

Heißkanalsysteme / Verteiler - Günther Heisskanaltechnik ...
Heißkanalsysteme / Verteiler - Günther Heisskanaltechnik ...
Heißkanalsysteme / Verteiler - Günther Heisskanaltechnik ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
1.4. 43<br />
i<br />
Hinweise zur Verschlussnadel<br />
Die Nadellänge ist von der Länge der Düse, der Betätigungsart<br />
und vom Aufbau des <strong>Verteiler</strong>s abhängig. Die<br />
Nadeln haben eine Grundhärte von 64 HRC (HSS-Stahl)<br />
und sind beschichtet. Des Weiteren sind die Nadeln mit<br />
einer zylindrischen Abdichtung zur Kavität ausgestattet<br />
und justierbar.<br />
Ausführung der Nadel Ø 2 mm für Düsen mit Materialrohr-Ø<br />
4-6 mm, Gewinde M6x 0,5.<br />
Anspritzpunkt-Ø: 0,8 mm, 1,0 m, 1,2 mm, 1,4 mm,<br />
(1,6 mm).<br />
Ausführung der Nadel Ø 3 mm für Düsen mit Materialrohr-<br />
Ø 8 mm, Gewinde M8 x 0,5.<br />
Anspritzpunkt- Ø: 2,0 mm, 2,5 mm.<br />
Ausführung der Nadel Ø 5 mm für Düsen mit Materialrohr-<br />
Ø 10-12 mm, Gewinde M10 x 0,75.<br />
Anspritzpunkt- Ø: 3,0 mm, 4,0 mm.<br />
Werkzeug zur Demontage der Nadelführung (PM-Stück),<br />
siehe Kapitel 7.<br />
Anziehdrehmoment des Gewindes zur Nadeljustage<br />
Nadel-Ø Gewinde Anziehdrehmoment<br />
M [Nm]<br />
A<br />
Ø 2 mm M6 x 0,50 15<br />
Ø 3 mm M8 x 0,50 30<br />
Ø 5 mm M10 x 0,75 45<br />
Typ NEP<br />
Typ NHP<br />
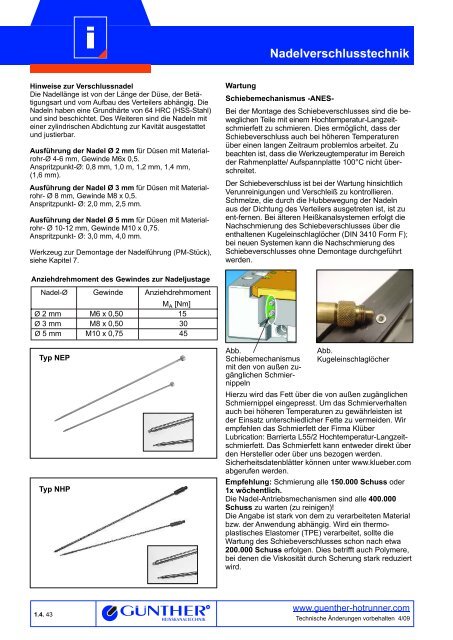
Wartung<br />
Abb.<br />
Schiebemechanismus<br />
mit den von außen zugänglichenSchmiernippeln<br />
Nadelverschlusstechnik<br />
Schiebemechanismus -ANES-<br />
Bei der Montage des Schiebeverschlusses sind die be-<br />
weglichen Teile mit einem Hochtemperatur-Langzeitschmierfett<br />
zu schmieren. Dies ermöglicht, dass der<br />
Schiebeverschluss auch bei höheren Temperaturen<br />
über einen langen Zeitraum problemlos arbeitet. Zu<br />
beachten ist, dass die Werkzeugtemperatur im Bereich<br />
der Rahmenplatte/ Aufspannplatte 100°C nicht überschreitet.<br />
Der Schiebeverschluss ist bei der Wartung hinsichtlich<br />
Verunreinigungen und Verschleiß zu kontrollieren.<br />
Schmelze, die durch die Hubbewegung der Nadeln<br />
aus der Dichtung des <strong>Verteiler</strong>s ausgetreten ist, ist zu<br />
ent-fernen. Bei älteren <strong>Heißkanalsysteme</strong>n erfolgt die<br />
Nachschmierung des Schiebeverschlusses über die<br />
enthaltenen Kugeleinschlaglöcher (DIN 3410 Form F);<br />
bei neuen Systemen kann die Nachschmierung des<br />
Schiebeverschlusses ohne Demontage durchgeführt<br />
werden.<br />
Abb.<br />
Kugeleinschlaglöcher<br />
Hierzu wird das Fett über die von außen zugänglichen<br />
Schmiernippel eingepresst. Um das Schmierverhalten<br />
auch bei höheren Temperaturen zu gewährleisten ist<br />
der Einsatz unterschiedlicher Fette zu vermeiden. Wir<br />
empfehlen das Schmierfett der Firma Klüber<br />
Lubrication: Barrierta L55/2 Hochtemperatur-Langzeitschmierfett.<br />
Das Schmierfett kann entweder direkt über<br />
den Hersteller oder über uns bezogen werden.<br />
Sicherheitsdatenblätter können unter www.klueber.com<br />
abgerufen werden.<br />
Empfehlung: Schmierung alle 150.000 Schuss oder<br />
1x wöchentlich.<br />
Die Nadel-Antriebsmechanismen sind alle 400.000<br />
Schuss zu warten (zu reinigen)!<br />
Die Angabe ist stark von dem zu verarbeiteten Material<br />
bzw. der Anwendung abhängig. Wird ein thermoplastisches<br />
Elastomer (TPE) verarbeitet, sollte die<br />
Wartung des Schiebeverschlusses schon nach etwa<br />
200.000 Schuss erfolgen. Dies betrifft auch Polymere,<br />
bei denen die Viskosität durch Scherung stark reduziert<br />
wird.<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 4/09













