessur für Laser- und OberflächentechnikHannover MesseHannover, 20. bis 24. April <strong>2009</strong>Professur für Laser- und OberflächentechnikFachbeiträgeBerger, L.-M.; Saaro, S.; Stahr, C.-C.; Thiele, S.;Woydt, M.:Entwicklung keramischer Schichten im SystemCr2O3-TiO2, Thermal Spray Bulletin 2 (<strong>2009</strong>) 1,S. 64-77, ISSN 1866 6248Professur für Fügetechnik und MontageSchweißen + Schneiden,Essen, 14.-19.09.<strong>2009</strong>9. PatenteProfessur für Laser- und OberflächentechnikRechner, R.; Jansen, I.; Beyer, E.:Verfahren zur definierten Modifizierung vonOberflächen eines Werkstückes,DE 10 <strong>2009</strong> 054 394.5, 17.11.<strong>2009</strong>Lütke, M.; Himmer, T., Stelzer, S.:Verfahren zur gratfreien trennenden Bearbeitungvon Werkstücken,DE 10 <strong>2009</strong> 047 995.3, 28.9.<strong>2009</strong>Lütke, M.; Wagner, L.:Verfahren zur formgebenden Bearbeitung vonWerkstücken,DE 10 <strong>2009</strong> 049 762.2, 9.10.<strong>2009</strong>Berger, L.-M.; Stahr C.-C.; Saaro, S.;Thiele, S.; Woydt, M.; Kelling, N.:Dry Sliding up to 7.5 m / s and 800 Degrees C ofThermally Sprayed Coatings of the TiO2-Cr2O3System and (Ti,Mo)(C,N)-Ni(Co),17th International Conference on Wear ofMaterials, 19.-23. April <strong>2009</strong>, Amsterdam,Niederlande, Wear 267 (<strong>2009</strong>) 5-8, S. 954-964Berger, L.-M.; Stahr, C.-C.; Saaro, S.; Thiele, S.:Microstructure and Electrical Properties of Coatingsof the Cr2O3- TiO2 System,International Thermal Spray Conference, 04.-07.Mai <strong>2009</strong>, Las Vegas, USA, Proc. Eds.: B. R.Marple, M. M. Hyland, Y.-C. Lan, C. S. Li, R. S.Lima, G. Montavon, Mater. Park / OH, ASMInternational (<strong>2009</strong>) S. 103-108Berger, L.-M.; Stahr, C.-C.; Saaro, S.; Thiele, S.;Woydt, M.:Dry Sliding Wear Properties of Thermal SprayCoatings in the TiO2- Cr2O3 System, InternationalSymposium on Friction, Wear and Wear Protection,09.-11. April 2008, Aachen36
VeröffentlichungenIOF Institut für Oberflächen- und FertigungstechnikBerger, L.-M.; Stahr, C.-C.; Toma, F.-L.; Saaro, S.;Herrmann, M.; Deska, D.; Michael, G.; Thiele, S.:Korrosion thermisch gespritzter oxidkeramischerSchichten , Thermal Spray Bulletin 2 (<strong>2009</strong>) 1,S. 40-56, ISSN 1866 6248Berger, L.-M.; Woydt, M.; Saaro, S.:Comparison of Self-Mated Hardmetal CoatingsUnder dry Sliding Conditions up to 600 Degrees C,Wear 266 (<strong>2009</strong>) 3-4, S. 404-416Beyer, E.; Lütke, M.; Bartels, F.; Himmer, T.:Übersichtsvortrag Schneiden, Laser+Blech <strong>2009</strong>,Carl Hanser Verlag, Tagungsband, CD-ROMBeyer, E.; Lütke, M.; Klotzbach, A.; Wetzig, A.:Advanced Remote Cutting of Nonmetal Webs andSheets, 28th International Congress onApplications of Lasers and Electro Optics ICALEO,Orlando/USA Proceedings, Cutting, Orlando / USA(<strong>2009</strong>), S. 609, ISBN: 978 0 912035 59 8Böhme, R.; Girdauskaite, L.; Jansen, I.;Krzywinski, S.:Komplexe 3D-Bauteile maßgeschneidert! -Reproduzierbare Preformfertigung fürtextilverstärkte Kunststoffe, Lightweightdesign(<strong>2009</strong>) 6, S. 34- 39Bonß, S.; Brenner, B.; Beyer, E.:Laser Beam Hardening – Energy Efficient HeatTreatment, 28th International Congress onApplications of Lasers and Electro Optics, ICALEO,Orlando/USA Proceedings, Surface Modification II,Paper 502, Orlando/USA, <strong>2009</strong>,ISBN: 978 0 912035 59 8Brückner, F.; Lepski, D.; Beyer, E.:Calculation of Stresses in two- and three-Dimensional Structures Generated by InductionAssisted Laser Cladding, Proceedings of The 5thInternational WLT-Conference Lasers inManufacturing, Stuttgart: AT-Fachverlag GmbH(<strong>2009</strong>), S.115-121Dani, I.; Lopez, E.; Dresler, B.; Linaschke, D.;Leistner, M.; Grählert, W.; Kaskel, S.; Beyer, E.:Atmospheric Pressure Plasma Processes ForCrytalline Silicon Wafer Processing,Complete Works of Innovative Solar CellTechnology taiyo denchi kakushinteki gijutuzenshuu<strong>2009</strong> Edition, S. 179-196, Publisher: Association ofInformation Technology (gijutsu joho kyokai),ISBN978-4-86104-297-3 C3054Dani, I.; Lopez, E.; Linaschke, D.; Kaskel, S.;Beyer, E.:Trockenätzen von Solarwafern mit Oberflächenstrukturenim sub-Mikrometer Bereich,EFDS Workshop <strong>2009</strong>, Mikro- und Nanostrukturenan Oberflachen - Herstellung und Anwendungen,<strong>Dresden</strong>, 09. Oktober <strong>2009</strong>, Tagungsband S. 5Dani, I.; Mäder, G.; Grabau, P.; Dresler, B.;Linaschke, D.; Lopez, E.; Kaskel, S.; Beyer, E.:Atmospheric-Pressure Plasmas for Solar CellManufacturing, Contrib. Plasma Phys. 49 (<strong>2009</strong>) 9,S. 662-670Dölle, C.; Böhm, S.; Peschka, M.; Jansen, I.;Markus, S.:Klebtechnische Gemeinschaftsforschung imAuftrag der Industrie, Adhasion. Kleben & Dichten53 (<strong>2009</strong>) 5, S. 34-37Bonß, S.; Hannweber, J.; Karsunke, U.; Seifert, M.;Brenner, B.; Beyer, E.:Precise Laser Automotive Die Hardening ,Heat Treating Progress Marz/April 9 (<strong>2009</strong>) 2,S. 44-47Brenner, B.; Standfuß, J.; Stamm, U.; Göbel, G.;Schrauber, S.; Fux, V.; Mootz, A.:Industrial Laser Beam Welding of Hart-to-WeldMaterials for Power - train Components,Automotive Laser Application Workshop, 13.-14. Mai <strong>2009</strong>, Plymouth, USA, Tagungs-CDDrobniewski, J.; Günther, U.; Wienbreyer, C.:Beiträge zur Ressourcenschonung in derspanenden Teilefertigung aus Sicht einesWerkzeugherstellers. Tagung „Energie – Effizienzin Anwendung und Wandlung“, Tagungsreihe„Angewandte Technologien“, 01.04.<strong>2009</strong>,StuttgartDrobniewski, J.; Günther, U.; Wienbreyer, C.:Ressourcenschonung in der spanendenTeilefertigung. Steinbeis-Transfermagazin 01/<strong>2009</strong>,Stuttgart, ISSN 1864 – 1768Bringmann, P.; Rohr, O. ; Gammel, F.-J.; Jansen, I.:Atmospheric Pressure Plasma Deposition ofAdhesion Promotion Layers on Aluminium, PlasmaProcess. Polym. (<strong>2009</strong>) 6, S. 496-502,DOI: 10.1002/ppap.<strong>2009</strong>31105Fux, V.:Induktiv unterstütztes Laserwalzplattieren: Schwerschweißbare metallische Werkstoffe schnell undeffektiv verbinden, Photonik 2 (<strong>2009</strong>), S. 15-1637
VeröffentlichungenIOF Institut für Oberflächen- und FertigungstechnikFux, V.; Merz, K.; Brenner, B.:Laser-Walzplattieren erzeugt attraktiveWerkstoffpaarungen : Bandbeschichtung,Maschinenmarkt. MM, das Industriemagazin (<strong>2009</strong>)5, S. 42-45Girdauskaite, L.; Krzywinski, S.; Rödel, H.;Böhme, R.; Jansen, I.:Trockene Preforms für komplexe Faserverbundkunststoffbauteile,<strong>Technische</strong> Textilien (<strong>2009</strong>) 6,S. 280-282aGünther, U.:Forum „Wissen schafft Markt“: Wirtschaft undWissenschaft. Innovation – Unternehmergipfel<strong>2009</strong>, F.A.Z.-INSTITUT, 05.05.<strong>2009</strong>, StuttgartGünther, U.:Editorial – Energie – Effizienz in Anwendung undWandlung. Steinbeis-Transfermagazin 01/<strong>2009</strong>,Stuttgart, ISSN 1864-1768Günther, U.; Buerkner, St.; Riegmann, T.;Engel, M.:Digitale Werkzeuge für die Vorproduktionsplanung.Steinbeis-Transfermagazin, 04/<strong>2009</strong>, Stuttgart,ISSN 1864 – 1768Hildebrand, J.; Werner, F.; Rechner, R.;Müller, M.; Jansen, I.:Experimentelle Untersuchungen zu Klebstoffen fürGlas-Kunststoff- Hybridelemente,17. Internationale Baustofftagung,23.-26. November <strong>2009</strong>, Weimar, Bd. 2, S. 961-966Jansen, I.; Schneider, D.; Häßler, R.:Laser-Acoustic, Thermal and Mechanical Methodsfor Investigations of Bond Lines,International Journal of Adhesion and Adhesives 29(<strong>2009</strong>) 2, S. 210-216Klotzbach, A.; Schwarz, T.; Bartels, F.;Wetzig, A.; Beyer, E.:High dynamic axes systems for laser processing“on the fly“, Proceedings of The 5th InternationalWLT-Conference Lasers in Manufacturing,Stuttgart: AT-Fach Verlag GmbH (<strong>2009</strong>),S.221-227Lange, A.; Cramer, A.; Beyer, E.:Thermoelectric Currents in Laser Induced MeltsPools, Journal of Laser Applications 21 (<strong>2009</strong>) 2,Melville/New York, USA, ISSN 1042-346XLasagni, A.-F.; Bieda, M.; Berger, J.; Roch, T.;Menendez-Ormaza, B.-S.:Herstellung von periodischen Oberflächenstrukturenmittels Laserinterferenzstrukturierung,EFDS Workshop <strong>2009</strong>, Mikro- und Nanostrukturenan Oberflachen - Herstellung und Anwendungen,<strong>Dresden</strong>, 09. Oktober <strong>2009</strong>, Tagungsband S. 8Linaschke, D.; Leistner, M.; Grabau, P.; Mäder, G.;Grählert, W.; Dani, I.; Kaskel, S.; Beyer, E.:In-Line Plasma-Chemical Etching of CrystallineSilicon Solar Wafers at Atmospheric Pressure;IEEE Transactions on Plasma Science 37 (<strong>2009</strong>) 6,S. 979-984, ISSN: 0093 3813Lütke, M.; Himmer, T.; Beyer, E.:Remote-Schneiden mit brillanten Strahlquellen,Maschinenbau (<strong>2009</strong>) 5, S. 22-25Lütke, M.; Himmer, T.; Wetzig, A.; Beyer, E.:Opportunities to Enlarge the Application Area ofRemote-Cutting, 28th ICALEO <strong>2009</strong>, Tagungsband,S. 608, ISBN: 978 0 912035 59 8Lütke, M.; Klotzbach, A.; Himmer, T.; Wetzig, A.:Beyer, E.:Remote-Cutting one Technology Fits for VariousMaterials, Proceedings of The 5th InternationalWLT-Conference Lasers in Manufacturing,Stuttgart: AT-Fach - Verlag GmbH (<strong>2009</strong>),S. 221-227Lütke, M.; Klotzbach, A.; Himmer, T.; Wetzig, A.;Beyer, E.:Remote-Cutting – One Technology Fits for VariousMaterials, The Laser User, Issue 56 (<strong>2009</strong>),S.26-27, Abingdon, ISSN: 1755 5140Lütke, M.; Klotzbach, A.; Wetzig, A.; Beyer, E.:Laserschneiden von Faserverbundwerkstoffen –Remote-Bearbeitung ohne Schneidgasunterstützung,Laser Technik Journal, Wiley-VCH (<strong>2009</strong>)2, S. 23-26Klotzbach, U.; Panzner, M.; Morgenthal, L.;Beyer, E.; Theuer, M.; Pradarutti, B.:Chancen und Möglichkeiten der THz- Messtechnikfür Kunst- und Kulturgut,Laseranwendung in der Restaurierung undDenkmalpflege; OsnabrückMahrle, A.; Beyer, E.:Heat Sources of Hybrid Laser-Arc WeldingProcesses, Hybrid Laser arc Welding, Cambridge(UK), Woodhead Publishing Limited (<strong>2009</strong>) 3,S. 47-84, ISBN 978 1 84569 370 138
VeröffentlichungenIOF Institut für Oberflächen- und FertigungstechnikMahrle, A.; Beyer, E.:Theoretical Aspects of Fibre Laser Cutting, Journalof Physics. D. Applied Physics 42 (<strong>2009</strong>) 17,Art. 175507, S. 9Mahrle, A.; Beyer, E.:Theoretical Estimation of Achievable Travel Ratesin Inert-Gas Fusion Cutting with Fibre and CO2Lasers, Proceedings of The 5th InternationalWLT-Conference on Lasers in Manufacturing,Stuttgart: AT-Fachverlag GmbH (<strong>2009</strong>), S. 215-220,ISBN 978 3 00 027994 2Mahrle, A.; Beyer, E.:Thermodynamic Evaluation of Inert-Gas LaserBeam Fusion Cutting with CO2, Disk and FiberLasers, Proceedings of the 28th InternationalCongress on Applications of Lasers & Electro-Optics, Orlando, USA, Laser Institute of America(<strong>2009</strong>) 1404, S. 610-619, ISBN 978 0 912035 59 8Pap, J.-S.; Schiefer, T.; Köckritz, T.; Jansen, I.;Beyer, E.:Einflüsse verschiedener Oberflächenvorbehandlungenauf den Klebverbund vontextilverstärkten Verbundkomponenten,22. International Symposium, 11.-13.Mai <strong>2009</strong>,Rapperswil, SchweizPuschmann, R.; Stahr, C.-C.; Berger, L.-M.:Möglichkeiten der Online-Schichtdickenmessungbeim thermischen Spritzen, Thermal Spray Bulletin2 (<strong>2009</strong>) 2, S. 39-42, ISSN 1866 6248Rechner, R.; Jansen, I.; Beyer, E.:Lasergestütztes Fügen ohne Fugen: Kantenanleimenin der Möbelfertigung, Adhäsion, Klebenund Dichten 53, (<strong>2009</strong>) 5, S. 38-43Rechner, R.; Jansen, I.; Beyer, E.:Using Lasers in Edge Banding, AdhesionADHESIVES & SEALANTS 53 (<strong>2009</strong>) 10, S. 36-40Rechner, R.; Pap, J.-S.; Jansen, I.; Beyer, E.:Laser- und Plasmaverfahren zur Klebstellenvorbehandlungder Aluminiumlegierungen AW6016 und Al 6050, 22. International Symposium,09.- 13.Mai <strong>2009</strong>, Rapperswil, SchweizSchedewy, R.; Dittrich, D.; Standfuß, J.;Brenner, B.; Beyer, E.:Neue Design-Möglichkeiten für Leichtbaukonstruktionen:Laserstrahlgeschweißte Steg-Schlitz-Verbindungen, Laser-Magazin (<strong>2009</strong>) 2/3,S. 8-10Schnick, M.; Rose, S.; Füssel, U.; Mahrle, A.;Demuth, C.; Beyer, E.:Numerische und experimentelle Untersuchungenzur Wechselwirkung zwischen einem Plasmalichtbogenund einem Laserstrahl geringerLeistung, DVS-Berichte, DVS Media GmbH,Düsseldorf, (<strong>2009</strong>) Band 258, S. 16-21,ISBN 978 3 87155 584 8Wesnigk, R.; Andersen, O.; Göhler, H.; Kostmann,C.; Quadbeck, P.; Günther, U.; Gerighausen, W.;Popp, A.:Beschichtung zellularer Werkstoffe – Erweiterungder Anwendungsgebiete für eine innovativeWerkstoffgruppe. Vortrag – Tagung „Synergien mitStahl“. Eisenhüttenstadt, 05.11.<strong>2009</strong>Professur für Fügetechnik und MontageFachbeiträgeBaryliszyn, P.; Jüttner, S.; Füssel, U.:Neuartiges Regelkonzept zum Widerstandspunktschweißenvon Karosseriebauteilen mitMaßabweichungen. DVS-Berichte Bd. 258.Düsseldorf <strong>2009</strong>Dreher, M.; Füssel, U.; Johne, V.; Amedick,J.; Wiethop, P.:Stanznageln – mechanisches Fügen hochfesterBlechwerkstoffe. Lightweightdesign. Hamburg(<strong>2009</strong>)3Dreher, M.; Füssel, U.; Johne, V.; Sykora; J.;Jüttner, S.; Amedick, J.:Mechanisches Fügen hochfester Blechwerkstoffeim Karosseriebau. DVS-Berichte Bd. 258. Düsseldorf<strong>2009</strong>Dreher, M.; Füssel, U.; Schnick, M.:Simulation of shielding gas flows in GMA welding.Tagungsband 9. International Seminar NumericalAnalysis of Weldability. Graz <strong>2009</strong>Füssel, U.; Dreher, M.; Schnick, M.:Strömungstechnische Auslegung vonBrennersystemen zum wirtschaftlichen undemissionsreduzierten Lichtbogenschweißen.Projekt A 3 Cluster Lichtbogenschweißen – Physikund Werkzeug. Zwischenbericht <strong>2009</strong>, Berlin <strong>2009</strong>39
VeröffentlichungenIOF Institut für Oberflächen- und FertigungstechnikFüssel, U.; Hertel, M.; Schnick, M.; Reisgen, U.;Mokrov, O.; Zabirov, A.:Erweiterung des Prozessverständnisses über MSG-Lichtbogenprozesse durch Modellierung und Visualisierungder physikalischen Zusammenhänge.Projekt G 4 Cluster Lichtbogenschweißen – Physikund Werkzeug. Zwischenbericht <strong>2009</strong>, Berlin <strong>2009</strong>Rose, S.; Zähr, J.; Schnick, M.; Fuessel, U.;Goecke, S.F.; Huebner, M.:Two arc attachment modes during electrodepositive polarity in AC TIG welding of aluminium.SG 212 Meeting at the IIW Annual Meeting <strong>2009</strong>,IIW Doc. No. 212-1133-09 / XII-1979-09, Singapore<strong>2009</strong>Füssel, U.; Rose, S.; Schnick, M.; Kruscha, J.;Schlodder, K.; Tempelhagen, M.; Wagner, F.:Beschreibung komplexer Vorgänge im Lichtbogendurch Kopplung von inverser und direkterModellierung. Projekt G 5 ClusterLichtbogenschweißen – Physik und Werkzeug.Zwischenbericht <strong>2009</strong>, Berlin <strong>2009</strong>Gehrke, J.; Lebelt, P.; Schütz, A.; Kalich, J.;Füssel, U.:Verhalten dynamisch beanspruchterKlebverbindungen. Schweißen und Schneiden.Düsseldorf 61 (<strong>2009</strong>) 5Johne, V.; Füssel, U.:Aktuelle Forderungen an Schraubenverbindungen –Notwendigkeit von Schraubbarkeitsbetrachtungen.Tagungsband 11. Kolloquium Widerstandsschweißenund alternative Verfahren. Halle/S. <strong>2009</strong>Krink, V.; Schuster, H.; Füssel, U.; Fuentes, J.:WSG-Schweißen mit hohen Stromstärken –Brenner und Anwendungen. TagungsbandDresdner Fügetechnisches Kolloquium. <strong>Dresden</strong><strong>2009</strong>Mayer, G.; Zähr, J.; Füssel, U.:Schweißen von Kupfer und Kupferlegierungen.Deutsches Kupferinstitut Informationsdruck i.12Düsseldorf <strong>2009</strong>. 48 S.Rose, S.; Zähr, J.; Schnick, M.; Füssel, U.:Optimierung der Frequenzbalance beim WIG-AC-Schweißen von Aluminium. Tagungsband DresdnerFügetechnisches Kolloquium. <strong>Dresden</strong> <strong>2009</strong>Schnick M; Füssel, U.; Hertel, M.; Rose, S.;Spille-Kohoff, A.; Murphy, A. B.:Numerical investigations of the influence of metalvapour in GMA welding. Round table on thecharacterization of thermal plasmas, Alexandria<strong>2009</strong>Schnick, M.; Dreher, M.; Fuessel, U.;Spille-Kohoff, A.:Visualization and Optimization of Shielding GasFlows by Arc Welding. IIW Annual Meeting <strong>2009</strong>,IIW Doc. No. XII-1954-09, Singapore <strong>2009</strong>Schnick, M.; Füssel, U.; Hertel, M.;Spille-Kochoff, A.; Murphy, A.B.:Effects of metal vapour on the arc behavior in GMAwelding. Tagungsband 9. International SeminarNumerical Analysis of Weldability. Graz <strong>2009</strong>Schnick, M.; Füssel, U.; Hertel, M.; Rose,S.; Spille-Kohoff, A.; Murphy, A.:Numerical investigations of the influence of metalvapour in GMA welding. SG 212 Meeting at the IIWAnnual Meeting <strong>2009</strong>, IIW Doc. No. 212-1134,Singapore <strong>2009</strong>Mayer, G.; Zähr, J.; Wobker, H.-G.; Schulze, H.;Krüssel, T.; Mushack, S.:Anwendbarkeit des Elektronenstrahlschweißen fürCuCrZr-Legierungen. Kupfer-HochschulkolloquiumDuisburg <strong>2009</strong>Nguyen, V.D.; Füssel, U.; Pejko, M.;Kämmerer, Chr.:Posibilities to improve the quality and the economicefficiency of pressure-pressure-soldering joints.Tagungsband Internatiolnal Dotoral Seminar.Smolonice <strong>2009</strong>Schnick, M.; Füssel, U.; Hertel, M.; Rose, S.;Spille-Kohoff, A.; Murphy, A.B.:Numerical Investigations of Diffusion of MetalVapour and its Influence on Arc Behaviour in GasMetal Arc Welding. Proceedings of 19 thInternational Symposium on Plasma Chemistry(ISPC), Bochum <strong>2009</strong>Schnick, M.; Hertel, M.; Füssel, U.; Spille-Kohoff,A.; Murphy, A.B.:Numerische Untersuchungen zum Einfluss vonMetalldampf auf den MSG-Lichtbogen. TagungsbandDresdner Fügetechnisches Kolloquium.<strong>Dresden</strong> <strong>2009</strong>40
VeröffentlichungenIOF Institut für Oberflächen- und FertigungstechnikZähr, J.; Rose, S.; Schnick, M.; Füssel, U.;Speiseder, M.; Lang, A.; Wilhelm, G.:Reinigungswirkung des Lichtbogens beim DC(EP)-WIG-Schweißens von Aluminiumlegierungen. DVS-Berichte Bd. 258. Düsseldorf <strong>2009</strong>Zähr, J.; Schnick, M.; Füssel, U.; Lohse, M.;Sende, M.:Numerical investigations of process gases an theirinfluence on TIG-welding. Tagungsband 9.International Seminar Numerical Analysis ofWeldability. Graz <strong>2009</strong>Zähr, J.; Schnick, M.; Füssel, U.; Sende, M.; Rose,S.; Speiseder, M.; Lang.; Wilhelm, G.:Untersuchungen zur Oberflächenaktivierung beimLichtbogenschweißen von Aluminiumlegierungenmit abschmelzender Elektrode. Schweißen undSchneiden. Düsseldorf 61(<strong>2009</strong>) 641
VeröffentlichungenIOF Institut für Oberflächen- und Fertigungstechnik11. KontakteInstitut für Oberflächen- und Fertigungstechnik IOFProfessur für Laser- und OberflächentechnikInhaber: Prof. Dr.-Ing. habil. Eckhard BeyerSekretariat: Janett PetermannTel.: (0351) 463 31993Fax: (0351) 463 37755Email: janett.petermann@iof.mw.tu-dresden.deProfessur für Fügetechnik und MontageInhaber: Prof. Dr.-Ing. habil. Uwe FüsselSekretariat: Elke GarbitzTel.: (0351) 463 37615Fax: (0351) 463 37249Email: elke.garbitz@tu-dresden.deProfessur für Fertigungsmesstechnik und QualitätssicherungInhaber: Prof. Dr.-Ing. habil. Hartmut WeiseSekretariat: Janett PetermannTel.: (0351) 463 31993Fax: (0351) 463 37138Email: fmt@iof.mw.tu-dresden.de42