oder GRAPHITE HD SURFACER - RM Paint
oder GRAPHITE HD SURFACER - RM Paint
oder GRAPHITE HD SURFACER - RM Paint

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
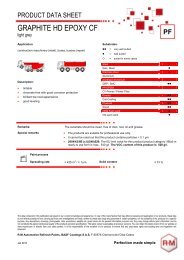
<strong>GRAPHITE</strong> <strong>HD</strong><br />
Lackierprozesse für die CV- Lackierung
<strong>GRAPHITE</strong> <strong>HD</strong> SYSTEM<br />
Lackierprozesse für<br />
die<br />
CV-Lackierung<br />
gemäß der EU Decopaint-Richtlinie 2004/42/IIB<br />
Januar 2013<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Jan 2013<br />
Perfektion einfach gemacht
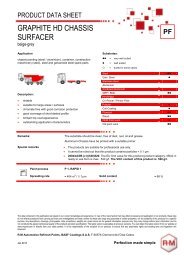
Vorbehandlung<br />
A 4.1<br />
Stahl<br />
Rostfreier Stahl (Inox)<br />
Strahlen<br />
Reinigen:<br />
Ausführung:<br />
Rauhtiefe:<br />
Reinheitsgrad:<br />
Nachreinigen:<br />
Grundreinigung mit Dampfstrahlgerät<br />
Wolkig gestrahlt nach DIN 55 928, Teil 4<br />
50 µm<br />
Sa 2 ½<br />
nur abblasen<br />
Mechanisch:<br />
Reinigen:<br />
Schleifen:<br />
Reinigen:<br />
Reinheitsgrad:<br />
Entfetten mit PK 1000<br />
maschinell anschleifen mit P 150<br />
Mit PK 2000 nachreinigen.<br />
St 3 nach DIN 55928, Teil 4<br />
heller Putzlappen darf sich nicht mehr durch Schleifstaub dunkel<br />
verfärben<br />
Achtung<br />
Rostfreien Stahl (Inox) besonders intensiv anschleifen.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Allgemeine Hinweise<br />
A<br />
1. Produktliste<br />
2. Übersicht Verarbeitungspiktogramme<br />
3. Vorbehandlung<br />
3.1 Grundreinigung<br />
3.2 Chemische Vorbehandlung<br />
3.3 Mechanische Vorbehandlung<br />
3.3.1 Stahl<br />
3.3.2 Aluminium<br />
3.3.3 Verzinkte Bleche<br />
3.3.4 Kunststoff<br />
3.3.5 Schleifmittel<br />
4. Ausführung der Vorbehandlung<br />
4.1 Stahl, rostfreier Stahl<br />
4.2 Aluminium<br />
4.3 Verzinkter Stahl<br />
4.4 Kunststoff<br />
4.5 Beschichtete Untergründe<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Produktliste<br />
A 1<br />
REINIGUNGSMITTEL<br />
PRE KLEANO 700, Reinigungsmittel PK 700 SV20-0240<br />
PRE KLEANO 1000, Entfettungsmittel wäßrig PK 1000 SV66-020F<br />
PRE KLEANO 2000, Reinigungsmittel wäßrig PK 2000 SV66-040F<br />
Spachtel<br />
STOP MULTI<br />
100:3 PUTTY HARDENER<br />
STOP FILLER II<br />
1,4 kg mischen mit 50 ml STOP FILLER HARDENER<br />
SP66-128F<br />
AS28-7017<br />
GRUNDMATERIALIEN<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER CF<br />
100:50 <strong>GRAPHITE</strong> <strong>HD</strong> ACTIVATOR, SLOW<br />
und 10 % <strong>GRAPHITE</strong> <strong>HD</strong> THINNER<br />
<strong>GRAPHITE</strong> <strong>HD</strong> WASH FILLER<br />
100:100 <strong>GRAPHITE</strong> <strong>HD</strong> ACTIVATOR, SLOW<br />
<strong>GRAPHITE</strong> <strong>HD</strong> ETCH PRIMER FILLER CF<br />
100:50 <strong>GRAPHITE</strong> <strong>HD</strong> ACTIVATOR for ETCH PRIMER FILLER CF,<br />
und 20 % <strong>GRAPHITE</strong> <strong>HD</strong> THINNER<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CHASSIS <strong>SURFACER</strong><br />
100:20:20 mit UNDERCOAT HARDENER H 360, H 310<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER FILLER MP<br />
100:25:25 mit UNDERCOAT HARDENER H 360, H 310<br />
und <strong>GRAPHITE</strong> <strong>HD</strong> THINNER-<br />
<strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
100:50:10 mit <strong>SURFACER</strong> HARDENER H 380<br />
und <strong>GRAPHITE</strong> <strong>HD</strong> THINNER-<br />
TRANSPARENT-SEALER CP<br />
100:50 mit UNDERCOAT HARDENER H 360, H 310<br />
und 30 % <strong>GRAPHITE</strong> <strong>HD</strong> THINNER-<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY<br />
100:25:25 <strong>GRAPHITE</strong> <strong>HD</strong> EPOXY HARDENER<br />
und <strong>GRAPHITE</strong> <strong>HD</strong> THINNER-<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY CF<br />
100:25:25 <strong>GRAPHITE</strong> <strong>HD</strong> EPOXY HARDENER<br />
und <strong>GRAPHITE</strong> <strong>HD</strong> THINNER-<br />
AS50-1938<br />
AS50-1962<br />
AS50-7938<br />
AS56-7223<br />
AS56-7202<br />
AS56-0208<br />
AS56-0011<br />
AS43-7961<br />
AS43-7962<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Produktlist<br />
A 1<br />
DECKLACK<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
100:25:25 mit <strong>GRAPHITE</strong> <strong>HD</strong> TOPCOAT HARDENER, H 300, H 350<br />
und <strong>GRAPHITE</strong> <strong>HD</strong> THINNER-<br />
<strong>GRAPHITE</strong> <strong>HD</strong> + G<strong>HD</strong> MATTING PASTE<br />
100:25:25 mit <strong>GRAPHITE</strong> <strong>HD</strong> TOPCOAT HARDENER, H 300, H 350<br />
und <strong>GRAPHITE</strong> <strong>HD</strong> THINNER-<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CV 12<br />
1-Schicht-Metallic, weiß-aluminium<br />
100:25:25 mit <strong>GRAPHITE</strong> <strong>HD</strong> TOPCOAT HARDENER, H 300, H 350<br />
und <strong>GRAPHITE</strong> <strong>HD</strong> THINNER- GV100<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CHASSISMIX<br />
Als Ein- und Zweischicht-System einsetzbar / siehe techn. Merkblatt<br />
AT04 -<br />
AT04 – AZ19-0193<br />
AU04 - 9006<br />
AT92-7100<br />
<strong>GRAPHITE</strong> <strong>HD</strong> MISCHLACK CV 35 M AV04-0350<br />
<strong>GRAPHITE</strong> <strong>HD</strong> AIRLESS MISCHLACK CV 38 M AV04-0380<br />
KLARLACK<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CLEAR<br />
300:100:100 mit <strong>GRAPHITE</strong> <strong>HD</strong> TOPCOAT HARDENER H 350 / 300<br />
und <strong>GRAPHITE</strong> <strong>HD</strong> THINNER-<br />
AV04-0100<br />
ZUSATZMITTEL<br />
<strong>GRAPHITE</strong> <strong>HD</strong> ADDITIVE SF<br />
<strong>GRAPHITE</strong> <strong>HD</strong> DECO A<br />
<strong>GRAPHITE</strong> <strong>HD</strong> MATTING PASTE<br />
<strong>GRAPHITE</strong> <strong>HD</strong> TEXTURING AGENT<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CV Grundiertönpaste<br />
FLEXPRO<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CHASSISMIX<br />
AZ19-0199<br />
AZ15-0101<br />
AZ19-0191<br />
AZ19-0193<br />
AZ17-9108<br />
AZ58-0001<br />
AT92-7100<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Produktlist<br />
A 1<br />
HÄRTER FÜR SPACHTEL<br />
STOP FILLER HARDENER<br />
für STOP FILLER II<br />
PUTTY HARDENER<br />
für STOP MULTI<br />
SC40-023F<br />
SC40-324F<br />
HÄRTER FÜR GRUNDMATERIAL, GRUNDFÜLLER EP UND WASHPRIMER<br />
<strong>GRAPHITE</strong> <strong>HD</strong> ACTIVATOR, SLOW<br />
für <strong>GRAPHITE</strong> <strong>HD</strong> PRIMER CF, <strong>GRAPHITE</strong> <strong>HD</strong> WASH<br />
<strong>GRAPHITE</strong> <strong>HD</strong> ACTIVATOR for G<strong>HD</strong> ETCH PRIMER FILLER CF<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY HARDENER<br />
für <strong>GRAPHITE</strong> <strong>HD</strong>-<br />
<strong>GRAPHITE</strong> <strong>HD</strong> HARDENER, FAST<br />
für TRANSPARENT-SEALER CP,<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CHASSIS <strong>SURFACER</strong><br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER FILLER MP,<br />
<strong>GRAPHITE</strong> <strong>HD</strong> HARDENER, STANDARD<br />
für TRANSPARENT-SEALER CP,<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CHASSIS <strong>SURFACER</strong><br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER FILLER MP,<br />
<strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> HARDENER<br />
für <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
PUR-Acryl-Härter Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong> TOPCOAT HARDENER FAST<br />
für <strong>GRAPHITE</strong> <strong>HD</strong>-,<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CLEAR<br />
<strong>GRAPHITE</strong> <strong>HD</strong> TOPCOAT HARDENER STANDARD,<br />
für <strong>GRAPHITE</strong> <strong>HD</strong>-,<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CLEAR<br />
VERDÜNNUNGEN<br />
H 310<br />
H 360<br />
H 380<br />
H 300<br />
H 350<br />
SC10-0323<br />
SC10-0350<br />
SC60-0618<br />
SC20-0108<br />
SC20-0106<br />
SC20-0238<br />
SC20-300F<br />
SC20-350F<br />
<strong>GRAPHITE</strong> <strong>HD</strong> THINNER FAST GV100 SV41-061F<br />
<strong>GRAPHITE</strong> <strong>HD</strong> THINNER STANDARD GV200 SV41-062F<br />
<strong>GRAPHITE</strong> <strong>HD</strong> THINNER SLOW GV300 SV41-063F<br />
<strong>GRAPHITE</strong> <strong>HD</strong> THINNER VERY SLOW GV400 SV41-064F<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Verarbeitungspiktogramme<br />
A 2<br />
Vorbehandlung<br />
Technische Information<br />
Reinigen<br />
Viskosität einstellen<br />
siehe Merkblatt<br />
Verarbeitungsviskosität<br />
Mischen<br />
Wasserverdünnbar<br />
Mischverhältnis<br />
2 Komponenten<br />
Verarbeiten<br />
Mischverhältnis<br />
3 Komponenten<br />
Meßstab<br />
Härterzugabe<br />
Fließbecherpistole Saugbecherpistole UB-Pistole Spritzgänge<br />
Spachteln Streichen Rollen Airless<br />
Spraydose<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Verarbeitungspiktogramme<br />
A 2<br />
Trocknen<br />
Diverse<br />
Ablüften Trockenzeit Infrarot<br />
Lagern<br />
Aufrühren<br />
Aufrühren in der<br />
Mischmaschine<br />
Farbton vergleichen Beispritzen Eingeschränktes<br />
Deckvermögen<br />
Frostfrei lagern Kühl lagern Vor Feuchtigkeit<br />
schützen<br />
Weiterarbeiten<br />
Gebinde<br />
verschließen<br />
Lagerdauer<br />
Schleifen von<br />
Hand / naß<br />
Schleifen von Hand /<br />
trocken<br />
Exzenterschleifer /<br />
naß<br />
Exzenterschleifer /<br />
trocken<br />
Schwingschleifer /<br />
naß<br />
Schwingschleifer /<br />
trocken<br />
Polieren<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 3<br />
3.1 Grundreinigung<br />
Die Qualität der Lackierung beginnt mit der richtigen Vorbehandlung des Untergrundes. Die Grundreinigung ist der<br />
erste Schritt, d.h. Entfernen sämtlicher Verunreinigungen. Teilweise sind spezielle Zusätze (Additive) zum Lösen von<br />
Schutzwachsen erforderlich.<br />
Der letzte Waschgang jedoch muss mit klarem Wasser ausgeführt werden; am besten mit dem<br />
Hochdruck-Dampfstrahl-Gerät.<br />
Vorbehandlung<br />
Wir unterscheiden zwischen zwei Vorbehandlungsarten:<br />
3.2 Die chemische Vorbehandlung<br />
3.2.0 Die saure Vorbehandlung<br />
3.2.1 Die alkalische Entfettung/Vorbehandlung<br />
Diese Vorbehandlungsmittel werden mit dem Hochdruck-Dampfstrahlgerät angewendet. Zu unterscheiden sind:<br />
Reinigungs- u. Phosphatiermittel in 1 Arbeitsprozess.<br />
Fe-Phosphatierung und Zinkphosphatierung:<br />
Beide sind sogenannte 2-Phasen-Vorbehandlungsmittel. 1. Phosphatierungsauftrag, 2. Schritt nachspülen. Hier sind<br />
unbedingt die Herstellangaben zu beachten.<br />
Die chemische Vorbehandlung wird vorwiegend bei Aluminium und Stahl angewendet.<br />
Das Einsprühen mit dem Vorbehandlungsmittel wird von unten nach oben ausgeführt, so wird die gleichmäßige<br />
Einwirkung der sauren Vorbehandlungsmittel sichergestellt.<br />
Innerhalb von 15 Min. führt die Säure einen Beizangriff auf die Metalloberfläche aus, dies dient dem Zweck<br />
haftungsfeindliche Stoffe aus der Metalloberfläche zu entfernen. Die Umsetzungsprodukte, Säure + losgelöste<br />
Verunreinigungen bilden einen wasserlöslichen Schaum, der nicht eintrocknen darf und von der Oberfläche<br />
gründlich abgewaschen werden muss. Am sichersten und schnellsten mit dem Heißwasser-Hochdruck-<br />
Dampfstrahlgerät.<br />
Auf dieser feinporigen, dünnschichtig phosphatierten Oberfläche haften die R-M Grundfüller ausgezeichnet.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 3<br />
3.3 Die mechanische Vorbehandlung<br />
3.3.1 / 3.3.2 Stahl und Aluminium<br />
Die mechanische manuelle Vorbehandlung für Aluminium und Stahl ist sehr aufwendig. Für Stahlteile, z.B. das<br />
Fahrgestell, ist das Abstrahlen mit Strahlgut der Korngröße 0,2 - 0,5 mm die effektivste Methode der Vorbehandlung.<br />
Für das Strahlen von Aluminium darf nur eisenfreies Strahlgut, z. B. Glasperlen verwendet werden. Als Rauhtiefe ist<br />
max. 50 µm anzustreben.<br />
Kann das Abstrahlen <strong>oder</strong> die chemische Vorbehandlung nicht angewendet werden, bleibt nur das Entfetten mit<br />
Entfetter PK1000 und das manuelle mechanische Anschleifen + Entrosten, anschließend mit PK 2000 nachreinigen.<br />
Dies ist nicht nur wesentlich zeitraubender als das Abstrahlen, sondern auch mühseliger; dabei voller Risiken, denn<br />
eine nachlässige Ausführung der Vorbehandlung ist hierbei schnell passiert.<br />
Jede Schweißnahtecke <strong>oder</strong> Sicke muss intensiv gereinigt bzw. angeschliffen werden. Empfehlenswert ist daher der<br />
Einsatz von rotierenden Stahlbürsten für diese Problemzonen. Eine weitere wichtige Funktion muss das<br />
Blechreinigungsmittel erfüllen.<br />
Wasserlösliche Salze, Fette, Öle, Oxyde, Metallspäne und andere Verunreinigungen sollen gelöst bzw.<br />
abgewaschen werden.<br />
3.3.3 Verzinkte Bleche:<br />
Stahl kann auf 3 verschiedene Weisen verzinkt werden. Dies muss bei der Vorbehandlung berücksichtigt werden<br />
(siehe auch 5.3)<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 3<br />
3.3.4 Kunststoffe<br />
Die letzte Gruppe des Themas betrifft die Kunststoffe.<br />
Im CV-Bereich werden überwiegend glasfaser-verstärkte Polyesterkunststoffe unterschiedlichster<br />
Herstellungsverfahren eingesetzt.<br />
Eine porenfreie Version sind SMC - Teile (Sheet Moulding Compound). Sie werden aus glasfasergefüllten<br />
Polyesterplatten hergestellt, die mit hohem Druck und erhöhten Temperaturen gepresst werden.<br />
Temperaturbelastung bis 160°C möglich.<br />
Eine andere Variante sind handlaminierte GFK-Teile, die in einer Form ohne erhöhten Druck hergestellt werden.<br />
Diese sind porös und nicht temperaturbelastbar:<br />
Die während der Herstellung eingeschlossenen Luftblasen öffnen sich ab 50 °C Temperaturbelastung. Aus diesem<br />
Grund ist es sinnvoll, bei solchen Teilen auf eine beschleunigte Trocknung im Ofen zu verzichten, <strong>oder</strong> vor dem<br />
Lackierprozess zu tempern 30 Min. 60°C Objekt.<br />
Besondere Sorgfalt ist bei der Lackierung von PUR- und PP/EPDM- Kunststofftypen notwendig: Beide<br />
Kunststofftypen müssen sorgfältig mit PK 1000 vorgereinigt werden. Dann vorsichtig mit der Körnung P600<br />
anschleifen und mit PK 1000 nachreinigen. Ein Tempern, 60min bei 50 C, kann Haftstörungen durch Ausschwitzen<br />
von Trennmitteln verhindern. Nach dem Tempern mit PK 1000 nachreinigen.<br />
Vor der eigentlichen Lackierung muss ein Haftvermittler aufgetragen werden, der anschließend aufgetragene Füller<br />
und Decklack muss ausreichend elastifiziert werden.<br />
Stark verwitterte <strong>oder</strong> gerissene Lackierungen müssen soweit abgeschliffen werden, bis man auf gesunde Schichten<br />
kommt.<br />
Anmerkung:<br />
Die Lackierung von PP/EPDM - Kunststoffteilen ist nicht risikofrei:<br />
PP/EPDM - Kunststoffe sind Mischungen aus nicht lackierfähigem Polypropylen (PP) und lackierfähigem Ethylen-<br />
Propylen-Dien-Mischpolymeren (EPDM). Überwiegt der PP-Anteil ist der Kunststoff nicht lackierfähig.<br />
Die Gewähr für eine konstante Kunststoffzusammensetzung kann vom Teilehersteller nicht angegeben werden.<br />
Aus diesem Grund kann die Fa. <strong>RM</strong> bei eventuell auftretenden Haftungsstörungen auf PP/EPDM - Teilen keine<br />
Haftung übernehmen.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 3<br />
3.4 Schleifmittel<br />
Als Schleifkorn wird Aluminiumoxyd <strong>oder</strong> Siliciumcarbid eingesetzt. Nach der FEPA - Norm hergestellte Papiere gibt<br />
es im Körnungsbereich von P 16-P 1200.<br />
Schleifpapiere werden elektrostatisch beschichtet, dadurch wird eine sehr gleichmäßige Ausrichtung der<br />
Schleifmittel mit der Spitze nach oben erreicht und die Schleifpapiere wirken intensiver.<br />
Die P-Papiere gibt es auf verschiedenen Schleifkornträgern, die Buchstabenbezeichnung A-E gibt die Stärke des<br />
Schleifkornträgers an.<br />
Schleifkornträger<br />
Papier<br />
A-Papier<br />
B-Papier<br />
C-Papier<br />
D-Papier<br />
E-Papier<br />
ca. 70 g/m 2 sehr dünn<br />
ca. 100 g/m 2 dünn<br />
ca. 120 g/m 2 mittel<br />
ca. 150 g/m 2 dick<br />
ca. 220 g/m 2 sehr dick<br />
Leinen<br />
J-Gewebe ist flexibel<br />
X-Gewebe ist steif<br />
Fiber<br />
0,6 mm - 0,8 mm stark<br />
Gegenüberstellung der Kornfeinheit der bisher eingesetzten Typen und dem P-Papier:<br />
Normal-Papier: 180/220 240 280 320 360 400 600<br />
P-Papier: 180/220/240 280/320 360/400 500 600 800/1000 120<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 4.1<br />
Stahl<br />
Rostfreier Stahl (Inox)<br />
Strahlen<br />
Reinigen:<br />
Ausführung:<br />
Rauhtiefe:<br />
Reinheitsgrad:<br />
Nachreinigen:<br />
Grundreinigung mit Dampfstrahlgerät<br />
Wolkig gestrahlt nach DIN 55 928, Teil 4<br />
50 µm<br />
Sa 2 ½<br />
nur abblasen<br />
Mechanisch:<br />
Reinigen:<br />
Schleifen:<br />
Reinigen:<br />
Reinheitsgrad:<br />
Entfetten mit PK 1000<br />
maschinell anschleifen mit P 150<br />
Mit PK 2000 nachreinigen.<br />
St 3 nach DIN 55928, Teil 4<br />
heller Putzlappen darf sich nicht mehr durch Schleifstaub dunkel<br />
verfärben<br />
Achtung<br />
Rostfreien Stahl (Inox) besonders intensiv anschleifen.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 4.2<br />
Aluminium<br />
weich, mittel, hart<br />
Mechanisch<br />
Reinigen:<br />
Schleifen:<br />
Alu-Profile:<br />
Reinigen<br />
Entfetten mit <strong>RM</strong> - Blechreinigungsmittel PK1000<br />
Fläche anschleifen mit P 150<br />
Fugen, Sicken und Nieten mit rotierender rostfreier Stahlbürste<br />
<strong>oder</strong> Messingbürste anschleifen<br />
Fläche abblasen (Schleifstaub)<br />
Fugen und Sicken gesondert ausblasen und mit Korflexbürste<br />
nachreinigen<br />
intensiv nachwischen mit PK 2000<br />
heller Putzlappen darf sich nicht mehr durch Schleifstaub dunkel<br />
verfärben<br />
Chemisch<br />
Produkt:<br />
Wichtig:<br />
z.B. Primalu 410, Eskaphor AB 820 <strong>oder</strong> andere geeignete<br />
Materialien, Herstellerangaben beachten.<br />
Nicht antrocknen lassen, mit Dampfstrahlgerät ohne Zusatzmittel<br />
nachwaschen.<br />
Achtung<br />
Achtung<br />
Eloxiertes Aluminium ist in den meisten Fällen nicht dauerhaft lackierbar.<br />
Aluminiumlackierung und Temperaturwechsel<br />
Die Bildung von Schwitzwasser entsteht bei Temperaturdifferenzen zwischen der<br />
Umluft und der Objekttemperatur des zu lackierenden Teiles (Taupunkt).<br />
Für die Praxis heißt das, daß Fahrzeuge, die nach nächtlicher Abkühlung zum<br />
Lackieren in die beheizte Spritzkabine gefahren werden, den Taupunkt unterschreiten.<br />
Dadurch entsteht ein Feuchtigkeitsfilm auf dem Aluminium, der mit bloßem Auge nicht<br />
zu erkennen ist. Dieser ist die Ursache für späteren Haftungsverlust.<br />
Die einzige Möglichkeit, diese Schwitzwasserbildung zu vermeiden, ist, die Fahrzeuge<br />
ca. 16 h bei Hallentemperatur und max. 75 % rel. Luftfeuchte zu temperieren, dieser<br />
Zustand kann auch mit einer forcierten Trocknung von 2 h bei 50°C erreicht werden.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 4.2<br />
Rostfreie Stahlbürste<br />
Wichtig für das Handling: Durchmesser des VA-Drahtes und die Länge<br />
Max. Durchmesser:<br />
ca. 80 mm<br />
Besatzlänge:<br />
23 – 30 mm<br />
Drahtstärke: 0,2 mm<br />
Breite:<br />
18 – 20 mm<br />
Korflexbürste<br />
Kunststoffmischung der Borsten die bis 3000 U/Min. keine Erweichung/Anlösung infolge der Wärmeentwicklung erfährt.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 4.3<br />
verzinkter Stahl<br />
elektrolytisch<br />
verzinkter Stahl<br />
ca. 5 µm*<br />
Aussehen:<br />
Reinigen:<br />
hellgraue gleichmäßige Oberfläche<br />
(mit Schleifvlies abschleifbar)<br />
reinigen mit Blechreinigungsmittel PK1000 – nachreinigen mit<br />
PK 2000<br />
sendzimir<br />
verzinkter Stahl<br />
ca. 15 µm<br />
Aussehen:<br />
Reinigen:<br />
silbergraue, schattierte Zinkblume<br />
reinigen mit Schleifvlies (Pad) grau und Blechreinigungsmittel<br />
PK1000<br />
feuer verzinkter<br />
Stahl<br />
ca. 25 µm<br />
Aussehen:<br />
Reinigen:<br />
glänzende, stark strukturierte Zinkblume<br />
reinigen mit Schleifvlies (Pad) grau und 3%iger Ammoniaklösung<br />
(Salmiakgeist) + Tropfen Spüli / Pril.<br />
Nachwaschen mit heißem Wasser (eventuell Zinkblume köpfen).<br />
Vorbehandlung<br />
Spritzverzinkung<br />
Aussehen:<br />
Reinigen:<br />
glänzende, poröse Zinkstruktur<br />
Mit Hochdruckreiniger und 3%iger Ammoniaklösung<br />
(Salmiakgeist) + Tropfen Spüli/Pril.<br />
Nachwaschen mit heißem Wasser (eventuell Zinkstruktur<br />
köpfen).<br />
Trocknung 30 Min 50°C<br />
* Die heutige Fertigungstechnik erlaubt wahlweise Schichtdicken der Verzinkung von 5 - 25 µm. Diese<br />
Verzinkungen sind nicht mit dem Schleifvlies abschleifbar vom Trägerwerkstoff Stahl.<br />
Die Porosität dieser Verzinkung erschwert das Entfetten sehr, so daß nur eine alkalische Dampfstrahlentfettung<br />
ausreichend für die nachfolgende Beschichtung mit Grundierung <strong>oder</strong> Grundfüller ist.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 4.4<br />
Kunststoff<br />
GfK/SMC<br />
(Glasfaserverstärkter<br />
Kunststoff)<br />
(Sheet Moulding<br />
Compounds)<br />
Reinigen:<br />
Schleifen:<br />
Reinigen:<br />
Trennmittel abwaschen mit PK 1000<br />
Anschleifen mit Körnung P 180 – 240<br />
Nachreinigen mit PK 2000<br />
PP-EPDM<br />
PUR-RIM<br />
PA<br />
PC/PBT<br />
PC/PBTP<br />
Reinigen:<br />
Schleifen:<br />
Reinigen:<br />
Reinigung mit PK 1000<br />
Anschleifen mit Körnung P 600 <strong>oder</strong> Schleifvlies grau<br />
Nachreinigen mit PK 1000<br />
Achtung<br />
Achtung<br />
PP-Polypropylen und PE-Polyethylen sind nur bedingt lackierbar.<br />
Teroson Kunststoffreparatursystem<br />
Die Informationen erhalten Sie bei der Hotline Henkel Teroson GmbH Deutschland,<br />
Tel. 06221-704295.<br />
Customer Service außerhalb Deutschlands:<br />
C. Waag-Günbel<br />
Tel.: ++49/6221-704534<br />
Fax: ++49/6221-705265<br />
Nach der Kunststoffreparatur kann mit dem Lackierprozeß P 4 fortgefahren werden.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Vorbehandlung<br />
A 4.5<br />
Beschichtete Untergründe<br />
Pulver<br />
Reinigen:<br />
Schleifen:<br />
Reinigen:<br />
Abwaschen mit Silikon- und Teerfleckenentferner<br />
PK 700.<br />
Mattieren mit Schleifpad<br />
Nachreinigen mit Silikon- und Teerfleckenentferner PK 700.<br />
Coil - Coating<br />
Reinigen:<br />
Schleifen:<br />
Reinigen:<br />
Abwaschen mit Blechreinigungsmittel PK 1000.<br />
Mattieren mit Schleifpad<br />
Nachreinigen mit Blechreinigungsmittel PK 2000.<br />
OEM-Werkslackierung<br />
Reinigen:<br />
Schleifen:<br />
Grundreinigung mit Dampfstrahlgerät<br />
Abwaschen mit Schleifvlies (Pad) und PK 1000. (Wachsreste)<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
B<br />
1. Welcher Lackierprozess für welches Fahrzeug<br />
P 1<br />
Chassislackierung G<strong>HD</strong> CHASIS <strong>SURFACER</strong><br />
P 1.1 Chassislackierung G<strong>HD</strong> CHASSISMIX (70/30)<br />
P 1.2 Chassislackierung G<strong>HD</strong> CHASSISMIX (50/50)<br />
P 2<br />
P 3<br />
P 3.1<br />
P 3.2<br />
P 4<br />
P 5<br />
P 6<br />
P 6.1<br />
P 6.2<br />
P 7<br />
P 8<br />
P 9<br />
P 10<br />
Koffer-/ Silofahrzeuge<br />
Aluminium-Fahrzeuge<br />
Getränkefahrzeuge (Aluminium)<br />
Getränkefahrzeuge (Aluminium) Chromatfrei<br />
Busse, Feuerwehr<br />
Kofferfahrzeuge, Busse<br />
Reparatur Fahrerhaus<br />
Umlackierung Fahrerhaus<br />
Umlackierung Chassis<br />
Pulverbeschichtete Profile/Koffer<br />
Mehrfarbenlackierung <strong>GRAPHITE</strong> <strong>HD</strong><br />
Beschriftung<br />
Kunststofflackierung<br />
2. CV RAPID<br />
P 1<br />
P 2<br />
P 3<br />
P 4<br />
G<strong>HD</strong> CHASSIS <strong>SURFACER</strong><br />
G<strong>HD</strong> PRIMER FILLER MP<br />
G<strong>HD</strong> WASH FILLER<br />
G<strong>HD</strong> PRIMER CF & G<strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
B 1<br />
P 1 P 1 P 1.1 und P1.2<br />
Chassis Stahl, Aluminium, Neubau Baufahrzeuge / Kipper Stahl Chassis Stahl, Aluminium, Neubau<br />
Koffer - / Silofahrzeuge<br />
P 2<br />
Koffer-/ Silofahrzeuge<br />
Fahrzeuge aus Aluminium<br />
P 3 P 3 P 3<br />
Silo/Tankwagen Aluminium Kofferfahrzeuge Aluminium Pritschenfahrzeuge Aluminium<br />
P 3 P 3 P 3.1 und P 3.2<br />
Kippmulden Aluminium<br />
Kofferfahrzeuge Coil - Coating, Alu-<br />
Rahmen<br />
Getränkefahrzeuge Aluminium<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
B 1<br />
Fahrzeuge in Mischbauweise<br />
P 4 P 4 P 4<br />
Feuerwehrfahrzeuge<br />
Busse Neubau<br />
Kofferfahrzeuge GfK, SMC, Plywood,<br />
Alu-Rahmen<br />
Busse und Kofferfahrzeuge<br />
P 5 P 5<br />
Busse Reparatur<br />
Kofferfahrzeuge, Busse-Reparatur<br />
Reparaturlackierungen, Umlackierungen<br />
P 6 P 6.1 P 6.2<br />
Fahrerhaus Reparaturlackierung Fahrerhaus Umlackierung Chassis Umlackierung<br />
Alternativ: - Alternativ: -<br />
Reparaturlackierungen, Umlackierungen<br />
P 7<br />
pulverbeschichtete Profile/Koffer<br />
Alternativ: -<br />
Mehrfarben Lackierung Beschriftung Kunststoffe<br />
P 8 P 9 P 10<br />
Mehrfarbenlackierung <strong>GRAPHITE</strong> <strong>HD</strong><br />
<strong>GRAPHITE</strong> <strong>HD</strong> DECO A<br />
Beschriftung<br />
Kunststofflackierung <strong>GRAPHITE</strong> <strong>HD</strong><br />
FLEXPRO<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
B 1<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 1<br />
Chassislackierung<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CHASSIS <strong>SURFACER</strong><br />
Stahl (Fahrgestelle), Aluminium, chromatfrei<br />
Vorbehandlung<br />
Strahlen<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Alu-Chassis<br />
vorgrundieren mit<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR,<br />
SLOW<br />
Verdün. : GV300<br />
100:50 + 10%<br />
Messstab<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
Alternative: G<strong>HD</strong> WASH FILLER <strong>oder</strong> G<strong>HD</strong> EPOXI (siehe TI)<br />
Füller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
CHASSIS<br />
<strong>SURFACER</strong><br />
Härter: : H 360<br />
Verdün. : GV300<br />
100:20:20<br />
Messstab,<br />
Spritzgerät : Airless (Druckgefäß)*<br />
Spritzgänge : 1 x durchspritzen<br />
Schichtdicke : 60 - 70 µm<br />
Ablüftzeit : min. 60 Min. 20°C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 1.1<br />
Chassislackierung<br />
G<strong>HD</strong> CHASSISMIX (70:30)<br />
Stahl (Fahrgestelle), Aluminium, chromatfrei<br />
Vorbehandlung<br />
Strahlen<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Alu-Chassis<br />
vorgrundieren mit<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR, SLOW<br />
Verdün. : GV300<br />
100:50 + 10%<br />
Messstab<br />
Alternative: <strong>GRAPHITE</strong> <strong>HD</strong> EPOXI (siehe TI)<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
Chassisfüller<br />
CHASSISMIX<br />
+ G<strong>HD</strong> TOP<br />
COAT<br />
Härter :<br />
Einstellz. :<br />
50:30<br />
H 350<br />
GV 300<br />
100:15 +<br />
15-25%<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1 - 2<br />
nass in nass<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : 60 min 20°C<br />
<strong>oder</strong> Objekttem.<br />
30 Min. 60°<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
Bemerkung<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Um die Strahlnarbe bei gestrahlten Chassis abzudecken muss eine Mindestschichtdicke<br />
von 60µm aufgetragen werden.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 1.2<br />
Chassislackierung DTM<br />
G<strong>HD</strong> CHASSISMIX (50:50)<br />
Stahl (Fahrgestelle), Aluminium, chromatfrei<br />
Vorbehandlung<br />
Strahlen<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Alu-Chassis<br />
vorgrundieren mit<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR, SLOW<br />
Verdün. : GV300<br />
100:50 + 10%<br />
Messstab<br />
Alternative: <strong>GRAPHITE</strong> <strong>HD</strong> EPOXI (siehe TI)<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
DTM Decklack<br />
CHASSISMIX<br />
+ G<strong>HD</strong> TOP<br />
COAT<br />
Härter :<br />
Einstellz. :<br />
1:1<br />
H 350<br />
GV 300<br />
100:15 +<br />
10-15%<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1 - 2<br />
nass in nass<br />
Schichtdicke : 80-100 µm<br />
Trocknung : Trocknung über Nacht<br />
Objekttem. 20°C <strong>oder</strong><br />
30 Min. 60°<br />
Bemerkung<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Um die Strahlnarbe bei gestrahlten Chassis abzudecken muss eine Mindestschichtdicke<br />
von 80µm aufgetragen werden.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 1.2<br />
Chassislackierung DTM<br />
G<strong>HD</strong> CHASSISMIX (50:50)<br />
Stahl (Fahrgestelle), Aluminium, chromatfrei<br />
Vorbehandlung<br />
Strahlen<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Alu-Chassis<br />
vorgrundieren mit<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR, SLOW<br />
Verdün. : GV300<br />
100:50 + 10%<br />
Messstab<br />
Alternative: <strong>GRAPHITE</strong> <strong>HD</strong> EPOXI (siehe TI)<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
DTM Decklack<br />
CHASSISMIX<br />
+ G<strong>HD</strong> TOP<br />
COAT<br />
Härter :<br />
Einstellz. :<br />
1:1<br />
H 350<br />
GV 300<br />
100:15 +<br />
10-15%<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1 - 2<br />
nass in nass<br />
Schichtdicke : 80-100 µm<br />
Trocknung : Trocknung über Nacht<br />
Objekttem. 20°C <strong>oder</strong><br />
30 Min. 60°<br />
Bemerkung<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Um die Strahlnarbe bei gestrahlten Chassis abzudecken muss eine Mindestschichtdicke<br />
von 80µm aufgetragen werden.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 2<br />
Koffer-/Silofahrzeuge<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER CF + <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
Aluminium (chromatfreier Lackierprozess)<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR,<br />
SLOW<br />
Verdün. : GV200<br />
100:50 + 10%<br />
Messstab<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
Füller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
<strong>SURFACER</strong><br />
WHITE<br />
Härter : H 380<br />
Zusatz : GV400<br />
100:50:10<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1 ½<br />
Schichtdicke : 50 - 60 µm<br />
Ablüftzeit : min. 60 Min. 20°C<br />
Trocknung : 45 Min. 60°C<br />
Schleifen : Trockenschliff P 320<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 25°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
Kennzeichnungsfreie<br />
Grundmaterialien<br />
Die technologischen Eigenschaften werden nur erreicht, wenn die Bedingungen der<br />
technischen Materialdatenblätter, insbesondere die Vorbehandlung, Schichtdicke und<br />
Trocknung eingehalten werden.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 3<br />
Aluminium-Fahrzeuge<br />
<strong>GRAPHITE</strong> <strong>HD</strong> WASH FILLER (PVB)<br />
(Anbauteile Stahl und verz. Stahl)<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
WASH FILLER<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR,<br />
SLOW<br />
100:100<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 2<br />
Schichtdicke : 25– 30 µm<br />
Ablüftzeit : min. 30 Min. 20°C<br />
max. 8 h 20 °C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 3.1<br />
Getränkefahrzeuge (Aluminium)<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY<br />
Stahl, verz. Stahl, rostfreier Stahl ( Inox ), Aluminium, Pulverbesch., Coil Coating, Plywood, Gfk, SMC<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
EPOXY<br />
Härter :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
EPOXY<br />
HARDENER<br />
Verdün. : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 2<br />
Schichtdicke : 50 – 60 µm<br />
Trocknung : 30 Min. 60°C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 25°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
Achtung<br />
Getrennte Materialschläuche für <strong>GRAPHITE</strong> <strong>HD</strong> EPOXY- und <strong>GRAPHITE</strong> <strong>HD</strong>einsetzen.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 3.2<br />
Aluminium-Fahrzeuge<br />
<strong>GRAPHITE</strong> <strong>HD</strong> WASH FILLER (PVB)<br />
(Anbauteile Stahl und verz. Stahl)<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ETCH PRIMER<br />
FILLER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR FOR<br />
ETCH PRIMER<br />
FILLER CF<br />
Verdün. : GV 300<br />
100:50:20<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 2,5 - 3<br />
Schichtdicke : >30 µm<br />
Ablüftzeit : min. 30 Min. 20°C<br />
max. 8 h 20 °C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 4<br />
Busse, Feuerwehr<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY + <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
Stahl, verz. Stahl, rostfreier Stahl ( Inox ), Aluminium, Pulverbesch., Coil Coating, Plywood, Gfk, SMC<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
EPOXY<br />
Härter :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
EPOXY<br />
HARDENER<br />
Verdün. : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 2<br />
Schichtdicke : 50 – 60 µm<br />
Trocknung : 60 Min. 60°C <strong>oder</strong><br />
Lufttr. über Nacht 20°C<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Achtung<br />
Durchschliffstellen EP <strong>GRAPHITE</strong> <strong>HD</strong> EPOXY isolieren.<br />
Füller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
<strong>SURFACER</strong><br />
WHITE<br />
Härter : H 380<br />
Zusatz : GV400<br />
100:50:10<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1 ½<br />
Schichtdicke : 50 - 60 µm<br />
Ablüftzeit : min. 60 Min. 20°C<br />
Trocknung : 45 Min. 60°C<br />
Schleifen : Trockenschliff P 320<br />
Achtung<br />
Durchschliffstellen mit 1 Spritzgang <strong>GRAPHITE</strong> <strong>HD</strong> PRIMER CF isolieren.<br />
MV 100:50 + 10% mit <strong>GRAPHITE</strong> <strong>HD</strong> ACTIVATOR, SLOW und GV200, 15 Min. 20°C<br />
ablüften.<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
Achtung<br />
Getrennte Materialschläuche für <strong>GRAPHITE</strong> <strong>HD</strong> EPOXY- und <strong>GRAPHITE</strong> <strong>HD</strong><br />
<strong>SURFACER</strong> WHITE und <strong>GRAPHITE</strong> <strong>HD</strong> einsetzen<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
B 1<br />
* = Andere Spritzgeräte siehe Technische Information<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, Z.I. du Merret, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 5<br />
Kofferfahrzeuge, Busse<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER FILLER MP (PUR)<br />
Stahl, verz. Stahl, rostfreier Stahl ( Inox ), Pulverbesch., Coil Coating, Plywood, Gfk, SMC, Aluminium<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Grundfüller für<br />
Aluminium<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR,<br />
SLOW<br />
Verdün. : GV200<br />
100:50 + 10%<br />
Messstab<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER FILLER<br />
MP<br />
Härter : H 360<br />
Verdün. : GV400<br />
100:25:25<br />
18 sec DIN 4<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 2<br />
Schichtdicke : 50 - 60 µm<br />
Ablüftzeit : min. 60 Min. 20°C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 6<br />
Reparatur Fahrerhaus<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER FILLER MP (PUR)<br />
Stahl, verz. Stahl, rostfreier Stahl ( Inox ), Pulverbesch., Coil Coating, Plywood, Gfk, SMC, Aluminium<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Grundfüller<br />
nur für Aluminium<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF,<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR,<br />
SLOW<br />
Verdün. : GV200<br />
100:50 + 10%<br />
Messstab<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER FILLER<br />
MP<br />
Härter : H 360<br />
Verdün. : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 2<br />
Schichtdicke : 50 - 60 µm<br />
Ablüftzeit : min. 60 Min. 20°C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
Kennzeichnungsfreie<br />
Grundmaterialien<br />
Die technologischen Eigenschaften werden nur erreicht, wenn die Bedingungen der<br />
technischen Materialdatenblätter, insbesondere die Vorbehandlung, Schichtdicke und<br />
Trocknung eingehalten werden.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 6.1<br />
Umlackierung Fahrerhaus<br />
Umlackierung Fahrerhaus TRANSPARENT-SEALER CP<br />
(<strong>oder</strong> <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong>)<br />
Altlackierung<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Uni-Lackierung<br />
Haftvermittler<br />
TRANSPARENT-<br />
SEALER CP<br />
Härter : H 310<br />
Verdün. : GV100<br />
100:50 + 30%<br />
Messstab<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1<br />
Schichtdicke : ca. 20 - 25 µm<br />
Ablüftzeit : min. 15 Min. 20°C<br />
max. 2 h<br />
Alternative: <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> <strong>SURFACER</strong> (siehe TI)<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 6.2<br />
Umlackierung Chassis<br />
TRANSPARENT SEALER CP<br />
Altlackierung<br />
Vorbehandlung<br />
Achtung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Wir empfehlen bei Unkenntnis der Fahrgestellackierung das Anlöseverhalten mit einem<br />
lösemittelgetränkten Putzlappen zu prüfen.<br />
Haftvermittler<br />
Lösemittelfeste Werkslackierung<br />
TRANSPARENT-<br />
SEALER CP<br />
Härter : H 310<br />
Verdün. : GV100<br />
100:50 + 30%<br />
Messstab<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1<br />
Schichtdicke : ca. 20 - 25 µm<br />
Ablüftzeit : min. 15 Min. 20°C<br />
max. 2 h<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
* = Andere Spritzgeräte siehe Technische Informatio<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 7<br />
Pulverbeschichtete Profile/Koffer<br />
Pulverbeschichtete Aluminium-Profile<br />
Pulver<br />
Vorbehandlung<br />
Haftvermittler<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
<strong>SURFACER</strong><br />
WHITE<br />
Härter : H 380<br />
Zusatz : GV400<br />
100:50:10<br />
Messstab<br />
Alternative: TRANSPARENT-SEALER CP (siehe TI)<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1<br />
Schichtdicke : 20 µm<br />
Ablüftzeit : min. 30 Min. 20°C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
Härter : H 350<br />
Verdün. : GV200<br />
> 22°C : GV300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 8<br />
Mehrfarbenlackierung<br />
Mehrfarbenlackierung <strong>GRAPHITE</strong> <strong>HD</strong> + <strong>GRAPHITE</strong> <strong>HD</strong> DECO A<br />
Untergründe Mit Haftvermittler: Angeschliffene, ausgehärtete Altlackierung,<br />
alle Klarlacklackierungen.<br />
Ohne Haftvermittler: Getrockneter Füller (30 Min. 60°C <strong>oder</strong> bis zu 16h Lufttrocknung),<br />
nach längerer Trocknung muss der Füller mit P 600 angeschliffen<br />
werden.<br />
Haftvermittler<br />
TRANSPARENT-<br />
SEALER CP<br />
Härter : H 310<br />
Verdün. : GV100<br />
100:50 + 30%<br />
Alternative: <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1<br />
Schichtdicke : ca. 20 - 25 µm<br />
Ablüftzeit : min. 15 Min. 20°C<br />
max. 2 h<br />
Decklack <strong>GRAPHITE</strong> <strong>HD</strong> *<br />
Härter: H 350/300<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
DECO A<br />
100:25:25<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1,5 – 2<br />
Schichtdicke : 40 – 60 µm<br />
Abklebefest. : 2 h 20°C<br />
* nach 16 h Lufttrocknung muss Haftvermittler eingesetzt werden<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 9<br />
Beschriftung<br />
Beschriftung mit <strong>GRAPHITE</strong> <strong>HD</strong> + <strong>GRAPHITE</strong> <strong>HD</strong> DECO A<br />
<strong>GRAPHITE</strong> <strong>HD</strong> Kein Haftvermittler : Bis 16 h Lufttrocknung der Lackierung bei 20°C<br />
Mit Haftvermittler : Nach 16 h Lufttrocknung.<br />
Werkslackierung<br />
Altlackierung<br />
2-Schicht-Metallic-<br />
Lackierungen<br />
Mit Haftvermittler<br />
: Reinigen mit PK 700. Beschriftungsfolie aufkleben.<br />
Beschriftungsfeld reinigen mit Schleifvlies (Pad)<br />
und GV200.<br />
Haftvermittler<br />
TRANSPARENT-<br />
SEALER CP<br />
Härter : H 310<br />
Verdün. : GV100<br />
100:50 + 30%<br />
Messstab<br />
Alternative: <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1<br />
Schichtdicke : ca. 20 - 25 µm<br />
Ablüftzeit : min. 15 Min. 20°C<br />
max. 2 h<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
Härter : H 350<br />
CV Multitonzusatz:<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
DECO A<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : 2 h 20 °C<br />
<strong>oder</strong> 30 Min. 60°C<br />
Beschriftung<br />
von NFZ - Planen<br />
z.B. (PVC)<br />
Wir empfehlen folgende Produkte:<br />
Fa. Marabu-Werke<br />
71732 Tamm<br />
Tel.: (0 71 41) 69 1-0<br />
Fax.: (0 71 41) 69 12 14<br />
Farbenfabrik Pröll GmbH<br />
Postfach 4 29<br />
91781 Weißenburg i. Bay.<br />
Tel.: (0 91 41) 9 06-0<br />
Fax: (0 91 41) 9 06 49<br />
z.B. Maraplast D<br />
z.B. Thermo-Jet<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 10<br />
Kunststofflackierung *<br />
Kunststofflackierung FLEXPRO<br />
(** FLEXPRO wird im Verhältnis 70 : 30 vorverdünnt. Die Verdünnung kann an Objektgröße und<br />
Temperaturbedingen angepasst werden)<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
1) Kunststoff: ABS, GFK <strong>oder</strong> SMC<br />
Füller<br />
G<strong>HD</strong> <strong>SURFACER</strong><br />
WHITE<br />
Härter : H 380<br />
Zusatz : GV 300<br />
100:50:10<br />
Messstab<br />
Spritzgerät : Fließbecher<br />
Spritzgänge : 1 ½<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : 30 Min. 60°C Objekttemp.<br />
<strong>oder</strong> 1 Std. 20°C<br />
2) Kunststoff: PA, PC, PP-EPDM, PP T16 / T20, TPE (PP, PE nur bedingt lackierfähig)<br />
Haftvermittler G<strong>HD</strong> <strong>SURFACER</strong><br />
Spritzgerät : Fließbecher<br />
WHITE<br />
Härter : H 380<br />
100:50:10<br />
Messstab<br />
Spritzgänge : 1<br />
Schichtdicke : ca. 20 - 30 µm<br />
Verdün. : FLEXPRO<br />
verdünnt**<br />
Ablüftzeit : 60 Min. 20°C<br />
<strong>oder</strong> 30 Min. bei 60°C<br />
Anschließend auf 1 <strong>oder</strong> 2:<br />
Decklack<br />
G<strong>HD</strong> Decklack-<br />
Härter : H 350<br />
Verdün. : GV 200<br />
> 22°C : GV 300<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Fließbecher<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung über Nacht<br />
<strong>oder</strong><br />
30 Min. 60°C Objekttemp.<br />
* Durch unterschiedliche Zusammensetzungen in den jeweiligen Kunststoffen kann keine Generalfreigabe für<br />
Kunststoffe gegeben werden. Die Haftung sollte vor jedem Einsatz individuell geprüft werden.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
RAPID 1<br />
Chassislackierung<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CHASSIS <strong>SURFACER</strong><br />
Stahl (Fahrgestelle), Aluminium, chromatfrei<br />
Vorbehandlung<br />
Strahlen<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Alu-Chassis<br />
vorgrundieren mit<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR,<br />
SLOW<br />
Verdün. : GV100<br />
100:50 + 10%<br />
Messstab<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
Alternative: G<strong>HD</strong> WASH FILLER <strong>oder</strong> G<strong>HD</strong> EPOXI (siehe TI)<br />
Füller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
CHASSIS<br />
<strong>SURFACER</strong><br />
Härter: : H 360<br />
Additiv : DECO A<br />
Verdün. : GV100<br />
100:25:12,5:12,5<br />
Messstab<br />
Spritzgerät : Airless (Druckgefäß)*<br />
Spritzgänge : 1 x durchspritzen<br />
Schichtdicke : 60 - 70 µm<br />
Ablüftzeit : min. 60 Min. 20°C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 300<br />
Additiv. : DECO A<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Bemerkung<br />
Die zu lackierende Fläche sollte die Größe von 3m² nicht überschreiten<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
P 8<br />
Mehrfarbenlackierung<br />
Mehrfarbenlackierung <strong>GRAPHITE</strong> <strong>HD</strong> + <strong>GRAPHITE</strong> <strong>HD</strong> DECO A<br />
Untergründe Mit Haftvermittler: Angeschliffene, ausgehärtete Altlackierung,<br />
alle Klarlacklackierungen.<br />
Ohne Haftvermittler: Getrockneter Füller (30 Min. 60°C <strong>oder</strong> bis zu 16h Lufttrocknung),<br />
nach längerer Trocknung muss der Füller mit P 600 angeschliffen<br />
werden.<br />
Haftvermittler<br />
TRANSPARENT-<br />
SEALER CP<br />
Härter : H 310<br />
Verdün. : GV100<br />
100:50 + 30%<br />
Alternative: <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1<br />
Schichtdicke : ca. 20 - 25 µm<br />
Ablüftzeit : min. 15 Min. 20°C<br />
max. 2 h<br />
Decklack <strong>GRAPHITE</strong> <strong>HD</strong> *<br />
Härter: H 350/300<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
DECO A<br />
100:25:25<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1,5 – 2<br />
Schichtdicke : 40 – 60 µm<br />
Abklebefest. : 2 h 20°C<br />
* nach 16 h Lufttrocknung muss Haftvermittler eingesetzt werden<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
RAPID 3<br />
Aluminium-Fahrzeuge<br />
<strong>GRAPHITE</strong> <strong>HD</strong> WASH FILLER (PVB)<br />
(Anbauteile Stahl und verz. Stahl)<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
WASH FILLER<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR,<br />
SLOW<br />
100:100<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 2<br />
Schichtdicke : 25– 30 µm<br />
Ablüftzeit : min. 30 Min. 20°C<br />
max. 8 h 20 °C<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 300<br />
ADDITIV. : DECO A<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Bemerkung<br />
Die zu lackierende Fläche sollte die Größe von 3m² nicht überschreiten<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
RAPID 4<br />
Koffer-/Silofahrzeuge<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER CF + <strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong><br />
Aluminium (chromatfreie Lackierprozess)<br />
Vorbehandlung<br />
Reinigen - Schleifen - Reinigen (Siehe Vorbehandlung)<br />
Spachtel STOP MULTI + PUTTY HARDENER; 100 : 3 Schleifen P 80/P 150<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
PRIMER CF<br />
Zusatzl. :<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
ACTIVATOR,<br />
SLOW<br />
Verdün. : GV100<br />
100:50 + 10%<br />
Messstab<br />
Spritzgerät : Fließbecher*<br />
Spritzgänge : 1 Kreuzgang<br />
Schichtdicke : 15 - 20 µm<br />
Ablüftzeit : 15 Min. 20°C<br />
Füller<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
<strong>SURFACER</strong><br />
WHITE<br />
Härter : H 380<br />
Additiv : DECO A<br />
Zusatz : GV100<br />
100:50:5:5<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 2<br />
Schichtdicke : 40 - 60 µm<br />
Ablüftzeit : 30 min 20°C<br />
<strong>oder</strong><br />
Trocknung : 30 Min. 60°C<br />
Schleifen : Trockenschliff P 320<br />
Decklack<br />
<strong>GRAPHITE</strong> <strong>HD</strong>-<br />
Härter : H 300<br />
Additiv. : DECO A<br />
100:25:25<br />
Messstab<br />
Spritzgerät : Druckgefäß*<br />
Spritzgänge : 1,5<br />
Schichtdicke : 40 - 60 µm<br />
Trocknung : Lufttrocknung<br />
Kennzeichnungsfreie<br />
Grundmaterialien<br />
Die technologischen Eigenschaften werden nur erreicht, wenn die Bedingungen der<br />
technischen Materialdatenblätter, insbesondere die Vorbehandlung, Schichtdicke und<br />
Trocknung eingehalten werden.<br />
* = Andere Spritzgeräte siehe Technische Information<br />
Bemerkung<br />
Die zu lackierende Fläche sollte die Größe von 3m² nicht überschreiten<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Besondere Hinweise<br />
C<br />
1. Betreiben von Lackieranlagen<br />
2. Spritzverfahren<br />
2.0 Anmerkung, Auftragswirkungsgrad<br />
2.1 Airless<br />
2.2 Airmix<br />
2.3 Luftzerstäubung mit Membranpumpen/Druckgefäß<br />
2.3.1 HVLP-Pistolen (Kessel)<br />
2.3.2 HVLP-, Compliant-Pistolen (Kessel)<br />
2.4 Elektrostatisch unterstützte Spritzverfahren<br />
3. Lackierfehler und Lackierschäden<br />
3.0 Allgemeines<br />
3.1 Grundsätzliche Regeln<br />
3.2 Bläschenbildung<br />
3.3 Durchbluten<br />
3.4 Fleckenbildung<br />
3.5 Haftungsverlust<br />
3.6 Kocher<br />
3.7 Kraterbildung<br />
3.8 Runzeln/Hochziehen<br />
3.9 Steinschlag<br />
3.10 Unterrostung<br />
4. Pflege der Nutzfahrzeuglackierung<br />
5. Tipps für die Verarbeitung von Lackmaterial<br />
a) bei großer Hitze<br />
b) bei hoher Luftfeuchtigkeit<br />
c) bei niedrigen Temperaturen<br />
6. Arbeitsschutzmaßnahmen<br />
a) Gesundheitsschutz<br />
b) Hinweise für die Verarbeitung isocyanathaltiger Zubereitungen<br />
gem. EG-Richtlinien mit isocyanthaltigen Härtern<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Besondere Hinweise<br />
C 1<br />
Verschiedene Faktoren beeinflussen das Lackierergebnis.<br />
1. Die Lackierkabine<br />
Der Zustand der Lackierkabine (Kombi-Kabine) ist ausschlaggebend für das Lackierergebnis. Der Luftbedarf muss<br />
über entsprechende Filter gleichmäßig verteilt in den Lackierraum geleitet werden.<br />
Eine zu starke Luftströmung führt zu Luftwirbel, in denen sich der Farbnebel zu lange hält. Angetrockneter Farbnebel<br />
verschmutzt die Lackierung.<br />
Ist die Luftsinkgeschwindigkeit zu hoch, d.h. deutlich über 0,2 m/sec <strong>oder</strong> durch eine defekte Luftführung einseitig,<br />
können folgende Lackierfehler entstehen:<br />
a) Glanzverlust<br />
b) Runzelbildung<br />
c) Mikrokocher<br />
Die Ursache ist eine zu schnelle Oberflächenantrocknung. Eine hohe Luftzuführung ist unnötig, da bereits ein<br />
geringer Überdruck (5 mm Wassersäule <strong>oder</strong> 5 Pas (Pa) genügt, um das Zuströmen ungefilterter Luft zu verhindern.<br />
(Fenster, Türen).<br />
2. Spritztemperatur<br />
Die ideale Verarbeitungstemperatur der Grund- und Decklacke liegt bei 18-20 °C Raumtemperatur und 50-75 %<br />
relative Luftfeuchtigkeit.<br />
Niedrigere Temperaturen verlängern den Trocknungsprozess; unterhalb von + 15 °C verdoppeln sich die<br />
angegebenen Trockenzeiten. Bei 2K- Produkten wird zudem die Gitterstruktur der chemischen Vernetzung negativ<br />
beeinflusst.<br />
Die Lösemittel- und Chemikalienbeständigkeit nimmt ab.<br />
Bei höheren Raumtemperaturen (ab + 25 °C) müssen, um Kocherbildung, schlechteren Verlauf und<br />
Spritznebelaufnahme vorzubeugen, die mit "lang" bezeichneten Härter, Verdünnungen, eingesetzt werden.<br />
3. Spritzluft (Druck in bar)<br />
Grundsätzlich muß die Spritzluft öl- und wasserfrei sein. Entsprechende Geräte, Öl- Wasserabscheider werden von<br />
den Spritzpistolenherstellern angeboten.<br />
Eine Lackiererei mit 3 Mitarbeitern und einem Basisspritzdruck von 4-4,5 bar hat einen Druckluftbedarf von ca.<br />
1200 l/min.<br />
Der Mindestdurchmesser der Druckluftleitung (Haupt- <strong>oder</strong> Ringleitung) für ca. 1.200 l/min sollte bis zu 50 m Länge<br />
1 Zoll und bis zu 150 m Länge 1 1/2 Zoll sein.<br />
Kleinere Durchmesser der Druckluftleitung können den Druck von 4-4,5 bar nicht liefern. Das wiederum führt zu<br />
Verlaufsstörungen und verlangsamt den Lackierablauf.<br />
4. Lackierkabinen-Innenwände<br />
Damit keine Staubablagerungen entstehen, müssen die Wände der Lackierkabine glatt sein. Das kann ein glatter<br />
Mörtelputz mit einer entsprechend lösemittelfesten Beschichtung auf PUR - Basis, eine beschichtete<br />
Metallverkleidung <strong>oder</strong> eine geflieste Steinwand sein.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Besondere Hinweise<br />
C 2<br />
2.0 Anmerkung<br />
Das Versprühen von Lack mittels diverser Spritztechniken ist tägliche Praxis. Die Reduzierung org. Lösemittel und<br />
die Abfallvermeidung beeinflussen immer stärker die Auswahl der Beschichtungsverfahren.<br />
Dabei ist der Auftragswirkungsgrad eine wichtige Entscheidungshilfe.<br />
Auftragswirkungsgrad<br />
Durchschnittswerte, der Wirkungsgrad ist vom Spritzverfahren der Oberfläche und der Größe des Werkstoffes<br />
abhängig.<br />
- Konventionell Hochdruckspritzen : 35 – 50 %<br />
- Airless - Spritzen : 50 – 65 %<br />
- Elektrostatik<br />
mit Druckluft : 60 – 85 %<br />
ohne Druckluft : 80 – 95 %<br />
- KTL, ETL : 90 – 98 %<br />
- Tauchen : 80 – 90 %<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Besondere Hinweise<br />
C 2<br />
2.1 Airless<br />
Beim Airlessspritzen wird das Lackmaterial mit Drücken über 200 bar durch eine Düse gedrückt.<br />
Druckluft ist zur Zerstäubung bzw. zum Transport der Lacktröpfchen nicht erforderlich.<br />
Die Airless-Pistole besitzt eine Vorzerstäuberdüse, die den Lack vorverwirbelt. Die eigentliche Zerstäuberdüse ist als<br />
Schlitzdüse ausgebildet und reguliert die Breite des Spritzstahles.<br />
Nach Verlassen der Düse wird das Lackmaterial zerrissen und bewegt sich mit weiterhin hoher Geschwindigkeit zum<br />
Lackierobjekt.<br />
Im allgemeinen beträgt der Abstand Spritzpistole zum Lackierobjekt ca. 30 cm. Der Sprühstrahl ist scharf begrenzt.<br />
Die Dosierung der Durchflussmenge an der Pistole ist nicht möglich.<br />
Als Airlesspumpen haben sich Druckluftbetriebene Kolbenpumpen durchgesetzt. In Sonderfällen werden elektrisch<br />
betriebene Geräte eingesetzt.<br />
Vor - und Nachteile des Airless-Verfahrens:<br />
Vorteile:<br />
Hohe Filmdicke in einem Arbeitsgang aufspritzbar<br />
sehr schnelles Arbeiten möglich<br />
sehr geringe Spritznebelbelästigung<br />
wenig Overspray<br />
Nachteile:<br />
Sehr stark abgegrenzter Spritzstrahl und damit Probleme bei Überlappungen<br />
keine Mengenregulierung während des Spritzens möglich<br />
hoher Düsenverschleiß<br />
aufwendige Handhabung der Apparatur<br />
relativ grobe Materialzerstäubung (Eigenstruktur der Beschichtung) strukturierte Lackoberfläche<br />
(Orangenschaleneffekt).<br />
Einen starken Einfluss auf die Zerstäubung hat die Lackviskosität, der Düsendurchmesser und Spritzwinkel sowie<br />
der Materialdruck bei Düsenaustritt. Am häufigsten werden Kolbenpumpen mit einer Übersetzung von 1:28 bis 1:32<br />
in Lackierbetrieben eingesetzt.<br />
Fazit:<br />
Nur in Sonderfällen für die Nfz - Lackierung geeignet (Fahrgestelle, Containeraufbauten).<br />
2.2. Airmix – Kombinierte, Airless/Druckluft-Zerstäubung<br />
Airmix - Geräte sind hydraulische Zerstäuber, bei denen der Lacknebel aus der Zerstäuberdüse noch einen<br />
Luftstrom von maximal 2 bar Luftdruck passiert.<br />
Dadurch wird der Spritzstrahlrand weicher und die Lacktröpfchen feiner. Insgesamt ist ein geringerer Lackdruck (ca.<br />
60 bar) als beim Airlessspritzen erforderlich. Die Spritznebelbildung ist gegenüber dem Airlessspritzen stärker,<br />
gegenüber dem Druckluftspritzen deutlich geringer. Die Kolbenpumpen arbeiten mit einer Übersetzung von 1:12 bis<br />
1:16.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Besondere Hinweise<br />
C 2<br />
2.3 Luftzerstäubung mit Membranpumpen/Druckgefäß<br />
Das Druckluftspritzen mit Membranpumpen ist im Handling einfacher als die Verwendung der Druckkesselanlage.<br />
Die Materialförderung erfolgt über die Membranpumpe. Zum Betrieb dieser Pumpe sind mindestens 2 bar Luftdruck<br />
erforderlich.<br />
Der Materialschlauch wird in das Liefergebinde eingetaucht. Der erforderliche Materialdruck je nach Düsengröße<br />
zwischen 0,5 - 2,5bar eingestellt. Für einfache Lackierarbeiten, z.B. Fahrgestellbereich, ist die einfache<br />
Membranpumpe ausreichend.<br />
Für hochwertige Endlackierungen ist die Doppelmembranpumpe und zusätzlich ein Materialfeindruckregler, der die<br />
Pumpenfolge dämpft erforderlich.<br />
Pro Gerät können 2 Pistolen versorgt werden.<br />
Vorteile:<br />
Einfache Materialversorgung<br />
leicht erkennbarer Materialverbrauch<br />
schnelle Reinigungsmöglichkeit durch Bypaß.<br />
Nachteile<br />
<br />
<br />
stoßweise Lackförderung durch Pumpenfolge<br />
bei der einfachen Membranpumpe.<br />
2.3.1 HVLP - Pistole (Kessel), Niederdrucktechnik<br />
HVLP = High Volume Low Pressure<br />
Hohes Volumen mit niedrigem Druck. Für den Praktiker bedeutet das eine notwendige Umstellung seiner bisherigen<br />
Lackiertechnik.<br />
1. kürzerer Abstand ca. 20 cm<br />
2. größere Spritzüberlappung<br />
3. geringere Spritzgeräusche<br />
Der bisher gewohnte Zerstäuberdruck von 3 - 5 bar wird hier auf 0,7 bar an der Spritzdüse reduziert. Das bedeutet in<br />
erster Linie gröbere Grundierungs- / Lacktröpfchen und ein anderes Spritzbild.<br />
Der Spritznebel wird deutlich reduziert, der Auftragswirkungsgrad gegenüber der konventionellen Spritzpistole wird<br />
um 50% erhöht. Mit dieser Spritztechnik können bis zu 20% Materialersparnis erreicht werden.<br />
2.3.2 Compliant-Pistole (Kessel), Hochdrucktechnik<br />
Die Compliant Pistole verbindet die Vorteile einer herkömmlichen Hochdruckpistole mit hoher<br />
Lackiergeschwindigkeit und einer HVLP Spritzpistole mit hohem Wirkungsgrad. Es wird mit einem reduzierten<br />
Eingangsdruck von 2-2,5 bar gearbeitet. Der Auftragswirkungsgrad beträgt Minimum 65 %.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Besondere Hinweise<br />
C 2<br />
2.4. Elektrostatisch unterstützte Spritzverfahren<br />
Die elektrostatisch unterstützten Spritzsysteme sind im Prinzip wie konventionelle Spritzsysteme aufgebaut.<br />
Zusätzlich befindet sich im Lackkanal eine Hochspannungselektrode. Diese überragt die Düse bis zu 10 mm. Damit<br />
wird das austretende Lackmaterial elektrostatisch aufgeladen. Zwischen dem Werkstück und der Pistole entsteht ein<br />
elektrisches Feld, welches die Bewegungsrichtung der Lackpartikel bestimmt.<br />
Das zu beschichtende Werkstück muss hierbei unbedingt geerdet sein, um als positiver Pol die negativ geladenen<br />
Lackpartikel anzuziehen.<br />
In Hohlräume und verwinkelten Konstruktionen können die elektrostatisch geladenen Lacktröpfchen nur teilweise<br />
eindringen (Faraday’scher Käfig).<br />
Um in diesen Bereichen zufriedenstellende Lackierergebnisse liefern zu können, muss die Elektrostatik abgestellt<br />
werden. Sinnvoll ist ein Schalter direkt an der Pistole.<br />
Bei der elektrostatischen Lackierung muss grundsätzlich eine längere Verdünnung eingesetzt werden.<br />
Besonders bei Fahrgestellen und ähnlichen Konstruktionen ist das Elektrostatik – Airless - Spritzen vorteilhaft.<br />
Vorteile:<br />
Geringerer Lackverbrauch, wirtschaftlich<br />
durch Umgriff sichere Kantenbeschichtung<br />
kürzere Lackierzeiten<br />
Nachteile:<br />
Narbige Lackoberfläche (Spritznarbe)<br />
Probleme beim Lackieren von Vertiefungen<br />
gewöhnungsbedürftige Spritztechnik<br />
Überbeschichtung an Kanten<br />
zusätzliche Sicherheitsauflagen<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.0 Allgemeines<br />
Trotz aller Sorgfalt bei Entwicklung, Produktion und Prüfung der Produkte gibt es natürliche Grenzen ihrer<br />
Widerstandsfähigkeit, die durch Verarbeitungs- und Umwelteinflüsse bestimmt werden.<br />
Um die Eigenschaften unserer qualitativ hochwertigen und bewährten Beschichtungsstoffe wirksam zur Geltung zu<br />
bringen, ist eine sorgfältige und fachgerechte Verarbeitung notwendig. Erfahrungsgemäß verbessert sich die<br />
Widerstandsfähigkeit einer Beschichtung gegenüber Witterung und anderen Einflüssen, wenn die Zahl der<br />
Einzelschichten möglichst groß ist.<br />
In der Praxis wird die Zahl der Einzelschichten aber durch den Zwang der Wirtschaftlichkeit begrenzt.<br />
Unsere Systeme berücksichtigen beide Gesichtspunkte.<br />
Lackierschäden durch Verarbeitungsfehler:<br />
- Lackschichten werden entgegen den Empfehlungen weggelassen<br />
- die Schichtdicken werden nicht eingehalten<br />
- nicht aufeinander abgestimmte Produkte werden verarbeitet<br />
- die vorgeschriebenen Verdünnungen werden nicht verwendet<br />
- die vorgegebenen Trocknungs-/ Ablüftzeiten werden nicht eingehalten.<br />
3.1 Grundsätzliche Regeln<br />
Um spätere Lackierschäden zu vermeiden, sollten die Arbeitsabläufe und Bedingungen laufend kontrolliert werden.<br />
1. Der Lackieruntergrund muss sauber, fettfrei und trocken sein.<br />
2. Vorgegebene Ablüft- und Trockenzeiten einhalten.<br />
3. Schleifrückstände, vor allem Salzrückstände, sind zu vermeiden bzw. zu entfernen. Das Schleifwasser ist häufig<br />
zu wechseln. Die geschliffenen Flächen unbedingt mit sauberem Wasser nachreinigen und trockenwischen.<br />
4. Schleiffeuchtigkeit muss gut ausdunsten können. Zwei Stunden bei 20°C, bei niedrigeren Temperaturen<br />
entsprechend länger.<br />
5. Handschweiß auf dem Lackieruntergrund <strong>oder</strong> auf einzelnen Schichten ist unbedingt zu vermeiden.<br />
6. Die Spritzluft muss trocken sein. Wasser- und Ölabscheider täglich entleeren.<br />
7. Zu niedrige Werkstatt-Temperaturen (unter + 15°C und hohe Luftfeuchtigkeit über 75 % relative Luftfeuchtigkeit)<br />
vermeiden.<br />
8. Unterkühlte Fahrzeuge vor der Lackierung der Raumtemperatur anpassen. (Nachtzeit der Spritzbox nutzen)<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.2 Blasenbildung<br />
Definition:<br />
Bei Feuchtwetter wird eine geringe Menge Wasserdampf vom Lackaufbau aufgenommen und verdunstet bei<br />
trockenem Wetter wieder (Osmose).<br />
Feuchtigkeitsblasen können in unterschiedlichen Formen, Größen, Anordnungen und Häufungen auftreten. Diese<br />
Blasen können zwischen den einzelnen Schichten, aber auch unter dem gesamten Lackaufbau entstehen. Der<br />
Lackfilm ist geschlossen. Bei trockenem Wetter bilden sich die Bläschen wieder zurück, insbesondere bei<br />
Wärmeeinwirkung z. B. Sonnenstrahlen <strong>oder</strong> Fahrtwind.<br />
Ursachen:<br />
1. Die zu lackierenden Oberflächen, Füller, blankes Blech usw. wurden nicht genügend gereinigt. Bei<br />
verschmutztem Schleifwasser <strong>oder</strong> Handschweiß verbleiben wasserbindende Salze auf dem Untergrund. In<br />
ungünstigen Fällen können sich die Wischspuren als perlenschnurartig aufgereihte Bläschen im Decklack<br />
markieren. Besonders stark tritt dieser Bläschen-Typ in Erscheinung, wenn die noch frische Reparaturlackierung<br />
hoher Feuchtigkeit ausgesetzt wird.<br />
2. Mechanische Beschädigung der schützenden Lackoberfläche und anschließende Feuchtigkeitsunterwanderung<br />
der Lackierung von der Schadstelle ausgehend.<br />
3. Nassschleifen von Polyestermaterialien ohne genügende Wasserausdunstzeiten vor der Weiterverarbeitung mit<br />
Grund- und Deckmaterial.<br />
4. Objekttemperatur der Fahrzeuge: besonders Aluminium, bei Unterschreiten des Taupunktes (kälter als<br />
Spritzraumtemperatur).<br />
Folge: nicht sichtbare Schwitzwasserbildung der Substrate, späterer Haftungsverlust des gesamten<br />
Lackaufbaues.<br />
Vermeidung:<br />
zu 1<br />
zu 2<br />
zu 3<br />
zu 4<br />
Die zu lackierenden Oberflächen sind intensiv zu reinigen mit sauberem Wasser mittels eines Heißwasser-<br />
Hochdruckstrahlgerät. Anschließend mit <strong>RM</strong>-Silikon- und Teerfleckenentferner bzw. <strong>RM</strong> -<br />
Blechreinigungsmittel nachreinigen.<br />
Lackmaterialien in vorgeschriebener Schichtdicke spritzen und ausreichend trocknen lassen.<br />
Polyestermaterialien nur trocken schleifen.<br />
Temperaturangleichung der Fahrzeuge zur Spritzraumtemperatur (Standzeit über Nacht im<br />
Spritzraum/Bearbeitungsraum) <strong>oder</strong> 2 Stunden bei 50-60°C Einblastemperatur.<br />
Reparatur:<br />
Den Lackaufbau bis zum Entstehungsort der Blasen durch intensives Schleifen entfernen. Neuaufbau mit<br />
Grund- und Deckmaterialien laut Empfehlung vornehmen.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.3 Durchbluten<br />
Definition:<br />
Beim Durchbluten kommt es zu einer Verfärbung der Decklackschicht - oft in rötlicherer, gelblicherer<br />
Farbschattierung.<br />
Ursachen:<br />
1. Lösliche Pigmente (Farbstoffe) aus der Originallackierung lösen sich in dem Lösemittel des<br />
Reparaturlackmateriales und verfärben die Oberfläche.<br />
2. Das Durchbluten kann aber auch entstehen, wenn der Peroxidüberschuss aus Polyesterspachtel durch die<br />
Lösemittel des nachfolgenden Lackes gelöst wird. Das Peroxid reagiert dann mit den Pigmenten und es kommt<br />
zu einer gelblichbräunlichen Verfärbung in Größe des Spachtelfleckes. Besonders gefährdet sind Blau-und<br />
Grüntöne bzw. Metallictöne.<br />
3. Unvollständig entfernte Bitumen- <strong>oder</strong> Teerreste auf der Altlackierung.<br />
Vermeidung:<br />
Überspritzen Sie zum Durchbluten neigende Originallackierungen am besten mit einem Isoliergrund (z.B.<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY und verwenden Sie nur die vorgeschriebene Peroxidmenge beim Mischen mit dem<br />
Polyesterspachtel.<br />
Reparatur:<br />
Bei schwächeren Formen des Durchblutens wird das gesamte Teil mit <strong>GRAPHITE</strong> <strong>HD</strong> EPOXY<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.4 Fleckenbildung<br />
Definition:<br />
Die Lackierung wird von aggressiven Mitteln z.B. Industrieabgasen, Baumharzen, Benzin, <strong>oder</strong> Chemikalien<br />
angeätzt <strong>oder</strong> verfärbt, was schlimmstenfalls zur Zerstörung der Lackoberfläche führen kann.<br />
Ursachen:<br />
1. Bei einer Verfärbung durch Teer wandern Inhaltsstoffe in die Lackoberfläche und als Rückstand bleiben<br />
schmutzige braunschwarze Flecken.<br />
2. Industrieabgase <strong>oder</strong> Chemikalien dringen in die Lackoberfläche ein und verfärben die Decklackschicht. Diese<br />
Verfärbung wird durch eine chemische Reaktion mit den Pigmenten (z.B. bei Säuren) hervorgerufen.<br />
3. Natürliche Substanzen wie Baumharze, Insektenreste und Vogel Kot, können einen Lackaufbau angreifen. Dabei<br />
können die Abätzungen je nach Einwirkungsdauer so stark sein, dass der Lackaufbau an der betreffenden Stelle<br />
zersetzt und somit zerstört wird.<br />
Vermeidung:<br />
Um Fleckenbildung zu verhindern, sollte das Fahrzeug öfter gewaschen und von Zeit zu Zeit mit Poliermitteln<br />
konserviert werden. Anhaftende Fremdsubstanzen wie z. B. Vogel Kot, Schmier- und Betriebsstoffe, müssen<br />
regelmäßig entfernt werden, will man Anätzungen verhindern.<br />
Reparatur:<br />
Leichtere Verfärbungen kann man oft schon durch Polieren mit <strong>RM</strong> - Feinpolierpaste entfernen und mit Polish wieder<br />
versiegeln. Größere Flecken hingegen erfordern einen Abschliff der beschädigten Schicht und einen neuen<br />
Lackaufbau.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.5 Haftungsverlust<br />
Definition:<br />
Der Haftungsverlust kann in zwei unterschiedlichen Arten auftreten. Man unterscheidet dabei die Haftungsstörung<br />
zum Untergrund (gesamter Lackaufbau) und den mangelnden Verbund zwischen einzelnen Schichten.<br />
Ursachen:<br />
Haftungsverlust kann auftreten, wenn<br />
1. Haftungsfeindliche Substanzen auf dem zu lackierenden Untergrund verblieben sind (z. B. Silikon, Öl, Fett,<br />
Wachs, Rost, Schleifrückstände usw.).<br />
2. Eine ungeeignete Grundierung auf dem Untergrund aufgetragen wurde.<br />
3. Unzureichendes bzw. fehlendes Anschleifen des Untergrundes.<br />
4. Zu trocken bzw. zu dünn aufgetragenes Grundmaterial bzw. Basislack (keine geschlossene Filmschicht).<br />
5. Zu kurze Ablüftzeit, bzw. zu dick aufgespritzte Farben, besonders bei Basislackschichten der<br />
Zweischicht-Metallic-Lackierung.<br />
6. Feuchter Untergrund durch Unterschreitung des Taupunktes.<br />
Der Taupunkt ist jene Temperatur, bei welcher der in der Luft vorhandene Wasserdampf den Sättigungswert<br />
erreicht hat und zu kondensieren beginnt. Dies tritt besonders bei extremen Temperaturwechseln auf, bzw. in den<br />
Frühjahrs- und Herbstmonaten.<br />
Die Lackierobjekte müssen deshalb unbedingt vor dem Materialauftrag Raumtemperatur angenommen haben.<br />
Aluminiumuntergründe sind besonders empfindlich.<br />
Vermeidung:<br />
Um dem Haftungsverlust entgegenzuwirken, sollten Sie die richtige Grundierung für schwierige Untergründe wählen<br />
(z.B. Aluminium und Kunststoffe), die Grundmaterialien in ausreichenden Schichtdicken lackieren und dabei auf die<br />
Herstellerhinweise achten.<br />
Starkes Nebeln grundsätzlich vermeiden und bei hohen Schichtdicken für ausreichende Ablüftzeiten der einzelnen<br />
Produkte sorgen.<br />
Raumtemperatur u. Lackierobjekte gleiche Temperatur (+18-20°C)<br />
Reparatur:<br />
Komplettes Abschleifen der losen Schichten und neu lackieren.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.6 Kocher<br />
Definition:<br />
Bei dieser Oberflächenstörung entstehen Bläschen mit einem feinen Loch in der Mitte.<br />
Ursachen:<br />
Die Entstehung der Kocher hat verschiedene Ursachen:<br />
1. zu hohe Schichtdicken<br />
2. Einsatz einer ungeeigneten Verdünnung (zu kurz)<br />
3. zu geringe Ablüftzeiten zwischen den einzelnen Spritzgängen<br />
4. zu hohe Objekttemperatur, um die Trocknung zu beschleunigen<br />
5. eine zu lange Ablüftzeit bei Zweikomponenten-Lacken, bevor das Objekt mit höheren Temperaturen getrocknet<br />
wird.<br />
6. Beim Einsatz von Infrarot-Strahlern entsteht eine zu hohe Oberflächentemperatur, wenn der Abstand zum Objekt<br />
zu gering ist. Mindestabstand 60 cm.<br />
Vermeidung:<br />
Wollen Sie die Entstehung von Kochern verhindern, so sollten Sie die geeignete Verdünnung (kurz/mittel/lang) für<br />
die entsprechenden Spritztemperaturen einsetzen und die empfohlenen Schichtdicken nicht überschreiten. Des<br />
Weiteren empfiehlt es sich, die Ablüftzeiten einzuhalten und darauf zu achten, dass die Trocknungstemperaturen<br />
und die Abstände der Flächenstrahler zum Objekt eingehalten werden.<br />
Reparatur:<br />
Sind nur geringe Oberflächenstörungen vorhanden, können Sie die Decklackschicht mit Schleifpapier P 1200<br />
anschleifen und anschließend mit <strong>RM</strong> - Feinpolierpaste und einem Polish aufpolieren.<br />
Liegen größere Oberflächenstörungen vor, müssen die Kocher bis zum Entstehungsherd abgeschliffen und die<br />
betroffenen Schadstellen neu lackiert werden.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.7 Kraterbildung<br />
Definition:<br />
Die Kraterbildung ist eine kreisförmige Vertiefung/Mulde mit hochstehenden Rändern im Decklack <strong>oder</strong> in den<br />
Zwischenschichten.<br />
Ursachen:<br />
1. Die zu lackierende Oberfläche wurde nicht gründlich genug von Öl, Fetten, Wachs bzw.<br />
Silikon-Politurrückständen gereinigt.<br />
2. Verunreinigungen, die aus der Luft übertragen werden, z.B. Spritznebel eines anderen Lacktyps<br />
3. Öle bzw. Wasser aus der Druckluft<br />
4. Silikone aus Sprühdosen (Cockpit-Spray)<br />
5. Fremdsubstanzen aus angrenzenden Industriebetrieben<br />
6. Silikonhaltige Dichtungs-/Klebemassen<br />
7. Trennmittelreste aus Kunststoffteilen, Zieh- und Gleitmittelreste, Lötpasten, Bitumen und Öl aus Dämmmatten<br />
Vermeidung:<br />
Nur das gründliche Reinigen z. B. mit PK 700 <strong>oder</strong> Reinigungsmittel PK 2000 der zu lackierenden Flächen verhindert<br />
die Kraterbildung. Wird gleichzeitig mit siliconhaltigen Produkten (Polish, Dichtungsmassen) gearbeitet, so sollte<br />
dafür ein separater Raum benutzt werden.<br />
Reparatur:<br />
Haben sich Krater gebildet, hilft nur noch das Abschleifen dieser Lackschicht mit gründlicher, mehrmaliger Reinigung<br />
und eine Neulackierung.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.8 Runzeln/Hochziehen<br />
Definition:<br />
Es bildet sich beim Durchtrocknen des Lackes ein ungleichmäßiges Furchenmuster an der Oberfläche. Die<br />
Lackoberfläche trocknet schneller als die darunter liegende Lackschicht. Das gilt nur für KH-Lacke.<br />
Beim Runzeln entsteht das Muster im aufgetragenen KH-Lack.<br />
Hochziehen bedeutet, dass der überlackierte KH-Lack das Furchmuster verursacht.<br />
Ursachen:<br />
1. Der KH-Lack wurde in zu hohen Schichten aufgespritzt.<br />
2. Dem KH-Lack wurde zu viel Trocknungsbeschleuniger zugesetzt.<br />
3. Ungünstige Trocknungsbedingungen (z.B. sehr hohe Raumtemperatur)<br />
4. Der überlackierte KH-Lack ist vor dem Überlackieren nicht vollständig durchgehärtet gewesen.<br />
Vermeidung:<br />
Mit vorgeschriebenen Schichtdicken/Beschleunigermengen arbeiten und für günstige Trocknungs-, Frischluft- und<br />
Temperaturbedingungen sorgen.<br />
Bei Hochzieherscheinungen der Originallackierung muss diese zuerst isoliert werden. Genaue Arbeitsweise siehe<br />
Kapitel B RT 10 Umlackierung Chassis<br />
Reparatur:<br />
Bei geringem Runzeln die Fläche gut durchtrocknen lassen, dann bis zur ausgehärteten Schicht abschleifen und neu<br />
lackieren. Bei stärkeren Runzeln im Lack, muss die gesamte Lackschicht entfernt und die Fläche mit einem neuen<br />
Lackaufbau versehen werden.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.9 Steinschlag<br />
Definition:<br />
Bei Steinschlägen handelt es sich um punktförmige, unregelmäßige durch Steine bzw. Rollsplitt o.ä. entstandene<br />
Beschädigungen des Lackaufbaues.<br />
Ursachen:<br />
Splitt wird mit unterschiedlicher Energie an das Fahrzeug geschleudert. Je nach Aufprallstärke kann dabei die<br />
Decklackschicht aber auch der gesamte Lackaufbau zerstört werden. An dieser Stelle kommt es dann zur<br />
Feuchtigkeitsunterwanderung, deren Folgen Unterwanderung und weitergehende Abplatzungen sein können.<br />
Vermeidung:<br />
Bei Steinschlag handelt es sich um eine Oberflächenverletzung, die man nicht vermeiden kann.<br />
Durch Einsatz von CHASSIS CARE BLACK bei der Reparaturlackierung lässt sich aber die Verletzungsintensität<br />
mindern und Durchschläge bis zum Blech vermeiden.<br />
Reparatur:<br />
Bei wenigen, kleinen Decklackverletzungen ist ein Ausbessern mit einem Lacktupfer möglich. Ist der Lackaufbau<br />
mehrfach verletzt, müssen die beschädigten Flächen abgeschliffen und mit einem neuen Lackaufbau versehen<br />
werden.<br />
Bei Steinschlag mit Rostansatz ist ebenfalls eine Neulackierung notwendig.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Lackierfehler und Lackierschäden<br />
C 3<br />
3.10 Unterrostung<br />
Definition:<br />
Bei der Unterrostung handelt es sich um einen Lackschaden, der durch unregelmäßige Erhebung (spitze Blasen)<br />
sichtbar wird.<br />
Bei Aufstoßen <strong>oder</strong> Aufplatzen der Erhebungen sieht man bräunliche Korrosionspunkte bei Stahl und weiße bei<br />
Aluminium und verzinktem Stahl.<br />
Ursachen:<br />
1. Feuchtigkeit dringt durch Risse <strong>oder</strong> mechanische Beschädigungen (z. B. Steinschlag) des Lackaufbaues bis<br />
zum Metall durch.<br />
2. Vor der Reparaturlackierung wurde der Rost nicht gründlich genug entfernt. Es entsteht wieder neuer Rost durch<br />
die eindringende Luftfeuchtigkeit.<br />
3. Die Metalloberfläche wurde z. B. durch hygroskopische Salze, z. B. Handschweiß, verunreinigt.<br />
Diese können mit in die Lackierung eindringender Luftfeuchtigkeit, Rost und Wasserblasen verursachen.<br />
Vermeidung:<br />
- Altlackierungen gründlich reinigen.<br />
- Roststellen porentief entfernen.<br />
- Steinschläge und andere mechanischen Lackbeschädigungen sofort beseitigen.<br />
Reparatur:<br />
Die beschädigte Fläche muss bis zum metallischen Untergrund abgeschliffen <strong>oder</strong> abgestrahlt werden. Die Fläche<br />
muss metallisch blank sein.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Pflege der Nutzfahrzeuglackierung<br />
C 4<br />
Ohne Lackpflege vergehen Schönheit und Eleganz. Die Pflege der Lackierung ist ein wesentlicher Bestandteil der<br />
Nutzfahrzeugpflege. Sie steigert die Werterhaltung dieser Fahrzeuge.<br />
Belastungen für die Lackierung entstehen durch:<br />
- Temperaturwechsel warm/kalt<br />
- Feuchtigkeit - Wasser<br />
- Tierexkremente - Chemikalien<br />
- Reinigungsmittel sauer <strong>oder</strong> alkalisch<br />
- Sand/Schmutz, Ablagerungen, welche durch den Fahrtwind eine schleifende Wirkung entfalten.<br />
Das Waschen<br />
Die ersten zwei Monate nach der Neulackierung grundsätzlich nur mit viel Wasser und ohne Waschzusätze die<br />
Reinigung ausführen.<br />
Bei Verwendung von Hochdruckwäschern <strong>oder</strong> Dampfsprühstrahlreiniger soll der Abstand der Sprühdüse vom<br />
Fahrzeug mindestens 30cm betragen.<br />
Waschstraßen mit rotierenden Bürsten nur nach vorheriger Einsprühen des Fahrzeuges mit Wasser benutzen.<br />
Neue Lackierungen sollten mit einem Aufkleber versehen werden, der entsprechende Hinweise zum Waschen in<br />
Kurzform gibt.<br />
Durch diese Maßnahmen verhindern Sie eine frühzeitige Wertminderung der Lackierung.<br />
Das tropfenförmige Abperlen des Wassers ist ein Kennzeichen des primären Schutzfilms der Lackierung. Dieser<br />
wird durch die obengenannten Belastungen und natürlich durch die Verwendung der Waschmittelzusätze schneller<br />
abgebaut.<br />
Stellen Sie fest, dass das tropfenförmige Abperlen des Wassers nachlässt, ist eine Konservierung durchzuführen.<br />
Bei Fahrzeugen, die während der kalten Jahreszeit, in eine warme Waschhalle gefahren werden, bildet sich durch<br />
den Kälte-Wärmeschock ein Schwitzwasserfilm zwischen der Lackschicht und dem Metall.<br />
Die Lackhaftung wird vorübergehend ungünstig beeinflusst. Je nach Temperaturdifferenz kann dieser Zustand bis zu<br />
6 h anhalten. Während dieser Zeit kann die Anwendung von Reinigungsgeräten zur Haftstörung der Lackschicht<br />
führen. Das lässt sich nur verhindern, wenn das Fahrzeug die Raumtemperatur erreicht hat. Dies gilt auch für<br />
nachträgliche Beschriftung lackierter Fahrzeuge. Aus Erfahrung empfehlen wir eine Standzeit von mindestens 10 h<br />
zur Klimatisierung des Fahrzeuges.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Tipps zur Verarbeitung von Lackmaterialien<br />
C 5<br />
a) Bei großer Hitze,<br />
Bei großer Hitze sind - wie auch bei extremer Kälte - besondere Maßnahmen für die Verarbeitung von<br />
Lackmaterialien für die Nutzfahrzeuglackierung zu beachten.<br />
Bei Temperaturen über + 30°C sind unverdünnte Lackmaterialien deutlich dünner als bei normalen<br />
Verarbeitungstemperaturen von 18-20°C.<br />
Deshalb wird vielfach weniger Verdünnung zugegeben. Das ist jedoch grundsätzlich falsch. Auch bei großer Hitze<br />
muss mindestens so viel Verdünnung zugegeben werden wie bei Normaltemperatur. Die Spritzviskosität sollte sogar<br />
noch weiter reduziert werden, damit die aufgetragenen Schichtdicken nicht zu hoch werden.<br />
Durch zu wenig Lösemittel bzw. dessen raschere Verdunstung verschlechtert sich der Verlauf und die<br />
Kocherneigung steigt.<br />
Der Spritznebel trocknet bei hohen Temperaturen wesentlich schneller an und führt dann zu narbigen<br />
Decklackschichten. Noch problematischer ist es bei Grundierungen.<br />
Wenn hier genebelt wird, entstehen keine geschlossenen Filme, die erst die Widerstandsfähigkeit der Beschichtung<br />
gewährleisten.<br />
Bei Temperaturen über 25°C Raumtemperatur:<br />
Spritzviskosität mit der bei 18-20°C benötigten Lösemittelmenge einstellen.<br />
Eine langsamer verdunstende Verdünnung verwenden, Zusatzbezeichnung Verdünnung "lang". Eventuell eine<br />
größere Spritzdüse einsetzen.<br />
b) Bei hoher Luftfeuchtigkeit<br />
Bei hoher relativer Luftfeuchtigkeit, ab 80% RF, kann es bei der Verarbeitung Probleme geben: langsamere<br />
Antrocknung der Lacke + starke Läuferneigung, besonders bei wasserverdünnbaren Produkten.<br />
Wenn Sie feststellen, dass das Fahrzeug <strong>oder</strong> die Kabine einen Feuchtigkeitsbelag bekommt, ist es notwendig, den<br />
Raum gut zu belüften und aufzuheizen. Die relative Luftfeuchtigkeit sollte 50-75 % erreichen. Ebenso muss das<br />
Fahrzeug Raumtemperatur erreicht haben, damit sich kein Feuchtigkeitsbelag bildet.<br />
Spätere Lackschäden können durch hohe Luftfeuchtigkeit während der Lackierung ihre Ursache haben.<br />
Mögliche auftretende Lackschäden:<br />
Anlaufen bzw. Vermatten der Decklackschicht. Im Extremfall Krater bzw. Benetzungsstörungen.<br />
Spätschäden:<br />
Haftungsstörung nach einigen Wochen, evtl. auch größere Blasen, besonders bei Aluminium.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Arbeitsschutzmaßnahmen<br />
C 6<br />
Kennzeichnung gefährlicher Arbeitsstoffe<br />
Die Gefahrstoffverordnung (GefStoffV) und die dazu gehörigen Technischen Regeln Gefahrstoffe (TRGS) sowie den<br />
Technischen Regeln brennbare Flüssigkeiten (TRbF) geben den Anwendern umfangreiche Informationen wie sicher<br />
mit chemischen Stoffen umgegangen werden muss. Die Gefahrstoffe können verschiedenste<br />
Gefährlichkeitsmerkmale aufweisen<br />
Die Verordnungen enthalten u. a. Kennzeichnungs-vorschriften und Gefahrensymbole. Derzeit befindet sich die<br />
Form der Kennzeichnung von Gefahrstoffen im Umbruch, daher werden hier auch nur beispielhaft und<br />
unvollständig neue und alte Gefahrensymbole gegenübergestellt..<br />
Alt<br />
Neu<br />
R26<br />
R27<br />
R28<br />
Sehr giftig beim Einatmen<br />
Sehr giftig bei Hautkontakt<br />
Sehr giftig bei Verschlucken<br />
H330<br />
H310<br />
H300<br />
Lebensgefahr beim Einatmen<br />
Lebensgefahr bei Hautkontakt<br />
Lebensgefahr bei<br />
Verschlucken<br />
R34<br />
R35<br />
Verursacht Verätzungen<br />
Verursacht schwere<br />
Verätzungen<br />
H314<br />
Verursacht schwere<br />
Verätzungen der Haut und<br />
schwere Augenschäden<br />
R36<br />
Reizt die Augen<br />
H319<br />
Verursacht schwere<br />
Augenreizung<br />
R41 Gefahr ernster<br />
Augenschäden<br />
H318<br />
Verursacht schwere<br />
Augenschäden<br />
R65 Gesundheitsschädlich: kann<br />
beim Verschlucken<br />
Lungenschäden<br />
verursachen<br />
H304<br />
Kann bei Verschlucken und<br />
Eindringen in die Atemwege<br />
tödlich sein<br />
Weiter Informationen zur neuen Kennzeichnung nach dem GHS-System (Global Harmonisiertem System) finden Sie<br />
unter anderem auf den Internetseiten der BG-RCI und der Deutschen Gesetzlichen Unfallversicherung (DGUV)<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Arbeitsschutzmaßnahmen<br />
C 6<br />
Hinweise bei der Verarbeitung isocyanat-haltiger Zubereitungen gem. EG-Richtlinien<br />
Die hier wiedergegebenen Schutzmaßnahmen gelten speziell für die Verarbeitung von isocyanathaltigen Lacken und<br />
Farben und sind zusätzlich zu den üblichen Schutzmaßnahmen (Gefährdungsbeurteilung, Betriebsanweisung,<br />
Unterweisung,..) im Umgang mit Gefahrstoffen anzuwenden. Sie stellen lediglich eine Auswahl dar. Im Rahmen Ihrer<br />
Gefährdungsbeurteilung können sich weitere wichtige Schutzmaßnahmen ergeben. Weitere Hinweise finden Sie u.<br />
a. in folgenden Schriften:<br />
BGI 524 „Polyurethan –Herstellung und Verarbeitung / Isocyanate“<br />
TRGS 430 „Isocyanate – Gefährdungsbeurteilung und Schutzmaßnahmen“<br />
Katalog der Expositionsszenarien zur TRGS430 sowie in den unter 6a) angegebenen Informationen zum<br />
Spritzapplizieren im Allgemeinen.<br />
Anstrichstoffe, die Isocyanate enthalten, können eine Reizwirkung auf die Schleimhäute - besonders auf die<br />
Atmungsorgane - ausüben und Überempfindlichkeitsreaktionen auslösen. Beim Einatmen von Dämpfen <strong>oder</strong><br />
Spritznebel besteht die Gefahr einer Sensibilisierung. Beim Umgang mit isocyanathaltigen Anstrichstoffen sind alle<br />
Maßnahmen für lösemittelhaltige Anstriche sorgfältig zu beachten.<br />
Insbesondere dürfen Spritznebel und Dämpfe nicht eingeatmet werden. Allergiker, Asthmatiker sowie Personen, die<br />
zu Erkrankungen der Atemwege neigen, dürfen für Arbeiten mit isocyanathaltigen Anstrichstoffen nicht<br />
herangezogen werden.<br />
Es muss für gute Be- und Entlüftung gesorgt werden, und es müssen Atemschutzmasken getragen werden. Lesen<br />
Sie auch unsere Hinweise<br />
Arbeitsschutzmaßnahmen Gesundheitsschutz bei der Verarbeitung von Lacken – unter Abschnitt Allgemeine<br />
Hinweise. Zudem sind die Sicherheitsdatenblätter zu beachten.<br />
Erste Hilfe<br />
Augenspritzer<br />
Augen mehrere Minuten mit möglichst laufwarmem Wasser spülen. Augenlider weit spreizen.<br />
Verletzten auffordern, seine Augen während des Spülens in alle Richtungen zu bewegen. Augenarzt aufsuchen,<br />
dabei chemischen Stoff (isocyanathaltig) sowie durchgeführte Maßnahmen angeben.<br />
Haut<br />
Spritzer auf der Haut sind sofort sorgfältig mit viel Wasser und Seife abzuwaschen. Danach ist die Haut, falls<br />
erforderlich, mit geeigneten Hautreinigungsmitteln nachzureinigen und ein Arzt aufzusuchen. Benetzte Kleidung<br />
sofort entfernen.<br />
Atemwege<br />
Frischluft, bei Atemstillstand sofort Atemspende, ggf. Sauerstoffzufuhr, Wärme, Ruhe, Arzt hinzuziehen.<br />
Transport und Lagerung<br />
Härtergebinde sollten einer direkten Sonnenbestrahlung nicht ausgesetzt sein und verschlossen und trocken<br />
gelagert werden.<br />
Eine Lagertemperatur von 40°C sollte nicht überschritten werden.<br />
Beim Transport sind die für die jeweilige Transportart zutreffenden Gefahrgutvorschriften zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Tabellen<br />
D<br />
1. Welche Produkte für welche Untergründe<br />
2. Abtöntabelle für Unifarbtöne<br />
3. Basisfarben <strong>GRAPHITE</strong> <strong>HD</strong> - CV...<br />
4. Rohstoffbasen der Stammmaterialien<br />
5. Temperaturtabelle <strong>GRAPHITE</strong> <strong>HD</strong> PRODUKT PORTFOLIO<br />
6. Glanzgradtabelle mit Mattpaste<br />
7. Lackierung von Kunststoffen<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Welche Produkte für welche Untergründe<br />
D 1<br />
Rohstoffbasis<br />
Stahl<br />
Verzinkter Stahl *<br />
Edelstahl<br />
Aluminium<br />
Eloxiertes<br />
Aluminium<br />
Gfk / SMC<br />
PP-EPDM<br />
CV-Grund- /<br />
Grundfüller<br />
Pulver<br />
Coil-Coating<br />
Plywood<br />
Holz<br />
Werkslackierung<br />
Altlackierung<br />
Polyester-Spachtel<br />
STOP MULTI UPE •• •• ◦ •• • • • • • • • •<br />
STOP FILLER II UPE • ◦ •• • • • • •• •• ••<br />
Grundierung<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER CF PVB • • • • •<br />
Grundfüller<br />
<strong>GRAPHITE</strong> <strong>HD</strong> WASH FILLER PVB • • •• ◦ • • •<br />
GRAPHIT <strong>HD</strong> CHASSIS <strong>SURFACER</strong> PU •• • •• • • •• •• • ••<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER FILLER MP PU •• •• •• •• •• •• •• •• • •<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY EP •• •• •• •• ◦ •• •• •• •• •• •• • •<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY CF EP • • • •• •• •• •• •• • •<br />
G<strong>HD</strong> CHASSISMIX (Mixing ratio 70 / 30) PU<br />
Füller<br />
<strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE PU •• • •• •• •• •• •• •• ••<br />
Haftvermittler<br />
TRANSPARENT SEALER CP PU ◦ •• •• •• ◦ •• •• ••<br />
G<strong>HD</strong> <strong>SURFACER</strong> WHITE / Flexpro PU •• •• •• •• •• •• •• •• ••<br />
DTM Top coat<br />
G<strong>HD</strong> CHASSISMIX (Mixing ratio 50 / 50) PU •• •• • • • • • •<br />
•• = sehr gut geeignet • = gut geeignet ◦ = bedingt geeignet<br />
Legende:<br />
EP = Epoxid/Polyamin<br />
EP-Ester = Epoxid-Ester<br />
MP = Mischpolymerisat<br />
PE<br />
PUR<br />
PUR-AC<br />
PVB<br />
= Polyester<br />
= Polyurethan/Isocyanat<br />
= Polyurethan-Acrylat/Isocyanat<br />
= Poly-Vinvyl-Butyral/Phosphorsäure<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Abtöntabelle für <strong>GRAPHITE</strong> <strong>HD</strong><br />
D 2<br />
Abtönen<br />
in Richtung<br />
Farbgruppe<br />
weiß grau gelb beige orange rot bordeaux braun grün blau<br />
heller CV 90 CV 90 CV 90 CV 90 CV 90 CV 90 CV 90 CV 90 CV 90 CV 90<br />
schmutziger CV 20 CV 20 CV 20 CV 20 CV 20 CV 20 CV 20 CV 20 CV 20 CV 20<br />
dunkler CV 20 CV 20 CV 20 CV 20 CV 74 CV 82* CV 88 CV 20 CV 54 CV 44<br />
CV 46<br />
blauer CV 44<br />
CV 46<br />
CV 44<br />
CV 46<br />
- - - - - - CV 54 CV 54<br />
grüner CV 54 CV 54 CV 54 CV 54 - - - - CV 54 CV 54<br />
gelber CV 67 CV 67 CV 62* CV 67 CV 62* CV 62* CV 67 CV 67 CV 62* -<br />
orange CV 66 CV 66 CV 74 CV 74 CV 74 CV 70 CV 70 CV 70 - -<br />
roter CV 77 CV 77 CV 74 CV 77 CV 82* CV 82* CV 82* CV 77 - CV 85<br />
violetter CV 85 CV 85 - CV 85 - CV 85 CV 88 CV 85 - CV 30<br />
Nur die Basisfarben aus der betreffenden Farbton-Mischformel<br />
*) Nicht in kleinen Konzentrationen einsetzen.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Mischsystem Basisfarben <strong>GRAPHITE</strong> <strong>HD</strong><br />
D 3<br />
Farb.-Nr. Prod.-Nr. Farbbezeichnung<br />
CV 20 AT04-9420 blauschwarz<br />
CV 25 AT04-9525 gelbschwarz<br />
CV 26 AT04-9526 schwarz<br />
CV 30 AT04-4030 lila<br />
CV 40 AT04-5040 blau<br />
CV 44 AT04-5044 dunkelblau<br />
CV 46 AT04-5046 mittelblau<br />
CV 54 AT04-6054 flaschengrün<br />
CV 61 AT04-1061 gelb<br />
CV 62 AT04-1062 zitrusgelb<br />
CV 63 AT04-1063 chromgelb I<br />
CV 65 AT04-1065 chromgelb II<br />
CV 66 AT04-1066 signalgelb<br />
CV 67 AT04-1067 oxidgelb<br />
CV 70 AT04-2070 rotorange<br />
CV 74 AT04-2074 hellorange<br />
CV 77 AT04-2077 oxidrot<br />
CV 82 AT04-4082 rot<br />
CV 85 AT04-4085 weinrot<br />
CV 86 AT04-4086 dunkelrot<br />
CV 88 AT04-4088 bordeaux<br />
CV 90 AT04-0090 weiß<br />
CV 35 M AV04-0035 <strong>GRAPHITE</strong> <strong>HD</strong> MISCHLACK<br />
CV 38 M AV04-0380 <strong>GRAPHITE</strong> <strong>HD</strong> AIRLESS MISCHLACK<br />
H 350 SC20-350F TOPCOAT HARDENER STANDARD<br />
H 300 SC20-300F TOPCOAT HARDENER FAST<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Commercial Vehicle - Lackierprozesse<br />
B 1<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, Z.I. du Merret, F-60676 Clermont-de-l'Oise Cedex<br />
Perfektion einfach gemacht
Rohstoffbasen der Stammmaterialien<br />
D 4<br />
Produkt Rohstoffbasis Kürzel<br />
STOP MULTI Ungesättigter Polyester U-PE<br />
STOP FILLER Ungesättigter Polyester U-PE<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CHASSIS PRIMER FILLER Epoxy-Ester EP-E<br />
<strong>GRAPHITE</strong> <strong>HD</strong> 1 C PRIMER Polyvinylbutyral PVB<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER CF Polyvinylbutyral PVB<br />
<strong>GRAPHITE</strong> <strong>HD</strong> WASH FILLER Polyvinylbutyral PVB PVB<br />
<strong>GRAPHITE</strong> <strong>HD</strong> WASH PRIMER Polyvinylbutyral PVB<br />
<strong>GRAPHITE</strong> <strong>HD</strong> PRIMER FILLER MP Polyurethan PUR<br />
<strong>GRAPHITE</strong> <strong>HD</strong> <strong>SURFACER</strong> WHITE Polyurethan PUR<br />
TRANSPARENT-SEALER CP Polyurethan PUR<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY Epoxy EP<br />
<strong>GRAPHITE</strong> <strong>HD</strong> EPOXY CF Epoxy EP<br />
<strong>GRAPHITE</strong> <strong>HD</strong> Polyurethan-Acrylat PUR-AC<br />
Polyurethan,<br />
PUR, W<br />
ONYX <strong>HD</strong><br />
wasserverdünnbar<br />
<strong>GRAPHITE</strong> <strong>HD</strong> CLEAR Modifiziertes Polyacrylat PAC<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Temperaturtabelle <strong>GRAPHITE</strong> <strong>HD</strong><br />
D 5<br />
Temperaturtabelle <strong>GRAPHITE</strong> <strong>HD</strong> Produkt Portfolio<br />
Diese Tabelle stellt unverbindliche Richtwerte dar, basierend auf den Erfahrungen aus dem Markt.<br />
Bedingt durch Kundenspezifische Parameter, wie z.B. die Spritzkabine, die zu lackierenden Objekte und die Zerstäubungstechnik<br />
können abweichende Härter / Verdünnungsvariationen notwendig werden..<br />
G<strong>HD</strong> PRIMER CF<br />
G<strong>HD</strong> WASH<br />
FILLER<br />
G<strong>HD</strong> ETCH<br />
PRIMER<br />
FILLER CF<br />
G<strong>HD</strong> EPOXI<br />
G<strong>HD</strong> EPOXI CF<br />
G<strong>HD</strong> CHASSIS<br />
<strong>SURFACER</strong><br />
G<strong>HD</strong> PRIMER<br />
FILLER MP<br />
G<strong>HD</strong> <strong>SURFACER</strong><br />
WHITE<br />
G<strong>HD</strong> Chassismix<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
CV 12<br />
<strong>GRAPHITE</strong> <strong>HD</strong><br />
CLEAR<br />
Härter<br />
bis 15°C ab 15°C ab 20°C ab 25°C ab 30°C<br />
G<strong>HD</strong><br />
ACTIVATOR<br />
SLOW<br />
G<strong>HD</strong><br />
ACTIVATOR<br />
SLOW<br />
G<strong>HD</strong><br />
ACTIVATOR<br />
SLOW<br />
G<strong>HD</strong><br />
ACTIVATOR<br />
SLOW<br />
G<strong>HD</strong><br />
ACTIVATOR<br />
SLOW<br />
Verdünnung GV 100 GV 300 GV 300 GV 400 GV 400<br />
Härter<br />
Verdünnung<br />
Härter<br />
ACTIVATOR<br />
SLOW<br />
ACTIVATOR<br />
FOR PRIMER<br />
FILLER CF<br />
ACTIVATOR<br />
SLOW<br />
ACTIVATOR<br />
FOR PRIMER<br />
FILLER CF<br />
ACTIVATOR<br />
SLOW<br />
ACTIVATOR<br />
FOR PRIMER<br />
FILLER CF<br />
ACTIVATOR<br />
SLOW<br />
ACTIVATOR<br />
FOR PRIMER<br />
FILLER CF<br />
ACTIVATOR<br />
SLOW<br />
ACTIVATOR<br />
FOR PRIMER<br />
FILLER CF<br />
Verdünnung GV 100 GV 300 GV 300 GV 400 GV 400<br />
G<strong>HD</strong> EP G<strong>HD</strong> EP G<strong>HD</strong> EP G<strong>HD</strong> EP<br />
Härter<br />
nicht HARDENER HARDENER HARDENER HARDENER<br />
Verdünnung verarbeitbar GV 300 GV 300 GV 300 GV 400<br />
Härter<br />
nicht<br />
G<strong>HD</strong> EP<br />
HARDENER<br />
G<strong>HD</strong> EP<br />
HARDENER<br />
G<strong>HD</strong> EP<br />
HARDENER<br />
G<strong>HD</strong> EP<br />
HARDENER<br />
Verdünnung verarbeitbar GV 300 GV 300 GV 300 GV 400<br />
Härter H 310 H 360 H 360 H 360 H 360<br />
Verdünnung GV 200 CV GV 300 GV 400 GV 400 GV 400<br />
Härter H 310 H 360 H 360 H 360 H 360<br />
Verdünnung GV 300 GV 400 GV 400 GV 400 GV 400<br />
Härter H 380 H 380 H 380 H 380 H 380<br />
Verdünnung GV 200 CV GV 300 GV 400 GV 400 GV 400<br />
Härter H 310 H 360 H 360 H 360 H 360<br />
Verdünnung GV 200 CV GV 300 GV 300 GV 400 GV 400<br />
Härter H 300 H 350 H 350 H 350 922-40<br />
Verdünnung GV 100 GV 200 CV GV 300 GV 400 GV 400<br />
Härter H 300 H 300 H 300 H 300 H 350<br />
Verdünnung GV 100 GV 100 GV 100 GV 300 GV 300<br />
Härter H 300 H 300 H 300 H 350 H 350<br />
Verdünnung GV 200 CV GV 300 GV 400 GV 400 GV 400<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Glanzgradtabelle<br />
D 6<br />
Glanzgradtabelle mit <strong>GRAPHITE</strong> <strong>HD</strong> MATTING PASTE AZ19-0193<br />
G<strong>HD</strong>-MATTING PASTE mechanisch einrühren od. Rüttler verwenden!<br />
Einsatz im Fertigton:<br />
z.B. G<strong>HD</strong>- RAL9010<br />
Max.20% (5 : 1) G<strong>HD</strong>-MATTING PASTE = 75-80% 60°<br />
Einsatz in der Mischformel:<br />
Mischlack G<strong>HD</strong>-CV35 ersetzen<br />
durch G<strong>HD</strong>-MATTING PASTE = 60-75% 60°<br />
Mischlack G<strong>HD</strong>-CV 35 ersetzen durch:<br />
G<strong>HD</strong>-MATTING PASTE AZ19-0193= Mischung 1<br />
Mischung 1 + G<strong>HD</strong>-MATTING PASTE Glanzgrad60°<br />
5 1 = 35-45 %<br />
4 1 = 20-30 %<br />
3 1 = 10-20 %<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Lackierung von Kunststoffen<br />
D 7<br />
G<strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
MV.: 100 : 50 : 10<br />
H 380 / GV 400<br />
G<strong>HD</strong> <strong>SURFACER</strong> WHITE<br />
MV.: 100 : 50 : 10<br />
H 380 / Flexpro (Verdünnt)*<br />
SMC Sheet molding compound •• ••<br />
GFK Glasfaserverstärkter Kunststoff •• ••<br />
ABS Acryl-Butadien-Styrol-Copolymer •• ••<br />
PA Polyamid ••<br />
PC Polykarbonat ••<br />
PP / EPDM<br />
PP / T16 / T20<br />
Polypropylen / Ethylen Propylen Dien<br />
Mischpolymerisat<br />
TPE Thermoplastische Elastomere ••<br />
PP Polypropylen ◦<br />
PE Polyethylen ◦<br />
••<br />
••<br />
*Flexpro wird im Verhältnis 70 : 30 (Flexpro / GV 100, GV200 ….) verdünnt<br />
•• = sehr gut geeignet • = gut geeignet ◦ = bedingt geeignet<br />
Detailliert: siehe Lackierverfahren P 10 „Kunststofflackierung“ !<br />
Generell gilt: Durch unterschiedliche Zusammensetzungen in den jeweiligen Kunststoffen kann keine<br />
Generalfreigabe für Kunststoffe gegeben werden. Die Haftung sollte vor jedem Einsatz individuell geprüft werden.<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht
Produktmerkblätter<br />
E<br />
1. Technische Informationen mit Verarbeitungsdaten<br />
Die Angaben in dieser Druckschrift basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Sie befreien den Verarbeiter wegen der Fülle möglicher Einflüsse bei der Verarbeitung<br />
und Anwendung unserer Produkte nicht von eigenen Prüfungen und Versuchen. Eine Garantie bestimmter Eigenschaften <strong>oder</strong> die Eignung des Produktes für einen konkreten Einsatzzweck<br />
kann aus unseren Angaben nicht abgeleitet werden. Alle hierin vorliegenden Beschreibungen, Zeichnungen, Fotografien, Daten, Verhältnisse, Gewichte u.ä. dienen lediglich der<br />
allgemeinen Information; sie können sich ohne Vorankündigung ändern und stellen nicht die vertraglich vereinbarte Beschaffenheit der Produkte (Produktspezifikation) dar. Mit Erscheinen<br />
einer Neuauflage verliert diese Druckschrift ihre Gültigkeit. Die jeweils aktuelle Fassung erhalten Sie im Internet unter www.rmpaint.com <strong>oder</strong> von ihrem Vertriebspartner. Etwaige<br />
Schutzrechte sowie bestehende Gesetze und Bestimmungen sind vom Empfänger unserer Produkte in eigener Verantwortung zu beachten.<br />
R-M Automotive Refinish <strong>Paint</strong>s, BASF Coatings S.A.S, F-60676 Clermont-de-l'Oise Cedex<br />
«TIDatum»<br />
Perfektion einfach gemacht