

Betriebsanleitung - EWM Hightec Welding GmbH
Betriebsanleitung - EWM Hightec Welding GmbH
Betriebsanleitung - EWM Hightec Welding GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Aufbau und Funktion<br />
WIG-Schweißen<br />
5.8.7.7 Pulsen, Funktionsabläufe<br />
5.8.7.8 Puls-Automatik<br />
Die Pulsautomatik kommt insbesondere beim Heftschweißen und Punkten von Werkstücken zum<br />
Einsatz. Durch die stromabhängige Pulsfrequenz und -balance wird eine Schwingung im Schmelzbad<br />
angeregt, die die Luftspaltüberbrückbarkeit positiv beeinflusst. Die erforderlichen Pulsparameter werden<br />
von der Gerätesteuerung automatisch vorgegeben.<br />
Bedienelement Aktion Ergebnis<br />
Anwahl WIG-Pulsautomatik<br />
Drucktaste „WIG-Pulsen“ betätigen bis Signalleuchte WIG-<br />
Pulsautomatik leuchtet<br />
5.8.8 WIG-activArc-Schweißen<br />
Das <strong>EWM</strong>-activArc-Verfahren sorgt durch das hochdynamische Reglersystem dafür, dass bei<br />
Abstandsänderungen zwischen Schweißbrenner und Schmelzbad, z. B. beim manuellen Schweißen, die<br />
eingebrachte Leistung nahezu konstant bleibt. Spannungsverluste infolge einer Verkürzung des<br />
Abstandes zwischen Brenner und Schmelzbad werden durch einen Stromanstieg (Ampere pro Volt - A/V)<br />
kompensiert und umgekehrt. Dadurch wird ein Festkleben der Wolframelektrode im Schmelzbad<br />
erschwert und die Wolframeinschlüsse werden reduziert. Besonders vorteilhaft ist dies beim<br />
Heftschweißen und Punkten!<br />
Bedienelement Aktion Ergebnis Anzeige<br />
Anwahl Parameter activArc<br />
-<br />
n x Betätigen bis LED blinkt<br />
• Parameter einschalten<br />
• Parameter ausschalten<br />
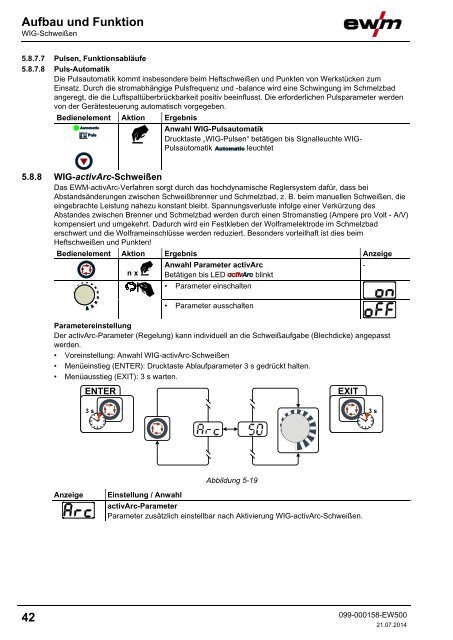
Parametereinstellung<br />
Der activArc-Parameter (Regelung) kann individuell an die Schweißaufgabe (Blechdicke) angepasst<br />
werden.<br />
• Voreinstellung: Anwahl WIG-activArc-Schweißen<br />
• Menüeinstieg (ENTER): Drucktaste Ablaufparameter 3 s gedrückt halten.<br />
• Menüausstieg (EXIT): 3 s warten.<br />
ENTER<br />
EXIT<br />
3 s<br />
3 s<br />
Abbildung 5-19<br />
Anzeige<br />
Einstellung / Anwahl<br />
activArc-Parameter<br />
Parameter zusätzlich einstellbar nach Aktivierung WIG-activArc-Schweißen.<br />
42<br />
099-000158-EW500<br />
21.07.2014














