Gaserzeugung aus fester Biomasse – Marktfähigkeit heute
Gaserzeugung aus fester Biomasse – Marktfähigkeit heute
Gaserzeugung aus fester Biomasse – Marktfähigkeit heute

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
<strong>Gaserzeugung</strong> <strong>aus</strong> <strong>fester</strong> <strong>Biomasse</strong> <strong>–</strong><br />
<strong>Marktfähigkeit</strong> <strong>heute</strong><br />
Dr. Ute Bauermeister<br />
GNS <strong>–</strong> Gesellschaft für Nachhaltige Stoffnutzung mbH<br />
www.GNS-Halle.de<br />
Weinbergweg 23, 06120 Halle, Tel./Fax: 0345/ 5583-754 /-706<br />
e-mail: GNS-Halle@t-online.de
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Vortragsgliederung<br />
• Zielstellung der <strong>Biomasse</strong>vergasung<br />
• Vergasungstechniken <strong>–</strong> Vor- und Nachteile,<br />
Leistungsbereiche<br />
• Schwierigkeiten beim Anlagenbetrieb kleiner bis<br />
mittlerer Holzgaserzeuger<br />
• Stand der Umsetzung des von GNS entwickelten<br />
Verfahrens<br />
• Technischen Reife und Wirtschaftlichkeit
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Zielstellung der <strong>Biomasse</strong>vergasung<br />
<br />
<br />
<br />
<br />
<br />
Umwandlung der (energetisch hochwertigen) chemischen Energie<br />
der festen <strong>Biomasse</strong> in chemische Energie eines Brenngases mit<br />
hoher Effizienz (Kriterium: Vergasungswirkungsgrad > 70%)<br />
Nutzung des Brenngases zur Erzeugung von Strom mit hoher<br />
energetischer Effizienz (Kriterium: el. Motorwirkungsgrad > 35%)<br />
Dezentrale Energieerzeugung in KWK im kleinen bis mittleren<br />
Leistungsbereich (Markt für kleine bis mittlere Vergaser)<br />
Nutzung des Produktgases zur chemischen Synthese (Erzeugung von<br />
Synthesegas, Methanolsynthese, FT-Synthese zu synthetischem<br />
Kraftstoff => hoher Aufwand, prinzipiell nur in Großanlagen rentabel)<br />
Nutzung des Produktgases zur Erzeugung von Strom durch<br />
Brennstoffzellen (in Entwicklung)
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Stufen der thermochemischen Umwandlung<br />
Aufheizung und<br />
Trocknung<br />
Pyrolyse<br />
(Spaltung)<br />
Oxidation<br />
(partielle)<br />
Reduktion<br />
(Vergasung)<br />
50 <strong>–</strong> 170 °C<br />
170 <strong>–</strong> 600 °C<br />
500 <strong>–</strong> 1.200 °C<br />
700 <strong>–</strong> 900 °C<br />
λ = 0<br />
λ = 0<br />
λ > 0,3…1<br />
λ < 0,4…0<br />
trockene <strong>Biomasse</strong>,<br />
Dampf<br />
Pyrolysekoks,<br />
-gas, -öl (Teere)<br />
C + O 2<br />
= CO 2<br />
C + ½ O 2<br />
= CO<br />
C + CO 2<br />
= 2CO<br />
C + H 2<br />
O = CO + H 2<br />
Autotherme Vergasung: Wärmebereitstellung durch Teiloxidation der<br />
Ausgangsstoffe<br />
Allotherme Vergasung: Wärmebereitstellung durch extern erzeugte<br />
Wärmeträger (z.B. Dampf, vorgeheizte Luft bzw. Bettmaterial)
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Gaszusammensetzung<br />
Hauptbestandteile Einheit Atmosphärische<br />
Vergasung (Luft)<br />
Vergasung mit Dampf<br />
oder Sauerstoff<br />
CO Vol % 9 - 22 13 - 51<br />
H 2<br />
Vol % 6- 20 20 - 55<br />
CH 4<br />
Vol % 1 - 5 1 - 14<br />
C 2+<br />
Vol % 0,5 - 2 1,5 - 7,5<br />
CO 2<br />
Vol % 10 - 19 10 - 30<br />
N 2<br />
Vol % 42 - 60 0 (bzw. Rest)<br />
Heizwert H u<br />
MJ/Nm 3 3,0 - 6,5 10 - 20
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Verunreinigungen im Rohgas<br />
Teere<br />
(100 <strong>–</strong> 2000 mg/Nm³)<br />
insbes. abh. von Verfahrensführung<br />
Halogen-Verbindungen<br />
(Chlorid)<br />
abh. von der <strong>Biomasse</strong><br />
Partikel<br />
(100 <strong>–</strong> 1000 mg/Nm³)<br />
abh. von Brennstoff und Verfahren<br />
N-Verbindungen (NH 3 )<br />
(100 <strong>–</strong> 7000 mg/Nm³)<br />
abh. von der <strong>Biomasse</strong><br />
Alkalien, flüchtige<br />
Schwermetalle<br />
abh. von der <strong>Biomasse</strong><br />
S-Verbindungen (Sulfid,<br />
Sulfat)<br />
abh. von der <strong>Biomasse</strong>
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Anforderungen an die Gasreinigung<br />
• Moderne Motoren stellen hohe Anforderungen an Gasreinheit!<br />
• Die Verschiedenheit der Verunreinigungen erfordern eine<br />
Kombination von Gasreinigungsverfahren!<br />
• Bei der Holzvergasung liegt das Augenmerk auf der Reinigung<br />
von Teeren und Staub.<br />
=> Stand der Technik: Zyklon, wässrige Quenche, RME-bzw. Ölwäsche<br />
(neu), Nass-Elektrofilter, katalytisches Cracken<br />
• Beim Einsatz von <strong>Biomasse</strong>n wie Stroh und Ganzpflanzen<br />
müssen verstärkt anorganische Komponenten wie Ammoniak<br />
entfernt werden.<br />
=> Wasser unzureichend, saure bzw. alkalische Wäsche zu prüfen
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Vergasungstechnik<br />
Festbettvergaser<br />
Wirbelschichtvergaser<br />
Flugstromvergaser<br />
Mehrstufige Vergaser<br />
Gegenstrom (i.d.R. aufsteigend)<br />
Gleichstrom (i.d.R. absteigend)<br />
Mehrzonen-Gleichstrom (i.d.R. absteigend)<br />
Querstrom<br />
Stationäre Wirbelschicht (SWS)<br />
Zirkulierende Wirbelschicht (ZWS)<br />
Druckvergaser<br />
Trennung von Pyrolyse und Vergasung
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
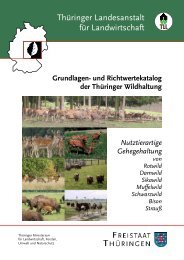
Leistungsbereiche der Vergasungsverfahren<br />
Vergaserleistung<br />
Durchsatz
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Vor- und Nachteile der Vergasungsverfahren<br />
Vorteile<br />
Festbettvergasung-Gleichstrom:<br />
- einfache Bauweise, erprobte Technik<br />
- Eignung für kleinere Anlagen<br />
- gute Brennstoffumsetzung<br />
- teerarmes Rohgas<br />
Beispiel: Wr. Neustadt, 560 kW el<br />
Festbettvergasung-Gegenstrom:<br />
- einfache Bauweise, stabile Fahrweise<br />
- größere Flexibilität bezügl. Brennstoffqual.<br />
- gute Brennstoffumsetzung<br />
- unempfindlicher gegen scale up<br />
Beispiel: HarboØre, 1 MW el<br />
Schwächen<br />
- hohe Anforderungen an<br />
Brennstoffqualität (Stückigkeit, Feuchte)<br />
- Empfindlich gegen scale up (aktuell bis<br />
560 kW elektrische Leistung erfolgreich)<br />
- Störungen im Festbett durch<br />
Brückenbildung<br />
- sehr teerhaltiges Rohgas<br />
- niedrigere Rohgastemperatur mit<br />
Kondensationsneigung<br />
- hoher technischer Aufwand zur<br />
Gasreinigung zur Erzeilung eines<br />
motorfähigen Gases
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Vor- und Nachteile der Vergasungsverfahren<br />
Vorteile<br />
Wirbelschicht (SWS, ZWS):<br />
- guter Gas-Feststoff-Kontakt<br />
- hohe Reaktionsgeschwindigkeit<br />
- gute Brennstoffumsetzung<br />
- kaum Größenlimit<br />
- Eignung für allotherme Dampfvergasung<br />
Beispiel: ZSW Güssing, 2 MW el<br />
Flugstrom:<br />
- einfache Bauweise, stabile Fahrweise<br />
- größere Flexibilität bezügl. Brennstoffqual.<br />
- gute Brennstoffumsetzung<br />
- unempfindlicher gegen scale up<br />
Beispiel: Schwarze Pumpe,<br />
Methanolsynthese<br />
Schwächen<br />
- mittlerer bis hoher Teergehalt im Rohgas<br />
- hoher Partikelgehalt im Rohgas<br />
- Verluste von C mit dem Austrag von<br />
Bettmaterial<br />
- Kleine Brennstoffpartikelgröße<br />
- anlagentechnisch sehr kostenintensiv<br />
- Wirtschaftlichkeit erfordert große Anlagen<br />
- hohe Kosten für Brennstoffaufbereitung<br />
- hohe Reaktionstemperatur bewirken<br />
hohe Energieverluste<br />
- Mindestgröße für Wirtschaftlichkeit 100<br />
MW<br />
- hohe technische Standards und<br />
Sicherheitsanforderungen
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
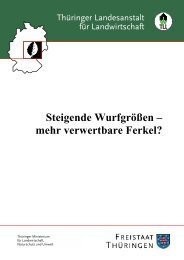
Errichtete Vergasungsanlagen mit<br />
Verstromung des Brenngases (Stand 2003)<br />
von ca. 122 installierten<br />
Anlagen (1975-2003):<br />
durchschnittliche el.<br />
Anlagenleistung:<br />
22<br />
66<br />
34<br />
Gleichstrom<br />
Gegenstrom<br />
392 kW (el)<br />
736 kW (el)<br />
Wirbelschicht<br />
4.494 kW (el)<br />
Deutschland Europa weltweit<br />
Einsatzstoff: überwiegend Holz<br />
Nachweis Anlagenbetrieb: ca. 10% bis zu 1000 h; ca. 10% < 1000 h<br />
Quelle: TU Hamburg-Harburg (2004)
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Situation <strong>heute</strong>?<br />
‣ Hohe Nachfrage nach Holzvergasung mit<br />
Stromerzeugung (100 bis 500 kW el ).<br />
‣ Mehr und neue Anbieter sind dazugekommen und<br />
bieten kommerzielle Lösungen an.<br />
‣ Es liegen aber kaum neue Leistungsnachweise für<br />
Betriebsverfügbarkeiten bereits eingeführter oder<br />
neuer Verfahren vor.<br />
‣ Für eine Umstellung von Holz auf Stroh und andere<br />
<strong>Biomasse</strong>n fehlen abgesicherte Betriebsnachweise.
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Schwierigkeiten im Anlagenbetrieb kleiner<br />
und mittlerer Holzgaserzeuger<br />
‣Ungenügende Brennstoffaufbereitung<br />
=> zu feine oder grobe Stückigkeit, zu hohe Feuchte<br />
‣Ungenügende Rohgasqualität<br />
=> konstruktive Mängel, suboptimale Betriebsweise (hohe Teerproduktion)<br />
‣Ungenügende Gasreinigung<br />
=> Dimensionierung der Gasreinigung (passt nicht zu Rohgasqualität)<br />
=> fehlende Kenntnis zur optimalen Fahrweise<br />
‣Ungelöste Entsorgungsprobleme<br />
=> Abwasser- u. Teer<strong>aus</strong>schleusung und Verwertung, Aschenutzung<br />
‣Technische Störanfälligkeit peripherer Komponenten<br />
=> Schnecken- und Schleusensysteme, Gasführung- und Regelstrecke
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
<strong>Biomasse</strong>vergasung nach dem GNS-Verfahren<br />
1. Umstellung des Prozesses auf eine katalytische Steuerung, wobei der<br />
Katalysator als billiges Verbrauchsmaterial dem Brenngut vor der Aufgabe in<br />
den Reaktor in einem sehr kleinen Anteil zudotiert wurde<br />
2. Durchführung des Verfahrens partiell allotherm, indem ein Teil der<br />
anfallenden Abwärme dem Prozess wieder zugeführt wird<br />
(Brennstofftrocknung, Luftvorwärmung, geringe Dampfzugabe).<br />
Vorteile des<br />
GNS-Verfahrens<br />
‣ Steigerung von Durchsatz,<br />
Kaltgaswirkungsgrad und Strom<strong>aus</strong>beute<br />
‣ hohe Gasreinheit, hoher Gasheizwert<br />
‣ Senkung der Investitionskosten<br />
‣ Halbierung der Stromerzeugungskosten
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Umsetzung und Erprobung<br />
des Gesamtkonzeptes an<br />
der Forschungs- und<br />
Pilotanlage (50 kW el ),<br />
Campus Merseburg<br />
(2002 bis 2004)<br />
• Konstruktive Änderungen des Festbett-Gleichstromreaktors<br />
• Abwärmenutzung vom BHKW zur Brennstoffvortrocknung mit<br />
automatischer Katalysatordotierung und Luftvorwärmung<br />
• Entwicklung und Einsatz eines neuen Gasreinigungssystems auf<br />
RME-Basis mit Auskopplung von Rohgasabwärme zur<br />
Dampferzeugung<br />
• Testversuche mit Stroh-, Mist- und Klärschalmmpellets
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Bsp.: Forschungsergebnisse zur Vergasung<br />
von Strohpellets<br />
Erfordernis der Pelletierung oder Kompaktierung (für Festbettreaktor)<br />
ab 20% Feinanteil (< 3 mm) zu starker Druckverlust im Reaktor<br />
Effiziente <strong>Gaserzeugung</strong> im Vergleich zu Holz<br />
z.B. H uG<br />
= 5,4 MJ/Nm³ ohne Katalysatorzugabe<br />
Verhinderung der Verschlackung durch Temperaturkontrolle<br />
durch Zugabe von geringen Mengen an Dampf T R<br />
< 900°C<br />
Bilanzierung und Entfernung des Brennstoffstickstoffs:<br />
Bilanzierung: 70 bis 90% des N ges<br />
als Ammoniak im Rohgas<br />
Im Vergleich zu Holz: ca. 10-facher NH 3<br />
-Gehalt im Rohgas (4-7g/Nm³)<br />
Die Reinigungsleistung der Wasserwäsche für NH 3<br />
lag bei 84%.<br />
Die Reinigungsleistung der RME-Wäsche für NH 3<br />
lag bei 50%.
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Festbettvergasungsanlage Wr. Neustadt (560 kW el )<br />
Betreiber und Standort:<br />
Energieversorgung Niederösterreich<br />
Wiener Neustadt (Österreich)<br />
Errichtung und Planung:<br />
EVN GmbH & Co.KG, Husum<br />
IUT GmbH, Harrislee<br />
GNS mbH, Halle (Vorplanung, Basiceng.)<br />
Wissenschaftliche Begleitung (RENET<br />
AUSTRIA):<br />
TU-Wien, Prof. Dr.-Ing. Hofbauer<br />
Errichtung, Inbetriebnahme: 2003<br />
Demonstrationsphase: 2004/2005<br />
Optimierungsphase: 2006/2007
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Vergasungsreaktor:<br />
Gleichstrom-Festbettvergaser (2-Zonen)<br />
Vergasungsmedien:<br />
vorgewärmte Luft<br />
Brennstoff und Brennstoffaufbereitung:<br />
Holzhackschnitzel (50 bis 100 mm)<br />
Vortrocknung (bis 13% Wassergehalt)<br />
Siebung (max. 2% Feinanteil > 3 mm)<br />
Volle Umsetzung der katalytischpartiellallotherme<br />
Fahrweise:<br />
Erste Versuchsfahrten mit Katalysator und<br />
Dampf 2005<br />
Gasheizwert (Reingas):<br />
4,5 bis zu 7 MJ/Nm³
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
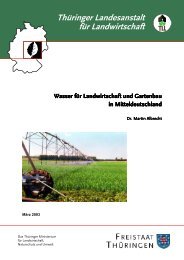
Quenche<br />
Elektro-Nassfilter
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Betriebsergebnisse, Wirkungsgrade<br />
Gasreinigung (bis 2005):<br />
Quenche, Nass-Elektrofilter<br />
Teergehalt*:<br />
Nach Vergaser: 395 <strong>–</strong> 416 mg/Nm 3<br />
Nach Quenche: 314 <strong>–</strong> 336 mg/Nm 3<br />
Nach E-Filter: 15 <strong>–</strong> 35 mg/Nm 3<br />
* Nach EU-tar-protocol (mit BTX-Aromaten)<br />
Anlagenwirkungsgrade:<br />
η v (chem.) 79 %<br />
η Brennstoffnutzung brutto 64 %<br />
η Brennstoffnutzung netto 63 %<br />
η th Nutzung (Fermwärme) 36 %<br />
η el. 27 %<br />
(elektrischer Anlagenwirkungsgrad)<br />
Gasmotor (Jenbach, JMS 412)<br />
576 kW elektrisch, 720 kW thermisch<br />
Betriebsstunden:<br />
ca. 3.000 Bh mit Vergaser<br />
ca. 1500 Bh mit Motor
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Umstellung der Rohgasquensche<br />
Problem der Rohgasquenche mit Wasser (bis 2005):<br />
• Wasser und Teer verklumpen und setzten Filter zu, so dass der<br />
kontinuierliche Teer<strong>aus</strong>trag gestört ist<br />
• Die Verbrennung der teerhaltigen Rückstände im <strong>Biomasse</strong>kessel ist eine<br />
standortgebundene Sonderlösung<br />
Umstellung der Rohgasquenche auf RME/Wasser (2006):<br />
• RME löst die Teere und bildet eine ölige Phase, die von der wässrigen<br />
Phase gut trennbar ist (Erfahrungen Pilotanlage Merseburg, WS Güssing).<br />
• Die sich absetzende, teerreiche Phase kann kontinuierlich <strong>aus</strong>getragen<br />
werden.<br />
• Die teerhaltigen Rückstände werden in den Vergasungsreaktor eingedüst,<br />
so dass keine externe Entsorgung mehr erforderlich ist.
Wirtschaftlichkeit der Holzvergasung<br />
bei Umsetzung des GNS-Verfahrens<br />
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH
Randbedingungen<br />
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Ausblick<br />
Erfolgreiche Demonstration der Funktionsfähigkeit der Festbettvergasung<br />
zur Erzeugung eines motorfähigen Gases<br />
‣ Realisierung technischer Verbesserungen in der Reaktortechnik und Brennstoffaufgabe<br />
und Gasstrecke, Entwicklung und Erprobung neuer Lösungskonzepte zur Gasreinigung<br />
Erfolgreiche Nutzung/Erprobung des katalytisch-partiellallothermen<br />
Verfahrensprinzips von GNS<br />
‣ weitgehende Trocknung der eingesetzten <strong>Biomasse</strong>, Vorwärmung der Vergasungsluft,<br />
Einsatz von Heißdampf, Einsatz eines Verbrauchskatalysators<br />
Konzept zur Markteinführung gemeinsam mit Partnern<br />
‣ „Produktentwicklung“, Finanzierungskonzept, Risikobewertung<br />
‣ Erarbeitung eines Engineerings für ein komplettes Anlagenkonzept (500 kW el )<br />
‣ Errichtung von ca. 2 Demonstrationsvorhaben zur Holzvergasung mit verstärkter wiss.-<br />
technischer Begleitung<br />
‣ Variation der Größe, Erweiterung der Brennstoffpalette
Gesellschaft für<br />
Nachhaltige<br />
Stoffnutzung mbH<br />
Vielen Dank für Ihre<br />
Aufmerksamkeit<br />
www.GNS-Halle.de