Probeseiten (pdf) - Verlag Handwerk und Technik
Probeseiten (pdf) - Verlag Handwerk und Technik
Probeseiten (pdf) - Verlag Handwerk und Technik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
1.3 Fügen 1.3.2 Lösbare Verbindungen<br />
a) Einfache Verschrau–<br />
bung mit 2 Kernlöchern<br />
b) Einfache Verschraubung<br />
mit 1 Durchgangsloch,<br />
1 Kernloch<br />
c) Verschraubung mit<br />
aufgedornten Kernlöchern<br />
d) Verschraubung mit<br />
2 Durchgangslöchern<br />
<strong>und</strong><br />
Klemm-Mutter<br />
e) Verschraubung mit<br />
Durchgangsloch <strong>und</strong><br />
durch Fließbohren<br />
geformte Buchse<br />
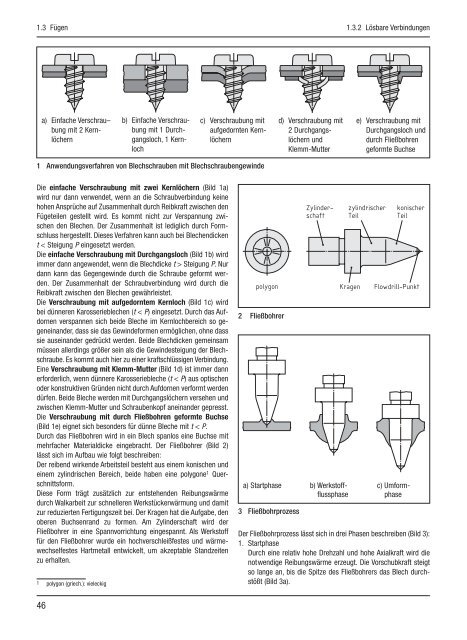
1 Anwendungsverfahren von Blechschrauben mit Blechschraubengewinde<br />
Die einfache Verschraubung mit zwei Kernlöchern (Bild 1a)<br />
wird nur dann verwendet, wenn an die Schraubverbindung keine<br />
hohen Ansprüche auf Zusammenhalt durch Reibkraft zwischen den<br />
Fügeteilen gestellt wird. Es kommt nicht zur Verspannung zwischen<br />
den Blechen. Der Zusammenhalt ist lediglich durch Formschluss<br />
hergestellt. Dieses Verfahren kann auch bei Blechendicken<br />
t < Steigung P eingesetzt werden.<br />
Die einfache Verschraubung mit Durchgangsloch (Bild 1b) wird<br />
immer dann angewendet, wenn die Blechdicke t > Steigung P. Nur<br />
dann kann das Gegengewinde durch die Schraube geformt werden.<br />
Der Zusammenhalt der Schraubverbindung wird durch die<br />
Reibkraft zwischen den Blechen gewährleistet.<br />
Die Verschraubung mit aufgedorntem Kernloch (Bild 1c) wird<br />
bei dünneren Karosserieblechen (t < P) eingesetzt. Durch das Aufdornen<br />
verspannen sich beide Bleche im Kernlochbereich so gegeneinander,<br />
dass sie das Gewindeformen ermöglichen, ohne dass<br />
sie auseinander gedrückt werden. Beide Blechdicken gemeinsam<br />
müssen allerdings größer sein als die Gewindesteigung der Blechschraube.<br />
Es kommt auch hier zu einer kraftschlüssigen Verbindung.<br />
Eine Verschraubung mit Klemm-Mutter (Bild 1d) ist immer dann<br />
erforderlich, wenn dünnere Karosseriebleche (t < P) aus optischen<br />
oder konstruktiven Gründen nicht durch Aufdornen verformt werden<br />
dürfen. Beide Bleche werden mit Durchgangslöchern versehen <strong>und</strong><br />
zwischen Klemm-Mutter <strong>und</strong> Schraubenkopf aneinander gepresst.<br />
Die Verschraubung mit durch Fließbohren geformte Buchse<br />
(Bild 1e) eignet sich besonders für dünne Bleche mit t < P.<br />
Durch das Fließbohren wird in ein Blech spanlos eine Buchse mit<br />
mehrfacher Materialdicke eingebracht. Der Fließbohrer (Bild 2)<br />
lässt sich im Aufbau wie folgt beschreiben:<br />
Der reibend wirkende Arbeitsteil besteht aus einem konischen <strong>und</strong><br />
einem zylindrischen Bereich, beide haben eine polygone 1 Querschnittsform.<br />
Diese Form trägt zusätzlich zur entstehenden Reibungswärme<br />
durch Walkarbeit zur schnelleren Werkstückerwärmung <strong>und</strong> damit<br />
zur reduzierten Fertigungszeit bei. Der Kragen hat die Aufgabe, den<br />
oberen Buchsenrand zu formen. Am Zylinderschaft wird der<br />
Fließbohrer in eine Spannvorrichtung eingespannt. Als Werkstoff<br />
für den Fließbohrer wurde ein hochverschleißfestes <strong>und</strong> wärmewechselfestes<br />
Hartmetall entwickelt, um akzeptable Standzeiten<br />
zu erhalten.<br />
1 polygon (griech.): vieleckig<br />
polygon<br />
2 Fließbohrer<br />
Zylinderschaft<br />
zylindrischer<br />
Teil<br />
Kragen<br />
konischer<br />
Teil<br />
Flowdrill-Punkt<br />
a) Startphase b) Werkstoff- c) Umformflussphase<br />
phase<br />
3 Fließbohrprozess<br />
Der Fließbohrprozess lässt sich in drei Phasen beschreiben (Bild 3):<br />
1. Startphase<br />
Durch eine relativ hohe Drehzahl <strong>und</strong> hohe Axialkraft wird die<br />
notwendige Reibungswärme erzeugt. Die Vorschubkraft steigt<br />
so lange an, bis die Spitze des Fließbohrers das Blech durchstößt<br />
(Bild 3a).<br />
46
2.1 Kunststoffe bearbeiten 2.1.4 Kunststoffe im Karosserie- <strong>und</strong> Fahrzeugbau<br />
Luftfiltergehäuse<br />
Heckleuchtengehäuse<br />
Tachogehäuse<br />
Scheinwerfergehäuse<br />
1 Naturfasern im Pkw 2 Kunststoffrezyklate im Pkw<br />
In der Entwicklung befindet sich derzeit als Konzept, eine ganze<br />
Fahrgastzelle aus kohlefaserverstärktem Kunststoff (CFK) herzustellen.<br />
In der sog. Altfahrzeug-Verordnung ist festgelegt, dass ab 2006<br />
Autos so gebaut werden müssen, dass sie zu 85 % wiederverwertbar<br />
sind, ab 2015 müssen 95 % des Altautos wiederverwertbar<br />
sein.<br />
Um diese Ziele zu erreichen, werden in Fahrzeugen eingesetzt:<br />
• nachwachsende Rohstoffe (Naturfasern)<br />
• wiederverwendete Kunststoffe<br />
Naturfasern, Bild 1, haben Vorteile:<br />
• Sie sind umweltfre<strong>und</strong>lich, leicht <strong>und</strong> schlagzäh, das ist gut bei<br />
Unfällen.<br />
• Die so verstärkten Bauteile weisen eine geringe Neigung zum<br />
Splittern auf.<br />
Wiederverwendete Kunststoffe (Rezyklate) werden als Sek<strong>und</strong>ärrohstoff<br />
für die Fertigung von Kunststoffteilen eingesetzt (Bild 2).<br />
Ein weiteres Einsatzbeispiel von Kunststoffen im Fahrzeugbau ist<br />
der Ansaugkrümmer aus PA (Bild 3). Auch hierbei wird eine Masseverringerung<br />
erzielt, <strong>und</strong> zwar um etwa 60 % gegenüber einem<br />
Ansaugkrümmer aus Aluminium-Druckguss.<br />
Der besondere Vorteil des PA-Ansaugkrümmers liegt aber in seiner<br />
glatten Oberfläche, wodurch ein minimaler Strömungswiderstand<br />
zu einer höheren Leistung des Motors führt. Zu seiner Herstellung<br />
wird ein Metallkern aus einer Zinn-Wismut-Legierung hergestellt,<br />
der in einer Form anschließend mit PA umspritzt wird. Abschließend<br />
wird das Kernmaterial ausgeschmolzen. Weitere<br />
Kunststoffbauteile an einem Pkw zeigt Bild 4.<br />
Zur Herstellung von Lkw-Aufbauten werden aus Massegründen<br />
<strong>und</strong> wegen besserer Wärmeisolierung häufig Sandwich-Platten<br />
verbaut. Bei diesen wird ein Kern aus Schaum, Holz oder Bienenwabenstruktur<br />
(Honycomb) aus z. B. KEVLAR ®<br />
oder Aluminium<br />
innen <strong>und</strong> außen mit einer Deckschicht versehen (Bild 2, Seite 163).<br />
3 Ansaugkrümmer aus PA<br />
Frontpartie:<br />
PC, PUR, GFK<br />
Verglasung: PC Himmel: PP Heckklappe:<br />
PC<br />
Radhausschalen: ABS<br />
Radabdeckung: PA<br />
4 Mögliche Kunststoffbauteile an einem Pkw<br />
Heckpartie:<br />
ABS, PUR,<br />
GFK<br />
Hinterachse:<br />
SMC<br />
Tank: PE<br />
Verkleidungsteile: GFK<br />
Sitzschalen: PA;<br />
Sitzpolster: PUR-Schaum<br />
Auch können komplette Kofferaufbauten aus GFK-Halbzeugen<br />
<strong>und</strong> GFK-PUR-GFK-Sandwichplatten hergestellt werden (Bild 1,<br />
Seite 163).<br />
162
2.4 Umweltschutz <strong>und</strong> rationelle Energieverwendung 2.4.1 Werkstoffverwendung<br />
2.4 Umweltschutz <strong>und</strong> rationelle<br />
Energieverwendung<br />
2.4.1 Werkstoffverwendung entsprechend<br />
der Ressourcen <strong>und</strong> des Recyclings<br />
Bereits bei der Produktplanung muss berücksichtigt werden, dass<br />
die Ressourcen 1 der Rohstoffe begrenzt sind. Daher ist es erforderlich,<br />
nach der Werkstofferzeugung, der Produktherstellung <strong>und</strong><br />
dessen Nutzung die Werkstoffe in einem möglichst geschlossenen<br />
Kreislauf erneut der Werkstofferzeugung rückzuführen (Bild1). Neben<br />
der Schonung der Ressourcen wird beim Recycling der Energieeinsatz<br />
gemindert, da die Werkstoffe nicht mehr gewonnen, sondern<br />
nur noch aufbereitet werden müssen. Die europäische Altfahrzeug-<br />
Verordnung sieht vor, dass ab 2006 85 % <strong>und</strong> ab 2015 95 % eines<br />
Altautos wiederverwertbar sein müssen. So entfällt bei der Stahlherstellung<br />
beispielsweise die Aufbereitung des Primärrohstoffes<br />
Eisenerz, da Stahlschrott als Sek<strong>und</strong>ärrohstoff der Stahlherstellung<br />
erneut zugeführt werden kann. Eine Übersicht derartiger Sek<strong>und</strong>ärrohstoffe<br />
an einem Altautomobil zeigt Bild 2.<br />
2.4.1.1 Recycling von Stahl<br />
In der B<strong>und</strong>esrepublik Deutschland fallen pro Jahr etwa 2,6 Mio.<br />
Altautos an, von denen 1,5 Mio.t Stahlschrott recycelt werden. Hierzu<br />
werden zunächst beim Autoverwerter Betriebsflüssigkeiten,<br />
Batterien <strong>und</strong> Reifen entfernt, um danach die Karosserie in einer<br />
Schredderanlage zu zerkleinern. Anschließend können Stahlpartikel<br />
mit einem Reinheitsgrad von 98% magnetisch ausgeschieden<br />
<strong>und</strong> dem Stahlwerk zur stofflichen Wiederverwendung zugeführt<br />
werden. Zu diesen 1,5 Mio. t Stahlschrott von Automobilen kommt<br />
Altschrott aus anderen Wirtschaftsbereichen sowie Neuschrott, der<br />
bei der Stahlerzeugung <strong>und</strong> -verarbeitung anfällt, so dass in Deutschland<br />
jährlich ca.18 Mio.t Stahlschrott recycelt werden.Weltweit werden<br />
365 Mio. t Stahlschrott der stofflichen Wiederverwendung zugeführt,<br />
wodurch<br />
• 610 Mio. t Eisenerz <strong>und</strong><br />
• 200 Mio. t Kohle<br />
eingespart werden.<br />
Neben der Schonung der natürlichen Ressourcen um die angegebenen<br />
Abbaumengen wird durch das Recycling zusätzlich Energie<br />
eingespart, da nicht nur die Mengen einzusetzenden Eisenerzes<br />
<strong>und</strong> Kohle für die Stahlerzeugung eingespart werden, sondern auch<br />
deren Aufbereitung, Transport <strong>und</strong> Verhüttung.<br />
Insgesamt erfolgt eine Einsparung von Primärenergie beim Stahlrecycling<br />
von 60 % gegenüber der Verhüttung von Eisenerz.<br />
1 Ressource (lat.-franz.): Reserve<br />
Produktrealisierung<br />
Produktbetreuung<br />
Produkt<br />
Produktentwicklung<br />
Nutzung<br />
Zielsetzung<br />
Rückführung<br />
Aufbereitung<br />
Produktfindung<br />
1 Wechselwirkungen im Produktplanungsprozess<br />
710 kg Eisen <strong>und</strong> Stahl<br />
90 kg Gummi<br />
60 kg Kunststoffe<br />
30 kg Glas<br />
22 kg Aluminium<br />
10 kg Blei<br />
6 kg Kupfer <strong>und</strong> Messing<br />
5 kg Zink<br />
11 kg andere NE-Metalle<br />
56 kg weitere Materialien (Textilien, Polsterung, Lacke)<br />
Werkstofferzeugung<br />
2 Werkstoffe eines Altautomobiles (m = 1000 kg),<br />
die als Sek<strong>und</strong>ärrohstoffe wieder dem Produktionsprozess<br />
zugeführt werden können<br />
Die Aufbereitung des Sek<strong>und</strong>ärrohstoffes Stahlschrott erfolgt zu<br />
etwa 2 3 im Blasverfahren <strong>und</strong> zu 1 3 im Elektrolichtbogenofen. Beim<br />
Blasverfahren (LD-, LDAC-Verfahren) müssen 25 % Stahlschrott als<br />
Kühlmittel der Schmelze zugeführt werden. Mehr Stahlschrott<br />
kann im Elektrolichtbogenofen erschmolzen werden, der mit 100 %<br />
Stahlschrott befüllt werden kann.Insgesamt werden in Deutschland<br />
pro Jahr ca. 800000 t Neu- <strong>und</strong> Altschrott im Elektrolichtbogenofen<br />
stofflich recycelt.<br />
Als weiterer Beitrag zur Schonung der Umwelt werden die bei der<br />
Stahlherstellung entstehenden Rauchgase gereinigt, so dass der<br />
Ausstoß von Schadstoffen gemindert werden kann um:<br />
• 87 % Schwefeldioxid (SO 2 )<br />
• 72 % Stickoxide (NO x )<br />
• 100 % Stäube<br />
Auch die entstehende Prozess- <strong>und</strong> Restwärme wird für Heizzwecke<br />
genutzt. Ebenso kann die anfallende Schlacke genutzt<br />
werden. Zu 90 % wird sie weiterverarbeitet zu einem Sek<strong>und</strong>ärrohstoff<br />
für Straßen-, Eisenbahn- <strong>und</strong> Wasserbau sowie für die<br />
Zementherstellung.<br />
183
3.2 Beleuchtungseinrichtungen 3.2.9 Fahrtrichtungsanzeiger, Warnblinkanlage<br />
Schlussleuchte<br />
80}<br />
60}<br />
80}<br />
≤ 1500 1)<br />
≥ 350<br />
a) Vordere<br />
Fahrtrichtungsanzeiger<br />
Maße in mm<br />
1 2100 mm,<br />
wenn die Art des Fahrzeugaufbaus<br />
die Einhaltung der<br />
maximlen Höhe nicht zulässt<br />
2 oder 2500 mm<br />
3 oder 2300 mm jeweils, wenn<br />
die Art des Fahrzeugaufbaus<br />
die Einhaltung der maximalen<br />
Maße nicht zulässt<br />
4.1 Triebwerk 4.1.3 Kraftübertragung<br />
Zur Unterscheidung der jeweiligen Antriebsart wird das folgende<br />
Bezeichnungsschema (sog. Radformel) für Fahrgestellbezeichnungen<br />
verwenden:<br />
N Anzahl der Räder<br />
N Z/L<br />
Z Anzahl der angetriebenen Räder<br />
L Anzahl der gelenkten Räder<br />
Anhand der obigen Fahrgestellbezeichnung ist zu erkennen, ob es sich<br />
um ein zweiachsiges, drei- oder vierachsiges Fahrzeug handelt (Bild1),<br />
wie viele Räder angetrieben <strong>und</strong> wie viele gelenkt sind.<br />
Beispiele:<br />
Bei einem 6x2-Fahrgestell handelt es sich um einen Lkw mit 6 Rädern<br />
(3 Achsen), von denen 2 Räder (1 Achse) angetrieben <strong>und</strong> die<br />
Vorderachse gelenkt ist.<br />
Die Bezeichnung 6x6/2 steht für einen Allrad-Lkw mit 6 angetriebenen<br />
Rädern (3 Achsen) <strong>und</strong> gelenkter Vorderachse.<br />
Ist bei einem Lkw nur die Vorderachse gelenkt, wird der Bezeichnungsteil<br />
/2 häufig weggelassen.<br />
4.1.3.1 Kupplung<br />
In Kraftfahrzeugen wird zwischen Antriebesmotor <strong>und</strong> Antriebsstrang<br />
eine trennbare Kupplung verwendet. Sie hat die folgenden<br />
Aufgaben:<br />
• das Motordrehmoment beim Anfahren langsam <strong>und</strong> dosiert auf<br />
die Antriebsaggregate zu übertragen<br />
• Trennung von Motor <strong>und</strong> nachgeschalteten Antriebsbauteilen<br />
beim Gangwechsel<br />
• nach dem vollständigen Einkuppeln die schlupffreie Übertragung<br />
des Motordrehmoments auf das Getriebe <strong>und</strong> die nachfolgenden<br />
Antriebsbaugruppen<br />
Bei Kraftübertragungen von Pkw <strong>und</strong> Nkw mit von Hand geschalteten<br />
Getrieben werden überwiegend Einscheiben- oder Zweischeiben<br />
Trockenkupplungen verwendet. Mehrscheiben-Nasskupplungen<br />
(Ölbad-Lamellenkupplungen) <strong>und</strong> Fliehkraftkupplungen werden<br />
hauptsächlich in Kraftradantrieben eingesetzt.<br />
Bei der Einscheiben-Trockenkupplung (Bild 2) werden die beidseitigen<br />
Reibbeläge der Mitnehmerscheibe von der durch Membranoder<br />
Schraubenfedern belasteten Druckplatte gegen die Schwungscheibeninnenwand<br />
gepresst. Der so entstehende Kraftschluss<br />
(Reibschluss) stellt die Drehmomentübertragung zum Getriebe her.<br />
Bei ordnungsgemäßer Beschaffenheit der Kupplung tritt kein<br />
Schlupf (Durchrutschen) auf.<br />
Zum Auskuppeln wird durch die Ausrückgabel das Ausrücklager<br />
gegen die schwenkbar gelagerte Membran oder die Ausrückhebel<br />
gedrückt. Dabei wird die Druckplatte entlastet <strong>und</strong> die Mitnehmerscheibe<br />
kann durchrutschen. Zur axialen Verschiebung ist<br />
die Mitnehmerscheibe mit einer zentrischen keilverzahnten Muffe<br />
versehen, die auf die Getriebeeingangswelle aufgeschoben ist.<br />
Bei schweren Lkw wird die Einscheiben-Trockenkupplung mit<br />
einem hydrodynamischen Drehmomentwandler (Bild 1, Seite 250)<br />
kombiniert. Diese Wandler-Schaltkupplung (Bild 2, Seite 250)<br />
erleichtert das Anfahren <strong>und</strong> Rangieren, da Kuppeln entfällt. Durch<br />
den vorgeschalteten stufenlos arbeitenden Drehmomentwandler,<br />
der das Motordrehmoment zusätzlich verstärkt, ist ein sehr weiches<br />
<strong>und</strong> ruckfreies Anfahren möglich.<br />
1 Fahrgestellbezeichnung bei Lkw<br />
1 2 3 4 5 6 7 8 9 10<br />
1 Kurbelwelle, Motor<br />
2 Schwungscheibe<br />
3 Mitnehmerscheibe<br />
4 Torsionsdämpfer<br />
5 Druckplatte<br />
6 Membranfeder<br />
7 Kupplungsgehäuse<br />
8 Ausrücklager<br />
2 Einscheiben-Trockenkupplung<br />
Getriebe<br />
9 Getriebeeingangswelle<br />
10 Ausrückgabel<br />
249
4.2 Fahrwerk 4.2.2 Fahrwerksbaugruppen<br />
a) Starrachsen<br />
b) Halbstarrachsen<br />
c) Einzelradaufhängung<br />
1 Gr<strong>und</strong>typen der Radaufhängungen<br />
Die Gr<strong>und</strong>typen von Radaufhängungen zeigt Bild 1.<br />
Durch die jeweilige Konstruktion der Radaufhängung wird die<br />
räumliche Radbewegung vorgegeben. Beim Ein-/Ausfedern <strong>und</strong><br />
durch die Einwirkung äußerer Längs- <strong>und</strong> Querkräfte können sich<br />
die Radstellgrößen (Sturz, Spur, Spreizung usw.) ändern.<br />
Obwohl die Bewegung der Räder durch die Achskonstruktion vorgegeben<br />
ist (Achskinematik), treten aber auch sog. elastokinematische<br />
Radstellungsänderungen auf. Derartige Radstellungsänderungen<br />
sind unvermeidlich. Sie entstehen durch elastische<br />
Verformungen von Lenkern, Lagerungen <strong>und</strong> Lagerstellen.<br />
Zur weitgehenden Kompensation der Radstellungsänderungen<br />
werden Achskonstruktionen z. B. mit besonderer Geometrie (angestellte<br />
Lenker) <strong>und</strong>/oder elastisch aufgehängten Lenkerlagern verwendet<br />
(Bild 2).<br />
Bei modernen Hinterradaufhängungen ist der gesamte Achsträger<br />
zusätzlich elastisch gelagert. Hierdurch können Lastwechselreaktionen<br />
vermindert <strong>und</strong> das Eigenlenkverhalten der Räder positiv<br />
beeinflusst werden.<br />
Einige Beispiele von ausgeführten Radaufhängungen zeigen<br />
die Bilder 1 bis 3, Seite 267.<br />
a) Freirollend b) Abbremsend<br />
2 Radaufhängung mit besonderer Geometrie <strong>und</strong> weicher<br />
Aufhängung (Weissach-Achse)<br />
266
5.3 Sicherheit im Straßenverkehr 5.3.2 Fahrzeugsicherheit<br />
Frontalcrash<br />
Erprobungsgr<strong>und</strong><br />
(Geschwindigkeit)<br />
Seitencrash<br />
Erprobungsgr<strong>und</strong><br />
(Geschwindigkeit)<br />
Stoßfänger<br />
(4 k m <br />
h ... 8 k m<br />
h )<br />
linke/rechte Seite<br />
Dichtheit des<br />
Kraftstoffsystems<br />
Insassenbelastung<br />
Fahrzeugstruktur<br />
Rettungsverhalten<br />
(32 k m <br />
h ... 35 k m<br />
h )<br />
Lenkungsverschiebung 1<br />
Fahrzeugstruktur<br />
Innenraum<br />
Dichtheit des<br />
Kraftstoffsystems<br />
(48,3 k m 1 <br />
h ... 52 k m<br />
h )<br />
Insassenbelastung 1<br />
Dichtheit des<br />
Kraftstoffsystems<br />
Fahrzeugstruktur, Innenraum<br />
Rettungsverhalten<br />
(48,3 k m 1 <br />
h ... 56,3 k m<br />
h )<br />
linke/rechte Seite<br />
Überschlag<br />
Insassenbelastung<br />
Innenraum<br />
Fahrzeugstruktur<br />
Rettungsverhalten<br />
(54 k m<br />
h )<br />
Sturkturfestigkeit<br />
Insassenbelastung<br />
Innenraum<br />
Rettungsverhalten<br />
Dichtheit des<br />
Kraftstoffsystems<br />
(50 k m<br />
h )<br />
Verhalten extrem<br />
kleiner/großer<br />
Insassen<br />
Heckcrash<br />
Erprobungsgr<strong>und</strong><br />
(Geschwindigkeit)<br />
Stoßfänger<br />
(48,3 k m <br />
h ... 56,3 k m<br />
h )<br />
Insassenbelastung 1<br />
Fahrzeugstruktur<br />
Innenraum<br />
Dichtheit des<br />
Kraftstoffsystems<br />
Rettungsverhalten<br />
30° links/30° rechts (48,3 k m <br />
h ... 53 k m<br />
h )<br />
Insassenbelastung<br />
Fahrzeugstruktur<br />
Innenraum<br />
Dichtheit des<br />
Kraftstoffsystems<br />
Rettungsverhalten<br />
50 % Überdeckung, 15° (55 k m<br />
h )<br />
Reparaturkosten<br />
40 % Überdeckung (15 k m<br />
h )<br />
Pfahlaufprall<br />
Insassenbelastung<br />
Fahrzeugstruktur<br />
Innenraum<br />
Dichtheit des<br />
Kraftstoffsystems<br />
Rettungsverhalten<br />
(50 k m<br />
h )<br />
1 Gesetzliche Anforderung (USA oder ECE); • = Fahrzeuginsasse; = Zuladung im Gepäckraum<br />
1 Auszug aus dem Pkw-Testprogramm eines Automobilherstellers<br />
(4 k m <br />
h ... 8 k m<br />
h )<br />
Dichtheit des<br />
Kraftstoffsystems<br />
(38 k m <br />
1<br />
h )<br />
Innenraum<br />
Insassenbelastung<br />
Rettungsverhalten<br />
(40 k m<br />
h )<br />
Dichtheit des<br />
Kraftstoffsystems<br />
Fahrzeugstruktur, Innenraum<br />
Insassenbelastung<br />
Rettungsverhalten<br />
(48,3 k m <br />
1<br />
h ... 52 k m<br />
h )<br />
Dichtheit des<br />
Kraftstoffsystems<br />
Fahrzeugstruktur, Innenraum<br />
Insassenbelastung<br />
Rettungsverhalten<br />
30° rechts/30° links (50 k m<br />
h )<br />
Reparaturkosten<br />
40 % Überdeckung (15 k m<br />
h )<br />
327
5.5 Baugruppen der Kraftfahrzeuge 5.5.1 Systematik der Kraftfahrzeug-Baugruppen<br />
5.5 Baugruppen der Kraftfahrzeuge<br />
5.5.1 Systematik der Kraftfahrzeug-<br />
Baugruppen<br />
Jedes Fahrzeug besteht aus mehreren Hauptbaugruppen, die sich<br />
in Unterbaugruppen <strong>und</strong> schließlich in Einzelteile untergliedern lassen.<br />
Im Folgenden soll am Beispiel der Kraftwagen eine mögliche<br />
Systematik der Hauptbaugruppen gezeigt werden.<br />
Bei einem kompletten Fahrzeug sind alle Baugruppen nach einem<br />
Fahrzeuggesamtkonzept miteinander verb<strong>und</strong>en.<br />
Zur Erkennung der funktionellen Besonderheiten ist es nötig, die<br />
einzelnen Baugruppen getrennt voneinander zu betrachten. Eine<br />
mögliche Einteilung in die vier Hauptbaugruppen:<br />
• Fahrzeugaufbau<br />
• Triebwerk<br />
• Fahrwerk<br />
• Elektrik/Elektronik<br />
zeigt Bild 1.<br />
Die Durchsichtdarstellung (Bild 2) soll am Beispiel Pkw die reale<br />
Lage der Hauptbaugruppen zueinander verdeutlichen.<br />
Baugruppen der Kraftwagen<br />
Fahrzeugaufbau (siehe Kap. 5.5.2) Triebwerk (siehe Kap. 5.5.4) Fahrwerk (siehe Kap. 4.2)<br />
Karosserie<br />
• Motorraum<br />
• Insassenraum<br />
• Gepäckraum,<br />
Laderaum<br />
• Türen <strong>und</strong><br />
Klappen<br />
• Verglasung<br />
• spezielle<br />
Ausrüstung<br />
Nutzaufbau<br />
• offen<br />
geschlossen<br />
teiloffen<br />
• fest<br />
• wechselbar<br />
(Absetz-/Abrollbehälter)<br />
• spezielle<br />
Ausrüstung<br />
Kraftmaschine<br />
• Ottomotor<br />
• Dieselmotor<br />
• Wankelmotor<br />
• Gasturbine<br />
• Elektromotor<br />
• Hybridantrieb<br />
Kraftübertragung<br />
• Kupplung<br />
• Getriebe<br />
• Gelenkwellen<br />
• Ausgleichsgetriebe<br />
• Radantrieb<br />
• Räder<br />
• Radaufhängungen<br />
• Federung<br />
• Schwingungsdämpfung<br />
• Lenkung<br />
• Bremsen<br />
Elektrik/Elektronik<br />
(siehe Kap. 3)<br />
• Motorelektrik<br />
• Motorelektronik<br />
• Beleuchtungs-, Signal- <strong>und</strong><br />
Kontrolleinrichtung<br />
• Sicherheitselektronik<br />
• Komfortelektronik<br />
• elektronische Steuerungs<strong>und</strong><br />
Regelungssysteme<br />
1 Die Baugruppen der Kraftwagen<br />
1<br />
2<br />
4<br />
3<br />
1 Fahrzeugaufbau<br />
2 Triebwerk<br />
3 Fahrwerk<br />
4 Elektrik/Elektronik<br />
2 Reale Lage der Hauptgruppen zueinander, Beispiel Pkw<br />
349
5.6 Fahrzeugbauweisen <strong>und</strong> Konstruktionsarten von Fahrzeugen 5.6.1 Fahrzeugbauweisen<br />
1 Stirnwand mit A-Säulen<br />
2 Frontscheibenbrücke<br />
3 Boden-Längsschweller<br />
4 Dachspreiz<br />
5 Spriegel<br />
6 Dachpfette<br />
7 Fenstersäule<br />
8 Seitenwand-Längsträger<br />
9 Knotenblech<br />
1 Gemischte Gerippebauweise, KOM<br />
Selbsttragende Bauweise<br />
Bei dieser Bauweise übernimmt die gesamte Fahrzeugstruktur alle<br />
Tragfunktionen (Bild 3, Seite 379) für sich selbst <strong>und</strong> die Nutzmasse.<br />
Beispielsweise kann der Tankaufbau eines Sattelanhängers als<br />
geschlossenes Profil, <strong>und</strong> damit vom Gr<strong>und</strong>typ einem Stab oder<br />
Balken vergleichbar, selbsttragend ausgelegt sein. Im Gegensatz<br />
dazu ist bei Pkw <strong>und</strong> KOM die gesamte Fahrzeugstruktur als<br />
Fachwerk- oder Schubfeldsystem ausgebildet.<br />
Man spricht dann allgemein von selbsttragender Gerippebauweise.<br />
Gerippebauweise<br />
Die Gerippebauweise stellt eine spezielle Form des Fahrzeugleichtbaus<br />
dar. Sie kann mittragend oder selbsttragend ausgelegt<br />
sein. Man unterscheidet<br />
• Halbzeug-Gerippebauweise<br />
• Schalenbauweise<br />
• gemischte Gerippebauweise<br />
Bei der Halbzeug-Gerippebauweise bildet ein Gerippe aus teils<br />
umgeformten Halbzeugprofilen den Unterbau für die Außenhaut-<br />
Beplankung.<br />
Das Gerippe kann aus Holz (oft bei Wohnwagen), Stahl, Aluminium<br />
oder Kunststoff bestehen. Auf einen Tragrahmen aufgesetzt kann<br />
das Gerippe nur für die Formstabilität des Aufbaus vorgesehen<br />
sein, es kann aber auch Teiltragfunktion übernehmen (mittragende<br />
Bauweise).<br />
Bei der selbsttragenden Halbzeug-Gerippebauweise (meist bei<br />
KOM) übernimmt die gesamte Gerippestruktur alle Tragfunktionen<br />
für sich selbst <strong>und</strong> für die Nutzmasse.<br />
Zur Halbzeug-Gerippebauweise gehören auch Gitterrohrrahmen<strong>und</strong><br />
space-frame 1 -Bauweisen (Bild 1, Seite 23).<br />
Die Schalenbauweise ist eine Weiterentwicklung der Halbzeug-<br />
Gerippebauweise. Bei dieser Bauweise werden Feinbleche zu sog.<br />
Außen- <strong>und</strong> Innenschalen geformt <strong>und</strong> anschließend gefügt. Die so<br />
entstehenden Blechbauhohlkörper bilden einen sehr leichten <strong>und</strong><br />
formstabilen Tragverband (Bild 1, Seite 381).<br />
Durch diese Bauweise besteht die Möglichkeit, Tragstrukturen<br />
gezielt in den Fahrzeugaufbau zu integrieren, wodurch Aufbau <strong>und</strong><br />
Tragsystem eine Einheit bilden (selbsttragende Schalenbauweise).<br />
Da die Tragstrukturen in Form <strong>und</strong> Abmessung für jeden Fahrzeugbereich<br />
den hier jeweils auftretenden mechanischen Belastungen<br />
angepasst werden können, wird deutlich weniger Werkstoff<br />
als bei Halbzeug-Profilkonstruktionen benötigt. Die hieraus resultierende<br />
Massereduzierung kommt insgesamt dem Einsatzzweck<br />
des Fahrzeugs <strong>und</strong>/oder seinen Fahreigenschaften zugute<br />
(vgl. Kap. 5.7).<br />
Aber auch bei nichttragenden Aufbauteilen (z. B. Lkw-Fahrerhaus)<br />
lassen sich durch diese Bauweise hohe Steifigkeiten erzielen, die<br />
z. B. für den Insassenschutz genutzt werden.<br />
Bei der gemischten Gerippebauweise (Bild 1) werden Halbzeug-<br />
Gerippe- <strong>und</strong> Schalenstrukturen miteinander gepaart. Man findet<br />
diese Gemischtbauweise häufig bei modernen KOM.<br />
1 space-frame (engl.): Raumrahmen<br />
380
5.6 Fahrzeugbauweisen <strong>und</strong> Konstruktionsarten von Fahrzeugen 5.6.2 Konstruktionsarten von Fahrzeugen<br />
a) Laschenbefestigung (Schub- b) Konsolenbefestigung<br />
blechbefestigung)<br />
1 Starre Aufbaubefestigungen<br />
a) Konsolenbefestigung mit b) Konsolenbefestigung<br />
Schraubenfeder<br />
mit Tellerfedern<br />
2 Weiche Aufbaubefestigungen<br />
Geschlossene Fahrzeugaufbauten wie z. B. Koffer oder Tank sind<br />
verdrehsteif. Die Verbindung eines derartigen Aufbaus mit einem<br />
starren Tragsystem kann ebenfalls starr erfolgen (Bild 1), da keine<br />
Verdrehbewegungen des Tragsystems zum Aufbau übertragen<br />
werden.<br />
Bei der Verbindung von einem verwindungsweichen Tragsystem<br />
mit einem geschlossenen, starren Aufbau sind jedoch „weiche“<br />
Befestigungen (Bild 2) zu wählen. Würde man Tragsystem <strong>und</strong><br />
Aufbau starr miteinander verbinden, würde einerseits der verwindungssteife<br />
Aufbau die Verwindungen des Tragsystems behindern,<br />
andererseits würde das Tragsystem Verwindungskräfte in den<br />
Aufbau einleiten. Die hierbei auftretenden konkurrierenden<br />
Spannungen können sowohl den Aufbau als auch das Tragsystem<br />
zerstören.<br />
Die bei dieser Kombination erforderlichen Befestigungen müssen<br />
eine elastische Verbindung zwischen Aufbau <strong>und</strong> Tragsystem herstellen.<br />
Dabei sollen die Verbindungen so beschaffen sein, dass sie<br />
die Verwindungsbewegung des Tragsystems ermöglichen, ohne<br />
dabei Kräfte in den starren Aufbau einzuleiten. Auf diese Weise<br />
können Aufbau <strong>und</strong> Tragsystem voneinander entkoppelt werden.<br />
Eine weitere Möglichkeit der Verbindung von verwindungsweichem<br />
Tragsystem <strong>und</strong> geschlossenem, starrem Aufbau stellt die<br />
Dreipunkt-Aufbaubefestigung dar. Wie aus Bild 3 zu ersehen ist,<br />
bleiben bei der Verwindung eines Fahrgestellrahmens vier<br />
Rahmenpunkte neutral, d. h. sie nehmen nicht an der vertikalen<br />
Auf- bzw. Abwärtsbewegung teil, weil sie in den Verwindungsachsen<br />
liegen.<br />
Von diesen vier Neutralpunkten sind für die Befestigung des<br />
Fahrzeugaufbaus i. d. R. mindestens drei nutzbar (Bild 4).<br />
Da das Mittellager einer Dreipunkt-Befestigung als Gelenk ausgebildet<br />
ist, kann diese Befestigung kein Torsionsmoment in den<br />
Aufbau übertragen.<br />
Bei der Kombination von teiloffenen Fahrzeugaufbauten, wie<br />
Kofferaufbauten mit Heckwandplane oder mit Ladebordwand, <strong>und</strong><br />
verwindungsweichen Fahrgestellrahmen können „bedingt-weiche“<br />
Aufbaubefestigungen (Bild 1, Seite 387) verwendet werden.<br />
Dies ist möglich, weil sich ein teiloffener Fahrzeugaufbau nicht<br />
mechanisch starr verhält, sondern sich um einen bestimmten<br />
Winkel beschädigungsfrei verdrehen lässt.<br />
neutrale Punkte<br />
3 Verwindung eines Rahmens<br />
a) Mittellager als Gelenk<br />
(Waagebalken)<br />
4 Dreipunktlagerung bei einem Tankaufbau<br />
b) Starre Lagerung mit<br />
Konsole<br />
386
6.1 Analyse von Fahrzeug- <strong>und</strong> Karosserieschäden 6.1.3 Prüftechnik<br />
3<br />
2<br />
l 1 = l 2<br />
l 1 > l 2<br />
2 Dreidimensionale Vermessung<br />
4<br />
l 1<br />
l 2<br />
5<br />
6 1<br />
= Messpunkte<br />
1, 2, 3, 6<br />
1 Trapez<br />
Wird bei einem Unfall ein „rechteckiges“ Rahmenteil zu einem<br />
Parallelogramm verschoben, so verändern sich die Diagonalmaße<br />
(Bild 1). Alle wichtigen Maße an der Bodengruppe lassen sich durch<br />
die Symmetrieeigenschaft gut nutzen. Mit einem Rechts-Links-<br />
Vergleich, unter Ausnutzung der Diagonalvermessungen, kommt<br />
man jeder Veränderung der Bodengruppe auf die Spur.<br />
Datenblätter enthalten Messpunkte, mit denen man die Bodengruppe<br />
von einem Bezugsmittelpunkt aus vermessen kann. Jede<br />
Karosserie hat zur Längsmittelachse eine Links-Rechts-Symmetrie.<br />
Mit dem Stangenzirkel werden Längs-, Quer- <strong>und</strong> Diagonalmessungen<br />
vorgenommen <strong>und</strong> es kann schnell <strong>und</strong> einfach geklärt<br />
werden, ob ein Rahmenschaden vorliegt <strong>und</strong> ob eine Reparatur<br />
noch sinnvoll erscheint. Für eine Höhenmaßermittlung ist der einfache<br />
Stangenzirkel nicht geeignet.<br />
Räumliches Vermessen ist die Voraussetzung, um alle Maße <strong>und</strong><br />
Lagen eindeutig zu bestimmen (Bild 2).<br />
Mit Teleskopmesslehren können Längen, Breiten <strong>und</strong> Höhen vermessen<br />
werden. Auf dem Messlineal befindet sich ein beweglicher<br />
Schlitten. Auf dem Schlitten ist ein höhenverstellbares Höhenmaß<br />
befestigt. Nur einzelne Punkte können mit dieser Lehre kontrolliert<br />
werden.<br />
Messbrücken (Bild 3) eignen sich zum räumlichen Messen an der<br />
Fahrzeugquerachse. Auf einem stabilen Messlineal, das zur Bodengruppe<br />
ausgerichtet wurde, stützen sich zwei vertikale Streben ab.<br />
Ein weiteres Messlineal verbindet die oberen Enden der<br />
Stützstreben. Die komplette Messbrücke bildet somit ein Rechteck.<br />
Mit Hilfe dieser Einrichtung werden Maße an der Karosserie überprüft,<br />
die von der Bodengruppe aus nicht kontrolliert werden können.<br />
Befestigungspunkte am Radhaus für die Vorderachse oder<br />
andere Messpunkte am Dach können so leicht überprüft werden.<br />
3 Messbrücke<br />
Zur exakten dreidimensionalen Vermessung der Bodengruppe<br />
eines Kfz sind Messsysteme erforderlich.<br />
Beim räumlichen Vermessen muss an der Bodengruppe eine ebene<br />
Fläche gebildet werden. Die meisten Karosserien haben sechs<br />
Bezugspunkte an der Unterseite der Karosserie. Eine planparallele<br />
Ebene erreicht man, wenn noch drei Bezugspunkte (Bild 4) an der<br />
Bodengruppe unbeschädigt sind. Zu dieser Ebene müssen alle<br />
Messpunkte planparallel ausgerichtet werden (Bild 1, Seite 398).<br />
Deshalb dient die Bodengruppe immer als Basis für die Fahrzeugvermessung.<br />
1…10 Messpunkte 5,8,9 Dreiecksebene<br />
4 Bodengruppe<br />
397
6.2 Richten 6.2.4 Mechanisch-thermisches Richten<br />
Wird ein Blechstreifen aus Stahl in der Mitte mit einer Schweißflamme<br />
punktuell kurz auf ca. 800 °C angewärmt <strong>und</strong> dann wieder<br />
abgekühlt, ist er verformt (Bild 1). Folgender Vorgang hat die<br />
Verformung hervorgerufen: Der Werkstoff hat sich zunächst ausgedehnt<br />
(vgl. Bild 3, Seite 203) <strong>und</strong> eine innere Druckspannung<br />
erzeugt. Gleichzeitig ist durch das Wärmen die Festigkeit geringer<br />
geworden. Zu dem Zeitpunkt, wo die innere Druckspannung größer<br />
wird als die Werkstofffestigkeit, setzt das Schrumpfen (Verkürzen)<br />
ein. Nach der Abkühlung ist das Werkstück in Abhängigkeit des<br />
Temperaturverlaufes punktuell verkürzt <strong>und</strong> dadurch verformt.<br />
Dieses durch Wärmen hervorgerufene Schrumpfen ist die<br />
Voraussetzung des thermischen Richtens. Weil die Wärme überwiegend<br />
mit einer Gasflamme eingebracht wird, bezeichnet man<br />
diese <strong>Technik</strong> auch als Flammrichten.<br />
Im Gegensatz zum mechanischen Richten eines windschiefen Bleches<br />
wird nicht die kurze Diagonale gestreckt, sondern die lange<br />
durch Schrumpfen verkürzt (Bild 1).<br />
Der Schrumpfvorgang beim thermischen Richten wird noch von<br />
den Druckspannungen der gestreckten Fasern im verformten<br />
Werkstückbereich unterstützt.<br />
Bei verformten Profilen, die durch Wärmen gerichtet werden sollen,<br />
wird ebenfalls jeweils die lange Seite verkürzt. Abhängig von der<br />
Profilform wendet man zum Wärmen Wärmekeil, Wärmeellipse<br />
oder Wärmestraße an (Bild 2). Weiche Beulen <strong>und</strong> flache Dellen an<br />
Karosserien bzw. Karosserieteilen lassen sich durch großflächiges<br />
Wärmen oder durch Wärmepunkte thermisch richten (siehe Kap. 6.3).<br />
Das punktuelle Wärmen muss immer so erfolgen, dass sich die<br />
einzelnen Punkte nicht gegenseitig beeinflussen. Das erreicht man<br />
dadurch, dass die Wärmepunkte weit genug auseinander liegen<br />
<strong>und</strong>/oder dass sie nach dem Wärmen jeweils gekühlt werden.<br />
Schweißbrenner<br />
1 Umformung durch Wärmens<br />
Blechstreifen<br />
a) Vor dem Wärmen b) Nach dem Wärmen<br />
Richtplatte<br />
Werkstück<br />
2 Thermisches Richten von windschiefen Blechen<br />
Wärmepunkt<br />
Wärmestraße<br />
6.2.4 Mechanisch-thermisches Richten<br />
Reicht zum Beseitigen von unerwünschten Verformungen mechanisches<br />
oder thermisches Richten allein nicht aus, setzt man das<br />
mechanisch-thermische Richten ein. Es ist eine Kombination aus<br />
beiden Verfahren. Als Werkzeuge werden Gasbrenner, Hammer <strong>und</strong><br />
Gegenhalter benötigt. Wie beim thermischen Richten wird der<br />
überdehnte Werkstoff verkürzt, jedoch nicht nur durch Schrumpfung,<br />
sondern zusätzlich durch Stauchung.<br />
Gr<strong>und</strong>sätzlich werden zwei Stauchtechniken beim mechanischthermischen<br />
Richten unterschieden:<br />
• indirektes Stauchen<br />
• direktes Stauchen<br />
Das mechanisch-thermische Richten mit indirektem Stauchen<br />
wird zum Richten großflächiger weicher Beulen angewendet. Der<br />
überdehnte Werkstoff der gesamten Beule soll durch Stauchung<br />
<strong>und</strong> Schrumpfung verkürzt werden. Zunächst wird in der Mitte der<br />
Beule ein Wärmepunkt gesetzt. Bei Tiefziehblechen sollte die Temperatur<br />
etwa 800 °C = kirschrot betragen. Danach wird vom Rand<br />
der Beule spiralförmig zur Mitte hin mit dem Spann- oder<br />
Aluminiumhammer <strong>und</strong> Gegenhalter der Werkstoff zum erwärmten<br />
Bereich getrieben <strong>und</strong> gestaucht (Bild 1a, Seite 405). Durch Abkühlung<br />
des Wärmepunktes mit Wasser wird die Schrumpfung<br />
definiert eingeleitet, da der Wärmeentzug örtlich begrenzt bleibt.<br />
a) Wärmekeil bei verformten offenen Profilen<br />
b) Wärmeellipsen bei<br />
verformten Hohlprofilen<br />
3 Thermisches Richten von Profilen<br />
Weg der Flamme<br />
c) Wärmestraße bei<br />
verformtem Flachstahl<br />
404
6.2 Richten 6.2.6 Richtgeräte<br />
Richtbalken<br />
1 Richtbank mit mehreren schwenkbaren Richtbalken (Dozer)<br />
Die Säule ist an der unteren Stirnseite beweglich auf dem Längsbalken<br />
gelagert <strong>und</strong> hat auf der fahrzeugabgewandten Seite eine<br />
Art Zahnstange mit besonderem Profil zum Einhängen der Kette.<br />
Ein diagonal eingebauter Hydraulikzylinder verbindet die beiden<br />
Stahlrahmen miteinander.<br />
Unterstellböcke, eine Querstange, um die Unterstellböcke miteinander<br />
zu verbinden, Klemmeinrichtungen <strong>und</strong> Zugketten sind im<br />
Wesentlichen die mechanischen Zubehörteile.<br />
Am Längsträger ist eine Abstützeinrichtung angebracht, um die<br />
Reaktionskräfte an die Querstange zu übertragen. Mit einer Kette<br />
werden die Querstange <strong>und</strong> die Unterstellböcke verankert <strong>und</strong><br />
abgesichert. Die Zugkette wird an der beschädigten Karosserie <strong>und</strong><br />
am Zugbalken befestigt. Aus Sicherheitsgründen ist darauf zu achten,<br />
dass die Kettenlänge so gering wie möglich ist.<br />
Die Kraftübertragung, ausgelöst durch die Hand- oder Motorpumpe,<br />
erfolgt über den Druckzylinder. Durch die Bewegung der<br />
Kolbenstange bewegt sich der Ziehbalken aus der Ruhestellung.<br />
Jede Zieharbeit muss langsam erfolgen, weil dadurch das Rückverformen<br />
besser beobachtet werden kann.<br />
Zugketten <strong>und</strong> Klemmen können die Karosserie beschädigen. Aus<br />
diesem Gr<strong>und</strong>e kann man Zuggurte (Bild 2) einsetzen. Gurte sind<br />
sehr stabil <strong>und</strong> halten Zugkräfte von 100 kN <strong>und</strong> mehr aus.<br />
Metallwerkstoffe reißen oder brechen nicht so schnell, wenn sie<br />
langsam umgeformt werden. Alle Rückverformungsarbeiten müssen<br />
regelmäßig durch Lehren <strong>und</strong> durch Messen kontrolliert werden.<br />
Wie weit beim Rückverformen überzogen werden darf, um die<br />
Karosserieteile wieder in die richtige Lage zu bringen, hängt von<br />
der Schadensart <strong>und</strong> dem Blechwerkstoff ab.<br />
Die Zugkette bildet im gespannten Zustand eine Strecke. Diese<br />
Strecke muss, bei gedanklicher Verlängerung zu einer Linie, genau<br />
mit der Anstoßrichtung übereinstimmen (vgl. Bild 2, Seite 406). Bei<br />
einem Fahrzeug, das einseitig (z. B. Vorderachse) aufgebockt ist, ist<br />
dies sehr schwierig.<br />
2 Zuggurte<br />
Schwenkt sich der Zugbalken nur um einen geringen Bereich<br />
(z. B. 15°), so weicht die gedachte Streckenlinie nur unwesentlich<br />
von der Anstoßrichtung ab. Bei größeren Rückverfomungswegen<br />
kann es zu einer gravierenden Abweichung der Anstoßrichtung<br />
kommen <strong>und</strong> dazu führen, dass das Fahrzeug sich an der Bodenseite<br />
durchbiegt <strong>und</strong> evtl. einknickt, weil zusätzlich Drehmomente<br />
auftreten. Schwenkbare Richtbalken werden wegen ihrer einfachen<br />
Handhabung mit anderen Richt- <strong>und</strong> Zugeinrichtungen kombiniert<br />
(Bild 1).<br />
6.2.6.3 Rahmenrichtsysteme<br />
Aufgr<strong>und</strong> eines seitlichen Aufpralls kann es notwendig sein, dass<br />
an der Karosserie gleichzeitig gezogen <strong>und</strong> gedrückt werden muss.<br />
Das beschädigte Fahrzeug wird zuerst auf die Mitte der Plattform<br />
gebracht. Um alle Karosseriearbeiten übersichtlich durchführen zu<br />
können, stellt man das Kfz auf Böcke oder ähnliche stabile Stützeinrichtungen.<br />
Dadurch erreicht man zusätzlich, dass die Karosserie<br />
sich in einer angenehmen Arbeitshöhe befindet.<br />
408
6.2 Richten 6.2.6 Richtgeräte<br />
Klemmeinrichtungen können an der Karosserieunterseite besser<br />
angebracht <strong>und</strong> Vermessungen durchgeführt werden. Anschließend<br />
werden die Stützeinrichtungen mit Ketten gesichert.<br />
Ein Kettenende wird dazu an der Stützeinrichtung der Karosserie<br />
<strong>und</strong> das andere Ende mit einem Passstück in der Nut des Rahmens<br />
verankert <strong>und</strong> verkeilt.<br />
Der Richtrahmen muss nicht in den Boden eingelassen, er kann<br />
einfach auf dem Boden ausgelegt sein <strong>und</strong> bildet dieselbe Plattform<br />
(Bild 2). Der Vorteil ist, man kann die Rahmenteile beliebig<br />
zusammenstellen <strong>und</strong> sie so der Fahrzeuggröße anpassen. Der<br />
Nachteil ist, dass zusätzliche Montagearbeiten den Arbeitsumfang<br />
erweitern. Um das Fahrzeug auf die Plattform zu bringen, muss<br />
eine kleine Rampe vorhanden sein. In den Schienen können auch<br />
Winkelstützen montiert sein, auf denen das Kfz sicher befestigt ist.<br />
Für Zug- <strong>und</strong> Druckarbeiten sind ein Druckgerät, eine Kette <strong>und</strong><br />
eine Spanneinrichtungen erforderlich. Mit zusätzlichen Umlenkrollen<br />
kann die Zugrichtung beliebig z. B. von oben oder unten erfolgen<br />
(Bild 1). Die Kette wird am Boden in der Nut verankert <strong>und</strong> mit<br />
einem Keil gesichert. Es ist möglich, gleichzeitig an mehreren<br />
Stellen zu ziehen, was bei mehrfachen Beschädigungen an der<br />
Karosserie <strong>und</strong> bei Rahmenschäden notwendig ist.<br />
Rahmenrichtsysteme werden deshalb bevorzugt zum Richten von<br />
verzogenen oder verdrehten Leiterrahmen, verschobenen Koffer<strong>und</strong><br />
Kastenaufbauten <strong>und</strong> von Lkw-Fahrerhäusern eingesetzt.<br />
Fahrzeuge mit stabilen Fahrgestellrahmen, wie sie bei Geländewagen,<br />
Kabrios, Kleintransportern <strong>und</strong> -bussen vorhanden sind,<br />
können schnell mit diesem Richtsystem repariert werden, weil an<br />
verschiedenen Stellen gleichzeitig <strong>und</strong> nach unterschiedlichen<br />
Richtungen gezogen oder gedrückt werden kann (Bild 1).<br />
Die Investition für ein Rahmenrichtsystem ist gering. Die Zugtechnik<br />
erfolgt nach dem Vektorprinzip (Bild 2). Für das Arbeitsgerät ist<br />
kein großer Platzbedarf notwendig, auch deshalb wird es gerne<br />
eingesetzt.<br />
Das Vektorprinzip besagt, dass immer drei Kräfte mit unterschiedlichen<br />
Wirkungslinien vorhanden sind, die sich in einem Punkt treffen.<br />
Der Druckkolben übt auf die gespannte Kette Zugkräfte aus.<br />
Sobald sich die Kolbenstange bewegt <strong>und</strong> Zugkräfte erzeugt werden,<br />
verändert sich die Rückverformungsrichtung <strong>und</strong> weicht von<br />
der Anstoßrichtung ab. Berufliche Erfahrung gepaart mit mathematischen<br />
Kenntnissen sind erforderlich, um sehr gute Arbeitsergebnisse<br />
erzielen zu können.<br />
6.2.6.4 Richtbank<br />
1 Richtbank auf Richtrahmen für mehrere Zug- <strong>und</strong> Druckwirkungen<br />
2 Vektorprinzip<br />
F<br />
Bei den meisten Unfällen (ca. 90 %) wird die Karosserie nur an der<br />
Front- oder Heckseite beschädigt. Die stabile Fahrgastzelle, insbesondere<br />
der Boden unter der Zelle, bleibt unbeschädigt. Auf einer<br />
Richtbank (Bild 1, Seite 408) können Karosserieschäden behoben<br />
werden. Die geometrische Form der Richtbank gleicht einem<br />
geschlossenen Leiterrahmen. Die Profile haben die Form eines<br />
Doppel-T-Trägers <strong>und</strong> bestehen aus hochfestem Stahl (S355). Auf<br />
diesem Stahlrahmen können zusätzlich Traversen (Querbalken<br />
oder Querträger) aufliegen. Mit diesen Querträgern passt man sich<br />
dem zu richtenden Kfz an.<br />
Richtbänke kamen mit den ersten Ganzstahlkarosserien auf den<br />
Markt. Die ersten Ganzstahlkarosserien waren stabile starre Gebilde.<br />
Bei Beschädigungen an der Karosserie waren deshalb immer<br />
mehrere Bereiche betroffen, weil der Stoß einfach weitergeleitet<br />
wurde. Zum Richten benötigte man deshalb eine stabile ebene<br />
Plattform.<br />
Die ersten Richtbänke hatten angeschweißte „Füße“, die später<br />
durch Räder ersetzt wurden. Die fahrbare Richtbank konnte nach<br />
den Richtarbeiten an ihren Stellplatz oder zu einem anderen<br />
Arbeitsplatz bewegt werden.<br />
Einen Nachteil haben alle Richtbänke: das Fahrzeug muss auf den<br />
Rahmen gebracht werden. Fahrbare Hebeeinrichtungen, die das<br />
Fahrzeug mit einer Gabel hochhalten, haben sich bestens bewährt.<br />
Verfügt die Werkstatt über eine Zwei- oder Viersäulenhebebühne,<br />
so wird dort das Kfz angehoben <strong>und</strong> die fahrbare Richtbank unter<br />
das Kfz geschoben. Nach dem Senken des Kfz wird es sofort<br />
befestigt.<br />
Richtbänke haben viele Vorteile:<br />
• angenehme Arbeitshöhe<br />
• leichter Zugang zu allen Karosseriebereichen<br />
• alle Richtarbeiten können auch von nur einem Fachmann ausgeführt<br />
werden<br />
• es kann in jede beliebige Richtung <strong>und</strong> an mehreren Stellen<br />
gleichzeitig rückverformt werden<br />
Richtbänke sind wegen ihrer einfachen Kombination mit mechanischen<br />
Lehren <strong>und</strong> Messeinrichtungen beliebt. Zum Ziehen <strong>und</strong><br />
Drücken kann die gleiche <strong>Technik</strong> (Vektorprinzip) angewendet werden<br />
wie beim Rahmenrichtsystem (Bild 2).<br />
F<br />
F 2<br />
F 1<br />
F 1 F 2<br />
409
6.7 Fahrzeuglackierung 6.7.2 Werkslackierung<br />
Gänzlich ohne Lösemittel kommen Pulverlacke aus. Das<br />
Emaillieren ist das älteste Pulverbeschichtungsverfahren, bei dem<br />
Glaspulver bei Temperaturen von 800 °C bis 900 °C auf Metall aufgeschmolzen<br />
wird. Vom 16. Jh. bis zum 18. Jh. dienten<br />
Emaillierungen ausschließlich der Verzierung von Gegenständen<br />
aus Silber, Gold <strong>und</strong> Bronze. Email als Korrosionsschutz wurde<br />
erstmals 1761 bei eisernen Kochgeschirren verwendet. Heute ist<br />
das Emaillieren von Gebrauchsgegenständen im Haushalt ein<br />
gebräuchliches Verfahren, welches einen optimalen Korrosionsschutz<br />
liefert. Aufgr<strong>und</strong> des hartspröden Materialverhaltens<br />
von Email <strong>und</strong> der hohen Einbrenntemperaturen ist dieses Verfahren<br />
aber nicht für den Karosserie- <strong>und</strong> Fahrzeugbau geeignet. Statt<br />
dessen werden heute thermoplastische oder duroplastische<br />
Pulverlacke eingesetzt, die bei 150 °C bis 200 °C eingebrannt werden<br />
(Bild 1). Eine Gesamtübersicht zur Lösemittelverringerung<br />
beim Lackieren zeigt Bild 2.<br />
Übungen<br />
1. Beschreiben Sie die Aufgaben von Lacken.<br />
2. Aus welchen drei Gr<strong>und</strong>komponenten setzen sich alle Lacke<br />
zusammen?<br />
3. Wie erfolgt die Durchhärtung von Öl-, Nitrocellulose- <strong>und</strong><br />
Zweikomponentenlacken?<br />
4. Was ist der VOC-Wert?<br />
5. Durch welche Maßnahmen kann der Ausstoß flüchtiger organischer<br />
Lösemittel verringert werden?<br />
6. Warum ist es erstrebenswert, den Anteil organischer Lösemittel<br />
zu verringern?<br />
1 Pulverbeschichtung von Felgen<br />
Primärmaßnahme<br />
• festkörperreiche Lacksysteme<br />
• Wasserlacke<br />
• Pulverlacke<br />
Maßnahmen zur Reinhaltung der Luft<br />
Sek<strong>und</strong>ärmaßnahme<br />
Abluftreinigung<br />
– Nachverbrennung<br />
– Lösemittelrückgewinnung<br />
2 Maßnahmen zur Reduzierung des Lösemittelausstoßes<br />
beim Lackieren<br />
6.7.2 Werkslackierung<br />
Am Beispiel einer ökologieorientierten Lackieranlage<br />
soll bei Einhaltung der<br />
• Technische Anleitung zur Reinhaltung der<br />
Luft (TA Luft)<br />
• TA-Abfall<br />
• TA-Abwasser<br />
die werksseitige Neulackierung von Stahlblechkarosserien<br />
beschrieben werden.<br />
Die Karosserie muss hierbei die 6 Prozessstationen<br />
• Phosphatieren<br />
• kathodisches Tauchgr<strong>und</strong>ieren<br />
• Unterbodenschutz <strong>und</strong> Nahtversiegelung<br />
• Hydrofüller<br />
• Wasser-Basislack<br />
• Wasser-Klarlack<br />
durchlaufen (Bild 3).<br />
Trocknen<br />
Reinigen<br />
Entfetten, Phosphatieren, Passivieren<br />
Tauchspülen<br />
Spülen<br />
Tauchspülen<br />
KTL-Tauchlackieren<br />
Trocknen<br />
Basislack<br />
Zwischentrocknen<br />
Schleifen Nahtversiegelung Reinigen Gr<strong>und</strong>lack Trocknen PVC – Unterbodenschutz<br />
Klarlack<br />
Reinigen Schleifen Trocknen<br />
Inspektion Montage Endreinigen Konservieren Ausliefern<br />
3 Prozessschema einer Pkw-Lackiererei<br />
438