Technische Informationen - Hansa Flex
Technische Informationen - Hansa Flex
Technische Informationen - Hansa Flex

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Technische</strong> <strong>Informationen</strong><br />
T<br />
<strong>Technische</strong> <strong>Informationen</strong><br />
Stand: 10/2006 Katalog 2 9
<strong>Technische</strong> <strong>Informationen</strong><br />
Hinweis<br />
T<br />
Alle Angaben in diesem Katalog beruhen auf den zur Zeit der Veröffentlichung gültigen Normen und auf den<br />
Vorschriften der Berufsgenossenschaften. Nur die Einhaltung unserer Montagevorschriften garantieren Ihnen<br />
Produktsicherheit. Die Nichtbeachtung aller genannten Vorschriften kann die Funktionssicherheit des Produktes<br />
beeinträchtigen und zum Verlust unserer Gewährleistung führen. Unsere Gewährleistung gilt in jedem Falle<br />
nur für HANSA-FLEX Produkte. Unsere Produkte werden ständig weiterentwickelt, technische Änderungen sind<br />
deshalb möglich.<br />
Trotz sorgfältigster Prüfung können wir Fehler im Katalog nicht ausschließen und übernehmen keine Gewähr für<br />
die enthaltenen Angaben.<br />
2006 HANSA-FLEX Hydraulik GmbH – www.hansa-flex.com<br />
®<br />
10<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
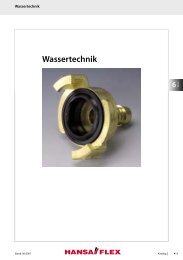
Schneidringverschraubungen<br />
FUNKTIONSBESCHREIBUNG<br />
Eine Rohrverschraubung (Bild 1) besteht aus:<br />
1) Rohrverschraubungskörper<br />
2) Zweikantenschneidring<br />
3) Überwurfmutter<br />
T<br />
1 3<br />
2<br />
BILD 1<br />
1) Hydraulische Festigkeit und sichere Rohreinspannung<br />
2) Eine optimierte Kontur vermeidet die Übermontage<br />
3) Hohe Ausreißfestigkeit<br />
4) Große Berührungsfläche zwischen Schneidring und Mutter<br />
1 2 3 4<br />
Stand: 10/2006 Katalog 2 11
<strong>Technische</strong> <strong>Informationen</strong><br />
Schneidringverschraubungen<br />
T<br />
DICHTHEIT<br />
Beim Anzug der Überwurfmutter mit insgesamt 1,5 Umdrehungen schneiden die beiden Schneidkanten nacheinander<br />
bis zu einer definierten Grenze in die Rohroberfläche ein.<br />
Dabei wird Rohrmaterial aufgeworfen (Bild 2 – 3).<br />
1 0<br />
1 ½ ½<br />
BILD 2<br />
BILD 3<br />
Die Schneidengeometrie sorgt für eine sichere Abdichtung und Haltung des Rohres. Die äußere Form des<br />
Schneidrings fängt Beanspruchungen wie z.B. Schwingungen oder Biegebelastungen auf.<br />
12<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Die zusätzliche Weichdichtung SRWD<br />
Schneidringverschraubungen<br />
FUNKTIONSBESCHREIBUNG<br />
T<br />
Die zusätzliche Weichdichtung SRWD ergänzt die von dem Zweikantenschneidring geschaffene Abdichtung<br />
durch eine Dichtkante und wirkt als weitere unübersteigbare Barriere gegen Leckage.<br />
- einfache Montage, Kontrolle, Austauschbarkeit<br />
- schwingungsdämpfend und selbstsichernd<br />
- Standardkomponenten<br />
Stand: 10/2006 Katalog 2 13
<strong>Technische</strong> <strong>Informationen</strong><br />
Die zusätzliche Weichdichtung SRWD<br />
Schneidringverschraubungen<br />
T<br />
FUNKTIONSBESCHREIBUNG<br />
1 2<br />
1 3 2<br />
1) Zusätzliche hydraulische Weichdichtung vor der mechanischen Dichtung<br />
2) schwingungsdämpfend und selbstsichernd<br />
3) doppelte Fixierung<br />
Zur Vorbeugung von Leckagen hat HANSA-FLEX die Lösung. Es ist möglich mit SRWD von der mechanischen<br />
Dichtung zur Weichdichtung zu wechseln ohne weitere Kosten durch Spezialgeräte. Es reicht ein Werkzeug aus.<br />
14<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Angewandte Normen<br />
HERSTELLUNG UND LIEFERBEDINGUNGEN DIN 3859<br />
Zylindrische Abdichtungen<br />
T<br />
Abdichtung durch Dichtkante: DIN 3852 Teil 1 und 2 Form B ISO 9974-3 (Bild 3)<br />
Abdichtung durch Weichdichtung: DIN 3852 Teil 11 ISO 228 ISO 261 (Bild 4)<br />
Abdichtung durch O-Ring: UN/UNF (SAE J 514) ISO 11926 (Bild 5)<br />
BILD 3 BILD 4 BILD 5<br />
EINSCHRAUBZAPFEN<br />
Metrisch zylindrisch: DIN 3852 Teil 1 – DIN 13 ISO 261<br />
Metrisch konisch: DIN 3852 Teil 1 – DIN 158<br />
BSP zylindrisch: DIN 3852 Teil 2 – ISO 228<br />
BSP konisch: DIN 3852 Teil 2 – DIN 3858<br />
NPT: ANSI B1 20-3-1991<br />
UN/UNF: ANSI B1-1 ISO 725<br />
Metrisch mit O-Ring: ISO 6149 und DIN 3852 Teil 3<br />
SCHWEISSKONEN<br />
DIN 3865 ISO 8434-1<br />
ROHRANSCHLUSSSTUTZEN<br />
DIN 3861 und ISO 8434-1<br />
BÖRDELVERSCHRAUBUNGEN<br />
DIN 3949<br />
Stand: 10/2006 Katalog 2 15
<strong>Technische</strong> <strong>Informationen</strong><br />
Druck- und Temperaturbelastbarkeit<br />
Rohrverschraubungen<br />
T<br />
DRUCKBEREICHE<br />
Rohrverschraubungen von HANSA-FLEX werden in drei Baureihen gefertigt: „LL“ sehr leicht, „L“ leicht, „S“ schwer.<br />
bar<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
4 6 8<br />
Baureihe LL<br />
Rohr Ø<br />
bar<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
6 8 10 12 15 18 22 28 35 42<br />
Baureihe L<br />
Rohr Ø<br />
1000<br />
900<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
bar<br />
6 8 10 12 14 16 20 25 30 38<br />
Baureihe S<br />
Rohr Ø<br />
HANSA-FLEX<br />
ISO 8434-1<br />
Achtung: Abweichungen einiger Armaturen vom Standardnenndruck werden auf der entsprechenden Katalogseite<br />
gesondert aufgeführt.<br />
16<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Druck- und Temperaturbelastbarkeit<br />
Rohrverschraubungen<br />
TB – ZULÄSSIGE BETRIEBSTEMPERATUREN<br />
Die zulässigen Betriebstemperaturen sind vom verwendeten Werkstoff abhängig (auch durch das Medium<br />
beieinflussbar).<br />
T<br />
a) Für Verschraubungswerkstoffe:<br />
- Stahl: - 40 °C bis + 200 °C (EN 10277-3 EN 10025)<br />
- Edelstahl: - 60 °C bis + 400 °C (1.4571 DIN 17440)<br />
Hierbei sind die Angaben im Absatz „Druckabschläge“ zu beachten.<br />
b) Für Dichtungswerkstoffe:<br />
- NBR: - 35 °C bis + 100 °C<br />
- FPM (z.B. Viton*): - 25 °C bis + 200 °C<br />
* Viton ist ein eingetragenes Warenzeichen der Firma DUPONT<br />
DRUCKABSCHLÄGE<br />
Bei Erhöhung der zulässigen Betriebstemperaturen, die im Katalog aufgeführt sind, müssen die Betriebsdrücke<br />
reduziert werden.<br />
Druckabschläge der zulässigen Betriebstemperaturen in °C<br />
Verschraubungswerkstoff<br />
-60 -40 +20 +50 +100 +120 +150 +175 +200 +250 +300 +400<br />
Stahlverschraubungen<br />
0 %<br />
11 %<br />
19 % 28 %<br />
Edelstahlverschraubungen<br />
0 % 5 %<br />
11 % 20 % 29 %<br />
Weichen die verwendeten Rohrwerkstoffe von denen der Verschraubungen ab, sind die Rohre hinsichtlich des<br />
zulässigen Temperaturbereiches und der eventuell erforderlichen Druckabschläge getrennt zu überprüfen.<br />
Bei Verschraubungskomponenten mit Einschraubzapfen können zusätzliche Druckabschläge erforderlich sein.<br />
Der Gegenwerkstoff des Aggregates, in das die Teile eingeschraubt werden, sowie das verwendete Dichtsystem<br />
müssen berücksichtigt werden.<br />
BAUMASSE<br />
Die in dem Katalog aufgeführten Baumaße sind ca-Maße bei angezogener Überwurfmutter.<br />
Stand: 10/2006 Katalog 2 17
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Rohrverschraubungen DIN 3859-2<br />
Rohrverschraubungen<br />
T<br />
MONTAGEANLEITUNG FÜR ROHRVERSCHRAUBUNGEN<br />
Eine ordnungsgemäße Montage ist Voraussetzung für die sichere und einwandfreie Funktion von Schneid ringund<br />
Bördelverschraubungen. Bei Einhaltung dieser Vorgaben lassen sich auch Wiederholmontagen problemlos<br />
durchführen.<br />
MONTAGE VON SCHNEIDRINGVERSCHRAUBUNGEN<br />
Bei der Montage von Schneidringverschraubungen wird zwischen den folgenden Möglichkeiten unterschieden:<br />
a) Montage im gehärteten Vormontagestutzen,<br />
b) Montage im Verschraubungsstutzen, dieses gilt nicht bei der Verwendung von Edelstahlrohren,<br />
c) Fertigmontage von werksseitig vormontierten Verschraubungsstutzen.<br />
Wir empfehlen in jedem Fall die Verwendung von gehärteten Vormontagestutzen; diese werden aus Werkzeugstahl<br />
gefertigt und leiten wegen Ihrer höheren Festigkeit die bei der Montage auftretenden Kräfte besser in die<br />
Verschraubung ein und sorgen für eine höhere Montagesicherheit.<br />
MONTAGEVORBEREITUNG<br />
– Rohr rechtwinklig absägen. Die Verwendung eines Rohrabschneiders führt zu einer Einschneidung des<br />
Rohrendes und beeinträchtigt somit den sicheren Halt des Schneidrings. Zulässige Winkelabweichung: 0,5°.<br />
– Rohrende (innen und außen) leicht entgraten. Eine Fase von 0,2 x 45° ist zulässig.<br />
– Säubern des Rohrendes von Verunreinigungen (Späne etc.)<br />
Zur sicheren Montage sollten weiche Rohre (Kupfer, Aluminium, dünnwandige Stahlrohre) mit einer Verstärkungshülse<br />
versehen werden.<br />
18<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Rohrverschraubungen DIN 3859-2<br />
Rohrverschraubungen<br />
Bei Rohrbögen muss das gerade Rohrende bis zum Beginn des Biegeradius mindestens 2 x Überwurfmutterhöhe<br />
betragen. Das gerade Rohrende darf im gesamten Bereich 2 x H keine Abweichung von der Rundheit und Geradheit<br />
aufweisen, die den Maßtoleranzraum des Rohres nach DIN 2391 überschreitet.<br />
T<br />
MONTAGE IM GEHÄRTETEN VORMONTAGESTUTZEN<br />
– Gewinde und Konus des Vormontagestutzens sowie Gewinde der Überwurfmutter einölen.<br />
– Überwurfmutter und Schneidring auf das Rohr schieben.<br />
– Überwurfmutter bis zum fühlbaren Anschlag mit der Hand aufschrauben.<br />
– Rohr fest gegen Anschlag im Vormontagestutzen drücken, sonst erfolgt kein Rohreinschnitt.<br />
– Überwurfmutter ca. 1 Umdrehung anziehen. Hierbei darf sich das Rohr nicht mitdrehen.<br />
Stand: 10/2006 Katalog 2 19
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Rohrverschraubungen DIN 3859-2<br />
Rohrverschraubungen<br />
T<br />
KONTROLLE DER VORMONTAGE<br />
– Überwurfmutter lösen und überprüfen, ob ein sichtbarer Bundaufwurf vor<br />
der vorderen Schneide vorhanden ist.<br />
– Der Schneidring darf sich drehen, jedoch nicht axial verschieben lassen.<br />
– Vormontiertes Rohr in Verschraubungsstutzen einsetzen. Überwurfmutter ca. 1/2 Umdrehung<br />
über den Punkt des deutlich fühlbaren Kraftanstiegs anziehen. Dabei den Stutzen gegenhalten!<br />
– Wichtig: Materialaufwurf vor Schneidring nochmals kontrollieren!<br />
MONTAGE IM VERSCHRAUBUNGSSTUTZEN<br />
– Gewinde und Konus des Vormontagestutzens sowie Gewinde der Überwurfmutter einölen.<br />
Überwurfmutter und Schneidring auf das Rohr schieben, dabei auf die richtige Lage des<br />
Schneidrings achten, sonst Fehlmontage.<br />
– Überwurfmutter bis zum fühlbaren Anschlag mit der Hand aufschrauben, dabei Rohr fest gegen<br />
Anschlag im Verschraubungsstutzen drücken, sonst erfolgt kein Rohreinschnitt.<br />
20<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Rohrverschraubungen DIN 3859-2<br />
Rohrverschraubungen<br />
T<br />
– Überwurfmutter ca. 1 1/2 Umdrehung mit Schlüssel anziehen. Dabei Verschraubungsstutzen<br />
mit Schlüssel gegenhalten.<br />
– Verschraubung demontieren und überprüfen, ob ein sichtbarer Bundaufwurf vor der<br />
ersten (vorderen) Schneide vorhanden ist.<br />
– Der Schneidring darf sich drehen, jedoch nicht axial verschieben lassen.<br />
FERTIGMONTAGE VON WERKSSEITIG VORMONTIERTEN VERSCHRAUBUNGSSTUTZEN<br />
– Bei diesen Verschraubungen ist der Schneidring schon vormontiert. Wir empfehlen jedoch in jedem Fall<br />
auf die HANSA-FLEX Dichtkegelverschraubungen (z.B. Typ AOH) auszuweichen.<br />
– Gewinde der Überwurfmutter, Schneidring und Gewinde des Verschraubungsstutzens mit Öl versehen.<br />
– Überwurfmutter bis zum fühlbaren Anschlag festschrauben.<br />
– Überwurfmutter ca. 1/2 Umdrehung über den deutlich spürbaren Kraftanstieg anziehen,<br />
hierbei Verschraubungsstutzen mit Schlüssel gegenhalten.<br />
– Auch hier in jedem Fall den Materialaufwurf vor der Schneidkante kontrollieren.<br />
Stand: 10/2006 Katalog 2 21
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Rohrverschraubungen DIN 3859-2<br />
Rohrverschraubungen<br />
T<br />
MONTAGE VON BÖRDELVERSCHRAUBUNGEN<br />
Es gibt grundsätzlich zwei Möglichkeiten, Bördelverschraubungen herzustellen:<br />
a) Rohrverschraubungen mit 24°-Schneidringanschluss mit Bohrungsform W (DIN 2353 bzw. DIN 3861),<br />
b) Bördelverschraubungen nach SAE J 514 bzw. ISO 8434-2.<br />
BESTIMMUNG DER SCHNITTLÄNGE DES ROHRES<br />
Zur Bestimmung der Rohrlänge wird das Rohr zwischen den Stirnflächen der zu verbindenden Stutzen angepasst.<br />
Die erforderliche Länge des ungebördelten Rohres ergibt sich durch Abzug des Maßes X für jedes Rohrende.<br />
Bei Nichtbeachtung wird die Rohrleitung zu lang und es entstehen bei der Montage unnötige Belastungen.<br />
Aufgrund der Maßangaben in den einzelnen Maßtabellen ist eine rechnerische Bestimmung der Rohrleitungslänge<br />
nur mit dem Maß T möglich. T entspricht der Rohrlängendifferenz zwischen Bördel- und Schneidringverschraubung.<br />
AD = Rohraußendurchmesser in mm<br />
S = Rohrwandstärke in mm<br />
T = Rohrlängendifferenz zur normalen Schneidringverschraubung nach DIN EN ISO 8434-1<br />
X = Abzugsmaß<br />
AD x S T X AD x S T X AD x S T X<br />
6 x 1 8 1 16 x 1,5 8,5 0 28 x 2 9 1,5<br />
6 x 1,5 9 2 16 x 2 9,5 1 28 x 2,5 10 2,5<br />
16 x 2,5 10 1,5 28 x 3 10,5 3<br />
8 x 1 8 1 18 x 1,5 7,5 0 30 x 3 14,5 1<br />
8 x 1,5 9 2 18 x 2 8,5 1 30 x 4 16,5 3<br />
8 x 2 9,5 2,5 18 x 2,5 9 1,5 30 x 5 18 4,5<br />
10 x 1 8 1 20 x 2 11,5 1 35 x 2 12 1,5<br />
10 x 1,5 9 2 20 x 2,5 12,5 2 35 x 2,5 12,5 2<br />
22<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Rohrverschraubungen DIN 3859-2<br />
Rohrverschraubungen<br />
AD x S T X AD x S T X AD x S T X<br />
10 x 2 10 3 20 x 3 13,5 3 35 x 3 13,5 3<br />
12 x 1 8 1 20 x 3,5 14,5 4 35 x 4 15 4,5<br />
12 x 1,5 9 2 22 x 1,5 8,5 1 38 x 2,5 16 0<br />
12 x 2 10 3 22 x 2 9,5 2 38 x 3 16,5 0,5<br />
14 x 1,5 8,5 0,5 22 x 2,5 10,5 3 38 x 4 18 2<br />
14 x 2 9 1 22 x 3 11 3,5 38 x 5 20 4<br />
14 x 2,5 10 2 25 x 2 13 1 42 x 2 12,5 1,5<br />
14 x 3 11 3 25 x 2,5 13,5 1,5 42 x 3 14 3<br />
15 x 1,5 8 1 25 x 3 14,5 2,5 42 x 4 15,5 4,5<br />
15 x 2 9 2 25 x 4 16 4<br />
15 x 2,5 10 3 30 x 2 13 0,5<br />
16 x 3 11 2,5 30 x 2,5 14 0,5<br />
T<br />
MONTAGE VON GEBÖRDELTEN ROHREN UND VERSCHRAUBUNGEN MIT SCHNEIDRINGANSCHLUSS<br />
– Rohr rechtwinklig absägen, auch hierbei keinen Rohrabschneider verwenden.<br />
– Rohrende (innen und außen) nur leicht entgraten, nicht „anspitzen“,<br />
da sonst unzulässige Dichtfläche entsteht.<br />
– Rohrende innen sorgfältig reinigen (Späne), um Beschädigungen der Dichtfläche beim Bördeln<br />
zu vermeiden.<br />
Stand: 10/2006 Katalog 2 23
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Rohrverschraubungen DIN 3859-2<br />
Rohrverschraubungen<br />
T<br />
– Überwurfmutter und Druckring auf das Rohr schieben. Auf richtige Lage achten.<br />
– Rohr mit Bördelmaschine oder -werkzeug bördeln. Der Bördeldurchmesser DB muss innerhalb<br />
der in der untenstehenden Tabelle angegebenen Toleranz liegen.<br />
Der Bördelkegel muss rechtwinklig zur Rohrachse und zentriert zum Druckring sein, der Innenkegel<br />
riefenfrei und sauber, um eine einwandfreie Dichtung zu gewährleisten.<br />
– Verschraubung gemäß Abbildung zusammensetzen und Überwurfmutter handfest anziehen.<br />
– Bei der Fertigmontage Überwurfmutter mit dem Schlüssel über den deutlichen Kraftanstieg hinaus<br />
ca. 1/4 bis 1/2 Umdrehung weiter anziehen.<br />
– Nach jedem Lösen erfolgt eine neue Montage ohne erhöhten Kraftaufwand.<br />
Rohr AD 6 8 10 12 14 15 16 18 20 22 25 28 30 35 38 42<br />
DB min 9,1 11,3 13,1 15,3 18,6 19,1 20,6 23,2 25,6 26,5 31,1 32,7 37 41,8 46 48,8<br />
DB max 10 12 14 16,2 19,6 20,2 22 24,2 27,8 27,8 33 33,8 38,9 42,7 47,2 49,8<br />
24<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Rohrverschraubungen DIN 3859-2<br />
Rohrverschraubungen<br />
MONTAGE VON BÖRDELVERSCHAUBUNGEN NACH SAE J 514 UND ISO 8434-2<br />
Bördelverschraubungen dieser Art besteht aus dem Druckring, der Überwurfmutter und dem Verschraubungsstutzen:<br />
T<br />
Das gebördelte Rohr wird zwischen Druckring und Verschraubungsstutzen eingeklemmt und festgehalten.<br />
Die Rohrenden werden wie beschrieben abgesägt und den Vorgaben entsprechend aufgebördelt.<br />
Bei der Montage wird die Überwurfmutter handfest angezogen und anschließend um 1/4 bis max. 1/2 Umdrehung<br />
angezogen. Wiederholmontagen werden ohne erhöhten Kraftaufwand durchgeführt.<br />
MONTAGE VON HANSA-FLEX SCHWEISSKEGELN<br />
– Rohr rechtwinklig absägen, entgraten und für V-Naht nach DIN 2559 anfasen.<br />
– Überwurfmutter über den Schweißkegel schieben.<br />
– Schweißkegel und Rohr entsprechend verschweißen. Darauf achten, daß keine Schweißperlen<br />
ins Rohr innere gelangen. Kegel, Nut und Stutzenkonus müssen unbedingt sauber bleiben.<br />
– O-Ring erst nach dem Schweißen in die Nut einlegen. Er darf sich nicht verdrehen.<br />
– Schweißkegel, Konus, Innen- und Außengewinde einölen, nicht einfetten.<br />
– Überwurfmutter handfest aufschrauben und ca. 1/4 Umdrehung anziehen.<br />
– Wichtig: Rohrleitung spannungsfrei montieren und verlegen.<br />
Stand: 10/2006 Katalog 2 25
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Weichdichtungen SRWD<br />
Rohrverschraubungen<br />
T<br />
MONTAGEANLEITUNG FÜR WEICHDICHTUNGEN SRWD<br />
Die sachgerechte Montage des Schneidrings, ohne die zusätzliche Weichdichtung, ist Voraussetzung für eine<br />
einwandfreie Funktion.<br />
Überwurfmutter lösen und Schneidringaufwurf kontrollieren.<br />
Weichdichtung SRWD über den Schneidring legen und die Montage der Überwurfmutter bis zum fühlbaren<br />
Kraftanstieg ausführen und danach die Fertigmontage mit ca. einer ¼ Umdrehung anziehen.<br />
26<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Montageanleitung für Weichdichtungen SRWD<br />
Rohrverschraubungen<br />
Für alle vormontierten Verschraubungen platzieren Sie SRWD vor der Endmontage.<br />
T<br />
Die Fertigmontage erfolgt mit mindestens ½ Umdrehung über den Punkt des deutlich fühlbaren Kraftanstiegs<br />
hinaus.<br />
Jedes Mal wenn die Verschraubung ab- und wieder aufmontiert wird, wird der Ersatz des SRWD empfohlen. Die<br />
Überwurfmutter muss bis zu einem Widerstand – aber ohne Anstrengung – mit einem Schlüssel angezogen<br />
werden.<br />
Stand: 10/2006 Katalog 2 27
<strong>Technische</strong> <strong>Informationen</strong><br />
Kugellager-Drehverschraubungen<br />
T<br />
KUGELLAGER-DREHVERSCHRAUBUNGEN<br />
Kugellager-Drehverschraubungen sind ausgelegt für Betriebsdrücke bis 500 bar. Sie zeichnen sich durch niedrige<br />
Anlaufdrehmomente und ein günstiges Druck-/Drehzahl-Verhältnis aus.<br />
Wichtig: Bitte die Nenndruckangaben auf den entsprechenden Katalogseiten beachten!<br />
ZULÄSSIGER TEMPERATURBEREICH<br />
– 25°C bis + 80°C<br />
LAGERUNG<br />
Kugellager-Drehverschraubungen sind sechs Monate lagerfähig; bei Lagerbedingunen nach DIN 7716 jedoch<br />
bis zu einem Jahr.<br />
EMPFOHLENE MEDIEN<br />
Hydrauliköle und Schmierstoffe auf Mineralölbasis, umweltschonende Hydraulikflüssigkeiten der Typen HETG<br />
und HEES. Nicht für korridierende Medien, HFC Flüssigkeiten und Gase geeignet.<br />
MONTAGEHINWEISE<br />
Für die Lebensdauer von Drehverschraubungen ist zu beachten: Neben den Betriebsbedingungen ist die<br />
Lebensdauer wesentlich von der spannungsfreien Montage der Anschlußleitung abhängig. Daher ist ein Direktanschluss<br />
von Rohrleitungen zu vermeiden. Zwischen den Schlauchfassungen wird die Zwischenschaltung<br />
von Schläuchen mit dem ca. 5-fachen des Schlauchaußendurchmessers empfohlen. Außerdem soll dies schwingungs-<br />
und druckstoßdämpfend wirken. Beim Anschluss von Schlauchleitungen ist zu beachten: Es wird die<br />
Verwendung von Schläuchen mit Dichtkegel anschluss nach DIN 3865 empfohlen. Seitliche Verspannungskräfte<br />
sind unbedingt auszuschließen.<br />
28<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Gleitlager-Drehverschraubungen<br />
GLEITLAGER-DREHVERSCHRAUBUNGEN<br />
Gleitlager-Drehverschraubungen sind ausgelegt für Dreh- und Schwenkverschraubungen mit kleinen Winkelgeschwindigkeiten<br />
und Betriebsdrücken bis 40 bar (leichte Baureihe) bzw. 100 bar (schwere Baureihe).<br />
T<br />
ZULÄSSIGER TEMPERATURBEREICH<br />
Bei Verwendung von Dichtungen aus NBR: – 35°C bis + 100°C<br />
Bei Verwendung von Dichtungen aus FKM: – 25°C bis + 200°C<br />
LAGERUNG<br />
Gleitlager-Drehverschraubungen sind sechs Monate lagerfähig; bei Lagerbedingunen nach DIN 7716 jedoch bis<br />
zu einem Jahr.<br />
EMPFOHLENE MEDIEN<br />
Hydrauliköle und Schmierstoffe auf Mineralölbasis, umweltschonende Hydraulikflüssigkeiten der Typen HETG<br />
und HEES. Nicht für korridierende Medien, HFC Flüssigkeiten und Gase geeignet.<br />
MONTAGEHINWEISE<br />
Für die Lebensdauer von Drehverschraubungen ist zu beachten: Neben den Betriebsbedingungen ist die<br />
Lebensdauer wesentlich von der spannungsfreien Montage der Anschlußleitung abhängig. Daher ist ein Direktanschluss<br />
von Rohrleitungen zu vermeiden. Zwischen den Schlauchfassungen wird die Zwischenschaltung<br />
von Schläuchen mit dem ca. 5-fachen des Schlauchaußendurchmessers empfohlen. Außerdem soll dies schwingungs-<br />
und druckstoßdämpfend wirken. Beim Anschluss von Schlauchleitungen ist zu beachten: Es wird die<br />
Verwendung von Schläuchen mit Dichtkegel anschluss nach DIN 3865 empfohlen.<br />
Stand: 10/2006 Katalog 2 29
<strong>Technische</strong> <strong>Informationen</strong><br />
Flansche<br />
T<br />
ANGEWANDTE NORMEN<br />
Für unsere Flansche werden folgende Normen berücksichtigt:<br />
SAE-Flansche Norm: SAE J 518 C, ISO 6162<br />
CETOP-Flansche Norm: CETOP RP 63H<br />
Vierkantflansche Norm: ISO/DIS 6164<br />
DRUCKANGABEN<br />
Der zugehörige maximale Betriebsdruck ist bei jeder Einzelposition aufgeführt. Bitte beachten Sie daher die<br />
Druckangabe vor dem Einsatz. Alle Druckangaben gehen von einer Einsatztemperatur zwischen – 20° Celsius<br />
und + 90° Celsius aus. Außerhalb dieses Temperaturbereiches werden die physikalischen Eigenschaften des<br />
verwendeten Materials beeinflusst, was den Betriebsdruck reduziert.<br />
Die angegebenen Maximalbetriebsdrücke beziehen sich ausschließlich auf die Flanschverbindung. Für die<br />
eingesetzten Rohre, Verschraubungen und Armaturen sind die jeweiligen Druckangaben der Hersteller zu berücksichtigen.<br />
WERKSTOFFE<br />
Die verwendeten Einsatzmaterialien für die unterschiedlichen Flanschverbindungen sind für jede Produktgruppe<br />
angeführt. Wahlweise können nach Ermessen des Herstellers teilweise verschiedene Werkstoffe verwendet<br />
werden.<br />
OBERFLÄCHENSCHUTZ<br />
Soweit bei den einzelnen Artikelgruppen keine Angaben gemacht sind, werden die Flanschverbindungen als<br />
Blankstahl – mit Korrosionsschutz versehen – geliefert.<br />
EINBAUSÄTZE<br />
Wahlweise werden die Flanschverbindungen mit Zubehör (Schraubensatz und Dichtring) geliefert.<br />
VERROHRUNG VON FLANSCHVERBINDUNGEN<br />
Wir empfehlen für die Verrohrung unserer Flansche die Verwendung der folgenden Rohre<br />
– Präzisionsrohre nach DIN 10305-1, Güteklasse C normalisiererend blankgeglüht (NBK)<br />
und nahtlos blankgezogen Material: ST 37-4 oder ST 52-4<br />
– nahtlose Siederohre nach DIN 10220, Reihe 1 und 2 aus St 37-4 und St 52-4<br />
– Rohre nach ASA B36-10<br />
30<br />
Katalog 2<br />
Stand: 10/2006
<strong>Technische</strong> <strong>Informationen</strong><br />
Flansche<br />
VERWENDETE SCHRAUBEN<br />
Die ISO 6162 unterscheidet den einsetzbaren Betriebsdruck danach, ob die Schrauben der Güteklasse 8.8 oder<br />
10.9 eingesetzt werden. HANSA-FLEX verwendet grundsätzlich:<br />
1) bei geölten Schrauben<br />
- die Schraubengüte, die den höheren Betriebsdruck erlaubt<br />
2) bei beschichteten Schrauben<br />
- Schrauben 8.8: A3C beschichtet (obligatorisch)<br />
- Schrauben 10.9: FlZn 240h L beschichtet (bei Nachfrage aufpreispflichtig)<br />
T<br />
SAE-Flansche<br />
Metrische Schrauben: DIN 912-8.8 (ISO 4762-8.8) oder<br />
DIN 912-10.9 (ISO 4762-10.9)*<br />
Zöllige Schrauben: ASA B 18.3<br />
Zahnradpumpenflansche Metrische Schrauben: DIN 912-8.8 (ISO 4762-8.8)<br />
Vierkantflanschverbindungen<br />
Metrische Schrauben: DIN 931/934-8.8 (ISO 4014/4017-8.8) oder<br />
DIN 931/934-10.9 (ISO 4014/4017-10.9)*<br />
Cetop-Flansche<br />
Metrische Schrauben: DIN 931/934-8.8 (ISO 4014/4017-8.8) oder<br />
DIN 931/934-10.9 (ISO 4014/4017-10.9)*<br />
*) Schrauben mit Güte 10.9 werden eingesetzt, wenn der Einsatzstahl für die Flansche vergütet ist!<br />
DICHTUNGEN<br />
Alle Flanschverbindungen dieses Kataloges dichten mit einer Rundringdichtung. Die von uns gelieferten Dichtungen<br />
sind wahlweise lieferbar in folgenden Materialien:<br />
– Perbunan Härte 90 Shore (Standard)<br />
– Viton Härte 85–90 Shore (auf Wunsch)<br />
Bei SAE-Flanschen und CETOP-Flanschen werden grundsätzlich die O-Ringabmessungen gemäß nachstehender<br />
Tabelle berücksichtigt.<br />
Flanschgröße A B<br />
3/8“ 17,12 2,62<br />
1/2“ 18,66 3,53<br />
3/4“ 25,00 3,53<br />
1“ 32,92 3,53<br />
1.1/4“ 37,70 3,53<br />
1.1/2“ 47,22 3,53<br />
2“ 56,75 3,53<br />
2.1/2“ 69,45 3,53<br />
3“ 85,32 3,53<br />
3.1/2“ 98,02 3,53<br />
4“ 110,72 3,53<br />
5“ 136,12 3,53<br />
B<br />
A<br />
Stand: 10/2006 Katalog 2 31
32<br />
Katalog 2<br />
Stand: 10/2006