Production Systems 2012: Am Ball bleiben mit der Kata ... - CETPM
Production Systems 2012: Am Ball bleiben mit der Kata ... - CETPM
Production Systems 2012: Am Ball bleiben mit der Kata ... - CETPM

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
YOKOTEN<br />
Magazin für Operational Excellence und Best Practice Sharing<br />
04/<strong>2012</strong><br />
<strong>Production</strong> <strong>Systems</strong> <strong>2012</strong>:<br />
<strong>Am</strong> <strong>Ball</strong> <strong>bleiben</strong> <strong>mit</strong> <strong>der</strong> <strong>Kata</strong><br />
Lean & TPM hautnah:<br />
Visualisierung und Visuelles Management<br />
Siemens:<br />
Lean-Wissen als Bestandteil <strong>der</strong> Karriereleiter<br />
Continental:<br />
Flexibel <strong>mit</strong> Low Cost Automation<br />
Lebenslanges Lernen:<br />
Studium für Praktiker<br />
1
Liebe Leserinnen und Leser,<br />
Herzlich Willkommen<br />
vor mehr als drei Jahrzehnten wurde erstmals die Saat für Lean Management<br />
in Europa ausgebracht. Viele zarte Pflänzchen sind seither gewachsen, die<br />
meisten sind wie<strong>der</strong> eingegangen, da die richtige Wachstumsgrundlage<br />
nicht vorhanden war. Einige haben überlebt und sind zu starken Bäumen<br />
geworden, die regelmäßig Früchte tragen. Was macht hier den Unterschied?<br />
Einige Antworten darauf gab es auf <strong>der</strong> diesjährigen <strong>Production</strong> <strong>Systems</strong>. Die<br />
Leitveranstaltung für Lean Management wird seit 13 Jahren von Management-<br />
Circle veranstaltet und spiegelt die Entwicklung <strong>der</strong> Lean-Szene wi<strong>der</strong>. Über<br />
die Jahre war dort <strong>der</strong> Lernpfad zu beobachten von <strong>der</strong> reinen Anwendung<br />
<strong>der</strong> Lean-Methoden bis hin zur Verän<strong>der</strong>ung von Unternehmenskulturen<br />
und Verhaltensweisen <strong>der</strong> Menschen. Heute steht die Verantwortung <strong>der</strong><br />
Führungskräfte im Hinblick auf die Entwicklung <strong>der</strong> Mitarbeiter im Fokus.<br />
Nur wenn das kreative Potenzial aller Beteiligten zum Einsatz kommt, kann<br />
ein Unternehmen agil werden und flexibel auf das volatile Umfeld reagieren.<br />
Die Toyota-<strong>Kata</strong>, die vor vier Jahren von Mike Rother beschrieben wurden,<br />
finden immer mehr Anhänger. Coaching-<strong>Kata</strong> und Verbesserungs-<strong>Kata</strong> eignen<br />
sich hervorragend dazu, Menschen zu inspirieren, neue Wege zu gehen.<br />
Experimentierfreude und Reflektieren von Verän<strong>der</strong>ungen und ihren Wirkungen<br />
machen Organisationen lernfähig. Und das ist heute wichtiger denn je.<br />
Wir haben für Sie recherchiert, wie die aktuellen Entwicklungen aussehen.<br />
Viel Freude beim Lesen wünscht Ihnen Ihr<br />
Prof. Dr. Constantin May<br />
Herausgeber Yokoten<br />
TPM-/Lean-Begriffe unter <strong>der</strong> Lupe<br />
2<br />
Lean-/TPM-Begriffe<br />
unter <strong>der</strong> Lupe:<br />
Kaikaku<br />
Mit Kaizen, <strong>der</strong> kontinuierlichen Verän<strong>der</strong>ung in kleinen Schritten,<br />
läßt sich über einen längeren Zeitraum Vieles bewegen. Oft werden<br />
Prozesse durch tägliche kleine Verbesserungen transformiert und Unternehmenskulturen<br />
neu definiert. Manchmal bedarf es jedoch einer<br />
schnelleren Vorgehensweise <strong>mit</strong> radikalen Umstrukturierungen. Das<br />
kann zu Beginn eines Kaizen-Prozesses sein, um überhaupt den Weg<br />
für den Verbesserungsprozess zu ebnen o<strong>der</strong> auch <strong>mit</strong>ten in einem<br />
Kaizen-Prozess, wenn sich Rahmenbedingungen dramatisch än<strong>der</strong>n.<br />
Diese Durchführung einer „Reform“ wird im Japanischen als Kaikaku<br />
o<strong>der</strong> Durchbruchs-Kaizen bezeichnet. Mit Kaikaku läßt sich eine neue<br />
Ausgangsbasis schaffen, die dann wie<strong>der</strong> <strong>mit</strong>tels Lean-/TPM-Methoden<br />
kontinuierlich verbessert wird.<br />
Beide Vorgehensweisen sind wichtig, um ein Unternehmen voranzubringen.<br />
In <strong>der</strong> konkreten Situation ist <strong>der</strong> Standpunkt des Betrachters<br />
ausschlaggebend dafür, ob man sich für Kaizen o<strong>der</strong> Kaikaku entscheidet:<br />
Kaizen bejaht den jetzigen Zustand und macht sich an seine<br />
Verbesserung, Kaikaku negiert ihn und versucht, etwas vollkommen<br />
Neues zu schaffen.
<strong>Production</strong> <strong>Systems</strong><br />
<strong>Production</strong> <strong>Systems</strong> <strong>2012</strong>: <strong>Am</strong> <strong>Ball</strong> <strong>bleiben</strong> <strong>mit</strong> <strong>der</strong> <strong>Kata</strong><br />
STUTTGART. Zum 13. Mal traf sich die „Lean Community“ auf dem Jahreskongress <strong>Production</strong> <strong>Systems</strong>, um<br />
voneinan<strong>der</strong> zu lernen und aktuelle Trends zu diskutieren. Vor drei Jahren stellte Mike Rother dort erstmals<br />
die Coaching-<strong>Kata</strong> und die Verbesserungs-<strong>Kata</strong> vor. Immer mehr Unternehmen wenden diese <strong>Kata</strong> an, um<br />
das kreative Potenzial ihrer Mitarbeiter zu entfalten und da<strong>mit</strong> als Organisation agiler zu werden.<br />
„Gute Fußballer laufen nicht dorthin, wo <strong>der</strong> <strong>Ball</strong> ist,<br />
son<strong>der</strong>n dorthin, wo er sein wird!“ Diese Analogie<br />
lässt sich laut Gerardo Aulinger, <strong>Kata</strong>-Botschafter<br />
und <strong>Kata</strong>-Coach, gut auf Unternehmen und Organisationen<br />
übertragen. So habe zum Beispiel <strong>der</strong> vor<br />
dem Konkurs stehende Hersteller des Blackberry an<br />
seiner Kernkompetenz <strong>der</strong> Mobilgeräte <strong>mit</strong> Tastatur<br />
festgehalten anstatt das Kundenbedürfnis eines größeren<br />
Displays als Herausfor<strong>der</strong>ung <strong>mit</strong> Kreativität<br />
anzugehen. Gerardo Aulinger for<strong>der</strong>t Unternehmen<br />
dazu auf, sich nicht nur auf ihre Kernkompetenzen<br />
zu konzentrieren son<strong>der</strong>n den Blick auch darauf zu<br />
richten, was sie noch nicht können aber in Zukunft<br />
wissen sollten. Er bezeichnet dies als „Kern-IN-<br />
Kompetenzen“.<br />
An<strong>der</strong>s das Beispiel des neuen VW-Werkes in Chattanooga,<br />
Tennesee, wo<strong>mit</strong> <strong>der</strong> deutsche Konzern<br />
eine Herausfor<strong>der</strong>ung des amerikanischen Automobilmarktes<br />
kreativ und <strong>mit</strong> Erfolg gemeistert hat.<br />
Frank Fischer, Vorsitzen<strong>der</strong> VW Chattanooga und<br />
CEO berichtete, wie VW durch den für amerikanische<br />
Kundenbedürfnisse neu entwickelten US-Passat im<br />
Wettbewerb <strong>mit</strong> Platzhirschen wie dem Toyota Camry<br />
und dem Honda Accord nun auf dem Weg ist, die<br />
angepeilten Marktanteile zu erreichen.<br />
Tag für Tag gemeinsam lernen<br />
Aulinger und Rother betonten weiter: Da<strong>mit</strong> ein<br />
Unternehmen, wie ein guter Fußballer, neue Entwicklungen<br />
antizipieren kann, bedarf es <strong>der</strong> Einbindung<br />
aller Mitarbeiter, die kollektiv, Tag für Tag, Schritt<br />
für Schritt anhand einer systematischen und wissenschaftlichen<br />
<strong>Kata</strong> gemeinsam lernen und sich in<br />
Richtung eines Ziel-Zustandes bewegen.<br />
„Der beste und vielleicht<br />
sogar einzige Weg,<br />
Rückfall zu vermeiden,<br />
ist das Streben, sich stets<br />
nach vorne zu bewegen,<br />
wenn auch nur in<br />
kleinen Schritten.“<br />
Mike Rother<br />
<strong>Kata</strong>-Coaching live auf <strong>der</strong> <strong>Production</strong> <strong>Systems</strong> <strong>2012</strong><br />
Dr. Ralph Richter, Werkleiter und Senior Vice President,<br />
Robert Bosch GmbH, Waiblingen, erläuterte,<br />
wie in seinem Werk die Unternehmensziele heruntergebrochen<br />
werden an den Wertstrom. Nach <strong>der</strong><br />
Definierung von Zielzuständen bei den kritischen<br />
Prozessen würden anhand <strong>der</strong> <strong>Kata</strong>-Vorgehensweise<br />
Lösungen erarbeitet. „Jedes Team ist an<strong>der</strong>s und es<br />
ist ein individuelles Coaching erfor<strong>der</strong>lich“ betont<br />
Richter. Wichtig sei, dass die Ist-Situation detailliert<br />
verstanden werde und die Führungskräfte den Mitarbeitern<br />
Wertschätzung entgegenbringen.<br />
Führungskräfte lernen<br />
von Mitarbeitern<br />
„Ich habe viel gelernt indem ich selber gelehrt habe“,<br />
so <strong>der</strong> Rückblick von Dr. Lutz Engel, Technischer<br />
Leiter, Seidel GmbH & Co. KG, Marburg, auf vier<br />
Jahre praktische Erfahrung <strong>mit</strong> <strong>der</strong> <strong>Kata</strong>. Er bestätigt<br />
die verän<strong>der</strong>te Rolle <strong>der</strong> Führungskräfte durch<br />
<strong>Kata</strong>-Coaching: „Sie müssen Bewusstsein schaffen<br />
für kontinuierliche Verbesserung“. Coaching bedeute<br />
hierbei, gemeinsam in Richtung eines herausfor<strong>der</strong>nden<br />
Ziel-Zustandes zu experimentieren und zu reflektieren.<br />
Die wichtigste Aufgabe <strong>der</strong> <strong>Kata</strong>-Coaches sei<br />
es, die Menschen zu inspirieren, neue Erfahrungen<br />
zu machen. Mit <strong>der</strong> täglichen Anwendung <strong>der</strong> <strong>Kata</strong><br />
würden Verhaltensroutinen eingeübt, um Hin<strong>der</strong>nisse<br />
zu erkennen und diese abzubauen.<br />
„Verbesserung muss rhythmisch passieren“ bestätigt<br />
Tilo Schwarz, Werksleiter, Festool GmbH, Neidlingen.<br />
3
<strong>Kata</strong>: Ideen kommen von den Mitarbeitern<br />
Das sei eine <strong>der</strong> Rahmenbedingungen, die ein Coach<br />
schaffen muss, da<strong>mit</strong> die <strong>Kata</strong> erfolgreich sein kann.<br />
Außerdem müsse das Führungsverständnis verän<strong>der</strong>t<br />
und eine klare Richtung vorgegeben werden.<br />
Wie <strong>Kata</strong>-Coaching funktioniert zeigte Christian<br />
Berlinecke, Produktionsleiter bei <strong>der</strong> Ihlemann AG,<br />
Braunschweig. Praxisbeispiele dienten als Vorlage<br />
für Freiwillige aus dem Publikum, die in die Rolle von<br />
Mentor und Mentee traten, um anhand <strong>der</strong> fünf <strong>Kata</strong>-<br />
Fragen den Einsatz <strong>der</strong> <strong>Kata</strong> zu demonstrieren. „Wir<br />
zwingen uns am Anfang künstlich in Muster hinein,<br />
da<strong>mit</strong> sie später einmal automatisch ablaufen“ erklärt<br />
Gerardo Aulinger. Durch Wie<strong>der</strong>holungen <strong>mit</strong> Lernerfolgen<br />
würden die Menschen sich das wissenschaftliche<br />
Grundmuster hinter den Coachings aneignen.<br />
Steigendes Interesse an zielgerichtetem statt willkürlichem<br />
Verbessern ist auf <strong>der</strong> <strong>Production</strong> <strong>Systems</strong><br />
zu erkennen. Das spiegelt sich auch online in <strong>der</strong><br />
wachsenden Anzahl <strong>der</strong> Websites zum Thema Verbesserungs-<br />
und Coaching-<strong>Kata</strong> in Deutschland<br />
wi<strong>der</strong>. Auf die Weiterentwicklungen, über die auf<br />
<strong>der</strong> 14. <strong>Production</strong> <strong>Systems</strong> am 5. und 6. Juni 2013<br />
in Frankfurt berichtet wird, darf man gespannt sein.<br />
Den Vortrag von Gerardo Aulinger<br />
zum Thema Coaching-<strong>Kata</strong> finden<br />
Sie als Video unter<br />
www.yokoten.de/kata-video<br />
<strong>Kata</strong>-Praktikertag <strong>mit</strong> Gerardo Aulinger<br />
und Mike Rother<br />
Für <strong>Kata</strong>-Anwen<strong>der</strong> und -Interessierte findet <strong>der</strong><br />
zweite <strong>Kata</strong>-Praktikertag am 30.11.<strong>2012</strong> in Frankfurt<br />
statt. Auf dieser Plattform für einen hochkarätigen<br />
Erfahrungsaustausch berichten die Lean-Experten<br />
und <strong>Kata</strong>-Botschafter Gerardo Aulinger und Mike<br />
Rother über Erfahrungen und neueste Erkenntnisse<br />
rund um das Thema <strong>Kata</strong>. <strong>Am</strong> Vortag <strong>der</strong> Veranstaltung<br />
findet ein Einführungsworkshop zum Thema<br />
<strong>Kata</strong> statt.<br />
Die <strong>Kata</strong> bringt Unternehmen, die auf dem Lean<br />
Weg sind, auf die nächste Entwicklungsstufe. Immer<br />
mehr Unternehmen verschreiben sich deshalb<br />
dieser Vorgehensweise. Erfahren Sie, wie Sie <strong>mit</strong> <strong>der</strong><br />
Coaching-<strong>Kata</strong> und <strong>der</strong> Verbesserungs-<strong>Kata</strong> das Potenzial<br />
Ihrer Mitarbeiter voll entfalten können und<br />
wie kontinuierliche Verbesserungen zum selbstverständlichen<br />
Bestandteil des Tagesgeschäftes<br />
werden können.<br />
Diskutieren Sie <strong>mit</strong> <strong>Kata</strong>-<br />
Anwen<strong>der</strong>n und profitieren<br />
Sie von den wertvollen Erfahrungen<br />
aus <strong>der</strong>en Arbeit<br />
<strong>mit</strong> <strong>der</strong> Verbesserungs- und<br />
Coaching-<strong>Kata</strong>.<br />
Infos: www.cetpm.de/kata<strong>2012</strong><br />
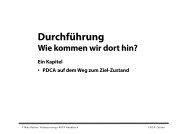
Wir verwenden die Verbesserungskata, um schrittweise unsere<br />
Wissensgrenze wissenschaftlich, experimentell zu erweitern<br />
Wo wir sind,<br />
und was wir wissen… <br />
Komfort-‐Zone <br />
! !<br />
!<br />
!<br />
!<br />
! ! !<br />
Ist-‐Zustand !<br />
(auch Ist-‐Fähigkeiten <br />
! und Kernkompetenzen) !<br />
!<br />
! !<br />
!<br />
! !<br />
!<br />
!<br />
!<br />
!<br />
Nicht <br />
vorhersehbarer <br />
Lernweg <br />
? ?<br />
?<br />
?<br />
?<br />
? ?<br />
! ? ?<br />
? ?<br />
? ? ?<br />
! ? ?<br />
?<br />
Ungelöste Probleme <br />
und Hin<strong>der</strong>nisse <br />
…wo wir sein wollen,<br />
und was wir lernen müssen! <br />
Ziel-‐Zustand o<strong>der</strong> <br />
„Lernaufgabe“ <br />
1- Herausfor<strong>der</strong>nd<br />
2- Lösungsfrei<br />
3- Lösbar<br />
4- Lösung unbekannt<br />
Aktuelle <br />
Wissensgrenze <br />
Quelle: Gerardo Aulinger, www.verbesserungskata.de <br />
4<br />
1
Was ist Operational Excellence?<br />
Drei Fragen an Prof. Dr. Constantin May<br />
Operational Excellence steckt im Untertitel dieses<br />
Magazins. Was genau versteht man darunter?<br />
Seit meinem ersten Fachartikel zum Thema Operational<br />
Excellence im Jahr 2007 wird <strong>der</strong> Begriff auch<br />
im deutschsprachigen Raum zunehmend verwendet.<br />
Jedoch hat <strong>der</strong> Begriff bis heute keine allgemein<br />
anerkannte Definition. Das hat aber seine Vorteile,<br />
denn so können Unternehmen ihre gesamten Verbesserungsaktivitäten<br />
z.B. im Bereich TPM, Lean und<br />
Six Sigma problemlos darunter zusammenfassen.<br />
Viele große Unternehmen, wie z.B. Bayer, Osram<br />
und Roche, bündeln ihre Verbesserungsinitiativen<br />
bereits unter dem „Schirm“ Operational Excellence.<br />
Ich gehe davon aus, dass sich <strong>der</strong> Begriff noch weiter<br />
durchsetzen wird.<br />
Aber nochmal zur eigentlichen Frage: Unter Operational<br />
Excellence werden, <strong>der</strong> Wortbedeutung direkt<br />
folgend, betriebliche Verbesserungsansätze verstanden,<br />
die zu hervorragenden operativen Abläufen<br />
in Unternehmen führen sollen. Eine Verwässerung<br />
dieser begrifflichen Abgrenzung erfolgt lei<strong>der</strong> durch<br />
einige Dienstleister, insbeson<strong>der</strong>e Unternehmensberatungen,<br />
die Operational Excellence als unsystematischen<br />
Sammelbegriff für ihre angebotenen<br />
Beratungsleistungen verwenden. Aus <strong>der</strong> obigen<br />
begrifflichen Klärung heraus haben wir am <strong>CETPM</strong><br />
das Referenz-Modell für Operational Excellence entwickelt,<br />
das die Strukturen für ein erfolgreiches Verbesserungssystem<br />
verdeutlicht. Das Modell basiert<br />
auf acht Bausteinen und wird ergänzt um die Basis,<br />
Werkzeuge, Ziele und Meta-Ziele. Inhalt des Werkzeugkastens<br />
sind bewährte Best-Practice-Ansätze<br />
und spezielle Werkzeuge wie z.B. 5S, N5W-Analyse,<br />
Pull-Prinzip, Rüstzeitoptimierung (SMED), Wertstrommanagement,<br />
Makigami (eine Optimierungsmethode<br />
für administrative Abläufe) und viele an<strong>der</strong>e mehr.<br />
Wie erreichen Unternehmen und Organisationen<br />
Operational Excellence?<br />
Das ist ein langer, steiler und steiniger Weg, <strong>der</strong> Zähigkeit<br />
und Geduld aller Beteiligten erfor<strong>der</strong>t. Daneben<br />
gibt es einige Grundvoraussetzungen für den Erfolg:<br />
An erster Stelle steht natürlich das Com<strong>mit</strong>ment des<br />
Top-Managements, das durch aktives Vorleben den<br />
Mitarbeitern ver<strong>mit</strong>telt werden muss. Eine weitere<br />
Grundvoraussetzung ist, dass alle Beteiligten denselben<br />
Weg einschlagen und ihre Zielsetzung kennen.<br />
Dazu ist unbedingt ein geeigneter Zielentwicklungsprozess<br />
(Hoshin Kanri) anzustoßen. Als letzten<br />
wichtigen Punkt möchte ich an dieser Stelle nur noch<br />
Prof. May bei einer Abschlusspräsentation in <strong>der</strong> Lehrfabrik<br />
die Umsetzung von Genba Kanri (auch Shopfloormanagement<br />
o<strong>der</strong> Führung vor Ort genannt) nennen.<br />
Bei Genba Kanri geht es darum, dass die täglichen<br />
Probleme in kurzen, schnellen Regelzyklen direkt<br />
am Ort des Geschehens gelöst werden. Eine zentrale<br />
Rolle spielen dabei die sogenannten Hanchos. Das<br />
sind speziell ausgebildete Team- o<strong>der</strong> Gruppenleiter.<br />
Wie ist die Situation in deutschen Unternehmen<br />
im Hinblick auf Operational Excellence?<br />
Einige Unternehmen sind bereits sehr gut aufgestellt<br />
und gehen konsequent den Weg in Richtung Operation<br />
Excellence. Aus meiner Sicht sind es aber noch viel<br />
zu wenige, wenn wir am Standort Deutschland erfolgreich<br />
<strong>bleiben</strong> wollen. Durch mein internationales<br />
Netzwerk erfahre ich, wie Schwellenlän<strong>der</strong>, z.B: China<br />
und Indien, die Ansätze von TPM und Lean „aufsaugen“<br />
und vorbildlich in kurzer Zeit implementieren.<br />
Hier müssen wir Industrienationen aufpassen, da<strong>mit</strong><br />
wir den Anschluss nicht verlieren. Hoffnung macht<br />
mir, dass Unternehmen immer mehr bereit sind, in<br />
die Weiterbildung und Weiterentwicklung ihrer Mitarbeiter<br />
zu investieren. Hier im Magazin stellen wir<br />
immer wie<strong>der</strong> exzellente Best Practice Beispiele vor,<br />
die beweisen, dass sich solche Investitionen lohnen.<br />
5
Katrin Franke und Barbara Ölschleger berichten<br />
Interessantes, Wissenswertes und Hilfreiches<br />
aus <strong>der</strong> TPM- und Lean-Szene. Beide sind Japanund<br />
TPS (Toyota <strong>Production</strong> System)-Expertinnen.<br />
Durch ihre langjährige Praxiserfahrung als<br />
Übersetzerinnen und Beraterinnen rund um die<br />
japanische Managementphilo sophie Kaizen<br />
(www.tpm-ag.biz) haben sie viele interessante<br />
Geschichten und Informationen parat.<br />
Lean & TPM hautnah<br />
son<strong>der</strong>e Aufmerksamkeit und <strong>der</strong> japanische Berater<br />
prüfte, wie weit das visuelle Management in diesem<br />
Bereich fortgeschritten war. Der verantwortliche<br />
Bereichsleiter wies auf eine große Magnettafel, auf<br />
<strong>der</strong> alle Zeitfenster <strong>der</strong> ausgehenden LKWs farblich<br />
nach Spedition getrennt dargestellt waren. Man<br />
hatte extra einen Farbausdruck im Großformat<br />
organisiert – es sah perfekt aus. Auf die Frage des<br />
Japaners, was man denn jetzt da<strong>mit</strong> erreicht hätte,<br />
antwortete <strong>der</strong> Verantwortliche, dass je<strong>der</strong> jetzt<br />
erkennen könne, wenn ein LKW zu spät abfährt. Ob<br />
man Verspätungen denn vermerke? Ja, das würde<br />
im Computer festgehalten. Der japanische Berater<br />
zuckte <strong>mit</strong> den Schultern und antwortete, er hätte<br />
Die TPM-AG: Katrin Franke und Barbara Ölschleger<br />
Visualisierung o<strong>der</strong> visuelles<br />
Management?<br />
von Katrin Franke<br />
Als Dolmetscherin wurde ich Zeugin folgen<strong>der</strong><br />
Episode: In einem Versandbereich, <strong>der</strong> in <strong>der</strong> Einführungsphase<br />
von TPM regelmäßig die Unterstützung<br />
eines JIPMS-Beraters in Anspruch nahm, begann <strong>der</strong><br />
Berater seinen Rundgang. Wie bei <strong>der</strong> Prozessberatung<br />
am Gemba üblich, startete er am Ende <strong>der</strong><br />
Prozesskette. Dies ist <strong>der</strong> dem Kunden am nächsten<br />
liegende Punkt und da<strong>mit</strong> eine wichtige Schnittstelle<br />
zum Kunden. Deshalb galt dem Versandbereich be-<br />
Aus dem (TPM-)Leben<br />
Besuch in einem Toyota-Werk. Wie bei Toyota üblich, entladen die<br />
Fahrer ihren LKW selbst. Dafür stellt Toyota an definierten Stellen<br />
Gabelstapler zur Verfügung. Den Zündschlüssel für den Stapler entnehmen<br />
sie einem Kästchen <strong>mit</strong> Zeitschloss im Wareneingangs(WE)-<br />
Büro. Kommt <strong>der</strong> LKW zu spät an, gibt das Zeitschloss den Schlüssel<br />
nicht mehr frei. Der Fahrer muss sich dann beim WE-Leiter melden,<br />
<strong>der</strong> nach Aufnahme <strong>der</strong> Daten und des Verspätungsgrundes einen<br />
Zweitschlüssel aushändigt. Uns schien dieses System sehr aufwendig.<br />
Statt seine verspätete Ladung schnell abzugeben, musste <strong>der</strong><br />
Fahrer nun noch mehr Zeit investieren, bevor er entladen konnte.<br />
Analog zu <strong>der</strong> legendären Reißleine an den Montagebän<strong>der</strong>n bei<br />
Toyota fanden wir hier auch in <strong>der</strong> Logistik die Denkweise: Je<strong>der</strong><br />
Fehler muss Aufmerksamkeit erregen. Er muss geklärt werden, bevor<br />
es weiter gehen kann. Auf unsere Frage, wie er dies empfindet,<br />
antwortete <strong>der</strong> LKW-Fahrer, er fühle sich nicht schikaniert, son<strong>der</strong>n<br />
vielmehr geschätzt, denn die Kollegen von Toyota lassen die Fahrer<br />
<strong>mit</strong> ihren Problemen nicht allein. Schuldzuweisungen? Vielleicht lag<br />
es ja an meinem unzureichenden Japanisch – <strong>der</strong> Fahrer verstand<br />
die Frage nicht…<br />
Kennzahlen und Entwicklungen sichtbar machen ist die eine<br />
Sache. Erst visuelles Management bewirkt etwas.<br />
nach visuellem Management gefragt, nicht nach MIE-<br />
RUKA (sprich: MI-E-RU-KA). MIERUKA heißt „sichtbar<br />
machen“, visualisieren also. Die verwirrten Gesichter<br />
<strong>der</strong> umstehenden deutschen Kollegen signalisierten<br />
Erklärungsbedarf.<br />
Der erste Schritt: Sichtbar machen<br />
MIERUKA, Visualisierung, ist die Grundvoraussetzung<br />
für visuelles Management, insofern als erster Schritt<br />
unbedingt notwendig, und in besagtem Versandbereich<br />
durchaus <strong>der</strong> richtige. Dem Bereichsleiter war<br />
allerdings <strong>der</strong> Unterschied zum visuellen Management<br />
nicht klar. Visualisierung hat im Wesentlichen<br />
zwei Funktionen, nämlich Information (Aufmerksamkeit)<br />
und Bewertung bzw. Überwachung eines Zustandes<br />
(vgl. auch Yokoten Ausgabe 1/<strong>2012</strong>: „Kaizen<br />
ist Sicherheit – Sicherheit ist Kaizen“). Dies kann in<br />
vielen Formen geschehen – von <strong>der</strong> Anzeigetafel<br />
(zeigt den Zustand z.B. einer Maschine an) über<br />
Zentral-Andon (zentrale Displays, die den Zustand<br />
mehrerer Stationen anzeigt) bis hin zu Magnettafeln<br />
(z.B. für die Verteilung <strong>der</strong> Mitarbeiter) und Buttons<br />
an <strong>der</strong> Arbeitskleidung (zeigen die Stationen, die<br />
ein Mitarbeiter bedienen kann an). Aber erst, wenn<br />
dieser Visualisierung eine Entscheidung und die<br />
6
Visuelles Management<br />
Durchführung einer Handlung zur Verbesserung<br />
eines Zustandes folgt, spricht man von visuellem<br />
Management. In unserem konkreten Beispiel fehlte<br />
<strong>der</strong> entscheidende Schritt, aus <strong>der</strong> gewonnenen Information<br />
Maßnahmen abzuleiten und umzusetzen.<br />
Der japanische Berater empfahl an dieser Stelle die<br />
Erstellung eines Pareto-Diagramms <strong>mit</strong> den Verspätungsgründen<br />
und die Einleitung von Maßnahmen<br />
gegen die zwei größten Ursachen.<br />
Hintergrundinformation:<br />
Das übliche Kanji für MIERU<br />
(sehen) besteht nur aus dem<br />
Symbol AUGE (Abb. links oben).<br />
Toyotaner verwenden aber das<br />
Kanji, bei dem das Auge durch<br />
die Hand ergänzt wird (unten).<br />
Das hat die gleiche Aussprache,<br />
impliziert aber sehen UND<br />
handeln…<br />
(handschr. Notiz eines japanischen<br />
Kollegen im Original)<br />
Woran man denn erkennen könne, dass man visuelles<br />
Management auch richtig macht, fragte einer<br />
<strong>der</strong> deutschen Mitarbeiter. Man könne dies an den<br />
sieben Check-Punkten des visuellen Managements<br />
überprüfen, so die Antwort von japanischer Seite:<br />
1. Ist das Subjekt <strong>der</strong> Überwachung/Inspektion klar?<br />
2. Kenne ich den SOLL-Zustand?<br />
3. Ist <strong>der</strong> SOLL-Zustand erreicht worden?<br />
4. Kenne ich Funktion und Struktur des Subjekts?<br />
5. Kenne ich die richtige Überwachungs-/Inspektionsweise<br />
und kann ich Abweichungen vom SOLL-<br />
Zustand erkennen und bewerten?<br />
6. Weiß ich, welche Maßnahmen eingeleitet werden<br />
müssen?<br />
7. Weiß ich, wen ich wie informieren muss?<br />
Für alle sichtbar sind hier die Tages-Sollwerte einer Linie:<br />
Stückzahl, Taktzeit und Durchlaufzeit<br />
Qualifikationsmatrix und Schulungsplan sorgen für einen<br />
optimalen Einsatz <strong>der</strong> Mitarbeiter.<br />
Ich habe diese Punkte in ähnlicher Form auch in<br />
einem japanischen Fachbuch gefunden, hier in Bezug<br />
auf die SOLL-Fähigkeiten von Produktions<strong>mit</strong>arbeitern<br />
in leistungsfähigen Unternehmen („Einführung<br />
von TPM in <strong>der</strong> Praxis zur Stärkung <strong>der</strong><br />
Leistungsfähigkeit“ von Kazutoshi MACHIDA,<br />
Herausgeber JUSE, 2005, S.11). So ist also nahezu<br />
jedes Tool aus unserem TPM-Werkzeugkasten<br />
gleichzeitig eine wertvolle Methode<br />
<strong>der</strong> Weiterentwicklung für jeden Mitarbeiter.<br />
HITOZUKURI (s. Yokoten Ausgabe 3/<strong>2012</strong>) ist<br />
für die Japaner alltägliche Aufgabe – jede Verbesserung<br />
bedeutet auch eine Entwicklung<br />
<strong>der</strong> Mitarbeiter.<br />
Es lohnt sich also, beim Rundgang durchs<br />
Unternehmen einmal genau hinzusehen –<br />
was ist visualisiert und was wirklich visuelles<br />
Management? Wo ist visuelles Management<br />
überhaupt erfor<strong>der</strong>lich? Wofür betreiben wir<br />
wie viel Aufwand? Und vor allem: Gehen wir<br />
dort, wo visuelles Management zur Verhin<strong>der</strong>ung<br />
von Schäden und Verlusten jeglicher Art<br />
notwendig ist, auch wirklich konsequent bis zur<br />
Umsetzung und Überprüfung von Maßnahmen<br />
zur Verbesserung des Zustandes? Mitunter fehlt<br />
nur ein winziger, aber entscheiden<strong>der</strong> Schritt<br />
zum Erfolg. Konsequenz und Hartnäckigkeit<br />
lohnen sich in jedem Fall.<br />
Wußten Sie schon…<br />
…das JIPMS, die Beratersparte des Japan Institute<br />
for Plant Maintenance, die Zeitschrift „TPM Age“<br />
herausgibt? Die Cover erinnern eher an eine Kin<strong>der</strong>zeitschrift<br />
– da tummeln sich Bärchen und süße<br />
Figuren, die in ihrer Gestalt einer Schraube o<strong>der</strong><br />
Mutter ähneln. Doch <strong>der</strong> Inhalt ist alles an<strong>der</strong>e<br />
als niedlich. Hier geht es um Themen für „richtige<br />
Kerle“ – vom optimierten Flugzeugbau über einen<br />
<strong>mit</strong> Gold ausgezeichneten Rollstuhlhersteller, einen<br />
Querflötenproduzenten, <strong>der</strong> trotz Handarbeit konkurrenzfähig<br />
ist, Messtechniken beim Zentrieren<br />
und das kleine Einmaleins <strong>der</strong> Schraubverbindungen<br />
– um nur einmal einen Querschnitt aus <strong>der</strong><br />
letzten Ausgabe zu geben.<br />
7
Visuelles Management: Mehr als nur bunte Tafeln<br />
Werkzeuge zum Sehen<br />
von Barbara Ölschleger<br />
Was ist wohl das wichtigste TPM-Werkzeug am Gemba?<br />
Diese Frage habe ich mir oft gestellt. Für mich<br />
ist es kein mechanisches Werkzeug, son<strong>der</strong>n das<br />
menschliche Auge. Dieser Gedanke könnte auch in<br />
dem japanischen Ausdruck me de miru kanri, wörtlich<br />
übersetzt etwa <strong>mit</strong> den Augen sehend leiten o<strong>der</strong><br />
führen, stecken. Dass die Visualisierung eines Zustandes<br />
und das darauf basierende visuelle Management,<br />
nämlich die daraus abgeleiteten Handlungen,<br />
eine wichtige Rolle spielen, ist wohl auch schon in<br />
manchen Werken in Deutschland bekannt. Daher<br />
möchte ich an dieser Stelle <strong>mit</strong> Hilfe von Beispielen<br />
aus <strong>der</strong> Praxis aufzeigen, welche Werkzeuge für die<br />
Visualisierung verwendet werden und wo es noch<br />
viel Verbesserungspotential gibt.<br />
Wichtigste Anfor<strong>der</strong>ung an die Visualisierung ist, dass<br />
<strong>der</strong> Zustand einer Anlage, eines Arbeitsplatzes, eines<br />
Arbeitsprozesses o<strong>der</strong> auch eines ganzen Werkes<br />
<strong>mit</strong> einem Blick erfasst werden kann. Dass sichtbar<br />
gemacht wird, ob <strong>der</strong> momentane Zustand ein guter<br />
Zustand o<strong>der</strong> eine Abweichung von <strong>der</strong> Norm, von<br />
einem Standard ist.<br />
Beispiele sind Markierungen an Manometern, um<br />
den optimalen Arbeitsdruck zu markieren. Wichtig<br />
sind hierbei zwei Aspekte: Optimal für die Leistung<br />
<strong>der</strong> Maschine, aber auch optimal für die Herstellung<br />
guter Produkte. Um diese beiden Faktoren zu kombinieren<br />
sind natürlich weitreichen<strong>der</strong>e Analysen<br />
(zum Beispiel <strong>mit</strong> Hilfe einer QA-Matrix) erfor<strong>der</strong>lich.<br />
Ebenso gehört eine durchsichtige Abdeckung über<br />
einem Bauteil in diese Kategorie <strong>der</strong> Visualisierung.<br />
So lässt sich z.B. <strong>der</strong> Zustand von Bauteilen auch<br />
Sofort sichtbar: Stopp o<strong>der</strong> Go an <strong>der</strong> Rolltreppe.<br />
Stopp: Nach links und rechs schauen, bevor man weitergeht.<br />
Visuelles Management bei <strong>der</strong> Mülltrennung durch Schrift, Farbe und<br />
Größe <strong>der</strong> Einwurföffnungen. Der Ist-Füllstand ist sofort sichtbar., <strong>der</strong><br />
maximale Füllstand ist gekennzeichnet.<br />
In <strong>der</strong> Produktion gibt es einfache Beispiele für solche<br />
Sehhilfen. Schattenbretter (shadow boards) zum<br />
Beispiel. Mechanische Werkzeuge und Hilfs<strong>mit</strong>tel<br />
o<strong>der</strong> Reinigungsgeräte werden auf einem Brett<br />
angeordnet und die Umrisse nachgezeichnet. Fehlt<br />
ein Werkzeug, so ist dies sofort sichtbar und kann<br />
behoben werden – sofern das Werkzeug nicht im<br />
Einsatz ist. Solche Schattenbretter werden gerne<br />
beim Rüsten verwendet um sicherzustellen, dass<br />
alle notwendigen Hilfs<strong>mit</strong>tel vorhanden sind, bevor<br />
<strong>mit</strong> dem Rüsten begonnen wird. Weitere einfache<br />
8<br />
während <strong>der</strong> Produktion einfach überprüfen.<br />
Aber nicht nur in <strong>der</strong> Produktion gibt es solche Sehhilfen.<br />
Büroordner können <strong>mit</strong> einem markanten<br />
Muster, z.B. den Regenbogenfarben o<strong>der</strong> einem Bild,<br />
versehen werden, um sicherzustellen, dass sie immer<br />
in <strong>der</strong> richtigen Reihenfolge abgestellt werden. Auch<br />
beim Rüsten spielt die Visualisierung eine wichtige<br />
Rolle. Durch Markierungen lassen sich Einstellungen<br />
leichter reproduzieren, wenn zum Beispiel Produkte<br />
<strong>mit</strong> unterschiedlicher Breite produziert werden.<br />
Ebenso fallen Schablonen in diese Kategorie <strong>der</strong> Visualisierung,<br />
<strong>mit</strong> denen ein Messen nach dem Rüsten<br />
überflüssig gemacht wird.<br />
Ein Instrument, das gerne vernachlässigt wird, sind<br />
Tafeln, die am Gemba aufgestellt werden. Das können<br />
die Maschinenboards, Werksboards o<strong>der</strong> auch<br />
Teamboards sein. Oft fristen diese Tafeln ein klägliches<br />
Dasein. Sie sind an unzugänglichen Stellen<br />
aufgestellt, die Daten sind nicht gepflegt, o<strong>der</strong> aber<br />
die aufgenommenen Daten werden zu weit von <strong>der</strong><br />
Datenquelle entfernt gesammelt. Beim Anblick einer<br />
solch desolaten Tafel wird schnell klar, dass TPM nicht<br />
im Fokus des Unternehmens liegt.
Lean & TPM hautnah<br />
Wie sollte nun ein Board aussehen? Auch hier steht<br />
wie<strong>der</strong> die rasche Erfassung eines Zustandes <strong>mit</strong><br />
einem Blick im Vor<strong>der</strong>grund. Bei den Tafeln kommen<br />
jedoch noch die Funktionen hinzu, Informationen<br />
auf einen einheitlichen Nenner zu bringen (Standardisierung)<br />
und einen roten Faden <strong>der</strong> Aktivitäten<br />
darzustellen. In diesem Sinne sollte ein Werksboard<br />
die Vision des Werkes und Mission <strong>der</strong> TPM-Säulen<br />
sowie Kennzahlen, wie zum Beispiel die OEE, o<strong>der</strong> die<br />
Sicherheitsstatistik, darstellen. Günstig ist es, wenn<br />
diese Tafel an einem häufig frequentierten Ort, z.B.<br />
in <strong>der</strong> Nähe <strong>der</strong> Kantine, platziert wird.<br />
Bei einem Teamboard o<strong>der</strong> Maschinenboard direkt<br />
am Gemba gilt auch hier wie<strong>der</strong> das Prinzip des roten<br />
Fadens, um zu gewährleisten, dass die Aktivitäten<br />
des Teams o<strong>der</strong> <strong>der</strong> Säule nachvollziehbar sind. Wie<br />
wurde ein Problem bearbeitet – von <strong>der</strong> Problemfindung<br />
bis zur Nachverfolgung <strong>der</strong> erzielten Ergebnisse,<br />
die lei<strong>der</strong> oft zu kurz kommt. Da<strong>mit</strong> wird sichergestellt,<br />
dass die Ergebnisse auch auf an<strong>der</strong>e Linien<br />
o<strong>der</strong> Bereiche übertragbar sind. Wichtig ist hierbei<br />
auch die Information, was die Aktivitäten gebracht<br />
haben, sprich die Umrechnung <strong>der</strong> Ergebnisse in<br />
Euro. Wenn ein Mitarbeiter sieht, welche Ersparnisse<br />
sein Beitrag gebracht hat, dann ist das ein großer<br />
Motivationsfaktor. Oft werden in Unternehmen ERP-<br />
Systeme dazu verwendet, um die Daten vom Gemba<br />
zu erfassen. Hier besteht allerdings die Gefahr, dass<br />
die so aufwendig zusammengetragenen Daten nicht<br />
Gut geeignet für visuelles Management: Plantafel <strong>mit</strong> farbigen<br />
Magnetstreifen (Foto: www.weigang.de)<br />
mehr dort sichtbar sind, wo sie benötigt werden.<br />
Wenn die Daten im Rechner im Büro schlummern,<br />
wird es sehr schwierig werden, Gegenmaßnahmen<br />
zu ergreifen, falls eine Kennzahl aus dem Ru<strong>der</strong> läuft.<br />
Aus diesem Grund sollte je<strong>der</strong> Mitarbeiter in <strong>der</strong> Produktion<br />
fähig sein, die für ihn relevanten Kennzahlen<br />
zu erfassen und auch auszuwerten. Da<strong>mit</strong> ist er selber<br />
in <strong>der</strong> Lage, eine Tafel zu pflegen und die gefor<strong>der</strong>te<br />
Sichtbarkeit herzustellen. In diesem Beitrag wurden<br />
nur einige Werkzeuge vorgestellt, die helfen sollen,<br />
die Transparenz vor Ort sicherzustellen. Egal welches<br />
Werkzeug verwendet wird, wichtig ist nur, dass es die<br />
gefor<strong>der</strong>te Information so aufbereitet, dass sich rasch<br />
Handlungen daraus ableiten lassen.<br />
Wir stellen vor: Arno Koch<br />
Die Leistungskennzahl OEE<br />
(Overall Equipment Effectiveness)<br />
ist auf dem Papier<br />
eine relativ einfache Angelegenheit.<br />
Der Berateralltag<br />
zeigt oft etwas an<strong>der</strong>es. Ich<br />
habe schon Unternehmen<br />
gesehen, die mangelnde<br />
Arno Koch (alias Mr. OEE)<br />
Aufträge in die OEE <strong>mit</strong> eingerechnet<br />
und so nur Werte<br />
von 50 % erzielt haben. Arno<br />
Koch ist <strong>der</strong> Mann, <strong>der</strong> seit über 15 Jahren versucht,<br />
hier Klarheit zu schaffen.<br />
Arno Koch ist studierter Information Manager aus den<br />
Nie<strong>der</strong>landen. Schon bevor es SAP gab, entwickelte<br />
er bereits ERP-Systeme o<strong>der</strong> arbeitete an an<strong>der</strong>en<br />
Softwarelösungen für komplizierte Prozesse. Im Lauf<br />
seiner beeindruckenden Karriere sammelte er u. a.<br />
Erfahrungen als Manager eines Unternehmens <strong>mit</strong><br />
einer Fabrik in Taiwan. Arno Koch fand schon immer<br />
die Prozesse zu kompliziert. Sein erster Kontakt <strong>mit</strong><br />
TPM löste durch die einfachen Strukturen und Regeln<br />
eine wahre Begeisterung für diese Managementphilosophie<br />
aus Japan bei ihm aus. Diese Passion<br />
ist auch heute noch sehr deutlich zu spüren. 1988<br />
publizierte er in den USA die allererste OEE Software<br />
und1999 das erste OEE-Buch “OEE for Operators.“ Aus<br />
<strong>der</strong> nachfolgenden Analyse von 1000 verschiedenen<br />
Anlagen entstand <strong>der</strong> OEE Industry Standard und<br />
die Erkenntnis, dass viele Verluste im Büro entstehen.<br />
Arno Koch gilt auch als Experte für die Makigami-<br />
Methodik zur Optimierung von Geschäftsprozessen.<br />
Als ich Arno Koch als Dozent beim <strong>CETPM</strong> Instruktorkurs<br />
erleben durfte, beeindruckte mich vor allem<br />
die Leichtigkeit, <strong>mit</strong> <strong>der</strong> er selbst sehr theoretische<br />
Inhalte gut nachvollziehbar, sowie sehr unterhaltsam,<br />
ver<strong>mit</strong>telte. Daher empfehle ich jedem, <strong>der</strong> <strong>mit</strong> <strong>der</strong><br />
OEE noch kämpft, einen Blick auf seine Homepage<br />
www.OEEfoundation.org zu werfen. Auch Kenner<br />
<strong>der</strong> Materie finden dort immer wie<strong>der</strong> interessante<br />
Neuigkeiten. Aus seiner Fe<strong>der</strong> stammt auch das Standardwerk<br />
„OEE für das Produktionsteam“, erschienen<br />
bei <strong>CETPM</strong>-Publishing. (Barbara Ölschleger)<br />
9
Lean-Ausbildung gehört zum Karriereplan<br />
Siemens setzt auf Lean-Experten aus eigenem Hause - weltweit<br />
Mit Lean Management werden Unternehmen agil und <strong>bleiben</strong> wettbewerbsfähig. Der Erfolg hängt nicht von<br />
den Methoden ab son<strong>der</strong>n vom Lean-Selbstverständnis aller Mitarbeiter. Je größer ein Unternehmen ist, desto<br />
schwieriger mag es erscheinen, alle Beteiligten zu erreichen. Der Siemens-Konzern hat es sich zum Ziel gesetzt,<br />
weltweit alle Mitarbeiter in die Lean-Philosophie einzubinden.<br />
Vor einer spannenden Aufgabe steht Dr. Rolf Diesch,<br />
Vice President Operations Development, Siemens AG<br />
München. Er und sein Team sind dafür verantwortlich,<br />
Lean weltweit im gesamten Unternehmen einzuführen.<br />
Das bedeutet: Über 400.000 Menschen in<br />
170 Län<strong>der</strong>n an mehr als 300 Produktionsstandorten<br />
sollen gemeinsam den Weg <strong>der</strong> verschwendungsfreien<br />
Prozesse und <strong>der</strong> kontinuierlichen Verbesserung<br />
einschlagen. Auf <strong>der</strong> <strong>Production</strong> <strong>Systems</strong> <strong>2012</strong>, <strong>der</strong><br />
Leitveranstaltung für Lean Management, erläuterte<br />
er den Siemens-Weg in Richtung „lean“.<br />
„Uns geht es darum, ein positives Klima für Lean<br />
zu schaffen und das Lean-Expertenwissen ins Unternehmen<br />
zu bringen“, betont Dr. Diesch. „Das ist<br />
mehr als nur Methoden und Tools“. Vor allem gehe es<br />
um die Fragen: Wer muss was wissen? Was muss ein<br />
Geschäftsgebietsleiter wissen, was ein Meister, was<br />
ein Schichtführer? Was muss ein Entwicklungsleiter<br />
wissen? An diesen Fragen orientiere sich die Marke<br />
„Siemens-Produktionssystem“. Im Rahmen einer<br />
zielgruppenspezifischen Kompetenzentwicklung<br />
legt Siemens großen Wert auf die Ausbildung von internen<br />
Experten, welche vor Ort die Lean-Einführung<br />
anschieben und begleiten.<br />
Überzeugungsarbeit statt Druck<br />
„Selbstverständlich kann man durch Vorgabe von<br />
harten KPIs Verhaltensän<strong>der</strong>ungen erzwingen“<br />
räumt Dr. Diesch ein. Beispielsweise ließen sich <strong>mit</strong><br />
Der Siemens-Weg: Gemeinsam Prozesse optimieren<br />
Dr.-Ing. Rolf Diesch teilte seine Erfahrung in <strong>der</strong> Ausbildung<br />
von Lean-Experten <strong>mit</strong> den Teilnehmern <strong>der</strong> Jahrestagung<br />
<strong>Production</strong> <strong>Systems</strong> <strong>2012</strong><br />
<strong>der</strong> Vorgabe an ein Team, drei Wertstromanalysen<br />
pro Woche durchzuführen, sicher kurzfristig Erfolge<br />
erzielen. „Aber sobald man den Druck wegnimmt<br />
wird das Projekt zurückfallen, da die Menschen nicht<br />
aus Überzeugung gehandelt haben, son<strong>der</strong>n dem<br />
Druck gefolgt sind“. Deshalb setze man bei Siemens<br />
auf Überzeugungsarbeit und erkläre den Menschen,<br />
warum Wertstromanalysen o<strong>der</strong> an<strong>der</strong>e Maßnahmen<br />
wichtig und sinnvoll sind. Man nehme den Umweg,<br />
die Mitarbeiter zu überzeugen und zu inspirieren:<br />
„Wenn man den Menschen positive Erlebnisse verschafft,<br />
die <strong>mit</strong> Belohnung und Bestätigung einhergehen,<br />
dann än<strong>der</strong>t sich die innere Haltung. Und das<br />
führt zur Verhaltensän<strong>der</strong>ung“.<br />
Lean-Wissen soll obligatorisch werden<br />
Bei <strong>der</strong> Schaffung eines positiven Nährbodens<br />
für Lean spielt die Qualifikation <strong>der</strong> Mitarbeiter<br />
eine wichtige Rolle. Deshalb hat Siemens ein breit<br />
gefächertes Ausbildungsangebot entwickelt. Bei<br />
Kapazitätsengpässen kommen externe Trainer<br />
zum Einsatz. Diese werden geschult und ver<strong>mit</strong>teln<br />
das Leanwissen entsprechend den Standards des<br />
Siemens-Produktionssystems (SPS).<br />
„Lean muss Teil <strong>der</strong> normalen Ausbildung werden,<br />
Teil <strong>der</strong> Routine und selbstverständlich“, so beschreibt<br />
Rolf Diesch die Zielsetzung. Der Fokus bei<br />
10
Best Practice<br />
<strong>der</strong> Ausbildung liege auf <strong>der</strong> Ver<strong>mit</strong>tlung <strong>der</strong> Lean-<br />
Prinzipien, nicht <strong>der</strong> Methoden. Das SPS-Expert-<br />
Programm für Führungskräfte dauert dreimal eine<br />
Woche. Dazwischen gibt es Praxisphasen, da<strong>mit</strong> die<br />
Teilnehmer das Erlernte gleich anwenden können.<br />
Auch während <strong>der</strong> Praxisphasen findet ein Coaching<br />
durch Lean-Experten statt. Ausbildungsprogramme<br />
gibt es für Produktion und indirekte Bereiche. Nach<br />
Abschluss <strong>der</strong> Ausbildung werden im Rahmen einer<br />
Zeremonie Zertifikate verliehen. Nach Möglichkeit<br />
ist immer ein Vorstands<strong>mit</strong>glied anwesend, um<br />
Zeichen zu setzen für die Bedeutung von Lean und<br />
als Ausdruck <strong>der</strong> Wertschätzung für die Mitarbeiter.<br />
Inzwischen ist <strong>der</strong> Karrierepfad an die Lean-Initiative<br />
gekoppelt.<br />
Sofortige Einbindung neuer Mitarbeiter<br />
in Lean<br />
New@Siemens ist ein webbasiertes Einstiegstraining,<br />
um neuen Mitarbeitern essenzielle Informationen<br />
zum Unternehmen zu ver<strong>mit</strong>teln. Ein Bestandteil<br />
davon sind die Lean-Prinzipien des Siemens-Produktionssystems.<br />
Das Programm ist auf allen Notebooks<br />
für neue Mitarbeiter installiert. Per Pop-up-Menü<br />
werden die User aufgefor<strong>der</strong>t, dieses virtuelle Schulungsprogramm<br />
zu durchlaufen.<br />
Keine Lean-Parallelwelt<br />
„Es darf keine Parallelwelt von Lean-Experten entstehen.<br />
Solide Lean-Expertise muss für Abteilungs- und<br />
Werksleiter selbstverständlich werden“ betont Dr.<br />
Diesch. Die ausgebildeten Experten seien das Rückgrat<br />
für die Lean-Einführung. Ziel sei es, das Expertenwissen<br />
zu operationalisieren – es soll nicht separiert<br />
werden son<strong>der</strong>n Teil <strong>der</strong> normalen Arbeit sein.<br />
Globale Teams lernen <strong>mit</strong>einan<strong>der</strong> und voneinan<strong>der</strong><br />
Eine weitere Herausfor<strong>der</strong>ung liegt darin, in allen<br />
Werken ein einheitliches Verständnis für Lean zu<br />
schaffen. Bei <strong>der</strong> globalen Ausrollung fährt Siemens<br />
eine Linie, nimmt aber Anpassungen an lokale<br />
Gegebenheiten vor: Die Schulungen erfolgen vor<br />
Ort in <strong>der</strong> lokalen Landessprache, bei Bedarf durch<br />
externe Coaches.<br />
Der Online-Medienpartner von Yokoten:<br />
www.leanmagazin.de<br />
In dem Online-Magazin finden Sie Aktuelles und Interessantes<br />
rund um das Thema „Lean“: Berichte über aktuelle<br />
Themen, Hinweise auf Events bis hin zur Jobbörse.<br />
Standards sorgen bei Siemens für Qualität.<br />
11
Einfach einfach und einzigartig!<br />
Flexibel <strong>bleiben</strong> <strong>mit</strong> Low Cost Automation<br />
Continental setzt auf schnelle Umsetzung kreativer Optimierungsideen<br />
Wechselnde Anfor<strong>der</strong>ungen <strong>der</strong> Märkte und <strong>der</strong> Kundenwunsch nach einer Vielzahl von Produktvarianten stellen<br />
Produktionsbetriebe vor große Herausfor<strong>der</strong>ungen. Höhere Komplexität geht meist <strong>mit</strong> höheren Kosten einher,<br />
und <strong>der</strong> Kauf von teuren Anlagen birgt enorme Investitionsrisiken. Der Automobilzulieferer Continental nutzt die<br />
Einfachautomatisierung, auch Low Cost Automation (LCA) genannt, um flexibel und kostengünstig produzieren<br />
zu können.<br />
Mit dem Continental Business System (CBS), das sich<br />
auf die gesamte Unternehmensgruppe erstreckt,<br />
ertüchtigt Continental seine Prozesse weltweit und<br />
in allen Bereichen. Ein Bestandteil des CBS ist die<br />
Low Cost Automation (LCA), die überwiegend in <strong>der</strong><br />
Produktion zum Einsatz kommt. Eine Vorreiterrolle<br />
innerhalb des Konzerns nimmt <strong>der</strong> Bereich Automotive<br />
ein. Hier setzen Mitarbeiter <strong>mit</strong> viel Spaß und<br />
Engagement LCA-Projekte kreativ um.<br />
Joachim Thalmair, Continental Automotive GmbH,<br />
Regensburg, ist zuständig für Training and Coaching<br />
bei <strong>der</strong> Einführung des Continental Business <strong>Systems</strong>.<br />
Er und sein Kollege Urs Loser, Manager <strong>Production</strong><br />
Engineering, Continental Automotive Switzerland<br />
AG, Rüthi, treiben <strong>mit</strong> Begeisterung das Thema LCA<br />
im Konzern voran. Sie bezeichnen die Entwicklung<br />
einfacher Lösungen im Fertigungsbereich als ihr<br />
„Steckenpferd“. Der Funke dieser Begeisterung<br />
springt in den LCA-Workshops auf die Mitarbeiter<br />
über und führt zu pfiffigen Lösungen. Die beiden<br />
Experten stellten ihre Erkenntnisse auf dem Jahreskongress<br />
TPM-Forum <strong>2012</strong> in Stuttgart vor.<br />
Wurzeln in Japan<br />
Wie so Vieles im Bereich von Lean <strong>Production</strong> hat<br />
auch LCA seine Wurzeln in Japan. „Bereits im 17.<br />
Jahrhun<strong>der</strong>t wurden dort mechanische Puppen<br />
und Apparate gebaut, die ausschließlich durch Nut-<br />
Das Unternehmen Continental<br />
feierte 2011 sein 140-jähriges Bestehen. Das Traditionsunternehmen<br />
produziert und agiert weltweit als Zulieferer für die<br />
Automobilindustrie. Die Continental Automotive-Gruppe<br />
umfasst folgende Sparten:<br />
Chassis & Safety Division, z.B. <strong>mit</strong> elektronischen und hydraulischen<br />
Bremssystemen und Sensoren für passive Sicherheit,<br />
Interior Division, z.B. <strong>mit</strong> Body & Security, Infotainment &<br />
Connectivity, Commercial Vehicle,<br />
Powertrain Division, z.B.<strong>mit</strong> Engine <strong>Systems</strong>, Sensors &<br />
Actuators,Transmission Hybrid & Electric Vehicle Fuel Supply<br />
Joachim Thalmair (links) und Urs Loser haben sich dem Thema<br />
Low Cost Automation verschrieben<br />
zung <strong>der</strong> physikalischen Grundgesetze und dem<br />
Einsatz von mechanischen Elementen wie z.B. Kurvenscheiben<br />
und Fe<strong>der</strong>n in <strong>der</strong> Lage waren, sich zu<br />
bewegen“, erklärt Joachim Thalmair. Karakuri heißt<br />
diese Automatisierungstechnik, die in Japan bis<br />
heute angewendet und trainiert wird. In Trainingscentern,<br />
sogenannten Karakuri Doshos, entwickeln<br />
Werker und Ingenieure gemeinsam Lösungen für<br />
betriebsinterne Betriebs<strong>mit</strong>tel. „Diese Maschinen<br />
sind nicht immer schön, aber sie funktionieren, sind<br />
praktikabel und bestechen durch ihre Einfachheit “,<br />
so Thalmair.<br />
Angelehnt an diese japanische Tradition werden<br />
bei Continental Maschinen und Vorrichtungen<br />
unter Einbindung <strong>der</strong> Mitarbeiter selbst gebaut,<br />
was laut Joachim Thalmair folgende Vorteile bietet:<br />
Reduzierung <strong>der</strong> notwendigen Investitionen und<br />
Betriebskosten, verkürzte Anlaufzeiten für neue<br />
Produkte, verbesserte Produktivität und Flexibilität<br />
in <strong>der</strong> Produktion, höhere Mitarbeitermotivation und<br />
Absicherung bzw. Ausbau <strong>der</strong> Wettbewerbsfähigkeit.<br />
Insbeson<strong>der</strong>e die Einbindung <strong>der</strong> Mitarbeiter vor<br />
Ort führt zu einer hohen Identifikation <strong>mit</strong> den<br />
Fertigungsanlagen und den neuen Abläufen, da<br />
die Ideen <strong>der</strong> Werker in die Problemlösung einge-<br />
12
Planung einer neuen Linie: Mit Kartonsimulation lassen sich viele<br />
Optionen testen und beurteilen<br />
hen. Gemeinsam <strong>mit</strong> den Linien<strong>mit</strong>arbeitern im<br />
Unternehmen selbst entwickelte und hergestellte<br />
LCA-Lösungen sind auf die tatsächlichen betriebsinternen<br />
Bedürfnisse zugeschnitten, verringern die<br />
Abhängigkeit des Unternehmens von Zulieferern<br />
und stellen gleichzeitig ein Unterscheidungsmerkmal<br />
zum Wettbewerb dar. Mit dieser Strategie bleibt<br />
das Know-how im Unternehmen, und man ist nicht<br />
auf Standardmaschinen angewiesen, die auch <strong>der</strong><br />
Wettbewerb kaufen kann.<br />
Kartonsimulation fürs Training<br />
Bei Continental trainieren Mitarbeiter die Liniengestaltung<br />
nach LCA-Prinzipien anhand von Kartonsimulationen.<br />
Mit Kartonagen wird die Linie 1:1<br />
aufgebaut und optimiert. So lernen die Menschen,<br />
wie sich <strong>mit</strong> einfachen Mitteln ergonomische und<br />
funktionelle Arbeitsplätze schaffen lassen.<br />
„Bevor du investierst – denke nach“, so das Credo<br />
von Urs Loser. Er plädiert für einfache Lösungen,<br />
die oft besser funktionieren als teure High-Tech-<br />
Einrichtungen. Oft reichen einfache und handelsübliche<br />
Teile für den Aufbau <strong>der</strong> Betriebs<strong>mit</strong>tel aus.<br />
Kostenfrei und hoch wirksam sei die Nutzung <strong>der</strong><br />
physikalischen Grundgesetze. So könne man die<br />
Schwerkraft durch Einsatz von Rutschen 24 Stunden<br />
am Tag gratis nutzen.<br />
LCA bedeutet: Umdenken<br />
Als Grundvoraussetzung für den erfolgreichen<br />
Einsatz von LCA sieht Urs Loser die Trennung wertschöpfen<strong>der</strong><br />
von nicht wertschöpfenden Tätigkeiten,<br />
indem beispielsweise die Materialbereitstellung an<br />
den Linien nicht durch die Werker son<strong>der</strong>n durch die<br />
Logistik und den Einsatz von Materialzügen erfolgt.<br />
Ziel sei <strong>der</strong> One-Piece-Flow und die Reduzierung von<br />
Lagerbeständen. Eine bedeutende Rolle spielt die<br />
Mitarbeiterqualifizierung und –weiterentwicklung.<br />
„Die Mitarbeiter müssen jeden Prozess in <strong>der</strong> Zelle<br />
beherrschen“ so sein Plädoyer für die „gehende Arbeit“.<br />
Oft reiche auch eine günstigere Maschine aus,<br />
die nicht so schnell ist. Und schließlich solle man Besprechungen<br />
dort abhalten, wo die Wertschöpfung<br />
stattfindet.<br />
„Der Optimist sagt:<br />
Das Glas ist halb voll.<br />
Der Pessimist sagt:<br />
Das Glas ist halb leer.<br />
Der Lean-Denker sagt:<br />
Das Glas ist doppelt<br />
so groß wie nötig.“<br />
Urs Loser<br />
Lernen durch Tun: Rutsche zur Nutzung <strong>der</strong> Schwerkraft wird<br />
an Kartonsimulation getestet<br />
Insgesamt sieht Urs Loser eine große Herausfor<strong>der</strong>ung<br />
im Verän<strong>der</strong>ungsprozess: „Es braucht Zeit und<br />
das Management muss zu 100 Prozent hinter <strong>der</strong><br />
Lean-Philosophie stehen“. Zudem sei eine Loslösung<br />
von alten Paradigmen erfor<strong>der</strong>lich: „Wir müssen<br />
weg vom Auslastungsdenken. Die Anlage darf auch<br />
einmal stehen, wenn kein Kundenauftrag vorliegt. Es<br />
wird nur produziert, was auch benötigt wird.“ So entstünden<br />
kostengünstige Arbeitsplätze und schlanke<br />
Arbeitsabläufe nach LCA-Kriterien. Sein Fazit: „LCA ist<br />
keine Methode, son<strong>der</strong>n eine Denkweise, die bereits<br />
<strong>mit</strong> <strong>der</strong> Produktgestaltung beginnt“.<br />
13
Ausbildung und Praxis<br />
Lebenslanges Lernen - Studiengang für Praktiker<br />
„Der Weg als Ziel“ o<strong>der</strong> Karriere-Kick: Studiengang Wertschöpfungsmanagement<br />
Der Berufsweg von Rene Freund begann <strong>mit</strong> einer<br />
Ausbildung zum Chemikanten, gefolgt von Fortbildungen<br />
zum Chemotechniker und zum Technischen<br />
Betriebswirt IHK. Nach Gründung einer Familie und<br />
dem Aufstieg zum Werksleiter des Werkes Sinsheim<br />
<strong>der</strong> Blanco GmbH & Co. KG tauscht er nun mehrmals<br />
im Jahr den Chefsessel <strong>mit</strong> dem Hörsaal. Sein Antrieb<br />
für das berufsbegleitende Studium im Bachelor-Studiengang<br />
Wertschöpfungsmanagement ist nicht, wie<br />
bei einigen seiner Kommilitonen, <strong>der</strong> nächste Schritt<br />
auf <strong>der</strong> Karriereleiter. Er hat sich vorgenommen, die<br />
Lean- und TPM-Methoden von Grund auf zu lernen,<br />
da<strong>mit</strong> er die Menschen in seinem Werk zukunftsweisend<br />
weiterentwickeln kann.<br />
Der 44-jährige hatte überlegt, sich das Wissen durch<br />
verschiedene Seminare anzueignen. Dann stieß er auf<br />
den berufsbegleitenden Studiengang an <strong>der</strong> Hochschule<br />
Ansbach. „Nach dem Informationsgespräch<br />
<strong>mit</strong> Herrn Stallwitz und Prof. May von <strong>der</strong> Hochschule<br />
war mir sofort klar, dass dieser Studiengang mich<br />
weiterbringen wird“, betont er.<br />
„Obwohl es anspruchsvoll ist, sich vier Tage am Stück<br />
von 8 bis 19 Uhr aufs Lernen zu konzentrieren, freue ich<br />
mich auf die Vorlesungen“ erzählt Rene Freund. Nach<br />
einem Vorlesungsblock komme er <strong>mit</strong> vielen Ideen<br />
nach Hause, die er in seinem Werk <strong>mit</strong> kleinen Teams<br />
gleich umsetzt. Ohnehin gehört es zum Studienplan,<br />
dass die Studierenden Projekte in ihren Unternehmen<br />
durchführen und diese dann an <strong>der</strong> Hochschule<br />
präsentieren. Rene Freund ist es gelungen, <strong>mit</strong> einem<br />
studienrelevanten Rüstprojekt circa 8000 Euro pro Jahr<br />
einzusparen. In seiner Rolle als Führungskraft bringt<br />
ihn das Studium ebenfalls weiter: In einer Vorlesung<br />
über Change Management sei ihm klar geworden,<br />
warum gewisse Verän<strong>der</strong>ungen in seinem Werk nicht<br />
Rene Freund (vorne re.) diskutiert <strong>mit</strong> dem Lehrbeauftragten<br />
und Vice Director des <strong>CETPM</strong> Alexan<strong>der</strong> Grombach (vorne li.)<br />
während <strong>der</strong> TPM-Vorlesung<br />
14<br />
Rene Freund (rechts), Werksleiter bei Blanco GmbH & Co. KG,<br />
setzt Erkenntnisse vom Campus direkt in seinem Werk um<br />
funktioniert haben. „Durch die Vorlesung habe ich<br />
neue Impulse bekommen. Ich lebe es jetzt ganz an<strong>der</strong>s<br />
vor und bemühe mich darum, meine Mitarbeiter<br />
besser einzubinden“ ist sein Fazit nach zwei Semestern<br />
in Ansbach.<br />
„Sehr wertvoll ist für mich <strong>der</strong> fachliche Austausch<br />
<strong>mit</strong> Studienkollegen und Referenten“ betont er. Und<br />
er findet es klasse, dass man sich <strong>mit</strong> den Dozenten<br />
auch mal abends im Biergarten unterhalten kann.<br />
Bereichernd findet Rene Freund die Vorlesungen<br />
in Lehrfabrik und Lehrbüro am Campus Herrieden:<br />
„Durch das direkte Umsetzen prägt sich das Gelernte<br />
besser ein und man bekommt mehr Sicherheit“.<br />
Ein weiterer positiver Aspekt sei die vielfältige Zusammensetzung<br />
<strong>der</strong> Studierenden. „Die Altersstruktur<br />
meiner Studienkollegen liegt zwischen Mitte 20 und<br />
Ende 40“, erzählt er. „Etwa ein Drittel <strong>der</strong> Teilnehmer<br />
hat eine Führungsposition, ein Drittel sind Meister<br />
o<strong>der</strong> Teamleiter und ein Drittel hat eine Stabsfunktion<br />
im Bereich Lean inne“. So sei ein optimaler Austausch<br />
aus unterschiedlichen Blickwinkeln gegeben und alle<br />
profitierten voneinan<strong>der</strong>. Dass er das Studium bis zum<br />
Bachelor-Abschluss 2014 <strong>mit</strong> Freude weiter verfolgen<br />
wird, steht für ihn außer Frage.<br />
Bachelor-Studiengang<br />
Wertschöpfungsmanagement<br />
Studieren - auch ohne Abitur: Die Chance für Industriemeister,<br />
Techniker, Technische Betriebswirte ...<br />
Berufsbegleiten<strong>der</strong> Studiengang <strong>mit</strong> 6 Vorlesungsblocks<br />
pro Jahr à 4 Tagen<br />
Bachelor-Abschluss in 6 bis 9 Semestern<br />
Wissen für die Praxis - sofort umsetzbar<br />
www.wertschoepfungsmanager.de
<strong>CETPM</strong> wächst weiter<br />
Neue Räume am Campus Herrieden<br />
TPM- und Lean-News<br />
Als das <strong>CETPM</strong> <strong>der</strong> Hochschule Ansbach im Jahr 2009<br />
die erste Lehrfabrik im Technologie- und Informationszentrum<br />
einrichtete, rechnete niemand da<strong>mit</strong>,<br />
dass diese schon bald zu klein sein würde. Die Einrichtung<br />
platzte aufgrund <strong>der</strong> steigenden Nachfrage<br />
nach den praxisorientierten Seminaren schon bald<br />
aus allen Nähten.<br />
Dann bot sich die Gelegeneit, echte Fabrik- und Büroräume<br />
im nur 10 Fahrminuten von <strong>der</strong> Hochschule<br />
entfernten Herrieden anzumieten. Das <strong>CETPM</strong> nutzte<br />
diese Chance und richtete dort neben einer Lehrfabrik<br />
auch ein Lehrbüro in authentischen Räumen ein.<br />
Im ehemaligen Firmengebäude des Modeherstellers<br />
Auf einer Fläche von über 1500 m² bietet <strong>der</strong> Campus Herrieden<br />
Raum für praxisorientiertes Lernen und für das <strong>CETPM</strong>.<br />
Die neuen Räume des <strong>CETPM</strong> sind zugleich Versuchslabor für neue<br />
Arbeitskonzepte wie hier z.B. <strong>der</strong> „Sitz-Steh-Arbeitsplatz“ aus dem<br />
Beewatec-Rohrsystem <strong>mit</strong> FIFO-Bahnen.<br />
Carlo Colucci werden jetzt Produktions- und Administrationsprozesse<br />
sehr realitätsnah simuliert. Studenten<br />
und Seminarteilnehmer setzen hier ihr frisch<br />
erworbenes Lean-/TPM-Wissen sofort in die Tat um.<br />
Die Veranstaltungen in Herrieden sind gut frequentiert.<br />
Im Frühjahr <strong>2012</strong> wurde dort eine zweite Lehrfabrik<br />
eingerichtet. Auch für die durch das Wachstum<br />
des <strong>CETPM</strong> größer werdende Administration wurde<br />
es eng an <strong>der</strong> Hochschule Ansbach. So zog diese<br />
ebenfalls um an den Campus Herrieden. An <strong>der</strong> neu<br />
eingerichteten Außenstelle <strong>der</strong> Hochschule Ansbach<br />
sind inzwischen mehr als 20 Mitarbeiter und 50<br />
Trainer im Einsatz. So konnten Schnittstellen zwischen<br />
Seminarbetrieb und Administration reduziert<br />
werden. In diesem Umfeld ist es selbstverständlich,<br />
dass das <strong>CETPM</strong>-Team seine Prozesse kontinuierlich<br />
hinterfragt und verbessert.<br />
Agile Prozesse <strong>mit</strong> Wertstrom-Management<br />
Neues Handbuch für Praktiker von dem Wertstromexperten Dr. Thomas Klevers<br />
Abbildung:<br />
Wertstrombuch<br />
Ein zentrales Werkzeug<br />
von Lean ist Wertstrom-<br />
Management <strong>mit</strong> den<br />
Grundbausteinen Wertstrom-Mapping<br />
und Wertstrom-Design.<br />
Wertstrom-Management<br />
macht Verschwendung in<br />
Prozessen sichtbar. Wenn<br />
Abläufe transparent sind,<br />
lassen sich Material- und<br />
Informationsflüsse verbessern<br />
– sowohl in einzelnen<br />
Prozessen als auch in <strong>der</strong><br />
gesamten Supply Chain.<br />
Ein Effekt, <strong>der</strong> sich <strong>mit</strong> Wertstrom-Management erreichen<br />
lässt, ist die drastische Senkung von Beständen<br />
und die Reduzierung <strong>der</strong> Durchlaufzeiten. Die<br />
Liefertreue wird erhöht, und die Qualität verbessert<br />
sich durch schnelleres Fehlerfeedback. Unternehmen<br />
werden durch Wertstrom-Management agiler<br />
und können schneller auf Verän<strong>der</strong>ungen am Markt<br />
reagieren.<br />
In seinem neuen Handbuch für Praktiker erklärt<br />
<strong>der</strong> Wertstromexperte Dr. Thomas Klevers Schritt<br />
für Schritt die Vorgehensweise beim Wertstrom-<br />
Management und zeigt viele Möglichkeiten zum<br />
erfolgreichen Einsatz auf. Zahlreiche Praxisbeispiele<br />
aus Projekten in Unternehmen geben tiefen Einblick<br />
in die erprobte Vorgehensweise.<br />
Sowohl erfahrene Praktiker als auch Beginner und<br />
Studierende finden wertvolle Hinweise, wie sie die<br />
Suche nach Verschwendung und <strong>der</strong>en Eliminierung<br />
angehen können.<br />
ISBN: 9-783940-775-10-8, Preis 39,95 € inkl. MwSt.<br />
15
TPM- & Lean-Tipps und Denkanstöße<br />
Tipp: Lean ist magnetisch<br />
TPM und Lean setzen auf visuelles Management.<br />
Dabei kommt es darauf an, dass Informationen<br />
schnell und unkompliziert direkt am Ort des<br />
Geschehens verfügbar sind. Magnetprodukte<br />
sind ideale Begleiter in TPM-und Lean-Prozessen.<br />
Viel Spielraum für pfiffige und individuelle<br />
Visualisierungen bieten flexible Magnetfolien,<br />
Magnetbän<strong>der</strong> und Magnettaschen. Schnell und<br />
einfach werden Hinweise und Informationen<br />
genau dort platziert, wo sie benötigt werden. Mit Messer<br />
und Schere lassen sich die Magnetfolien zu je<strong>der</strong> beliebigen<br />
Form zuschneiden. Individuelle Magnetprodukte<br />
bietet die Firma Schallenkammer, z.B. zugeschnittene<br />
Magnetfolien nach individuellen Vorgaben.<br />
Das jüngste Produkt ist ein magnethaftendes Formular,<br />
bedruckt nach Bedarf (z.B. <strong>mit</strong> Problem-Schred<strong>der</strong>, <strong>Kata</strong>-<br />
Fragen ...), das <strong>mit</strong> abwischbarem Schreiber ausgefüllt<br />
wird (s. Abb. links). So läßt es sich immer wie<strong>der</strong> verwenden.<br />
Dokumentation <strong>der</strong> Inhalte durch Einscannen o<strong>der</strong><br />
Fotos. Erhältlich in DIN A4 und DIN A3.<br />
Foto: www.schallenkammer.de<br />
Impressum:<br />
Hochschule Ansbach<br />
Campus Herrieden – <strong>CETPM</strong><br />
Redaktion Yokoten<br />
Steinweg 5<br />
D-91567 Herrieden<br />
Tel. +49 (0) 9825 2038-100<br />
Fax +49 (0) 9825 2038-111<br />
www.yokoten.de ISSN 2193-4835<br />
E-Mail: yokoten@cetpm.de Einzelheft: 5,00 €<br />
Redaktion: Sabine Leikep Jahresabo für 6 Ausgaben:<br />
19,00 € inkl. Versand<br />
16