Glanzkohlenstoffträger im Grünsand - S&B Industrial Minerals GmbH
Glanzkohlenstoffträger im Grünsand - S&B Industrial Minerals GmbH
Glanzkohlenstoffträger im Grünsand - S&B Industrial Minerals GmbH
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
NEWS PRODUKTE TECHNIK SPECIAL SERVICE<br />
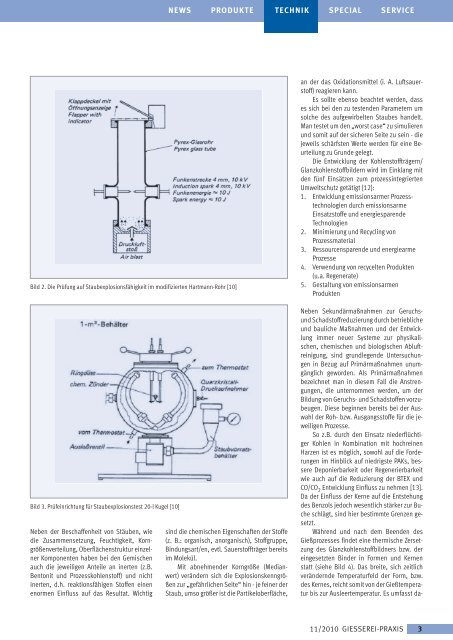
Bild 2. Die Prüfung auf Staubexplosionsfähigkeit <strong>im</strong> modifizierten Hartmann-Rohr [10]<br />
Bild 3. Prüfeinrichtung für Staubexplosionstest 20-l Kugel [10]<br />
Neben der Beschaffenheit von Stäuben, wie<br />
die Zusammensetzung, Feuchtigkeit, Korngrößenverteilung,<br />
Oberflächenstruktur einzelner<br />
Komponenten haben bei den Gemischen<br />
auch die jeweiligen Anteile an inerten (z.B.<br />
Bentonit und Prozesskohlenstoff) und nicht<br />
inerten, d.h. reaktionsfähigen Stoffen einen<br />
enormen Einfluss auf das Resultat. Wichtig<br />
sind die chemischen Eigenschaften der Stoffe<br />
(z. B.: organisch, anorganisch), Stoffgruppe,<br />
Bindungsart/en, evtl. Sauerstoffträger bereits<br />
<strong>im</strong> Molekül.<br />
Mit abnehmender Korngröße (Medianwert)<br />
verändern sich die Explosionskenngrößen<br />
zur „gefährlichen Seite“ hin - je feiner der<br />
Staub, umso größer ist die Partikeloberfläche,<br />
an der das Oxidationsmittel (i. A. Luftsauerstoff)<br />
reagieren kann.<br />
Es sollte ebenso beachtet werden, dass<br />
es sich bei den zu testenden Parametern um<br />
solche des aufgewirbelten Staubes handelt.<br />
Man testet um den „worst case“ zu s<strong>im</strong>ulieren<br />
und somit auf der sicheren Seite zu sein - die<br />
jeweils schärfsten Werte werden für eine Beurteilung<br />
zu Grunde gelegt.<br />
Die Entwicklung der Kohlenstoffträgern/<br />
Glanzkohlenstoffbildern wird <strong>im</strong> Einklang mit<br />
den fünf Einsätzen zum prozessintegrierten<br />
Umweltschutz getätigt [12]:<br />
1. Entwicklung emissionsarmer Prozesstechnologien<br />
durch emissionsarme<br />
Einsatzstoffe und energiesparende<br />
Technologien<br />
2. Min<strong>im</strong>ierung und Recycling von<br />
Prozessmaterial<br />
3. Ressourcensparende und energiearme<br />
Prozesse<br />
4. Verwendung von recycelten Produkten<br />
(u.a. Regenerate)<br />
5. Gestaltung von emissionsarmen<br />
Produkten<br />
Neben Sekundärmaßnahmen zur Geruchsund<br />
Schadstoffreduzierung durch betriebliche<br />
und bauliche Maßnahmen und der Entwicklung<br />
<strong>im</strong>mer neuer Systeme zur physikalischen,<br />
chemischen und biologischen Abluftreinigung,<br />
sind grundlegende Untersuchungen<br />
in Bezug auf Pr<strong>im</strong>ärmaßnahmen unumgänglich<br />
geworden. Als Pr<strong>im</strong>ärmaßnahmen<br />
bezeichnet man in diesem Fall die Anstrengungen,<br />
die unternommen werden, um der<br />
Bildung von Geruchs- und Schadstoffen vorzubeugen.<br />
Diese beginnen bereits bei der Auswahl<br />
der Roh- bzw. Ausgangsstoffe für die jeweiligen<br />
Prozesse.<br />
So z.B. durch den Einsatz niederflüchtiger<br />
Kohlen in Kombination mit hochreinen<br />
Harzen ist es möglich, sowohl auf die Forderungen<br />
<strong>im</strong> Hinblick auf niedrigste PAKs, bessere<br />
Deponierbarkeit oder Regenerierbarkeit<br />
wie auch auf die Reduzierung der BTEX und<br />
CO/CO 2 Entwicklung Einfluss zu nehmen [13].<br />
Da der Einfluss der Kerne auf die Entstehung<br />
des Benzols jedoch wesentlich stärker zur Buche<br />
schlägt, sind hier best<strong>im</strong>mte Grenzen gesetzt.<br />
Während und nach dem Beenden des<br />
Gießprozesses findet eine thermische Zersetzung<br />
des Glanzkohlenstoffbildners bzw. der<br />
eingesetzten Binder in Formen und Kernen<br />
statt (siehe Bild 4). Das breite, sich zeitlich<br />
verändernde Temperaturfeld der Form, bzw.<br />
des Kernes, reicht somit von der Gießtemperatur<br />
bis zur Ausleertemperatur. Es umfasst da-<br />
11/2010 GIESSEREI-PRAXIS 3