3 ferro-wicline 70
3 ferro-wicline 70
3 ferro-wicline 70
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Verarbeitungsrichtlinien<br />
wärmegedämmte Fensterserie, Bautiefe <strong>70</strong> mm<br />
Programmliste, siehe Ordner Nr. 1<br />
Kapitel 3<br />
Stand 04/05<br />
Werkstoffkennzeichnungen:<br />
Endzahl 1 = Aluminium EN AW-6060 T66 – EN 755<br />
Endzahl 2 = Stahl 1.0244, bandlegierverzinkt – EN 10214<br />
Endzahl 3 = Edelstahl 1.4401, Oberfläche Halbzeug 2B – EN 10088<br />
Endzahl 4 = Edelstahl 1.4401, Sichtflächen geschliffen,<br />
Körnung 400, foliert<br />
Hydro Building Systems AG<br />
Gewerbepark<br />
5506 Mägenwil<br />
Tel 062 887 41 10<br />
Fax 062 887 41 11<br />
www.wicona.ch
INHALT<br />
Seite<br />
3.1 Programminformation 3.1.1 – 3.1.2<br />
3.2. Technische Information<br />
3.2.1 Spezielle Verarbeitungshinweise 3.2.1.1 – 3.2.1.7<br />
3.2.2 Entwässerung und Dampfdruckausgleich<br />
Einbau Glasleisten 3.2.2.1 – 3.2.2.4<br />
Stanzabdeckung 3.2.2.5<br />
3.2.3 Dichtungseinbau, Klotzungsrichtlinien 3.2.3.1 – 3.2.3.5<br />
3.2.4 Bestellformulare Dichtungen 3.2.4.1 – 3.2.4.3<br />
3.3 Bearbeitungsmittel<br />
3.3.1 Zuschnitt 3.3.1.1 – 3.3.1.5<br />
3.3.2 Sägebeilagen 3.3.2.1 – 3.3.2.2<br />
3.4 Profilbearbeitung<br />
Beschlagseinbau-Zeichnungen, siehe Ordner 2, Kapitel I<br />
Hinweis:<br />
Die Beschlageinbaupläne liegen den<br />
Beschlaggarnituren bei.
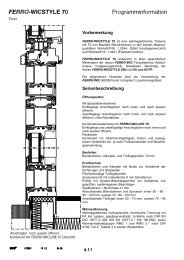
Vorbemerkung<br />
FERRO-WICLINE <strong>70</strong> ist eine wärmegedämmte Fensterserie<br />
mit <strong>70</strong> mm Bautiefe (Blendrahmen) in den beiden<br />
Materialqualitäten Werkstoff-Nr. 1.0244, (Stahl bandlegierverzinkt)<br />
und Werkstoff-Nr. 1.4401 (Edelstahl rostfrei).<br />
FERRO-WICLINE <strong>70</strong> entspricht in allen wesentlichen Merkmalen<br />
der neuen FERRO-WIC-Fenstersystemlinie (Modulmasse,<br />
Verglasungstechnik, Glasleisten, Beschlag) der<br />
Serien FERRO-WICLINE 55N und 55.<br />
Die allgemeinen Hinweise über die Verarbeitung der<br />
FERRO-WIC-SERIEN sind in Kapitel 0 zusammengefasst.<br />
Serienbeschreibung<br />
Öffnungsarten<br />
Dreh-, Dreh-Kipp-, Kippfenster, Parallel-Schiebe-Kippfenster<br />
Stulpflügel und Fenstertür mit Überschlagflügel<br />
Bautiefen<br />
Blendrahmen-, Kämpferprofile: <strong>70</strong> mm<br />
Überschlagflügelprofil: 85 mm<br />
Profiltechnik<br />
Blendrahmen und Kämpfer mit Nuten zur Aufnahme der<br />
Dichtungen und Glasleisten.<br />
Gerundete Flügelüberschläge mit Überschlag zum Blendrahmen.<br />
Aussenansicht mit umlaufender 6 mm Schattennut.<br />
(5.5 mm beim Mittelstoss des Stulpflügels)<br />
Profile mit System-Beschlagkammer zur Aufnahme von<br />
RAL-geprüften Beschlägen. Spalttoleranz = Nennmass ± 0.5<br />
mm. Systemeigenes Trägerprofil für den einwandfreien<br />
Einbau.<br />
Ansichtsbreite Blendrahmen innen 30 - 50 - 60 - 80 mm,<br />
aussen 50 - <strong>70</strong> - 80 - 100 mm<br />
Ansichtsbreite Flügel innen 58 mm, aussen 46 mm.<br />
Wärmedämmung<br />
Wärmegedämmte Verbundprofile, thermische Trennung mit<br />
PA 6.6 Leisten, glasfaserverstärkt. U f -Werte nach DIN EN<br />
ISO 10077-2 (SN EN ISO 10077-2 / SIA 180.082), sowie<br />
Rahmenmaterialgruppe RMG 1 und RMG 2.1 nach DIN<br />
4108, Teil 4, Tabelle 3 in beiden Werkstoffen.<br />
Profilverbindungstechnik<br />
Sprossenanschlüsse, Rahmen- und Flügelecken werden an<br />
der sichtbaren Innen- und Aussenflächen geschweisst. Im<br />
Gehrungsbereich und beim Stumpfstoss wird der nichtverschweisste<br />
Bereich mittels Schmalfugenversiegelungsmasse<br />
(Systemzubehör) abgedichtet.<br />
Verglasungstechnik:<br />
Verglasungsdichtungen aus EPDM innen umlaufend,<br />
aussen mit Formstücken mit integrierter Entwässerungsöffnung<br />
geklebt – alternativ vulkanisierte Rahmen. Äussere<br />
Entwässerungskappe in Kunststoff.<br />
Gesteckte Glasleisten mit Ausgleichsfeder.
Serienbeschreibung - Fortsetzung<br />
Die wesentlichen Verarbeitungschritte sind auf den nachfolgenden<br />
Seiten dargestellt.<br />
Entwässerung und Dampfdruckausgleich<br />
Hier gelten die üblichen Vorgaben für Entwässerung und<br />
Dampfdruckausgleich. (Siehe Anlage)<br />
Vorkammerentwässerung<br />
Vorkammerbildung durch grossvolumige Mitteldichtung mit<br />
integrierten Entwässerungsöffnungen und geschlossenem<br />
Wasserführungskanal mit Formstücken geklebt - alternativ<br />
vulkanisierte Rahmen, Anschlag an T-Steg. Äussere Ablauftülle<br />
in Kunststoff.<br />
Im Flügelbereich drei umlaufende Dichtungen.<br />
Dampfdruckausgleich und Entwässerung<br />
Aus freien Falzräumen über Öffnungen an den tiefsten<br />
Stellen der Fälze, bei Flügeln verdeckt über Hohlkammern in<br />
die Vorkammer vor der Mitteldichtung.<br />
Verglasungen und Füllungen<br />
Zwischen EPDM-Dichtungen (Trockenverglasung). Klotzung<br />
auf systemeigenen Kunststoff-Vorklötzen. Bei festverglasten<br />
Feldern ist unten eine Fussfalzdichtung (Systemzubehör)<br />
einzubauen. Diese Dichtung wird mit der äusseren<br />
Verglasungsdichtung verklebt. Seitlich sind die Enden mit<br />
Dichtstoff abzudichten.<br />
Glasleisten für Ausfachungen (Füllungsdicken) 19 bis <strong>70</strong><br />
mm in Flügeln bzw. 4 bis 55 mm in Festverglasungen.<br />
Flügelgewichte und Flügelformate Dreh-, Dreh-Kipp<br />
Flügelgewicht max. 130 kg<br />
Flügelformat max. 1500 x 2200 mm<br />
Flügelgewichte und Flügelformate Stulpflügel<br />
Flügelgewicht max. 130 kg<br />
Flügelformat max. 2 x 1200 x 1800 mm (Querformat)<br />
Flügelformat max. 2 x 1000 x 2200 mm (Hochformat)<br />
Flügelgewichte und Flügelformate Parallel-Schiebe-Kipp<br />
Flügelgewicht max. 150 kg<br />
Flügelformat max. 1850 x 23<strong>70</strong> mm<br />
Beschläge<br />
Systemeigene Beschläge, rechts und links verwendbar.<br />
Oberflächenbehandlung<br />
Die üblichen Beschichtungsverfahren sind im Kapitel 0,<br />
Allgemeine Verarbeitungshinweise beschrieben.<br />
Profilkombination<br />
Volle Kombinierbarkeit mit der Türserie FERRO-WICSTYLE<br />
<strong>70</strong>.
45° Zuschnitt eines Fensterflügels<br />
Um bei den verschiedenen Werkstoffen (Galfan und<br />
CRNI) Korrosionsbildung zu vermeiden, sind zwei<br />
verschiedene Sägeblätter zu verwenden.<br />
Galfan: HSS-Sägeblatt m = 2.5<br />
Schnittgeschwindigkeit 26 m/min<br />
CRNI: HSS-Vollstahl-Sägeblatt m = 1.9<br />
Schnittgeschwindigkeit 13 m/min<br />
Weiters ist eine Sprühschmierung empfehlenswert.<br />
Klinkschnitt eines Kämpferprofils<br />
Das Profil ist mittels Sägebeilagen unter dem Seite 3.3.1.1<br />
Sägeblatt zentriert zu spannen.<br />
Sägebeilagen:<br />
92-9<strong>70</strong>468 Siehe Kapitel II<br />
92-9<strong>70</strong>476 Hilfsmittel<br />
92-9<strong>70</strong>506 in Programmliste<br />
Die Ausklinkung ist mit einem herkömmlichen<br />
Metallsägebogen durchzuführen.<br />
Zuschnitt von Glasleisten<br />
Schleifen der Schnittkante<br />
Um beim Schweissen den erforderlichen Einbrand<br />
zu erreichen, sind die Schnittkanten von Galfan-<br />
Profile um die halbe Wandstärke zu brechen.<br />
CrNi-Profile müssen nicht angefast werden.<br />
Mögliche Verfahren:<br />
- Bandschleifer<br />
- Einhandwinkelschleifer<br />
- Feile
Bohren der Vorkammerentwässerung<br />
Sowohl Rahmen- als auch Flügelprofil sind mit<br />
Entwässerungsbohrungen zu versehen.<br />
Seite 3.2.2.1<br />
Bohrlehre für Blendrahmen siehe Anlage und 3.2.2.2<br />
Einrichten des Elementes<br />
Der Schweisstisch muss so ausgerichtet werden,<br />
dass eine gerade Auflagefläche gegeben ist.<br />
Auf eine glatte, saubere Oberfläche des Schweisstisches<br />
ist zu achten!<br />
Um ein Verziehen zu vermeiden, ist ein Profil<br />
diagonal über ein Eck zu spannen.<br />
Bei CrNi-Profilen sind Hartholzauflagen<br />
empfehlenswert.<br />
Anbringen der Schweissbeilagen<br />
Zur Erreichung einer geraden Sichtfläche im Stossbereich<br />
sind Schweissbeilagen zu verwenden. Die<br />
beim Schweissen entstehende Wärme wird über<br />
die Messing-Schweissbeilagen abgeleitet.<br />
Schweissbeilage 92-9<strong>70</strong>271<br />
Siehe Kapitel II<br />
Hilfsmittel<br />
in Programmliste<br />
Heften eines 90° Stosses<br />
FERRO -WIC Stahl- und Edelstahlprofile lassen<br />
sich mit allen praxisüblichen Verfahren ( MIG /<br />
MAG / WIG) verschweissen.<br />
Siehe allgemeine Verarbeitungshinweise. Kapitel 0<br />
Bei CrNi-Profilen ist die Schweissnaht im Abstand<br />
von 15-20mm vor dem Schweissen zu heften.
Schweissen eines 90° Stosses<br />
Die Schweissnaht ist von aussen beginnend bis<br />
zur Mitte des Stosses zu legen, wodurch ein<br />
eventueller Verzug vermieden wird.<br />
Siehe allgemeine Verarbeitungshinweise. Kapitel 0<br />
Schweisslehre für Gehrungsecken (92-9<strong>70</strong>271)<br />
Zusätzlich beim verschweissen von Edelstahlprofilen<br />
mit WIG Schweisslehre (91-536350) verwenden.<br />
Siehe Kapitel II<br />
Hilfsmittel<br />
in Programmliste<br />
Schweissen eines 45° Eckstosses<br />
Die Schweissnaht ist von innen beginnend nach<br />
aussen zu legen.<br />
Siehe allgemeine Verarbeitungshinweise. Kapitel 0<br />
Schweisslehre für Gehrungsecken (92-9<strong>70</strong>271)<br />
Zusätzlich beim verschweissen von Edelstahlprofilen<br />
mit WIG Schweisslehre (91-536350) verwenden.<br />
Siehe Kapitel II<br />
Hilfsmittel<br />
in Programmliste<br />
Schruppschleifen der Schweissnaht<br />
Um der Gefahr der Korrosionsbildung vorzubeugen,<br />
sind für Galfan- (WN 1.0244) bzw. CRNI-Profile<br />
(WN 1.4401) unbedingt jeweils eigene Schleifmittel<br />
zu verwenden.<br />
Kennzeichnung der Schleifscheibe:<br />
- Galfan: Stahl<br />
- CRNI: INOX<br />
Feinschleifen der Schweissnaht<br />
Die Schleifrichtung ist quer zur Achse der Schweissnaht.<br />
ACHTUNG:<br />
Die gleichzeitige spanabhebende Verarbeitung<br />
von Galfan und CRNI am gleichen Arbeitsplatz ist<br />
nicht zulässig.<br />
Spezialschleifteller von 3M mit Kühlmittel und<br />
einem Durchmesser von 75mm um den Schleifbereich<br />
möglichst klein zu halten.<br />
Siehe Kapitel II<br />
Hilfsmittel<br />
in Programmliste
Ausfeilen der Innenecken<br />
Um eine saubere Ansichtsfläche des Elementes<br />
zu erreichen und um die exakte Funktion der<br />
Glasleiste zu gewährleisten, ist es erforderlich, die<br />
Ecken mittels Feile zu bearbeiten.<br />
Feinschleifen der CRNI-Oberfläche<br />
Schleifgerät 94-9<strong>70</strong>000<br />
Schleifgerät und Zubehör-Sortiment<br />
Siehe Kapitel II<br />
Hilfsmittel<br />
in Programmliste<br />
Nachpolieren der CRNI Rahmen- / Flügelecke<br />
Zur Erreichung eines in Gehrung laufenden<br />
Schleifbildes ist zum Bürsten der Übergang mit<br />
einem Spezialband abzukleben.<br />
Schleif- und Vliesswalzen-Sortiment<br />
Siehe Kapitel II<br />
Hilfsmittel<br />
in Programmliste<br />
Fertig bearbeitete Gehrungsecke (CRNI)
Ausmessen der Glasleiste<br />
Die Glasleisten müssen in jedes Element einzeln<br />
eingepasst werden, wodurch ein minimales Spaltmass<br />
sichergestellt ist.<br />
ACHTUNG:<br />
Die horizontalen Glasleisten müssen zuerst<br />
durchgehend eingeschnitten werden, im Anschluss<br />
daran werden die vertikalen Glasleisten<br />
eingepasst.<br />
Entgraten der Glasleiste<br />
Die Kanten der Glasleiste sind mittels Bürste<br />
zu entgraten.<br />
Einbau der Ausgleichsfeder 95 0008 bis 95 0013<br />
zur Korrektur der Schrägstellung siehe Seite 3.2.2.4<br />
Reinigung des Elementes<br />
Das Element ist mit handelsüblichen Reinigungsmittel<br />
zu entfetten.<br />
Druckluftreinigung des Elementes<br />
Alle Nuten und Kammern der Profile sind mit<br />
Druckluft zu reinigen.
Bohren der Eck-, Scheren- und Kipplager<br />
Die Bohrlehre ist für Dreh-, Drehkipp- und Kippfenster<br />
einsetzbar.<br />
Der Einbau muss gemäss der Einbauzeichnungen<br />
erfolgen.<br />
Die Einbauzeichnungen sind bei esco anzufordern.<br />
Oberflächenbehandlung des Elementes<br />
Es gibt folgende Möglichkeiten:<br />
1-Komponenten-Lack, 2-Komponenten-Lack<br />
oder Pulverlack<br />
Nichtgeschweisste Schnittflächen mit Schmalfugendichtmasse<br />
92-364959 (weiss, überlackierbar) oder Siehe Kapitel II<br />
92-549363 (transparent) abdichten. Hilfsmittel<br />
Bei Pulverbeschichtung erst nach der Behandlung in Programmliste<br />
auftragen.<br />
Verkleben der Dichtung<br />
Im Bereich der Mitteldichtung ist die Verwendung von<br />
Dichtungsecken zwingend erforderlich. Bei der<br />
äusseren Verglasungsdichtung ist für die Entwässerung<br />
das Dichtungsformstück einzusetzen. Für Siehe Kapitel II<br />
den Fensterflügel sind keine Dichtungsformstücke er- Hilfsmittel<br />
forderlich. Die Dichtungen sind mittels EPDM-Kleber in Programmliste<br />
92-365009 sorgfältig und exakt zu verkleben.<br />
Seite 3.2.4.1<br />
Beim System FERRO -WIC ist die Lieferung von bis 3.2.4.3<br />
vulkanisierten Rahmen möglich (Bestellformular).<br />
Einbau der Dichtung<br />
Um ein leichtes Eindrücken der Dichtungen in die<br />
Nut zu ermöglichen, kann ein Silikonspray verwendet<br />
werden.<br />
Der Zuschnitt und Einbau der Dichtungen muss Seite 3.2.3.1<br />
laut Einbauanleitung (siehe Anlage) erfolgen. bis 3.2.3.4<br />
ACHTUNG:<br />
Dichtungen beim Einbau nicht strecken!
Versiegelung des Eckstoßes<br />
Nichtgeschweisste Gehrungs- und stumpfe Stösse<br />
bei Galfan und CRNI je nach Fugenbreite mit<br />
Schmalfugendichtmasse bezw. Silikon beidseitig<br />
dichten. (Bei Galfan nach dem Beschichten)<br />
Siehe Kapitel II<br />
Hilfsmittel<br />
in Programmliste<br />
Schmalfugendichtmasse weiss 92-364959<br />
Schmalfugendichtmasse transparent 92-549363<br />
Dichtstoff weiss 92-364975<br />
Dichtstoff grau 92-364983<br />
Dichtstoff schwarz 92-364991<br />
Einbau der Fussfalzdichtung in Festfelder und<br />
Fensterflügel<br />
Bei festverglasten Felder und bei Fensterflügeln ist<br />
unten die Fussfalzdichtung 93 101 6 einzubauen.<br />
Diese Dichtung wird seitlich mit Dichtstoff 92-364991<br />
abgedichtet.<br />
Festverglasung Seite 2.2.2.1<br />
und 3.2.2.1.1<br />
Flügel 3.2.2.3