Leseprobe - Buchhandel.de
Leseprobe - Buchhandel.de
Leseprobe - Buchhandel.de

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
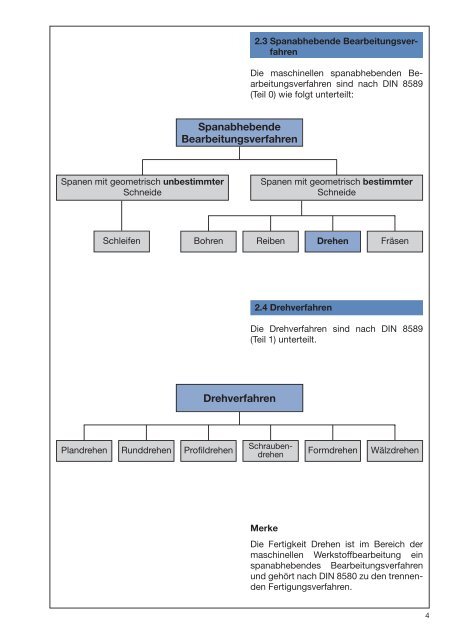
2.3 Spanabheben<strong>de</strong> Bearbeitungsverfahren<br />
Die maschinellen spanabheben<strong>de</strong>n Bearbeitungsverfahren<br />
sind nach DIN 8589<br />
(Teil 0) wie folgt unterteilt:<br />
Spanabheben<strong>de</strong><br />
Bearbeitungsverfahren<br />
Spanen mit geometrisch unbestimmter<br />
Schnei<strong>de</strong><br />
Spanen mit geometrisch bestimmter<br />
Schnei<strong>de</strong><br />
Schleifen<br />
Bohren<br />
Reiben Drehen Fräsen<br />
2.4 Drehverfahren<br />
Die Drehverfahren sind nach DIN 8589<br />
(Teil 1) unterteilt.<br />
Drehverfahren<br />
Schraubendrehen<br />
Plandrehen Runddrehen Profildrehen Formdrehen Wälzdrehen<br />
Merke<br />
Die Fertigkeit Drehen ist im Bereich <strong>de</strong>r<br />
maschinellen Werkstoffbearbeitung ein<br />
spanabheben<strong>de</strong>s Bearbeitungsverfahren<br />
und gehört nach DIN 8580 zu <strong>de</strong>n trennen<strong>de</strong>n<br />
Fertigungsverfahren.<br />
4
l<br />
Mischkeramik besteht aus Aluminiumoxid<br />
und metallischen Hartstoffen wie<br />
Titannitrid o<strong>de</strong>r Titankarbonitrid.<br />
Mischkeramik ist beson<strong>de</strong>rs geeignet<br />
zur Bearbeitung von gehärteten Eisenwerkstoffen,<br />
sowie zum Schlichten von<br />
Grauguß.<br />
Nitridkeramik basiert auf Siliciumnitrid.<br />
Die Vorzüge dieses Schneidstoffes liegen<br />
in seiner guten Bruchzähigkeit in<br />
Verbindung mit <strong>de</strong>r hohen Thermoschockbeständigkeit<br />
bei großem Vorschub.<br />
Nitridkeramik ist bei <strong>de</strong>r Bearbeitung<br />
von Stahl wenig verschleißfest,<br />
daher wird er vorzugsweise zur Bearbeitung<br />
von Grauguß eingesetzt.<br />
Einteilung <strong>de</strong>r Wen<strong>de</strong>schneidplatte Form C<br />
80º<br />
m<br />
r<br />
d<br />
α n<br />
l = Schneidlänge<br />
d = Prüfmaß<br />
m= Prüfmaß<br />
r = Eckradius<br />
s = Plattendicke<br />
= Freiwinkel<br />
s<br />
Die Wen<strong>de</strong>schneidplatten wer<strong>de</strong>n nach folgen<strong>de</strong>n<br />
Kriterien unterteilt:<br />
Grundformen von Wen<strong>de</strong>schneidplatten<br />
Normal-Freiwinkel an <strong>de</strong>r ungespannten<br />
Wen<strong>de</strong>schneidplatte<br />
Toleranzklassen<br />
Ausführung <strong>de</strong>r Spanfläche und Befestigungsmerkmale<br />
Plattengröße<br />
Plattendicke<br />
Ausführungen <strong>de</strong>r Schnei<strong>de</strong>necke<br />
Schnei<strong>de</strong><br />
Schneidrichtung<br />
Schneidstoff<br />
Schneidplatte DIN 4987- CPM R 12 07 08 F N- P10<br />
Aus wirtschaftlichen Erwägungen wer<strong>de</strong>n<br />
Wen<strong>de</strong>schneidplatten eingesetzt, die durch<br />
Schraub- o<strong>de</strong>r Klemmverbindungen mit<br />
<strong>de</strong>m Drehmeißel verbun<strong>de</strong>n sind.<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
11
Kühlschmiermittel nach DIN 51385<br />
Begriffe und Anwendungsbereiche für Kühlschmiermittel<br />
Art <strong>de</strong>s Kühlschmiermittels<br />
Kennbuchstaben<br />
Wirkungsweise<br />
Erläuterungen<br />
Kühlschmierlösungen<br />
L1<br />
Lösungen von anorganischen Stoffen, wie z. B. Soda<br />
o<strong>de</strong>r Natriumnitrit in Wasser. Verwendung vorwiegend<br />
zum Schleifen.<br />
L2<br />
Lösungen o<strong>de</strong>r Dispersionen von vorwiegend organischen,<br />
meist synthetischen Stoffen in Wasser. Gleicher<br />
Anwendungsbereich wie Kühlschmieremulsionen, weniger<br />
geruchsintensiv.<br />
Kühlschmieremulsionen<br />
(Öl in Wasser)<br />
E 2%<br />
E 20%<br />
Emulsionen mit einem Mischungsverhältnis von 2% (E 2%)<br />
bis 20% (E 20%) emulgierbarem Kühlschmierstoff in<br />
Wasser. Meist als Bohrwasser bezeichnet.<br />
Anwendung, wenn gute Kühlwirkung, aber nur geringe<br />
Schmierwirkung erfor<strong>de</strong>rlich ist, z. B. beim Spanen mit<br />
hoher Schnittgeschwindigkeit.<br />
nichtwassermischbare<br />
Kühlschmierstoffe<br />
S1<br />
Schneidöl mit polaren Zusätzen, z. B. pflanzlichen o<strong>de</strong>r<br />
tierischen Fettstoffen o<strong>de</strong>r synthetischen Estern, zur<br />
Verbesserung <strong>de</strong>r Haftung auf <strong>de</strong>r Metalloberfläche.<br />
Sehr gute Schmier- und Korrosionsschutzwirkung, jedoch<br />
nicht für hohe Schnei<strong>de</strong>ntemperaturen geeignet.<br />
S2<br />
Schneidöl mit mild wirken<strong>de</strong>n EP-Zusätzen 1) ; Höhere<br />
Temperatur- und Druckbeständigkeit als S1.<br />
S3<br />
Schneidöl mit polaren und mild wirken<strong>de</strong>n EP-Zusätzen.<br />
S4<br />
Schneidöl mit aktiven EP-Zusätzen. Sehr hohe Temperatur-<br />
und Druckbeständigkeit, jedoch Angriff <strong>de</strong>r Metalloberflächen<br />
möglich.<br />
S5<br />
Schneidöl mit polaren und aktiven EP-Zusätzen.<br />
1) EP extreme pressure Hochdruck, Zusätze zur Steigerung <strong>de</strong>r Aufnahme hoher Flächenpressung<br />
Fertigungsverfahren<br />
Auswahlkriterien für Kühlschmierstoffe<br />
Stahl<br />
normal<br />
spanbar<br />
Stahl<br />
schwer<br />
spanbar<br />
Gußeisen<br />
Temperguß<br />
Kupfer,<br />
Kupferlegierungen<br />
Aluminium,<br />
Aluminiumlegierungen<br />
Magnesiumlegierungen<br />
Schruppen<br />
(Vordrehen)<br />
Drehen<br />
Schlichten<br />
(Fertigdrehen)<br />
E 2…5%<br />
L2<br />
E 2…5%<br />
S3<br />
E 10%<br />
S4, S5<br />
E 10 %<br />
S4, S5<br />
trocken<br />
trocken<br />
E 2…5%<br />
trocken<br />
L2, S1<br />
trocken<br />
L2, S2, S3<br />
E 2…5%<br />
L2, S1, S3<br />
trocken<br />
S1, S2, S3<br />
trocken<br />
S1, S2<br />
trocken<br />
S1, S2, S3<br />
Bohren<br />
E 2…5%<br />
E 10%<br />
S4, S5<br />
trocken<br />
E 2…5%<br />
trocken<br />
S1, S2, S3<br />
E 5…10%<br />
E 2…5%<br />
S1, S2, S3<br />
trocken<br />
S1, S2, S3<br />
Reiben<br />
S2, S3<br />
E 20%<br />
S3<br />
S4, S5<br />
trocken<br />
S1<br />
trocken<br />
S1, S2, S3<br />
S1, S2, S3<br />
S1, S2, S3<br />
Gewin<strong>de</strong>schnei<strong>de</strong>n<br />
S3<br />
S5<br />
S3<br />
E 5…10%<br />
S3<br />
S3<br />
S3<br />
trocken<br />
20
Werkstück<br />
Schnei<strong>de</strong>isen<br />
Pinole<br />
Gewin<strong>de</strong>herstellung<br />
Die Wahl <strong>de</strong>s Herstellungsverfahren ist abhängig<br />
von:<br />
Gewin<strong>de</strong>art<br />
Qualitätsanfor<strong>de</strong>rung<br />
Stückzahl<br />
Gewin<strong>de</strong> können an <strong>de</strong>r Drehmaschine<br />
maschinell o<strong>de</strong>r manuell hergestellt wer<strong>de</strong>n.<br />
Werkstück<br />
Gewin<strong>de</strong>bohrer<br />
Manuelle Herstellung<br />
Das Werkzeug (Schnei<strong>de</strong>isen, Gewin<strong>de</strong>bohrer)<br />
wird von Hand geführt und zur Stabilisierung<br />
<strong>de</strong>r Richtung von <strong>de</strong>r Zentrierspitze,<br />
bzw. <strong>de</strong>r Pinole unterstützt.<br />
Zentrierspitze<br />
Win<strong>de</strong>isen<br />
Werkstück<br />
gera<strong>de</strong>r Drehmeißel<br />
für Außengewin<strong>de</strong><br />
Werkstück<br />
Maschinelle Herstellung<br />
Das zu drehen<strong>de</strong> Gewin<strong>de</strong> (Schraubdrehen)<br />
wird mit einem Profildrehmeißel geschnitten.<br />
Dabei ist darauf zu achten, daß <strong>de</strong>r<br />
Drehmeißel rechtwinklig zur Drehachse eingespannt<br />
ist. Der Vorschub <strong>de</strong>s Gewin<strong>de</strong>drehmeißels<br />
je Werkstückumdrehung entspricht<br />
<strong>de</strong>r Gewin<strong>de</strong>steigung.<br />
Durch Einrücken <strong>de</strong>r Schloßmutter auf die<br />
Leitspin<strong>de</strong>l wird die Drehbewegung <strong>de</strong>r<br />
Hauptspin<strong>de</strong>l mit <strong>de</strong>r Leitspin<strong>de</strong>l fest gekoppelt.<br />
Dadurch wird sichergestellt, daß<br />
beim Gewin<strong>de</strong>drehen stets die gleiche Ausgangsposition<br />
erreicht wird.<br />
gebogener<br />
rechter Drehmeißel<br />
für<br />
Innengewin<strong>de</strong><br />
41