2. Waferbonden
2. Waferbonden 2. Waferbonden
2. Waferbonden (a) (b) (c) Abbildung 2.5.: Ausbreitung der Bondwelle in einem 100 mm Siliziumwaferpaar (a) Auslösen der Bondwelle durch Initialdruck, (b) gleichmäßige Ausbreitung und (c) komplett gebondetes Waferpaar [2] Bondprozeß auch ohne den oben beschriebenen Spülprozeß durchgeführt, so auch für einige Experimente in dieser Arbeit. Neben der Mikroreinraum-Bondmaschine, die ihren Einsatz wegen ihrer Flexibilität vorzugsweise in der Forschung findet, werden heutzutage bereits verschiedene kommerzielle Bondmaschinen angeboten, die im wesentlichen den gleichen Ablauf vollziehen, jedoch durch spezielle Entwicklungen eine Vielzahl weiterer Möglichkeiten durch die Variation der Randbedingungen, wie etwa das Bonden unter verschiedenen Atmosphären bis hin zum Vakuum ( 10 mbar) oder bei unterschiedlichen Temperaturen und Drücken, bieten. Diese Bondmaschinen werden hauptsächlich in der Industrie eingesetzt. Für die meisten Anwendungen bzw. mechanischen Beanspruchungen bei einer Weiterverarbeitung ist die Bondenergie der raumtemperaturgebondeten Waferpaare nicht ausreichend. In einer nach dem Bonden folgenden Wärmebehandlung (Temperung) ändert sich die chemische Struktur der Bondgrenzfläche bis hin zur Bildung stabiler kovalenter Bindungen, was eine Steigerung der Raumtemperatur-Bondenergie um ein Vielfaches nach sich zieht. Üblicherweise erfolgt die Wärmebehandlung in einer definierten Atmosphäre bei Temperaturen zwischen 100 und 1100 Æ Cfür eine Dauer von wenigen Minuten bis zu mehreren Stunden. Je nach Art des Bondverbandes und dessen chemischen und physikalischen Eigenschaften (etwa beschichtete Wafer oder Bondpaare aus verschiedenen Ausgangswafern) müssen bei der Temperung spezifische Randbedingungen eingehalten werden. So ist es oft erforderlich, die Wärmebehandlung bei niedrigen Temperaturen durchzuführen, um die Zerstörung bereits prozessierter Strukturen auf den Waferoberflächen zu verhindern oder die Aufheizrate auf Grund unterschiedlicher Wärmeausdehnungskoeffizienten der gebondeten Materialien drastisch zu reduzieren [39]. In den hier vorgestellten Untersuchungen wurden üblicherweise Wärmebehandlungen in Umgebungsatmosphäre im Bereich von 100 bis 500 Æ Cfür 0,5 bis 10 h bei einer Aufheizrate von etwa 10 Æ C/min gewählt. 12
2.4. Theoretische Modelle 2.4. Theoretische Modelle Während der letzten Jahre wurden eine Vielzahl von Untersuchungen an gebondeten Waferpaaren durchgeführt, deren Ergebnisse einen Einblick in den Ablauf und die Wirkungsweise des Waferbondens gegeben haben. Dabei entstanden entsprechend den Eigenschaften der Oberfläche verschiedene Modelle, welche die Veränderungen innerhalb der Bondgrenzfläche im Laufe der Wärmebehandlung beschreiben [40, 41, 42, 43]. Im Folgenden soll auf die Theorie des hydrophilen Waferbondens genauer eingegangen werden. Hydrophiles Waferbonden Wie bereits zu Beginn dieses Kapitels beschrieben, spielen beim Raumtemperatur- Waferbonden die Wasserstoffbrückenbindungen zwischen den einzelnen Wassermolekülen der auf den Oberflächen angelagerten etwa 3 bis 4 Monolagen Wasser eine wesentliche Rolle. Abbildung 2.6 (a) zeigt schematisch eine idealisierte Vorstellung der Bondgrenzfläche eines bei Raumtemperatur gebondeten Siliziumwaferpaares. Oxid Siliziumwafer Wasserstoffbrückenbindungen OH OH OH OH OH OH OH OH OH OH OH HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 HO 2 OH OH OH OH OH OH OH OH OH OH OH Oxid Siliziumwafer (a) Siliziumwafer O O O O O O O O O O O Si-O-Si Bindungen Siliziumwafer (b) Abbildung 2.6.: Schematische und idealisierte Darstellung der Grenzfläche (a) eines raumtemperaturgebondeten Siliziumwaferpaares und (b) die Bondgrenzfläche desselben Waferpaares nach einer Wärmebehandlung bei 1000 Æ C[3] Unter der Voraussetzung ideal gebondeter Waferpaare hängt die Bondenergie hauptsächlich von den Brückenbindungen zwischen den Silanol-Gruppen, welche die natürliche Oxidschicht auf der Waferoberfläche abschließen, und den daran angelagerten Wassermolekülen ab. Berechnungen haben gezeigt, daß bei einer Oberflächendichte der Silanol-Gruppen von 13
- Seite 1 und 2: 2. Waferbonden Der Effekt des Anein
- Seite 3 und 4: 2.1. Genereller Überblick eine lei
- Seite 5 und 6: 2.2. Voraussetzungen für das Wafer
- Seite 7 und 8: 2.3. Waferbondprozeß Die hier aufg
- Seite 9: 2.3. Waferbondprozeß oberer Wafer
- Seite 13 und 14: 2.5. Grenzflächenblasen 3.5 3.5 3.
- Seite 15 und 16: 2.6. Anwendungen philen als auch in
<strong>2.</strong> <strong>Waferbonden</strong><br />
(a) (b) (c)<br />
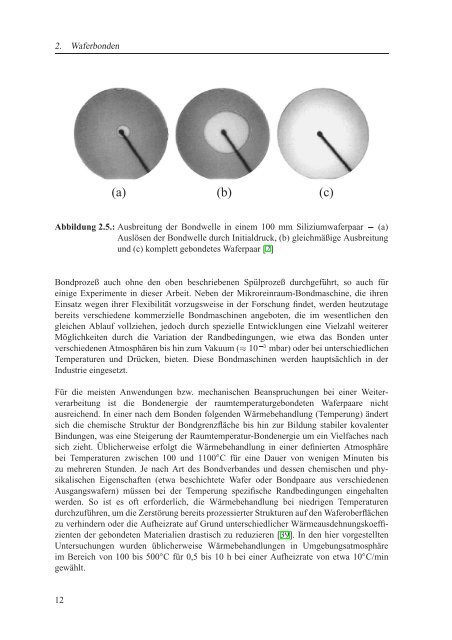
Abbildung <strong>2.</strong>5.: Ausbreitung der Bondwelle in einem 100 mm Siliziumwaferpaar (a)<br />
Auslösen der Bondwelle durch Initialdruck, (b) gleichmäßige Ausbreitung<br />
und (c) komplett gebondetes Waferpaar [2]<br />
Bondprozeß auch ohne den oben beschriebenen Spülprozeß durchgeführt, so auch für<br />
einige Experimente in dieser Arbeit. Neben der Mikroreinraum-Bondmaschine, die ihren<br />
Einsatz wegen ihrer Flexibilität vorzugsweise in der Forschung findet, werden heutzutage<br />
bereits verschiedene kommerzielle Bondmaschinen angeboten, die im wesentlichen den<br />
gleichen Ablauf vollziehen, jedoch durch spezielle Entwicklungen eine Vielzahl weiterer<br />
Möglichkeiten durch die Variation der Randbedingungen, wie etwa das Bonden unter<br />
verschiedenen Atmosphären bis hin zum Vakuum ( 10 mbar) oder bei unterschiedlichen<br />
Temperaturen und Drücken, bieten. Diese Bondmaschinen werden hauptsächlich in der<br />
Industrie eingesetzt.<br />
Für die meisten Anwendungen bzw. mechanischen Beanspruchungen bei einer Weiterverarbeitung<br />
ist die Bondenergie der raumtemperaturgebondeten Waferpaare nicht<br />
ausreichend. In einer nach dem Bonden folgenden Wärmebehandlung (Temperung) ändert<br />
sich die chemische Struktur der Bondgrenzfläche bis hin zur Bildung stabiler kovalenter<br />
Bindungen, was eine Steigerung der Raumtemperatur-Bondenergie um ein Vielfaches nach<br />
sich zieht. Üblicherweise erfolgt die Wärmebehandlung in einer definierten Atmosphäre<br />
bei Temperaturen zwischen 100 und 1100 Æ Cfür eine Dauer von wenigen Minuten bis<br />
zu mehreren Stunden. Je nach Art des Bondverbandes und dessen chemischen und physikalischen<br />
Eigenschaften (etwa beschichtete Wafer oder Bondpaare aus verschiedenen<br />
Ausgangswafern) müssen bei der Temperung spezifische Randbedingungen eingehalten<br />
werden. So ist es oft erforderlich, die Wärmebehandlung bei niedrigen Temperaturen<br />
durchzuführen, um die Zerstörung bereits prozessierter Strukturen auf den Waferoberflächen<br />
zu verhindern oder die Aufheizrate auf Grund unterschiedlicher Wärmeausdehnungskoeffizienten<br />
der gebondeten Materialien drastisch zu reduzieren [39]. In den hier vorgestellten<br />
Untersuchungen wurden üblicherweise Wärmebehandlungen in Umgebungsatmosphäre<br />
im Bereich von 100 bis 500 Æ Cfür 0,5 bis 10 h bei einer Aufheizrate von etwa 10 Æ C/min<br />
gewählt.<br />
12


