

Tobias Loose Einfluß des transienten Schweißvorganges ... - Tl-ing.de
Tobias Loose Einfluß des transienten Schweißvorganges ... - Tl-ing.de
Tobias Loose Einfluß des transienten Schweißvorganges ... - Tl-ing.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
11 Einlagige Umfangsnähte<br />
• Die maximale normierte Radialverformung ist für Varianten gleicher<br />
Zylin<strong>de</strong>rschlankheit R t<br />
und gleicher Schweißfolge unabhängig von <strong>de</strong>r<br />
Wanddicke gleich.<br />
• Der Größtwert <strong>de</strong>r Radialverformung ist im allgemeinen bei gleichzeitiger<br />
Wärmequelle (Schweißfolge R) ger<strong>ing</strong>er als bei transienter Wärmequelle<br />
(Schweißfolgen 2, 4). Beim Werkstoff S235 sind die Größtwerte<br />
<strong>de</strong>r Radialverformung zwischen Schweißfolge R und Schweißfolge 2 ab<br />
einer Zylin<strong>de</strong>rschlankheit R t<br />
von 800 etwa gleich groß.<br />
• Die maximale Radialverformung ist bei Schweißfolge 4 und 5 für alle<br />
Geometrievarianten größer als bei Schweißfolge 2 und R.<br />
• Je größer die Zylin<strong>de</strong>rschlankheit R t<br />
ist, <strong><strong>de</strong>s</strong>to größer ist die normierte<br />
Radialverformung. Die Abhängigkeit <strong>de</strong>r Radialverformung von <strong>de</strong>r Zylin<strong>de</strong>rschlankheit<br />
ist nichtlinear.<br />
• Die normierten Radialverformungen liegen abhängig von <strong>de</strong>r Schweißfolge<br />
innerhalb einer konstanten Bandbreite.<br />
• Die Radialverformungen sind kleiner als die nach DIN 18800-4 als Herstellungenauigkeit<br />
(Tabelle 8.1) zulässigen Vorbeultiefen.<br />
Die maximale normierte Radialverformung nach innen wmin<br />
t<br />
läßt sich aufgrund<br />
<strong>de</strong>r dargestellten Berechnungsergebnisse durch folgen<strong>de</strong> allgemeine Gesetzmäßigkeit<br />
in Abhängigkeit von <strong>de</strong>r Zylin<strong>de</strong>rschlankheit R t<br />
darstellen:<br />
w min<br />
t<br />
( ) 1<br />
R<br />
b L<br />
= a L (11.1)<br />
1000 · t<br />
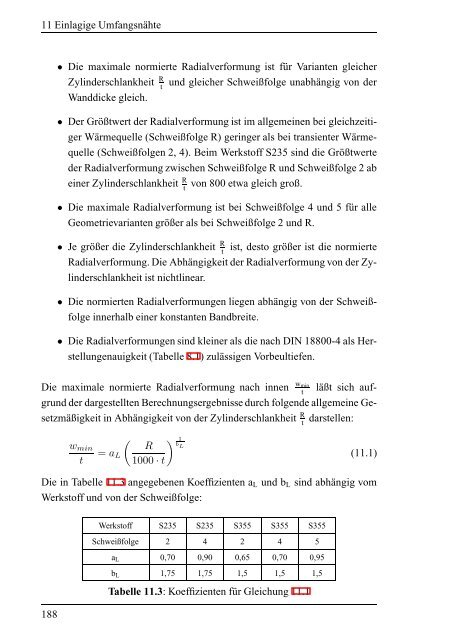
Die in Tabelle 11.3 angegebenen Koeffizienten a L und b L sind abhängig vom<br />
Werkstoff und von <strong>de</strong>r Schweißfolge:<br />
Werkstoff S235 S235 S355 S355 S355<br />
Schweißfolge 2 4 2 4 5<br />
a L 0,70 0,90 0,65 0,70 0,95<br />
b L 1,75 1,75 1,5 1,5 1,5<br />
Tabelle 11.3: Koeffizienten für Gleichung 11.1<br />
188










