FFD IM - Freudenberg Forschungsdienste SE & Co. KG
FFD IM - Freudenberg Forschungsdienste SE & Co. KG
FFD IM - Freudenberg Forschungsdienste SE & Co. KG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Ausgabe 2_2013<br />
<strong>FFD</strong> <strong>IM</strong><br />
DIALOG<br />
Mehr Informationen unter www.forschungsdienste.de<br />
Purtex® WR<br />
u Fluorcarbonfreie, wasserabweisende Textilausrüstung<br />
<strong>Freudenberg</strong><br />
<strong>Forschungsdienste</strong>
Inhaltsverzeichnis<br />
Durchströmte Elastomermembran. Links Ruhezustand, rechts ausgelenkter Zustand<br />
1. Vorwort S. 3<br />
2. Purtex ® WR – fluorcarbonfreie, wasserabweisende<br />
Textilausrüstung S. 4<br />
3. Fluid-Struktur-Interaktion FSI S. 11<br />
4. Vergleich unterschiedlicher Optimierungsmethoden S. 16<br />
5. MULLINS oder PAYNE? S. 23<br />
6. Chemietechnikum S. 29<br />
7. Neues von den Senior Scientists S. 31<br />
8. Vorsicht Erfindung S. 34<br />
9. Gewinner des Preisrätsels aus Dialog 4/2012 S. 35<br />
10. Seminare S. 36<br />
2 Inhalt
Liebe Geschäftsfreunde,<br />
das Thema Umweltschutz gewinnt in vielen Bereichen des Lebens<br />
eine immer größere Bedeutung. Offensichtliche Dinge wie die<br />
Mülltrennung und die Rückführung von Rohstoffen in den Kreislauf,<br />
die sparsame Verwendung von Wasser oder der bedachte<br />
Umgang mit Energie werden zunehmend ergänzt durch vorausschauende<br />
und nachhaltige Maßnahmen bei der Entwicklung<br />
neuer Produkte und Prozesse. Auch als Argument für den Kauf<br />
eines Produktes spielt die Nachhaltigkeit bei den Endabnehmern<br />
eine wichtige Rolle. Ein Umweltschutz-Label oder ein positives Abschneiden<br />
in der Bewertung durch ein Prüfinstitut kann den Käufer<br />
bei seiner Entscheidung beeinflussen.<br />
Vorwort<br />
In dieser Ausgabe des „Dialogs“ finden Sie zwei Beispiele, wie<br />
<strong>FFD</strong> einen Beitrag zum Thema Nachhaltigkeit leistet, sei es bei der<br />
Entwicklung umweltfreundlicher Dispersionen zur Textilausrüstung<br />
(Seite 4) oder auch bei der intelligenten Prüfung reibungsoptimierter<br />
Elastomere (Seite 31).<br />
Drei Artikel haben wir der Steigerung der Effizienz von Entwicklungen<br />
gewidmet. Strömungssimulationen sind heute bereits für viele Fragestellungen<br />
etabliert. Lassen Sie sich überraschen, welch komplexe<br />
Aufgaben mit den neuen Programmen heute schon bearbeitet werden<br />
können (Seite 11). Und bevor Sie bei der Entwicklung umfangreiche<br />
Versuchsreihen einplanen, lohnt es sich auf jeden Fall, über<br />
den Einsatz der statistischen Versuchsmethodik nachzudenken. Einen<br />
Vergleich gängiger Optimierungsverfahren finden Sie auf Seite 16.<br />
Falls Sie bei der Prüfung von Elastomerbauteilen mitunter überraschende<br />
Ergebnisse finden, geben Ihnen unsere Darstellung zweier<br />
wichtiger Effekte eventuell Hinweise zur Erklärung (Seite 23). Die<br />
Nutzung dieser Effekte bei Materialentwicklung und Konstruktion<br />
kann helfen, zeit- und kostenaufwändige Irrwege zu vermeiden.<br />
Die hierfür vorteilhafte Expertise im Umgang mit der “schwarzen<br />
Kunst“ bieten die Mitarbeiterinnen und Mitarbeiter der <strong>FFD</strong>.<br />
Ich wünsche Ihnen spannende und anregende Lektüre.<br />
Mit freundlichen Grüßen<br />
Dr. Gerd Eßwein<br />
Vorwort<br />
3
Fluorcarbonfreie, wasserabweisende Textilausrüstung<br />
Purtex ® WR<br />
In der Textilindustrie wird bis heute eine Vielzahl von schädlichen<br />
Chemikalien eingesetzt, die auch in den hierzulande verkauften<br />
Produkten der Markenhersteller nachzuweisen sind. Vor zwei<br />
Jahren hat die Umweltschutzorganisation Greenpeace daher die<br />
sogenannte „Detox Kampagne“ gestartet, um die Textilhersteller<br />
dazu zu bewegen, auf die Verwendung von giftigen Chemikalien<br />
bei der Produktion ihrer Textilien zu verzichten. Eines der Kernthemen<br />
dieser Kampagne sind per- und polyfluorierte Chemikalien<br />
(PFCs), die zur dauerhaft wasserabweisenden Ausrüstung (DWR,<br />
durable water repellents) von Textilien eingesetzt werden und von<br />
denen einige als krebserregend und reproduktionstoxisch eingestuft<br />
sind. Das Risiko dieser Substanzgruppe liegt vor allem darin,<br />
dass es während des Herstellungsprozesses durch verschmutztes<br />
Abwasser zur Emission der PFCs in den Wasserkreislauf kommt.<br />
Aufgrund ihrer extremen Stabilität, ihrer mangelnden biologischen<br />
Abbaubarkeit sowie der damit verbundenen Anreicherung (Akkumulation)<br />
in der Umwelt ist die weltweit messbare Belastung mit<br />
PFCs mittlerweile enorm. Die Chemikalien lassen sich sowohl in<br />
der Luft, im Trinkwasser, in unserer Nahrung als auch im menschlichen<br />
Blut nachweisen. Ihr dramatischer Verbreitungsgrad wird daran<br />
deutlich, dass per- und polyfluorierte Chemikalien inzwischen<br />
4<br />
Purtex ® WR – Fluorcarbonfreie, wasserabweisende Textilausrüstung
selbst im Schnee der Arktis und Antarktis nachgewiesen werden<br />
können. Aufgrund des stetig steigenden öffentlichen Drucks haben<br />
sich mittlerweile viele große Hersteller wie beispielsweise Puma,<br />
Nike, adidas, H&M, C&A, etc. dazu verpflichtet bis 2016 auf<br />
PFCs zu verzichten und suchen daher aktuell nach alternativen<br />
Technologien.<br />
Der Wechsel von per- und polyfluorierten Chemikalien hin zu umweltfreundlichen,<br />
fluorcarbonfreien Substituenten wurde bereits<br />
2008 bei den <strong>Freudenberg</strong> New Technologies als möglicher Zukunftstrend<br />
diskutiert und so wurde im Bereich New Business Development<br />
im selben Jahr mit Bearbeitung dieses für <strong>Freudenberg</strong><br />
neuen Geschäftsfeldes begonnen. In Zusammenarbeit mit der<br />
Polyurethan-Abteilung der <strong>Freudenberg</strong> <strong>Forschungsdienste</strong>, die für<br />
die F&E-Tätigkeiten im Rahmen des Purtex ® -Projekts verantwortlich<br />
war, wurde eine neuartige, 100 % lösemittel- und fluorcarbonfreie<br />
DWR-Ausrüstung entwickelt.<br />
Purtex ® WR basiert auf einer Polyurethanprepolymer-Emulsion,<br />
die reaktiv auf Textilien appliziert und anschließend durch thermische<br />
Vernetzung fixiert wird. Hierdurch wird das hydrophob modifizierte<br />
Polyurethan sowohl physikalisch als auch chemisch an die<br />
Fasern angebunden, wodurch herausragende Wasch- und Scheuerfestigkeiten<br />
erreicht werden. Die Vernetzung des Polyurethans<br />
führt weiterhin zu einer ausgesprochen weichen Imprägnierung,<br />
die den Textilien einen voluminösen Griff und eine geschmeidige<br />
Haptik verleiht.<br />
Chemischer Hintergrund<br />
Die chemische Basis der Purtex ® WR-Emulsion ist eine Alkoholterminierte<br />
Polymervorstufe, das sogenannte Polyurethanprepolymer.<br />
Der hydrophobe Charakter der späteren DWR-Ausrüstung wird<br />
durch den kovalenten Einbau von OH-funktionalisierten, fluorcarbonfreien<br />
Hydrophobierungsmitteln in die Polymerkette bewirkt<br />
(Abbildung 1). Durch die chemische Einbindung dieser Additive<br />
wird deren spätere Wasch- und Abriebbeständigkeit garantiert.<br />
Abb. 1: Herstellung von Purtex ®<br />
WR-Emulsionen<br />
Purtex ® WR – Fluorcarbonfreie, wasserabweisende Textilausrüstung<br />
5
Purtex® WR<br />
Nach der Herstellung des Polyurethanprepolymers wird dieses anschließend<br />
in Wasser emulgiert. Durch die Verwendung von biologisch<br />
leicht abbaubaren Emulgatoren, werden die Emulsionen<br />
stabilisiert. Organische Lösungsmittel, wie sie bei der Herstellung<br />
von herkömmlichen Polyurethan-Dispersionen (Aceton-Verfahren)<br />
verwendet werden, finden hierbei keine Verwendung und auch<br />
zur Stabilisierung der erhaltenen Polyurethanprepolymer-Emulsionen<br />
in Wasser sind keine organischen <strong>Co</strong>löser wie beispielsweise<br />
N-Methylpyrrolidon (NMP) notwendig. Purtex ® -Emulsionen sind<br />
vollständig lösemittelfreie, wasserbasierte Systeme. Die Aushärtung<br />
von Purtex ® WR erfolgt, wie in Abbildung 2 gezeigt, durch<br />
Zusatz einer multifunktionellen Härterkomponente und anschließendem<br />
Verdampfen des Wassers bei gleichzeitiger Vernetzung<br />
des Polyurethans. Üblicherweise läuft dieser Vorgang nach Applikation<br />
der reaktiv eingestellten Emulsion beim Trocknen in einer<br />
Heizstrecke bei Temperaturen im Bereich von 120 °C bis 150 °C<br />
ab.<br />
Abb. 2: Vernetzung von Purtex ® WR-Emulsionen<br />
Parallel zur Aushärtung des Polyurethans kann auch eine chemische<br />
Anbindung der Textilausrüstung an das Fasermaterial erfolgen.<br />
Diese Anbindung ist bei allen Fasertypen möglich, die über<br />
funktionelle Gruppen mit zerewitinoffaktiven Wasserstoffatomen<br />
verfügen. In Abbildung 3 ist exemplarisch die Anbindung von<br />
Purtex® WR an ein Polyamid-Fasermaterial gezeigt.<br />
Abb. 3:<br />
Linke Strukturformel: Ausschnitt einer<br />
Polyamid 6-Kette;<br />
rechte Strukturformel: Anbindung der<br />
Purtex ® WR-Polyurethanmatrix an<br />
die Polyamid 6-Kette über einen<br />
isocyanathaltigen Vernetzer<br />
6 Purtex ® WR – Fluorcarbonfreie, wasserabweisende Textilausrüstung
Die Kombination aus physikalischer und chemischer Anbindung<br />
der Imprägnierung an das Fasermaterial verbessert die spätere<br />
Scheuerfestigkeit und Waschbeständigkeit der Textilausrüstung<br />
deutlich.<br />
Eigenschaften<br />
Atmungsaktivität<br />
Die Atmungsaktivität ist eine Bezeichnung für den Feuchtigkeitstransport<br />
aus dem Inneren eines Textils nach außen und stellt damit<br />
eine wichtige bekleidungsphysiologische Komponente zur Bewertung<br />
des Tragekomforts von Bekleidung dar. Um Aussagen zur<br />
Atmungsaktivität zu machen, wird der Wasserdampfdurchgangswiderstand<br />
R et [m²Pa/W] bestimmt. Dieser ist ein Maß für den<br />
Widerstand, den ein Textil dem Transport von (dampfförmigem)<br />
Schweiß entgegensetzt: je geringer der R et -Wert, desto größer die<br />
Atmungsaktivität eines Textils.<br />
Üblicherweise wird der Wasserdampfdurchgangswiderstand R et<br />
mit Hilfe des Thermoregulationsmodells der menschlichen Haut<br />
(Hautmodell) unter Prüfbedingungen nach DIN EN 31092 A : 1994-<br />
02 bzw. ISO 11092 A : 1993-10 bestimmt. Der Prüfstandaufbau besteht<br />
üblicherweise aus einer porösen, beheizbaren Metallplatte,<br />
über die eine wasserdampfdurchlässige Membran und darauf die<br />
zu untersuchende Textilprobe gespannt wird. Anschließend wird<br />
die poröse Metallplatte auf 35 °C erhitzt und Wasser zugeführt.<br />
Die aufgespannte Membran gewährleistet hierbei, dass aus der<br />
Messfläche ein konstanter Wasserdampfstrom und kein flüssiges<br />
Wasser austritt. Im stationären Zustand wird die der Meßfläche<br />
zugeführte Heizleistung als Maß für die verdampfte Wassermenge<br />
und damit für den Wasserdampfdurchgangswiderstand der Probe<br />
bestimmt. Die Messung erfolgt in einem Prüfklima bei 35 °C und<br />
40 % relativer Luftfeuchte.<br />
Laut einer für Berufsbekleidung etablierten Klassifikation nach Hohenstein,<br />
werden Textilien mit einem Wasserdampfdurchgangswiderstand<br />
zwischen 0 bis 6 m ² Pa/W als extrem atmungsaktiv<br />
bezeichnet, während Textilien mit Werten größer 20 m ² Pa/W<br />
als nicht mehr atmungsaktiv gelten. Im Falle aller mit Purtex ® WR<br />
ausgerüsteten Prüfgewebe wurden Wasserdampfdurchgangswiderstände<br />
kleiner 5 m ² Pa/W gemessen, wodurch alle getesteten<br />
Textilproben das Prädikat „extrem atmungsaktiv“ erhielten.<br />
Scheuerfestigkeit – Abriebbeständigkeit und Pilling<br />
Die Scheuerfestigkeit von Textilien wird üblicherweise mittels der<br />
Martindale-Methode (DIN EN ISO 12947-2 A : 2007-04) bestimmt.<br />
Dieses Verfahren simuliert eine natürliche Abnutzung, indem die<br />
Prüftextilien mit einer vorgegebenen Gewichtsbelastung kontinuierlich<br />
gegen ein wollendes Scheuergewebe gerieben werden<br />
(Abbildung 4). Gemessen wird die Anzahl an Scheuertouren<br />
(Schleißzahl), die zum Verschleiß von zwei Fäden führen.<br />
Purtex ® WR – Fluorcarbonfreie, wasserabweisende Textilausrüstung<br />
7
Abb. 4: Martindale-Scheuergerät<br />
Bei allen getesteten Prüfgeweben<br />
führte eine Ausrüstung mit Purtex<br />
® WR zu einer Verbesserung<br />
der Schleißzahl um einen Faktor<br />
von 3 bis 4. Die Ursachen für<br />
diese deutliche Verbesserung der<br />
Scheuerfestigkeit lassen sich mittels<br />
der Rasterelektronenmikroskopie<br />
(REM) visualisieren. Abbildung<br />
5 zeigt die REM-Aufnahme<br />
eines Polyestermaterials, das mit<br />
einer 20 %igen Purtex ® WR-<br />
Emulsion ausgerüstet wurde.<br />
Purtex® WR<br />
Abb. 5: REM-Aufnahmen eines mit 20 %iger Purtex ® WR-Emulsion ausgerüsteten<br />
Polyestermaterials. Linke Aufnahme: 500fache Vergrößerung; rechte Aufnahme:<br />
2000fache Vergrößerung. Die Verklebung einzelner Fasern oder Faserbündel, die<br />
eine signifikante Verbesserung der Scheuerfestigkeit des Textils zur Folge hat, ist<br />
deutlich zu erkennen. Die Atmungsaktivität des ausgerüsteten Textils wird durch das<br />
Finish nur minimal reduziert.<br />
Neben einer Imprägnierung der einzelnen Faserstränge lassen<br />
sich Anlagerungen von Polyurethanmaterial sowohl an Faserkreuzungspunkten<br />
als auch innerhalb von Faserbündeln erkennen.<br />
Diese „Verklebungen“ haben zur Folge, dass sich einzelne Fasern<br />
schwieriger aus dem Verbund herauslösen lassen, was sich<br />
makroskopisch in einem verbesserten Pillingverhalten und einer<br />
verbesserten Abriebbeständigkeit äußert.<br />
8 Purtex ® WR – Fluorcarbonfreie, wasserabweisende Textilausrüstung
Hydrophobie – Waschbeständigkeit und Lebensdauer nach mechanischer<br />
Beanspruchung<br />
Die Prüfung der wasserabweisenden Eigenschaften einer Textilprobe<br />
erfolgt in der Praxis nach dem sogenannten Spraytest (ISO<br />
4920, AATCC 22-2010). Dabei wird die Probe mit destilliertem<br />
Wasser künstlich beregnet (Abbildung 6).<br />
Abb. 6: Spraytest nach ISO 4920 / AATCC 22-2010<br />
Der Abperleffekt des Wassers sowie Benetzungsgrad<br />
der Oberfläche werden<br />
anschließend visuell beurteilt und gemäß<br />
eines Bewertungsmaßstabs mit Noten von<br />
1 bis 5 bewertet, wobei die Note 5 das<br />
bestmögliche Ergebnis darstellt. Je nach<br />
Textil erreicht Purtex ® WR hierbei Abperlnoten<br />
im Bereich von 2 bis 4 und Benetzungsnoten<br />
im Bereich von 4 bis 5, die<br />
aufgrund der guten Wasch- und Abrasionsbeständigkeit<br />
über 20 Waschzyklen<br />
stabil sind. Laut einer Greenpeace-Studie<br />
ist Purtex ® WR damit aktuell die einzige<br />
waschbeständige, fluorcarbonfreie DWR-<br />
Ausrüstung [1] .<br />
Fogging-Verhalten<br />
Bei Purtex ® wurde im Hinblick auf mögliche<br />
Anwendungen im Automobilinnenbereich<br />
von Anfang an das Konzept<br />
verfolgt, dass alle Additive entweder kovalent<br />
in die Polymerkette eingebunden<br />
oder im Falle des externen Emulgators<br />
nach der Veredlung aus dem Textil entfernt werden. Zur Bewertung<br />
des resultierenden Fogging-Verhaltens wurden Textilien mit<br />
20 %iger Purtex-Emulsion veredelt und im Anschluss daran mittels<br />
Headspace-GC/MS und Extraktions-GC/MS untersucht. Hierbei<br />
waren auf dem ausgerüsteten Textil weder freie Isocyanate,<br />
noch andere flüchtige organische Bestandteile detektierbar und<br />
es wurde bestätigt, dass es sich bei Purtex ® WR um ein extrem<br />
emissionsarmes System handelt.<br />
Untersuchung in Bezug auf chemische Schadstoffe<br />
Im Rahmen von Untersuchungen der Umweltorganisation Greenpeace<br />
wurden alle kommerziell erhältlichen, fluorcarbonfreien<br />
DWR-Ausrüstungen einer umfassenden Schadstoffprüfung unterzogen,<br />
mit dem Ziel, das human- und ökotoxikologische Gefährdungspotential<br />
der fluorcarbonfrei ausgerüsteten Textilien zu<br />
bewerten. Neben dem Nachweis der Fluorfreiheit mittels energiedispersiver<br />
Röntgenspekroskopie (EDX) wurden die Proben auf<br />
Phthalate (Weichmacher), polycyclische aromatische Kohlenwasserstoffe,<br />
Alkylphenole und Alkylphenolethoxylate (nichtionische<br />
Tenside), Schwermetalle, halogenorganische Verbindungen, Organozinnverbindungen<br />
(Katalysatoren) sowie allergisierende und<br />
Purtex ® WR – Fluorcarbonfreie, wasserabweisende Textilausrüstung<br />
9
krebserregende Dispersionsfarbstoffe hin analysiert. Im Hinblick<br />
auf die ökologische und gesundheitliche Unbedenklichkeit erzielte<br />
Purtex ® WR von allen getesteten Phobierungsmitteln die beste<br />
Bewertung: „[…] Purtex ® und […] sind nachweislich fluorfrei und<br />
liefern bei der Schadstoffanalyse keine auffälligen Ergebnisse.<br />
Besonders die mit Purtex ® ausgerüstete Probe enthält keinerlei<br />
Substanzen, die als kritisch oder bedenklich für den Menschen<br />
eingestuft sind“ [1] .<br />
Zusammenfassung<br />
Purtex ® WR bietet als DWR-Ausrüstung Funktionalität und höchsten<br />
Komfort, ohne eine Gefahr für Gesundheit und Umwelt darzustellen.<br />
Die Emulsion ist vollkommen frei von jeglichen bedenkli-<br />
Purtex® WR<br />
chen Chemikalien. Purtex ® findet überall da Anwendung, wo es<br />
auf Komfort, Funktionalität oder besondere Widerstandsfähigkeit<br />
gegenüber Abrieb und Alterung ankommt: Outdoor- und Sportkleidung,<br />
Arbeits- und Schutzkleidung, Heimtextilien und Textilien im<br />
Gesundheitswesen.<br />
Literatur<br />
[1]<br />
Masterarbeit, M. Schoettmer, 2013.<br />
Ihre Ansprechpartner:<br />
Dr. Björn Hellbach<br />
Projektleiter Polyurethane<br />
Tel.: 06201 - 80 32 40<br />
Fax: 06201 - 88 30 63<br />
bjoern.hellbach@<br />
freudenberg.de<br />
Dr. Birgit Severich<br />
Purtex Business Manager<br />
Tel.: 06201 - 80 25 24<br />
Fax: 06201 - 88 25 24<br />
birgit.severich@<br />
freudenberg.de<br />
10 Purtex ® WR – Fluorcarbonfreie, wasserabweisende Textilausrüstung
Erweiterte Simulationsmöglichkeiten bei <strong>FFD</strong>-CAE<br />
Fluid-Struktur-<br />
Interaktion FSI<br />
<strong>Co</strong>-Simulation zur Berechnung von Strömungsproblemen mit<br />
Fluid-Struktur-Interaktion<br />
Gleich, ob zur Auslegung und Optimierung fluidtechnischer Komponenten,<br />
zur Beantwortung prozesstechnischer Fragestellungen<br />
oder zur Beschreibung komplexer Herstellungsverfahren: Numerische<br />
Strömungssimulationen sind heute ein fest etabliertes und oftmals<br />
unentbehrliches Hilfsmittel für einen effizienten Entwicklungsprozess.<br />
Die permanente Weiterentwicklung der bestehenden<br />
Simulationswerkzeuge hin zu multiphysikalischen „Alleskönnern“<br />
gepaart mit kontinuierlich steigender Rechenleistung erlaubt es dabei,<br />
immer komplexere technische Fragestellungen in immer kürzerer<br />
Zeit zu lösen. Sie stellt damit eine wesentliche Triebfeder für<br />
eine weitere Reduzierung von Entwicklungszeit und -kosten dar.<br />
Bislang konnten Strömungsprobleme mit Fluid-Struktur-Interaktion<br />
(FSI) bei <strong>FFD</strong>/CAE nur in Ausnahmefällen berechnet werden. So<br />
besaßen die numerischen Werkzeuge zur Durchführung von FSI-<br />
Berechnungen entweder noch nicht den erforderlichen Reifegrad,<br />
oder sie ließen sich nicht in die bereits vorhandene Berechnungsarchitektur<br />
integrieren. Mit der seit kurzem bestehenden Möglichkeit,<br />
Strömungssimulationen in der Umgebung von Abaqus, unserem<br />
„Arbeitspferd“, zur Lösung strukturmechanischer Fragestellungen,<br />
Fluid-Struktur-Interaktion FSI 11
durchführen zu können, hat sich diese Situation nunmehr geändert.<br />
Dies soll zum Anlass genommen werden, hier einen kurzen Überblick<br />
über die Anwendung von „FSI“ zu geben und die <strong>FFD</strong>/CAE<br />
diesbezüglich zur Verfügung stehenden Ressourcen vorzustellen.<br />
Was ist FSI?<br />
Sehr häufig wird bei der Berechnung von Durch- oder Umströmungsproblemen<br />
davon ausgegangen, dass die Berandung, also<br />
die Struktur, welche die Strömung führt, stationär d.h. starr und unbeweglich<br />
ist. Dem liegt die Annahme zugrunde, dass die von der<br />
Strömung übertragenen Druck- und Scherkräfte keine nennenswerte<br />
Verformung in der Struktur hervorrufen. In Fällen, in denen die<br />
strömungsführenden Strukturen aus steifen Werkstoffen wie z. B.<br />
Stahl oder Kunststoff bestehen, ist diese Annahme häufig zulässig.<br />
Erweiterte Simulationsmöglichkeiten bei <strong>FFD</strong>-CAE<br />
Gleichzeitig existiert jedoch eine Vielzahl von Strömungsproblemen<br />
in Natur und Technik, bei denen flexible bzw. bewegliche<br />
Strukturen die Umrandung des Strömungsgebietes bilden. In diesen<br />
Fällen sind die mit den Strömungskräften einhergehenden Verformungen<br />
in der Struktur häufig nicht mehr vernachlässigbar und<br />
es kommt zu einer Wechselwirkung zwischen der Strömung auf<br />
der einen Seite und der angrenzenden Struktur auf der anderen.<br />
Solche Problemfälle werden als Fluid-Struktur-Interaktionen (FSI)<br />
bezeichnet. Ihre Berechnung muss neben der eigentlichen Strömung<br />
auch die Antwort der Struktur und ggf. deren Rückwirkung<br />
auf die Strömung einbeziehen.<br />
12 Fluid-Struktur-Interaktion FSI<br />
Gerade bei einer so breit aufgestellten Unternehmensgruppe wie<br />
<strong>Freudenberg</strong> braucht man nach technischen Beispielen für Fluid-<br />
Struktur-Interaktionen nicht lange zu suchen. Gleich, ob Motorlager,<br />
Hydrobuchsen, hydraulische Achslenklager, Faltenbälge,<br />
Pumpmembranen, Simmerringe, Elastomerventile, medizinische<br />
Stimmprothesen etc.: Bauteile, bei denen flexible Elastomerstrukturen<br />
umströmt werden oder mit fluidgefüllten Räumen interagieren,<br />
finden sich zu Hauf.<br />
Charakterisierung von FSI-Problemen<br />
Ein wesentliches Merkmal zur Einordnung von Fluid-Struktur-Interaktionen,<br />
ist der vorhandene Grad der Kopplung. Von schwacher<br />
Kopplung spricht man, wenn nur eine geringe Rückwirkung<br />
zwischen strukturmechanischem und fluiddynamischem Problem<br />
besteht. Den Extremfall einer schwachen Kopplung stellt die unidirektionale<br />
Kopplung dar. Als Beispiel hierfür kann die Umströ-
mung eines Tragflügels angeführt werden. Die durch die Strömung<br />
hervorgerufene Druckverteilung um das Profil führt zu strukturmechanischen<br />
Beanspruchungen im Flügel. Die damit verbundenen<br />
Verformungen sind indes so gering, dass eine Rückwirkung auf die<br />
Strömung in der Regel vernachlässigt werden kann. Die Lösung<br />
unidirektionaler FSI-Probleme kann getrennt voneinander erfolgen,<br />
indem die aus der Strömungssimulation berechnete Druckverteilung<br />
einmalig als Randbedingung einer nachfolgenden strukturmechanischen<br />
Berechnung dient. Insofern stellen unidirektionale<br />
FSI-Probleme keine zusätzliche Herausforderung gegenüber der<br />
Berechnung der beiden Einzelprobleme dar. Ganz anders sieht<br />
dies im Falle einer starken oder auch bidirektionalen Kopplung<br />
(vgl. Abb. 1) aus. Die Deformation der Struktur ist in diesen Fällen<br />
bzgl. ihrer Rückwirkung auf die Strömung nicht mehr vernachlässigbar<br />
und eine getrennte Betrachtungsweise der Teilprobleme damit<br />
nicht mehr möglich.<br />
<strong>Co</strong>-Simulation mit Abaqus<br />
Mit der Einführung von<br />
Abaqus/CFD im Jahre 2010<br />
war es erstmals möglich, Strömungssimulationen<br />
in der<br />
Umgebung von Abaqus<br />
durchzuführen. Da es sich bei<br />
Abaqus/CFD um eine vollständige<br />
Neuentwicklung handelt,<br />
ist der Funktionsumfang im<br />
Vergleich zu unserem zur Strömungssimulation<br />
eingesetzten Hauptwerkzeug, Ansys-CFX, derzeit<br />
stellenweise noch eingeschränkt. So ist der Einsatz von Abaqus/<br />
CFD aktuell auf inkompressible Strömungen beschränkt. Auch hinsichtlich<br />
der verfügbaren Modelle, z. B. zur Turbulenzbeschreibung,<br />
oder bei der Vorgabe von Randbedingungen besteht noch an der<br />
einen oder anderen Stelle Weiterentwicklungspotential. Seitens des<br />
Softwareherstellers wird hieran jedoch mit Nachdruck gearbeitet.<br />
Abb1: Schematische Darstellung eines FSI-Problems mit bidirektionaler<br />
Kopplung<br />
Über eine Kopplungsschnittstelle zu Abaqus/Standard bzw.<br />
Abaqus/Explizit, den beiden strukturmechanischen Lösern, lassen<br />
sich mit Abaqus/CFD bereits heute komplexe FSI-Probleme berechnen.<br />
Dieser als <strong>Co</strong>-Simulation bezeichnete partitionierte Ansatz<br />
besitzt für uns den entscheidenden Vorteil, dass er sich nahtlos in<br />
den vorhandenen „Workflow“ von <strong>FFD</strong>/CAE integrieren lässt. So<br />
können beispielsweise unsere eigenen Materialmodelle zur mechanischen<br />
Beschreibung der bei <strong>Freudenberg</strong> eingesetzten Elastomere<br />
in vollem Umfang weiter genutzt werden. Weiterhin ist durch die<br />
vorhandene programminterne Koppelungsschnittstelle keine zusätzliche<br />
(kostenplichtige) Kopplungssoftware erforderlich.<br />
Berechnungsbeispiel Motorlager<br />
Im Rahmen einer Machbarkeitsstudie wurde zunächst das in<br />
Abb. 2 dargestellte vereinfachte achsensymmetrische Motorlager<br />
betrachtet. Statt des üblicherweise verwendeten umlaufenden<br />
Ringkanals ist der Fluidraum unter der Tragfeder hier durch eine<br />
Bodenplatte mit zentraler Lochblende abgeschlossen.<br />
Fluid-Struktur-Interaktion FSI 13
Abb. 2: Berechnungsmodell eines vereinfachten Motorlagers<br />
Erweiterte Simulationsmöglichkeiten bei <strong>FFD</strong>-CAE<br />
Simuliert wurde das Verhalten des Motorlagers in einem Frequenzbereich<br />
zwischen 5 und 150 Hz bei einer konstanten Anregungsamplitude<br />
von 1 mm. In Abb. 3 ist für zwei unterschiedliche Frequenzen<br />
die verformte Tragfeder im oberen (OT) und unteren Totpunkt (UT)<br />
sowie der Frequenzgang (dynamische Steifigkeit und Phasenwinkel)<br />
des Motorlagers dargestellt. Die Unterschiede im Verformungsverhalten<br />
der Tragfeder bei 5 und 100 Hz sind bei überhöhter Darstellung<br />
klar erkennbar. Deutlich geht aus der Abbildung das Blähfederverhal-<br />
Abb. 3: Simulationsergebnisse (Verformungen der Tragfeder 5fach überhöht dargestellt)<br />
14 Fluid-Struktur-Interaktion FSI
ten der Tragfeder bei 100 Hz hervor. Der damit verbundene Sprung<br />
in der dynamischen Steifigkeit und der Verlauf des Phasenwinkels<br />
liegen in einem für Motorlager typischen Bereich. Das Ergebnis der<br />
Machbarkeitsstudie zeigt, dass sich die hier beschriebene Vorgehensweise<br />
prinzipiell zur Berechnung von Motorlagern eignet.<br />
Berechnungsbeispiel Elastomermembran<br />
Als weiteres Beispiel einer Fluid-Struktur-Kopplung sei hier eine<br />
wasserdurchströmte Elastomermembran betrachtet. Abb. 4 zeigt<br />
den Übergang von der Ruhelage (links) hin zum ausgelenkten Zustand<br />
(rechts). Farblich dargestellt sind die Geschwindigkeitsvektoren.<br />
Die maximale Strömungsgeschwindigkeit wird im Bereich der<br />
zurückfedernden Lamellen erreicht. Als zusätzlicher Strömungswiderstand<br />
sorgen die Lamellen für einen angepassten Druck-Volumenstrom-Zusammenhang<br />
und beeinflussen auf diese Weise die<br />
Auslenkung der Elastomermembran.<br />
Abb. 4: Durchströmte Elastomermembran. Links Ruhezustand, rechts ausgelenkter Zustand<br />
Zusammenfassend bleibt festzuhalten, dass es mit der beschriebenen<br />
Berechnungsmethode erstmals innerhalb der <strong>FFD</strong>/CAE<br />
möglich ist, auch komplexe Strömungsprobleme mit Fluid-Struktur-<br />
Interaktion zu behandeln. Die hier dargestellten Beispiele stehen<br />
dabei exemplarisch für eine große Vielzahl von technischen Fragestellungen<br />
im <strong>Freudenberg</strong>-Konzern, bei denen der Einsatz von<br />
<strong>Co</strong>-Simulationen zur Berechnung der Fluid-Struktur-Kopplung wertvolle<br />
Erkenntnisse im Entwicklungsprozess liefern kann und damit<br />
zu einer Verkürzung von Entwicklungszeit und -kosten beiträgt.<br />
Ihr Ansprechpartner:<br />
Dr. Patrick Martini<br />
CAE<br />
Tel.: 06201 - 80 70 69<br />
Fax: 06201 - 88 30 84<br />
patrick.martini@<br />
freudenberg.de<br />
Fluid-Struktur-Interaktion FSI 15
Statistische Versuchsmethodik<br />
„Vergleich unterschiedlicher<br />
Optimierungsmethoden“<br />
Als Entwickler stehen wir häufig vor Optimierungsproblemen. Mit<br />
Hilfe von Experimenten versuchen wir einen Prozess hinsichtlich verschiedener<br />
Eigenschaften zu optimieren. Dabei können wir an einigen<br />
Stellschrauben drehen (Faktoren) wie z. B. Druck, Temperatur<br />
oder der Konzentration eines Additivs. Anschließend messen wir die<br />
Eigenschaften des Produkts, das unser Prozess liefert (Zielgrößen).<br />
Das können beispielsweise die Zugfestigkeit eines Vliesstoffes oder<br />
die Härte eines Elastomerbauteils sein. Zur Optimierung der Zielgrößen<br />
können wir dabei auf unterschiedliche Arten und Weisen vorgehen.<br />
In diesem Artikel möchten wir drei gängige Verfahren miteinander<br />
vergleichen:<br />
16 Statistische Versuchsmethodik
1. One Factor at a Time (OFAT) ...<br />
… ist eine weit verbreitete Methode,<br />
bei der nacheinander alle<br />
Faktoren einzeln variiert werden,<br />
während die anderen konstant<br />
gehalten werden (Detaillierte Beschreibung<br />
z. B. „Taschenbuch<br />
Versuchsplanung“ – Kleppmann).<br />
Abb. 1: Versuchsanordnung OFAT Methode<br />
2. Zentral zusammengesetzter Versuchsplan<br />
(Central <strong>Co</strong>mposite Design)<br />
...<br />
…ist ein Versuchsplan, bei dem<br />
alle Faktoren gleichzeitig variiert<br />
werden und anschließend ein<br />
Prozessmodell entwickelt werden<br />
kann, das zur Optimierung genutzt<br />
wird (Detaillierte Beschreibung<br />
z. B. „Taschenbuch Versuchsplanung“<br />
– Kleppmann).<br />
Abb. 2: Versuchsanordnung CCD Methode<br />
Abb. 3: Versuchsanordnung Simplex Methode<br />
3. Downhill-Simplexoptimierung ...<br />
... ist ein Vorgehen, bei dem<br />
ausgehend von einem Simplex<br />
(im zweidimensionalen Raum<br />
entspricht das einem Dreieck)<br />
im Raum der Faktoren durch<br />
Spiegelung des schlechtesten<br />
Versuchspunktes schrittweise versucht<br />
wird, sich dem Optimum<br />
zu nähern (Detaillierte Beschreibung<br />
z. B. http://de.wikipedia.<br />
org/wiki/Downhill-Simplex-Verfahren).<br />
Der in diesem Artikel verwendete Algorithmus kann als Excel Addin<br />
von der Seite http://digilander.libero.it/foxes/SoftwareDownload.htm<br />
als „Optimiz_tool.zip“ runtergeladen werden.<br />
Statistische Versuchsmethodik 17
Um die Effektivität der einzelnen Verfahren<br />
zu bewerten, vergleichen wir<br />
den Aufwand n (d.h. die Anzahl der Experimente),<br />
die Differenz d 1<br />
zwischen berechnetem und<br />
tatsächlichem Optimum<br />
und den Abstand d 2<br />
zwischen berechneter<br />
optimaler Faktorenkombination und tatsächlicher<br />
optimaler Faktorenkombination<br />
anhand dreier unterschiedlicher<br />
praxisrelevanter Szenarien.<br />
Statistische Versuchsmethodik<br />
Abb. 4: Skizze zur Erklärung von d 1<br />
und d 2<br />
Die Szenarien werden mit Hilfe analytischer Funktionen simuliert,<br />
die das „Experiment“ beschreiben. Nur durch eine Simulation lassen<br />
sich die Verfahren objektiv bewerten, da nur in diesem Fall<br />
das tatsächliche Optimum bekannt ist.<br />
Der Einfachheit halber gehen wir von zwei Faktoren und einer<br />
Zielgröße aus. Mehrere Zielgrößen lassen sich gleichzeitig dadurch<br />
optimieren, dass man eine Bewertungsfunktion konstruiert,<br />
die einer Kombination der Zielgrößen einen Wert zuordnet.<br />
Szenario 1 (lokales Optimum)<br />
Abb. 5: Funktion lokales<br />
Optimum<br />
18 Statistische Versuchsmethodik
Szenario 2 (Optimum am Rand)<br />
Abb. 6: Funktion Optimum am Rand<br />
Szenario 3 (Wechselwirkung)<br />
Abb. 7: Funktion Wechselwirkung<br />
Die Suche des Optimums beschränken wir auf einen Bereich von<br />
.<br />
Das OFAT Verfahren und das Simplexverfahren haben einige Freiheitsgrade.<br />
Beim OFAT Verfahren können Anzahl der Stufen pro<br />
Statistische Versuchsmethodik 19
Faktor und die Reihenfolge der Faktoren variiert werden. Beim<br />
Simplexverfahren kann das Startsimplex völlig frei gewählt werden.<br />
In unserem Fall bedeutet das, dass wir drei Punkte frei wählen<br />
können. Um dem Rechnung zu tragen, werden wir das OFAT<br />
Verfahren mit unterschiedlicher Anzahl von Faktorstufen durchführen.<br />
Beim Simplexverfahren starten wir jeweils in der Mitte mit den<br />
Punkten (0|0), (0|0,1) und (0,1|0). Den Simplexalgorithmus betrachten<br />
wir als abgeschlossen, wenn die Differenz zum Optimum<br />
< 0,1 ist. Außerdem betrachten wir die Ergebnisse des Simplexalgorithmus<br />
nach 9 Versuchen (Anzahl Versuche des Versuchsplans)<br />
und nach 18 Versuchen (doppelte Anzahl Versuche des Versuchsplans).<br />
Der zentral zusammengesetzte Versuchsplan hat für zwei<br />
Faktoren neun Versuche.<br />
Die Ergebnisse lassen sich wie folgt tabellarisch darstellen:<br />
Verfahren Szenario Anzahl Stufen Reihenfolge Differenz zw.<br />
Optima d1<br />
Abstand zu<br />
opt. Stelle d2<br />
OFAT 1 3 x1x2 0,10 1,41 5<br />
OFAT 1 3 x2x1 0,10 1,41 5<br />
OFAT 1 5 x1x2 0,10 1,41 9<br />
OFAT 1 5 x2x1 0,10 1,41 9<br />
OFAT 1 9 x1x2 0,01 0,35 17<br />
OFAT 1 9 x2x1 0,01 0,35 17<br />
OFAT 2 3 x1x2 0,00 0,00 5<br />
OFAT 2 3 x2x1 0,00 0,00 5<br />
OFAT 2 5 x1x2 0,00 0,00 9<br />
OFAT 2 5 x2x1 0,00 0,00 9<br />
OFAT 2 9 x1x2 0,00 0,00 17<br />
OFAT 2 9 x2x1 0,00 0,00 17<br />
OFAT 3 3 x1x2 1,50 8,49 5<br />
OFAT 3 3 x2x1 0,00 0,00 5<br />
OFAT 3 5 x1x2 1,50 8,49 9<br />
OFAT 3 5 x2x1 0,00 0,00 9<br />
OFAT 3 9 x1x2 1,50 8,49 17<br />
OFAT 3 9 x2x1 0,00 0,00 17<br />
Simplex 1 0,09 0,87 23<br />
Simplex 2 0,02 0,10 51<br />
Simplex 3 0,00 0,00 40<br />
Simplex 1 0,25 1,37 9<br />
Simplex 2 0,82 4,20 9<br />
Simplex 3 2,29 4,14 9<br />
Simplex 1 0,19 1,18 18<br />
Simplex 2 0,78 3,98 18<br />
Simplex 3 2,09 3,50 18<br />
CCD 1 5 0,01 0,20 9<br />
CCD 2 5 0,00 0,00 9<br />
CCD 3 5 0,00 0,00 9<br />
Anzahl<br />
Versuche n<br />
Zum besseren Verständnis: Die in der Tabelle rot gekennzeichneten<br />
Simplexversuche werden in den beiden folgenden Graphen<br />
als rote Quadrate dargestellt. Im linken Graph ist die Spalte d 1<br />
dargestellt über der Spalte „Anzahl Versuche n“, im rechten Graph<br />
analog die Spalte d 2<br />
über der „Anzahl der Versuche n“.<br />
Szenario 1 (lokales Optimum)<br />
Es zeigt sich deutlich, dass die CCD Methode mit vergleichsweise<br />
geringem Aufwand die besten Ergebnisse liefert. OFAT funktioniert<br />
in diesem Szenario, benötigt für vergleichbare Ergebnisse aber<br />
etwa doppelt so viele Versuche. Noch höher ist der Aufwand mit<br />
der Simplex Methode.<br />
20 Statistische Versuchsmethodik
Abb. 8: Vergleich der Optimierungsmethoden bzgl. Szenario 1 (lokales Optimum)<br />
Szenario 2 (Optimum am Rand)<br />
Abb. 9: Vergleich der Optimierungsmethoden bzgl. Szenario 3 (Wechselwirkung)<br />
Mit der OFAT Methode werden mit dem geringsten Aufwand die besten<br />
Ergebnisse erzielt. Dies ist der Grund dafür, dass die OFAT Methode<br />
sehr beliebt ist. Die CCD Methode liefert mit vergleichsweise<br />
geringem Aufwand ebenfalls sehr gute Ergebnisse. Mit dem Simplex<br />
Verfahren benötigt man etwa fünfmal mehr Versuche, um zu einem<br />
vergleichbar guten Ergebnis zu gelangen als mit der CCD Methode.<br />
Szenario 3 (Wechselwirkung)<br />
Abb. 10: Vergleich der Optimierungsmethoden bzgl. Szenario 3 (Wechselwirkung)<br />
Beim Vorhandensein einer Wechselwirkung kann die OFAT Methode<br />
scheitern. Hier hängt das Finden des Optimums von der Reihenfolge,<br />
in der die Faktoren variiert werden ab. Auch in diesem Fall<br />
benötigt die Simplexmethode ein Vielfaches an Versuchen gegenüber<br />
der CCD Methode, um eine gute Einstellung der Faktoren zu finden.<br />
Insgesamt zeigt sich, dass sich sowohl mit dem CCD- als auch mit<br />
dem Simplexverfahren zuverlässig die Optima finden lassen. Das<br />
Simplexverfahren benötigt dabei ein Vielfaches an Versuchen gegenüber<br />
dem CCD Verfahren. Das OFAT Verfahren scheidet für die Praxis<br />
aus, wenn Wechselwirkungen nicht ausgeschlossen werden können.<br />
Statistische Versuchsmethodik 21
Das Simplexverfahren hat gegenüber den anderen beiden Verfahren<br />
den Vorteil, dass der Versuchsraum nicht a priori beschränkt<br />
werden muss. Das CCD Verfahren hat den Vorteil, dass nach der<br />
Realsierung der Versuche ein Modell generiert werden kann, welches<br />
ein wirkliches Prozessverständnis liefert. Mit diesem Prozessverständnis<br />
können auch andere Fragestellungen als die bloße<br />
Optimierung beantwortet werden.<br />
Beim folgenden Aufwandsvergleich wurde für OFAT eine Variation<br />
auf 5 Stufen angenommen und beim Simplexverfahren der mittlere<br />
Aufwand aus den drei in diesem Artikel durchgeführten Szenarien<br />
als Grundlage genommen.<br />
Statistische Versuchsmethodik<br />
Bei steigenden Faktorenzahlen ist damit zu<br />
rechnen, dass das Simplexverfahren linear<br />
im Aufwand steigt, da lediglich der Aufwand<br />
für das Startsimplex (n+1 Versuche) steigt.<br />
Ab etwa 7 Faktoren dürfte das Simplexverfahren<br />
mit weniger Aufwand verbunden sein<br />
als das CCD Verfahren. Auch die OFAT-Methode<br />
steigt nur linear im Aufwand mit steigender<br />
Anzahl Versuche, was ein weiterer<br />
Grund für die Beliebtheit der Methode ist. Allerdings<br />
steigt natürlich mit wachsender Zahl<br />
Abb.11: Aufwandsvergleich der Optimierungsmethoden<br />
von Faktoren auch die Wahrscheinlichkeit für<br />
das Auftreten von Wechselwirkungen, so dass die OFAT-Methode<br />
keine befriedigenden Ergebnisse mehr liefern kann.<br />
Auf den Punkt gebracht:<br />
Können Wechselwirkungen nicht ausgeschlossen werden, dann<br />
ist OFAT nicht zielführend<br />
Wenn die Anzahl der Faktoren < 7 und sinnvolle Grenzen bekannt<br />
sind, dann ist ein Statistischer Versuchsplan die beste Wahl<br />
Simplex ist sinnvoll, wenn die Faktoren nicht eingegrenzt werden<br />
können<br />
Gerne stehen wir Ihnen bei Ihren Optimierungsaufgaben beratend<br />
zur Seite, um mit Ihnen das für Ihren Fall geeignetste Optimierungsverfahren<br />
auszuwählen.<br />
Ihr Ansprechpartner:<br />
Karsten May<br />
Angewandte Physik<br />
Tel: 06201 - 80 34 39<br />
Fax: 06201 - 88 30 63<br />
karsten.may@freudenberg.de<br />
22 Statistische Versuchsmethodik
MULLINS oder PAYNE?<br />
Zwei „starke“ Effekte<br />
der Gummielastizität<br />
In der Kautschukfachwelt werden oft die Begriffe Mullins und<br />
Payne Effekt verwendet. Nicht immer sind für den Anwender die<br />
Effekte klar, die sich dahinter verstecken. Im folgenden Artikel versuchen<br />
wir Unterschiede und Gemeinsamkeiten und ihre Wirkung<br />
auf die Eigenschaften unserer Vulkanisate darzustellen.<br />
Sowohl der MULLINS- als auch der PAYNE-Effekt beschreiben<br />
Phänomene, die Veränderungen in den Eigenschaften eines Elastomerbauteils<br />
in Abhängigkeit von der aufgebrachten Beanspruchung<br />
zur Folge haben. Führt man mit einer Gummiprobe einen<br />
Zugversuch durch, so zeigt das Material bei hohen Dehnungen<br />
und hohen Füllungsgraden eine zunehmende Nichtlinearität.<br />
Wird ein Bauteil mehrfach bis zu hohen Dehnungen belastet, so<br />
liegen alle nachfolgenden Spannungs-Dehnungs-Kurven deutlich<br />
unterhalb der ersten Kurve. Wiederholt man die Be- und Entlastungszyklen<br />
mit jeweils ansteigender Dehnung, so mündet die Belastungskurve<br />
nach Überschreiten der Dehnung des vorangegangenen<br />
Belastungszyklus in den Kurvenverlauf der Erstdehnung ein.<br />
Dieser Effekt der Spannungserweichung wird als MULLINS-Effekt<br />
bezeichnet. Die Steigung der „erweichten“ Spannungs-Dehnungs-<br />
Kurven ist bei kleinen Dehnungen zunächst kleiner, dann aber<br />
größer als die Steigung der „jungfräulichen“ Kurve. Die Steifigkeit<br />
MULLINS oder PAYNE? 23
eines Körpers ist durch die Sekantensteifigkeit DF/Ds zwischen<br />
zwei Messpunkten gegeben. Daher ergibt sich je nachdem, ob<br />
man im steilen oder flachen Bereich der „erweichten“ Spannungs-<br />
Dehnungs-Kurve misst, eine höhere oder niedrigere Steifigkeit<br />
gegenüber der „jungfräulichen“ Kurve (Mullins Paradoxon). Ursachen<br />
für den MULLINS-Effekt sind reversible als auch irreversible<br />
Veränderungen in der Polymer-Füllstoff-Matrix und der Vernetzungsstruktur,<br />
die durch die eingebrachte Last induziert werden:<br />
MULLINS oder PAYNE?<br />
<br />
Reißen von kurzen Netzbögen (irreversibel)<br />
Brechen mechanisch instabiler Vernetzungsstellen (irreversibel)<br />
Verschiebung von Knotenpunkten des Netzwerkes durch kurze,<br />
stark gespannte Netzbögen, die nicht reißen<br />
Gleiten von Verhakungen entlang der Kettenenden bzw.<br />
zwischen Vernetzungsstellen<br />
Diffusion von adsorbierten Polymermolekülen entlang der<br />
Rußoberfläche<br />
Desorption adsorbierter Kettenabschnitte von der Füllstoffoberfläche<br />
und Readsorption im spannungsarmen Zustand<br />
Zusammenbruch lokal vorhandener Agglomerate,<br />
Verschiebung oder Orientierung von Füllstoffpartikeln in Verstreckrichtung<br />
Abb. 1: Prinzip-Diagramm bei ausgeprägtem Mullins-Effekt; die gestrichelte<br />
Linie stellt einen gedachten Zugversuch mit jungfräulichem Material dar<br />
24 MULLINS oder PAYNE?
Der MULLINS-Effekt tritt bei hochgefüllten Vulkanisaten und bei<br />
Kautschuken mit Dehnungskristallisation auf. Die Kristallite verhalten<br />
sich hier wie Füllstoffpartikel (Selbstverstärkung). Die reversiblen<br />
Konformationsänderungen des Netzwerkes ermöglichen eine<br />
Erholung vom spannungserweichten Zustand, der jedoch nur sehr<br />
langsam erfolgt.<br />
Bei den Bauteilprüfungen muss daher unbedingt darauf geachtet<br />
werden, dass zur Ermittlung der Federsteifigkeit in der Prüfvorschrift<br />
mehrere Vorbelastungszyklen definiert werden. Damit reproduzierbare<br />
Ergebnisse erhalten werden, muss die Vorgeschichte<br />
der Proben vor der eigentlichen Messung definiert und gleich<br />
sein. Ein weiteres Problem sind die zu messenden kleinen Wege<br />
bei gleichzeitig hohen Kräften bei der Kennlinienaufnahme von<br />
Buchsen. Hier geht die Steifigkeit des Messaufnehmers mit in die<br />
Messung ein. Die Nachgiebigkeiten addieren sich und müssen<br />
rausgerechnet werden. Besser ist die direkte Messung des Weges<br />
durch z. B. optische Wegmesser.<br />
Während der MULLINS-Effekt bei statischen Prüfungen mit hohen<br />
Verformungsamplituden auftritt, zeigen sich bei dynamischen Prüfungen<br />
mit kleinen Verformungen Füllstoffeffekte, die von PAYNE<br />
untersucht wurden.<br />
Abb. 2: Beide Abbildungen zeigen den Mullinseffekt, konzentrationsabhängig für Füllstoffe in einer EPDM-Mischung. Deutlich Zeigt sich der unterschied<br />
zwischen einem hochverstärkenden Füllstoff (N121) und einem „toten Hund“ (Kreide)<br />
Die Steifigkeit bzw. der Modul fällt bei einem dynamischen Experiment<br />
mit zunehmender Amplitude sehr stark ab. Der PAYNE-Effekt ist<br />
definiert als Differenz des komplexen Moduls bei kleinen und großen<br />
Deformationsamplituden. Mit sinkendem Füllungsgrad des Elastomers<br />
verschwindet dieser Amplitudeneffekt, um bei ungefüllten Materialien<br />
wieder in lineares Verhalten überzugehen. Beim PAYNE-Effekt handelt<br />
es sich also auch um eine materialbedingte Nichtlinearität. Nach<br />
PAYNE setzt sich der gesamte Verformungswiderstand bei dynamischer<br />
Beanspruchung aus vier Einflüssen zusammen:<br />
MULLINS oder PAYNE? 25
Modul des (ungefüllten) Kautschuknetzwerkes: amplitudenunabhängiger<br />
Beitrag der vernetzten Gummimatrix zur Steifigkeit<br />
hydrodynamischer Effekt der Füllstoffteilchen: die inelastischen<br />
Füllstoffteilchen nehmen nicht an der Dehnung teil und bewirken<br />
eine höhere intrinsische Polymerdehnung als die aufgebrachte<br />
makroskopische Dehnung. Dieser Effekt ist abhängig vom Volumenfüllgrad<br />
und unabhängig von der Amplitude.<br />
Füllstoff/Matrix-Wechselwirkungen: Teile des Gummis werden<br />
in der Füllstoffstruktur immobilisiert. Diese Immobilisierung trägt<br />
ebenfalls amplitudenunabhängig zur Steifigkeit bei.<br />
MULLINS oder PAYNE?<br />
Füllstoff/Füllstoff-Wechselwirkungen: Aktive Ruße oder Kieselsäuren<br />
können innerhalb der Polymermatrix ein Füllstoff/Füllstoff-<br />
Netzwerk bilden, das kleinen Amplituden einen großen<br />
Widerstand entgegensetzt. Wird die Amplitude zu groß, bricht<br />
dieses Netzwerk zusammen und als Folge nimmt der Modul<br />
drastisch ab. Bei großen Verformungen verschwindet der Beitrag<br />
des Füllstoff/Füllstoff-Netzwerkes zum komplexen Modul praktisch<br />
vollständig. Der Abfall des Moduls ist nicht linear. Diese<br />
Nichtlinearität ist begründet durch Hystereseverluste, die beim<br />
Abbau des Füllstoffnetzwerkes auftreten sowie durch die Freisetzung<br />
von im Füllstoffnetzwerk eingeschlossenem Polymer,<br />
das dann wieder an der Dehnung teilnehmen kann.<br />
Beim PAYNE-Effekt lässt sich ähnlich wie beim MULLINS-Effekt eine<br />
dehnungsabhängige Adsorption/Desorption von Kettenabschnitten<br />
des Polymers am Füllstoff diskutieren. Der Verlauf der ersten<br />
PAYNE-Kurve, die an einem jungfräulichen Prüfkörper gemessen<br />
wird, unterscheidet sich von den folgenden Messungen, da das<br />
zerstörte Füllstoffnetzwerk erst nach einiger Zeit wieder aufgebaut<br />
ist. Bei einer Wiederholungsmessung nach nur kurzer Erholungszeit<br />
ist der PAYNE-Effekt im Vergleich zur ersten Messung deutlich<br />
reduziert.<br />
Gemeinsamkeiten zwischen PAYNE- und MULLINS-Effekt sind vergleichbare<br />
Relaxationsmechanismen bei zunehmender mechanischer<br />
Belastung wie z. B. das Aufbrechen von Füllstoff-Agglomeraten<br />
oder Desorption und Readsorption von Kettensegmenten, die<br />
26 MULLINS oder PAYNE?
am Füllstoff adsorbiert sind. Beide Effekte sind von der Dehnungshistorie<br />
abhängig. Die PAYNE-Kurve mündet wie beim MULLINS-<br />
Effekt in die jungfräuliche Kurve, wenn die vorher angelegte maximale<br />
Dehnung überschritten wird.<br />
Im Unterschied zum MULLINS-Effekt, bei dem reversible Füllstoff-Effekte<br />
und irreversible Matrixeffekte auftreten, ist der ausschließlich auf<br />
Füllstoffeffekten beruhende PAYNE-Effekt vollständig reversibel. Die<br />
Reversibilität beim PAYNE-Effekt ist im Gegensatz zum MULLINS-Effekt<br />
mit Energiegewinn verbunden (Füllstoff-Wechselwirkungen). Daher<br />
kann das Füllstoffnetzwerk bei entsprechend niedriger Viskosität<br />
der Polymermatrix relativ schnell wieder aufgebaut werden, je nach<br />
Viskosität und Vorverformung in Zeiträumen von Stunden bis Tagen.<br />
Abb. 3: Prinzipielle Darstellung der Füllstoffverstärkung:Mit zunehmender<br />
Scherungsamplitude nimmt der Payne Effekt ab<br />
Abb. 4: Unterschiedliche stark ausgeprägte Payne Effekte im Gummi<br />
durch unterschiedlich verstärkende Ruße. Bei anschließender Zweitmessung<br />
zeigt sich der Effekt deutlich geringer, das Füllstoffnetzwerk ist geschädigt.<br />
Weitere Unterschiede zwischen beiden Effekten sind:<br />
Die Art der zugrunde liegenden Prüfung: der MULLINS-Effekt misst<br />
das Erweichen von Gummi bei quasistatischer Belastung mit großen<br />
Spannungs- und Dehnungsamplituden, beim PAYNE-Effekt<br />
wird in dynamischen Messungen ausgehend von kleinen Dehnungsamplituden<br />
der Modulabfall gemessen.<br />
Der MULLINS-Effekt tritt im Gegensatz zum PAYNE-Effekt auch bei<br />
ungefüllten Systemen auf, allerdings weniger stark ausgeprägt<br />
als bei füllstoffhaltigen Systemen. Polymere, die zur Dehnungskristallisation<br />
neigen, zeigen einen ausgeprägten MULLINS-Effekt,<br />
da die Kristallite sich hier ähnlich wie Füllstoffpartikel verhalten.<br />
MULLINS oder PAYNE? 27
Bei Bauteilprüfungen ist unbedingt darauf zu achten, dass die Bauteile<br />
die gleiche Vorgeschichte haben (mechanische Vorbelastung,<br />
identische Lagerzeiten und Lagerbedingungen, vor allem Lagertemperatur).<br />
Das Bauteil kann einmal oder mehrfach mit großen Verformungsamplituden<br />
beansprucht werden, um einen definierten Zustand<br />
einzustellen. Unterschiedliche Vordehnungen lassen keine reproduzierbaren<br />
Messungen zu. Insbesondere wenn der PAYNE-Effekt mehrfach<br />
direkt hintereinander gemessen wird, unterscheiden sich die ersten<br />
beiden Messungen (der PAYNE-Effekt ist bei der ersten Messung<br />
größer als bei der folgenden), während weitere Folgemessungen sich<br />
kaum noch unterscheiden (sofern die Lagerung zwischen den Messungen<br />
gleich bleibt). Zur Gewährleistung der Reproduzierbarkeit ist<br />
auf eine gleichmäßige Dispersion der Füllstoffpartikel in der Gummimischung<br />
zu achten, da sonst die füllstoffabhängigen Beiträge zu<br />
MULLINS oder PAYNE?<br />
den Steifigkeiten, bei Bauteilen, die aus der selben Mischung hergestellt<br />
wurden, unterschiedlich ausfallen können. Die Reproduzierbarkeit<br />
der Messung des PAYNE-Effekts kann durch eine höhere Zahl von<br />
Messzyklen verbessert werden. Ebenso liefern Messungen in reiner<br />
Scherung exaktere und damit auch reproduzierbarere Messergebnisse<br />
als Zug-Dehnungs-Messungen (bei Zug-Dehnung kommt es zu<br />
tonnenförmigen, ungeregelten Ausbauchungen der Probekörper, die<br />
in reiner Scherung nicht auftreten).<br />
Ihr Ansprechpartner:<br />
Rainer Kreiselmaier<br />
Physikalische Prüfungen<br />
Tel: 06201 - 80 46 45<br />
Fax: 06201 - 88 51 91<br />
rainer.kreiselmaier@<br />
freudenberg.de<br />
28 MULLINS oder PAYNE?
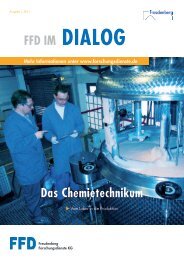
Chemietechnikum - Partner für Entwicklung, Upscaling und<br />
Produktion<br />
Das Chemietechnikum stellt sich in seiner Hauptaufgabe der Herausforderung,<br />
Entwicklungen vom Labor in die Produktionsreife<br />
zu führen.<br />
Themen zum Upscaling kommen hierbei sowohl von den <strong>FFD</strong>-Entwicklungsabteilungen<br />
als Ergebnis erfolgreicher Projektarbeit mit<br />
den Geschäftsbereichen <strong>Freudenberg</strong>s, mit externen Kunden oder<br />
aber direkt als Lohnfertigungsanfrage.<br />
Chemietechnikum<br />
Produktion<br />
Mit unserem umfangreichen Maschinenangebot<br />
vom Kleinmaßstab weniger kg bis zu Produktionsgrößen<br />
von bis zu einer Tonne sind wir<br />
in der Lage, Bedarfsmengen bereit zu stellen,<br />
welche Großanbieter am Markt strukturell häufig<br />
nicht anbieten können.<br />
Wir sehen unsere Stärken in der Herstellung von<br />
Wässrigen Mikroemulsionen<br />
Dispersionen aller Art<br />
Lösungsmittelhaltigen Zubereitungen<br />
Chemietechnikum 29
Anwendungsbeispiele<br />
Fadengleitmittel, Textilbindemittel, Haftmittel, Trennmittel, funktionale<br />
Textilimprägnierungen und Beschichtungsmittel, Montagehilfsmittel<br />
für Gummiteile wie Dichtungen oder Elastomerlager im<br />
Maschinenbau. Vormischung verschiedener Rohstoffe zum Masterbatch<br />
(Flüssigkeiten, Pulver, Granulat).<br />
Nutzen für den Kunden<br />
Individuelle Produktformulierungen können in der gewünschten Bedarfsmenge<br />
hergestellt werden.<br />
Wahrung des Firmen Know-hows<br />
Entwicklungsunterstützung bei chemischen und technischen Aufgabenstellungen.<br />
Entlastung bei Mischvorgängen mit brennbaren Stoffen.<br />
Chemietechnikum<br />
Erweiterte Dienstleistungen<br />
Vermahlung von Kunststoffen<br />
Das Chemietechnikum ist Ansprechpartner für die Vermahlungen<br />
von Harzen, Kunststoffen und Elastomeren aller Art im Labormaßstab.<br />
Erstellung, Aktualisierung oder Umschreibung von Sicherheitsdatenblättern<br />
nach CLP<br />
Geschulte Mitarbeiter erstellen Sicherheitsdatenblätter nach der<br />
neuen CLP-Verordnung („Classification, Labelling and Packaging“,<br />
(EG) Nr. 1272/2008) die am 20. Januar 2009 in den EU-Staaten<br />
in Kraft getreten ist, in 15 verschieden Sprachen. Dies betrifft die<br />
Neuerstellung von Sicherheitsdatenblättern auf Basis vorgelegter<br />
Rezepte, wie auch das Umgestalten von Sicherheitsdatenblättern<br />
mit eigenen Firmenlogos. Fehlende Stoffdaten für die Erstellung<br />
werden recherchiert. Damit ist sichergestellt, dass Einstufungen<br />
von Stoffgemischen auf dem aktuellen Stand des Gesetzgebers<br />
sind.<br />
Nutzen für den Kunden<br />
Vertrauliche Behandlung der Produktrezepte bei der Erstellung der<br />
Sicherheitsdatenblätter. Kontinuierliche Überwachung des Legal<br />
Status in Bezug auf Einstufung und internationales Transportrecht.<br />
Ihre Ansprechpartner:<br />
Achim Gruber<br />
Chemietechnikum<br />
Tel: 06201 - 80 44 64<br />
Fax: 06201 - 88 35 05<br />
achim.gruber@freudenberg.de<br />
David Peter<br />
Chemietechnikum<br />
Tel: 06201 - 80 68 19<br />
Fax: 06201 - 88 35 05<br />
david.peter@freudenberg.de<br />
30 Chemietechnikum
Warum Autoreifen haften – und warum Gummidichtungen<br />
gleiten können<br />
Abb. 1: EU-Label für Autoreifen<br />
Seit November 2012 gilt in der<br />
EU eine Kennzeichnungspflicht<br />
für alle Autoreifen, die nach dem<br />
30. Juni 2012 produziert wurden.<br />
Ähnlich wie bei Kühlschränken<br />
oder Waschmaschinen<br />
müssen jetzt der Rollwiderstand,<br />
die Nasshaftung und das Rollgeräusch<br />
der Reifen in einem Label<br />
ausgewiesen werden (Abb. 1).<br />
Dr. Michael Ballhorn<br />
Senior Scientist: Haften und<br />
Trennen<br />
Tel.: 06201 - 80 35 00<br />
Fax: 06201 - 88 35 00<br />
michael.ballhorn@<br />
freudenberg.de<br />
Neues von den Senior Scientists<br />
Das Kriterium Rollwiderstand informiert über den Einfluss des Reifens<br />
auf den Kraftstoffverbrauch. Reifen der Klasse A können den<br />
Verbrauch gegenüber Klasse G bis 7,5 Prozent senken. Das macht<br />
bei einem Verbrauch von 7,5 Liter auf 100 Kilometer immerhin<br />
einen halben Liter aus.<br />
Die Nasshaftung sagt etwas über die Fahrsicherheit aus: sie bewertet<br />
den Bremsweg, den ein Reifen auf nasser Fahrbahn bis<br />
zum Stillstand benötigt. Die Bremswegdifferenz zwischen einem<br />
Reifen der Klasse A und einem Reifen der Klasse F beträgt etwa<br />
18 Meter.<br />
Abb. 2: Prüfstand zur Bestimmung<br />
der Reibung von Reifen<br />
Das Rollgeräusch gibt die Lautstärke beim Vorbeifahren an. Durch<br />
dieses Label soll in der EU der Spritverbrauch und der Verkehrslärm<br />
gesenkt werden [1].<br />
Kann der Käufer jetzt also einfach einen Reifen aussuchen, der in allen<br />
drei Kategorien top ist?<br />
Leider nein: Nicht nur in der Formel 1 entpuppen sich die Reifen<br />
als die große Unbekannte. Haftung, Kraftstoffverbrauch und Rollgeräusch<br />
werden durch die Lauffläche eines Reifens beeinflusst.<br />
Die Lauffläche besteht aus Gummi und Gummi ist bekanntlich ein<br />
Material mit komplexen Eigenschaften. Wie gut ein Autoreifen auf<br />
der Straßendecke haftet, hängt von unterschiedlichen Faktoren<br />
ab. Diese Faktoren wirken zudem in verschiedenen Größenordnungen:<br />
von der molekularen Ebene bis hin zur Verformung des<br />
gesamten Reifens. Das macht eine Berechnung oder eine Vorhersage<br />
bisher nicht möglich.<br />
Neues von den Senior Scientists 31
Wissenschaftler des Forschungszentrums Jülich haben die Reibung<br />
von Gummireifen auf Straßenasphalt untersucht. Die Messergebnisse<br />
legen nahe, dass je nach Geschwindigkeit unterschiedliche<br />
Aspekte für die Reifenhaftung eine Rolle spielen. [Literatur 2]<br />
Unterhalb einer Geschwindigkeit von einem Zentimeter pro Sekunde<br />
(0,0036 km/h) wird die Reifenhaftung anscheinend vorrangig<br />
durch die sogenannte wahre Kontaktfläche bestimmt (Abb. 3).<br />
Die wahre Kontaktfläche zwischen Reifen und Asphalt ist deutlich<br />
niedriger als die geometrisch abgedeckte Fläche – typischerweise<br />
liegt sie bei nur etwa 1 Prozent. Der raue Asphalt weist über<br />
verschiedene Größenordnungen hinweg kleine Erhöhungen und<br />
Spitzen auf, auf denen der Reifen aufliegt. Erst auf der kleinsten,<br />
mikroskopischen Ebene kommt es zum direkten, physikalischen<br />
Abb. 3: Kontaktfläche in mehrfacher<br />
Vergrößerung<br />
Neues von den Senior Scientists<br />
Kontakt. Die Jülicher Forscher gehen davon aus, dass sich an den<br />
Berührungsstellen eine Art Schmierfilm ausbildet. Diese Zwischenschicht<br />
bestimmt maßgeblich die Gummireibung bei niedrigen Geschwindigkeiten.<br />
Bei schnelleren und damit für Autofahrer relevanten Geschwindigkeiten<br />
ist offensichtlich eher eine Materialeigenschaft des Gummis<br />
ausschlaggebend: die Viskoelastizität (Materialdämpfung).<br />
Beim Gleiten über die raue Straßendecke ist der Reifen durch die<br />
kleinen Unebenheiten und Erhöhungen des Asphalts Stößen ausgesetzt.<br />
Diese führen dazu, dass der Reifen nachgibt und sich<br />
eindellt, wodurch sich die Moleküle im Gummi gegeneinander bewegen<br />
und den Stoß abdämpfen. Dadurch nimmt die Lauffläche<br />
des Reifens kurzzeitig Energie auf, was die Reibung und damit<br />
auch die Bodenhaftung erhöhen soll.<br />
Solche Messungen sind natürlich auch für Gummidichtungen ganz<br />
allgemein interessant und damit für viele andere Anwendungsfelder:<br />
beispielsweise für die Entwicklung von Scheibenwischern<br />
oder fein dosierbaren Spritzen mit speziellen, reibungsarmen<br />
Gummidichtungen.<br />
Daher verfügen auch die <strong>FFD</strong> über eine selbstgebaute Apparatur<br />
zur Reibungsmessung speziell für Gummidichtungen (Abb. 4).<br />
Alle Laborprüfmethoden zur Beurteilung des Reibungsverhaltens<br />
im Zusammenspiel der Reibpartner Gummibauteil – Gegenlaufstelle<br />
– und möglicherweise auch Schmiermedium erfolgen nach dem<br />
32 Neues von den Senior Scientists
gleichen Prinzip:<br />
in einer standardisierten<br />
Apparatur<br />
wird ein Prüfkörper<br />
mit vorgegebener<br />
Normalkraft<br />
F N<br />
gegen eine<br />
Platte mit definierter<br />
Oberflächenrauheit<br />
gepresst<br />
und mit einer variabel<br />
einstellbaren<br />
Geschwindigkeit<br />
Abb. 4: Prüfstand zur Bestimmung der Reibung von Gummidichtungen<br />
v bewegt. Dabei<br />
orientieren sich<br />
die Beanspruchungsparameter an den gegebenen praktischen<br />
Einsatzbedingungen der Bauteile. Die Bewegung kann oszillierend<br />
sein oder gleichförmig in eine Richtung erfolgen, die Untersuchung<br />
kann im geschmierten Zustand durchgeführt werden<br />
aber auch als Trockenreibungsexperiment. Aus der zur Durchführung<br />
der Bewegung notwendigen Reibungskraft F R<br />
lässt sich der<br />
Reibungskoeffizient µ = F R<br />
/F N<br />
berechnen. Der zeitliche Verlauf<br />
von µ unter konstanten Beanspruchungsbedingungen ist beispielsweise<br />
gut geeignet, die Abriebfestigkeit von modifizierten Elastomeroberflächen<br />
vergleichend zu bewerten.<br />
Diese Laborprüfungen können eine Bauteilprüfung im endgültigen<br />
Einbauzustand in der Regel jedoch nicht ersetzen. Wegen der<br />
Komplexität des tribologischen Systems Elastomerbauteil – Gegenlaufstelle<br />
– Schmiermedium gibt es in der Regel nicht „die“<br />
Lösung des Reibungsproblems. Es gilt, in enger Zusammenarbeit<br />
der Fachabteilungen des Elastomerherstellers und des Kunden für<br />
den jeweiligen Anwendungsfall maßgeschneiderte Lösungen zu<br />
entwickeln und diese sorgfältig und möglichst praxisnah zu testen.<br />
Im Übrigen wird die Qualität eines Reifens neben den drei Kriterien<br />
des neuen EU-Labels noch durch zahlreiche weitere Kriterien<br />
bestimmt. Diese Kriterien werden in unabhängigen Reifentests (z.<br />
B. Automobilclubs, Stiftung Warentest oder den Autozeitschriften)<br />
berücksichtigt. Der Präsident des Deutschen Verkehrssicherheitsrats<br />
Dr. Walter Eichendorf empfiehlt: „Besser den Reifen mit dem kürzeren<br />
Bremsweg wählen und Kraftstoff durch vorausschauendes<br />
Fahren, regelmäßige Luftdruckprüfungen und frühes Hochschalten<br />
einsparen.“<br />
Quellenangabe:<br />
[Literatur 1]: DVR – Deutscher Verkehrssicherheitsrat; Die Welt – 19.04.2013<br />
[Literatur 2]: Mitteilung Forschungszentrum Jülich – 16.04.2013<br />
Abb. 1: focus.de<br />
Abb. 2: Forschungszentrum Jülich<br />
Abb. 3: automotive-technology.de<br />
Abb. 4: <strong>Freudenberg</strong> <strong>Forschungsdienste</strong><br />
Neues von den Senior Scientists 33
Vorsicht Erfindung (R. Teichgräber)<br />
34 Rubrik: Vorsicht Erfindung
Gewinner des Preisrätsels aus Dialog 4/2012<br />
Was ist es und wer war es?<br />
Bei der gesuchten Person haneldt es sich um Dr. Clara Immerwahr.<br />
Sie wurde 1901 die Frau von Prof. Dr. Fritz Haber.<br />
1. Preis ein Gutschein für ein Essen im Restaurant Ihrer Wahl im Wert<br />
von 150,- Euro<br />
Dr. Thomas Kromminga<br />
Rhein Chemie Rheinau GmbH<br />
Gewinner des Preisrätsels aus Dialog 4/2012<br />
2-5. Preis je 1 Flasche Spätburgunder<br />
Ralf Heldmann<br />
<strong>Freudenberg</strong> Spezialdichtungsprodukte GmbH & <strong>Co</strong>. <strong>KG</strong><br />
Claudia Steidle<br />
Metabowerke GmbH<br />
Dr. Michael Frank<br />
Siemens AG<br />
Uwe Dingert<br />
<strong>Freudenberg</strong> Haushaltsprodukte <strong>SE</strong> & <strong>Co</strong>. <strong>KG</strong><br />
Gewinner des Preisrätsels aus Dialog 4/2012 35
Schadensanalyse an Kunststoffbauteilen<br />
Seminarleitung: Dr. Thomas Brümmer, <strong>FFD</strong> / Dr.-Ing. habil. Sonja<br />
Pongratz, VW<br />
Ort: <strong>FFD</strong>,<br />
Höhnerweg 2–4,<br />
69465 Weinheim<br />
Gebühr: Euro 1.350,–<br />
zuzügl. MwSt.<br />
Termin: 08./09.10.2013<br />
Das Seminar richtet sich an Ingenieure und Techniker, die ein<br />
grundlegendes Verständnis der Schadensmechanismen bei Kunststoffbauteilen<br />
erwerben und Methoden für eine systematische Ursachenanalyse<br />
kennen lernen möchten. Im Rahmen des Seminars<br />
werden mögliche Ursachen für Schäden an Formteilen und die<br />
bei Schadensanalysen eingesetzten Untersuchungsmethoden vorgestellt.<br />
Die systematische Bearbeitung von Schadensfällen wird<br />
anhand eines Leitfadens aufgezeigt.<br />
Anmeldungen bitte an:<br />
Frau S. Heinzelbecker, Tel. 06201 80-5563, Fax 06201 88-3063,<br />
sonja.heinzelbecker@freudenberg.de<br />
Seminare der <strong>Freudenberg</strong> <strong>Forschungsdienste</strong><br />
Seminarreihe „Elastomerverarbeitung bei <strong>Freudenberg</strong>“<br />
Seminarleitung: Dr.-Ing. Andreas Kammann<br />
Die Seminare wenden sich an technisch oder naturwissenschaftlich<br />
vorgebildete Teilnehmer, insbesondere an neue Mitarbeiter in<br />
Produktion, Entwicklung, Produktmarketing etc. Sie sollen sich mit<br />
Hilfe dieser Seminare schnell und gezielt in das für die meisten<br />
bis dahin unbekannte Gebiet der Elastomere einarbeiten können.<br />
Ort: FST-Academy<br />
Bau 75<br />
Gebühr: Euro 690,–<br />
Termin: 08./09.10.2013<br />
Ort: FST-Academy<br />
Bau 141<br />
Gebühr: Euro 690,–<br />
Termin: 22./23.10.2013<br />
Modul 1: Werkstoffe 1<br />
Grundlagen der Kunststoffchemie; Was ist „Gummi“?; Alterungsschutz<br />
& Füllstoffe; Weichmacher & Verarbeitungshilfen; General<br />
Purpose Rubber; Hochleistungskautschuke & Spezialitäten; Vulkanisation;<br />
Werkstoffauswahl an einem Beispiel.<br />
In Kooperation mit der FST-Academy.<br />
Modul 2: Werkstoffe 2<br />
Dynamisch-mechanisches Verhalten von Kunststoffen; Haftung von<br />
Gummi; praktische Vorführung; Cabot Analyse zur Bestimmung<br />
der Füllstoffverteilung; Oberflächenmodifizierung & Tribologie;<br />
Flüssig-Silikonkautschuk (LSR); Chancen & Risiken der Nanotechnik;<br />
Technische Thermoplaste als Metallersatz; Polyurethane; Thermoplastische<br />
Elastomere (TPE); Rheologie von Elastomeren.<br />
In Kooperation mit der FST-Academy.<br />
36 Seminare
Ort: FST-Academy<br />
Bau 141<br />
Gebühr: Euro 690,–<br />
Termin: 05./06.11.2013<br />
Ort: FST-Academy<br />
Bau 141<br />
Gebühr: Euro 690,–<br />
Termin: 19./20.11.2013<br />
Modul 3: Verfahren 1<br />
Technologie des Mischens und Aufbau einer Mischerlinie; Besichtigung<br />
Rohmischwerk; die Prozesskette in der Elastomerverarbeitung;<br />
Vom Rezept zur Mischanweisung; Verfahrenstechnik des<br />
Mischprozesses im Innenmischer; Grundlagen der Vulkanisation;<br />
die Vulkanisationsverfahren; Sonderverfahren; TPE-Verarbeitung;<br />
Rohlingsvorbereitung; Prozessdatenerfassung; Heizzeitrechner.<br />
In Kooperation mit der FST-Academy.<br />
Modul 4: Verfahren 2<br />
Weiterverarbeitung nach dem Mischen im Innenmischer; Alternative<br />
Mischverfahren; Ansätze zur Mischprozessoptimierung; Herstellung<br />
von Kautschuk-Bodenbelägen; Prozessoptimierung in der<br />
Elastomerverarbeitung; Endbearbeitung von Gummi-Formteilen;<br />
Energetische Betrachtung der Verarbeitungsprozesse; Rapid Prototyping;<br />
Typische Verarbeitungsfehler; Statistische Versuchsmethodik,<br />
Betriebsdatenerfassung.<br />
In Kooperation mit der FST-Academy.<br />
Seminare der <strong>Freudenberg</strong> <strong>Forschungsdienste</strong><br />
Ort: <strong>FFD</strong> Bau 32<br />
Gebühr: Euro 690,–<br />
Termine: 03./04.12.2013<br />
Ort: <strong>FFD</strong> Bau 32<br />
Gebühr: Euro 690,–<br />
Termin: 12./13.11.2013<br />
Ort: <strong>FFD</strong> Bau 32<br />
Gebühr: Euro 690,–<br />
Termin: 15./16.10.2013<br />
Modul 5: Produkte<br />
In diesem Seminarmodul werden vorzugsweise von den Entwicklern<br />
der einzelnen Produktbereiche die physikalischen Grund lagen ihrer<br />
Produktgruppen behandelt. Die Teil nehmer erhalten einen breiten<br />
Überblick über die Produktpalette von <strong>Freudenberg</strong> Dichtungs- und<br />
Schwingungstechnik und von TrelleborgVibracoustic.<br />
Modul 6: Werkzeugtechnik & Werkzeugreinigung<br />
Werkzeugstähle, Kaltkanaltechnik, Werkzeugbeschichtungen, Physikalisch-technische<br />
Grundlagen der Werkzeugreinigung, Mikrostrahlen,<br />
Reinigung mit Trockeneis (inkl. praktischer Vorführung),<br />
Reinigung mit Laser (inkl. praktischer Vorführung), Reinigung mit<br />
Ultraschall; Trennmittel für die Elastomerverarbeitung, Grundlagen<br />
der Werkzeugtechnik, Rapid Tooling, Auslegung von Spritzgießwerkzeugen,<br />
Laserstrukturieren.<br />
Modul 7: Prüfmethoden & Analytik<br />
Statische Prüfmethoden, Dynamische Prüfmethoden, Lebensdauerabschätzung,<br />
Beständigkeitsprüfungen, Kalorische Eigenschaften,<br />
Lichtmikroskopie, Rasterelektronenmikroskopie, Elastomeranalytik,<br />
Schadensanalyse.<br />
Seminare 37
Seminare zu anderen Themen<br />
Seminarleitung: Dr.-Ing. Andreas Kammann<br />
Ort: <strong>FFD</strong> Bau 32<br />
Gebühr: Euro 450,–<br />
Termin: 07.10.2013<br />
Ort: <strong>FFD</strong> Bau 32<br />
Gebühr: Euro 950,–<br />
Termin: 14/15.11.2013<br />
Ort: <strong>FFD</strong> Bau 32<br />
Gebühr: Euro 950,–<br />
Termin: 26./27.11.2013<br />
Ort: <strong>FFD</strong> Bau 32<br />
Gebühr: Euro 450,–<br />
Termin: 18.10.2013<br />
Vom Kautschuk zum Gummi – ein Einsteigerseminar<br />
Dieses Seminar beantwortet grundsätzliche Fragen zur Elastomerchemie.<br />
Was ist überhaupt Gummi, was ist Kautschuk? Wie wird<br />
aus Kautschuk Gummi? Wieso kommen in eine Gummimischung<br />
so viele unterschiedliche Komponenten rein? Was passiert eigentlich<br />
während der Formgebung und der Vulkanisation? Warum gibt<br />
es so viele unterschiedliche Kautschuke?<br />
Polyurethane – Materialien & Verarbeitung<br />
Grundlagen der Polymerchemie, Rohstoffe für Polyurethane, Verarbeitungstechniken<br />
(Gießen, R<strong>IM</strong>, Spritzguss, Extrusion, Schäumen,<br />
Imprägnieren, …), mechanische und chemische Eigenschaften,<br />
Analytische Untersuchungen.<br />
Praxisseminar: Einrichtung einer Spritzgießmaschine & Fehlersuche<br />
Das Seminar wendet sich an alle Maschinenbediener, die bereits<br />
erste Erfahrungen in der Elastomerverarbeitung gesammelt haben<br />
und zukünftig durch weitergehendes Prozessverständnis selbstständiger<br />
arbeiten sollen bzw. Einrichteraufgaben übernehmen. Inhalt:<br />
Grundlagen des Elastomerspritzgießens, Praktische Einrichtung einer<br />
Spritzgießmaschine, Fehlererkennung und Abhilfemaßnahmen.<br />
Gewerbliche Schutzrechte – Patente, Marken und Geschmacksmuster<br />
Das Seminar wendet sich an alle, die mit Entwicklung und Vertrieb<br />
von technischen Produkten befasst sind (Chemieingenieure,<br />
Chemiker, Ingenieure, technische Fachkräfte, Materialentwickler,<br />
Einkäufer, Verkäufer und Kaufleute). Inhalt: Patente, Gebrauchsmuster,<br />
Marken, Geschmacksmuster, Schutzbereich eines Patents<br />
oder Gebrauchsmusters, Patentstrategie.<br />
Weitere Informationen<br />
zu unseren Seminarangeboten finden Sie jederzeit unter:<br />
www.forschungsdienste.de<br />
Anmeldungen bitte an:<br />
Frau Simone Horn, Tel. 06201 80-4880, Fax 06201 88-3063,<br />
simone.horn@freudenberg.de<br />
Wir behalten uns vor, Anmeldungen von Wettbewerbern der <strong>Freudenberg</strong><br />
Unternehmensgruppe zurückzuweisen.<br />
38 Seminare
<strong>Freudenberg</strong><br />
<strong>Forschungsdienste</strong><br />
Impressum<br />
Herausgeber: <strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>SE</strong> & <strong>Co</strong>. <strong>KG</strong>,<br />
D-69465 Weinheim<br />
Redaktionsleitung: Martin Gramlich<br />
Redaktion: Dr. Katharina Müller, Ulrike Kast, Sabrina Lemke,<br />
Dr. Friederike von Fragstein<br />
Gestaltung: Ehret Design, www.ehretdesign.de<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>SE</strong> & <strong>Co</strong>. <strong>KG</strong><br />
69465 Weinheim (an der Bergstraße)<br />
Telefon +49(0)6201 80-5123<br />
E-Mail ffd@freudenberg.de<br />
www.forschungsdienste.de<br />
40