

E 13 - Kaack GmbH
E 13 - Kaack GmbH
E 13 - Kaack GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
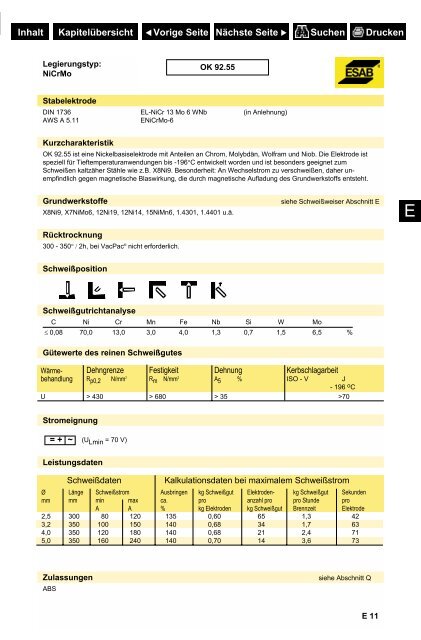
Legierungstyp:<br />
NiCrMo<br />
OK 92.55<br />
Stabelektrode<br />
DIN 1736 EL-NiCr <strong>13</strong> Mo 6 WNb (in Anlehnung)<br />
AWS A 5.11<br />
ENiCrMo-6<br />
Kurzcharakteristik<br />
OK 92.55 ist eine Nickelbasiselektrode mit Anteilen an Chrom, Molybdän, Wolfram und Niob. Die Elektrode ist<br />
speziell für Tieftemperaturanwendungen bis -196°C entwickelt worden und ist besonders geeignet zum<br />
Schweißen kaltzäher Stähle wie z.B. X8Ni9. Besonderheit: An Wechselstrom zu verschweißen, daher unempfindlich<br />
gegen magnetische Blaswirkung, die durch magnetische Aufladung des Grundwerkstoffs entsteht.<br />
Grundwerkstoffe<br />
X8Ni9, X7NiMo6, 12Ni19, 12Ni14, 15NiMn6, 1.4301, 1.4401 u.ä.<br />
Rücktrocknung<br />
300 - 350° / 2h, bei VacPac ® nicht erforderlich.<br />
siehe Schweißweiser Abschnitt E<br />
E<br />
Schweißposition<br />
Schweißgutrichtanalyse<br />
C Ni Cr Mn Fe Nb Si W Mo<br />
≤ 0,08 70,0 <strong>13</strong>,0 3,0 4,0 1,3 0,7 1,5 6,5 %<br />
Gütewerte des reinen Schweißgutes<br />
Dehngrenze Festigkeit<br />
Dehnung<br />
R p0,2 N/mm 2 R m N/mm 2 A 5 %<br />
U > 430 > 680 > 35<br />
Kerbschlagarbeit<br />
ISO - V<br />
J<br />
- 196 o C<br />
>70<br />
Stromeignung<br />
= + ~<br />
(U Lmin = 70 V)<br />
Leistungsdaten<br />
Ø<br />
mm<br />
2,5<br />
3,2<br />
4,0<br />
5,0<br />
Schweißdaten<br />
Länge Schweißstrom<br />
mm min max<br />
A<br />
A<br />
300 80 120<br />
350 100 150<br />
350 120 180<br />
350 160 240<br />
Kalkulationsdaten bei maximalem Schweißstrom<br />
Ausbringen<br />
ca.<br />
%<br />
<strong>13</strong>5<br />
140<br />
140<br />
140<br />
kg Schweißgut<br />
pro<br />
kg Elektroden<br />
0,60<br />
0,68<br />
0,68<br />
0,70<br />
Wärmebehandlung<br />
Elektrodenanzahl<br />
pro<br />
kg Schweißgut<br />
65<br />
34<br />
21<br />
14<br />
kg Schweißgut<br />
pro Stunde<br />
Brennzeit<br />
1,3<br />
1,7<br />
2,4<br />
3,6<br />
Sekunden<br />
pro<br />
Elektrode<br />
42<br />
63<br />
71<br />
73<br />
Zulassungen<br />
ABS<br />
siehe Abschnitt Q<br />
E 11













