Heißkanalsysteme / Verteiler - GÜNTHER Hot Runner Technology
Heißkanalsysteme / Verteiler - GÜNTHER Hot Runner Technology
Heißkanalsysteme / Verteiler - GÜNTHER Hot Runner Technology

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Inhalt<br />
i<br />
Materialien / Werkstoffe<br />
3<br />
Anhaltswerte für max. Durchsatz in cm /s<br />
Richtwerte für Angusspunktdurchmesser<br />
Verarbeitungstemperatur gängiger Kunststoffe<br />
Amorphe / Teilkristalline Werkstoffe, Verarbeitung von Polypropylen<br />
Angusspunkt<br />
Angusspunktgeometrie, Kontrolle des Angusspunktes<br />
Nacharbeiten des Angusspunktes<br />
Angusspunktdurchmesser < 1,2 mm, Verkleinern des Angusspunkt-ø<br />
Vakuolen unter dem Angusspunkt, Angusspunkt-ø für verstärkte Materialien<br />
Mögliche Fehlerquellen am Angussbereich<br />
Seite<br />
1.4. 2 / 1.4. 3<br />
1.4. 4 / 1.4. 5<br />
1.4. 6<br />
1.4. 7<br />
1.4. 10<br />
1.4. 10<br />
1.4. 11<br />
1.4. 11<br />
1.4. 12<br />
Anspritzen<br />
Anspritzen auf Zwischenanguss<br />
Anspritzen auf einer Schräge<br />
Anspritzen auf einer Hochglanz-Sichtfläche<br />
Artikel mit einem Filmscharnier<br />
Heißkanaldüsen<br />
Düsenlänge bei Raumtemperatur, Verändern der Vorkammergeometrie<br />
Einsatz einer Titanhülse, Bezeichnung u. Zuordnung der Kabel<br />
Richtwerte für Schraubengrößen<br />
Düsenheizung, Temperaturprofil<br />
Verlängerte Düsenspitzen, seitliches Anspritzen<br />
Hinweise zur Demontage einer Mehrfachdüse<br />
1.4. 20<br />
1.4. 20<br />
1.4. 21<br />
1.4. 21<br />
1.4. 30<br />
1.4. 31<br />
1.4. 32<br />
1.4. 33<br />
1.4. 34<br />
1.4. 35<br />
Nadelverschlusstechnik<br />
Hinweise zum Betrieb<br />
Einstellung der Nadeln<br />
Hinweise zur Verschlussnadel<br />
Antriebsmechanismen<br />
Fehlerquellen und deren Beseitigung<br />
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
<strong>Verteiler</strong><br />
Heizungsanschlüsse, Leisten-/Rahmenversion<br />
Konstruktive Hinweise zur Luftzirkulation und Hochtemperaturanwendungen<br />
Verschraubung der Düsen _MT/_NT/_TT<br />
Leistungsberechnung eines <strong>Verteiler</strong>s, Zuordnung der Kabel<br />
Montage- und Demontage eines <strong>Verteiler</strong>s<br />
Komplette Werkzeughälften “Heiße Seiten”<br />
Serviceangebote<br />
Der <strong>GÜNTHER</strong> System-Designer CADHOC<br />
Delta-Tool-Berechnungsprogramm, Anwendungsdatenbank<br />
Online-Katalog, MoldCae/Moldflow Analysen<br />
Seminare für Anwender und Konstrukteure<br />
1.4. 40<br />
1.4. 41<br />
1.4. 42<br />
1.4. 43 / 1.4. 44<br />
1.4. 45<br />
1.4. 50<br />
1.4. 51<br />
1.4. 52<br />
1.4. 53<br />
1.4. 54<br />
1.4. 55 / 1.4. 56<br />
1.4. 57<br />
1.4. 60<br />
1.4. 61<br />
1.4. 62<br />
1.4. 63<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 1
Materialien / Werkstoffe<br />
i<br />
Anhaltswerte über den maximalen Durchsatz pro Sekunde für Düsen<br />
Düsenlänge: 50 / 100 mm<br />
Die angegebenen Durchsätze sind<br />
Richtwerte.<br />
Erhebliche Abweichungen sind<br />
materialspezifisch nicht auszuschließen.<br />
Bei der Auswahl der<br />
Kanal-Ø sind wir Ihnen gern behilflich.<br />
Weitere, bereits ausgeführte Anwendungen<br />
entnehmen Sie bitte<br />
der Anwendungsdatenbank auf<br />
unserer Homepage<br />
www.guenther-hotrunner.com<br />
Menüpunkt “Service”.<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 2
i<br />
Materialien / Werkstoffe<br />
Die angegebenen Durchsätze sind<br />
Richtwerte.<br />
Erhebliche Abweichungen sind<br />
materialspezifisch nicht auszuschließen.<br />
Bei der Auswahl der<br />
Kanal-Ø sind wir Ihnen gern behilflich.<br />
Anhaltswerte über den maximalen Durchsatz pro Sekunde für Düsen<br />
Düsenlänge: 60 / 100 mm<br />
Weitere, bereits ausgeführte Anwendungen<br />
entnehmen Sie bitte<br />
der Anwendungsdatenbank auf<br />
unserer Homepage<br />
www.guenther-hotrunner.com<br />
Menüpunkt “ Service”.<br />
1.4. 3<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Materialien / Werkstoffe<br />
i<br />
Festlegung des Angusspunkt-Durchmessers für Standardmaterialien<br />
in Abhängigkeit vom Artikelgewicht<br />
Bitte beachten:<br />
Alle nachfolgend angegebenen<br />
Richtwerte zur Festlegung des<br />
Angusspunkt-Durchmessers beziehen<br />
sich nur auf Heißkanaldüsen<br />
mit senkrechter Anspritzung.<br />
Für alle anderen Anspritzungen<br />
nehmen Sie bitte Kontakt mit uns<br />
auf.<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 4
i<br />
Materialien / Werkstoffe<br />
1.4. 5<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Materialien / Werkstoffe<br />
i<br />
Material<br />
Empfohlene Verarbeitungstemperatur<br />
(°C)<br />
Empfohlene WZ-<br />
Temperatur (°C)<br />
Verarbeitungsfenster<br />
gängiger Kunststoffe<br />
PP<br />
PE<br />
PS<br />
ABS<br />
SAN<br />
PA 6<br />
PA 6.6<br />
POM<br />
PC<br />
PMMA<br />
PBT<br />
ABS / PC<br />
LCP*<br />
PPS<br />
PEEK<br />
220 - 280<br />
220 - 280<br />
220 - 280<br />
220 - 250<br />
220 - 250<br />
240 - 250<br />
270 - 290<br />
205 - 215<br />
280 - 310<br />
220 - 250<br />
245 - 270<br />
260 - 270<br />
300 - 345<br />
310 - 340<br />
360 - 400<br />
20 - 60<br />
20 - 60<br />
20 - 70<br />
40 - 80<br />
40 - 80<br />
40 - 60<br />
40 - 80<br />
60 - 120<br />
80 - 120<br />
40 - 90<br />
60 - 80<br />
70 - 100<br />
80 - 120<br />
140 - 145<br />
140 - 180<br />
* je nach Polymer-Typ<br />
Preis / Leistungsfähigkeit<br />
Leistungspyramide<br />
Hochtemperaturbeständige<br />
Kunststoffe<br />
(HDT > 150°C)<br />
Technische Kunststoffe<br />
(HDT = 100 - 150°C)<br />
COC<br />
PAR<br />
PES<br />
PC<br />
PPO<br />
PI<br />
PEI<br />
PSU<br />
PEK<br />
FP<br />
LCP PAI<br />
PPS<br />
PA 46 PPA<br />
PET<br />
PBT PA6.6<br />
POM<br />
LFT<br />
Hochtemperatur beständige<br />
Kunststoffe<br />
Hochtemperatur beständige Kunststoffe,<br />
die mit einer Verarbeitungstemperatur<br />
von >300°C zum Einsatz<br />
kommen:<br />
• Liquid Crystal Polymer (LCP)<br />
• Polyphenylensulfid (PPS)<br />
• Polyetherketon /<br />
Polyetheretherketon (PEK/ PEEK)<br />
• Polysulfon (PSU)<br />
• Polyether-Imide (PEI) etc.<br />
Standard-<br />
Kunststoffe<br />
SAN ABS PMMA PP<br />
PS<br />
PVC<br />
SAN<br />
PE-LD<br />
amorph<br />
PE-HD<br />
teilkristallin<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 6
i<br />
Materialien / Werkstoffe<br />
Amorphe Werkstoffe<br />
Für amorphe Werkstoffe ist der Einsatz<br />
einer offenen Düse in Verbindung<br />
mit einer Vorkammerbuche für<br />
eine Düse mit Spitze möglich. Die<br />
Angussqualität ist ebenfalls gut.<br />
Hinweis:<br />
Der Durchmesser “O” der Heißkanaldüse<br />
muss größer sein als der<br />
Durchmesser “D” in der Vorkammerbuchse.<br />
ØO > ØD<br />
Abb. Amorphe Werkstoffe<br />
Teilkristalline Werkstoffe<br />
Teilkristalline Werkstoffe sollten immer<br />
mit einer Düse mit Spitze verarbeitet<br />
werden. In Ausnahmefällen<br />
kann bei Einfachwerkzeugen auch<br />
eine offene Düse eingesetzt werden.<br />
Es ist darauf zu achten, dass der Angusspunktdurchmesser<br />
“D” größer<br />
ist als der Bohrungsdurchmesser<br />
“O” in der Düse.<br />
Abb. Teilkristalline Werkstoffe<br />
Hinweis:<br />
Der Durchmesser “D” muss größer,<br />
als der Durchmesser “O” der<br />
Heißkanaldüse sein.<br />
ØD > ØO<br />
55°<br />
2,5...3,5<br />
Artikel aus Polypropylen (PP)<br />
Bei der Verarbeitung von Polypropylen<br />
sollten Heißkanaldüsen mit<br />
geänderter Spitzengeometrie zum<br />
Einsatz kommen. Der Spitzenwinkel<br />
wird auf einer Höhe von 2,5 bis<br />
3,5 mm (abhängig vom Düsentyp)<br />
von 55° auf 40° reduziert.<br />
Diese geänderte Geometrie muss<br />
separat bestellt werden.<br />
40°<br />
Abb. Spitzengeometrie für Polypropylen<br />
1.4. 7<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Angusspunkt<br />
i<br />
80°<br />
6,3<br />
Angusspunkt<br />
Die Funktion der Heißkanaldüse<br />
wird durch den Durchmesser “D”<br />
des Angusspunktes wesentlich<br />
beeinflusst.<br />
d<br />
H<br />
Ein Vergrößern des Angusspunktes<br />
muss mit der 80° Schräge erfolgen.<br />
Die Kante muss für einen sauberen<br />
Abriss scharfkantig sein.<br />
ØD<br />
Abb. Angusspunktgeometrie<br />
scharfkantig<br />
Hinweis:<br />
98% aller Fehler bei der Inbetriebnahme<br />
eines Werkzeuges sind auf<br />
unkorrekte Ausführung der Angussgeometrie<br />
zurückzuführen.<br />
H [mm]<br />
4,0<br />
Kontrolle des Angusspunktes<br />
Mit einer Messkugel wird die korrekte<br />
Lage der 80° Schräge kontrolliert<br />
d = 4 mm<br />
3,5<br />
d = 3 mm<br />
3,0<br />
2,5<br />
2,0<br />
1,0 1,5 2,0 2,5 3,0<br />
Ø D [mm]<br />
Abb. Kontrolle des Angusspunktes<br />
Nacharbeiten des Angusspunktes<br />
Ein Nacharbeiten des Angusspunktes<br />
durch Aufbohren ist falsch. Der<br />
Fließspalt wird nicht wesentlich vergrößert,<br />
die Abrisshöhe am Artikel<br />
wird jedoch größer.<br />
Abb. Nacharbeiten des Angusspunktes<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 10
i<br />
Angusspunkt<br />
Abb. Einbau der Düse in zurückliegender Position<br />
Für einen möglichst kleinen Angusspunktdurchmesser<br />
gilt im Rahmen der zulässigen Verarbeitungsparameter:<br />
Kleiner Angusspunktdurchmesser<br />
ØD<br />
L + L + 0,02<br />
Werkzeugtemperatur<br />
Verarbeitungstemperatur<br />
Nacharbeiten des Angusspunktes<br />
Für kleinere Angusspunktdurchmesser<br />
als ØD = 1,2 mm muss die Düse<br />
in zurückliegender Position eingebaut<br />
werden.<br />
Auf unserer Homepage<br />
www.guenther-hotrunner.com<br />
finden Sie ein Delta-Tool-Berechnungsprogramm<br />
als Hilfe zur Anpassung<br />
der Lage der Düse bei<br />
kleineren Angusspunkt-Ø und unterschiedlichen<br />
Temperaturen. Sie<br />
können das Programm kostenlos<br />
downloaden.<br />
Verkleinern des Angusspunktdurchmessers<br />
Der Angusspunktdurchmesser kann<br />
nicht beliebig verkleinert werden.<br />
Der kleinste zulässige Durchmesser<br />
ist abhängig von dem zu verarbeitenden<br />
Material.<br />
Er wird darüber hinaus auch von der<br />
Werkzeugtemperatur und der Verarbeitungstemperatur<br />
beeinflusst.<br />
Abb. Verkleinern des Angusspunktdurchmessers<br />
An dieser Stelle<br />
erstarrt das Material<br />
zuerst.<br />
Vakuolen unter dem Angusspunkt<br />
Die Direktanspritzung mit einem<br />
Heißkanalsystem kann Vakuolen unter<br />
dem Angusspunkt erzeugen.<br />
Abhilfe:<br />
Längere Nachdruckzeit, um den<br />
Schwund auszugleichen.<br />
Abb. Vakuolen unter dem Angusspunkt<br />
Angusspunktdurchmesser für<br />
glasfaserverstärkte Materialien<br />
Der Angusspunktdurchmesser für<br />
glasfaserverstärkte oder mit Additiven<br />
versetzte Materialien (Flammschutz,<br />
Wärmestabilisierung) ist um<br />
0,2 bis 0,3 mm größer zu wählen.<br />
Gleiches gilt für Mehrfachdüsen.<br />
1.4. 11<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Angusspunkt<br />
i<br />
0,5<br />
Bei 250°C steht die Heißkanaldüse 0,5 mm in den<br />
Artikel, wenn die Düse mit der Nennlänge<br />
eingebaut wird.<br />
Abb. Heißkanaldüse korrekt eingebaut<br />
Mögliche Fehlerquellen<br />
Problem:<br />
- Größere Abrisshöhe am Artikel<br />
- Kein Fließspalt trotz größerem Angusspunkt<br />
Abb. Zylindrischer Anteil am Angusspunkt<br />
Problem:<br />
- Die ausgedehnte Düse verschließt den Angusspunkt<br />
Abb. Angusspunkt
i<br />
1.4. 13<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Anspritzen<br />
i<br />
L<br />
ØD<br />
Richtiges Anspritzen auf<br />
Zwischenanguss<br />
Zur Erzielung eines definierten<br />
Abrisses sollte die Stirnfläche des<br />
Zwischenangusses Ød größer als<br />
ØD sein. Dies gilt insbesondere für<br />
verstärkte Thermoplaste<br />
(Engineering Plastics).<br />
Falls möglich, verwenden Sie einen<br />
Stauboden am Zwischenanguss.<br />
Stauboden<br />
Ød 1 mm >ØD<br />
˜<br />
Abb. Anspritzen auf Zwischenanguss<br />
günstig<br />
Anspritzen auf einer Schräge<br />
Das direkte Anspritzen eines Artikels<br />
auf einer Schräge ergibt nie<br />
einen optimalen Angusspunkt mit<br />
geringem Überstand. Wir empfehlen<br />
deshalb, auf eine Ebene senkrecht<br />
zur Düsenachse anzuspritzen.<br />
günstig<br />
ungünstig<br />
Abb. Anspritzen auf einer Schräge<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 20
i<br />
Anpritzen<br />
Rückwärtiges Anspritzen auf<br />
einer Hochglanz-Sichtfläche<br />
Für den Anschnittbereich, neben<br />
der Düse und auf der Auswerferseite,<br />
wird eine ausreichende Kühlung<br />
empfohlen, um die durch<br />
Scherung zusätzlich eingebrachte<br />
Wärme abführen zu können.<br />
Die Kühlkreisläufe sollten unbedingt<br />
von den anderen Temperierkreisläufen<br />
getrennt betrieben werden.<br />
Abb. Rückwärtiges Anspritzen auf einer Hochglanz-<br />
Sichtfläche<br />
Filmscharnier<br />
Artikel mit einem Filmscharnier<br />
Sollen Artikel mit einem Filmscharnier<br />
angespritzt werden, so muss<br />
der Angusspunkt außerhalb des Flächenmittelpunktes<br />
entgegengesetzt<br />
zum Filmscharnier liegen. Die Fließfront<br />
darf während des Füllens nicht<br />
zum Stillstand kommen. Das Filmscharnier<br />
muss als Letztes gefüllt<br />
werden.<br />
Abb. Artikel mit einem Filmscharnier<br />
1.4. 21<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Heißkanaldüsen<br />
i<br />
Z ± 0,02<br />
ØS1<br />
Abb. Düsenlänge bei Raumtemperatur<br />
Standard<br />
90°<br />
Düsenlänge bei Raumtemperatur<br />
Die Düsenlänge wird von uns auf<br />
ein Maß gefertigt, das die Längenänderung<br />
der Düse für 250° C bereits<br />
berücksichtigt. Dabei ragt die<br />
Düsenspitze um 0,5 mm in die Nestkontur<br />
hinein. Das Maß Z (bei<br />
Raumtemperatur gemessen) beträgt:<br />
Z = L + 0,5 - l (250°)<br />
l hängt selbstverständlich von L<br />
ab.<br />
l ist die temperaturabhängige<br />
Längendehnung der Heißkanaldüse.<br />
Veränderung der Vorkammergeometrie<br />
Bei Sonderanwendungen oder<br />
schwer zu verarbeitenden Materialien<br />
(z. B.: V0-eingestellte Materialien)<br />
kann die Vorkammergeometrie<br />
geändert werden.<br />
Winkel vergrößert<br />
120°<br />
Isolierspalt<br />
Zur Vermeidung von Fehlern, empfehlen<br />
wir Rücksprache mit unserer<br />
Anwendungstechnik zu<br />
nehmen.<br />
Vergrößerung des Winkels auf 120°<br />
Der Standardwinkel 90° in der Vorkammer<br />
kann auf 120° erweitert<br />
werden. Dadurch wird eine Vergrößerung<br />
des Isolierspaltes zwischen<br />
der Heißkanaldüse und dem Werkzeug<br />
erreicht. Die Düse kann mit<br />
geringerer Temperatur betrieben<br />
werden, thermisch empfindliches<br />
Material wird nicht geschädigt.<br />
Isolierspalt<br />
Achtung!<br />
Es ist auf eine ausreichende<br />
Wandstärke zu achten.<br />
Abb. Veränderung der Vorkammergeometrie<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 30
i<br />
Heißkanaldüsen<br />
Einsatz einer Titanhülse über dem<br />
Düsenschaft in Verbindung mit<br />
einem Winkel von 120 °.<br />
Der Isolierspalt zwischen Heißkanaldüse<br />
und Werkzeug wird ebenfalls<br />
vergrößert und der Wärmeübergang<br />
an die Formplatte verringert.<br />
Hülse aus Titan<br />
120°<br />
Isolierspalt<br />
Abb. Einsatz einer Titanhülse<br />
Strombuchse CMT<br />
Wechselstrom 230 V<br />
Schutzleiter PE<br />
N = Neutralleiter<br />
L = Außenleiter<br />
Thermobuchse CMLK<br />
Rot = Plus<br />
Blau = Minus<br />
Schutzleiter PE<br />
Abb. Bezeichnung / Zuordnung der Kabel<br />
1.4. 31<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Heißkanaldüsen<br />
i<br />
Richtwerte für Schraubengrößen<br />
Bei Einzeldüsen müssen der Zentrierflansch<br />
und die Schrauben<br />
die entstehenden Auftriebskräfte<br />
aufnehmen. Schrauben und Zentrierflansch<br />
sind entsprechend<br />
zu dimensionieren und der Teilkreis<br />
der Schrauben ist möglichst<br />
klein zu wählen.<br />
Richtwerte für die Auswahl der<br />
Schrauben entnehmen Sie bitte<br />
der Tabelle. Das Anziehdrehmoment<br />
M A bei der Montage der<br />
Schraubenverbindung muss eine<br />
genügend große Vorspannkraft Fv<br />
ergeben, dass auch unter dem<br />
Einfluss der Betriebskraft (Antriebskraft<br />
der Heißkanaldüse) die notwendige<br />
Vorspannung erhalten<br />
bleibt.<br />
Die Vorspannkraft F sollte um<br />
v<br />
den Faktor 2 bis 4 größer als<br />
die zu erwartende Betriebskraft<br />
sein. Die Schrauben sollten so<br />
lang als möglich gewählt werden.<br />
Beispiel:<br />
Heißkanaldüse: 5SET50<br />
Spritzdruck: 2000 bar<br />
Anzahl der Schrauben: 4<br />
Auftriebskräfte der<br />
Heißkanaldüse:<br />
p = F A<br />
F v = p • A<br />
F v = 20.000 • 3,8<br />
F ges. = 76.000 N *<br />
v<br />
*(Betriebskraft)<br />
Vorspannkraft<br />
Schraube:<br />
F = v<br />
=<br />
F v<br />
N • cm 2<br />
cm 2<br />
pro<br />
F ges v<br />
Anz. der Schrauben<br />
76000 N<br />
4<br />
= 19000 N pro Schraube<br />
Gewählte Schrauben:<br />
4 x M12 - 10.9 je 56 kN<br />
pro Schraube.<br />
F = Kraft<br />
p = Spritzdruck<br />
A = Fläche des Schaft-Ø<br />
der Düsen<br />
2 D x<br />
A = B<br />
4<br />
p = F A<br />
F = p x A<br />
Anziehdrehmoment der Heißkanaldüsen<br />
Vorspannkraft Fv<br />
und Anziehdrehmoment MA, für Schrauben<br />
mit Kopfauflagen nach DIN EN ISO 4762 und 4014.<br />
Schaftschrauben ( µ ges. = 0,125)<br />
Gewindebezeichnung<br />
Regelgewinde<br />
M8<br />
M10<br />
M12<br />
M16<br />
M20<br />
M24<br />
Feingewinde<br />
Maximale Vorspannkraft<br />
Festigkeitsklasse<br />
10.9 12.9<br />
24<br />
38<br />
56<br />
105<br />
165<br />
235<br />
28<br />
45<br />
65<br />
122<br />
190<br />
275<br />
F V<br />
in kN<br />
Maximales Anziehdrehmoment M in Nm A<br />
Festigkeitsklasse<br />
10.9 12.9<br />
37<br />
73<br />
125<br />
315<br />
615<br />
1050<br />
43<br />
84<br />
148<br />
370<br />
700<br />
1250<br />
M8x 1 26 31<br />
40<br />
M10x1,25 41 43<br />
77<br />
M12x1,5<br />
M16x1,5<br />
M20x1,5<br />
M24x2<br />
59<br />
114<br />
188<br />
265<br />
69<br />
134<br />
220<br />
310<br />
132<br />
340<br />
680<br />
1150<br />
46<br />
90<br />
155<br />
390<br />
800<br />
1350<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 32
i<br />
Heißkanaldüsen<br />
Heizungen für Heißkanaldüsen<br />
Die Heizungen werden in einem<br />
Messingkörper verpresst. Durch die<br />
mechanische Bearbeitung des Trägerkörpers<br />
ist die Positionierung<br />
der Heizung fixiert. Der homogene<br />
Messingkörper gewährleistet optimale<br />
Wärmeübertragung von der<br />
Heizung auf das materialführende<br />
Rohr mit einer hohen Reproduzierbarkeit<br />
des Temperaturverlaufs.<br />
Abb. Heizung für Heißkanaldüsen<br />
Messingkörper mit eingepresster Heizung 230 V<br />
Temperaturprofil<br />
Temperaturprofil<br />
Patent-Nr.: DE 4127036 (04.05.1995)<br />
Patent-Nr.: DE 4127036 (04.05.1995)<br />
500° C<br />
400° C<br />
300° C<br />
200° C<br />
100 ° C<br />
0° C<br />
Abb. Temperaturprofil Düse mit mehrstufigem Schaft<br />
1.4. 33<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Heißkanaldüsen<br />
i<br />
Ohne verlängerte Düsenspitze<br />
+0,02<br />
L<br />
Mit verlängerter Düsenspitze<br />
+0,02<br />
L1<br />
+0,02<br />
L1<br />
Verlängerte Düsenspitzen in Abhängigkeit<br />
vom Material<br />
Häufig müssen Teile mit unterschiedlichen<br />
Düsenlängen angespritzt<br />
werden. Mit verlängerten<br />
Düsenspitzen lassen sich Artikel<br />
auch bei engen Platzverhältnissen<br />
angussfrei anspritzen.<br />
Unterlegen<br />
Einlassen<br />
L1<br />
+0,02<br />
L1<br />
+0,02<br />
Abb. Einsatz einer Düse mit verlängerter Spitze<br />
Seitliches Anspritzen<br />
Unter 90° ohne “kalten” Pfropfen in<br />
Verbindung mit einem <strong>Verteiler</strong>.<br />
Die Anspritzung sollte immer gegen<br />
den Kern erfolgen.<br />
Bei der Anfrage ist immer der zu<br />
verarbeitende Werkstoff und das<br />
Artikelgewicht anzugeben. Außerdem<br />
ist zu unterscheiden, ob ein<br />
Artikel mit mehreren Spitzen oder<br />
ob mehrere Artikel angespritzt werden.<br />
Hinweis:<br />
Die Einsätze dürfen nur in horizontaler<br />
Richtung ausgebaut<br />
werden!<br />
Abb. Seitliches Anspritzen unter 90° ohne “kalten Propfen”<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 34
i<br />
Heißkanaldüsen<br />
Hinweise zur Demontage einer<br />
Mehrfachdüse<br />
Zur Vermeidung beschädigter Düsenspitzen<br />
schlagen wir konstruktiv eine<br />
mechanisch erzwungene, veränderte<br />
Demontage der Düse vor:<br />
1. Lösen der Verkeilung und des Gegendruckeinsatzes.<br />
2. Geteilte Formeinsätze nach rechts<br />
und links über die Düsenspitzen<br />
bis zum Anschlag hinausschieben.<br />
3. Formeinsätze nun nach unten, in<br />
Richtung Kavität, herausziehen.<br />
4. Lösen der Verschraubung des<br />
Niederhalters und Entfernen des<br />
Niederhalters.<br />
5. Nun kann die Düse nach oben<br />
herausgenommen werden.<br />
Abb. Demontage einer Mehrfachdüse<br />
Worauf Sie in der Konstruktionsphase<br />
achten sollten:<br />
1. Zur Vermeidung von Freistrahlmarken<br />
am Artikel ist vor einen<br />
Kern zu spritzen.<br />
2. Die Abscherfläche sollte mind.<br />
1 mm oberhalb des Anspritzpunktes<br />
liegen.<br />
1.4. 35<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Nadelverschlusstechnik<br />
i<br />
Achtung: Die Inbetriebnahme der Hydraulik- oder<br />
Pneumatik-Anlage erfolgt erst, wenn das System<br />
auf Betriebstemperatur aufgeheizt ist.<br />
Die Ansteuerung sollte wie folgt ablaufen:<br />
Öffnen des Nadelverschlusses:<br />
a. Ansteuerung: Im Normalfall mit Einspritzen Start<br />
(Spritzgussmaschine)<br />
b. Alternative: Werkzeug geschlossen oder Aggregat<br />
vor.<br />
Schließen des Nadelverschlusses:<br />
Ende Nachdruckzeit. Bitte beachten Sie, dass beim<br />
Schließen der Nadel noch eine geringe Menge Kunststoffschmelze<br />
mit in die Kavität eingepresst wird. Das<br />
ist besonders bei dünnwandigen Artikeln zu beachten.<br />
In Verbindung mit einer zu langen Nachdruckzeit kann<br />
dies zu Überladungen oder zu Spannungen im Artikel<br />
führen.<br />
Abb. Nadelverschluss-System<br />
Hinweise zum Betrieb eines Nadelverschlusssystems<br />
Je nach Bestellung bzw. Auslegung wird das Heißkanalsystem<br />
mit Hydraulik oder Pneumatik ausgeliefert.<br />
Vor Inbetriebnahme bzw. in der Planungsphase ist zu<br />
prüfen, ob an der Spritzgussmaschine das entsprechende<br />
Hydraulik oder Pneumatikventil zur Ansteuerung<br />
des Verschlussmechanismus am Heißkanal<br />
vorhanden ist.<br />
Betriebsdrücke für Antriebsmechanismen<br />
Einzel-Nadelverschlussdüse<br />
Bei hydraulischer Betätigung sind bis zu 40 bar zugelassen.<br />
Bei pneumatischer Betätigung können - abhängig<br />
vom System - Drücke bis 10 bar erforderlich<br />
werden (mind. jedoch 8 bar).<br />
Hubmechanismus / Schiefe Ebene / Einzelnadelventil<br />
Für die hydraulische Betätigung der genannten Antriebsmechanismen<br />
des Nadelverschluss-Systems<br />
sind Drücke von 40 - 60 bar erforderlich. Im Einzelfall<br />
können auch Drücke > 60 bar notwendig sein. Bei<br />
pneumatischer Betätigung empfehlen wir einen Druck<br />
von 8 bar. Länderspezifisch kann auch ein Druck von<br />
6 bar ausreichend sein. Sollten höhere Drücke ggf.<br />
8 bar erforderlich sein, ist ein Druckübersetzer einzusetzen<br />
- in diesem Fall nehmen Sie bitte Kontakt mit<br />
uns auf.<br />
Hinweise:<br />
a. Demontage des Werkzeuges mit freien Düsenschäften<br />
(ohne Einsätze) empfehlen wir die Nadeln<br />
in den Düsen zurück zu fahren! (Nadel geöffnet).<br />
b. Bei komplett montiertem Werkzeug (mit Einsätzen)<br />
und am Ende des Prozesses empfehlen wir, die Nadel<br />
in die Position “Nadel offen” zu stellen.<br />
Wartungshinweis:<br />
Alle Antriebsmechanismen sollten alle 400.000 Schuss<br />
gewartet (gereinigt) werden. Dies ist eine ca. Angabe<br />
und stark abhängig von dem zu verarbeitenden Material<br />
bzw. der Anwendung. Wird ein thermoplastisches Elastomer<br />
(TPE) verarbeitet, sollte die Wartung des Schiebeverschlusses<br />
schon nach 200.000 Schuss erfolgen.<br />
Dies betrifft auch Polymere, bei denen die Viskosität<br />
durch Scherung stark reduziert wird.<br />
Der Hubmechanismus ist komplett zu demontieren, alle<br />
Bauteile sind von Verschmutzungen fettfrei zu reinigen.<br />
Es empfiehlt sich vor Inbetriebnahme den Mechanismus<br />
auf seine Laufeigenschaften hin im Handbetrieb<br />
zu überprüfen.<br />
Siehe hierzu Seite 1.4. 43 Wartung Schiebeverschluss.<br />
Die Geschwindigkeit der Nadelbewegung ist abhängig<br />
von der dem System zur Verfügung stehenden Ölmenge.<br />
Diese ist ggf. zu überprüfen und zu erhöhen. Diese<br />
Angaben sind Richtwerte. Bei Fragen nehmen Sie bitte<br />
Kontakt mit unserer Anwendungstechnik auf:<br />
Tel.: +49 (0) 6451-5008-31.<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 40
i<br />
Nadelverschlusstechnik<br />
Einstellschraube<br />
M10x1 NET<br />
Nadelverstellung<br />
(Hubbegrenzung)<br />
Linksdrehung zur Kavität<br />
Kontermutter<br />
Nadel öffnen<br />
Thermoelement 1<br />
Nadel<br />
schließen<br />
Thermoelement 1<br />
Strom 230V<br />
Regelkreis 1<br />
Anschlüsse<br />
temperaturbeständig<br />
bis ca. 150°C!<br />
PM-Teil LA<br />
Strom 230V<br />
Regelkreis 2<br />
Thermoelement 2<br />
Abb. Einzelnadelzylinder 8NET60<br />
Hinweise zur Einstellung der Nadeln bei Einzelnadelzylindern/bei<br />
einem Mehrfach-Nadelverschlusssystem<br />
Achtung: Die Verschlussnadeln sind lediglich voreingestellt.<br />
Es ist unbedingt notwendig, diese nach<br />
der Montage der Formplatte bei Betriebstemperatur<br />
nachzujustieren.<br />
Diese Hinweise zum Einstellen der Verschlussnadeln<br />
finden Sie auch in der Dokumentenmappe.<br />
1. Voraussetzung: Das System bzw. das Werkzeug ist<br />
komplett montiert und verkabelt. Der Schließmechanismus<br />
befindet sich in Position, “geschlossen” und<br />
die Nadeln sind etwas zurückgedreht.<br />
2. Das Werkzeug wird an die Regeltechnik und zur<br />
Temperierung angeschlossen.<br />
3. Aufheizen des Heißkanals auf Verarbeitungstemperatur.<br />
Aufheizen des Werkzeugs auf die Werkzeugtemperatur.<br />
4. Lösen der Kontermutter an der Einstellschraube.<br />
5. Die Einstellschraube mit einem passenden Innen-<br />
Sechskantschlüssel mit Drehung nach links, die<br />
Hubbegrenzung so einstellen, dass die Nadel in die<br />
untere Position gebracht wird (zur Kavität). Durch<br />
Rechtsdrehung der Einstellschraube, wird die Nadel<br />
in die obere Position gebracht (aus der Kavität).<br />
6. Durch Anschließen der Hydraulik oder durch mechanische<br />
Betätigung den Nadelverschluss in Endstellung<br />
bringen. Nadeln geschlossen.<br />
7. Mit einem Tiefenmaß oder einer Messuhr die Position<br />
der Nadel vermessen und ggf. nachjustieren.<br />
8. Kontermutter anziehen. Danach sollte noch einmal<br />
die Position der Nadel überprüft werden. Gegebenenfalls<br />
muss noch einmal nachjustiert werden.<br />
1.4. 41<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Nadelverschlusstechnik<br />
i<br />
Einstellschraube<br />
Nadelverstellung bei<br />
Nadel ø2 mm = M6x0,5<br />
Nadel ø3 mm = M8x0,5<br />
Nadel ø5 mm = 10x0,75<br />
durch eine Rechtsdrehung<br />
zur Kavität<br />
Hubmechanismus<br />
“Schiefe Ebene”<br />
Nadel geschlossen<br />
Nadel offen<br />
Abb. Mehrfachnadelsystem<br />
Hinweise zur Verschlussnadel<br />
Die Nadellänge ist von der Länge der Düse, der Betätigungsart<br />
und vom Aufbau des <strong>Verteiler</strong>s abhängig. Die<br />
Nadeln haben eine Grundhärte von 64 HRC (HSS-Stahl)<br />
und sind beschichtet. Des Weiteren sind die Nadeln mit<br />
einer zylindrischen Abdichtung zur Kavität ausgestattet<br />
und justierbar.<br />
Ausführung der Nadel Ø 2 mm für Düsen mit Materialrohr-Ø<br />
4-6 mm, Gewinde M6x 0,5.<br />
Anspritzpunkt-Ø: 0,8 mm, 1,0 m, 1,2 mm, 1,4 mm,<br />
(1,6 mm).<br />
Anziehdrehmoment des Gewindes zur Nadeljustage<br />
Nadel-Ø Gewinde Anziehdrehmoment<br />
M A [Nm]<br />
Ø 2 mm M6 x 0,50 15<br />
Ø 3 mm M8 x 0,50 30<br />
Ø 5 mm M10 x 0,75 45<br />
Ausführung der Nadel Ø 3 mm für Düsen mit Materialrohr-<br />
Ø 8 mm, Gewinde M8 x 0,5.<br />
Anspritzpunkt- Ø: 2,0 mm, 2,5 mm.<br />
Ausführung der Nadel Ø 5 mm für Düsen mit Materialrohr-<br />
Ø 10-12 mm, Gewinde M10 x 0,75.<br />
Anspritzpunkt- Ø: 3,0 mm, 3,5 mm, 4,0 mm, 4,5 mm.<br />
Werkzeug zur Demontage der Nadelführung (PM-Stück),<br />
siehe Kapitel 7.<br />
Abb. Verschlussnadel<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 42
i<br />
Nadelverschlusstechnik<br />
Antriebsmechanismen<br />
Die Nadelbewegung bei Mehrfachsystemen kann über<br />
• Schiebemechanismus<br />
• Hubmechanismus<br />
• Einzelnadelventil<br />
erfolgen und pneumatisch oder hydraulisch ausgelegt<br />
sein.<br />
Spezielle Durchlässe in der Werkzeug-Aufspannplatte<br />
erlauben eine Einzeljustage der Eintauchtiefe der Verschlussnadeln<br />
von außen.<br />
Abb. Schiebemechanismus<br />
Abb. Nadelverschlusssystem mit Hubmechanismus<br />
Die Auswahl des Nadelantriebs ist abhängig von der<br />
Anwendung, den Platzverhältnissen und der Größe<br />
des Werkzeuges.<br />
Wartung Schiebemechanismus<br />
Der zur Bewegung der Nadeln eingebaute Schiebemechanismus<br />
verfügt aufgrund einer speziellen Beschichtung<br />
über gute Trockengleiteigenschaften.<br />
Außerdem werden bei der Montage des Schiebemechanismus<br />
die beweglichen Teile mit einem Hochtemperatur-Langzeitschmierfett<br />
geschmiert. Dies ermöglicht,<br />
dass der Schiebemechanismus auch bei<br />
höheren Temperaturen über einen langen Zeitraum<br />
problemlos arbeitet. Zu beachten ist, dass die Werkzeugtemperatur<br />
im Bereich der Rahmenplatte/<br />
Aufspannplatte 100° C nicht überschreitet.<br />
Der Schiebemechanismus ist bei der Wartung hinsichtlich<br />
Verunreinigungen und Verschleiß zu kontrollieren.<br />
Schmelze, die durch die Bewegung der Nadeln aus<br />
der Dichtung des <strong>Verteiler</strong>s ausgetreten ist, ist zu entfernen.<br />
Eine Nachschmierung ist über die in dem<br />
Schiebemechanismus enthaltenen Kugeleinschlaglöcher<br />
(DIN 3410 Form F) bzw. über die von außen<br />
zugänglichen Schmiernippel vorzunehmen. Um das<br />
Schmierverhalten auch bei höheren Temperaturen zu<br />
gewährleisten ist der Einsatz unterschiedlicher Fette zu<br />
vermeiden. Wir empfehlen das Schmierfett der Fa.<br />
Klüber Lubrication: Barrierta L55/2 Hochtemperatur-<br />
Langzeitschmierfett. Das Schmierfett kann entweder<br />
direkt über den Hersteller oder über uns bezogen<br />
werden. Sicherheitsdatenblätter können unter<br />
www.klueber.com abgerufen werden.<br />
Schiebemechanismus<br />
mit den von außen zugänglichen<br />
Schmiernippeln<br />
Abb. Schiebemechanismus<br />
mit Schmiernippeln<br />
Abb. Hubmechanismus<br />
1.4. 43<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Nadelverschlusstechnik<br />
i<br />
Abb. Einzelnadelventil<br />
Abb. Werkzeug mit Einzelnadelventilen<br />
Abb. Explosionsdarstellung einer “Heißen Seite”, Nadelverschluss<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 44
i<br />
Nadelverschlusstechnik<br />
Nadel schließt nicht richtig...<br />
Fehlerursache Erklärung Fehlerbehebung<br />
Der Druck zum Schließen der Nadel<br />
ist zu gering<br />
Erhöhung des Druckes je nach Antriebsart<br />
(pneumatisch max. 10 bar,<br />
hydraulisch max. 60 bar)<br />
Die Nadeln sind falsch justiert oder<br />
die Kontermutter der Einstellschraube<br />
hat sich gelöst<br />
Nachjustieren der Nadeln bzw.<br />
fixieren der Kontermutter<br />
Falsches Ansteuerungssignal<br />
Der Befehl “Nadel schließen”<br />
kommt zu spät<br />
Prüfen des Ansteuerungssignals,<br />
ggf. Programmablauf ändern<br />
Durchmesser der Verrohrung<br />
(Pneumatik-/Hydraulikschläuche)<br />
ist zu gering<br />
Durchmesser anpassen<br />
Der Mechanismus ist durch Verschmutzung<br />
oder Beschädigung<br />
blockiert<br />
Abgebrochene Metallteile,<br />
Späne, o. ä.<br />
Prüfen der Mechanik, bzw. reinigen<br />
oder in Stand setzen<br />
Zu lange Nachdruckzeit<br />
Das Material im Anspritzpunktbereich<br />
ist bereits erstarrt<br />
Reduzierung der Nachdruckzeit<br />
Die pneumatischen bzw. hydraulischen<br />
Anschlussleitungen sind vertauscht<br />
“Öffnen - Schließen”<br />
Leitungen tauschen<br />
1.4. 45<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
i<br />
Heizungsanschlüsse<br />
Heizung<br />
Anliegethermoelement<br />
Abb. H-<strong>Verteiler</strong><br />
Die <strong>Verteiler</strong> verfügen über spezielle<br />
Umlenkstopfen, welche vor Ort<br />
zwecks eventuell erforderlicher mechanischer<br />
Reinigung entfernt und<br />
wieder eingesetzt werden können.<br />
Diese Art der Umlenkung ohne “tote<br />
Ecken” ist einzigartig und erlaubt<br />
schnellste Farbwechsel. Ein Verschrauben<br />
der Heißkanaldüsen mit<br />
dem <strong>Verteiler</strong> als weiteres Sicherheitsmerkmal<br />
beugt eventuellen<br />
Leckagen vor.<br />
CADHOC<br />
<strong>GÜNTHER</strong> System-Designer<br />
NEU: Von der Internetplattform<br />
„www.guenther-hotrunner.com“<br />
starten Sie den Systemdesigner<br />
„CADHOC“ nach einer erstmaligen<br />
Registrierung und schon können<br />
Sie Ihr individuelles Heißkanalsystem<br />
konfigurieren.<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 50
i<br />
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
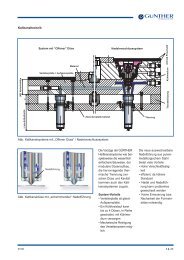
Lage der Stromanschlüsse<br />
Was ist zu beachten:<br />
• Düsen grundsätzlich von Heizungsschlaufen umschließen.<br />
• Heizungsverlauf spiegelbildlich einbringen (kalte Enden<br />
der Rohrheizkörper gleichen sich aus).<br />
• Anschlüsse möglichst in dem Bereich vorsehen, wo<br />
keine materialführenden Bohrungen sind.<br />
• Außen liegende Anschlüsse kommen bei Hochtemperatur-Anwendungen<br />
> 300°C zum Einsatz.<br />
Abb. Ansicht - Leistenversion<br />
Abb. Heizungsanschlüsse<br />
innen liegend<br />
Abb. Heizungsanschlüsse<br />
außen liegend<br />
Rahmenplatte / Leisten<br />
Kanten absolut gratfrei<br />
Zwischenplatte / Formplatte<br />
Abb. Ansicht - Rahmenversion<br />
Abb. Kabelkanal<br />
Nicht zu empfehlen<br />
Empfehlung<br />
Abb. Kabelkanal<br />
Abb. Kabelkanal<br />
1.4. 51<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
i<br />
Anbaugehäuse<br />
:<br />
Luftzirkulation<br />
Isolierplatte<br />
Aufspannplatte<br />
Abstandsbolzen<br />
Abb. Optimale Luftzirkulation<br />
<strong>Verteiler</strong><br />
Rahmenkonstruktion<br />
Abb. Schnitt durch ein Werkzeug - optimale Luftzirkulation<br />
Hochtemperaturanwendung<br />
Bei Kunststoffen mit einer Verarbeitungstemperatur<br />
von über 300°C ist<br />
eine spezielle Ausführung des Heißkanals<br />
notwendig, wie Vollisolation,<br />
außen liegende Heizungsanschlüsse<br />
und hochtemperaturbeständige<br />
Thermofühler.<br />
Im Düsenbereich ein fester hochtemperaturbeständiger<br />
Thermofühleranschluss,<br />
eine Hartmetallspitze<br />
(bei verstärkten Polymeren) sowie<br />
ein Hochtemperatur-Schutzschlauch<br />
für die Kabel.<br />
Abb. <strong>Verteiler</strong> für Hochtemperatur-Anwendung<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 52
i<br />
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
Titanscheibe<br />
Schraube M6,<br />
M8, M10, (12.9)<br />
je nach Auslegung<br />
des <strong>Verteiler</strong>s<br />
Düsentyp<br />
_MT, _NT, _TT<br />
Abb. <strong>Verteiler</strong> mit Düsentyp _TT,<br />
verschraubt von der Trennebene<br />
Abb. Verschraubung der Düsen _MT/_NT/_TT<br />
Hinweise:<br />
Die Heißkanaldüsen des Typs _MT/_NT/_TT sind<br />
nicht mit dem <strong>Verteiler</strong> verschraubt. Das System<br />
wird mit kaltem Spiel eingesetzt. Beachten Sie bitte<br />
hierzu die Tabelle zur Wärmeausdehnung. Im kalten<br />
Zustand des Heißkanalsystems besteht keine formschlüssige<br />
Abdichtung zwischen Düsen und <strong>Verteiler</strong>.<br />
Die Betriebstemperatur muss erreicht sein, um das<br />
System abzudichten. Sorgen Sie bitte für eine ausreichende<br />
Verschraubung von Aufspannplatte zur<br />
Formplatte in unmittelbarer Nähe des <strong>Verteiler</strong>s mit<br />
mind. 2x M10 pro Düse oder aber auf die Länge bezogen<br />
je 80 mm 2x M10.<br />
Wir empfehlen eine Verschraubung der Festigkeitsklasse<br />
12.9. Achten Sie bei der Montage auf die<br />
Metall O-Ringe, die im warmen Zustand eine Abdichtung<br />
gewährleisten.<br />
Nach jeder Demontage muss bei erneutem Einbau<br />
der Düse ein neuer Metall-O Ring eingesetzt<br />
werden.<br />
Vorteile:<br />
• _TT Düsen können von der Trennebene montiert<br />
werden, so dass das Werkzeug auf der Spritzgussmaschine<br />
verbleiben kann<br />
• Die Anschlusskabel sind räumlich/thermisch vom<br />
<strong>Verteiler</strong> getrennt<br />
• Durch zwei Passungen erfolgt eine exakte Positionierung<br />
auf das Stichmaß<br />
• Durch eine weitere Passung wird der <strong>Verteiler</strong>raum<br />
zu den Kabelkanälen abgedichtet<br />
• Durch den einfachen Aufbau wird eine hohe<br />
Wartungsfreundlichkeit erreicht<br />
Zur fachgerechten Demontage der Düsen aus der<br />
Vorkammerbuchse bzw. Formplatte sollte ein Montiereisen<br />
oder ein Düsenheber eingesetzt werden.<br />
Siehe Kapitel 7.<br />
1.4. 53<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
i<br />
Leistungsberechnung eines <strong>Verteiler</strong>s (230 V)<br />
Leistung Spannung Stromstärke zu messenden<br />
Widerstand Ohm [S]<br />
Watt Volt A<br />
2300<br />
3680<br />
1500<br />
1400<br />
1100<br />
1000<br />
750<br />
500<br />
630<br />
500<br />
400<br />
250<br />
600 (max.)<br />
600 (max.)<br />
230<br />
230<br />
230<br />
230<br />
230<br />
230<br />
230<br />
230<br />
230<br />
230<br />
230<br />
230<br />
5<br />
24<br />
10<br />
16<br />
6,5<br />
6,1<br />
4,8<br />
4,4<br />
3,3<br />
2,8<br />
2,2<br />
1,8<br />
1,4<br />
1,1<br />
125 (max.)<br />
25 (max.)<br />
ca. Werte<br />
23,0<br />
14,375<br />
35,4<br />
37,7<br />
47,9<br />
52,3<br />
69,1<br />
82,1<br />
104,5<br />
127,8<br />
164,3<br />
209,1<br />
0,1 - 0,2<br />
0,2 - 0,4<br />
P = U • I<br />
R = U/I<br />
P = U< / R<br />
Beispiel:<br />
P = 230< V< / 23 Ohm<br />
P = 2300 W<br />
Schutzleiter PE<br />
Kabel<br />
Thermofühler<br />
Strom 230 V<br />
Rot = Plus<br />
Blau = Minus<br />
Abb. <strong>Verteiler</strong> - Zuordnung der Kabel<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 54
i<br />
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
Montage- und Demontage eines <strong>Verteiler</strong>s<br />
Druckstück<br />
Heizungsanschlüsse<br />
<strong>Verteiler</strong><br />
Thermofühler CMLK<br />
Stromanschluss CFT<br />
* Metall O-Ring<br />
Anschlusselement<br />
* Metall-O-Ring<br />
Heißkanaldüse<br />
* Bei erneutem Einbau muss immer ein neuer<br />
Metall-O-Ring verwendet werden.<br />
Hinweise dazu finden Sie in der Montagezeichnung.<br />
1.4. 55<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
i<br />
1. <strong>Verteiler</strong> montieren<br />
3.1. Dichtfläche reinigen (Schmirgelstift).<br />
3.2. Dichtstopfen markern.<br />
3.3. Dicht-/Gewindestopfen einsetzen und mit Drehmoment anziehen.<br />
3.4. Gewinde-/Dichtstopfen lösen, Abdruck kontrollieren.<br />
3.5. Dicht-/Gewindestopfen einsetzen und mit Drehmoment anziehen.<br />
3.6. <strong>Verteiler</strong>oberfläche mit Schwingschleifer bearbeiten.<br />
3.7. Dichtfläche am Anschlussflansch markieren (Edding).<br />
a. Flansch ohne O-Ring eindrehen und mit Drehmoment anziehen.<br />
b. Flansch lösen, Abdruck prüfen.<br />
c. O-Ring einlegen und Flansch mit Drehmoment festziehen.<br />
3.8. Stromleitung montieren und<br />
a. Keramikhülse einsetzen<br />
b. Einschraubbuchse eindrehen<br />
3.9. Massekabel montieren.<br />
3.10. Thermofühler montieren.<br />
3.11. Stromzuleitung auf Durchgang/Masseschluss prüfen (Messgerät).<br />
3.12. <strong>Verteiler</strong> aufheizen und Soll-/Ist-Temperatur prüfen.<br />
2. Demontage von <strong>Verteiler</strong>n<br />
2.1. Stromzuleitung entfernen:<br />
a. Einschraubbuchse ausdrehen.<br />
b. Keramikhülse entfernen (evtl. zertrümmern).<br />
c. Gewindestifte lösen (falls nötig, ausbohren).<br />
2.2. Erst kräftigen Hammerschlag mittels Durchschlag auf den Gewindestopfen geben, dann Gewindestopfen<br />
ausdrehen. Wenn dies nicht möglich ist, <strong>Verteiler</strong> erwärmen (Gleitspray- Multigliss) benutzen<br />
(in kaltem Zustand).<br />
2.3. Falls Sechskant abbricht, Gewindestopfen ausfräsen.<br />
2.4. Mit Zentriervorrichtung Gewindebohrung ausrichten.<br />
2.4. Kerndurchmesser ausfräsen bis auf Dichtstopfen.<br />
2.5. Gewinde nachschneiden.<br />
2.6. Anschlussflansch ausdrehen, falls nötig. (Wenn Anschlussflansch-Ø kleiner als Kanal-Ø ).<br />
2.7. Bauteile reinigen/Sandstrahlen.<br />
3. Reinigen von <strong>Verteiler</strong>n<br />
1.1. Thermisch: Im Hause oder Lohnreinigung.<br />
1.2. Mechanisch:<br />
a. Stopfen entfernen.<br />
b. Mittels eines Bohrers Kanäle freibohren.<br />
c. Sandstrahlen.<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 56
i<br />
<strong>Heißkanalsysteme</strong> / <strong>Verteiler</strong><br />
Komplette “Heiße Seiten”<br />
Die heiße Seite wird als düsenseitige<br />
Werkzeughälfte ohne Kavitätenplatten<br />
geliefert.<br />
Der Düsenabstand über der Zwischenplatte<br />
kann individuell bestimmt<br />
werden. Der höhenabgestimmte<br />
Heißkanal ist komplett verdrahtet<br />
und funktionsgeprüft. Mit<br />
dieser einbaufertigen Lösung werden<br />
umfangreiche Abstimmungsarbeiten<br />
und mögliche Einbaufehler<br />
vermieden. Vor der Auslieferung<br />
werden die “Heißen Seiten” einer<br />
Funktionsprüfung unterzogen und<br />
nach DIN EN ISO 9001:2000<br />
dokumentiert.<br />
Komplette “Heiße Seiten” garantieren<br />
in der Regel einen reibungslosen<br />
Produktionsstart.<br />
Abb. Schnitt durch ein Werkzeug<br />
Abb. Komplette Werkzeughälfte “Heiße Seite”, Nadelverschluss<br />
1.4. 57<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Serviceangebote<br />
i<br />
Wir unterstützen Sie mit unseren<br />
umfassenden Serviceleistungen -<br />
von der Beratung und Auslegung<br />
von <strong>Heißkanalsysteme</strong>n bis hin zu<br />
praxisnahen Seminaren für Anwender<br />
und Konstrukteure.<br />
Auf der <strong>GÜNTHER</strong> Homepage<br />
finden Sie viele Werkzeuge/<br />
Programme, die Ihnen Ihre Arbeit<br />
erleichtern.<br />
Zu jedem Heißkanalsystem stehen<br />
die 3D-CAD-Modelle inkl. des Negativvolumens<br />
zum Download zur Verfügung.<br />
Eine entsprechende Preisinformation<br />
(als PDF-File) rundet diesen<br />
Service ab.<br />
Von der Internetplattform „www.guenther-hotrunner.com“<br />
starten Sie den System- Designer CADHOC nach einer<br />
erstmaligen Registrierung und schon können Sie Ihr<br />
individuelles Heißkanalsystem konfigurieren.<br />
Nach der Konfiguration des Heißkanalsystems<br />
können Sie verschiedene<br />
Daten-Formate auswählen. Der<br />
System-Designer „CADHOC“ und<br />
die im Hintergrund laufenden Systeme<br />
generieren dann die gewünschten<br />
Daten. Anschließend werden<br />
alle Dateien gepackt und zum Download<br />
zur Verfügung gestellt. Sie erhalten<br />
wenige Minuten später eine<br />
E-Mail als Benachrichtigung.<br />
Diese E-Mail enthält einen Link zu<br />
den Produktdaten des konfigurierten<br />
Heißkanalsystems.<br />
Die hohe Funktionalität des Systems<br />
richtet sich an unsere Kunden, vor<br />
allem an die Konstrukteure von<br />
Spritzgießwerkzeugen und den Vertrieb<br />
- damit wird dem Wunsch um<br />
schnellere Bereitstellung von kompletten<br />
<strong>Heißkanalsysteme</strong>n inkl.<br />
des Negativvolumens entsprochen.<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 60
i<br />
Serviceangebote<br />
Nacharbeiten des Angusspunktes<br />
1,2 mm<br />
Für kleinere Angusspunktdurchmesser<br />
als ØD =1,2 mm muss die<br />
Düse in zurückliegender Position<br />
eingebaut werden.<br />
Luftspalt im kalten Werkzeug (K):<br />
Das für die Wärmedehnung des 230 V <strong>Verteiler</strong>s benötigte<br />
Maß “K” ist kundenseitig durch Überschleifen des<br />
Druckstückes sicherzustellen.<br />
Auf unserer Homepage<br />
www.guenther-hotrunner.com<br />
finden Sie ein Delta-Tool-Berechnungsprogramm.<br />
Sie können das<br />
Programm kostenlos auf Ihren PC<br />
laden.<br />
Angusspunktdurchmesser = 1,2 mm / L):<br />
Für kleinere Angusspunkt-ø als øD = 1,2 mm muss die<br />
Düse in zurückliegender Position ( L) eingebaut werden.<br />
Abb. Delta-Tool-Berechnungsprogramm<br />
Anwendungsdatenbank<br />
Die Anwendungsdatenbank ist eine<br />
Software zur Auswahl von Konstruktionsvorschlägen<br />
und Maschineneinstelldaten.<br />
Durch einfache<br />
Sucheingaben aller Anforderungen<br />
zur Heißkanal- und Materialabstimmung<br />
stellt das System eine<br />
Auswahl bereits ausgeführter Systeme<br />
und deren Ergebnisse zur<br />
Verfügung. Sie können auch eigene<br />
Anwendungen direkt in die Datenbank<br />
eintragen. Die Anwendung<br />
wird im Hause geprüft und anschließend<br />
freigegeben.<br />
Die Registrierung ist kostenlos.<br />
Abb. Anwendungsdatenbank mit vielen, bereits ausgeführten Anwendungen<br />
1.4. 61<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07
Serviceangebote<br />
i<br />
Download / Katalog<br />
Unter dem Menüpunkt Katalog finden<br />
sie alle Heißkanalkomponenten<br />
mit relevanten Informationen als<br />
PDF-Datei.<br />
Hier finden Sie <strong>GÜNTHER</strong> Heißkanalkomponenten<br />
mit allen relevanten Information<br />
als PDF-Datei. Nutzen Sie zur<br />
komfortablen und schnellen Recherche<br />
die Möglichkeiten des Acrobat-Readers<br />
wie Verknüpfungen, Lesezeichen und<br />
Piktogramme!<br />
Der Online-Katalog repräsentiert<br />
den aktuellen Stand der technischen<br />
Informationen.<br />
1<br />
Informationen<br />
1.1<br />
Kontakte<br />
1.2<br />
Wir über uns<br />
1.3<br />
Anfrageformular<br />
1.4<br />
Techn. Informationen<br />
1.5<br />
Anwenderberichte<br />
Abb. Online Katalog<br />
Druckverlust / Füllanalyse<br />
Die Dimensionierung der Schmelzekanäle<br />
erfolgt im Hause <strong>GÜNTHER</strong><br />
auf Grundlage anwendungsspezifischer<br />
rheologischer Berechnungen.<br />
Hierbei stehen der Druckverlust,<br />
Scherung und Verweilzeit im Vordergrund.<br />
Abb. Temperaturverlauf<br />
Unsere Berechnungen können auf<br />
die Füllanalyse der Kunststoffartikel<br />
per Moldflow ausgeweitet werden.<br />
Dieses ist insbesondere bei der Auslegung<br />
von Familienwerkzeugen mit<br />
unterschiedlichen Kavitäten ratsam.<br />
Mit dieser Berechnung bieten wir<br />
Unterstützung bei der Findung der<br />
optimalen Angusspositionen an und<br />
zeigen zur idealen Artikelfüllung den<br />
Fließfrontverlauf mit zu erwartenden<br />
Lufteinschlüssen und Bindenahtverlauf<br />
auf.<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
1.4. 62
i<br />
Serviceangebote<br />
Seminare für Anwender und Konstrukteure<br />
Themen wie die Auslegung, der reibungslose<br />
Betrieb und die fachgerechte<br />
Wartung von<br />
<strong>GÜNTHER</strong> <strong>Heißkanalsysteme</strong>n<br />
werden anschaulich vermittelt.<br />
Weitere Serviceangebote sind die<br />
Durchführung von Spritzgießvesuchen<br />
im hauseigenen Technikum<br />
sowie externe Seminare. Termine<br />
erfahren Sie auf der Homepage<br />
www.guenther-hotrunner.com<br />
unter dem Menüpunkt<br />
> Seminare < oder per Telefon<br />
+49 (0) 64 51 - 5008-0.<br />
Abb. Seminare für Konstrukteure und Anwender<br />
1.4. 63<br />
www.guenther-hotrunner.com<br />
Technische Änderungen vorbehalten 10/07