

11/12 - Verein österreichischer GieÃereifachleute
11/12 - Verein österreichischer GieÃereifachleute
11/12 - Verein österreichischer GieÃereifachleute

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
HEFT <strong>11</strong>/<strong>12</strong> GIESSEREI-RUNDSCHAU 57 (2010)<br />
schwenkt werden,<br />
in der Maschine<br />
gehal-<br />
Kokille<br />
ten. Die Tragrollen<br />
werden<br />
Rinne<br />
automatisch<br />
zurückgefahren<br />
Korsett<br />
und die freie<br />
Kokille kann<br />
aus der Maschine<br />
gefahren<br />
Mantelrohr<br />
werden. Der<br />
Zentrierstern<br />
Einbau erfolgt<br />
in umgekehrter<br />
Reihenfolge,<br />
Lagerrollen<br />
wobei die Tragrollen<br />
automatisch<br />
auf die im<br />
Abb. 3: Lagerung der Kokille – Altanlage<br />
Programm hinterlegte Nennweite angestellt werden.<br />
Der Kühlung kommt vor allem in Bezug auf die zu erreichenden<br />
Taktzeiten eine große Bedeutung zu. Beim alten Maschinentyp<br />
ist die Kühlung durch die Führung des Wassers im<br />
Spalt zwischen Mantelrohr und Korsett bzw. Korsett und Kokille<br />
nur begrenzt variabel. Auch können hier keine großen<br />
Wärmemengen abgeführt werden. Im Gegensatz dazu kann die<br />
Kühlung bei der Neuanlage variiert werden. Durch die direkte<br />
Kühlung der Kokille im Wasserbad und durch gezielte Kühlmöglichkeit<br />
mit Wasserdüsen auf bestimmte Kokillenbereiche<br />
wird ein optimales Kühlergebnis erzielt. Durch ein Mischventil,<br />
mit Hilfe dessen warmes Rückwasser aus der Maschine mit<br />
Wasser aus dem Kaltwasserbecken vermischt werden kann, ist<br />
eine exakte Temperaturführung des Kühlwassers möglich.<br />
Bei einer modernen Produktionsanlage ist es selbstverständlich,<br />
dass sämtliche prozessrelevanten Daten elektronisch erfasst<br />
und archiviert werden. Die Gießmaschine ist an ein Leitrechnersystem<br />
angeschlossen, das es ermöglicht, sämtliche Daten<br />
online auch in die angeschlossenen Bürorechner zu übertragen.<br />
So können jederzeit der Betriebszustand der Anlage<br />
und die entsprechenden Prozessparameter vom Schreibtisch<br />
aus verfolgt werden. Eingriffe in die Programme und Änderungen<br />
der Einstellungen können natürlich nur vor Ort adaptiert<br />
werden. Bei den Altanlagen ist eine solch lückenlose Datenverfolgung<br />
in Echtzeit nicht zu realisieren (siehe Abb. 4).<br />
Bei der Entsorgung der Reststoffe wurden ebenfalls völlig<br />
neue Wege beschritten. Die Schleuderanlage ist, im Gegensatz<br />
zu den früheren Maschinen, unterkellert, was sowohl die In-<br />
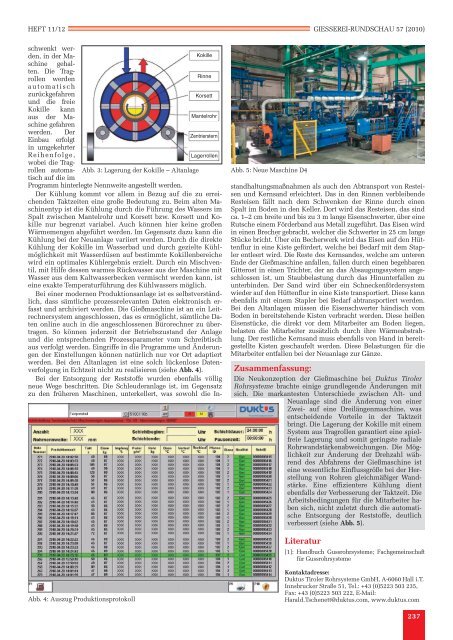
Abb. 5: Neue Maschine D4<br />
standhaltungsmaßnahmen als auch den Abtransport von Resteisen<br />
und Kernsand erleichtert. Das in den Rinnen verbleibende<br />
Resteisen fällt nach dem Schwenken der Rinne durch einen<br />
Spalt im Boden in den Keller. Dort wird das Resteisen, das sind<br />
ca. 1–2 cm breite und bis zu 3 m lange Eisenschwerter, über eine<br />
Rutsche einem Förderband aus Metall zugeführt. Das Eisen wird<br />
in einen Brecher gebracht, welcher die Schwerter in 25 cm lange<br />
Stücke bricht. Über ein Becherwerk wird das Eisen auf den Hüttenflur<br />
in eine Kiste gefördert, welche bei Bedarf mit dem Stapler<br />
entleert wird. Die Reste des Kernsandes, welche am unteren<br />
Ende der Gießmaschine anfallen, fallen durch einen begehbaren<br />
Gitterost in einen Trichter, der an das Absaugungssystem angeschlossen<br />
ist, um Staubbelastung durch das Hinunterfallen zu<br />
unterbinden. Der Sand wird über ein Schneckenfördersystem<br />
wieder auf den Hüttenflur in eine Kiste transportiert. Diese kann<br />
ebenfalls mit einem Stapler bei Bedarf abtransportiert werden.<br />
Bei den Altanlagen müssen die Eisenschwerter händisch vom<br />
Boden in bereitstehende Kisten verbracht werden. Diese heißen<br />
Eisenstücke, die direkt vor dem Mitarbeiter am Boden liegen,<br />
belasten die Mitarbeiter zusätzlich durch ihre Wärmeabstrahlung.<br />
Der restliche Kernsand muss ebenfalls von Hand in bereitgestellte<br />
Kisten geschaufelt werden. Diese Belastungen für die<br />
Mitarbeiter entfallen bei der Neuanlage zur Gänze.<br />
Zusammenfassung:<br />
Die Neukonzeption der Gießmaschine bei Duktus Tiroler<br />
Rohrsysteme brachte einige grundlegende Änderungen mit<br />
sich. Die markantesten Unterschiede zwischen Alt- und<br />
Neuanlage sind die Änderung von einer<br />
Zwei- auf eine Dreilängenmaschine, was<br />
entscheidende Vorteile in der Taktzeit<br />
bringt. Die Lagerung der Kokille mit einem<br />
System aus Tragrollen garantiert eine spielfreie<br />
Lagerung und somit geringste radiale<br />
Rohrwandstärkenabweichungen. Die Möglichkeit<br />
zur Änderung der Drehzahl während<br />
des Abfahrens der Gießmaschine ist<br />
eine wesentliche Einflussgröße bei der Herstellung<br />
von Rohren gleichmäßiger Wandstärke.<br />
Eine effizientere Kühlung dient<br />
ebenfalls der Verbesserung der Taktzeit. Die<br />
Arbeitsbedingungen für die Mitarbeiter haben<br />
sich, nicht zuletzt durch die automatische<br />
Entsorgung der Reststoffe, deutlich<br />
verbessert (siehe Abb. 5).<br />
Literatur<br />
[1]: Handbuch Gussrohrsysteme; Fachgemeinschaft<br />
für Gussrohrsysteme<br />
Abb. 4: Auszug Produktionsprotokoll<br />
Kontaktadresse:<br />
Duktus Tiroler Rohrsysteme GmbH, A-6060 Hall i.T.<br />
Innsbrucker Straße 51, Tel.: +43 (0)5223 503 235,<br />
Fax: +43 (0)5223 503 222, E-Mail:<br />
Harald.Tschenett@duktus.com, www.duktus.com<br />
237














