Optokoppler für automotive Anwendungen - HANSER automotive
Optokoppler für automotive Anwendungen - HANSER automotive
Optokoppler für automotive Anwendungen - HANSER automotive

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
2lA 1lA UTOMOTIVE<br />
10.2009l KOMPONENTEN<br />
Bild 1: Aufbau<br />
eines <strong>Optokoppler</strong>s<br />
ISOLATIONSBAUTEILE IN<br />
AUTOMOBIL-APPLIKATIONEN<br />
<strong>Optokoppler</strong><br />
<strong>für</strong> <strong>automotive</strong> <strong>Anwendungen</strong><br />
Die Nachfrage nach neuen Isolations-Bauteilen in Automobil-<strong>Anwendungen</strong><br />
wächst sehr schnell – besonders seit der Einführung der Hybrid-Technologie.<br />
Obwohl die Automobil-<strong>Optokoppler</strong> von Avago als neue Produkte auf<br />
dem Markt gelten, werden sie in Wirklichkeit bereits seit mehr als zehn<br />
Jahren erfolgreich in hybriden Automobilprojekten eingesetzt – allerdings<br />
als Industriegüteklasse-Produkte.<br />
Heute reicht es auf dem Markt nicht mehr aus, alle<br />
aktuellen Automobil-Isolationsapplikationen mit<br />
Industriegüteklasse-Produkten abzudecken –<br />
das betrifft besonders <strong>Anwendungen</strong>, die eine große<br />
Funktionssicherheit über einen langen Zeitraum bei<br />
hohen Umgebungstemperaturen von bis zu 125 °C<br />
erfordern. Natürlich gibt es bereits bewährte, hermetische<br />
<strong>Optokoppler</strong>-Produkte <strong>für</strong> den Einsatz in der Luftund<br />
Raumfahrt, die diesen hohen Temperaturanforderungen<br />
entsprechen – jedoch sind diese oft zu teuer <strong>für</strong><br />
Automobilanwendungen.<br />
Die <strong>Optokoppler</strong>-Technologie<br />
Die wichtigsten Bauteile eines <strong>Optokoppler</strong>s sind ein Fotodetektor-IC<br />
und eine LED (Bild 1). In der Praxis kann das<br />
Fotodetektor-IC mit kleinen oder auch ohne Modifikationen<br />
<strong>für</strong> den Einsatz in Automobilen mit hohem Temperaturbereich<br />
umqualifiziert werden. Bei der LED allerdings bedarf<br />
es grundsätzlicher Überlegungen. Nicht ohne Grund haben<br />
einige technische Mitbewerber und auch Kunden Bedenken<br />
gegenüber dem Einsatz von <strong>Optokoppler</strong>-LEDs bei<br />
hohen Umgebungstemperaturen.<br />
LEDs neigen bei hohen Umgebungstemperaturen potenziell<br />
dazu, einer verstärkten Alterung und einem Lichtleistungs-Abfall<br />
zu unterliegen. Jedoch hat die kontinuierliche<br />
Weiterentwicklung im Design und in der Verarbeitung von<br />
LEDs zu einer wesentlichen Verbesserung bei der spezifischen<br />
Alterung und der Temperatur-Drift auch beim Einsatz<br />
in <strong>Optokoppler</strong>n geführt.<br />
Bei der Herstellung qualitativ hochwertiger <strong>Optokoppler</strong>-<br />
LEDs gibt es zwei entscheidende Beurteilungsmaßstäbe:<br />
das LED-Design und den Produktions-Prozess.<br />
Hier können betriebsinterne Entwicklung und Forschung<br />
im Bereich der III/V-Verbindungshalbleiter und Produktionskapazitäten<br />
im eigenen Unternehmen technische Vorteile<br />
bieten, wenn LEDs <strong>für</strong> die innovative nächste Generation<br />
von <strong>Optokoppler</strong>-Produkten entwickelt und produziert<br />
werden.<br />
Die neueste Generation von <strong>Optokoppler</strong>-LEDs mit Automobilgüteklasse<br />
von Avago profitiert von einer Reihe von
KOMPONENTENl AUTOMOTIVE 10.2009l2<br />
Produktverbesserungen (Bild 3):<br />
• Höhere interne Lumineszenzausbeute<br />
• Niedrigere Durchlass-Spannung<br />
• Verbessertes Stromflussverhalten<br />
Diese Produktverbesserungen haben<br />
nicht nur einen direkten Einfluss auf<br />
das spezifische Verhalten der LED,<br />
sondern bieten auch weitere Vorteile,<br />
wie z. B. die Reduktion des notwendigen<br />
Eingangsstromes, womit die<br />
Verringerung der internen Leistungsverluste<br />
und damit auch der Sperrschicht-Temperatur<br />
einhergehen.<br />
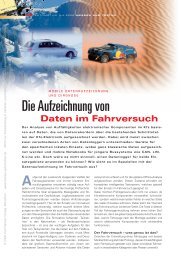
LED – Betriebsdauer<br />
Das Zusammenspiel der Produktverbesserungs-Faktoren<br />
zeigt sich in der<br />
Performance beim Lebensdauer-<br />
Belastungstest, wie in Bild 4 zu<br />
sehen.<br />
Inwiefern diese Daten in die Lebenserwartung im Fahrzeugeinsatz<br />
übernommen werden können, ist noch nicht<br />
abschließend geklärt. Nimmt man beispielsweise 2.000<br />
Stunden als Bezugspunkt, so zeigt sich in der Grafik, dass<br />
das Stromübertragungsverhältnis des automobilen <strong>Optokoppler</strong>s<br />
bemerkenswert stabil bleibt.<br />
Ein nicht unwesentlicher Punkt ist zudem, dass diese<br />
Daten mit LEDs aus vielen Wafer-Fertigungslosen ermittelt<br />
wurden, somit ergibt sich das extrem enge Streuverhalten<br />
aus einem hochkontrollierten Fertigungsprozess.<br />
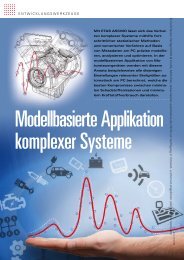
Bild 2: Elektromotoren-Antriebssystem beim Hybrid-Fahrzeug.<br />
© <strong>automotive</strong><br />
Bereich, in dem ein spezifisches LED-Design Vorteile erzielen<br />
kann, denn die Automobil-LEDs von Avago beispielsweise<br />
erreichen eine Lichtleistungsdrift von weniger als 20<br />
Prozent über demselben Temperaturbereich.<br />
Da die Durchgangsspannung der LED durch einen negativen<br />
Temperaturkoeffizienten charakterisiert ist und die<br />
LED von einer Festspannungsquelle gespeist wird, lässt<br />
sich ein zusätzlicher Kompensationsfaktor von 10 Prozent<br />
erzielen. So ergibt sich eine Stromübertragungsdrift von<br />
weniger als 10 Prozent über einem 100-°C-Bereich.<br />
Parametrische Temperaturdrift<br />
Nicht nur die LED-Alterung wird bei <strong>Optokoppler</strong>n in hohen<br />
Umgebungstemperaturen als problematisch angesehen.<br />
Lichtleistungsdrift über einen hohen Temperaturbereich<br />
kann auch indirekt wichtige Parameterwerte wie die Laufzeitverzögerung<br />
beeinflussen.<br />
Es ist nicht ungewöhnlich, dass <strong>Optokoppler</strong> eine Stromübertragungsdrift<br />
von bis zu 60 Prozent über einen Temperaturbereich<br />
von 100 °C erreichen. Dies ist ein weiterer<br />
Bild 3: LED-Design und Produktverbesserungen.<br />
© <strong>automotive</strong><br />
Hochspannungssicherheit<br />
Viele neu entwickelte Isolations-Applikationen in der Automobilbranche<br />
benötigen sowohl eine sichere Hochspannungsisolation<br />
als auch die Möglichkeit der einfachen<br />
Spannungspegelverschiebung.<br />
Die Norm schreibt vor, dass generell alle Spannungen über<br />
50 V Wechsel- oder 70 V Gleichspannung sicher isoliert<br />
werden müssen. Bezieht man die Anwendersicherheit mit<br />
ein, so wird die ausgestaltete Bandbreite dementsprechend<br />
nach oben angepasst.<br />
Sichere Spannungsisolation geht Hand in Hand mit verstärkter<br />
Isolation, und diese wird allgemein als doppelte<br />
Isolation verstanden. Viele etablierte IEC-Standards akzeptieren<br />
keine einlagige Folien-Isolation als verstärkte Isolation<br />
zwischen Hochspannungsschaltkreisen und sicheren<br />
Niederspannungsschaltkreisen. Wird ein mehrlagiges<br />
Folien-Material eingesetzt, muss die Eingangstestspannung<br />
150 Prozent (3 oder mehr Lagen) oder 200 Prozent (2<br />
Lagen) der Testspannung betragen.<br />
Avago Technologies erreicht die Anforderungen der doppelten<br />
Isolation in seinen automobilgeeigneten <strong>Optokoppler</strong>n<br />
durch doppelte Isolation mit einer Verbundwerkstoff-<br />
Konstruktion von Polyamidfolien und Polyorganosiloxan<br />
(Silikon).<br />
Zusätzlich werden zwei grundsätzliche Produktionssicherheitstests<br />
bei automobilgeeigneten <strong>Optokoppler</strong>n von<br />
Avago angewandt. Der erste Test ist der Dielektrik-Test
3lA UTOMOTIVE<br />
10.2009l KOMPONENTEN<br />
Bild 4: Lebensdauer-Belastungstest bei hohen Temperaturen.<br />
© <strong>automotive</strong><br />
nach UL1577, bei dem 5000 V eff an das Bauteil angelegt<br />
werden. Die Höhe des Kriechstromes ist ausschlaggebend<br />
<strong>für</strong> das Bestehen des Tests. Der zweite Test ist der <strong>Optokoppler</strong>-Teilentladungstest<br />
nach IEC607475-5, der das<br />
1,875-fache der Nennarbeitsspannung verwendet und bei<br />
dem die Erkennung von Teilentladungen Testkriterium ist.<br />
Grundsätzlich ergeben nur diese Produktionstests ein<br />
zuverlässiges Bild der Fähigkeiten eines neuen Isolators.<br />
Natürlich ist es wünschenswert, einen Isolator einzusetzen,<br />
der definitiv eine Sicherheitsleistung über die gesamte<br />
Lebensdauer des Endproduktes liefert. Das ist umso<br />
wichtiger, wenn Alterungsfaktoren wie hohe Temperaturen<br />
eine Rolle spielen. Gute Hochspannungsstandzeiten sind<br />
nicht implizit. Im Gegenteil kann ein Isolatorbauteil zwar die<br />
erforderlichen Normtests bestehen, aber trotzdem eine<br />
geringe Immunität gegenüber Hochspannungsdegradation<br />
aufweisen. Dies gilt vor allem <strong>für</strong> Isolationen ohne <strong>Optokoppler</strong>,<br />
die sehr dünne Isolationsmaterialien einsetzen,<br />
wie beispielsweise auf Mikromagnetspulen aufgebaute<br />
Isolatoren.<br />
durch die sorgfältige Auswahl des Isolationsmaterials<br />
reduziert werden. Neben der<br />
Materialart ist auch der Fabrikationsprozess<br />
des Isolationsmaterials entscheidend. So<br />
bildet zum Beispiel eine mittels Spin-Coating<br />
aufgebrachte Polyamidbeschichtung<br />
mehr Mikroporen als eine vorgeformte<br />
homogene Polyamid-Folie. Als plastischen<br />
Vergleich kann man sich Schnee im Gegensatz<br />
zu einer Eisfläche vorstellen. Es gibt<br />
durchaus Test-Methoden zur Erkennung<br />
von Poren in Isolationsmaterialien, z. B.<br />
durch das Testen von Teilentladungen. Aber<br />
leider eignen sich diese Tests nur <strong>für</strong> das<br />
Erkennen größerer Poren; Mikroporen in<br />
der Hochspannungsdegradation sind mit<br />
üblichen Messvorrichtungen nicht zu detektieren.<br />
Der zweite Negativfaktor im Prozess der<br />
Hochspannungsalterung ist die Raumladungsinjektion.<br />
Raumladungen werden in das Isolationsmaterial injiziert,<br />
sobald eine Hochspannung anliegt. In Bezug auf die Menge<br />
der injizierten Raumladungen sind die ausschlaggebenden<br />
Faktoren die Dicke des Materials und das anliegende elektrische<br />
Feld, woraus sich die Durchschlagsfestigkeit in<br />
kV/mm ergibt. Andere wichtige Faktoren sind die Arbeitstemperatur<br />
sowie Typ und Frequenz der anliegenden Hochspannungsbelastung.<br />
Um eine kontinuierliche und sichere Isolation bei hohen<br />
Arbeitstemperaturen zu garantieren, besitzen alle Automobil-<strong>Optokoppler</strong><br />
von Avago ein dickes, homogenes Polyamid-Isolationsmaterial,<br />
das gleichzeitig den Vorteil hat,<br />
Mikroporen und Raumladungsinjektionen zu minimieren.<br />
Fazit<br />
Abschließend kann man feststellen, dass die <strong>Optokoppler</strong><br />
auf Kunststoff-Basis den Anforderungen von Automobil-<br />
Applikationen in hohen Temperaturbereichen absolut entsprechen.<br />
(es)<br />
Isolationsabbau<br />
Ein weithin bekannter Grund <strong>für</strong> eine Isolationsverschlechterung<br />
ist das Zusammentreffen von injizierten Raumladungen<br />
in Mikroporen. Reduziert man entweder die injizierte<br />
Raumladung oder die Mikroporen oder beides, kann<br />
man dieser Ursache des Hochspannungsalterns wirksam<br />
entgegensteuern.<br />
Mikroporen sind in jedem Isolationsmaterial unvermeidbar.<br />
Anzahl und Größe der Mikroporen jedoch können merklich<br />
Patrick Sullivan ist seit 1995 Ingenieur <strong>für</strong><br />
Forschung und Entwicklung von Isolatoren<br />
bei Avago Technologies.<br />
Avago Technologies<br />
@ www.avagotech.com