special - Alu-web.de
special - Alu-web.de special - Alu-web.de
RESEARCH Grain refinement in DC casting of aluminium, Part II W. Schneider, Bonn; D. Granger, Murrysville Process and casting parameters affecting grain refinement The grain refinement of aluminium alloys with AlTiB and AlTiC master alloys in DC casting is influenced by a wide variety of process parameters. The most important of these comprise: • Amount of master alloy added, • Size and distribution of nucleant particles in the master alloy, • Efficiencies with which particles are dispersed in the melt, • Ti and B (or Ti and C) content of the master alloy, • Composition of the alloy to be refined, including Ti content, • Casting speed, • Casting temperature (or tempera- Fig. 16: Influence of master alloy type and master alloy addition rate on grain site of AA 1050 extrusion ingots with 8‘‘ diameter Fig. 17: Influence of master alloy type and master alloy addition rate on grain size of AA 6063 extrusion ingots with 8‘‘ diameter ture of the melt at the mould inlet), • Dimension of the DC cast ingot (or local cooling rate). To achieve optimum grain refinement, it is necessary to understand and adjust parameters with respect to one another. The amount of master alloy added in relation to its Ti and B content is of particular importance to achieving a fine equiaxed grain structure. The influence of the relative amounts of different master alloys on the grain size of DC cast extrusion billets in alloy AA 1050 is shown in Fig. 16 [25]. It can be seen that, depending on the composition of the master alloy, different minimum amounts need to be added to attain a fully equiaxed grain structure through the ingot cross-section. If the amount added is below this value columnar or feathery crystals appear in the outer region of the ingot. It can also be seen that the master alloys when added in equal amounts lead to different grain sizes depending on their respective TiB 2 content and, from a certain amount onwards, no significant difference in the grain sizes can be observed. The same relationships for alloy AA 6063 are shown in Fig. 17 [25]. It can be seen here that, due to the higher solute content, a fully equiaxed grain structure is attained with lower amounts of grain refiner. In addition, the difference in the amount added for the various master alloy compositions disappears more quickly than with alloy AA 1050. These results highlight the long-known fact that, with an increasing concentration of alloying elements, a lower amount of grain refining master alloy is needed to achieve complete grain refinement of a DC cast ingot. Furthermore, AlTiB master alloys with lower B contents, can be used effectively when there are higher concentrations of elements in the alloy to be refined; this also gives related quality advantages. In practice the amount and type of master alloy to be added should always be in accordance with the alloy being grain refined. In this way, the cost of grain refinement in a casthouse can be reduced substantially. It does, however, necessitate the selection of different addition amounts and different master alloys to make this possible and realise the unfulfilled cost-saving potential. In addition, the Ti borides or Ti carbides contained in the scrap component of a furnace charge should also be taken into account when working out the amount of grain refiner required. Newly developed measurement and control methods suitable for large-scale operations now facilitate the optimisation of grain refiner additions [26]. The alloy content greatly influences the final grain size. More details about this fundamental relationship appears elsewhere. The Ti content plays a particulary important role. Excess Ti occurs either through the addition of the master alloy or the Ti content of the melt. It is well known that Ti has a considerable influence on grain refinement in conjunction with TiB 2 . Even at a concentration as low as 0.013% Ti in the melt, grain refinement with TiB 2 can be improved considerably. As a consequence, the amount of Al- Fig. 18: Influence of residual Ti concentration on grain refinement with AlTiB master alloys 74 ALUMINIUM · 6/2007
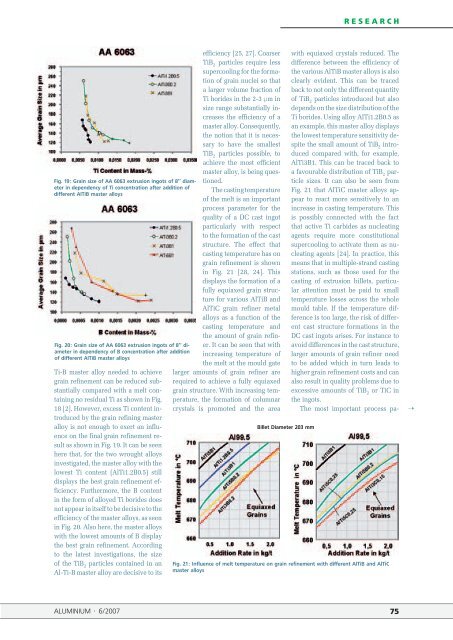
Fig. 19: Grain size of AA 6063 extrusion ingots of 8‘‘ diameter in dependency of Ti concentration after addition of different AlTiB master alloys Fig. 20: Grain size of AA 6063 extrusion ingots of 8‘‘ diameter in dependency of B concentration after addition of different AlTiB master alloys Ti-B master alloy needed to achieve grain refinement can be reduced substantially compared with a melt containing no residual Ti as shown in Fig. 18 [2]. However, excess Ti content introduced by the grain refining master alloy is not enough to exert an influence on the final grain refinement result as shown in Fig. 19. It can be seen here that, for the two wrought alloys investigated, the master alloy with the lowest Ti content (AlTi1.2B0.5) still displays the best grain refinement efficiency. Furthermore, the B content in the form of alloyed Ti borides does not appear in itself to be decisive to the efficiency of the master alloys, as seen in Fig. 20. Also here, the master alloys with the lowest amounts of B display the best grain refinement. According to the latest investigations, the size of the TiB 2 particles contained in an Al-Ti-B master alloy are decisive to its ALUMINIUM · 6/2007 efficiency [25, 27]. Coarser TiB 2 particles require less supercooling for the formation of grain nuclei so that a larger volume fraction of Ti borides in the 2-3 μm in size range substantially increases the efficiency of a master alloy. Consequently, the notion that it is necessary to have the smallest TiB 2 particles possible, to achieve the most efficient master alloy, is being questioned. The casting temperature of the melt is an important process parameter for the quality of a DC cast ingot particularly with respect to the formation of the cast structure. The effect that casting temperature has on grain refinement is shown in Fig. 21 [28, 24]. This displays the formation of a fully equiaxed grain structure for various AlTiB and AlTiC grain refiner metal alloys as a function of the casting temperature and the amount of grain refiner. It can be seen that with increasing temperature of the melt at the mould gate larger amounts of grain refiner are required to achieve a fully equiaxed grain structure. With increasing temperature, the formation of columnar crystals is promoted and the area Billet Diameter 203 mm RESEARCH with equiaxed crystals reduced. The difference between the efficiency of the various AlTiB master alloys is also clearly evident. This can be traced back to not only the different quantity of TiB 2 particles introduced but also depends on the size distribution of the Ti borides. Using alloy AlTi1.2B0.5 as an example, this master alloy displays the lowest temperature sensitivity despite the small amount of TiB 2 introduced compared with, for example, AlTi3B1. This can be traced back to a favourable distribution of TiB 2 particle sizes. It can also be seen from Fig. 21 that AlTiC master alloys appear to react more sensitively to an increase in casting temperature. This is possibly connected with the fact that active Ti carbides as nucleating agents require more constitutional supercooling to activate them as nucleating agents [24]. In practice, this means that in multiple-strand casting stations, such as those used for the casting of extrusion billets, particular attention must be paid to small temperature losses across the whole mould table. If the temperature difference is too large, the risk of different cast structure formations in the DC cast ingots arises. For instance to avoid differences in the cast structure, larger amounts of grain refiner need to be added which in turn leads to higher grain refinement costs and can also result in quality problems due to excessive amounts of TiB 2 or TiC in the ingots. The most important process pa- Fig. 21: Influence of melt temperature on grain refinement with different AlTiB and AlTiC master alloys 75 �
- Seite 23 und 24: ALUMINIUM · 6/2007 ECONOMICS �
- Seite 25 und 26: ��������� ��
- Seite 27 und 28: tere Aufträge aus anderen Schlüss
- Seite 29 und 30: Fotos: Messe Düsseldorf SPECIAL AL
- Seite 31 und 32: SPECIAL ALUMINIUM CASTINGS ��
- Seite 33 und 34: See us at GIFA 2oo7 hall 15, booth
- Seite 35 und 36: SPECIAL ALUMINIUM CASTINGS Achtzyli
- Seite 37 und 38: SPECIAL ALUMINIUM CASTINGS abgeschl
- Seite 39 und 40: �����������
- Seite 41 und 42: SPECIAL ALUMINIUM CASTINGS Q8 Coron
- Seite 43 und 44: Wie Sie ganz einfach noch mehr aus
- Seite 45 und 46: SPECIAL ALUMINIUM CASTINGS Die Rohb
- Seite 47 und 48: �����������
- Seite 49 und 50: Main provision fields of THERMPROCE
- Seite 51 und 52: BSN BSN Thermprozesstechnik Complet
- Seite 53 und 54: optical interior contour measuring
- Seite 55 und 56: SMS metallurgy Eduard-Schloemann-St
- Seite 57 und 58: types of metals has substantially i
- Seite 59 und 60: Rottler Maschinenbau Rundbarrendreh
- Seite 61 und 62: Fig. 2: A modern furnace door syste
- Seite 63 und 64: accordingly. For such smooth and ge
- Seite 66 und 67: TECHNIK Abb. 6: Rasterbild eines Th
- Seite 68 und 69: TECHNIK Abb. 15: Ofen nach Entleeru
- Seite 70 und 71: TECHNOLOGY The future of anode manu
- Seite 72 und 73: TECHNOLOGY Within a large process v
- Seite 76 und 77: RESEARCH Fig. 22: Influence of cast
- Seite 78 und 79: RESEARCH Metals 2002 (edited by W.
- Seite 80 und 81: RESEARCH • the cavity surface tem
- Seite 82 und 83: COMPANY NEWS Brazil’s aluminium i
- Seite 84 und 85: COMPANY NEWS Alcan to partner mine-
- Seite 86 und 87: COMPANY NEWS Aluminium semis NORTH
- Seite 88 und 89: COMPANY NEWS people and recorded 20
- Seite 90 und 91: Manni V ERANSTA LT UNGEN Leichtbau-
- Seite 92 und 93: VERANSTALTUNGEN Call for Papers Die
- Seite 94 und 95: VERANSTALTUNGEN Patentblatt April 2
- Seite 96 und 97: LIEFERVERZEICHNIS 1 Smelting techno
- Seite 98 und 99: LIEFERVERZEICHNIS see Equipment and
- Seite 100 und 101: LIEFERVERZEICHNIS 2.2 Extrusion equ
- Seite 102 und 103: LIEFERVERZEICHNIS � Homogenising
- Seite 104 und 105: LIEFERVERZEICHNIS maerz-gautschi In
- Seite 106 und 107: LIEFERVERZEICHNIS Vollert Anlagenba
- Seite 108 und 109: LIEFERVERZEICHNIS 3.11 Coolant / lu
- Seite 110 und 111: LIEFERVERZEICHNIS � Mould parting
- Seite 112 und 113: LIEFERVERZEICHNIS 6 Machining and A
- Seite 114 und 115: VORSCHAU / PREVIEW 114 IM NÄCHSTEN
Fig. 19: Grain size of AA 6063 extrusion ingots of 8‘‘ diameter<br />
in <strong>de</strong>pen<strong>de</strong>ncy of Ti concentration after addition of<br />
different AlTiB master alloys<br />
Fig. 20: Grain size of AA 6063 extrusion ingots of 8‘‘ diameter<br />
in <strong>de</strong>pen<strong>de</strong>ncy of B concentration after addition<br />
of different AlTiB master alloys<br />
Ti-B master alloy nee<strong>de</strong>d to achieve<br />
grain refinement can be reduced substantially<br />
compared with a melt containing<br />
no residual Ti as shown in Fig.<br />
18 [2]. However, excess Ti content introduced<br />
by the grain refining master<br />
alloy is not enough to exert an influence<br />
on the final grain refinement result<br />
as shown in Fig. 19. It can be seen<br />
here that, for the two wrought alloys<br />
investigated, the master alloy with the<br />
lowest Ti content (AlTi1.2B0.5) still<br />
displays the best grain refinement efficiency.<br />
Furthermore, the B content<br />
in the form of alloyed Ti bori<strong>de</strong>s does<br />
not appear in itself to be <strong>de</strong>cisive to the<br />
efficiency of the master alloys, as seen<br />
in Fig. 20. Also here, the master alloys<br />
with the lowest amounts of B display<br />
the best grain refinement. According<br />
to the latest investigations, the size<br />
of the TiB 2 particles contained in an<br />
Al-Ti-B master alloy are <strong>de</strong>cisive to its<br />
ALUMINIUM · 6/2007<br />
efficiency [25, 27]. Coarser<br />
TiB 2 particles require less<br />
supercooling for the formation<br />
of grain nuclei so that<br />
a larger volume fraction of<br />
Ti bori<strong>de</strong>s in the 2-3 μm in<br />
size range substantially increases<br />
the efficiency of a<br />
master alloy. Consequently,<br />
the notion that it is necessary<br />
to have the smallest<br />
TiB 2 particles possible, to<br />
achieve the most efficient<br />
master alloy, is being questioned.<br />
The casting temperature<br />
of the melt is an important<br />
process parameter for the<br />
quality of a DC cast ingot<br />
particularly with respect<br />
to the formation of the cast<br />
structure. The effect that<br />
casting temperature has on<br />
grain refinement is shown<br />
in Fig. 21 [28, 24]. This<br />
displays the formation of a<br />
fully equiaxed grain structure<br />
for various AlTiB and<br />
AlTiC grain refiner metal<br />
alloys as a function of the<br />
casting temperature and<br />
the amount of grain refiner.<br />
It can be seen that with<br />
increasing temperature of<br />
the melt at the mould gate<br />
larger amounts of grain refiner are<br />
required to achieve a fully equiaxed<br />
grain structure. With increasing temperature,<br />
the formation of columnar<br />
crystals is promoted and the area<br />
Billet Diameter 203 mm<br />
RESEARCH<br />
with equiaxed crystals reduced. The<br />
difference between the efficiency of<br />
the various AlTiB master alloys is also<br />
clearly evi<strong>de</strong>nt. This can be traced<br />
back to not only the different quantity<br />
of TiB 2 particles introduced but also<br />
<strong>de</strong>pends on the size distribution of the<br />
Ti bori<strong>de</strong>s. Using alloy AlTi1.2B0.5 as<br />
an example, this master alloy displays<br />
the lowest temperature sensitivity <strong>de</strong>spite<br />
the small amount of TiB 2 introduced<br />
compared with, for example,<br />
AlTi3B1. This can be traced back to<br />
a favourable distribution of TiB 2 particle<br />
sizes. It can also be seen from<br />
Fig. 21 that AlTiC master alloys appear<br />
to react more sensitively to an<br />
increase in casting temperature. This<br />
is possibly connected with the fact<br />
that active Ti carbi<strong>de</strong>s as nucleating<br />
agents require more constitutional<br />
supercooling to activate them as nucleating<br />
agents [24]. In practice, this<br />
means that in multiple-strand casting<br />
stations, such as those used for the<br />
casting of extrusion billets, particular<br />
attention must be paid to small<br />
temperature losses across the whole<br />
mould table. If the temperature difference<br />
is too large, the risk of different<br />
cast structure formations in the<br />
DC cast ingots arises. For instance to<br />
avoid differences in the cast structure,<br />
larger amounts of grain refiner need<br />
to be ad<strong>de</strong>d which in turn leads to<br />
higher grain refinement costs and can<br />
also result in quality problems due to<br />
excessive amounts of TiB 2 or TiC in<br />
the ingots.<br />
The most important process pa-<br />
Fig. 21: Influence of melt temperature on grain refinement with different AlTiB and AlTiC<br />
master alloys<br />
75<br />
�


