MIG 450 W / WF41C - Reiz GmbH
MIG 450 W / WF41C - Reiz GmbH
MIG 450 W / WF41C - Reiz GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Bedienanleitung<br />
EUROTRONIC ®<br />
<strong>MIG</strong> <strong>450</strong> W / <strong>WF41C</strong>
KONFORMITÄTSERKLÄRUNG<br />
Hersteller:<br />
WOLTERSDORF Schweißmaschinen <strong>GmbH</strong><br />
Eichendamm 3<br />
15569 Woltersdorf<br />
Hiermit bestätigen wir, dass das <strong>MIG</strong>/MAG-Schweißgerät<br />
EUROTRONIC ®<br />
<strong>MIG</strong> <strong>450</strong> W / <strong>WF41C</strong><br />
den Sicherheitsanforderung der EG-Richtlinien entspricht.<br />
Zutreffende Richtlinien:<br />
Angewandte harmonisierte Normen:<br />
EG-Niederspannungsrichtinie 73/23/EWG<br />
geändert durch Richtlinie 93/68/EWG<br />
EN 60 974-10 EMV Produktnorm für<br />
Lichtbogenschweißen<br />
Insbesondere: EN 60 974-1<br />
Lichtbogenschweißeinrichtungen/<br />
Schweißstromquellen<br />
Der Geschäftsführer: -------------------------------------------<br />
Lothar Rauch
1. Technische Beschreibung<br />
Seite 1<br />
Die Schweißstromquellen <strong>MIG</strong> <strong>450</strong> W ist ein stufengeschalteter Gleichrichter mit horizontaler<br />
Charakteristik. Sie wurde für das halbautomatische <strong>MIG</strong>/MAG-Schweißen entwickelt.<br />
Die Stromquellen bestehen aus:<br />
Transformator, Gleichrichter, Drossel und Gehäuse mit Bedienelementen.<br />
<strong>MIG</strong> <strong>450</strong> W ist mit integriertem Wasserkühlaggregat ausgerüstet.<br />
Die Verbindung zum Drahtvorschubgeräte <strong>WF41C</strong> erfolgt über ein Zwischenschlauchpaket und<br />
beidseitigen Steckverbinder. Alle für die Steuerung des Schweißprozesses notwendigen Funktionen<br />
werden vom Drahtvorschubgerät aus geregelt. Die technische Komplettausstattung ermöglicht:<br />
- Drahtvorschubregelung<br />
- Soft-Start-Einstellung<br />
- Drahtrückbrandregelung<br />
- 2/4-Taktschaltung<br />
Die Schweißstromquelle <strong>MIG</strong> <strong>450</strong> W wird optional mit digitalen Messinstrumenten für Schweißstrom- und<br />
Schweißspannung geliefert.<br />
Die Schweißspannungseinstellung erfolgt über praxisgerechten Feinstufen- sowie Grobstufenschalter.<br />
Transformator und Drossel sind mit Kupferlackdraht in Wärmebeständigkeitsklasse H gewickelt und<br />
werden mit Ventilator gekühlt.<br />
Die Schweißmaschine entspricht der Norm EN 60974-1.<br />
Bedienelemente:<br />
am Drahtvorschubgerät WF 41 C<br />
1 Tragegriff für Drahtvorschubkoffer<br />
2 Kippschalter für 2/4-Taktbetrieb am Schweißbrenner<br />
4 Potentiometer für Drahtvorschubregelung<br />
5 Zentralanschluss für <strong>MIG</strong>/MAG-Schweißbrenner<br />
6 Potentiometer für Drahtrückbrand (Drahtnachlaufreglung)<br />
7 Potentiometer für Soft-Start-Einstellung (Drahteinschleichen)<br />
8 Drahtspulenaufnahme m. Bremsnabe<br />
9 Drahtvorschubeinheit 4-Rollen komplett Typ 34037 (siehe S. 5)<br />
9.1 Motor Elvi 100 W / 42V<br />
10 Drahtvorschubrollen ø 37 mm mit je zwei Nuten für unterschiedliche Schweißdrähte<br />
(Nutform V für Stahl- und Aluminiumdraht beachten! siehe Seite 4)<br />
11 Andruckhebel für Drahtvorschubrolle<br />
12 Steuerleitungssteckdose<br />
13 Gasanschluss für Schweißgas<br />
14 Schweißkabeleinbaustecker<br />
15 Schnellkupplung Wasser (blau/rot) für Brenneranschluss<br />
16 Schnellkupplung Wasser (blau/rot) für Zwischenschlauchpaket<br />
18 <strong>MIG</strong>/MAG-Prozeß-Steuerplatine<br />
19 Elektromagnetventil<br />
am Gleichrichter <strong>MIG</strong> <strong>450</strong> W<br />
20 Digitalanzeige Schweißspannung - Optional<br />
21 Digitalanzeige Schweißstrom - optional<br />
22 Leuchtdiode Gelb für thermische Überlastung<br />
23 Netzschalter EIN/AUS mit Signallampe<br />
24 Feinstufenschalter für Schweißspannung (Strom)<br />
25 Grobstufenschalter für Schweißspannung (Strom)<br />
26 Massebuchse A (Verwendung A oder B durch Probe beim Schweißen)<br />
27 Massebuchse B<br />
28 Wassereinfüllstutzen<br />
29 Aufnahmeteller für WF41 (2-teilig)<br />
30 Ventilator 230 V mit Schutzgitter<br />
31 Netzleitung mit Stecker CEE 32 A
32 Gasflaschenhalterung mit Sicherungskette für Schweißgasflaschen 10-50 l<br />
33 Sicherung F1 (8 A) WF41<br />
34.1 Sicherung F1 (3,15 A) <strong>MIG</strong> <strong>450</strong><br />
34.2 F2 (8 A) <strong>MIG</strong> <strong>450</strong><br />
35 Taster für stromlosen Drahteinlauf<br />
36 Taster für Gastest<br />
4 7<br />
Seite 2<br />
1<br />
33<br />
6<br />
12<br />
5<br />
15<br />
13<br />
16<br />
14<br />
20<br />
22<br />
2<br />
33/34<br />
29<br />
28<br />
21<br />
24<br />
32<br />
25<br />
23<br />
26 27<br />
31<br />
30<br />
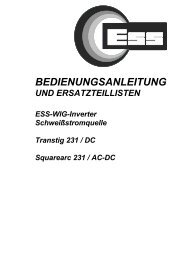
Bild 1: <strong>MIG</strong> <strong>450</strong> W / <strong>WF41C</strong> Frontseite<br />
35 36<br />
Bild 2: <strong>MIG</strong> <strong>450</strong> W / <strong>WF41C</strong> Rückseite<br />
9.1<br />
8<br />
11<br />
9 10<br />
Bild 3: <strong>MIG</strong> <strong>450</strong> W Drahtvorschubgerät <strong>WF41C</strong><br />
18 19<br />
Bild 4: <strong>MIG</strong> <strong>450</strong> W Drahtvorschubgerät <strong>WF41C</strong>
Seite 3<br />
2. Technische Daten<br />
Parameter<br />
<strong>MIG</strong> <strong>450</strong> W / WF 41 C<br />
Anschlussspannung (V) 3x400 / 50-60 Hz<br />
Absicherung - träge (A) 32<br />
Schweißstrombereich (A) 50-<strong>450</strong><br />
Belastung bei 40 % ED (A/V) <strong>450</strong><br />
60 % ED (A/V) 400<br />
Schaltstufen<br />
20 (2x10)<br />
Leerlaufspannung (V) 17-45 V<br />
Schutzart IP 22<br />
Anwendungsklasse<br />
S<br />
Drahtvorschubsystem<br />
4-Rollen, D. 37 mm<br />
Steuerspannung (V AC) 42<br />
Schweißdrahtdurchmesser (mm)<br />
Stahl 0,6-1,2<br />
Edelstahl 0,6-1,2<br />
Aluminium 0,8-1,2<br />
Fülldraht 0,9-1,6<br />
Isolationsklasse<br />
H<br />
Gewicht (kg) 150+18<br />
Abmessungen (mm) (LxBxH) 950x360(485)x950 <strong>MIG</strong> <strong>450</strong> W<br />
550x230x<strong>450</strong> WF41 C<br />
3. Anschlüsse<br />
3.0. Zwischenschlauchpaket<br />
Das Zwischenschlauchpaket wird beidseitig mit den Steckverbindern auf der Rückseite des<br />
Drahtvorschubgerätes sowie des Schweißgleichrichters <strong>MIG</strong> <strong>450</strong> W verbunden, d. h.<br />
Steuerleitung, Schweißstromkabel sowie Wasserschläuche. Der Gasschlauch des<br />
Zwischenschlauchpaketes wird auf der Rückseite des WF 41 C angeschraubt.<br />
Das Standartzwischenschlauchpaket ist 1 m lang für aufgesetztes Drahtvorschubgerät.<br />
Das Zwischenschlauchpaket kann bis 30 m Länge geliefert werden.<br />
Dadurch ist das Betreiben des Drahtvorschubgerätes mit großem Aktionsradius getrennt<br />
vom Schweißgleichrichter möglich.<br />
3.1. Spannungsanschluss<br />
Die Maschine wird in Standardausführung für 3x400 V (380 V) 50/60 Hz mit Netzkabel und<br />
Stecker geliefert. Beim Anschluss eines Steckers am Netzkabel den Schutzleiter Gelb/Grün<br />
an Erdungsklemme im Stecker verbinden. Im Stromverteiler entsprechende<br />
Netzsicherung (32 A) einschrauben. (Instruktion beachten!)<br />
3.2. Massekabelanschluss<br />
Massekabel in Buchse A oder B an der Frontseite des Gerätes einstecken und mit halber Umdrehung<br />
nach rechts arretieren. Die optimale Massebuchse wird durch Schweißversuche ermittelt. (Geringere<br />
Spritzerneigung bei gleicher Einstellung durch Umstecken des Massekabels ermitteln)<br />
3.3. Schweißbrenneranschluss am WF 41 C<br />
Schweißbrenner mit Zentralanschlussstecker in ZA-Dose (5) einsetzen und mit Überwurfmutter<br />
verschrauben. Drahtführungsspirale im Schlauchpaket und Stromkontaktdüse entsprechend<br />
dem zu verschweißenden Drahtdurchmesser überprüfen und gegebenenfalls<br />
wechseln. (Drahtdurchmesser = Schlagzahl auf der Stromkontaktdüse)<br />
Für Aluminiumdrähte Teflonseele im Schlauchpaket verwenden. Stromkontaktdüse beachten – für Stahl<br />
oder Aludrähte.
Seite 4<br />
3.4. Antriebsrollen im WF 41 C<br />
Jede Antriebsrolle hat 2 Nuten für 2 verschiedene Drahtdurchmesser.<br />
Die sichtbare Kerbschlagzahl auf der Vorschubrolle entspricht dem Schweißdrahtdurchmesser. Der<br />
Zusatz A zur Kerbschlagzahl entspricht Aluminiumdrähten.<br />
Die Nut muss dem Durchmesser des zu verarbeitenden Schweißdrahtes entsprechen.<br />
Bei Änderung der Nutauswahl Befestigungsschraube lösen, Antriebsrolle umdrehen und<br />
Schraube wieder einsetzen.<br />
3.5. Drahtspule, Drahtzuführung und Drahtvorschubsystem im WF 41 C<br />
Die Drahtspule am Aufnahmedorn so aufsetzen, dass die Abwicklung des Drahtes an der<br />
unteren Spulenseite erfolgt. Bei Korbspulen bitte Drahtspulenadapter verwenden. Achten<br />
Sie darauf, dass der Mitnehmer des Aufnahmedornes in die Vertiefung des Adapters bzw.<br />
der Dornspule rastet und dass die Drahtspule nicht am Gerätegehäuse schleift. Die Bremskraft<br />
wird an der Mittelschraube des Aufnahmedorns eingestellt. Nach Aufsetzen der Drahtspule<br />
auf den Aufnahmedorn mit der Zange den Anfang des Drahtes durchschneiden und<br />
so im Zentralanschluss einfädeln, dass er bis in das Brennerschlauchpaket reicht. Die Gegendruckrolle<br />
schließen und Anpresskraft einstellen (Anpresskraft nur so stark einstellen, dass<br />
der Draht zuverlässig transportiert wird).<br />
Am Schweißbrennerrüssel Gasdüse abziehen und Stromkontaktdüse herausschrauben.<br />
Nach Einschalten der Maschine und Drücken des Brennertasters wird der Draht durch das<br />
Schlauchpaket gefördert.<br />
Nachdem der Drahtanfang aus dem Schweißrüssel herausragt, Stromkontaktdüse wieder<br />
einschrauben. Gasdüse aufsetzen.<br />
3.6. Gasschlauch<br />
Der Gasschlauch für Schutzgas verbindet das Magnetventil im WF 41 C mit dem<br />
Druckminderer an der Gasflasche. Die Gasflasche auf Flaschenaufnahme (Fahrgestell)<br />
aufsetzen und mit Kette sichern. Nur zugelassene Flaschengrößen verwenden. Nur zugelassene<br />
Druckminderer für Ar/CO2 an der Gasflasche anschrauben. Gasschlauch<br />
mit Druckminderer verbinden. Durchflussmenge für das Gas an Druckminderer einstellen.<br />
Faustregel: Drahtdurchmesser x 10 in ltr./min.<br />
Nach Herstellen aller Anschlüsse ist die Maschine schweißbereit.<br />
Das <strong>MIG</strong>/MAG-Schweißen erfordert die entsprechende Qualifikation des Schweißers<br />
sowie die strenge Einhaltung der Unfallverhütungsvorschriften .<br />
4. Hinweise zum Arbeits- und Brandschutz<br />
Das <strong>MIG</strong>/MAG-Gerät darf nur zum Schutzgasschweißen von Fachleuten betrieben werden. Service kann<br />
ausschließlich von qualifiziertem Fachpersonal ausgeführt werden.<br />
Die Schweißmaschine darf nicht bei Regen im Freien benutzt werden. <strong>MIG</strong>/MAG-Schweißmaschine<br />
während des Betriebes so aufstellen, dass Standsicherheit, Kühlung (Lüfterstrom) und Schutz vor<br />
Beeinflussung, wie Funkenflug (Schleifen), Farb- o. Ölnebel, Feuchtigkeit (Wasser) gewährleistet ist.<br />
Beim Arbeiten mit dem Schutzgasschweißgerät sind die einschlägigen Arbeits- und<br />
Brandschutzvorschriften zu beachten.<br />
Bitte beachten Sie die Betriebsanleitung CE für Schweißgeräte!!!
Seite 5<br />
4-Rollenantrieb mit Ersatzteilzeichnung (Typ 34037)<br />
Art.-Nr. Draht Drahtdurchmesser<br />
Part-No. Wire Wire Size<br />
35370608 Hartdraht 0.6 + 0.8 mm<br />
Hard Wire 0.6 + 0.8 mm<br />
35370810 Hartdraht 0.8 + 1.0 mm<br />
Hard Wire 0.8 + 1.0 mm<br />
35371012 Hartdraht 1.0 + 1.2 mm<br />
Hard Wire 1.0 + 1.2 mm<br />
35371216 Hartdraht 1.2 + 1.6 mm<br />
Hard Wire 1.2 + 1.6 mm<br />
36371012 Alu-Draht 1.0 + 1.2 mm<br />
Alu-Wire 1.0 + 1.2 mm<br />
36371216 Alu-Draht 1.2 + 1.6 mm<br />
Alu-Wire 1.2 + 1.6 mm<br />
37371216 Rohr-Draht 1.2 + 1.6 mm<br />
Tube-Wire 1.2 + 1.6 mm<br />
37371624 Rohr-Draht 1.6 + 2.4 mm<br />
Tube-Wire 1.6 + 2.4 mm<br />
Pos. Anz. Art.-Nr.<br />
Item Qty. Part-No.<br />
Bezeichnung<br />
Description<br />
1 1 23322 4-R Antriebsplatte Nr.2, KS 4-R Feed plate no. 2, nylon<br />
2 2 41996 Druckeinheit kpl. für KS rot Pressure Device complete red<br />
3 1 23362 Druckarm links Pressure arm left<br />
3a 1 42072 Druckarm links komplett Pressure arm left complete<br />
4 1 23363 Druckarm rechts Pressure arm right<br />
4a 1 42073 Druckarm rechts komplett Pressure arm right complete<br />
5 1 23511 Abdeckblech Safety coverplate<br />
6 1 23332 Rollenschutz Nr. 2 Feed roll protection no. 2<br />
7 2 3537… V-Rolle 37 m Feed roll 37 mm<br />
9 1 21000 Antriebsritzel 30mm Motorachse Main Gear Drive 30mm motor axle<br />
10 2 42016 Vorschubritzel kompl. 37mm Drive gear complete DR 37/40mm, standard<br />
11 2 383763 Druckrolle 37mm Pressure roll 37mm<br />
12 2 20028 Druckachse Alu Axle pressure arm<br />
13 2 20013 Distanzbüchse vorne Alu Spacer front, Alu, 37mm<br />
13 2 20011 Distanzbüchse hinten Alu Spacer back, Alu, 37mm<br />
14 2 24128 Zyl-Schraube KS verzinkt M5x16 Recessed head screw M5x16<br />
15 2 24109 Zyl-Schraube KS verzinkt M5x10 Recessed head screw M5x10<br />
16 2 20072 Achse zu Vorschubritzel Axle to geared adapter<br />
17 2 20063 Gelenkachse für Druckarm 4-R KS Axle Shaft Pressure Arm for 4-roll Nylon<br />
18 2 20031 Befestigungsschraube Abdeckblech Fixing Screw safety coverplate<br />
19 2 24129 Zyl-Schraube KS verzinkt M5x30 Recessed head screw M5x30<br />
20 1 24130 Zyl-Schraube KS verzinkt M6x25 Recessed head screw M6x25<br />
21 1 42001 Mittlere Drahtführung KS 0.8 - 1.6 Intermediate guide tube Nylon 0.8 - 1.6<br />
22 1 20026 Befestigungsschraube zu Antriebsritzel Fixing screw main gear<br />
23 1 20020 Drahteinlaufnippel KS, Draht 0.8 - 1.6mm Alu Plastic wire Guide Wire 0.8 - 16. mm Alu
Ersatzteilübersicht – Gleichrichter <strong>MIG</strong> <strong>450</strong> W<br />
35<br />
37<br />
28<br />
Seite 6<br />
32<br />
24<br />
25<br />
23<br />
42<br />
39<br />
31<br />
41<br />
26<br />
43<br />
40<br />
38<br />
44<br />
46<br />
45<br />
30.1<br />
47<br />
27<br />
30
Seite 7<br />
Pos. Menge Bezeichnung Artikel Nr.<br />
22 1 Leuchtdiode Gelb für thermische Überlastung <strong>450</strong> 2200<br />
23 1 Netzschalter EIN/AUS mit Signallampe <strong>450</strong> 2300<br />
24 1 Feinstufenschalter für Schweißspannung (Strom) <strong>450</strong> 2400<br />
25 1 Grobstufenschalter für Schweißspannung (Strom) <strong>450</strong> 2500<br />
26 1 Massebuchse A/B (Verwendung A oder B durch Probe beim Schweißen) <strong>450</strong> 2600<br />
27 1 Softstartwiderstand <strong>450</strong> 2700<br />
28 1 Wassereinfüllstutzen <strong>450</strong> 2800<br />
29 1 Aufnahmeteller für WF41 (2-teilig) <strong>450</strong> 2900<br />
30 1 Ventilator 230 V EMB <strong>450</strong> 3000<br />
30.1 1 Ventilator 230 V (4715) <strong>450</strong> 3010<br />
31 1 Netzleitung mit Stecker CEE 32 A <strong>450</strong> 3100<br />
32 1 Gasflaschenhalterung f. Schweißgasflaschen 20-50 l <strong>450</strong> 3200<br />
34.1 1 Sicherung F1(3,15 A) <strong>450</strong> 3410<br />
34.2 1 Sicherung F2 (8,0 A) <strong>450</strong> 3420<br />
35 1 Option: Platine Digi A/V - Digitalanzeige komplett <strong>450</strong> 3500<br />
37 1 Steuertransformator <strong>450</strong> 3700<br />
38 1 Gleichrichter <strong>450</strong> 3800<br />
39 1 Shunt <strong>450</strong> 3900<br />
40 1 Haupttransformator <strong>450</strong> 4000<br />
41 1 Hochleistungsdrossel <strong>450</strong> 4100<br />
42 1 Schütz <strong>450</strong> 4200<br />
43 2 Lenkrolle LR 125 <strong>450</strong> 4300<br />
44 2 Rad R250 <strong>450</strong> 4400<br />
45 1 Wasserpumpe (230 V) <strong>450</strong> <strong>450</strong>0<br />
46 1 Wassertank 8 l <strong>450</strong> 4600<br />
47 1 Radiator <strong>450</strong> 4700<br />
Ersatzteilübersicht Drahtvorschubgerät <strong>WF41C</strong><br />
(siehe Bild 1-4)<br />
Pos. Menge Bezeichnung Artikel Nr.<br />
1 1 Tragegriff für Drahtvorschubkoffer 041 010<br />
2 1 Kippschalter für 2/4-Taktbetrieb 041 020<br />
3 1 Potentiometer für Punktschweißzeit – Heftschweißautomatik 041 030<br />
4 1 Potentiometer für Drahtvorschubregelung 041 040<br />
5 1 Zentralanschluß für <strong>MIG</strong>/MAG-Schweißbrenner 041 050<br />
6 1 Potentiometer für Drahtrückbrand (Drahtnachlaufregelung) 041 060<br />
7 1 Potentiometer für Soft-Start-Einstellung (Drahteinschleichen) 041 070<br />
8 1 Drahtspulenaufnahme m. Bremsnabe 041 080<br />
9 1 Drahtvorschubeinheit 4-Rollen komplett(Typ 34037) ohne Motor 041 090<br />
9.1 1 Motor Elvi 100 W / 42V 041 091<br />
10 1 Drahtvorschubrollen ø 37 mm mit je zwei Nuten für unterschiedliche 041 100<br />
Schweißdrähte (Nutform V für Stahl- und Aluminiumdraht beachten!)<br />
Siehe Seite 5!<br />
12 1 Steuerleitungssteckdose 041 120<br />
13 1 Gasanschluss für Schweißgas 041 130<br />
14 1 Schweißkabeleinbaustecker 041 140<br />
15 1 Schnellkupplung Wasser (blau/rot) für Brenneranschluss 041 150<br />
16 1 Schnellkupplung Wasser (blau/rot) für Zwischenschlauchpaket 041 160<br />
18 1 <strong>MIG</strong>/MAG-Prozeß-Steuerplatine RE419 041 180<br />
19 1 Elektromagnetventil 42 V 041 190<br />
33 1 Sicherung F1 (8A) am <strong>WF41C</strong> 041 330
Schaltplan <strong>MIG</strong> <strong>450</strong> W
Schaltplan <strong>WF41C</strong>
10. CE-Bedienanleitung<br />
Sicherheitshinweise<br />
Die Anwendung und Wärme von elektrischen Schweißmaschinen ist mit Gefahren verbunden.<br />
Deshalb muss das Personal auf diese Gefahren und die Sicherheitsmaßnahmen zur<br />
Vermeidung möglicher Schäden aufmerksam gemacht werden. Der Anwender muss sich<br />
außerdem mit den im Betrieb geltenden Sicherheitsvorschriften vorher vertraut machen.<br />
Unfallverhütungsvorschriften!<br />
¦ Außerachtlassung nachfolgender Sicherheitsmaßnahmen kann lebensgefährlich sein!<br />
¦ Vor Schweißarbeiten vorgeschriebene trockene Schutzkleidung wie z.B. Handschuhe<br />
anziehen.<br />
¦ Mit Schutzschirm Augen und Gesicht schützen.<br />
Elektrischer Schock kann lebensgefährlich sein!<br />
¦ Gerät darf nur an vorschriftsmäßig geerdeten Steckdosen angeschlossen werden.<br />
¦ Nur mit intakter Anschlussleitung mit Schutzleiter und Schutzstecker betreiben.<br />
¦ Ein unsachgemäß reparierter Stecker oder beschädigte Isolierung des Netzkabels kann<br />
Stromschläge verursachen.<br />
¦ Öffnen des Gerätes nur durch automatisiertes Fachpersonal erlaubt.<br />
¦ Vor Öffnen Netzstecker ziehen. Ausschalten genügt nicht. 2 Minuten warten bis<br />
Kondensatoren entladen sind.<br />
Auch bei Berührung niedriger Spannungen kann man erschrecken und in der Folge<br />
verunglücken, deshalb:<br />
¦ Vor Absturz z.B. von einem Podest oder Gerüst, sichern.<br />
¦ Beim Schweißen Massezange, Brenner und Werkstück sachgemäß handhaben, nicht<br />
zweckentfremden. Stromführende Teile nicht mit der nackten Haut berühren.<br />
¦ Elektrodenwechsel nur mit trockenen Handschuhen.<br />
¦ Keine Brenner- oder Massekabel mit beschädigter Isolierung verwenden.<br />
Rauch und Gase können zu Atemnot und Vergiftungen führen!<br />
¦ Rauch und Gase nicht einatmen.<br />
¦ Für ausreichende Frischluft sorgen.<br />
¦ Dämpfe von Lösungsmitteln vom Strahlungsbereich des Lichtbogens fernhalten.<br />
Dämpfe von chloriertem Kohlenwasserstoff können sich durch ultraviolette Strahlung<br />
in giftiges Phosgen umwandeln.<br />
Werkstück, umherfliegende Funken und Tropfen sind heiß!<br />
¦ Kinder und Tiere weit vom Arbeitsbereich fernhalten. Deren Verhalten ist nicht<br />
berechenbar.<br />
¦ Behälter mit brennbaren oder explosiven Flüssigkeiten aus dem Arbeitsbereich entfernen.<br />
Es besteht Brand- und Explosionsgefahr.<br />
¦ Keine explosiven Flüssigkeiten, Stäube oder Gase durch das Schweißen oder Schneiden<br />
erhitzen. Explosionsgefahr besteht auch, wenn scheinbar harmlose Stoffe in<br />
geschlossene<br />
Behältern einen Überdruck aufbauen können, wenn sie erhitzt werden.
Lärm der 70 dBA überschreitet kann dauerhafte Schädigung des Gehörs verursachen!<br />
¦ Geeignete Ohrenschützer oder -stöpsel tragen.<br />
¦ Achten Sie darauf, dass anderen Personen, die sich im Arbeitsbereich aufhalten, nicht von<br />
dem Lärm belästigt werden.<br />
Gasflasche sichern!<br />
¦ Schutzgasflasche in die dafür vorgesehenen Aufnahmen stellen und mit Sicherungsketten<br />
sichern.<br />
¦ Vorsicht im Umgang mit Gasflaschen; nicht werfen, nicht erhitzen, gegen Umfallen<br />
sichern!<br />
¦ Bei Krantransport die Gasflasche vom Schweißgerät abnehmen.<br />
Störungen durch elektrische und elektromagnetische Felder sind durch die Hochspannungsimpulse<br />
des Zündgerätes möglich!<br />
¦ Herzschrittmacher können in der Funktion beeinträchtigt werden, bei Aufenthalt in der<br />
Nähe des Schweißgerätes.<br />
¦ Fehlfunktionen von elektronischen Anlagen (z.B. EDV) in Nachbarschaft des Schweißplatzes<br />
nicht möglich!<br />
Reparatur und Modifikationen nur durch autorisiertes und geschultes Fachpersonal!<br />
¦ Garantie erlischt bei unbefugten Eingriffen!<br />
¦ Unsere Bedienungsanleitung führt Sie in den sicheren Umgang mit dem Gerät ein.<br />
Deshalb gut lesen und erst verstehen, dann arbeiten.