

Einteilung Fertigungstechnik DIN 8580

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
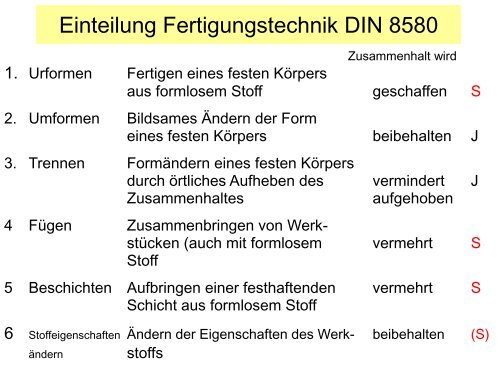
<strong>Einteilung</strong> <strong>Fertigungstechnik</strong> <strong>DIN</strong> <strong>8580</strong><br />
Zusammenhalt wird<br />
1. Urformen Fertigen eines festen Körpers<br />
aus formlosem Stoff geschaffen S<br />
2. Umformen Bildsames Ändern der Form<br />
eines festen Körpers beibehalten J<br />
3. Trennen Formändern eines festen Körpers<br />
durch örtliches Aufheben des vermindert J<br />
Zusammenhaltes<br />
aufgehoben<br />
4 Fügen Zusammenbringen von Werkstücken<br />
(auch mit formlosem vermehrt S<br />
Stoff<br />
5 Beschichten Aufbringen einer festhaftenden vermehrt S<br />
Schicht aus formlosem Stoff<br />
6 Stoffeigenschaften Ändern der Eigenschaften des Werk- beibehalten (S)<br />
ändern stoffs
Urformen<br />
1.1. aus dem flüssigen Zustand<br />
(Gießen, vorwiegend von Metallen)<br />
1.2. aus dem plastischen Zustand<br />
(Spritzgießen von Kunststoffen)<br />
1.3. aus dem breiigen Zustand<br />
(keramische Schlicker)<br />
1.4. aus dem körnigen oder pulverförmigen Zustand<br />
(Pressen, zusätzlich häufig Sintern, Brennen<br />
Keramik, hochschmelzende Metalle)<br />
1.5. aus dem span- oder faserförmigen Zustand<br />
.<br />
.<br />
1.8. aus dem gas- oder dampfförmigen Zustand<br />
1.9. aus dem ionisierten Zustand
Schmelzen und Erstarren von Legierungen<br />
Modellsystem: Eutektisches System Sn/Pb<br />
(Andere Systeme als eutekische sind möglich, aber nicht so bedeutend)<br />
enges breites enges Erstarrungsintervall
Das eutektische System/Gefüge<br />
Eutektische Systeme (griech. gut schmelzend) haben einen einheitlichen<br />
Schmelzpunkt im Tripelpunkt a + b + Schmelze. Die Abkühlungskurve<br />
hat einen Haltepunkt.<br />
Während des Erstarrungsvorgangs findet eine Umverteilung der Komponenten<br />
durch Diffusion statt. A verläßt die Bereiche in denen b entsteht<br />
und umgekehrt. Die Diffusionsprozesse laufen mit der Erstarrung ab<br />
B B A A B B A A B B<br />
Es entsteht das typische lamellare<br />
Gefüge einer eutektischen Legierung<br />
a b a b a
Über/Untereutektische Gefüge<br />
Untereutektische Systeme beginnen die Erstarrung mit der Entstehung<br />
der a-Phase aus der Schmelze. Die Schmelze verarmt an A (reichert sich<br />
an mit B); die Erstarrungstemperatur fällt kontinuierlich bis die eutektische<br />
Zusammensetzung erreicht ist. Der Rest der Schmelze kristallisiert dann<br />
bei konstanter Temperatur mit eutektischem Gefüge. Übereutektische Systeme<br />
erstaren analog, jedoch kristallisiert zuerst b-Phase aus<br />
Das charakterristische Gefüge eines<br />
untereutektischen Systems mit a-Phase<br />
und Eutektikum<br />
Übereutektisches System, b-Phase<br />
mit Eutektikum
Kristallisation aus der Schmelze<br />
Zur Einleitung der Bildung von Kristallen muß:<br />
• ein Keim vorhanden sein<br />
homogene Keimbildung: der Keim besteht<br />
aus der neuen Phase<br />
heterogene Keimbildung: der Keim besteht<br />
aus einem Fremdkörper<br />
Ohne Vorhandensein eines Keims kann Kristallisation unterbleiben, auch<br />
wenn die Umwandlungstemperatur erheblich unterschritten ist<br />
Sinngemäß gilt dies auch für alle anderen Phasenumwandlungen,<br />
(oft auch für beide Richtungen)<br />
Damit ein Keim zum Kristall wächst muß:<br />
•Material zum Wachstumsort gelangen<br />
(diffundieren)<br />
•die latente Umwandlungswärme ab- oder<br />
zugeführt werden<br />
Fehlende Diffusionsmöglichkeit unterbindet in der Regel die Kristallisation
Keimbildungsgeschwindigkeit<br />
Temperaturabhängigkeit der Keimbildung<br />
Grundsätzlich können sich<br />
mit zunehmender Unterkühlung<br />
Keime leichter bilden, weil dann<br />
auch sehr kleine Keime schon<br />
stabil sind.<br />
Da aber auch die Energie in der<br />
Schmelze absinkt, wird die<br />
Keimbildung bei starker<br />
Unterkühlung wieder erschwert.<br />
Durch diese gegenläufigen Trends<br />
gibt es ein Maximum der<br />
Keimbildungsgeschwindigkeit in<br />
Abhängigkeit<br />
von der Unterkühlung<br />
Unterkühlung - T<br />
Unterkühlung
Wachstum von Kristallen gleichgewichtsfern<br />
Bei starker Unterkühlung spielt die die Abfuhr der Kristallisationswärme<br />
keine geschwindigkeitsbestimmende Rolle mehr.<br />
Auch Gebilde mit großer spezifischer Oberfläche sind nun<br />
thermodynamisch stabil.<br />
Außerdem wird die<br />
Kristallwachstumsgeschwindigkeit bei<br />
zunehmender Unterkühlung durch die<br />
Verlangsamung der Diffusion limitiert.<br />
Dadurch werden die besser zugänglichen<br />
Ecken und Kanten zusätzlich bevorzugt<br />
Nebenstehend ein Beispiel eines dendritischen<br />
Kristallwachstums aus der unterkühlten<br />
Silikatschmelze einer keramischen Glasur.<br />
Ein bekannteres Beispiel sind Schneekristalle
Wachstum von Kristallen gleichgewichtsnah<br />
Bei geringer Unterkühlung ist die Diffusion noch gut möglich;<br />
Material gelangt ohne Probleme an die Flächen des wachsenden Kristalls<br />
In der Nähe der Gleichgewichtstemperatur (T 0) ist dafür die Abfuhr<br />
der Kristallisationswärme geschwindigkeitsbestimmend.<br />
Wie zuvor abgeleitet, sind in der Nähe der Gleichgewichtstemperatur<br />
Gebilde<br />
mit großer spezifischer Oberfläche thermodynamisch nicht stabil. Äste,<br />
die zu weit<br />
in die Schmelze hineinragen, schmelzen wieder ab<br />
Deswegen findet das Kristallwachstum in Gleichgewichtsnähe auf der<br />
Fläche statt. Filigrane dentritische Strukturen sind nicht existenzfähig.<br />
Es entstehen eher kompakte Kristalle:
Wachstum von Kristallen (Zusammenfassung)<br />
Diffusionsgeschwindigkeit<br />
Kristallwachstum<br />
Einflüsse auf das<br />
Kristallwachstum<br />
schematisch dargestellt<br />
Die Diffusionsgeschwindigkeit<br />
sinkt exponentiell<br />
mit der Temperatur<br />
Die Wärmeabfuhr verbessert<br />
sich mit wachsender<br />
Unterkühlung<br />
Unterkühlung T<br />
Die Summe beider Effekte ergibt ein Maximum der Kristallwachstumsgeschwindigkeit<br />
unterhalb der Gleichgewichtstemperatur der<br />
Umwandlung bzw. Erstarrung.
Zusammenspiel von Keimbildung und<br />
Kristallwachstum<br />
Geschwindigkeit<br />
Kristallwachstum<br />
Geschwindigkeit<br />
Kristallwachstum<br />
1 2 3<br />
Geschwindigkeit<br />
Keimbildung<br />
Unterkühlu<br />
ng<br />
Geschwindigkeit<br />
Keimbildung<br />
Unterkühlu<br />
ng<br />
Das Maximum von Keimbildungs<br />
und Keimwachstumsgeschwindigkeit<br />
fällt<br />
in der Regel nicht<br />
zusammen<br />
Bei kleinen Diskrepanzen<br />
(Darstellung oben) ist<br />
homogene Keimbildung<br />
dennoch gut möglich.<br />
Große Diskrepanzen (Darstellung<br />
unten) begünstigen<br />
die Glasbildung. Entscheidend<br />
für das Ergebnis der<br />
Erstarrung ist aber die<br />
Abkühlgeschwindigkeit.<br />
Sie bestimmt das Verhältnis<br />
von Keimbildungsrate und<br />
Wachstumsgeschwindigkeit
Feinheit des Erstarrungsgefüges<br />
1 Langsame Abkühlung<br />
Erstarrung bei kleiner Keimbildungsrate<br />
und schnellem Kristallwachstum<br />
grobkörniges Gefüge, wenig Dendriten,<br />
mäßige Festigkeit<br />
2 rasche Abkühlung<br />
Erstarrung bei großer Keimbildungsrate<br />
und langsamem Kristallwachstum<br />
feinkörniges Gefüge, bevorzugt Dendriten<br />
Zusatz von Keimbildnern (Impfkristalle) bringt<br />
den gleichen Effekt (Festigkeitssteigerung)<br />
3 sehr schnelle Abkühlung<br />
(bei Metallen bis zu 10 6 K/s<br />
Bereich der Keimbildung und des Kristallwachstums<br />
wird ohne Kristallisation rasch<br />
durchfahren. Es entsteht ein amorpher<br />
Glaszustand (eingefrorene Schmelze)
Konsequenzen für die Bauteilgestaltung<br />
1 2<br />
Abkühlbedingung<br />
1 2<br />
Unterschiedliche Wandstärken führen zu unterschiedlicher Gefügeausbildung
Besonderheiten des Gußgefüges<br />
1. Abschreckzone<br />
An der Gußstückoberfläche<br />
entstehen<br />
durch heterogene<br />
Keimbildung<br />
die ersten Kristallite.<br />
(feinkristalline<br />
Randzone)<br />
2. Säulenzone<br />
Kristalle geeigneter<br />
Ausrichtung wachsen<br />
senkrecht zur<br />
Oberfläche in die<br />
Schmelze und bilden<br />
eine ausgeprägt<br />
anisotrope Kolumnarstruktur.<br />
exogene Erstarrung<br />
3. Globularzone<br />
Im Inneren des Gußstückes<br />
erfolgt von<br />
der Oberfläche unabhängige<br />
Keimbildung<br />
und ein gleichmäßiges<br />
Wachstum<br />
kugelförmiger<br />
isotroper Kristalle.<br />
endogene Erstarrung
Volumenkontraktion<br />
V<br />
Flüssige Schwindung<br />
Erstarrungsschrumpfung<br />
Volumendefizit<br />
Feste Schwindung<br />
Abkühlung (negative Temperturachse )<br />
Das Volumendefizit kann zu Fehlern im Gussstück führen
Fehler durch Volumenkontraktion<br />
Man versucht, über Speiser oder externen Druck die Flüssigkontraktion und die<br />
Erstarrungsschwindung auszugleichen um Lunker und Einfallstellen zu vermeiden<br />
Eutektische Legierungen wirken sich günstig aus (Material kann nachfließen)<br />
Die feste ( kubische) Schwindung ist bei der Bauteildimensionierung zu<br />
berücksichtigen
Funktion eines Speisers<br />
Speiser oder Steiger<br />
Eingusstrichter<br />
Obere Formhälfte<br />
Untere Formhälfte<br />
Der Lunker bildet sich an der höchsten Stelle – im Speiser<br />
Das Gusstück bleibt lunkerfrei
Metalle für das Gießen (1)<br />
Eisenwerkstoffe Aluminium<br />
* Graphithaltiger Guss EN GJ...<br />
mit Lamellengraphit GJL<br />
mit Vermiculargraphit GJV<br />
mit Kugelgraphit GJS<br />
Temperguss GJM<br />
* Hartguss GJH<br />
* Stahlguss<br />
* mit Silicium EN AC AlSi...<br />
* mit Magnesium EN AC AlMg...<br />
* mit Kupfer EN AC AlCu..<br />
Magnesium<br />
* meist auf Basis von Legierungen mit Aluminium<br />
Al-Gehalte 2-9%
Metalle für das Gießen (2)<br />
Kupferbasis Nickelbasis<br />
* Zinnbronzen (Gleitlager)<br />
* Zinnbleibronzen dto.<br />
* Messing<br />
*Aluminiumbonzen (Schiffsschrauben)<br />
*Manganbronzen dto<br />
* hochtemperaturfeste Werkstoffe<br />
Turbinenschaufeln<br />
Läufer für Abgasturbolader<br />
Zink<br />
* Legierungen mit Al und Cu<br />
Niedrigste Gießtemperatur<br />
Sehr gut gießbar
Gusseisen, Metastabiles und stabiles EKD<br />
Das Fe-C-Diagramm<br />
mit Fe 3 C beschreibt<br />
einen<br />
metastabilen Zustand.<br />
Der stabile Zustand<br />
liegt vor, wenn die<br />
Eisenphasen a und g<br />
direkt im Gleichgewicht<br />
mit Graphit und<br />
nicht mit Zementit<br />
stehen.<br />
Beide Fälle sind in nebenstahendem<br />
Diagramm<br />
eingezeichnet.<br />
Eutektische und eutektoide Zusammensetzung und Temperatur beider<br />
Systeme unterscheiden sich geringfügig
Metastabiles und stabiles EKD II<br />
G<br />
relatives<br />
Minimum<br />
Zementit<br />
globales Minimum<br />
Fe + Graphit<br />
Metastabile Zustände entstehen,<br />
wenn bei der Bildungsreaktion ein<br />
relatives und nicht das globale<br />
Minimum der freien Enthalpie<br />
aufgesucht wird<br />
(z.B. wenn Reaktion A wesentlich<br />
schneller als Reaktion B ist)<br />
Der metastabile Zustand kann in<br />
den stabilen übergehen und der Zementit<br />
in 3Fe + C zerfallen. Dies ist beim<br />
Temperguss der Fall.<br />
Insbesondere dann, wenn es sich bei der Umwandlungsreaktion vom metastabilen zum<br />
stabilen Zustand um eine Festkörperreaktion handelt, kann die Umwandlungsgeschwindigkeit<br />
bei Raumtemperatur (und darüber) sehr klein oder Null werden.
Gusseisen<br />
Fe-C -System, ca 2,5-4,5% C<br />
Schnelle Abkühlung<br />
Cr-oder Mn-Zulegierung<br />
Metastabiles System<br />
Fe + Fe 3 C<br />
weißes Gusseisen auch<br />
als Hartguss bezeichnet<br />
Die<br />
Steuerung<br />
erfolgt primär<br />
beim Erstarren aus<br />
der Schmelze. Der eutektoide<br />
Zerfall liefert<br />
zus. C und<br />
Ferrit oder<br />
Perlit<br />
langsame Abkühlung,<br />
Si-Zulegierung<br />
Stabiles System<br />
Fe + C (Graphit), daher<br />
der Name Grauguss<br />
Steuerung durch Mg, Ce<br />
nachträgliche<br />
Wärmebehandlung<br />
Temper- Sphäro- G. mit Ver- G. mit<br />
Guss Guss mikular- lamellarem<br />
Graphit Graphit
Ausbildung des Graphits und<br />
Eigenschaften des Gusseisens<br />
lamellarer Grahit<br />
im grauen Gusseisen.<br />
(GGL)<br />
Entsteht bei Erstarrung<br />
des stabilen<br />
Systems,<br />
geringe Zugfestigkeit,<br />
spröde, gute<br />
Druckfestigkeit,<br />
gute Dämpfungseigenschaften,<br />
gute<br />
Verschleißeigensch.<br />
(Motorblöcke)<br />
Vermikularer<br />
Graphit<br />
Entsteht wenn<br />
weder lamellarer<br />
noch sphärischer<br />
Graphit<br />
alleine dominiert.<br />
In den Eigenschaften<br />
Kompromiss<br />
aus GGL<br />
und GGG<br />
sphärischer<br />
Graphit im<br />
Sphäroguss<br />
GGG, entsteht bei<br />
Mg- oder Ce-<br />
Zugabe zur<br />
Schmelze. Hohe<br />
Festigkeiten, und<br />
Duktilität.<br />
für hochbeanspruchte<br />
Teile<br />
( Kurbelwellen)<br />
Graphitflocken<br />
im Temperguss<br />
Entsteht aus dem<br />
Zerfall des Zementits<br />
bei der<br />
Wärmebehandlung<br />
von weißem<br />
Gusseisen<br />
Eigenschaften<br />
ähnlich Sphäroguß
Praxisbeispiel Grauguss mit<br />
Lamellengraphit
Praxisbeispiel Sphäroguss
Temperguss<br />
Temperguss ähnelt dem Sphäroguss, wird jedoch über den Umweg des weissen<br />
Gusseisens hergestellt.<br />
Er eignet sich vorwiegend für dünnwandige Bauteile, da diese bevorzugt zunächst<br />
weißes (hartes) Gusseisen bilden.<br />
Durch nachträgliche Wärmebehandlung (Tempern) entsteht aus dem primär<br />
gebildeten weißen Gusseisen der Temperguss mit den typischen flockenartigen<br />
Graphiteinschlüssen<br />
Praxisbeispiel:<br />
Fittings für die<br />
Installation
Praxisbeispiel Hartguss<br />
Hartguss wird in der<br />
Praxis unter anderem als<br />
Strahlgut vewendet<br />
Die hohe Härte kommt<br />
durch den Zemetitanteil<br />
von ca. 50% zu Stande<br />
Im Schliffbild erscheint<br />
der Zementit weiß
Stahlguss<br />
Beim Stahlguss wird im Gegensatz zum Gusseisen keine etwa eutektische FeC-Legierung<br />
sondern kohlenstoffärmerer Stahl vergossen.<br />
• Die Gießtemperaturen sind wesentlich höher, die praktische Ausführung schwieriger<br />
• anspruchsvollere und vielfältigere Werkstoffe als beim Gießen<br />
Beispiel Gehäuse einer Dampfturbine, Gewicht ca. 7,7 t
AlSi-Gusslegierungen<br />
Die meisten im Fahrzeugbau verwendeten Al-Gusslegierungen<br />
basieren auf dem System Al-Si<br />
Untereutektisch<br />
eutektisch<br />
übereutektisch
<strong>Einteilung</strong> der AlSi-Gusslegierungen<br />
untereutektisch<br />
übereutektisch<br />
eutektisch
eutektische Gusslegierung AlSiCu<br />
Zahlreiche Anwendungen eutektischer oder nahezu eutektischer<br />
Legierungen im Fahrzeugbau<br />
z. B Lenkgetriebe<br />
Getriebegehäuse<br />
Halter für Nebenaggregate<br />
Vorteil: gute Gießbarkeit wegen des<br />
Eutektischen Erstarrungsverhaltens<br />
Hier: Gehäuse für Lenkgetriebe aus<br />
einem älteren Audi A4 (kein aktuelles<br />
Modell)
Untereutektische Al-Gusslegierungen<br />
Untereutektische<br />
Legierungen<br />
sind<br />
besonders<br />
zäh und<br />
werden<br />
deshalb für<br />
gegossene<br />
Fahrwerksteile<br />
verwendet
Anwendung übereutektische Al-Legierung<br />
Zylinderkurbelgehäuse<br />
ohne eingegossene<br />
Buchsen<br />
Verschleißbeständige<br />
Laufflächen<br />
durch Überschuss<br />
Silicium<br />
3<br />
2
Mg-Legierungen mit Al<br />
Die Al-Gehalte liegen zwischen 2 und 9%, keine eutektischen Legierungen
Mg-Gusslegierungen um Fahrzeugbau<br />
Getriebegehäuse aus einer Magnesiumlegierung (AZ91hp)
Anwendung Magnesium-Guss<br />
Typische Anwendung: Notebook und Handygehäuse<br />
Im Automobil für Lenkräder, Getriebegehäuse,<br />
Sitzgestelle
Anwendung Bronzeguss<br />
China, ca. 220 v.u.Z<br />
Werkstoff entspricht weitgehend CuSn11Pb2-C, das Dach ist vermutlich nach dem Gießen<br />
am Rand in Stufen mit Zwischenglühung kaltumgeformt
Anwendung CuAl und AlMn-Bronze
Guss von Nickelbasislegieungen<br />
Anwendung: gegossene Nickelbasislegierung für Turbinenschaufel
Zink-Gusslegierungen mit Al
Anwendung von Zink-Gusslegierungen<br />
Filigrane Teile mit guter<br />
Festigkeit<br />
Hohe Kriechempfindlichkeit<br />
Hohes Gewicht