special - Alu-web.de
special - Alu-web.de special - Alu-web.de
RESEARCH Metals 2002 (edited by W. Schneider), pp. 899-907, TMS, Warrendale PA (2002) [3] L. Ohm und S. Engler „Festigkeitseigenschaften erstarrender Randschalen aus Aluminiumlegierungen“, Gießereiforschung 42, pp. 131-147 (1990) [4] D.A. Granger “Microstructure control in ingots of aluminium alloys with an emphasis on grain refinement”, in Light Metals 1998 (edited by B. Welch), pp. 941-952, TMS, Warrendale PA (1998) [5] A. Mo and H. Fjaer “Influence of starter block on center crack formation in DC casting of Al billets. Mathematical predictions” in Stranggiessen, pp. 127-134, DGM-Informationsgesellschaft, Oberursel, (1990) [6] W. Schneider and E.K. Jensen “Investigations about starting cracks in DC casting of 6063 type billets. Part I: Experimental results”, in Light Metals 1990 (edited by C. Bickert), pp. 931-936, TMS, Warrendale PA (1990) [7] E.K. Jensen and W. Schneider “Investigations about starting cracks in DC casting of 6063 type billets. Part II: Modelling results”, in Light Metals 1990 (edited by C. Bickert), pp. 937-943, TMS, Warrendale PA (1990) [8] M. Rappaz, S. Henry and P. Jarry “ Dendrite growth in aluminium feathery grains”, Met. Mater. Trans. 29A, (1998) pp. 2802-2817 [9] M. Rappaz, S. Henry and G.-U. Gruen “Influence of convection on feathery grain formation in aluminium alloys”, accepted in Met. Mater. Trans (2004) [10] D. A. Granger and J. Liu “The occurrence, effect and control of twinned columnar growth in aluminum alloys”, J. Metals, 35(6) 54–59 (1983) [11] M.G. Chu and J. Jacoby “Macrosegregation characteristics of commercial size aluminium alloy ingot cast by the direct chill method”, in Light Metals 1990 (edited by C. Bickert), pp. 923-930, TMS, Warrendale PA (1990) [12] B. Gariepy and Y. Caron “Investigation of the effects of casting parameters on the extent of centreline macrosegregation in DC cast sheet ingots”, in Light Metals 1991 (edited by E. Rooy), pp. 961-971, TMS, Warrendale PA (1991) [13] A. Joly, G.-U. Gruen, D. Daloz, R. Combeau and G. Lesoult “Effect of grain refinement on macrosegregation in direct chill semi-continuous casting of aluminium sheet ingot”, in 3rd International Conference on Solidification and Gravity, SCG 99, Miskolc, Hungary, April 1999 [14] H. Westengen “Formation of intermetallic compounds during DC casting of a commercial purity Al-Fe-Si alloy”, Z. für Metallkde. 73, (1982), pp. 360-368 [15] D.A. Granger and C.L. Jensen “Role of ingot structure in structural streaking” in Light Metals 1984, pp. 1249-1263, TMS, Warrendale PA (1984) [16] M.W. Meredith, A.L. Greer and P.V. Evans “The effect of grain-refining on intermetallic selection in dilute aluminium alloys”, in Light Metals 1998 (edited by B. Welch), pp.977-982, TMS, Warrendale PA (1998) [17] M.W. Meredith, A.L. Greer, P.V. Evans and R.G. Hamerton “The generation of AlmFe in dilute aluminium alloys with different grain refiner additions”, in Light Metals 1999 (edited by C.E. Eckert), pp. 811-817, TMS, Warrendale PA (1999) [18] W. Schneider “Qualitätsanforderungen an AlTiB-Vorlegierungen für die Kornfeinung von Aluminium. Teil 1 und Teil 2“, Aluminium 64, (1988) pp. 70-75 und 157-161 [19] J. Pearson and P. Cooper “A review of the basic of grain refining”, in Sixth Australian Asian Pacific Conference on Aluminium Cast House Technology 1999 (edited by P. Whiteley), pp. 109-118, TMS, Warrendale PA (1999) [20] D.A. Granger “Master alloys: Quality and performance expectations of Alcoa”, Light Metal Age (1987), pp. 17-26 [21] P. Hoefs, W. Reif, A.Green, P.C. van Wiggen, W. Schneider and D. Brandner “Development of an improved AlTiC master alloy for the grain refinement of aluminium”, in Light Metals 1997 (edited by R. Huglen), pp. 777-784, TMS, Warrendale PA (1997) [22] J. Pearson and G.P. Jones “ Factors affecting the grain refinement of aluminium using titanium and boron additives”, Met. Trans. B,7B (1976) pp. 223-234 [23] A. Whitehead, S.A. Danilak and D.A. Granger “The development of a commercial Al-3%Ti-0.15%C grain refining master alloy” in Light Metals 1997 (edited by R. Huglen), pp. 785-793, TMS, Warrendale PA (1997) [24] W. Schneider, M.A. Kearns, M. Mc- Garry and A. Whitehead „A comparison of the behavior of AlTiB and AlTiC grain refiners” in Light Metals 1998 (edited by B. Welch), pp. 953-961, TMS, Warrendale PA (1998) [25] W. Schneider, P. Cooper, L. Greer and T. Quested „A comparison of the family of AlTiB grain refiner and their ability to achieve a fully equiaxed grain structure in DC casting”, in Light Metals 2003 (edited by P. Crepeau), pp. 953-959, TMS, War- rendale PA (2003) [26] L. Baeckerud and R. Vainik “Method for optimised aluminium grain refinement”, in Light Metals 2001 (edited by J.L. Anjier), pp. 951-954, TMS, Warrendale PA (2001) [27] A.L. Greer “Grain refinement of aluminium alloys – current academic studies”, in Report No.2 from MEBSP Sub-Group 1 “Nucleation and Grain Refinement Processes”, May 2000 [28] W. Schneider and P. Cooper “Influence of AlTiB master alloy type and casting conditions on grain refinement of aluminium alloys”, in Aluminium Cast House Technology 2003 (edited by P.R. Whiteley) pp. 167-182, Brisbane 2004, TMS, Warrendale PA (2004) [29] W. Schneider “Grain refining performance of AlTiB and AlTiC master alloys in DC casting”, in Aluminium Cast House, Rolling & Extrusion Technology 2004 (edited by M. Nilmani), pp. 44-54, Mumbai, India 2004 [30] G.-U. Gruen and W. Schneider „Influence of fluid flow field and pouring temperature on thermal gradients in the mushy zone during level pour casting of billets”, in Light Metals 1997 (edited by R. Huglen), pp. 1059-1064, TMS, Warrendale (1997) [31] T. Gudmundsson, G. Saevarsdottir, T. Sigfusson and D.G. McCartney “Chlorination of TiB2 grain refined aluminium melts”, in Light Metals 1997 (edited by R. Huglen), pp. 851-855, TMS, Warrendale PA (1997) [32] N. Towsey, W. Schneider, H.-P. Krug, A. Hardman and N. Keegan “The influence of grain refiners on the efficiency of ceramic foam filters”, in Light Metals 2001 (edited by J.L. Anjier), pp. 973-977, TMS, Warrendale PA (2001) [33] N. Towsey, W. Schneider and H.-P. Krug “ The effects of rod grain refiners with differing Ti/B ratios on ceramic foam filtration”, in Light Metals 2002 (edited by W. Schneider), pp. 931-935, TMS, Warrendale PA (2002) Authors Prof. Dr.-Ing. Wolfgang Schneider is Head of Research and Development of Hydro Aluminium Deutschland in Bonn. Dr. Douglas Granger from Murrysville, Pennsylvania, USA, is consultant on grain refining, alloying and casting technology to aluminium companies. Bezugsquellen sinnvoll nutzen Auf den Seiten 95 bis 112 präsentieren führende Ausrüstungs-Partnerunternehmen der Aluminiumindustrie ihr Angebot. Nutzen Sie diese wertvollen Informationen! 78 ALUMINIUM · 6/2007
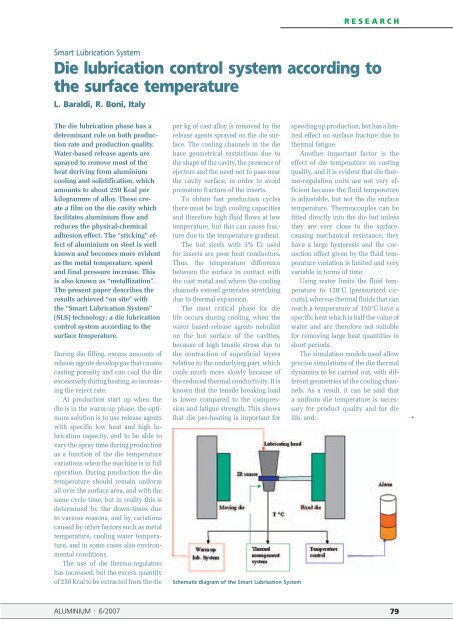
The die lubrication phase has a determinant role on both production rate and production quality. Water-based release agents are sprayed to remove most of the heat deriving from aluminium cooling and solidification, which amounts to about 250 Kcal per kilogramme of alloy. These create a film on the die cavity which facilitates aluminium flow and reduces the physical-chemical adhesion effect. The “sticking” effect of aluminium on steel is well known and becomes more evident as the metal temperature, speed and final pressure increase. This is also known as “metallization”. The present paper describes the results achieved “on site” with the “Smart Lubrication System” (SLS) technology: a die lubrication control system according to the surface temperature. During die filling, excess amounts of release agents develop gas that causes casting porosity and can cool the die excessively during heating, so increasing the reject rate. At production start up when the die is in the warm-up phase, the optimum solution is to use release agents with specific low heat and high lubrication capacity, and to be able to vary the spray time during production as a function of the die temperature variations when the machine is in full operation. During production the die temperature should remain uniform all over the surface area, and with the same cycle time, but in reality this is determined by the down-times due to various reasons, and by variations caused by other factors such as metal temperature, cooling water temperature, and in some cases also environmental conditions. The use of die thermo-regulators has increased, but the excess quantity of 250 Kcal to be extracted from the die ALUMINIUM · 6/2007 per kg of cast alloy is removed by the release agents sprayed on the die surface. The cooling channels in the die have geometrical restrictions due to the shape of the cavity, the presence of ejectors and the need not to pass near the cavity surface, in order to avoid premature fracture of the inserts. To obtain fast production cycles there must be high cooling capacities and therefore high fluid flows at low temperature, but this can cause fracture due to the temperature gradient. The hot steels with 5% Cr used for inserts are poor heat conductors. Thus, the temperature difference between the surface in contact with the cast metal and where the cooling channels extend generates stretching due to thermal expansion. The most critical phase for die life occurs during cooling, when the water based-release agents nebulize on the hot surface of the cavities, because of high tensile stress due to the contraction of superficial layers relative to the underlying part, which cools much more slowly because of the reduced thermal conductivity. It is known that the tensile breaking load is lower compared to the compression and fatigue strength. This shows that die pre-heating is important for RESEARCH Smart Lubrication System Die lubrication control system according to the surface temperature L. Baraldi, R. Boni, Italy Schematic diagram of the Smart Lubrication System speeding up production, but has a limited effect on surface fracture due to thermal fatigue. Another important factor is the effect of die temperature on casting quality, and it is evident that die thermo-regulation units are not very efficient because the fluid temperature is adjustable, but not the die surface temperature. Thermocouples can be fitted directly into the die but unless they are very close to the surface, causing mechanical resistance, they have a large hysteresis and the correction effect given by the fluid temperature variation is limited and very variable in terms of time. Using water limits the fluid temperature to 120°C (pressurized circuits), whereas thermal fluids that can reach a temperature of 350°C have a specific heat which is half the value of water and are therefore not suitable for removing large heat quantities in short periods. The simulation models used allow precise simulations of the die thermal dynamics to be carried out, with different geometries of the cooling channels. As a result, it can be said that a uniform die temperature is necessary for product quality and for die life, and: 79 �
- Seite 27 und 28: tere Aufträge aus anderen Schlüss
- Seite 29 und 30: Fotos: Messe Düsseldorf SPECIAL AL
- Seite 31 und 32: SPECIAL ALUMINIUM CASTINGS ��
- Seite 33 und 34: See us at GIFA 2oo7 hall 15, booth
- Seite 35 und 36: SPECIAL ALUMINIUM CASTINGS Achtzyli
- Seite 37 und 38: SPECIAL ALUMINIUM CASTINGS abgeschl
- Seite 39 und 40: �����������
- Seite 41 und 42: SPECIAL ALUMINIUM CASTINGS Q8 Coron
- Seite 43 und 44: Wie Sie ganz einfach noch mehr aus
- Seite 45 und 46: SPECIAL ALUMINIUM CASTINGS Die Rohb
- Seite 47 und 48: �����������
- Seite 49 und 50: Main provision fields of THERMPROCE
- Seite 51 und 52: BSN BSN Thermprozesstechnik Complet
- Seite 53 und 54: optical interior contour measuring
- Seite 55 und 56: SMS metallurgy Eduard-Schloemann-St
- Seite 57 und 58: types of metals has substantially i
- Seite 59 und 60: Rottler Maschinenbau Rundbarrendreh
- Seite 61 und 62: Fig. 2: A modern furnace door syste
- Seite 63 und 64: accordingly. For such smooth and ge
- Seite 66 und 67: TECHNIK Abb. 6: Rasterbild eines Th
- Seite 68 und 69: TECHNIK Abb. 15: Ofen nach Entleeru
- Seite 70 und 71: TECHNOLOGY The future of anode manu
- Seite 72 und 73: TECHNOLOGY Within a large process v
- Seite 74 und 75: RESEARCH Grain refinement in DC cas
- Seite 76 und 77: RESEARCH Fig. 22: Influence of cast
- Seite 80 und 81: RESEARCH • the cavity surface tem
- Seite 82 und 83: COMPANY NEWS Brazil’s aluminium i
- Seite 84 und 85: COMPANY NEWS Alcan to partner mine-
- Seite 86 und 87: COMPANY NEWS Aluminium semis NORTH
- Seite 88 und 89: COMPANY NEWS people and recorded 20
- Seite 90 und 91: Manni V ERANSTA LT UNGEN Leichtbau-
- Seite 92 und 93: VERANSTALTUNGEN Call for Papers Die
- Seite 94 und 95: VERANSTALTUNGEN Patentblatt April 2
- Seite 96 und 97: LIEFERVERZEICHNIS 1 Smelting techno
- Seite 98 und 99: LIEFERVERZEICHNIS see Equipment and
- Seite 100 und 101: LIEFERVERZEICHNIS 2.2 Extrusion equ
- Seite 102 und 103: LIEFERVERZEICHNIS � Homogenising
- Seite 104 und 105: LIEFERVERZEICHNIS maerz-gautschi In
- Seite 106 und 107: LIEFERVERZEICHNIS Vollert Anlagenba
- Seite 108 und 109: LIEFERVERZEICHNIS 3.11 Coolant / lu
- Seite 110 und 111: LIEFERVERZEICHNIS � Mould parting
- Seite 112 und 113: LIEFERVERZEICHNIS 6 Machining and A
- Seite 114 und 115: VORSCHAU / PREVIEW 114 IM NÄCHSTEN
The die lubrication phase has a<br />
<strong>de</strong>terminant role on both production<br />
rate and production quality.<br />
Water-based release agents are<br />
sprayed to remove most of the<br />
heat <strong>de</strong>riving from aluminium<br />
cooling and solidification, which<br />
amounts to about 250 Kcal per<br />
kilogramme of alloy. These create<br />
a film on the die cavity which<br />
facilitates aluminium flow and<br />
reduces the physical-chemical<br />
adhesion effect. The “sticking” effect<br />
of aluminium on steel is well<br />
known and becomes more evi<strong>de</strong>nt<br />
as the metal temperature, speed<br />
and final pressure increase. This<br />
is also known as “metallization”.<br />
The present paper <strong>de</strong>scribes the<br />
results achieved “on site” with<br />
the “Smart Lubrication System”<br />
(SLS) technology: a die lubrication<br />
control system according to the<br />
surface temperature.<br />
During die filling, excess amounts of<br />
release agents <strong>de</strong>velop gas that causes<br />
casting porosity and can cool the die<br />
excessively during heating, so increasing<br />
the reject rate.<br />
At production start up when the<br />
die is in the warm-up phase, the optimum<br />
solution is to use release agents<br />
with specific low heat and high lubrication<br />
capacity, and to be able to<br />
vary the spray time during production<br />
as a function of the die temperature<br />
variations when the machine is in full<br />
operation. During production the die<br />
temperature should remain uniform<br />
all over the surface area, and with the<br />
same cycle time, but in reality this is<br />
<strong>de</strong>termined by the down-times due<br />
to various reasons, and by variations<br />
caused by other factors such as metal<br />
temperature, cooling water temperature,<br />
and in some cases also environmental<br />
conditions.<br />
The use of die thermo-regulators<br />
has increased, but the excess quantity<br />
of 250 Kcal to be extracted from the die<br />
ALUMINIUM · 6/2007<br />
per kg of cast alloy is removed by the<br />
release agents sprayed on the die surface.<br />
The cooling channels in the die<br />
have geometrical restrictions due to<br />
the shape of the cavity, the presence of<br />
ejectors and the need not to pass near<br />
the cavity surface, in or<strong>de</strong>r to avoid<br />
premature fracture of the inserts.<br />
To obtain fast production cycles<br />
there must be high cooling capacities<br />
and therefore high fluid flows at low<br />
temperature, but this can cause fracture<br />
due to the temperature gradient.<br />
The hot steels with 5% Cr used<br />
for inserts are poor heat conductors.<br />
Thus, the temperature difference<br />
between the surface in contact with<br />
the cast metal and where the cooling<br />
channels extend generates stretching<br />
due to thermal expansion.<br />
The most critical phase for die<br />
life occurs during cooling, when the<br />
water based-release agents nebulize<br />
on the hot surface of the cavities,<br />
because of high tensile stress due to<br />
the contraction of superficial layers<br />
relative to the un<strong>de</strong>rlying part, which<br />
cools much more slowly because of<br />
the reduced thermal conductivity. It is<br />
known that the tensile breaking load<br />
is lower compared to the compression<br />
and fatigue strength. This shows<br />
that die pre-heating is important for<br />
RESEARCH<br />
Smart Lubrication System<br />
Die lubrication control system according to<br />
the surface temperature<br />
L. Baraldi, R. Boni, Italy<br />
Schematic diagram of the Smart Lubrication System<br />
speeding up production, but has a limited<br />
effect on surface fracture due to<br />
thermal fatigue.<br />
Another important factor is the<br />
effect of die temperature on casting<br />
quality, and it is evi<strong>de</strong>nt that die thermo-regulation<br />
units are not very efficient<br />
because the fluid temperature<br />
is adjustable, but not the die surface<br />
temperature. Thermocouples can be<br />
fitted directly into the die but unless<br />
they are very close to the surface,<br />
causing mechanical resistance, they<br />
have a large hysteresis and the correction<br />
effect given by the fluid temperature<br />
variation is limited and very<br />
variable in terms of time.<br />
Using water limits the fluid temperature<br />
to 120°C (pressurized circuits),<br />
whereas thermal fluids that can<br />
reach a temperature of 350°C have a<br />
specific heat which is half the value of<br />
water and are therefore not suitable<br />
for removing large heat quantities in<br />
short periods.<br />
The simulation mo<strong>de</strong>ls used allow<br />
precise simulations of the die thermal<br />
dynamics to be carried out, with different<br />
geometries of the cooling channels.<br />
As a result, it can be said that<br />
a uniform die temperature is necessary<br />
for product quality and for die<br />
life, and:<br />
79<br />
�


