Arbeitswerte für MEGA-Drill-180° / MEGA-Drill-Alu-180° M9183, M9185, M9883, M9885 MEGA-Drill-180° Die angegebenen Arbeits wer te sind Richtwerte. Die für den jeweiligen Bearbeitungsfall optimalen Daten sollten im Versuch oder während der Bearbeit ung ermittelt werden. Festigkeit [N/mm 2 ] Härte (HB) Beispiele M9183, M9185, M9883, M9885 Schnittgeschwindigkeit v c [m/min] P M K1 K2 N Material M9183, M9185 M9883, M9885 ≤ 600 N/mm 2 St37, St42, C22, GS38 75 - 95 0,08 - 0,14 0,12 - 0,20 unlegierte Stähle, Stahlguss ≤ 700 N/mm 2 St50, St60, C45, GS62 65 - 85 0,08 - 0,14 0,12 - 0,20 > 700 N/mm 2 St70, C70 60 - 80 0,08 - 0,15 0,12 - 0,22 legierte Stähle ≤ 900 N/mm 2 16MnCr5, 90MnCrV8 50 - 70 0,08 - 0,15 0,12 - 0,22 ≤ 1000 N/mm 2 100Cr6, 42CrMo4 40 - 60 0,08 - 0,12 0,10 - 0,15 > 1000 N/mm 2 X210Cr13, 34CrAINi7 40 - 50 0,08 - 0,12 0,10 - 0,15 Inox X5 CrNi 18 9 (V2A), 40 - 60 0,04 - 0,08 0,05 - 0,10 rost- und säurebeständige Stähle (Cr-Ni-legiert) Grauguss, legierter Grauguss Sphäroguss, Vermikularguss, Temperguss 3 bis 5 mm 5 bis 8 mm X10 CrNiMoTi 18 10, G-X40 CrNi 27 4 40 - 50 0,03 - 0,06 0,04 - 0,08 ≤ 200 HB GG10, GG15 80 - 110 0,08 - 0,20 0,12 - 0,25 ≤ 250 HB GG20, GG25, GTW40 70 - 100 0,08 - 0,15 0,10 - 0,20 > 250 HB GG30, GG40, GTS70 60 - 80 0,08 - 0,15 0,10 - 0,20 ≤ 600 N/mm 2 GGG40, GGG50 65 - 80 0,08 - 0,15 0,10 - 0,20 > 600 N/mm 2 GGG60, GGG70, GGV 60 - 75 0,06 - 0,12 0,08 - 0,15 Aluminium (Si-Gehalt < 10%) GD-AlSi9Cu3, AlSi7Mg0,6 100 - 250 0,08 - 0,20 0,12 - 0,28 Aluminium (Si-Gehalt > 10%) GD-AlSi12(Cu), AlSi17Cu4Mg (Alusil) 100 - 160 0,08 - 0,20 0,12 - 0,28 Kupfer G-CuZn15, CuZn37, CuSn8 100 - 200 0,08 - 0,20 0,12 - 0,28 Messing, Bronze G-CuZn15, CuZn37, CuSn8 100 - 180 0,08 - 0,20 0,12 - 0,28 Korrekturfaktoren Kv für f [mm/U] beim Anbohren 184 Neigung Werkstückoberfläche Kv 3xD Kv 5xD 0° 0,5 0,4 15° 0,5 0,25 30° 0,4 nicht empfehlenswert 45° 0,25 nicht empfehlenswert Anwendungshinweise – Beim Anbohren Vorschub f [mm/U] mit Korrekturfaktor Kv multiplizieren – Anbohren mit reduziertem Vorschub bis Werkzeug auf 0,25xD im Ganzen Ø schneidet – Bei schrägem Anbohren: Zurückfahren mit doppeltem Vorschub f [mm/U] – Nach dem Anbohren mit reduziertem Vorschub (Korrekturfaktor) wird mit dem Vorschub f [mm/U] gemäß Schnittdatenempfehlung ohne Korrekturfaktoren weitergebohrt.
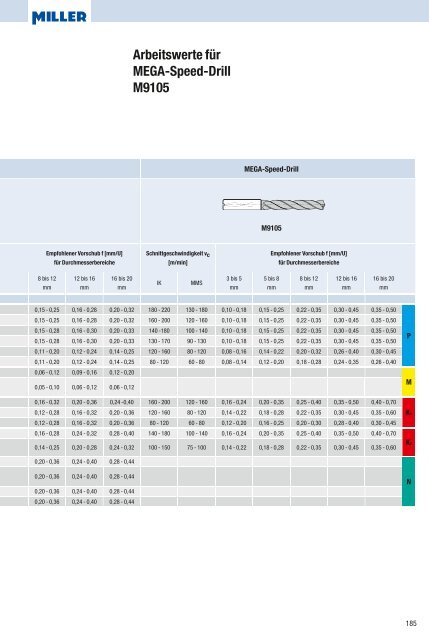
Arbeitswerte für MEGA-Speed-Drill M9105 MEGA-Speed-Drill M9105 Empfohlener Vorschub f [mm/U] für Durchmesserbereiche Schnittgeschwindigkeit v c [m/min] Empfohlener Vorschub f [mm/U] für Durchmesserbereiche 8 bis 12 mm 12 bis 16 mm 16 bis 20 mm IK MMS 3 bis 5 mm 5 bis 8 mm 8 bis 12 mm 12 bis 16 mm 16 bis 20 mm 0,15 - 0,25 0,16 - 0,28 0,20 - 0,32 180 - 220 130 - 180 0,10 - 0,18 0,15 - 0,25 0,22 - 0,35 0,30 - 0,45 0,35 - 0,50 0,15 - 0,25 0,16 - 0,28 0,20 - 0,32 160 - 200 120 - 160 0,10 - 0,18 0,15 - 0,25 0,22 - 0,35 0,30 - 0,45 0,35 - 0,50 0,15 - 0,28 0,16 - 0,30 0,20 - 0,33 140 -180 100 - 140 0,10 - 0,18 0,15 - 0,25 0,22 - 0,35 0,30 - 0,45 0,35 - 0,50 0,15 - 0,28 0,16 - 0,30 0,20 - 0,33 130 - 170 90 - 130 0,10 - 0,18 0,15 - 0,25 0,22 - 0,35 0,30 - 0,45 0,35 - 0,50 0,11 - 0,20 0,12 - 0,24 0,14 - 0,25 120 - 160 80 - 120 0,08 - 0,16 0,14 - 0,22 0,20 - 0,32 0,26 - 0,40 0,30 - 0,45 0,11 - 0,20 0,12 - 0,24 0,14 - 0,25 80 - 120 60 - 80 0,08 - 0,14 0,12 - 0,20 0,18 - 0,28 0,24 - 0,35 0,26 - 0,40 0,06 - 0,12 0,09 - 0,16 0,12 - 0,20 0,05 - 0,10 0,06 - 0,12 0,06 - 0,12 0,16 - 0,32 0,20 - 0,36 0,24 -0,40 160 - 200 120 - 160 0,16 - 0,24 0,20 - 0,35 0,25 - 0,40 0,35 - 0,50 0,40 - 0,70 0,12 - 0,28 0,16 - 0,32 0,20 - 0,36 120 - 160 80 - 120 0,14 - 0,22 0,18 - 0,28 0,22 - 0,35 0,30 - 0,45 0,35 - 0,60 0,12 - 0,28 0,16 - 0,32 0,20 - 0,36 80 - 120 60 - 80 0,12 - 0,20 0,16 - 0,25 0,20 - 0,30 0,28 - 0,40 0,30 - 0,45 0,16 - 0,28 0,24 - 0,32 0,28 - 0,40 140 - 180 100 - 140 0,16 - 0,24 0,20 - 0,35 0,25 - 0,40 0,35 - 0,50 0,40 - 0,70 0,14 - 0,25 0,20 - 0,28 0,24 - 0,32 100 - 150 75 - 100 0,14 - 0,22 0,18 - 0,28 0,22 - 0,35 0,30 - 0,45 0,35 - 0,60 P M K1 K2 0,20 - 0,36 0,24 - 0,40 0,28 - 0,44 0,20 - 0,36 0,24 - 0,40 0,28 - 0,44 0,20 - 0,36 0,24 - 0,40 0,28 - 0,44 0,20 - 0,36 0,24 - 0,40 0,28 - 0,44 N 185
- Seite 1 und 2:
Standard-Programm Bohren
- Seite 3 und 4:
Der Tradition verpflichtet: Qualit
- Seite 5 und 6:
Dazu ein optimales Computer-, Logis
- Seite 7 und 8:
Unsere Werkzeug-Auslieferung - zuve
- Seite 9 und 10:
Index Seite Programmübersicht und
- Seite 11 und 12:
Die Vorteile der 4 Fasen, die den B
- Seite 13 und 14:
jahrelange, fundierte Erfahrung von
- Seite 15 und 16:
VHMBohrer gerade genutet GIGADr
- Seite 17 und 18:
MEGA-Drill-Steel Vollhartmetall-Spi
- Seite 19 und 20:
MEGA-Drill-Steel / M2003 (3 x D) Vo
- Seite 21 und 22:
MEGA-Drill-Steel / M2003 (3 x D) Vo
- Seite 23 und 24:
MEGA-Drill-Steel / M2103 (3 x D) Vo
- Seite 25 und 26:
MEGA-Drill-Steel / M2103 (3 x D) Vo
- Seite 27 und 28:
MEGA-Drill-Steel / M2005 (5 x D) Vo
- Seite 29 und 30:
MEGA-Drill-Steel / M2105 (5 x D) P
- Seite 31 und 32:
MEGA-Drill-Steel / M2105 (5 x D) Vo
- Seite 33 und 34:
MEGA-Drill-Steel / M2108 (8 x D) P
- Seite 35 und 36:
MEGA-Drill-Steel / M2108 (8 x D) Vo
- Seite 37 und 38:
MEGA-Drill-Steel / M2112 (12 x D) V
- Seite 39 und 40:
MEGA-Drill-Steel Step-Drill Herausr
- Seite 41:
MEGA-Drill-Steel Step-Drill / M2140
- Seite 44 und 45:
MEGA-Quadro-Drill / M2075 (5 x D) V
- Seite 46 und 47:
MEGA-Quadro-Drill / M2075 (5 x D) V
- Seite 48 und 49:
MEGA-Quadro-Drill / M2175 (5 x D) V
- Seite 50 und 51:
MEGA-Quadro-Drill / M2178 (8 x D) P
- Seite 52 und 53:
MEGA-Quadro-Drill / M2178 (8 x D) V
- Seite 54 und 55:
MEGA-Quadro-Drill / M2182 (12 x D)
- Seite 57 und 58:
MEGA-Drill-Hardened Hartbearbeitung
- Seite 59 und 60:
MEGA-Drill-Hardened / M1600 (4 x D)
- Seite 61 und 62:
MEGA-Drill-Inox VHM-Hochleistungsbo
- Seite 63 und 64:
MEGA-Drill-Inox / M1703 (3 x D) Vol
- Seite 65 und 66:
MEGA-Drill-Inox / M1803 (3 x D) Vol
- Seite 67 und 68:
MEGA-Drill-Inox / M1803 (3 x D) Vol
- Seite 69 und 70:
MEGA-Drill-Inox / M1705 (5 x D) Vol
- Seite 71 und 72:
MEGA-Drill-Inox / M1805 (5 x D) Vol
- Seite 73 und 74:
MEGA-Drill-Inox / M1805 (5 x D) Vol
- Seite 75 und 76:
MEGA-Drill-Inox / M1808 (8 x D) Vol
- Seite 77 und 78:
SMART-Drill Die smarte Lösung für
- Seite 79 und 80:
SMART-Drill / M1908 (8 x D) Vollhar
- Seite 81 und 82:
VHM-Bohrer, gerade genutet Bohrer i
- Seite 83 und 84:
Vollhartmetall-Bohrer / M2605 (5 x
- Seite 85 und 86:
Vollhartmetall-Bohrer / M2608 (8 x
- Seite 87 und 88:
Vollhartmetall-Bohrer / M2608 (8 x
- Seite 89 und 90:
Vollhartmetall-Bohrer / M2612 (12 x
- Seite 91 und 92:
MEGA-Drill-Alu Der Spezialist für
- Seite 93 und 94:
MEGA-Drill-Alu / M2803 (3 x D) N Vo
- Seite 95 und 96:
MEGA-Drill-Alu / M2805 (5 x D) Voll
- Seite 97 und 98:
MEGA-Drill-Alu / M2808 (8 x D) N Vo
- Seite 99 und 100:
MEGA-Drill-Alu / M2808 (8 x D) Voll
- Seite 101 und 102:
MEGA-Drill-Alu / M2812 (12 x D) Vol
- Seite 103 und 104:
GIGA-Drill GIGA-Drill - der Vollhar
- Seite 105 und 106:
GIGA-Drill / M2195 (5 x D) Vollhart
- Seite 107 und 108:
GIGA-Drill / M2198 (8 x D) Vollhart
- Seite 109 und 110:
MEGA-Drill-Reamer Der MEGA-Drill-Re
- Seite 111 und 112:
MEGA-Drill-Reamer / M2263 (3 x D) P
- Seite 113 und 114:
MEGA-Drill-Reamer / M2265 (5 x D) P
- Seite 115 und 116:
MEGA-Speed-Drill Hochleistungsbohre
- Seite 117 und 118:
MEGA-Speed-Drill / M9105 (5 x D) Vo
- Seite 119 und 120:
MEGA-Drill-180° / MEGA-Drill-Alu-1
- Seite 121 und 122:
MEGA-Drill-180° / M9183 (3 x D) Vo
- Seite 123 und 124:
MEGA-Drill-180° / M9185 (5 x D) Vo
- Seite 125 und 126:
MEGA-Drill-180° / M9185 (5 x D) Vo
- Seite 127 und 128:
MEGA-Drill-Alu-180° / M9883 (3 x D
- Seite 129 und 130: MEGA-Drill-Alu-180° / M9885 (5 x D
- Seite 131 und 132: MEGA-Drill-Alu-180° / M9885 (5 x D
- Seite 133 und 134: MEGA-Deep-Drill / MEGA-Alu-Deep-Dri
- Seite 135 und 136: MEGA-Deep-Drill / MEGA-Alu-Deep-Dri
- Seite 137 und 138: MEGA-Deep-Drill / MEGA-Alu-Deep-Dri
- Seite 139 und 140: Wechselkopf-Bohrer TTD Minimierter
- Seite 141 und 142: Wechsel-Bohrkopf TTD aus Vollhartme
- Seite 143 und 144: Wechselkopf-Halter TTS TTS100 mit F
- Seite 145 und 146: Wechselkopf-Halter TTS TTS100 mit F
- Seite 147 und 148: Bezeichnungsschlüssel Die Bezeichn
- Seite 149 und 150: Max. Ein- und Austrittswinkel > 5°
- Seite 151 und 152: Ihre Bearbeitungsaufgabe - unsere L
- Seite 153 und 154: Vollhartmetall-Spiralbohrer - einst
- Seite 155 und 156: Vollhartmetall-Spiralbohrer - ohne
- Seite 157 und 158: Vollhartmetall-Spiralbohrer - zweis
- Seite 159 und 160: Vollhartmetall-Bohrer, gerade genut
- Seite 161 und 162: PKD-Hochleistungsbohrer - ohne Stuf
- Seite 163 und 164: PKD-Hochleistungsbohrer - zweistufi
- Seite 165 und 166: Anwendungstechnische Hinweise MEGA-
- Seite 167 und 168: Arbeitswerte für MEGA-Drill-Steel
- Seite 169 und 170: Arbeitswerte für MEGA-Drill-Alu M2
- Seite 171 und 172: Empfohlener Vorschub f [mm/U] für
- Seite 173 und 174: Arbeitswerte für MEGA-Quadro-Drill
- Seite 175 und 176: Arbeitswerte für MEGA-Drill-Reamer
- Seite 177 und 178: Arbeitswerte für MEGA-Deep-Drill M
- Seite 179: Kopf Typ 02 Kopf Typ 03 Empfohlener
- Seite 183 und 184: 3 gute Gründe für mehr Erfolg. 1.