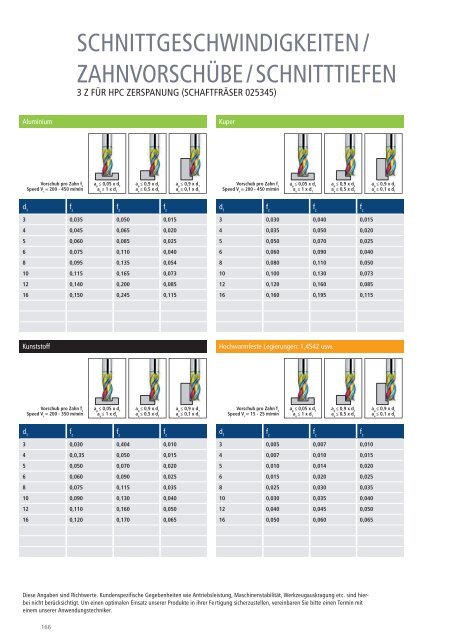
SCHNITTGESCHWINDIGKEITEN / ZAHNVORSCHÜBE / SCHNITTTIEFEN 3 Z FÜR HPC ZERSPANUNG (SCHAFTFRÄSER 025345) Aluminium Kuper Vorschub pro Zahn f z Speed V c = 200 - 450 m/min a p ≤ 0,05 x d 1 a p ≤ 0,9 x d 1 a p ≤ 0,9 x d 1 a e ≤ 1 x d 1 a e ≤ 0,5 x d 1 a e ≤ 0,1 x d 1 Vorschub pro Zahn f z Speed V c = 200 - 450 m/min a p ≤ 0,05 x d 1 a p ≤ 0,9 x d 1 a p ≤ 0,9 x d 1 a e ≤ 1 x d 1 a e ≤ 0,5 x d 1 a e ≤ 0,1 x d 1 d 1 f z f z f z 3 0,035 0,050 0,015 4 0,045 0,065 0,020 5 0,060 0,085 0,025 6 0,075 0,110 0,040 8 0,095 0,135 0,054 10 0,115 0,165 0,073 12 0,140 0,200 0,085 16 0,150 0,245 0,115 d 1 f z f z f z 3 0,030 0,040 0,015 4 0,035 0,050 0,020 5 0,050 0,070 0,025 6 0,060 0,090 0,040 8 0,080 0,110 0,050 10 0,100 0,130 0,073 12 0,120 0,160 0,085 16 0,160 0,195 0,115 Kunststoff Hochwarmfeste Legierungen: 1,4542 usw. Vorschub pro Zahn f z Speed V c = 200 - 350 m/min a p ≤ 0,05 x d 1 a p ≤ 0,9 x d 1 a p ≤ 0,9 x d 1 a e ≤ 1 x d 1 a e ≤ 0,5 x d 1 a e ≤ 0,1 x d 1 Vorschub pro Zahn f z Speed V c = 15 - 25 m/min a p ≤ 0,05 x d 1 a p ≤ 0,9 x d 1 a p ≤ 0,9 x d 1 a e ≤ 1 x d 1 a e ≤ 0,5 x d 1 a e ≤ 0,1 x d 1 d 1 f z f z f z 3 0,030 0,404 0,010 4 0,0,35 0,050 0,015 5 0,050 0,070 0,020 6 0,060 0,090 0,025 8 0,075 0,115 0,035 10 0,090 0,130 0,040 12 0,110 0,160 0,050 16 0,120 0,170 0,065 d 1 f z f z f z 3 0,005 0,007 0,010 4 0,007 0,010 0,015 5 0,010 0,014 0,020 6 0,015 0,020 0,025 8 0,025 0,030 0,035 10 0,030 0,035 0,040 12 0,040 0,045 0,050 16 0,050 0,060 0,065 Diese Angaben sind Richtwerte. Kundenspezifische Gegebenheiten wie Antriebsleistung, Maschinenstabilität, Werkzeugauskragung etc. sind hierbei nicht berücksichtigt. Um einen optimalen Einsatz unserer Produkte in ihrer Fertigung sicherzustellen, vereinbaren Sie bitte einen Termin mit einem unserer Anwendungstechniker. 166
ZAHNVORSCHÜBE/SCHNITTTIEFEN FÜR HOCHVORSCHUBFRÄSER Vorschub pro Zahn (f z ), Schnitttiefe (a p ) Index Kugelfräser FGT hochgenau Seitliche Zustellung (ae) in Stahl: 60–95% vom Durchmesser Schruppen grob Schlichten Werkstoff Stahl Unlegierter Stahl/Baustahl a a a Normale Werkzeugstähle/Stahlguss z a Werkzeugstähle z und Stahlguss, a , schwer z zerspanbar a Hochwarmfeste Legierungen Hochwarmfeste a und warmfeste a Legierungen Titanlegierungen a Nichtrostender Stahl (alle Sorten) ) Eisenguss Grauguss a Kugelgraphitguss a p Vergüteter Guss f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z /a p Bearbeitungsart Ø 3 - 4,9 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,2 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 Ø 5 - 6,9 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 Ø 7 - 8,9 0,10 - 0,30 0,10 - 0,20 0,30 - 0,50 0,20 - 0,30 0,10 - 0,25 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,25 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,30 0,10 - 0,20 0,30 - 0,50 0,20 - 0,30 0,10 - 0,30 0,10 - 0,20 0,30 - 0,50 0,20 - 0,30 0,10 - 0,30 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,30 0,10 - 0,20 0,30 - 0,50 0,20 - 0,30 0,10 - 0,25 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,25 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,40 0,10 - 0,20 0,40 - 0,70 0,20 - 0,30 0,10 - 0,25 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,25 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,40 0,10 - 0,20 0,40 - 0,70 0,20 - 0,30 0,10 - 0,40 0,10 - 0,20 0,40 - 0,70 0,20 - 0,30 0,10 - 0,40 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,40 0,10 - 0,20 0,40 - 0,70 0,20 - 0,30 0,10 - 0,25 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 0,10 - 0,25 0,10 - 0,20 0,25 - 0,40 0,20 - 0,30 Ø 9 - 10,9 0,10 - 0,45 0,10 - 0,20 0,45 - 0,80 0,20 - 0,30 0,10 - 0,35 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 0,10 - 0,35 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 0,10 - 0,45 0,10 - 0,20 0,45 - 0,80 0,20 - 0,30 0,10 - 0,45 0,10 - 0,20 0,45 - 0,80 0,20 - 0,30 0,10 - 0,45 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 0,10 - 0,45 0,10 - 0,20 0,45 - 0,80 0,20 - 0,30 0,10 - 0,35 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 0,10 - 0,35 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 Ø 11 - 12,9 0,10 - 0,45 0,10 - 0,25 0,45 - 0,80 0,25 - 0,40 0,10 - 0,35 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 0,10 - 0,35 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 0,10 - 0,45 0,10 - 0,25 0,45 - 0,80 0,25 - 0,40 0,10 - 0,45 0,10 - 0,25 0,45 - 0,80 0,25 - 0,40 0,10 - 0,45 0,25 - 0,40 0,35 - 0,60 0,20 - 0,30 0,10 - 0,45 0,10 - 0,25 0,45 - 0,80 0,25 - 0,40 0,10 - 0,35 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 0,10 - 0,35 0,10 - 0,20 0,35 - 0,60 0,20 - 0,30 Ø 15 - 16,9 Schaftfräser Torusfräser Eckradiusfräser Kugelfräser Eckradiusfräser FGT hochgenau Torusfräser FGT hochgenau Gehärtete Werkstoffe bis 48 HRC bis 55 HRC bis 65 HRC f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) f z (mm) a p (mm) 0,80 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,15 0,15 - 0,25 0,15 - 0,20 0,08 - 0,15 0,10 - 0,13 0,15 - 0,20 0,13 - 0,15 0,10 - 0,225 0,10 - 0,20 0,225 - 0,35 0,20 - 0,30 0,10 - 0,225 0,10 - 0,15 0,225 - 0,35 0,15 - 0,20 0,10 - 0,225 0,10 - 0,15 0,20 - 0,30 0,15 - 0,20 0,10 - 0,30 0,10 - 0,20 0,30 - 0,50 0,20 - 0,30 0,10 - 0,25 0,10 - 0,15 0,25 - 0,40 0,15 - 0,20 0,10 - 0,25 0,10 - 0,15 0,20 - 0,30 0,15 - 0,20 0,10 - 0,40 0,10 - 0,20 0,40 - 0,70 0,20 - 0,30 0,10 - 0,25 0,10 - 0,15 0,25 - 0,40 0,15 - 0,20 0,10 - 0,25 0,10 - 0,15 0,25 - 0,35 0,15 - 0,20 0,10 - 0,45 0,10 - 0,20 0,45 - 0,80 0,20 - 0,30 0,10 - 0,35 0,10 - 0,15 0,35 - 0,60 0,15 - 0,20 0,10 - 0,35 0,10 - 0,15 0,30 - 0,40 0,15 - 0,20 0,10 - 0,45 0,10 - ,025 0,45 - 0,80 0,25 - 0,40 0,10 - 0,35 0,10 - 0,15 0,35 - 0,60 0,15 - 0,20 0,10 - 0,35 0,10 - 0,15 0,35 - 0,45 0,15 - 0,20 Hochvorschubfräser Spezial- und Sonderprodukte Diese Angaben sind Richtwerte. Kundenspezifische Gegebenheiten wie Antriebsleistung, Maschinenstabilität, Werkzeugauskragung etc. sind hierbei nicht berücksichtigt. Um einen optimalen Einsatz unserer Produkte in ihrer Fertigung sicherzustellen, vereinbaren Sie bitte einen Termin mit einem unserer Anwendungstechniker. 167 Technische Daten Infos