Feinguss - Lehrstuhl Metallische Werkstoffe, Universität Bayreuth
Feinguss - Lehrstuhl Metallische Werkstoffe, Universität Bayreuth
Feinguss - Lehrstuhl Metallische Werkstoffe, Universität Bayreuth

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
PRAKTIKUM G3 bzw. MW2<br />
1 Einleitung<br />
Feingießen<br />
Das Feingießen ist das älteste Gießverfahren überhaupt. Archäologische Funde belegen, dass<br />
dieses Verfahren bereits in der Bronzezeit, also etwa 2000 v.Chr., angewendet wurde. Damals<br />
wurden Wachsmodelle aus Bienenwachs geformt und mit Lehm ummantelt. Nach dem<br />
Trocknen des Lehms wurde das Wachs ausgeschmolzen, die Form gebrannt und schließlich<br />
das flüssige Metall hineingegossen.<br />
Das Prinzip ist bis heute gleich geblieben. Allerdings werden heute andere Materialien für die<br />
Formen verwendet, die bessere Oberflächen und höhere Temperaturen ermöglichen.<br />
In diesem Praktikumsversuch soll das Urformverfahren Feingießen am Beispiel einer<br />
Aluminiumlegierung kennengelernt werden. Die Durchführung umfasst den gesamten Prozess<br />
von der Herstellung des Wachsmodells bis zum fertigen Gussteil.<br />
Nach dem Gießen sollen die Teile im Hinblick auf Gießfehler charakterisiert werden.<br />
2 Grundlagen<br />
Definition „Gießen“:<br />
Gießen gehört zu den Urformverfahren. Urformen ist das Fertigen eines festen Körpers aus<br />
einem formlosen Stoff durch Schaffen eines Zusammenhalts. Gießen ist das Urformen aus<br />
dem flüssigen, breiigen oder pastenförmigen Zustand.<br />
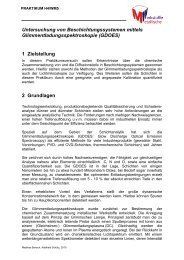
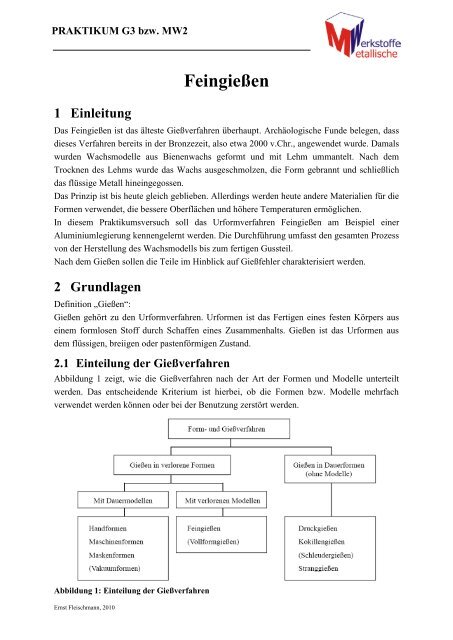
2.1 Einteilung der Gießverfahren<br />
Abbildung 1 zeigt, wie die Gießverfahren nach der Art der Formen und Modelle unterteilt<br />
werden. Das entscheidende Kriterium ist hierbei, ob die Formen bzw. Modelle mehrfach<br />
verwendet werden können oder bei der Benutzung zerstört werden.<br />
Abbildung 1: Einteilung der Gießverfahren<br />
Ernst Fleischmann, 2010
Feingießen Seite 2<br />
2.2 Der <strong>Feinguss</strong><br />
2.2.1 Merkmale des Feingießens<br />
Im Folgenden werden die Hauptmerkmale des <strong>Feinguss</strong>es beschrieben, die ihn gegenüber<br />
anderen Gießverfahren auszeichnen.<br />
<br />
<br />
<br />
<br />
<br />
<br />
Hohe Maßgenauigkeit<br />
Die Verwendung von ungeteilten keramischen Formen ermöglichen sehr enge<br />
Maßtoleranzen und eine gute Maßhaltigkeit. Hierbei ist jedoch bei der Herstellung der<br />
Modelle und Formen die Schrumpfung der einzelnen Materialien zu beachten.<br />
Hohe Oberflächengüte<br />
Beim <strong>Feinguss</strong> kann eine sehr geringe Oberflächenrauigkeit erreicht werden. Daher kann<br />
dieses Verfahren bezüglich der Rauhtiefe zwischen Mechanischer Bearbeitung und<br />
Sandguss eingeteilt werden. Die Oberfläche des Urmodells wird über das Wachsmodell<br />
und die Formschale bis hin zum Gussteil perfekt abgebildet. Daher ist besonders auf eine<br />
genaue Fertigung der Modelle zu achten.<br />
Hohe Gestaltungsfreiheit<br />
Durch die Verwendung verlorener Modelle und ungeteilter verlorener Formen ermöglicht<br />
das <strong>Feinguss</strong>verfahren eine außerordentliche Gestaltungsfreiheit. Durch feingussgerechtes<br />
Konstruieren sind Lösungen zu erreichen, die mit anderen Verfahren entweder gar nicht<br />
oder nicht wirtschaftlich realisierbar sind. Ein Beispiel hierfür sind Turbinenschaufeln für<br />
Flug- oder auch stationäre Gasturbinen, die sehr komplex aufgebaut sind mit gekrümmten<br />
Flächen und Hohlräumen für die Kühlung der Schaufeln.<br />
Geringer Bearbeitungsaufwand<br />
Die bisher genannten Vorteile führen zu einer beträchtlichen Verringerung der<br />
Nachbearbeitung feingegossener Teile gegenüber anderen Gießverfahren. Häufig können<br />
diese Teile sogar ohne weitere mechanische Nachbearbeitung eingesetzt werden.<br />
Dies macht den <strong>Feinguss</strong> besonders für schwer zerspanbare <strong>Werkstoffe</strong> attraktiv.<br />
Freie Werkstoffwahl<br />
Das Formschalensystem kann durch Wahl geeigneter keramischer Materialien, die sich<br />
vor allem im Hinblick auf Temperaturbeständigkeit, chemischer Beständigkeit und Kosten<br />
unterscheiden, sehr gut an den jeweiligen Werkstoff angepasst werden, der vergossen<br />
werden soll. Somit ist die Verarbeitung niedrigschmelzender <strong>Werkstoffe</strong> wie Aluminium<br />
bis hin zu sehr hochschmelzenden Legierungen wie Stählen oder Superlegierungen auf<br />
Ni- und Co-Basis möglich.<br />
Wirtschaftlichkeit<br />
Die genannten Merkmale in Kombination mit einem hohen Automatisierungsgrad in der<br />
Fertigung machen den <strong>Feinguss</strong> zu einem sehr wirtschaftlichen Verfahren.
Feingießen Seite 3<br />
2.2.2 Der <strong>Feinguss</strong>prozess<br />
Abbildung 2 zeigt schematisch die Prozessschritte beim <strong>Feinguss</strong>.<br />
Diese sind im Einzelnen:<br />
a) Herstellen des Wachsmodells mittels Spritzguss und Verbinden zu einer Gießtraube<br />
b) Herstellen der Form durch mehrmaliges Eintauchen in Schlicker und Besanden<br />
c) Ausschmelzen des Wachses<br />
d) Brennen der Form<br />
e) Gießen<br />
f) Entformen<br />
g) Trennen und Nachbearbeiten der Gussteile<br />
h) Qualitätsprüfung<br />
a) b) c) d)<br />
e) f) g) h)<br />
Abbildung 2: Schematische Darstellung der Fertigungsschritte beim <strong>Feinguss</strong><br />
2.2.3 Verwendete Materialien<br />
Modellwachs<br />
Im <strong>Feinguss</strong> werden vorwiegend speziell entwickelte Wachse auf Paraffinbasis mit Zusätzen<br />
von Harzen und Füllstoffen eingesetzt. Grundsätzlich müssen diese folgende Anforderungen<br />
erfüllen:<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
rückstandsfreie Verbrennung<br />
ausreichende Festigkeit und Zähigkeit<br />
möglichst geringe thermische Ausdehnung<br />
exakte Abbildung der Form<br />
gleichbleibende Qualität hinsichtlich Schwindungsverhalten<br />
geringe Neigung zu Einfallstellen beim Erstarren<br />
niedrige Viskosität beim Ausschmelzen
Feingießen Seite 4<br />
Formschale<br />
An die keramische Formschale werden hohe thermische und mechanische Anforderungen<br />
gestellt. Bei der Verarbeitung hochschmelzender Legierungen wie Stahl oder Co- und Ni-<br />
Basis-Legierungen sind Abgusstemperaturen bis über 1600°C möglich. Hierbei muss nicht<br />
nur die mechanische Stabilität der Form gewährleistet sein, sondern auch eine sehr gute<br />
Temperaturwechselbeständigkeit, da beim Abguss große Temperaturunterschiede zwischen<br />
Form und Schmelze vorhanden sein können. Weiterhin darf die Formschale nicht mit der<br />
Metallschmelze reagieren.<br />
Um diesen hohen Anforderungen zu genügen, ist die Form aus verschiedenen Schichten<br />
aufgebaut. Man unterscheidet zwischen der ersten Schicht, die auf das Wachsmodell<br />
aufgebracht wird (Primärschicht) und den Stützschichten (Back-up-Schichten).<br />
Die Primärschicht muss folgende Anforderungen erfüllen:<br />
<br />
<br />
<br />
chemische Stabilität gegenüber der Schmelze<br />
genaue Abbildung des Modells<br />
hohe Oberflächengüte<br />
Primärschlicker muss das Wachsmodell gut benetzen.<br />
Die Back-up-Schichten sorgen für die thermische und mechanische Stabilität der Formschale<br />
und bestimmen wesentlich die Maßgenauigkeit des Gussteils.<br />
In diesem Praktikumsversuch wird eine Primärschicht auf Zirkonbasis mit Cobaltaluminat zur<br />
Kornfeinung verwendet. Die Stützschichten sind auf Mullit-Basis, einem Mineral aus<br />
Aluminium- und Siliziumoxid.<br />
Gusslegierungen<br />
Mit dem <strong>Feinguss</strong> kann eine sehr große Werkstoffpalette verarbeitet werden. Je nach<br />
Formschalenmaterial und möglicher Temperatur der Anlage können Stähle, Legierungen auf<br />
Nickel- und Cobalt-Basis, Kupferlegierungen, Aluminium- oder Titanlegierungen gegossen<br />
werden.<br />
Ein bedeutendes Beispiel für Legierungen, die überwiegend im Vakuumfeinguss verarbeitet<br />
werden, sind die Nickelbasissuperlegierungen, die in stationären Gasturbinen oder<br />
Flugturbinen eingesetzt werden. Mit Hilfe des <strong>Feinguss</strong>es werden aus diesen <strong>Werkstoffe</strong>n<br />
hochkomplexe Turbinenschaufeln mit innen liegenden Kühlkanälen gegosssen.<br />
2.2.4 Schwindung<br />
Beim <strong>Feinguss</strong> kommt es in einigen der Prozessschritte zu einer Schwindung des jeweiligen<br />
Teiles. Zunächst schrumpft das Wachs beim Abkühlen nach der Erstarrung und ist somit<br />
kleiner als die Form, in die es gegossen/gespritzt wurde. Die keramische Formschale bildet<br />
das Wachsmodell zwar perfekt ab, schwindet aber später beim Brennen, da der Werkstoff<br />
sintert. Dadurch ist der Hohlraum der Form wieder kleiner als das Wachsmodell. Schließlich<br />
zieht sich das Metall, das in die Formschale gegossen wird, beim Abkühlen von Erstarrungstemperatur<br />
auf Raumtemperatur zusammen.
Feingießen Seite 5<br />
Dies hat zur Folge, dass das gegossene Teil kleiner ist als das Urmodell. Daher muss die<br />
Schwindung jedes verwendeten Materials im jeweiligen Prozessschritt bekannt sein, damit<br />
das Urmodell mit einem entsprechenden Übermaß ausgelegt werden kann. Weiterhin muss<br />
der gesamte Prozess immer gleich durchgeführt werden, da es sonst z.B. beim Brennen der<br />
Form bei einer anderen Temperatur oder längerer Haltezeit zu einer stärkeren Schwindung<br />
kommen kann.<br />
2.3 Gussfehler<br />
Lunker<br />
Die meisten Metalle weisen eine sprunghafte Volumenverringerung während des Erstarrens<br />
auf. Für Aluminium beträgt diese Verringerung 6%, für Eisen und Kupfer 4%. Indem die<br />
Kristalle von der Wand der Kokille nach innen wachsen und dabei ihr Volumen verringern,<br />
sinkt der Flüssigkeitsspiegel der Restschmelze stetig ab. So entsteht im Kopf des Blocks ein<br />
Schwindungshohlraum, der Blocklunker.<br />
Gasblasen<br />
Bei der Erstarrung nimmt das Lösungsvermögen eines Metalls für Gase sprunghaft ab. Dies<br />
kann zur Bildung von Gasbläschen an der fest-flüssigen Grenze führen. Ein Teil der<br />
Gasbläschen kann zwischen den wachsenden Kristallen festgehalten werden.<br />
Seigerungen<br />
Bei schneller Abkühlung von Legierungen können die naturgemäß entstehenden<br />
Konzentrationsunterschiede in den einzelnen Erstarrungsbereichen nicht mehr durch<br />
Diffusion ausgeglichen werden. Es entstehen damit Zonen unterschiedlicher<br />
Zusammensetzung im Werkstoff. Solche Schwankungen werden auf Kornmaßstab Mikround<br />
auf Werkstückmaßstab Makroseigerungen (Blockseigerungen) genannt.<br />
Einschlüsse<br />
Beim Gießen kann Schlacke aus dem Ofen mitgerissen werden (Schlackeeinschlüsse) oder<br />
abgelöstes Formenmaterial in das Metall eingebracht werden. Unter Einwirkung von<br />
Sauerstoff während des Gießprozesses kann es außerdem zur Bildung von Oxidhäuten<br />
kommen, die dann im Werkstück eingegossen werden.<br />
Risse<br />
Unter anderem aufgrund konstruktiver Fehler können Spannungsrisse im Werkstück<br />
auftreten.<br />
Maßabweichungen<br />
Wenn beim <strong>Feinguss</strong> die Schwindung des Wachses, der keramischen Formschale und des<br />
Gussteiles nicht beachtet wird, kommt es zu Maßabweichungen. Die Schwindung muss also<br />
bei der Auslegung der Modelle unbedingt mit einberechnet werden.
Feingießen Seite 6<br />
3 Theoretischer Hintergrund der Erstarrung<br />
Der Übergang vom flüssigen in den festen Zustand erfolgt nach dem Abkühlen unter den<br />
Schmelzpunkt. Dieser Erstarrungsvorgang hat wesentlichen Einfluss auf Struktur und<br />
Eigenschaften des Festkörpers. Insbesondere werden durch seinen Ablauf die Form und<br />
Größe der Kristallite bestimmt. Vom Gussgefüge und den gestellten Anforderungen ist<br />
abhängig, ob das erstarrte Material bereits in gebrauchsfähigem Zustand vorliegt bzw. in<br />
welcher Weise seine weitere mechanische und thermische Behandlung erfolgen muss.<br />
Während der Erstarrung geht die Anordnung der Atome aus einer Nahordnung in eine<br />
Fernordnung über, d.h. aus einer Flüssigkeit bildet sich ein kristalliner Festkörper.<br />
Dieser Zustand ist thermodynamisch stabiler, weil die freie Enthalpie G geringer ist. Dies ist<br />
in Abbildung 3 gezeigt.<br />
Abbildung 3: Die freie Enthalpie G als Funktion der Temperatur für die flüssige (L) und die<br />
feste (S) Phase bei konstantem Druck. Der Schnittpunkt markiert die<br />
Schmelztemperatur T m (p 0 ).<br />
Die Erstarrung erfolgt in zwei Schritten. Im ersten Schritt findet die Keimbildung statt. Sie<br />
endet mit der Herausbildung wachstumsfähiger stabiler Partikel (Keime). Die zweite Stufe<br />
umfasst die Phase des Wachstums. Während des Wachstums lagern sich kontinuierlich<br />
weitere Atome an die vorhandenen Keime und schon entstandenen Kristallite an, bis die<br />
Schmelze vollständig aufgebraucht ist und ein polykristalliner Körper vorliegt.<br />
3.1 Keimbildung<br />
Man könnte annehmen, dass der Übergang aus der flüssigen in die feste Phase bereits dann<br />
erfolgt, wenn die Abkühlung den Schmelz- oder Erstarrungspunkt des Materials erreicht hat.<br />
Die Erklärung hierfür wäre die geringere freie Volumenenergie des Festkörpers im Vergleich<br />
zur Flüssigkeit. Die frei werdende Energiedifferenz beträgt ΔG v und wächst mit dem Volumen<br />
des Festkörpers an.<br />
Gleichzeitig entsteht jedoch mit der festen Phase auch eine Grenzfläche zur umgebenden<br />
Flüssigkeit. Diese Grenzfläche ist mit einer freien Oberflächenenergie verbunden, die<br />
ebenfalls mit der Größe des Festkörpers anwächst.
Feingießen Seite 7<br />
Die Gesamtänderung der Energie (Abbildung 4) ergibt sich somit aus der Bilanz der<br />
freigesetzten Volumenenergie und der verbrauchten Oberflächenenergie:<br />
Hierbei bedeuten das Volumen des kugelförmigen Keimlings mit dem Radius r,<br />
seine Oberfläche, die freie Oberflächenenergie und ΔG v die freie Volumenenergie, die mit<br />
negativem Vorzeichen in diese Bilanz eingeht.<br />
Solange der Festkörper noch sehr klein ist (im Radius kleiner als r* in Abbildung 4), nimmt<br />
seine freie Gesamtenergie beim Wachstum zu. Infolgedessen unterliegt er der Tendenz, sich<br />
wieder aufzulösen und Energie abzugeben. Er befindet sich in dem noch instabilen Stadium<br />
des Vorkeims. Die Schmelze ist unterkühlt. Die Differenz von Gleichgewichtsschmelztemperatur<br />
T m und vorliegender Temperatur T ist die Unterkühlung ΔT.<br />
Erst nach Überschreiten von r* nimmt die Gesamtenergie mit wachsendem Radius ab. Aus<br />
dem Vorkeim hat sich ein stabiler Keim gebildet. Die Keimbildungsphase ist abgeschlossen<br />
und es beginnt die Wachstumsphase.<br />
Abbildung 4: Energiebilanz bei Bildung eines Keimes mit dem Radius r<br />
Grundsätzlich unterscheidet man zwei Arten der Keimbildung: Die homogene und die<br />
heterogene Keimbildung.<br />
Unter homogener Keimbildung versteht man die Keimbildung in der reinen Schmelze ohne<br />
Beteiligung von Fremdkörperoberflächen. Sie setzt eine ausreichend große Unterkühlung<br />
voraus.<br />
Die homogene Keimbildung spielt jedoch kaum eine Rolle. Praktisch findet die Keimbildung<br />
an Verunreinigungen oder Behälterwänden statt, deren Oberflächen hierfür günstige<br />
energetische Bedingungen bieten (siehe Abbildung 5). Der Krümmungsradius des Keimlings<br />
ist jetzt größer als der kritische Keimbildungsradius bei gleichzeitig verringerter Grenzfläche<br />
zwischen Keim und Flüssigkeit. Die Keimbildung erfordert weniger Atome und die<br />
notwendige Unterkühlung ist geringer. Diese auf Fremdoberflächen stattfindende<br />
Keimbildung wird als heterogene Keimbildung bezeichnet.
Feingießen Seite 8<br />
Abbildung 5: heterogene Keimbildung an Fremdpartikeln (links) und Fremdphasen (rechts)<br />
3.2 Kristallwachstum<br />
Nachdem die Keimbildung abgeschlossen ist, wächst der Festkörper durch Anlagerung von<br />
Atomen aus der Schmelze weiter an. Der Wachstumsvorgang hängt vom Abtransport der<br />
freigesetzten Wärme ab. Diese besteht aus zwei Anteilen: der spezifischen Wärme der<br />
Schmelze und der latenten Erstarrungswärme. Die Wärmeabfuhr aus der Schmelze erfolgt<br />
durch Strahlung an die umgebende Atmosphäre oder durch Leitung über die Gefäßwand nach<br />
außen.<br />
Planares Wachstum<br />
Wenn sich eine gut geimpfte Schmelze unter Gleichgewichtsbedingungen abkühlt, liegt ihre<br />
Temperatur oberhalb und die des Festkörpers bei oder unterhalb der Erstarrungstemperatur<br />
(Abbildung 6 a). Die freigesetzte Erstarrungswärme wird von der Festkörper-Flüssigkeits-<br />
Grenze durch den Festkörper an die Umgebung abgeleitet. Jede Oberflächenerhebung, die<br />
sich beim Wachstum an der Grenzfläche herausbildet, ist von Schmelze umgeben, die sich auf<br />
einer Temperatur oberhalb des Erstarrungspunktes befindet. Infolgedessen wird das<br />
Wachstum der Erhebung verlangsamt, bis die angrenzende Wachstumsfront des Festkörpers<br />
wieder aufschließt. Die Festkörper-Flüssigkeits-Grenze verschiebt sich gleichmäßig in die<br />
Schmelze hinein (planares Wachstum).<br />
Dendritisches Wachstum<br />
Bei schwacher Keimbildung unterkühlt sich die Schmelze, bevor die Erstarrung einsetzt<br />
(Abbildung 6 b). Unter diesen Bedingungen werden kleine Erhebungen, auch als Dendriten<br />
bezeichnet, im Wachstum begünstigt. Die freigesetzte Erstarrungswärme wird in die<br />
unterkühlte Flüssigkeit abgeführt und bewirkt dort einen Temperaturanstieg. Sekundäre und<br />
tertiäre Dendriten, die sich von dem ursprünglichen Auswuchs abzweigen, sorgen für<br />
weiteren Wärmenachschub. Das dendritische Wachstum hält solange an, bis sich die<br />
unterkühlte Schmelze auf die Erstarrungstemperatur erwärmt hat.
Feingießen Seite 9<br />
Abbildung 6: Temperaturverlauf an der Grenzfläche fest/flüssig bei (a) planarem und (b)<br />
dendritischem Wachstum<br />
4 Fragen zur Vorbereitung<br />
Neben dem Inhalt dieses Skriptes sind noch weitere Fragen vorzubereiten:<br />
<br />
<br />
<br />
<br />
Welche Verfahren zur Qualitätsprüfung der Gussteile gibt es?<br />
Welche Aluminiumlegierungen werden typischerweise als Gusswerkstoffe eingesetzt. Wo<br />
liegt deren Schmelzpunkt?<br />
Nennen sie Beispiele für Anwendungen des Feingießens.<br />
Wie ändert sich das Volumen oder die Dichte von Metallen bei der Abkühlung (Schmelze,<br />
Erstarrung, Festkörper)?<br />
5 Aufgabenstellung<br />
Im Versuch soll der gesamte Prozess vom Urmodell bis zum fertigen Bauteil kennengelernt<br />
werden. Nach jedem Verfahrensschritt sollen die Teile an geeigneten Stellen vermessen<br />
werden und daraus die Schwindung bestimmt werden.<br />
Außerdem sollen die gegossenen Teile mittels Sichtprüfung auf oberflächliche Gießfehler<br />
untersucht werden.<br />
Hinweise zum Protokoll<br />
Das Protokoll soll folgende wesentliche Punkte enthalten:<br />
<br />
<br />
<br />
Kurze Einleitung zum Praktikumsversuch und Zielstellung<br />
Beschreibung der Prozessschritte, wie sie im Rahmen des Praktikums kennengelernt<br />
wurden<br />
Ergebnis- und Diskussionsteil zum Schwindungsverhalten der Modelle und Formen sowie<br />
zu den beobachteten Gießfehlern