

Thixoforming: Eine zukünftige Alternative zur Herstellung komplex ...
Thixoforming: Eine zukünftige Alternative zur Herstellung komplex ...
Thixoforming: Eine zukünftige Alternative zur Herstellung komplex ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
B eim<br />
<strong>Thixoforming</strong> erfolgt die<br />
Formgebung des Werkstoffs im<br />
Temperaturbereich zwischen der<br />
Solidus-Temperatur und der Liquidus-<br />
Temperatur, wobei das Prozeßfenster<br />
nach Möglichkeit so gewählt wird, daß<br />
der Anteil fester Phasen ca. 60 % und<br />
der Anteil flüssiger Schmelze ca. 40 %<br />
beträgt. Bei einem geeigneten, feinkörnigen<br />
Gefüge sind im Verarbeitungszustand<br />
flüssige und feste Phasen homogen<br />
über den Bolzen verteilt.<br />
In diesem Zustand kann der Bolzen<br />
ähnlich wie ein Festkörper manipuliert<br />
und in ein Formwerkzeug eingelegt<br />
werden. Unter auftretender Scherbelastung<br />
bricht die skelettartige Festkörperstruktur<br />
auf, und es entsteht eine<br />
sehr fließfähige Suspension fester Partikel<br />
in flüssiger Matrixschmelze.<br />
Die Formgebung erfolgt in einem einzigen<br />
Formgebungsschritt entweder<br />
durch Einpressen in ein geschlossenes<br />
Formwerkzeug oder zwischen zwei bewegten<br />
Formhälften.<br />
Aus dieser Art der Formgebung ergeben<br />
sich auch bei dem Werkstoff Stahl<br />
prinzipiell folgende verfahrensbedingte<br />
Vorteile:<br />
Drastische Verkürzung der Prozeßkette,<br />
da auch sehr <strong>komplex</strong>e Geometrien<br />
ohne Zwischenstufen hergestellt<br />
werden können.<br />
Möglichkeit <strong>zur</strong> <strong>Herstellung</strong> nicht<br />
schmiedbarer Geometrien wie z. B.<br />
dünne Rippen mit langen Fließwegen,<br />
dünnwandige und dickwandige Bereiche<br />
in einem Bauteil und Hinterschneidungen<br />
und Hohlstrukturen<br />
durch ziehbare Kerne.<br />
SCHMIEDE-JOURNALMÄRZ 1998<br />
FACHBEITRÄGE<br />
<strong>Thixoforming</strong>:<br />
<strong>Eine</strong> <strong>zukünftige</strong> <strong>Alternative</strong><br />
<strong>zur</strong> <strong>Herstellung</strong> <strong>komplex</strong><br />
geformter Stahlschmiedeteile?<br />
Dr.-Ing. Gerhard Hirt, Simmerath<br />
<strong>Thixoforming</strong> von Stahl, d. h. die Formgebung im teilerstarrten Zustand, könnte<br />
ähnlich wie bei Aluminium eine Kombination der Verfahrensvorteile von Schmie -<br />
d e n und Gießen ermöglichen. Anläßlich des 13. ASK in Aachen (26./27.3.98)<br />
wurde über die bisherigen Untersuchungen und über noch zu lösende Probleme<br />
berichtet.<br />
•<br />
•<br />
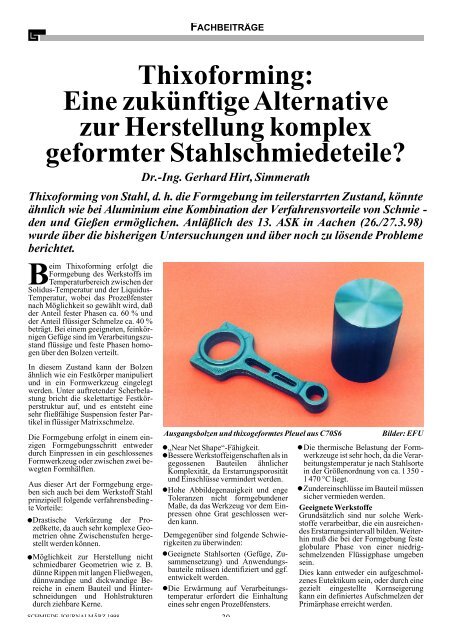
Ausgangsbolzen und thixogeformtes Pleuel aus C70S6 Bilder: EFU<br />
•<br />
•„Near Net Shape“-Fähigkeit.<br />
•Bessere Werkstoffeigenschaften als in<br />
gegossenen Bauteilen ähnlicher<br />
Komplexität, da Erstarrungsporosität<br />
und Einschlüsse vermindert werden.<br />
Hohe Abbildegenauigkeit und enge<br />
Toleranzen nicht formgebundener<br />
Maße, da das Werkzeug vor dem Einpressen<br />
ohne Grat geschlossen werden<br />
kann.<br />
•<br />
Demgegenüber sind folgende Schwierigkeiten<br />
zu überwinden:<br />
Geeignete Stahlsorten (Gefüge, Zu-<br />
•<br />
sammensetzung) und Anwendungs-<br />
bauteile müssen identifiziert und ggf.<br />
entwickelt werden.<br />
Die Erwärmung auf Verarbeitungstemperatur<br />
erfordert die Einhaltung<br />
eines sehr engen Prozeßfensters.<br />
•<br />
30<br />
•<br />
•Die thermische Belastung der Formwerkzeuge<br />
ist sehr hoch, da die Verarbeitungstemperatur<br />
je nach Stahlsorte<br />
in der Größenordnung von ca. 1 350 -<br />
1 470 °C liegt.<br />
•Zundereinschlüsse<br />
im Bauteil müssen<br />
sicher vermieden werden.<br />
Geeignete Werkstoffe<br />
Grundsätzlich sind nur solche Werkstoffe<br />
verarbeitbar, die ein ausreichendes<br />
Erstarrungsintervall bilden. Weiterhin<br />
muß die bei der Formgebung feste<br />
globulare Phase von einer niedrigschmelzenden<br />
Flüssigphase umgeben<br />
sein.<br />
Dies kann entweder ein aufgeschmolzenes<br />
Eutektikum sein, oder durch eine<br />
gezielt eingestellte Kornseigerung<br />
kann ein definiertes Aufschmelzen der<br />
Primärphase erreicht werden.
Weitere Kriterien sind eine möglichst<br />
niedrige Verarbeitungstemperatur und<br />
ein feines globulares Korn der im Verarbeitungszustand<br />
festen Phase. Nur<br />
wenn im wiedererwärmten Bolzen die<br />
globulare feste Phase mit einer Korngröße<br />
kleiner 100 µm vorliegt, ist eine<br />
seigerungsfreie Formgebung mit geringer<br />
Preßkraft möglich.<br />
Gleichzeitig muß gewährleistet sein,<br />
daß die festen Partikel zunächst noch<br />
untereinander verbunden sind, da sonst<br />
der Bolzen während der Erwärmung<br />
seine zylindrische Form verliert und<br />
nicht mehr in das Werkzeug eingelegt<br />
werden kann.<br />
Zur <strong>Herstellung</strong> dieses Ausgangsgefüges<br />
bietet sich bei Stählen eine thermomechanische<br />
Behandlung an.<br />
Durch die feinkörnige Rekristallisation<br />
wird ein Aufschmelzen entlang der<br />
Großwinkelkorngrenzen und damit die<br />
Einstellung des geforderten Verarbeitungszustands<br />
ermöglicht.<br />
Entsprechend dieser Kriterien sind<br />
nach eigenen Erfahrungen und Literaturangaben<br />
zumindest folgende Stähle<br />
durch <strong>Thixoforming</strong> verarbeitbar:<br />
Stahlsorte Verarbeitungstemperatur<br />
S 6-5-2 1350 °C<br />
S 2-9-2 1300 °C<br />
X5 CrNi 18 9 1450 °C<br />
X5 CrNiMo 1810 1425 °C<br />
C70S6 1430 °C<br />
Mögliche Anwendung<br />
<strong>Eine</strong> Bauteilfertigung durch <strong>Thixoforming</strong><br />
erscheint aufgrund der erwarteten<br />
hohen Werkzeugkosten und der erforderlichen<br />
Automatisierung nur bei der<br />
<strong>Herstellung</strong> von Massenteilen wirtschaftlich.<br />
Auch kommen nur solche<br />
Bauteile in Frage, deren Geometrie so<br />
<strong>komplex</strong> ist, so daß durch <strong>Thixoforming</strong><br />
aufwendige Umformschritte eingespart<br />
werden können.<br />
Typische Bauteile dieser Art wären<br />
z. B. Fahrwerkskomponenten wie A c h sschenkel<br />
o. ä., aber auch Motorenkomponenten<br />
wie z. B. eine Pleuelstange.<br />
Beim Pleuel bestünde neben dem erhöhten<br />
Gestaltungsspielraum zusätzlich<br />
die Chance, infolge der engen geometrischen<br />
Toleranzen bei der Formgebung<br />
mit geschlossenen We r k z e u g e n<br />
die Gewichtsunterschiede von Pleuel<br />
zu Pleuel zu minimieren.<br />
Hierdurch könnte die Einteilung in Gewichtsklassen<br />
reduziert werden.<br />
Aktuelle Ergebnisse<br />
<strong>zur</strong>Formgebung<br />
Nach Grundlagenuntersuchungen an<br />
SCHMIEDE-JOURNALMÄRZ 1998<br />
FACHBEITRÄGE<br />
kleinen Proben wurde zunächst die Verarbeitbarkeit<br />
größerer Bolzen untersucht.<br />
Bei diesen Vorversuchen mit einfachem<br />
Werkzeugaufbau konnten Zundereinschlüsse<br />
nicht vermieden werden.<br />
Für den Hauptteil der Untersuchungen<br />
wurde daher ein spezielles Formwerkzeug<br />
mit Oxydhautrückhaltung gebaut.<br />
Die Auslegung des Werkzeugs und die<br />
Optimierung der Formgebungsparameter<br />
erfolgte unter Einbeziehung numerischer<br />
Simulationsverfahren für die<br />
Formgebung und Erstarrung (siehe<br />
Bild Seite 30).<br />
Das gewählte Bauteil (Pleuel) beinhaltet<br />
eine Reihe typischer Problemstellungen<br />
(Umfließen von Kernen, dicke<br />
Querschnitte nach Durchfließen dünner<br />
Kanäle, Zusammentreffen von<br />
Fließfronten) und bietet gleichzeitig<br />
ein erhebliches wirtschaftliches Potential,<br />
da etwa 90 % aller Pleuel aus Stahl<br />
gefertigt werden.<br />
Für die an diesem Bauteil durchgeführten<br />
Untersuchungen wurden als Vormaterial<br />
zunächst gewalzte Stangen aus<br />
dem hochkohlenstoffhaltigen Stahl<br />
C70S6 ausgewählt, da dieser bruchtrennbare<br />
Werkstoff für diese Anwendung<br />
besonders interessant erschien.<br />
Gleichzeitig erleichtert der hohe Kohlenstoffgehalt<br />
die Prozeßführung. Die<br />
induktive Erwärmung der Bolzen erfolgte<br />
im Hinblick auf eine spätere Serienfertigung<br />
ohne Schutzgas in einer<br />
entsprechend modifizierten Erwärmungsanlage.<br />
In dieser wurden die Bolzen freistehend<br />
nach einer vorgegebenen Leistungs-Zeitkurve<br />
energiegebunden erwärmt.<br />
Zur Formgebung wurde eine<br />
servohydraulische Presse mit mehreren<br />
unabhängig voneinander bewegbaren<br />
Kolben verwendet.<br />
Als wesentliche Ergebnisse dieser Untersuchungen<br />
ist festzuhalten:<br />
•Trotz<br />
der <strong>komplex</strong>en Geometrie (lange<br />
Fließwege, dünne Querschnitte,<br />
Kerne) konnte das Bauteil in einem<br />
Formgebungsschritt vollständig gefüllt<br />
werden.<br />
•Die<br />
eingesetzten Verfahren <strong>zur</strong> Oxydhautrückhaltung<br />
funktionieren so gut,<br />
daß auf Schutzgas oder Vakuum bei<br />
der Erwärmung verzichtet werden<br />
konnte.<br />
•Die<br />
Abbildegenauigkeit und Oberfläche<br />
ist sehr gut (siehe Bild).<br />
Die Formgebungskraft und die Umformbarkeit<br />
liegen deutlich unter den<br />
Werten des Gesenkschmiedens.<br />
•Obwohl<br />
das Werkzeug auch nach ca.<br />
100 Versuchen noch einwandfrei<br />
funktionierte, ist hoher Werkzeugverschleiß<br />
absehbar.<br />
Bauteileigenschaften<br />
Die mechanischen Eigenschaften, besonders<br />
die Bruchdehnung der thixogeformten<br />
Pleuel, erreichen noch nicht<br />
die Werte geschmiedeter Bauteile.<br />
In metallographischen Untersuchungen<br />
des thixogeformten Gefüges wurden<br />
Gefügeinhomogenitäten beobachtet,<br />
die im wesentlichen auf die prozeßbedingte<br />
Temperaturführung <strong>zur</strong>ückzuführen<br />
sind.<br />
Temperaturverteilung im Unterwerkzeug nach der Bauteilentnahme<br />
32
Durch die Erwärmung in das 2-Phasen-<br />
Gebiet reichert sich die Flüssigphase<br />
mit Kohlenstoff an, der bei der anschlie-ßenden<br />
schnellen Abkühlung nicht<br />
mehr vollständig in die bei der Formgebung<br />
festen Bestandteile diffundiert.<br />
Durch eine an das Verfahren angepaßte<br />
Wärmebehandlung, aber besonders<br />
durch eine prozeßgerechte Werkstoffentwicklung<br />
könnte die Bauteilqualität<br />
daher wesentlich verbessert werden.<br />
Zielsetzung muß hier neben einem feinkörnigen<br />
Ausgangsgefüge auch eine<br />
Verbesserung der Heißrißneigung im<br />
teilflüssigen Zustand und vor allem eine<br />
Herabsetzung der Verarbeitungstemperatur<br />
sein.<br />
Durch den hohen Schwefelgehalt des<br />
verwendeten bruchtrennbaren Stahlsorte<br />
C70S6 traten außerdem Heißrisse<br />
auf, die eine wesentliche Ursache für<br />
die geringe Bruchdehnung und Zugfestigkeit<br />
waren.<br />
Weitere Entwicklungsarbeit<br />
notwendig<br />
Die durchgeführten Untersuchungen<br />
haben gezeigt, daß die Verarbeitung<br />
von Stählen durch <strong>Thixoforming</strong> prinzipiell<br />
möglich ist.<br />
FACHBEITRÄGE<br />
Durch die bei der <strong>Herstellung</strong> von<br />
Stahlhalbzeug übliche thermomechanische<br />
Behandlung kann das für <strong>Thixoforming</strong><br />
erforderliche Gefüge im Vormaterial<br />
eingestellt werden.<br />
Die <strong>Herstellung</strong> <strong>komplex</strong> geformter<br />
Bauteile ist in einem Formgebungsschritt<br />
möglich.<br />
Dabei kann der auftretende Zunder<br />
durch ähnliche Maßnahmen wie beim<br />
<strong>Thixoforming</strong> von Aluminium <strong>zur</strong>ückgehalten<br />
werden.<br />
Wie die bisherigen Bauteiluntersuchungen<br />
zeigen, erreichen thixogeformte<br />
Pleuel noch nicht die mechanischen<br />
Kennwerte geschmiedeter Bauteile.<br />
Neben der Optimierung der Prozeßparameter<br />
und der Temperaturführung<br />
nach der Bauteilentnahme kann hier die<br />
Verwendung von verfahrensgerechten<br />
Werkstoffen wesentliche Verbesserungen<br />
bewirken.<br />
Ein entscheidendes Problem stellen die<br />
mit den hohen Verarbeitungstemperaturen<br />
verbundenen thermischen Werkzeugbelastungen<br />
dar.<br />
33<br />
Ziel laufender Untersuchungen ist hier<br />
die Verwendung alternativer Werkzeugwerkstoffe,<br />
die eine ausreichende<br />
Temperaturbeständigkeit besitzen und<br />
den mechanischen Belastungen<br />
während der Formfüllung und der<br />
anschließenden Druckphase standhalten.<br />
Die anhand der durchgeführten Untersuchungen<br />
erkennbare Möglichkeit <strong>zur</strong><br />
<strong>Herstellung</strong> <strong>komplex</strong> geformter Bauteile<br />
in einem Arbeitsgang bietet<br />
grundsätzlich ein hohes technisches<br />
und wirtschaftliches Potential des Verfahrens.<br />
Zu deren Erschließung ist jedoch die<br />
Entwicklung einer Werkzeugtechnologie<br />
erforderlich, bei der die Werkzeugkosten<br />
und Werkzeugstandzeiten in ein<br />
angemessenes Verhältnis gesetzt werden.<br />
Die hier vorgestellten Arbeiten erfolgten in Zusammenarbeit mit<br />
der Krupp Gerlach GmbH und dem Institut für Bildsame Formgebung<br />
der RWTH Aachen. Sie wurden von der Studiengesellschaft<br />
Stahlanwendung e.V., Düsseldorf, finanziell gefördert.<br />
SCHMIEDE-JOURNALMÄRZ 1998








