Verarbeitungsanleitung für Dentallegierungen - heraeus-hera.de
Verarbeitungsanleitung für Dentallegierungen - heraeus-hera.de
Verarbeitungsanleitung für Dentallegierungen - heraeus-hera.de

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Hera – Vorbereiten <strong>de</strong>r Gerüstoberfläche<br />
<strong>für</strong> die Composite- und Keramikverblendung.<br />
Vorbereitung <strong>für</strong> Composite-Verblendung.<br />
Die zu verblen<strong>de</strong>n<strong>de</strong> Oberfläche mit 110 μm Strahlkorund (Al 2<br />
O 3<br />
) und 3 bar Druck (Einwegstrahlmittel)<br />
sandstrahlen. Anschließend mit sauberer Druckluft (ölfrei) o<strong>de</strong>r sauberem<br />
Leitungswasser (kein Dampfstrahler) reinigen und sorgfältig trocknen. Die ausreichen<strong>de</strong><br />
Menge Signum metal bond l in die Vorlegeschale geben und mit einem feinen Pinsel auf die<br />
entsprechen<strong>de</strong> Fläche aufbringen, an <strong>de</strong>r Luft trocknen lassen. Falls erfor<strong>de</strong>rlich, zweite<br />
Schicht aufbringen.<br />
Signum metal bond II mehrmals schütteln, um beim Auftragen eine optimale Verteilung <strong>de</strong>r<br />
Farbpigmente auf <strong>de</strong>r Oberfläche zu erreichen. Signum metal bond II mit einem weiteren<br />
Pinsel 1 – 2 mal gleichmäßig auftragen. Anschließend 90 Sekun<strong>de</strong>n, z. B. mit <strong>de</strong>m HiLite power<br />
Lichthärtegerät von Heraeus Kulzer, polymerisieren. Um einen optimalen Haftverbund zu erreichen,<br />
ist es erfor<strong>de</strong>rlich, ohne zwischenzeitliche Kontamination durch Kontakt o<strong>de</strong>r längerer<br />
Pause, <strong>de</strong>n erfor<strong>de</strong>rlichen Opaker aufzutragen und anschließend das Composite aufzubringen.<br />
Vorbereitung <strong>für</strong> Keramikverblendung.<br />
Die Keramikverblendung setzt voraus, dass das ausgearbeitete Metallgerüst mit Strahlkorund<br />
(110 – 125 μm Al 2<br />
O 3<br />
) unter einem stumpfen Winkel abgestrahlt wird. NEM-Legierungen wer<strong>de</strong>n<br />
mit einem Druck von 4 bar abgestrahlt. Die härteren, Pd-haltigen Legierungen wer<strong>de</strong>n mit<br />
Drücken zwischen 3 – 3,5 bar abgestrahlt. Bei <strong>de</strong>n hochgoldhaltigen, Pd-freien EM-Legierungen<br />
sollte nur mit einem Druck von 2 – 2,5 bar abgestrahlt wer<strong>de</strong>n.<br />
Reinigung <strong>de</strong>r Gerüstoberfläche <strong>für</strong> Keramikverblendung.<br />
An das Abstrahlen mit Strahlkorund (Al 2<br />
O 3<br />
) schließt sich die Reinigung und das Entfetten <strong>de</strong>s<br />
Gerüstes an. Die beste Reinigungswirkung und Entfettung erzielt man mit <strong>de</strong>m Dampfstrahlgerät.<br />
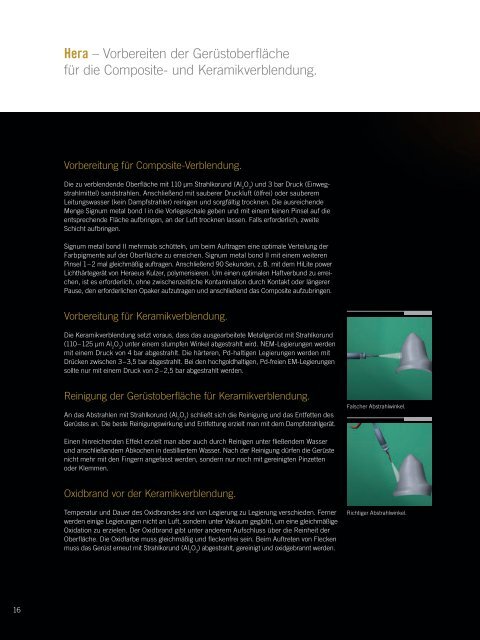
Falscher Abstrahlwinkel.<br />
Einen hinreichen<strong>de</strong>n Effekt erzielt man aber auch durch Reinigen unter fließen<strong>de</strong>m Wasser<br />
und anschließen<strong>de</strong>m Abkochen in <strong>de</strong>stilliertem Wasser. Nach <strong>de</strong>r Reinigung dürfen die Gerüste<br />
nicht mehr mit <strong>de</strong>n Fingern angefasst wer<strong>de</strong>n, son<strong>de</strong>rn nur noch mit gereinigten Pinzetten<br />
o<strong>de</strong>r Klemmen.<br />
Oxidbrand vor <strong>de</strong>r Keramikverblendung.<br />
Temperatur und Dauer <strong>de</strong>s Oxidbran<strong>de</strong>s sind von Legierung zu Legierung verschie<strong>de</strong>n. Ferner<br />
wer<strong>de</strong>n einige Legierungen nicht an Luft, son<strong>de</strong>rn unter Vakuum geglüht, um eine gleichmäßige<br />
Oxidation zu erzielen. Der Oxidbrand gibt unter an<strong>de</strong>rem Aufschluss über die Reinheit <strong>de</strong>r<br />
Oberfläche. Die Oxidfarbe muss gleichmäßig und fleckenfrei sein. Beim Auftreten von Flecken<br />
muss das Gerüst erneut mit Strahlkorund (Al 2<br />
O 3<br />
) abgestrahlt, gereinigt und oxidgebrannt wer<strong>de</strong>n.<br />
Richtiger Abstrahlwinkel.<br />
16