Sortierung - Lehrstuhl Mechanische Verfahrenstechnik
Sortierung - Lehrstuhl Mechanische Verfahrenstechnik
Sortierung - Lehrstuhl Mechanische Verfahrenstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
138<br />
3.3 <strong>Sortierung</strong> 139<br />
3.3.1 Dichtesortierung 141<br />
3.3.1.1 Schwimm-Sink-Sortieren ............................................. 141<br />
3.3.1.2 Sortieren durch Setzen ................................................. 157<br />
3.3.1.3 Sortieren in Rinnen und auf Herden .......................... 160<br />
3.3.1.4 Aufstrom- und Querstromsortierung ......................... 163<br />
3.3.2 Flotation 177<br />
3.3.3 Elektrosortierung 183<br />
3.3.4 Magnetscheidung 187<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
139<br />
3.3 <strong>Sortierung</strong><br />
Mit Hilfe von Sortierprozessen werden Partikelkollektive, die eine Mischung<br />
darstellen, nach stofflichen Gesichtspunkten getrennt.<br />
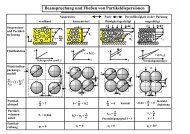
Tabelle 3.10 Wirkprinzipien für Sortierprozesse F 3.30<br />
Gruppe Wirkprinzip Maschinen- und Apparatebeispiele<br />
a) Querstrom Ablenksortierung Trommelmagnetscheider mit oberer<br />
Aufgabe, Elektrowalzenscheider,<br />
Elektrokammerscheider<br />
Aushebesortierung Bandmagnetscheider, Naßtrommelmagnetscheider<br />
Rückhaltesortierung Plattenmagnetscheider, Füllkörpermagnetscheider<br />
Schwimm-Sink-<strong>Sortierung</strong> Schwertrübescheider, Schwimm-<br />
Sink-Trockenscheider<br />
b) Schichtung im pulsierenden<br />
Hydrosetzmaschinen<br />
Fluidaufstrom<br />
im stationär strömenden Hydrorinnen, Aerorinne<br />
Fluid<br />
c) Filmströmung<br />
feste Herden<br />
Kippherde<br />
gleichsinnig bewegte Herde Bandherde<br />
schwingende Herde Schüttelherde, Stoßherde<br />
d) Auf- oder<br />
Querstrom<br />
im stationär strömenden<br />
Fluid<br />
Zick-Zack-Aerosortierer,<br />
Aufstromsortierer<br />
e) Heterokoagulation<br />
Schaumflotation<br />
mechanische Flotationsmaschinen,<br />
pneumatische Flotationsapparate<br />
Schaumseparation Schaumseparatoren<br />
f) Klauben Handklauben Klaubetische, Klaubebänder<br />
automatisches Klauben optisch-mechanische, radiometrischmechanische<br />
Klaubegeräte<br />
Dabei bedient man sich eines Trennmerkmals, bezüglich dessen sich die zu<br />
trennenden Bestandteile genügend unterscheiden. Als solche kommen vor<br />
allem folgende physikalischen Eigenschaften in Betracht: F 3.30<br />
• die Dichte,<br />
• die magnetische Suszeptibilität,<br />
• die elektrische Leitfähigkeit oder die Dielektrizitätskonstante,<br />
• Grenzflächeneigenschaften (Benetzbarkeit) und<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
• optische Eigenschaften (Reflexion) sowie eine Eigenstrahlung.<br />
Tabelle 3.10 vermittelt einen Überblick über die hauptsächlich genutzten<br />
Wirkprinzipien. Man erkennt zunächst daraus, daß Querstromtrennungen<br />
relativ verbreitet sind und sowohl für die <strong>Sortierung</strong> nach der Dichte als<br />
auch nach magnetischen und elektrischen Eigenschaften angewendet werden.<br />
Schichtungstrennungen und Trennungen in Filmströmungen sind auf<br />
die Dichtesortierung beschränkt. Bei Heterokoagulationstrennungen werden<br />
Grenzflächeneigenschaften ausgenutzt. Der wichtigste zugehörige technische<br />
Prozeß ist die Schaumflotation. Für Klaubetrennungen werden vor allem<br />
optische Eigenschaften oder eine Eigenstrahlung als Trennmerkmal<br />
herangezogene, wobei letzteres an jedem Einzelstück oder -partikel geprüft<br />
wird.<br />
Aus der Sicht der Grundlagen und der ausrüstungsseitigen Realisierung dieser<br />
Prozesse ist es zweckmäßig, in Dichtesortieren, Magnetscheiden, Elektrosortieren,<br />
Flotieren und Klauben zu gliedern.<br />
Der Prozeßerfolg läßt sich wie bei Klassierprozessen ebenfalls mit Hilfe<br />
einfacher stationärer Massebilanzen, den Ausbringenskennzahlen und der<br />
Trennfunktion - Fraktionstrenngrad einschließlich der Trennschärfe<br />
κ = ξ 25<br />
/ ξ 75<br />
, dem dimensionsbehafteten Ecart probable oder Ecart de<br />
Terra E T<br />
= ( ξ75 − ξ25)<br />
/ 2 oder der dimensionslosen Imperfektion<br />
I = E T<br />
/ ξ T<br />
- eines möglichst einfach meßbaren, physikalischen Trennmerkmales<br />
ξ, ξ T beurteilen, siehe Bild F 3.31. Falls dies nicht oder nur sehr aufwendig<br />
quantifizierbar ist, z.B. bei den elektrischen oder optischen Eigenschaften<br />
können das Masseausbringen R m über die Produktqualität, z.B.<br />
den Wertstoffgehalt µ S,k der Komponente k, dargestellt werden, falls man<br />
das abgetrennte Produkt in einzelne Teilproduktmengen aufspalten kann -<br />
Sortier-, Anreicher- oder M-Kurven. Falls die Aufgabegehalte verschiedener<br />
Trennversuche zu stark voneinander abweichen, bietet die Auftragung<br />
des Masseausbringen über das Wertstoffausbringen in R m -R k -Kurven Vorteile,<br />
Bild F 3.32.<br />
Die Trennfunktion gibt an, welcher Masseanteil einer differentiell kleinen<br />
Merkmalsklasse ∆ξ j im Wertprodukt (Schwergut) ausgebracht wird:<br />
µ<br />
S,<br />
j<br />
Tj<br />
( ξ) = R<br />
m,<br />
S<br />
⋅ (3.1)<br />
µ<br />
A,<br />
j<br />
R m,S - Masseausbringen Schwergut<br />
µ S,j - Masseanteil Schwergut der Klasse j<br />
µ A,j - Masseanteil des Aufgabegutes der Klasse j<br />
140<br />
Die Trennschärfe κ ist folgendermaßen definiert:<br />
ξ<br />
κ = 25<br />
ξ<br />
75<br />
ξ 25 - Größe des Trennmerkmals ξ bei T j (ξ) = 0,25<br />
(3.2)<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
ξ 75 - Größe des Trennmerkmals ξ bei T j (ξ) = 0,75<br />
141<br />
Eine ideale Trennung ist mit κ = 1 gegeben: Die Trennkurve springt bei einem<br />
Trennschnitt ξ T von 0 auf 1. Je unschärfer die Trennung erfolgt, desto<br />
flacher ist der Verlauf der Trennkurve und desto mehr weicht κ von 1 ab. In<br />
diesem Fall wird der Abszissenwert an der Stelle T j (ξ) = 0,5 als Trennmerkmal<br />
definiert.<br />
Es ist zweckmäßig, die wesentlichen Einfluß- und Zielgrößen des Trennprozesses<br />
durch dimensionslose Kennzahlen zu beschreiben, z.B.:<br />
- charakteristische Partikelgröße d i und (Masse-) Verteilung Q 3 (d) für die<br />
Stoffbestandteile und die Schwertrübe<br />
- Aufschlußgrad der Partikeln des Wertstoffes der i-ten Partikelgrößenklasse<br />
mA,<br />
i<br />
µ AG , i<br />
=<br />
(3.3)<br />
m + m<br />
A, i V,<br />
i<br />
m A,i Masseanteil der i-ten Größenklasse der aufgeschlossenen<br />
Wertstoffpartikeln<br />
m V,i Masseanteil der i-ten Größenklasse der verwachsenen Wertstoffpartikeln<br />
- Porosität ε, Porenvolumenverteilung Q 3 (d ε ) für die Stoffbestandteile<br />
- Wassergehalt X W = m W / m S (m S - Feststoffmasse) der Stoffbestandteile<br />
- Trübedichte ρ Tr , Feststoffvolumenanteil ϕ s der Schwertrübe<br />
Die wichtigsten Einsatzgebiete der Sortierprozesse sind bei der Aufbereitung<br />
mineralischer Rohstoffe und zunehmend auch von Sekundärrohstoffen<br />
oder festen Abfällen zu finden. Weitere Anwendungen sind z.B. aus der<br />
Lebensmitteltechnik, der Landtechnik sowie der chemischen Industrie bekannt.<br />
3.3.1 Dichtesortierung<br />
Bei den Dichtesortierprozessen ist die Stück- oder Partikeldichte das wesentliche<br />
Trennmerkmal, siehe Bild F 3.33a-e. Diese Trennungen erfolgen<br />
vorwiegend im Schwerkraftfeld. Für Dichtetrennungen im Feinkornbereich<br />
haben jedoch Zentrifugalkraftfelder ständig an Bedeutung gewonnen, siehe<br />
Bild F 3.34.<br />
Es sind die Schwimm-Sink-<strong>Sortierung</strong>, die <strong>Sortierung</strong> durch Setzen, die<br />
<strong>Sortierung</strong> in Rinne und auf Herden sowie die Aufstrom- und Querstromsortierung<br />
zu unterscheiden.<br />
3.3.1.1 Schwimm-Sink-Sortieren<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
142<br />
Das Wirkprinzip der Schwimm-Sink-<strong>Sortierung</strong> ist im Bild 5.37 (Lehrbuch<br />
MVT) dargestellt. Das nach stofflichen Gesichtspunkten zutrennende Gut<br />
wird einem Trennmedium aufgegeben dessen Dichte zwischen den Dichten<br />
der spezifisch leichtesten und der spezifisch schwersten Bestandteile der<br />
Aufgabe liegt und für jeden konkreten Fall in Abhängigkeit von Prozeßziel<br />
festzulegen ist. In diesem Medium sollen die spezifisch schweren Körner<br />
absinken und spezifisch leichteren aufschwimmen (Bild 5.37). Am meisten<br />
verbreitet als Trennmedium sind wäßrige Schwerstoffsuspensionen<br />
(Schwertrüben). Echte Schwerflüssigkeiten, wie z.B. Wasser oder<br />
Tetrabromethan, spielen für technische Trennungen eine nur sehr geringe<br />
Rolle.<br />
Aerosuspensionen in Form von Gas-Feststoff-Wirbelschichten sind in trockenen<br />
oder sehr kalten Klimata zu erwägen.<br />
Für Schwertrüben werden vor allem Ferrosilizium FeSi mit 12 bis 15 % Si<br />
(ρ s ≈ 6900 kg/m³) durch Magnetit (Fe 3 O 4 , ρ s ≈ 5000 kg/m³) als Schwerstoffe<br />
benutzt. Diese zeichnen sich durch angemessene Härte, Korrosionsbeständigkeit<br />
günstige Beschaffbarkeit zu erträglichem Preis und vor allem auch<br />
dadurch aus, daß sie sich wegen ihrer ferromagnetischen Eigenschaften<br />
magnetisch relativ leicht regenerieren lassen. Mit gemahlenem FeSi sind<br />
unter betrieblichen Verhältnisse maximale Trübedichten von etwa 3200<br />
kg/m³ erreichbar, mit verdüstem FeSi sind wegen der rundlichen Partikelform<br />
Trübedichten bis etwa 3400 kg/m³ möglich.<br />
Für Schwertrüben sind vorwiegend Fließkurven ermittelt worden, die den im<br />
Bild F 3.35.1 angedeuteten Verlauf aufweisen. Dieser ist bei höheren Scherspannungen<br />
τ linear, d.h. er entspricht dort einem plastischen Medium, während<br />
der Anfangsteil auf ein pseudoplastisches Verhalten hindeutet, siehe<br />
auch Bild F 3.36. Dieses Fließverhalten ist eine Folge von Strukturbildung<br />
im Ergebnis der Wechselwirkung der Partikeln einschließlich deren Hydrathüllen.<br />
Die Strukturbildung tritt in derartigen Suspensionen immer dann ein,<br />
wenn die mittleren Partikelabstände genügend klein sind, d.h. hier bei Feststoffvolumenanteilen<br />
von etwa ϕ s > 20 %. Die Lage der Fließkurven bestimmen<br />
vor allem der Volumenanteil sowie die Feinheit des Feststoffes und<br />
der Umfang der Hydrathüllen, siehe auch Bild F 3.37-3.39, und zwar verschiebt<br />
sie sich bzw. die Fließgrenze τ o mit zunehmender Feinheit und<br />
wachsendem Volumenanteil sowie sich verstärkenden Hydrathüllen (Bild F<br />
3.39) zu höheren τ-Werten und umgekehrt.<br />
Modellierung der Schwimm-Sink-<strong>Sortierung</strong><br />
Charakterisierung der Schwertrübe<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
143<br />
Zur Beschreibung der <strong>Sortierung</strong> mit Schwerflüssigkeiten im Schwerefeld<br />
scheint das Modell der Querstromsortierung am geeignetsten. Nach diesem<br />
Modell bewegt sich das Schwergut während seiner Verweilzeit abwärts<br />
durch den Sortierapparat und muß dabei eine bestimmte Höhe überwinden.<br />
Die quasistationäre Sinkgeschwindigkeit v s eines Partikels in der Trübe<br />
ergibt sich hierfür zu:<br />
4 g ⋅ d ⋅ ( ρs<br />
− ρTr<br />
)<br />
vs<br />
= ⋅<br />
(3.80)<br />
3 c ⋅ ρ<br />
g<br />
d<br />
ρ s<br />
ρ Tr<br />
c W,s<br />
W,<br />
s<br />
Tr<br />
Erdbeschleunigung<br />
Partikeldurchmesser<br />
Partikeldichte<br />
Trübedichte<br />
Widerstandsbeiwert<br />
Die kennzeichnenden Merkmale der Trübe sind<br />
• die Trübedichte:<br />
m<br />
s<br />
+ ml<br />
ρ<br />
Tr<br />
= = ρl + ϕ<br />
s<br />
⋅ ( ρ<br />
s<br />
− ρl<br />
) (3.81)<br />
V + V<br />
s<br />
ρ Tr<br />
m s<br />
m l<br />
V s<br />
V l<br />
ρ l<br />
ρ s<br />
ϕ s<br />
l<br />
Trübedichte<br />
Feststoffmasse<br />
Flüssigkeitsmasse<br />
Feststoffvolumen<br />
Flüssigkeitsvolumen<br />
Flüssigkeitsdichte (Wasser)<br />
Feststoffdichte (Schwerstoff)<br />
Feststoffvolumenanteil<br />
• der Feststoffvolumenanteil:<br />
Vs<br />
ρ<br />
Tr<br />
− ρl<br />
ϕ<br />
s<br />
= =<br />
V + V ρ − ρ<br />
s<br />
l<br />
• der Feststoffgehalt in der Trübe:<br />
ms<br />
cs<br />
=<br />
V + V<br />
s<br />
l<br />
s<br />
• Die Trübeviskosität ergibt sich für ϕ s < 0,3 zu:<br />
2<br />
η = η 1+ 2,5⋅ ϕ + 10,05⋅ϕ<br />
( )<br />
Tr W s s<br />
η W<br />
l<br />
dynamische Viskosität von Wasser<br />
• Partikel-Reynolds-Zahl in der Schwerstofftrübe<br />
vs ⋅ d<br />
P<br />
⋅ ρTr<br />
Re P<br />
=<br />
ηTr<br />
v s stationäre Partikelsinkgeschwindigkeit<br />
d P Partikelgröße des Schwerstoffes<br />
ρ Tr Schwertrübedichte<br />
dynamische Zähigkeit der Schwertrübe<br />
η Tr<br />
(3.82)<br />
(3.83)<br />
(3.84)<br />
(3.85)<br />
Eine wichtige Eigenschaft ist das Fließverhalten der Schwertrübe. Bei den<br />
hier vorliegenden Schwerstoffkonzentrationen von 20...30 Volumen% wird<br />
theoretisch ein strukturviskoses (pseudoplastisches) Fließverhalten erwartet<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
(siehe Funktionsverlauf 3 in Bild F 3.36). Außerdem sind Entmischungserscheinungen<br />
durch große Scherkräfte bei der <strong>Sortierung</strong> zu berücksichtigen.<br />
Der allgemeine Ansatz für diese Fließkurven lautet:<br />
τ = τ + η ⋅ ⎛ n<br />
⎝ ⎜ du⎞<br />
0 B ⎟<br />
(3.86)<br />
dy⎠<br />
τ Scherspannung<br />
τ 0 Fließgrenze<br />
η B Plastizität<br />
γ = du / dy Schergeschwindigkeitsgradient (Schergefälle)<br />
n rheologischer Parameter<br />
Für den rheologischen Parameter<br />
2<br />
n gilt:<br />
Scherspannung<br />
τ<br />
3<br />
(1) NEWTON’sches Verhalten<br />
1<br />
τ 0 = 0, n = 1;<br />
(2) linear „plastisches“ (viskoplastisches<br />
Verhalten<br />
4<br />
τ 0<br />
(BINGHAM) τ 0 > 0, n = 1;<br />
(3) strukturviskoses (pseudoplastisches)<br />
Verhalten 0 < n < 1<br />
du<br />
Schergeschwindigkeitsgradient<br />
dy<br />
Bild F 3.36: Zeitunabhängigen Fließkurven<br />
verschiedener Medien<br />
und<br />
(4) dilatante Medien n > 1.<br />
Für die Beschreibung der wirksamen oder scheinbaren Viskosität von<br />
Schwertrüben kann auf verschiedene Modellansätze zurückgegriffen werden.<br />
Beispielsweise schlägt Bauckhage in Anlehnung an den Potenzansatz<br />
von Ostwald und de Waele<br />
⎛ ⎞<br />
τ = K ⎜<br />
du n<br />
P ⎟<br />
(3.87)<br />
⎝ dy⎠<br />
K P Steifigkeitsziffer<br />
folgenden Ansatz vor:<br />
2<br />
( n−1)/<br />
2<br />
⎡⎛<br />
τ =<br />
η<br />
⎝ ⎜ du⎞<br />
⎤ du ∗ du<br />
K<br />
P<br />
⎢ ⎟ ⎥ =<br />
(3.88)<br />
⎣⎢<br />
dy⎠<br />
⎦⎥<br />
dy dy<br />
η * wirksame oder scheinbare Viskosität<br />
Durch die letztere Gleichung wird berücksichtigt, daß bei strukturviskosem<br />
Fließverhalten die wirksame Viskosität für zunehmende Schergradienten<br />
und Schubspannungen abnehmen muß. Das strukturviskose Fließverhalten<br />
einer Schwertrübe ist um so deutlicher ausgeprägt, je höher der Feststoffvolumenanteil,<br />
je höher dessen Feinheit, je stärker die Hydratation und je ausgeprägter<br />
der Flockungszustand des Schwerstoffes ist.<br />
Das Fließverhalten von Schwertrüben kann durch den Einsatz von Reagenzzusätzen<br />
verändert werden. So ist es möglich, durch Reagenzzusätze die<br />
Ausbildung der Hydrathüllen der Partikeln (Hydrophobierung /<br />
Hydrophilierung) oder deren Dispergierungs- bzw. Flockungszustand zu<br />
144<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
145<br />
verändern. Diese Wechselwirkungen sind durch Messung des ζ-Potentials<br />
quantifizierbar. Ein modern ausgerüsteter Meßplatz steht am <strong>Lehrstuhl</strong> für<br />
<strong>Mechanische</strong> <strong>Verfahrenstechnik</strong> zur Verfügung.<br />
Eine Hydrophobierung der Schwerstoffpartikeloberflächen (Ferrochrom<br />
oder Ferrosilizium) soll das Abgleiten der Doppelschichten durch die Umorientierung<br />
der Kraftrichtung der Wasserdipole entlang der<br />
Partikeloberfläche verbessern. Dadurch können die rheologischen Parameter<br />
τ 0 und η B vermindert und Schwerstoffverluste minimiert werden.<br />
Bei der Herstellung von Schwertrüben ist Ferrosilizium weit verbreitet. Es<br />
besitzt eine hohe Dichte und eine relativ hohe Härte, was mit einer guten<br />
Abriebsfestigkeit einhergeht. Weiterhin ist es korrosionsbeständig und läßt<br />
sich auf Grund seiner ferromagnetischen Eigenschaften leicht durch eine<br />
Magnetscheidung regenerieren. Tabelle 3.11 gibt einen Überblick über praktisch<br />
verwendete Schwerstoffe.<br />
Tabelle 3.11: verfahrenstechnisch relevante Schwerstoffe<br />
Schwerstoff<br />
Schwerstoffdichte<br />
in Trübedichte in<br />
max. erzielbare<br />
kg/m 3<br />
kg/m 3<br />
Baryt (BaSO 4 ) 4300...4700 2000<br />
Ferrochrom (etwa 15% Cr), verdüst etwa 7500 4200<br />
Ferrosilizium (etwa 15% Si) etwa 6900<br />
a) gemahlen 3200<br />
b) verdüst 3800<br />
Galenit (PbS) 7400...7600 3300<br />
Magnetit (Fe 3 O 4 ) 4900...5200 2400<br />
Pyrit (FeS 2 ) 4900...5200 2400<br />
Quarzsand etwa 2600 1400<br />
Da die zu sortierenden Partikel nicht einzeln sondern im Schwarm absinken,<br />
muß obige Sinkgeschwindigkeit korrigiert werden:<br />
v<br />
s,<br />
ϕ<br />
n<br />
= ( 1 − ϕs<br />
) = k<br />
ϕ<br />
(3.89)<br />
v<br />
s<br />
v s,ϕ<br />
ϕ s<br />
n<br />
k ϕ<br />
stationäre Schwarmsinkgeschwingikeit<br />
Feststoffvolumenanteil<br />
Parameter<br />
Schwarmturbulenzfaktor<br />
Außerdem beeinflußt natürlich die Partikelform dessen Sinkgeschwindigkeit.<br />
Dies wird durch den Formkorrekturfaktor k ψ berücksichtigt:<br />
k = ψ<br />
(3.90)<br />
ψ<br />
ψ A<br />
A<br />
Kornformfaktor<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Für den Partikelformfaktor existieren sowohl Tabellen als auch für einfache<br />
Formen und konkrete Umströmungsbedingungen gültige Gleichungen.<br />
Letztendlich ergibt sich die Sinkgeschwindigkeit eines Schwergutpartikels<br />
in der Trübe zu:<br />
v = k ⋅ k ⋅ v<br />
(3.91)<br />
s,ϕ ϕ ψ<br />
s<br />
Um die Umströmungsbedingungen abzuschätzen, soll von folgender Beziehung<br />
für die Sinkgeschwindigkeit des Schwergutes ausgegangen werden<br />
(gültig für kugelförmige Partikel mit 10 3 < Re < Re krit )<br />
3 ⋅ g ⋅ d ⋅ ( ρs<br />
− ρTr<br />
)<br />
v<br />
s<br />
=<br />
(3.92)<br />
ρ<br />
Tr<br />
Mit ϕ s = 0,23, ρ Tr = 2500 kg/m 3 und ρ s = 7500 kg/m 3 (Ferrochrom) ergibt<br />
sich hier η Tr = 2,11 . 10 -3 Pa . s. Daraus folgt die Sinkgeschwindigkeit v s = 0,08<br />
m/s. Damit erhält man für 10 mm große kugelförmige Partikeln eine Reynolds-Zahl<br />
von Re = 948.<br />
Beim Absinken des Schwergutes herrschen also strömungstechnisch Übergangsbedingungen,<br />
gegebenenfalls ist auch turbulente Umströmung zu erwarten<br />
(Newton-Bereich).<br />
Außerdem muß eine Bewegung der Partikeln innerhalb der Trübe möglich<br />
sein. Dafür muß folgende Bedingung als Verhältnis des wirksamen<br />
Partikelgewichtes zum Scherwiderstand eingehalten werden<br />
FG − FA > FW<br />
bzw. VP ⋅ ( ρs − ρTr ) ⋅ g > k ⋅ τ ⋅ A<br />
τ 0 P<br />
(3.93)<br />
V P Partikelvolumen; für Kugeln gilt V P / A P = 2 / 3 d.<br />
A P Partikelanströmfläche (in Strömungsrichtung projiziert)<br />
k τ Proportionalitätsfaktor, partikelform- und orientierungsabhängig<br />
τ 0 Fließgrenze<br />
wenn man davon ausgeht, daß sich ein Partikel P in einer Schwertrübe erst<br />
bewegen kann, wenn die Fließgrenze τ 0 mit Hilfe der angreifenden Volumenkräfte<br />
überwunden wird:<br />
ρs, P<br />
− ρTr ⋅ VP<br />
⋅g<br />
> 1 (3.94)<br />
k ⋅τ<br />
⋅A<br />
τ<br />
0<br />
P<br />
Die möglichen Werte des Proportionalitätsfaktors k τ sind in Tabelle 3.11<br />
wiedergegeben:<br />
Tabelle 3.11: k τ -Werte verschiedener Körperformen<br />
Partikelform und Orientierung Kugel Würfel<br />
Plättchen<br />
parallel*<br />
Plättchen<br />
quer*<br />
k τ 0,95 1,3 0,5 3,0<br />
Erforderliche Dichtediff. (ρ s - ρ Tr )<br />
in kg/m 3 für V P = 1 cm 3 , τ 0 = 2 Nm -<br />
2<br />
95 160 220 1100<br />
* Orientierung zur Bewegungsrichtung<br />
146<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
147<br />
Vom Standpunkt der Trennung sollte deshalb die Fließgrenze τ 0 möglichst<br />
klein sein. Diese Forderung begrenzt zunächst die mit einem Schwerstoff<br />
erreichbare maximale Trübedichte, weil oberhalb etwa 35 Vol.-% Feststoffe<br />
die Fließgrenze mit dem Feststoffvolumenanteil sehr stark zunimmt. Andererseits<br />
ist eine ausreichende Feinheit des Schwerstoffs Voraussetzung dafür,<br />
daß die Trübe im Prozeßraum eine gewisse Stabilität besitzt, d.h. sich<br />
nicht wesentlich entmischt, weil nur dann die Dichte und die rheologischen<br />
Parameter der Trübe keine Ortsfuntionen im Trübebad sind. In diesem Zusammenhang<br />
kommt auch den Strömungsverhältnissen im Prozeßraum Bedeutung<br />
zu. Folglich ist die Partikelgrößenverteilung des Schwerstoffs den<br />
jeweiligen Verhältnissen anzupassen. Im allgemeinen liegt die Feinheit etwa<br />
im Bereich d < 75 µm bis zu d < 200 µm.<br />
Charakterisierung des Aufgabegutes<br />
Zur Charakterisierung des Aufgabegutes - oft poröse Feststoffe - sind neben<br />
den Partikelgrößenverteilungen (Verteilungsdichte und -summe) die folgenden<br />
3 Größen von besonderer Bedeutung: Porosität, Dichte und Porengrößenverteilung.<br />
Die Porosität ε (0 < ε < 1) beschreibt den Anteil des äußeren Hohlraumvolumens<br />
am Gesamtvolumen und ist wie folgt definiert:<br />
VH<br />
Vs<br />
ε = = 1 −<br />
(3.95)<br />
V V<br />
V - Gesamtvolumen<br />
V H - Hohlraumvolumen<br />
- Feststoffvolumen<br />
V s<br />
Bei der Dichte muß unterschieden werden zwischen:<br />
• der reinen Feststoffdichte des porösen Gutes (auch Reindichte genannt),<br />
m<br />
s<br />
ρ s<br />
= (3.96)<br />
V<br />
s<br />
ρ s<br />
m s<br />
V s<br />
reine Feststoffdichte<br />
Masse des Feststoffes<br />
Feststoffvolumen<br />
• der porösen Feststoffdichte mit Berücksichtigung des inneren Porenvolumenanteils<br />
(Korn- oder Partikeldichte, auch Rohdichte genannt),<br />
ms<br />
ρs,p<br />
= = ρs( 1 − ε<br />
p )<br />
(3.97)<br />
V<br />
s,p<br />
ρ s,,p poröse Feststoffdichte<br />
V s,p poröses Feststoffvolumen<br />
ε p<br />
innere Partikelporosität<br />
• der Schüttgutdichte des aufgeschütteten aber nicht spannungsfreien Gutes<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
148<br />
mges<br />
ρ<br />
b<br />
= = ρs + ( 1 − ε<br />
p ) ⋅ ( 1 − ε<br />
b ) = f( σ)<br />
(3.98)<br />
V<br />
ρ b<br />
ε b<br />
ges<br />
Schüttdichte<br />
Schüttgutporosität<br />
m ges Gesamtmasse des Feststoffes<br />
V ges Gesamtfeststoffvolumen<br />
σ<br />
Normalspannung, -druck<br />
Bei der Schüttgutdichte muß noch unterschieden werden zwischen<br />
• locker aufgeschüttetem Gut mit einer Schüttdichte ρ b,0 und<br />
• verdichtetem oder gerütteltem Gut. Hierbei hängt die Schüttgutdichte<br />
z.B. ab von Druck, Haftkräften, Art der Verdichtung u.a.m.<br />
Bei der Hydrosortierung ist die poröse Feststoffdichte als Trennmerkmal<br />
entscheidend, siehe Bild F 3.40.<br />
Die wesentlichen Eigenschaftsunterschiede - hier also die Dichteunterschiede<br />
von Schwer- und Leichtgut - der Bestandteile des Aufgabegutes im Zusammenhang<br />
mit den Eigenschaften des Trennmediums - hier die Schwertrübe<br />
- können durch einen sogenannten Sortierbarkeitsindex als dimensionslose<br />
Kennzahl charakterisiert werden:<br />
ρs, p,<br />
S<br />
− ρTr<br />
q =<br />
(3.99)<br />
ρs, p,<br />
L<br />
− ρTr<br />
q Sortierbarkeitsindex<br />
ρ s,p,S poröse Partikeldichte des Schwergutes (Sinkgut)<br />
ρ s,p,L poröse Partikeldichte des Leichtgutes (Schwimmgut)<br />
Für das später beispielhaft behandelte Trennproblem von Betonbruch ergibt<br />
sich mit ρ s,p,S = 2600 kg . m -3 und ρ s,p,L = 2200 kg . m -3 ein Sortierbarkeitsindex<br />
von 1,23. Da dieser Wert der unteren Grenze von etwa 1,25 entspricht, ist<br />
ein Sortieren durch Setzen im Wasserbad nicht (oder nur sehr schwer) möglich,<br />
siehe auch folgender Abschnitt 3.3.1.2.<br />
Diese Art der Beurteilung einer Sortierbarkeit wird schon lange verwendet<br />
und findet sich schon in der Definition der „Gleichfälligkeitsklassen“ der<br />
Stromsortierung bei turbulenter Umströmung (Re > 10 3 ) bei RITTINGER:<br />
„Große“ und „leichte“ Partikeln sinken gleich schnell wie „kleine“ und<br />
„schwere“ Partikeln, d.h.<br />
vs( d<br />
i<br />
, ρ + s, p. L) = vs( d<br />
i<br />
, ρ 1 s, p,<br />
S)<br />
(3.100)<br />
d i Partikelgröße der kleineren Klasse i oder größeren i+1<br />
In Abhängigkeit von den Umströmungsbedingungen der Partikeln, ausgedrückt<br />
durch die Beziehung cW = f(Re) mit der Reynoldszahl<br />
Re = v ⋅ d ⋅ ρ / η , folgt dann allgemein:<br />
d<br />
i<br />
d<br />
+ 1<br />
i<br />
s p Tr Tr<br />
α+<br />
1<br />
⎛ ρs, p,<br />
S<br />
− ρTr<br />
⎞ 3⋅α<br />
≤<br />
⎜<br />
⎝ ρ<br />
s, p,<br />
L<br />
− ρ<br />
Tr<br />
⎟<br />
⎠<br />
(3.101)<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
D.h., der Klassieraufwand ist bei laminarer Umströmung wegen der geringeren<br />
Breite der Partikelgrößenklassen - Exponent ( α + 1) / ( 3⋅ α) = 1 / 2 - höher<br />
als bei turbulenter Umströmung - Exponent ( α + 1) / ( 3⋅ α)<br />
= 1, siehe<br />
Tabelle 3.12.<br />
Tabelle 3.12: Exponenten der Trennfunktion α Gl.(3.106), der Gleichfälligkeitsbedingung<br />
( α + 1) / ( 3 ⋅ α)<br />
und des Widerstandsgesetzes ( 1− 2 ⋅ α ) / 3<br />
α-Wert Gleichfälligkeit<br />
Widerstandsbeiwert<br />
Umströmungsbedingung<br />
REYNOLDS-<br />
Zahlbereich<br />
1−2⋅α<br />
α + 1<br />
3<br />
c<br />
3⋅<br />
α<br />
W<br />
∝ Re<br />
2 1/2 Re −1 laminar Re < 1<br />
2 < α < 1/2 1/2 ... 1 Re Übergang 1 < Re < 10 3<br />
1/2 1 Re 0 = const. turbulent 10 3 < Re <<br />
(2...4)⋅10 5<br />
Berechnung des Exponenten des Widerstandsgesetzes Re y aus den beiden<br />
bekannten Exponentenpunkten α 1 = 2, y 1 = -1, α 2 = ½¸y 2 = 0:<br />
y = m⋅ α + n mit dem<br />
Anstieg m y −<br />
=<br />
y = − −<br />
1 2<br />
1 0 2<br />
= − und dem<br />
α1 − α<br />
2<br />
2 − 1/<br />
2 3<br />
2 1 1<br />
Ordinatenabschnitt n = y2 − m⋅ α<br />
2<br />
= 0 − − ⋅ =<br />
3 2 3<br />
y = − 1 1<br />
⋅ + = − 2 ⋅ α<br />
α<br />
3 3 3<br />
(3.102)<br />
Die für die Hydrosortierung erforderliche Trenndichte kann nach den in Bild<br />
F 3.40 aufgezeigten Beziehungen eingestellt werden. Für die Dichte der<br />
Schwertrübe gilt nach Gleichung, daß sie ausgehend von der Dichte des reinen<br />
Wassers (ρ l = 1000 kg/m 3 ) ständig ansteigt. Diese Gerade besitzt einen<br />
Schnittpunkt mit der Geraden für die Partikeldichte in Abhängigkeit von<br />
deren Porosität und Wassergehalt in den Poren:<br />
ρ = ρ + ( 1 − ε ) ⋅ ( ρ − ρ )<br />
(3.103)<br />
s, p f , g P s f , g<br />
ρ f,g<br />
ρ<br />
Gesamtdichte der mit Wasser und Luft gefüllten Poren<br />
= S ⋅ ρ<br />
(3.104)<br />
f , g P,<br />
f f<br />
S P,f Sättigungsgrad der inneren Poren mit Wasser<br />
Dieser Sättigungsgrad ist für rein mit Luft gefüllte Poren gleich 0 (untere<br />
Gerade) und für vollständig mit Wasser gefüllte Poren gleich 1 (obere Gerade).<br />
Daraus ergibt sich der mögliche Arbeitsbereich zwischen den beiden<br />
Schnittpunkten der 3 Geraden. Praktisch sollte der Wert des linken Schnittpunktes<br />
(Feststoffvolumenanteil ϕ s,T ) als Arbeitspunkt angestrebt werden,<br />
um im Extremfall auch Quarzitpartikeln zu sortieren, deren Poren noch voll-<br />
149<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
150<br />
ständig mit Luft gefüllt sind - was praktisch zwar sehr unwahrscheinlich,<br />
aber theoretisch möglich ist.<br />
In der Regel treten in porösen Feststoffsystemen keine konstanten Porendurchmesser<br />
auf. Ähnlich den Partikelverteilungen können auch hier Porengrößenverteilungen<br />
ermittelt werden. Im Bild F 3.40.2 ist beispielhaft eine<br />
Porengrößenverteilung wiedergegeben, die mit dem neu angeschafften<br />
Quecksilberporosimeter „PoreSizer 9320“ der Firma Micromeritics gemessen<br />
wurde. Durch Vergleichsmessungen konnte festgestellt werden, daß eine<br />
ausreichende Reproduzierbarkeit von Messungen der Porengrößenverteilung<br />
nur in einer verhältnismäßig engen Dichteklasse ∆ρ s,j gewährleistet ist. Damit<br />
sollte ε P ≈ const. für alle Partikeln einer untersuchten repräsentativen<br />
Probe für die Reproduzierbarkeit sichergestellt werden. Außerdem zeigen<br />
die Messungen, daß die Porengrößenverteilungen auch bimodalen Charakter<br />
(lokale Maxima d P,h1 und d P,h2 in Bild F 3.40.2) aufweisen können, so daß<br />
eine methodisch äquivalente Auswertung der Meßreihen mit Hilfe der<br />
dreiparametrig-logarithmischen Normalverteilung, wie in der Zerkleinerungskinetik<br />
derzeitig gehandhabt, auch hier zukünftig günstig erscheint.<br />
Tabelle 3.13: Grobe Einteilung der Teilkollektive für innere Poren in Feststoffpartikeln<br />
Porenklasse Porendurchmesserbereich<br />
Mikroporen<br />
0,35 nm .. 400 nm<br />
Mesoporen 400 nm .. 6 µm<br />
Makroporen 6 µm .. 400 µm<br />
chemisch-mineralogische Charakterisierung des Aufgabegutes<br />
Wichtig ist auch eine ausreichende chemisch-mineralogische Charakterisierung<br />
der zu sortierenden Stoffe und ihrer Eigenschaften.<br />
Beispielsweise können bei Beton als Aufgabestoffe für den entstehenden<br />
Zementstein im wesentlichen 4 Klinkerminerale unterschieden werden:<br />
1. Das Alit (Kurzformel: C 3 S) ist der Hauptträger der Zementsteinerhärtung<br />
und besitzt eine große Festigkeit. Es erhärtet schnell (Früh- oder Anfangsfestigkeit<br />
nach max. 7 Tagen) und besitzt eine große Hydratationswärme.<br />
Chemisch gesehen handelt es sich um Trikalzium-Silikate<br />
(Ca 3 SiO 5 ), die in Verbindung und Kristallstruktur durch die Einlagerung<br />
von verschiedenen Fremdionen, speziell Mg 2+ , Al 3+ und Fe 3+ , modifiziert<br />
sind. Sein Anteil im Zementklinker beträgt 50..70 Massen%.<br />
2. Das Belit (Kurzformel: C 2 S) erhärtet langsam (Festigkeitszunahme über<br />
Jahre hinweg) mit einer geringeren Hydratationswärme, besitzt aber<br />
trotzdem eine hohe Festigkeit. Es besteht aus Dikalzium-Silikaten<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
151<br />
(Ca 2 SiO 4 ), die durch die Einlagerung von Fremdionen und durch entweder<br />
vollständig oder im großen Anteil vorhandene β-Modifikation der<br />
Kristallstruktur (spezielle Zustandsphase), gebildet werden. 15..30 Massen%<br />
des Zementklinkers bestehen aus Belit.<br />
3. Das Aluminat (Kurzformel: C 3 A) erstarrt recht schnell und benötigt die<br />
größte Hydratationswärme aller beteiligten Bestandteile. Es besitzt aber<br />
nur eine geringe Festigkeit und zeigt starkes Schwinden während der Erhärtung.<br />
Von seiner Struktur her handelt es sich um Trikalzium-<br />
Aluminate (Ca 3 Al 2 O 6 ), die durch substantielle Veränderungen in der<br />
chemischen Grundstruktur und die Einlagerung von Fremdionen (Si 4+ ,<br />
Fe 3+ , Na + und K + ) modifiziert sind. Im Zementklinker sind 5..10 Massen%<br />
enthalten.<br />
4. Das Aluminatferrit (Kurzformel: C 4 AF) erhärtet dagegen sehr langsam.<br />
Es handelt sich hier um Tetrakalzium-Aluminiumferrite (Ca 2 AlFeO 5 ), die<br />
durch substantielle Veränderungen in der chemischen Grundstruktur<br />
(Veränderung des Al-Fe-Verhältnisses) und die Einlagerung verschiedenster<br />
Fremdionen entstehen. Es ist mit einem Massenanteil von 5..15<br />
% im Zementklinker enthalten.<br />
Die bei Wasserzugabe nun folgende Zementerhärtung (Hydratationsreaktionen)<br />
kann in folgende Mikroprozesse unterschieden werden:<br />
• Lösung obiger Ausgangsminerale in Wasser,<br />
• Hydratation und Hydrolyse der gelösten Stoffe unter Bildung von Ca 2+ -,<br />
OH - -, Silicat-, Aluminat-, Ferrat- und Sulfationen,<br />
• chemische Reaktion der Ionen in der wäßrigen Phase zu Hydraten,<br />
• Ausfällung der Hydrate zu meist schlecht kristallisierten Partikeln, die in<br />
ihrer Wasserlöslichkeit um Größenordnungen geringer sind als die der<br />
Klinkerminerale.<br />
Dabei setzt sich ein großer Teil der 4 Ausgangsstoffe zu folgenden Reaktionsprodukten<br />
um (siehe auch TAYLOR, H.F.W.: Cement Chemistry, Academic<br />
Press, London 1990):<br />
5. In der ersten Gruppe mit der Kurzbezeichnung C-S-H-Phasen sind alle<br />
tobermorit-ähnlichen kristallinen und amorphen Verbindungen der Form<br />
xCaO . ySiO . 2 zH 2 O zusammengefaßt. Das Verhältnis von CaO zu SiO 2 beträgt<br />
dabei 0,8..2,0.<br />
6. In der C-H-Gruppe sind alle Kalzium-Hydroxyde (Ca(OH) 2 , CaO und<br />
deren Komplexe) verbunden. Gelegentlich findet man hierfür auch den<br />
Begriff Portlandit.<br />
7. In der Gruppe AFm (die Abkürzung steht für Al 2 O 3 -Fe 2 O 3 -mono) sind<br />
alle Reaktionsprodukte der Form [Ca 2 (Al,Fe)(OH) 6 ] . X . xH 2 O enthalten.<br />
8. In AFt (Al 2 O 3 -Fe 2 O 3 -tri) treten Verbindungen der Zusammensetzung<br />
[Ca 3 (Al,Fe)(OH) . 6 12H 2 O] . 2 X . 3 xH 2 O mit x < 3 auf.<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
152<br />
9. In FeHP (Ferro-Hydrogranat-Typ, C 3 AH 6 ) sind im wesentlichen Eisen-<br />
Verbindungen der Form xCaO . yFe 2 O . 3 zSiO 2 enthalten.<br />
10.Die MgHP-Gruppe (Magnesium-Hydrotalkit-Typ) beinhaltet komplexe<br />
Verbindungen mit Magnesium-Ionen, z.B.<br />
[Mg 0,75 ⋅Fe 0,25 ⋅(OH) 2 ]⋅(CO 3 ) 0,125 ⋅(H 2 O) 0,5 .<br />
Tabelle 3.14: Volumenanteil und Dichten der wesentlichen<br />
Zementsteinanteile (siehe auch TAYLOR... S. 219 ff.)<br />
Bestandteil Alite Belite Alum. Ferr. C-S-H C-H AFm AFt FeHP MgHP andere Poren<br />
Indize 1 2 3 4 5 6 7 8 9 10 11 12<br />
Anteil ϕ k 1.0 0.6 0.0 1.0 33.4 13.2 12.7 6.2 1.8 1.7 1.4 27.0<br />
in Vol-%<br />
Dichte ρ s,k<br />
in kg . m -3 3130 3140 3040 3660 2180 2240 2010 1730 3100 2000 2710 1000 1)<br />
1)<br />
Poren vollständig mit Wasser gefüllt<br />
Diese 10 Hauptbestandteile bestehen jeweils aus einer großen Anzahl von<br />
chemischen Komplexverbindungen, die aber untereinander ähnliche physikalisch-chemische<br />
Eigenschaften aufweisen. Der Anteil dieser im ausgehärteten<br />
Zementstein vorliegenden Hauptbestandteile ist von vielen Faktoren<br />
abhängig (Wasser-Zement-Verhältnis, Umgebungsfeuchte bei Erhärtung,<br />
Wärmeleitungsbedingungen usw.). Exemplarisch sind in Tabelle 3.14 diese<br />
Zementsteinhauptbestandteile noch einmal mit ihrem Volumenanteil und<br />
ihren Dichten zusammengefaßt.<br />
Mit bekanntem Volumenanteil und Dichte jeder Komponente läßt sich nun<br />
durch<br />
12<br />
∑<br />
ρ = ρ ⋅ϕ<br />
s, p, ges s,<br />
k k<br />
k=<br />
1<br />
(3.105)<br />
die Gesamtdichte des Zementsteins abschätzen. Man erhält, unter der Voraussetzung,<br />
daß alle Poren vollständig mit Wasser gefüllt sind, eine poröse<br />
Feststoffdichte von etwa ρ s,p,ges = 1871 kg . m -3 . Es wurde für abgebundenen<br />
reinen Zementstein (ohne Sand und Zuschlagstoffe) praktisch eine poröse<br />
Feststoffdichte von ρ s,p,ges = 1810 kg . m -3 mit einem Flüssigkeitspyknometer<br />
gemessen, welcher der theoretisch ermittelten recht nahe kommt.<br />
Von diesem Zementstein sind die Zuschlagstoffe zu trennen. Die Dichten<br />
der verschiedenen Zuschlagstoffe sind in Tabelle 3.15 wiedergegeben:<br />
Tabelle 3.15: Richtwerte der reinen Feststoffdichten von Betonzuschlag<br />
Gesteinsart Feststoffdichte in kg . m -3<br />
Quarzitisches Gestein 2600 ... 2700<br />
Kalkstein 2650 ... 2850<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Gesteinsart Feststoffdichte in kg . m -3<br />
Granit 2600 ... 2650<br />
Gabbro 2800 ... 3000<br />
Diabas 2750 ... 2950<br />
Basalt 2900 ... 3050<br />
Hochofenschlacke 2500 ... 2900<br />
Für eine Zuschlagsammelprobe wurde aus mehreren Einzelproben eine mittlere<br />
Dichte von 2540 kg . m -3 ermittelt. Für die sich daraus ergebenden Gesamtdichten<br />
von (teilweise) aufgeschlossenem Beton wurden Dichteklassen<br />
nach Tabelle 3.16 definiert:<br />
Tabelle 3.16: Dichteklassen von Beton<br />
Dichtebereich<br />
in kg . m -3<br />
< 1900 reiner Zementstein<br />
Inhaltsstoffe<br />
1900 bis 2300 Zementstein und verwachsene Sandanteile<br />
2300 bis 2500 grobe Zuschlagstoffe mit 0 bis 50 % anhaftendem Zementstein<br />
und Sandanteilen<br />
2500 bis 2700 weitestgehend reine Zuschlagstoffe (Kies, Splitt)<br />
153<br />
Modellierung der Prozeßgüte<br />
Das bekannte Trennmodell der turbulenten Querstromhydroklassierung<br />
(Suspensionsanzapfmodell, siehe VO MVT Abschnitt 4.3, Gln. (4.98) und<br />
(4.99b) gibt an:<br />
1<br />
T(d / d<br />
T)<br />
=<br />
α<br />
d d<br />
T<br />
( V F<br />
/ V 1 − ( / )<br />
1 +<br />
G<br />
)<br />
(3.106)<br />
V F<br />
Feingutsuspensionsvolumenstrom<br />
V G<br />
Grobgutsuspensionsvolumenstrom<br />
( VF<br />
3⋅<br />
VG<br />
)<br />
( 3⋅<br />
V V )<br />
1/<br />
α<br />
d ⎡ln / ( ⎤<br />
25<br />
κ = = ⎢<br />
⎥<br />
d<br />
75 ⎣⎢<br />
ln <br />
F<br />
/<br />
G ⎦⎥<br />
Typische Werte der Trennschärfe für V<br />
F<br />
/ V <br />
G<br />
(3.107)<br />
= 4 liegen bei:<br />
1/<br />
2<br />
d ( )<br />
25<br />
⎡ln 4 / 3 ⎤<br />
1) für α = 2, laminare Umströmung ist κ = = ⎢<br />
⎣ ( ⋅ ) ⎥ = 0,<br />
34<br />
d<br />
75<br />
ln 3 4 ⎦<br />
und für V<br />
/ V = 10 ist ( )<br />
F G<br />
κ = = ⎡ 2<br />
d<br />
25<br />
⎣ ⎢ ln 10 / 3 ⎤<br />
d ( ) ⎥<br />
⎦<br />
= 0, 6 ;<br />
75<br />
ln 30<br />
1<br />
d ( )<br />
25<br />
⎡ln 4 / 3 ⎤<br />
2) für α = 1, im Übergangsbereich ist κ = =<br />
d<br />
⎢<br />
⎣ ( ⋅ ) ⎥<br />
⎦<br />
= 0, 116;<br />
75<br />
ln 3 4<br />
2<br />
d ( )<br />
25<br />
⎡ln 4 / 3 ⎤<br />
3) für α = 1/2, turbulente Umströmung ist κ = =<br />
d<br />
⎢<br />
⎣ ( ⋅ ) ⎥<br />
⎦<br />
= 0, 0134 .<br />
75<br />
ln 3 4<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Es läßt sich unmittelbar aus dieser Beziehung ablesen, daß je größer das<br />
Verhältnis V<br />
/ V ist desto steiler ist die Trennfunktion und desto besser ist<br />
F<br />
G<br />
die Trennschärfe. Im STOKES-Bereich der Klassierung hat die Trennschärfe<br />
- mittlerer Anstieg der Trennfunktion im Bereich zwischen d 25 ... d 75 - den<br />
höchsten Wert.<br />
Diese Erkenntnisse sollen nun mit Hilfe der Gl.(3.101) und V V V<br />
A<br />
≈<br />
L<br />
>><br />
G<br />
auf die Dichtesortierung in der Schwertrübe übertragen werden;<br />
Vorraussetzung ist hier allerdings ρs, p<br />
≥ ρTr<br />
und ρs, p, T<br />
≠ ρTr<br />
:<br />
α+<br />
1<br />
+<br />
⋅<br />
α α α 1<br />
3<br />
α<br />
⎛ d ⎞ ⎛ ρs p<br />
− ρ ⎞ 3⋅<br />
⎛<br />
Tr<br />
s p<br />
− ⎞<br />
,<br />
ρ<br />
,<br />
ρTr<br />
⎜ ⎟ =<br />
⎝ d T ⎠<br />
⎜<br />
⎝ s p T<br />
− ⎟ =<br />
⎜<br />
ρ ρTr<br />
⎠ ⎝ ρs p T<br />
− ρ ⎟<br />
, ,<br />
, , Tr ⎠<br />
Damit folgt für die Sortier-Trennfunktion des Schwergutes<br />
⎛ ρs,<br />
p<br />
− ρ ⎞<br />
Tr<br />
T<br />
⎜<br />
α<br />
ρs, p,<br />
T<br />
− ρ ⎟<br />
⎝<br />
Tr ⎠<br />
= 1<br />
+ 1<br />
⎛ ρs,<br />
p −ρTr<br />
⎞ 3<br />
V<br />
ρs, p,<br />
T ρTr<br />
L<br />
+ ⎛ 1 −<br />
⎜<br />
⎝ ⎜ ⎞ ⎝ − ⎟<br />
⎠<br />
1<br />
V<br />
⎟<br />
S ⎠<br />
Typische Werte der Trennfunktion treten auf bei:<br />
1) ( ρs, p<br />
− ρTr ) / ( ρs, p,<br />
T<br />
− ρTr<br />
) = 0 ; d.h. ρs, p<br />
= ρTr<br />
1 V<br />
V<br />
S<br />
S<br />
T( 0)<br />
=<br />
1 = = = R<br />
mS<br />
1 + V<br />
/ V<br />
V<br />
S<br />
+ V<br />
L<br />
V<br />
!!!<br />
A<br />
( )<br />
2) ( ρs, p<br />
ρTr ) / ( ρs, p,<br />
T<br />
ρTr<br />
)<br />
T<br />
( 1)<br />
L<br />
S<br />
− − = 1; d.h. ρs p<br />
= ρ<br />
1 1<br />
=<br />
0 = = 50 %<br />
1 + V<br />
/ V<br />
2<br />
( )<br />
3) ( ρs, p<br />
ρTr ) / ( ρs, p,<br />
T<br />
ρTr<br />
)<br />
L<br />
S<br />
, s, p,<br />
T<br />
− − = ∞ ; d.h. ρs, p<br />
>> ρTr<br />
1<br />
1<br />
1<br />
T( ∞ ) =<br />
1−∞<br />
= ∞ = = 100 %<br />
1 + ( V L<br />
/ V S) 1 + 1 / ( V L<br />
/ V<br />
S)<br />
1 + 0<br />
Die Trennschärfe ist dann auch:<br />
( ρs, p,<br />
S<br />
− ρTr<br />
)<br />
( ρs, p,<br />
T<br />
− ρTr<br />
)<br />
( VL<br />
⋅ VS<br />
)<br />
( 3⋅<br />
V V )<br />
3<br />
α+<br />
1 ⎡ 3<br />
3<br />
α+<br />
1<br />
(3.101a)<br />
(3.108)<br />
κ =<br />
= ⎛ ⎝ ⎜ d ⎞ ln / ( ⎤<br />
25 25<br />
)<br />
⎟ = ⎢<br />
⎥<br />
d ⎠ ⎣⎢<br />
ln <br />
L<br />
/ <br />
75<br />
S ⎦⎥<br />
75<br />
(3.109)<br />
1<br />
⎡ln ( 4 / 3)<br />
⎤<br />
1) für α = 2 laminare Umströmung ist κ = ⎢<br />
⎣ ln( 3⋅<br />
4)<br />
⎥<br />
⎦<br />
0,<br />
116 ;<br />
3/<br />
2<br />
⎡ln ( 4 / 3)<br />
⎤<br />
2) für α = 1, im Übergangsbereich ist κ = ⎢<br />
⎣ ( ⋅ ) ⎥ =<br />
ln 3 4 ⎦<br />
0,<br />
04 ;<br />
2<br />
⎡ln ( 4 / 3)<br />
⎤<br />
3) für α = 1/2, turbulente Umströmung ist κ = ⎢<br />
⎣ ln( 3⋅<br />
4)<br />
⎥<br />
⎦<br />
0,<br />
0134<br />
und für V<br />
/ V ( )<br />
L S<br />
κ = ⎡ 2<br />
⎣ ⎢<br />
ln 10 / 3 ⎤<br />
ln( 30)<br />
⎥<br />
⎦<br />
0,<br />
125<br />
sowie für V<br />
/ V ( )<br />
L S<br />
κ = ⎡ 2<br />
⎣ ⎢<br />
ln 10 ⎤<br />
ln( 90)<br />
⎥<br />
⎦<br />
0,<br />
262 ;<br />
154<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Wie bei der Klassierung ist für den Sortierprozeß die Trennschärfe bei laminarer<br />
Umströmung am höchsten. Der Absolutwert von κ lam = 0,116 liegt<br />
aber um den Faktor 3 geringer als bei der laminaren Klassierung κ lam = 0,34.<br />
Die <strong>Sortierung</strong> im turbulenten Umströmungsbereich ist hier nur sinnvoll,<br />
wenn der Unterlauf bzw. der Schwergutstrom VS<br />
minimiert werden kann,<br />
d.h. V<br />
/ V <br />
L S ⇑.<br />
Darüber hinaus sind neben einer akzeptablen Trennschärfe noch die Restgehalte<br />
an Stör- oder Schadstoffen im Wertstoff (Sink- oder Schwergut)<br />
zu bewerten und mit den geforderten Grenzwerten zu vergleichen:<br />
mS,<br />
k<br />
µ<br />
S,<br />
k<br />
= < µ<br />
S, k,<br />
Grenz<br />
(3.110)<br />
m<br />
m S<br />
m S,k<br />
S<br />
Masse Schwergut<br />
Masse Stör- oder Schadstoff<br />
155<br />
Prozeßgrößen<br />
REYNOLDS-Zahl des Prozeßraumes eines Apparates oder Maschine<br />
n D<br />
= ⋅ ⋅ ρ<br />
ηTr<br />
Drehzahl z.B. eines Trommelscheiders<br />
Trommeldurchmesser<br />
2<br />
Re Tr<br />
Tr Tr<br />
n<br />
D Tr<br />
(3.111)<br />
FROUDE-Zahl (Beschleunigungsvielfache) der äußeren Partikelschicht im<br />
Prozeßraum<br />
2<br />
v DTr<br />
2<br />
Fr = = ⋅ n<br />
(3.112)<br />
g ⋅ L g<br />
L charakteristische Prozeßraumlänge<br />
g Schwerebeschleunigung<br />
kritische Drehzahl n krit<br />
n<br />
krit<br />
= 1<br />
2π<br />
2g<br />
D<br />
Tr<br />
(3.113)<br />
trennflächenbezogener Feststoffdurchsatz, siehe auch Abschnitt 4.3 VO<br />
MVT und Gl.(4.91)<br />
m<br />
A<br />
m<br />
L<br />
m<br />
A, A<br />
= ≈ = cs, S<br />
⋅ vs ϕ T<br />
= cs,<br />
S<br />
⋅ H * ⋅uh<br />
/ L<br />
(3.114)<br />
A A<br />
c s,S<br />
u h<br />
charaktristische Schwergutkonzentration in der Trübe<br />
Trübehorizontalstrom des Leichtgutes, = 0,1...0,4 m/s<br />
H* Wehrhöhe des Horizontalstromes<br />
v sϕT<br />
stationäre Trennsinkgeschwindigkeit<br />
massebezogener Leistungseintrag in die leere Trommel P L und in die mit der<br />
Trübe gefüllten Trommel P L,Tr<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
P<br />
m<br />
P L,Tr<br />
m<br />
=<br />
P<br />
L,<br />
Tr<br />
m<br />
eingetragene Leistung<br />
Masse des zu sortierenden Aufgabegutes im Prozeßraum<br />
156<br />
(3.115)<br />
Leerlaufarbeit W m,0 (Energieeintrag bei trübegefüllter Trommel) und massebezogene<br />
Sortierarbeit (spezifischer Energieeintrag, Energiedissipation)<br />
W<br />
m<br />
= ∫ P dt<br />
(3.116)<br />
m<br />
Prozeßraum-Geometriedaten der Sortierapparate oder -maschinen<br />
- Abmessungen (Trommeldurchmesser D Tr und -länge L Tr )<br />
- Abmessungssimplexe, z.B. Schlankheitsgrad λ = L Tr / D Tr<br />
- Anzahl der in die Sortiertrommel eingebrachten Einbauten<br />
- Abmessungssimplexe, z.B. Trommelfüllungsgrad Φ = V Füll / V Tr (3.117)<br />
Das verfahrentechnische Fließbild einer Schwertrübeanlage läßt sich in<br />
vier charakteristische Prozesse aufgliedern, Bild F 3.41:<br />
• die Vorbereitung des Aufgabegutes,<br />
• den eigentlichen Trennprozeß,<br />
• die Trüberückgewinnung und<br />
• die Trübegeneration.<br />
Die Vorbereitung des Aufgabegutes schließt das Herstellen für die Trennung<br />
geeigneter Partikelgrößenbereiche einschließlich der Gutentschlämmung<br />
(gegebenenfalls durch Abbrausen) ein. Verarbeitbar sind<br />
Partikelgrößenbereiche, deren obere bzw. untere Partikelgröße in Abhängigkeit<br />
von der Scheiderbauart (Grobkornscheider, Feinkornscheider) in einem<br />
Bereich liegt, der etwa durch 0,5 mm nach unten bzw. 500 mm nach oben<br />
begrenzt wird.<br />
Die Schwimm-Sink-Scheider lassen sich in Schwerkraftscheider und<br />
Zentrifugalkraftscheider gliedern. Letztere sind ausgesprochene Feinkornscheider<br />
(etwa 0,5 ... 15 mm). Bei den Schwerkraftscheidern bildet<br />
entweder ein konus- bzw. kastenförmiger Behälter oder rotierende Trommel<br />
(Trommelscheider) den Prozeßraum. F 3.43, 3.44<br />
Tabelle 3.17: Prozeßdaten von ausgewählten Trommelscheidern<br />
Anlage<br />
Scheider-<br />
Bauart<br />
Aufgabegut<br />
d in mm<br />
ρ T in E T in<br />
g/ cm 3 g/cm 3<br />
Schwerstoff<br />
Schwerstoffverlust<br />
in kg/t<br />
Trüberegeneration<br />
Bleiberg / WEMCO-<br />
Kreuth, Trommelscheider<br />
Österr.<br />
Miková, CR TESKA-<br />
Scheider<br />
Pb-Zn-Erz 4...60 FeSi ≈2,4 magn.<br />
Magnesit 10...40 FeSi, ≈3,0 0,039 0,16 magn.<br />
verdüst<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
157<br />
Anlage<br />
Scheider-<br />
Bauart<br />
Aufgabegut<br />
d in mm<br />
ρ T in E T in<br />
g/ cm 3 g/cm 3<br />
Schwerstoff<br />
Schwerstoffverlust<br />
in kg/t<br />
Trüberegeneration<br />
N. N. Siderit 5...40 FeSi 3,10 0,3<br />
Die trennflächenbezogenen spezifischen Durchsätze betragen für Schwerkraftscheider<br />
1 bis etwa 50 t/(m 2 ⋅h).<br />
Die wichtigsten Zentrifugalkraftscheider sind die Schwertrübezyklone. Sie<br />
ähneln stark den im Abschnitt 4.4.2 (VO MVT) besprochenen Hydrozyklon.<br />
Das zu trennende Gut (Feststoff-Vol.-Anteil 15 bis 25 %) wird gemeinsam<br />
mit der Schwertrübe tangential aufgegeben. Um die Entmischung der<br />
Schwertrübe im Zentrifugalkraftfeld in Grenzen zu halten, ist relativ feiner<br />
Schwerstoff notwendig. Das Leichtgut wird durch die Überlaufdüse, das<br />
Schwergut durch die Unterlaufdüse ausgetragen.<br />
Die Trennprodukte werden auf Abtropfsieben enttrübt Bild F 3.42 und<br />
durch Bebrausen weitgehend von haftendem Schwerstoff befreit. Die bei<br />
letzterem anfallende Dünntrübe wird regeneriert, um Verunreinigungen abzuscheiden<br />
und sie wieder einzudicken. Bei ferromagnetischen Schwerstoffen<br />
überwiegt die Regeneration auf Naßtrommel-Magnetscheidern (s.<br />
Abschn. 3.3.4). Außerdem ist noch eine präzise Regelung der Dichte der<br />
Schwertrübe für das Erzielen einer ausreichenden Trennschärfe erforderlich,<br />
Bild F 3.45.<br />
⇒ Schwimm-Sink-Trennung in Schwerstoff-Aerosuspensionen F 3.46, 3.47<br />
⇒ Schwimm-Sink-Trennung in Aerosuspensionen des zu trennenden Aufgabegutes<br />
F 3.48, ⇒ Übergang zu Schichtungstrennungen 3.3.1.2 u. 3<br />
3.3.1.2 Sortieren durch Setzen<br />
In einer durch einen aufwärtsgerichteten Fluidstrom aufgelockerten<br />
Partikelschicht ordnen sich spezifisch leichtere Körner über den spezifisch<br />
schweren ein, falls die durchmischend Wirkungen in bestimmten Grenzen<br />
gehalten werden. Es vollzieht sich eine Schichtung nach der Dichte, die<br />
von einer weiteren nach der Partikelgröße überlagert sein kann. Offensichtlich<br />
hat sich für die Schichtung nach der Dichte eine periodische<br />
Fluidisierung mittels eines pulsierenden Aufstroms als am wirkungsvollsten<br />
erwiesen. Diesen Prozeß, der schon seit Jahrhunderten für die <strong>Sortierung</strong><br />
genutzt wird, bezeichnet man im deutschen Sprachgebrauch als Setzen.<br />
Hierbei gibt man das zu sortierende Gut einem Setzgutträger St auf, der aus<br />
einem Rost oder Siebbelag besteht (Bild F 3.49.1). Durch die Öffnungen des<br />
Setzgutträgers strömt das Fluid periodisch auf und ab, wobei dessen Ge-<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
schwindigkeitsverlauf als Funktion der Zeit z.B. sinusförmig sein kann. Im<br />
Ergebnis des Schichtungsvorganges entsteht eine Schichtenfolge, in der die<br />
Partikeldichten von unten nach oben abnehmen und die mit Hilfe von Austragvorrichtungen<br />
in Produkte verschiedener Dichte bzw. Qualität zerlegt<br />
werden kann (Bild F 3.49.3).<br />
Als Fluid kommt hauptsächlich Wasser (Hydrosetzmaschinen), selten Luft<br />
(Aerosetzmaschinen) in Betracht. Die pulsierende Bewegung des Fluids<br />
durch das Setzbett erreicht man bei Hydrosetzmaschinen entweder dadurch,<br />
daß der Setzgutträger im ruhenden Fluid periodisch gehoben und gesenkt<br />
wird (Stauchsetzmaschine, Bild F 3.49.2a) oder daß bei feststehendem<br />
Setzgutträger das Fluid mittels Kolbens (Kolbensetzmaschine, Bild F<br />
3.49.2b), Druckluft (luftgesteuerte Setzmaschine, Bild F 3.49.2c) oder auf<br />
andere Weise bewegt wird.<br />
Bei der Setzsortierung wird dem pulsierenden Fluidstrom meist ein stationärer<br />
überlagert (bei Hydrosetzmaschinen infolge von Unterwasserzusatz).<br />
Jedoch übersteigt in Hydrosetzmaschinen die Aufstromgeschwindigkeit des<br />
letzteren gewöhnlich nicht 0,6 cm/s, so daß dadurch die Auflockerung nicht<br />
allein herbeigeführt werden kann. Über den Durchströmungswiderstand einer<br />
Partikelschicht bei pulsierender Strömung liegen gegenwärtig nur wenige<br />
Untersuchungen vor. Entsprechend den Durchströmungsmodellen, siehe<br />
VO MVT 8.1.3.4.1, kann man für den Druckverlust setzen:<br />
∆p<br />
f<br />
⋅ u −<br />
= λ ρ 2<br />
1<br />
*<br />
ε<br />
3<br />
, (3.120)<br />
h d ε<br />
ST<br />
wobei die Widerstandszahl λ*<br />
*<br />
1− ε<br />
*<br />
λ*<br />
= k<br />
1 + k<br />
2<br />
(3.121)<br />
Re<br />
außer von Re und ε noch zusätzlich vom Charakter der Pulsbewegung (Hub,<br />
Hubzahl) abhängt. Letzteres gilt für tubulentes Durchströmen, weil das Pulsieren<br />
den Turbulenzcharakter der Strömungen im Inneren der<br />
Partikelschicht beeinflußt. Als untere Grenzbedingung, die überschritten<br />
werden muß, damit Auflockerung und der Setzprozeß eintreten können,<br />
ergibt sich für laminare pulsierende Durchströmung<br />
( λ * lam<br />
λ ; bzw. k *<br />
= k<br />
lam 1<br />
=<br />
1<br />
= 150 ):<br />
⎡<br />
2 3<br />
1 1 ( ρP − ρf ) ⋅dST ε ⎤<br />
L<br />
h n > ⎢<br />
− uw<br />
⎥<br />
(3.122)<br />
π<br />
⎣⎢<br />
150 η 1−<br />
ε<br />
L ⎦⎥<br />
h<br />
n<br />
u w<br />
Setzhub<br />
Hubzahl je Zeiteinheit<br />
Aufströmgeschwindigkeit des überlagerten stationären Fluidstromes<br />
bzw.<br />
1<br />
h n > uL<br />
− uw<br />
π ( ) (3.123)<br />
158<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Diese untere Grenzbedingung für die Auflockerung im pulsierenden Fluidstrom<br />
entspricht jener unter stationären Strömungsverhältnissen. Bei turbulenter<br />
Durchströmung ergibt sich entsprechend:<br />
1 ⎛ 1 ρP<br />
− ρ<br />
⎞<br />
f 3<br />
h n > ⎜<br />
g dST L<br />
− w ⎟<br />
*<br />
ε<br />
w<br />
, (3.124)<br />
π ⎝ k ρ<br />
⎠<br />
*<br />
wobei λ turb<br />
2<br />
f<br />
159<br />
und somit auch k 2 * vom Charakter der Pulsbewegung abhängen.<br />
dabei gilt allgemein:<br />
*<br />
*<br />
λ > λ und deshalb auch k 2<br />
> 1,<br />
75 .<br />
turb<br />
turb<br />
Nach oben wird der für das Setzen in Betracht zu ziehende Bereich dadurch<br />
begrenzt, daß die Fluidbewegung nicht die Schwerebeschleunigung erreichen<br />
bzw. übersteigen darf:<br />
2<br />
g<br />
h n <<br />
2<br />
(3.125)<br />
2 π<br />
Durch die Gln. (3.122) bis (3.125) ist somit das Intervall gekennzeichnet, in<br />
dem der Setzprozeß durchzuführen ist. Beim Festlegen von Hub und<br />
Hubzahl ist noch folgendes zu beachten:<br />
Die Setzbetthöhe wird um so größer sein müssen, je gröber das Aufgabegut<br />
ist, weil für jedes auszutragende Produkt eine von der oberen Partikelgröße<br />
linear abhängige Mindestschichthöhe aufrechterhalten werden muß. Um<br />
eine bestimmte Auflockerung zu erreichen, muß folglich die absolute Ausbreitung<br />
des Setzbettes mit dessen Höhe zunehmen. Da aber zwischen maximaler<br />
Ausbreitung und dem Hub unmittelbare Wechselbeziehungen bestehen,<br />
muß man beim Grobkornsetzen wesentlich längere Hübe und geringere<br />
Hubzahlen als beim Feinkornsetzen wählen:<br />
0,<br />
6<br />
h ≈ 8, 1⋅<br />
d A , 95<br />
in mm (3.126)<br />
d A,95 obere Aufgabestück- oder Partikelgröße in mm<br />
Die Partikelgrößenzusammensetzung des Aufgabegutes beeinflußt das Setzen<br />
in verschiedener Hinsicht. Zunächst wird von ihr die Lockerungsgeschwindigkeit<br />
u L mit bestimmt (Gln. (3.123) und (3.124)). Beim Setzen von<br />
Steinkohlen auf Hydrosetzmaschinen ist es durchaus üblich, 0,5 ... 10 mm<br />
und 10 ... 80 (150) mm oder sogar 0,5 ... 80 gemeinsam zu setzen.<br />
Zur Beurteilung der Sortierbarkeit kann man den Quotienten q heranziehen:<br />
ρs,p,<br />
S<br />
− ρf<br />
q =<br />
(3.99)<br />
ρ − ρ<br />
s,p,<br />
L<br />
f<br />
ρ s,p,S; ρ s,p,L Schwergut- bzw. Leichtgutdichte<br />
q > 2,5 <strong>Sortierung</strong> bis zu Partikelgrößen von etwa 100 µm möglich,<br />
q > 1,75 <strong>Sortierung</strong> bis etwa 200 µm möglich,<br />
q > 1,5 <strong>Sortierung</strong> bis etwa 1,5 mm möglich, aber schwierig,<br />
q > 1,25 <strong>Sortierung</strong> gröberen Gutes noch möglich,<br />
q < 1,25 keine <strong>Sortierung</strong> durch Setzen möglich.<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Die trennflächenbezogenen spezifischen Durchsätze betragen für Setzmaschinen<br />
2 bis etwa 20 t/(m 2 ⋅h).<br />
160<br />
3.3.1.3 Sortieren in Rinnen und auf Herden<br />
In Hydrorinnen und auf Hydroherden vollzieht sich die <strong>Sortierung</strong> nach der<br />
Dichte in einer strömenden Suspension, und zwar entweder in einer Strömung<br />
durch einen rinnenförmigen Trennapparat (Bild F 3.45) oder in einer<br />
Filmströmung über eine geeignete Fläche (Bild F 3.45). Letzteres ist entweder<br />
fest gelagert (fester Herd, Bild F 3.45), wird gleichsinnig (z.B.<br />
Bandherd, Bild F 3.49) oder schwingend (Schüttelherd, Stoßherd, Bild F<br />
3.47) bewegt.<br />
In einer Rinnenströmung stellt sich eine Schichtung nach der Dichte ein,<br />
wenn die Strömungsgeschwindigkeit entsprechend gewählt und eine angemessene<br />
Vorklassierung des Aufgabegutes vorgenommen worden ist. Dabei<br />
wird die erforderliche Fluidisierung und Schichtung des Feststoffs mit Hilfe<br />
der Turbulenz der Strömung und durch dynamische Auftriebskräfte in der<br />
Grenzschicht hervorgebracht:<br />
Bewegung von Einzelpartikeln im Flüssigkeitsstrom auf schwach geneigter<br />
Fläche<br />
Vereinfachend soll hier nur die Bewegung von Einzelpartikeln in Flüssigkeitsströmungen<br />
auf geneigter Flächen behandelt werden. Dabei interessieren<br />
aus der Sicht von Transport und <strong>Sortierung</strong> vor allem die Übergänge aus<br />
der Ruhelage eines Partikels, das sich im Kontakt mit dem Boden befindet,<br />
in die Gleitbewegung sowie in den Suspensionszustand.<br />
Auf ein Partikel, das sich in einer Flüssigkeitsströmung auf einer geneigten<br />
Fläche befindet, wirken folgende Kräfte:<br />
a) das scheinbare (um den statischen Auftrieb verminderte) Gewicht F * G<br />
:<br />
F * = V ⋅ ρ − ρ ⋅ g<br />
( )<br />
G P s f<br />
b) die Widerstandskraft bzw. „Schleppkraft“ der Flüssigkeit F W :<br />
2<br />
FW = cW ⋅ A<br />
P<br />
⋅ ρf ⋅ ur<br />
/ 2<br />
c) der dynamische Auftrieb F D in der Grenzschicht infolge unsymmetrischer<br />
Anströmung:<br />
2<br />
FD = cD⋅ A<br />
P<br />
⋅ ρf ⋅ ur<br />
/ 2<br />
d) Die Reibungskraft F R :<br />
*<br />
2<br />
F = µ ⋅ F ⋅ cos α − c ⋅ A ⋅ ρ ⋅ u / 2<br />
( )<br />
R w G D p f r<br />
ur<br />
= u − vw<br />
Relativgeschwindigkeit (Anströmungsgeschwindigkeit)<br />
u mittlere Anströmgeschwindigkeit (nicht mit u verwechseln !)<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
v w<br />
Partikelgeschwindigkeit auf dem Rinnenboden<br />
c W ; c D Widerstandsbeiwerte<br />
A P<br />
angeströmte Querschnittsfläche des Partikels<br />
µ w Rinnenwandreibungskoeffizient, siehe Tabelle 3.18<br />
Tabelle 3.18 Orientierungswerte der Rinnenwandreibungskoeffizienten<br />
(Gleitreibung) von Mineralkörnern in Fluiden<br />
Mineral auf Eisen auf Glas auf Holz auf Linoleum<br />
161<br />
in Wasser in Luft in Wasser in Luft in Wasser in Luft in Wasser in Luft<br />
Scheelit 0,66 0,53 0,50 0,51 0,78 0,70 0,73 0,71<br />
Hämatit 0,66 0,54 0,36 0,47 0,80 0,,67 0,75 0,74<br />
Quarz 0,67 0,37 0,80 0,72 0,60 0,75 0,80 0,78<br />
Somit ergibt sich für eine gleichförmige Gleitbewegung:<br />
F G<br />
sinβ + FW − FR<br />
= 0<br />
2<br />
2<br />
π<br />
πd<br />
3<br />
p ⎛ π<br />
3<br />
π<br />
2<br />
u ⎞<br />
r<br />
d<br />
p( ρs − ρf ) g sin α + cW<br />
ρ<br />
f<br />
− µ<br />
w<br />
⎜ d<br />
p( ρs − ρf ) g cosα<br />
− cD d<br />
p<br />
ρf<br />
⎟ = 0<br />
6 4 ⎝ 6 4 2 ⎠<br />
Nach Auflösen und Umstellen erhält man daraus unter Beachtung, daß für<br />
die stationäre Sinkgeschwindigkeit v s eines Kornes gilt:<br />
g d ( )<br />
2<br />
4 ρs<br />
− ρf<br />
vs<br />
=<br />
3 cW<br />
ρf<br />
µ<br />
w<br />
⋅ (cosα − sin α)<br />
ur<br />
= vs<br />
⋅<br />
(3.127)<br />
1 + µ ⋅ c / c<br />
w D W<br />
Für den Fall kleiner Neigungswinkel (etwa α < 6°) kann man in Gl. (3.127)<br />
sinα vernachlässigt und cosα = 1 setzen, so daß sich ergibt:<br />
µ<br />
w<br />
ur<br />
= vs<br />
⋅<br />
(3.128)<br />
1 + µ<br />
w<br />
⋅ cD / cW<br />
Nunmehr folgt wegen ur<br />
= u − vw<br />
für die Gleitgeschwindigkeit v w eines<br />
Partikels auf dem Rinnenboden aus Gl. (3.128):<br />
µ<br />
w<br />
vw<br />
= u − vs<br />
⋅<br />
(3.129)<br />
1 + µ ⋅ c / c<br />
w D W<br />
Eine quantitative Auswertung der letzten Gleichung dürfte im allgemeinen<br />
wegen der Unkenntnis der Widerstandsbeiwerte - vor allem von c D - auf<br />
Probleme stoßen, wobei noch zu beachten ist, daß c D mit von der Asymmetrie<br />
der Anströmung abhängt. Die größten Werte der dafür mitbestimmenden<br />
Geschwindigkeitsgradienten treten in den untersten Strömungsbahnen auf,<br />
so daß dort auch die Maximalwerte des dynamischen Auftriebs wirken.<br />
Für die Gleitbewegung lassen sich aus den vorstehenden Gleichungen folgende<br />
wichtige Schlußfolgerungen ableiten:<br />
a) Von Partikeln gleicher Größe und Form gleiten die mit geringerer Dichte<br />
schneller als die mit höherer Dichte.<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
) Bei Partikeln gleicher Dichte und Form, aber unterschiedlicher Größe, ist<br />
zu beachten, daß u , d.h. die mittlere Strömungsgeschwindigkeit im Anströmbereich,<br />
wegen des Geschwindigkeitsgradienten in der Randzone<br />
für größere Partikeln auch größer als für kleinere ist. Infolgedessen können<br />
größere Partikeln durchaus schneller als kleinere gleiten.<br />
c) Plattige Partikeln werden langsamer als rundliche gleichen Volumens<br />
gleiten, weil erstere im allgemeinen flach auf dem Boden liegen und folglich<br />
die mittlere Strömungsgeschwindigkeit im Anströmbereich kleiner<br />
als bei den rundlichen ist.<br />
Einzelpartikeln lösen sich vom Boden ab, d.h. gehen in den Suspensionszustand<br />
über, wenn gilt:<br />
2 2<br />
π<br />
π d<br />
F<br />
* 3<br />
p ur<br />
G<br />
cosα = FD<br />
bzw. d<br />
p( ρs − ρf ) g cos α = cD<br />
ρf<br />
6 4 2<br />
Hieraus folgt für die erforderliche Relativgeschwindigkeit u r :<br />
4 d<br />
P<br />
g ( ρs − ρf<br />
)<br />
cW<br />
ur<br />
=<br />
cosα<br />
= vs<br />
cos α<br />
3 ρ c<br />
c<br />
f<br />
D<br />
oder bei hinreichend kleinem Neigungswinkel α (Ablösebedingung):<br />
cW<br />
ur<br />
= vs<br />
(3.130)<br />
c<br />
D<br />
D<br />
Die Bewegung eines solchen Einzelkorns wird sich, wie im Bild ?? schematisch<br />
dargestellt, vollziehen. Sobald sich das Korn vom Boden abgehoben<br />
hat, verläßt es die Grenzschicht und damit den Bereich hoher Geschwindigkeitsgradienten,<br />
und der dynamische Auftrieb geht gegen null. Somit wird es<br />
wieder auf den Boden zurückfallen und sich erneut von diesem abheben,<br />
wenn der dynamische Auftrieb wieder genügend groß ist. In diesem Zusammenhang<br />
ist zu beachten, daß die Grenzschichten und somit auch die<br />
dort wirkenden dynamischen Auftriebskräfte ständigen periodischen Veränderungen<br />
unterworfen sind.<br />
In einer turbulenten Fluidströmung ist aber auch noch zu berücksichtigen,<br />
daß suspendierte Körner den Wirkungen der Strömungsturbulenz ausgesetzt<br />
sind. Die in der VO MVT Abschnitt 4.2 erörterten Grundlagen über den<br />
Partikeltransport lassen sich entsprechend anwenden, solange die Feststoffvolumenkonzentration<br />
genügend gering ist.<br />
162<br />
Ausrüstungen<br />
Der nach der Dichte geschichtete Suspensionsstrom wird am Austragende<br />
der Rinne durch Teiler in die Trennprodukte zerlegt (Bild F 3.46). Auf der<br />
Grundlage dieses an sich schon seit Jahrhunderten bekannten Wirkprinzips<br />
sind in neuerer Zeit einige leistungsfähige Rinnenbauarten (Flächenrinnen,<br />
Wendelrinnen, Konusrinnen F 3.46) entwickelt worden, die in der Aufberei-<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
163<br />
tung mineralischer Rohstoffe im Partikelgrößenbereich zwischen 0,1 und 3<br />
mm bei Vorliegen ausreichender Dichtedifferenzen der zu trennenden Minerale<br />
eingesetzt werden.<br />
Der Übergang von der Schichttrennung in Rinnen zur Trennung in Fluidströmungen<br />
auf Herden ist fließend, wobei jedoch auf letzteren ausschließlich<br />
feine bis feinste Körnungen sortiert werden können. In Filmströmungen<br />
treten die turbulenten Wirkungen zurück, was für Trennungen im Fein- und<br />
Feinstkornbereich unerläßlich ist. Statt dessen gewinnen die im Bereich des<br />
Geschwindigkeitsgefälles der Grenzschicht vorhandenen dynamischen Auftriebskräfte<br />
für das Suspendieren der Körner an Bedeutung. Auf festen Herden<br />
(Bild F 3.48.3) und Bandherden (Bild F 3.49.5) werden die Strömungsverhältnisse<br />
so eingestellt, daß es zum Absetzen des Schergutes auf der<br />
Herdplatte kommt, während das Leichtgut überspült wird. Bei den<br />
Schwingherden wird die meist rechteckige oder trapezförmige Herdplatte in<br />
Längsrichtung schwingend bewegt (Bild F 3.49.6). In Querrichtung ist sie<br />
gering geneigt. Die Aufgabesuspension tritt aus dem Kasten A auf den Herd.<br />
aus der Brause W wird Querstromwasser regelbar zugeführt. Auf der Herdplatte,<br />
die gewöhnlich in Längsrichtung noch mit Rillen oder Riffeln versehen<br />
ist , vollzieht sich dann unter der Wirkung von Strömungs-, Reibungsund<br />
Trägheitskräften die Bewegung der Körner verschiedener Dichte in der<br />
im Bild F 3.47.2 angedeuteten Weise.<br />
Aerorinnen und Aeroherde ähneln hinsichtlich ihrer Ausbildung den Hydrorinnen<br />
bzw. Hydroherden. Jedoch wird hierbei die notwendige Fluidisierung<br />
durch aus dem perforierten Rinnenboden bzw. der perforierten Herdplatte<br />
aufströmende Luft gewährleistet.<br />
3.3.1.4 Aufstrom- und Querstromsortierung<br />
Unterschiedliche Sinkgeschwindigkeiten bzw. Bewegungsbahnen, die Partikeln<br />
oder Stücke in einem Fluid unter der Wirkung von Feld-, Strömungs<br />
und Trägheitskräften erreichen bzw. zurücklegen, werden in der Aufbereitungstechnik<br />
in umfangreichem Maße bei der Stromklassierung zur Erzeugung<br />
von Produkten unterschiedlicher Größenzusammensetzung genutzt<br />
(siehe VO MVT Abschnitt Stromklassieren 4.3 bis 4.5). Die dafür angewendeten<br />
Wirkprinzipien lassen sich jedoch auch für die <strong>Sortierung</strong> einsetzen,<br />
wenn die stationären Sinkgeschwindigkeiten der nach der stofflichen Zusammensetzung<br />
zu trennenden Partikeln oder Stücke hinreichend verschieden<br />
sind.<br />
Im Rahmen der Aufbereitung mineralischer Rohstoffe sind deren Möglichkeiten<br />
für stoffliche Trennungen jedoch sehr beschränkt, und sie sind hierfür<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
164<br />
heute trotz mancher Ansätze in den letzten Jahrzehnten nahezu bedeutungslos.<br />
Die Ursache ist vor allem darin zu suchen, daß bei körnigem Gut - wie<br />
es allgemeinen bei diesen Rohstoffen vorliegt - Partikelgröße und Partikeldichte<br />
allein als Stoffeigenschaften für die stationäre Sinkgeschwindigkeit<br />
bestimmend sind. Folglich erfordert eine stoffliche Trennung dann eine sehr<br />
enge Vorklassierung des Aufgabegutes durch Sieben.<br />
Völlig anders ist demgegenüber die Situation beim Recycling einer Reihe<br />
fester Abfallstoffe. Hier können nicht nur günstigere Voraussetzungen hinsichtlich<br />
der Breite der Stückgrößenverteilung (z.B. bei durch vorwiegend<br />
schneidende Beanspruchung vorbereitenden Gutes) oder durch sehr hohe<br />
Dichteunterschiede (z.B. bei metallhaltigen Abfällen) gegeben sein, sondern<br />
vor allem stark ausgeprägte Formunterschiede (z.B. Teilstücke von Blechen,<br />
Folien, Papier u.a. neben mehr oder weniger körnigen Bestandteilen) die<br />
Trennung nach der Sinkgeschwindigkeit begünstigen. Es ist deshalb nicht<br />
verwunderlich, daß der Gegenstrom- und Querstromsortierung in neuerer<br />
Zeit vor allem im Rahmen des Recyclings fester Abfälle größere Beachtung<br />
geschenkt worden ist.<br />
Die Trennmodelle, die im VO MVT Abschnitt Stromklassieren für die<br />
Gegenstrom- und Querstromklassierung behandelt worden sind, sowie die<br />
Konsequenzen, die sich daraus für die Prozeß- und Prozeßraumgestaltung<br />
ergeben, lassen sich ohne Einschränkungen auf die <strong>Sortierung</strong> übertragen,<br />
siehe auch 3.3.1, Gl.(3.101). Der Klassieraufwand beträgt:<br />
d<br />
i<br />
d<br />
+ 1<br />
i<br />
⎛ ρ<br />
≤<br />
⎜<br />
⎝ ρ<br />
s, p,<br />
S<br />
s, p,<br />
L<br />
− ρ<br />
f<br />
− ρ<br />
f<br />
⎞<br />
⎟<br />
⎠<br />
α+<br />
1<br />
3⋅α<br />
(3.131)<br />
α = ½ turbulente Partikelumströmung<br />
α = 2 laminare Partikelumströmung<br />
Aufgrund des voranstehend kurz Erörterten hat man beim Recycling die<br />
stationäre Sinkgeschwindigkeit - exakter wäre es, von quasistationärer Sinkgeschwindigkeit<br />
zu sprechen - als komplexes Trennmerkmal aufzufassen,<br />
das außer von der Dichte und Größe auch starkem Maße von der Form der<br />
Stücke abhängt. Deshalb wäre es auch zweckmäßig, die Trennschärfe derartiger<br />
Trennungen ausschließlich auf dieser Grundlage zu bewerten. Dies<br />
stößt jedoch auf beachtliche Schwierigkeiten , weil es sehr aufwendig, wenn<br />
nicht teilweise sogar unmöglich ist, die Sinkgeschwindigkeitsverteilungen<br />
von Aufgabegut und Produkten experimentell zu ermitteln.<br />
Für eine Beurteilung von Trennmöglichkeiten bei ausgeprägten Formunterschieden<br />
können sich jedoch Vereinfachungen ergeben. So stellte BÖHME<br />
bei Untersuchungen mit verschiedenen Probekörpern (Parallelepipede und<br />
Zylinder aus Metallen sowie Kunststoffen) einerseits und zerkleinerten plattenförmigen<br />
Schrottstücken andererseits - beide im Millimeter- und Zenti-<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
meter-Bereich - fest, daß ein Zusammenhang zwischen der quasistationären<br />
Sinkgeschindigkeit v s der Stücke und dem Verhältnis ihrer scheinbaren<br />
Masse m* = V P<br />
⋅ ( s , p<br />
− f )<br />
ρ ρ zu ihrer größten Querschnittsfläche A P,max<br />
besteht:<br />
v<br />
s<br />
m<br />
= a ⋅ ⎛ ⎝ ⎜ * ⎞<br />
⎟<br />
A ⎠<br />
P,max<br />
b<br />
165<br />
(3.132)<br />
Die Parameter a und b hängen vom Fluid ab, siehe Bild F 3.52.4. Für Stücke<br />
mit Parallelepipedform und die plattenförmigen Abfallstücke stellte sich<br />
noch eine weitere Möglichkeit zu vereinfachter Darstellung heraus, indem<br />
die quasistationäre Sinkgeschwindigkeit in einem Fluid außer von der Dichtedifferenz<br />
(ρ s,p - ρ f ) nur noch von der kleinsten Hauptabmessung bei<br />
Parallelepipeden bzw. der Wandstärke s bei plattenförmigen Abfallstücken<br />
bei (d oder l)/s >> 3 abhängt. Das wird auch verständlich und zwar dann,<br />
wenn sich die Plättchen hinsichtlich ihrer größten Anströmfläche A P,max quer<br />
zur Hauptströmungsrichtung orientieren:<br />
V A s<br />
P P,max<br />
⋅<br />
= = s und damit (3.133)<br />
A A<br />
v<br />
s<br />
P,max<br />
P,max<br />
2 ( ρs<br />
− ρf<br />
) VP<br />
c<br />
A g 2 ( ρs<br />
− ρf<br />
)<br />
= ⋅ ⋅ ⋅ = ⋅ ⋅ s⋅<br />
g<br />
ρ<br />
c ρ<br />
W, s f<br />
P<br />
W,<br />
s<br />
Der Klassieraufwand ist damit:<br />
α+<br />
1<br />
3⋅α<br />
f<br />
(3.80)<br />
s ⎛ ρ<br />
i<br />
s p S<br />
− ⎞<br />
+ 1 , ,<br />
ρf<br />
≤ ⎜ s<br />
i ⎝ ρs p L<br />
− ρ ⎟<br />
(3.131a)<br />
, , f ⎠<br />
Aus dem größeren Dichteverhältnis 2 , 5 − 1 2,<br />
5<br />
= 15 , > = 1,<br />
25 folgt verständlicherweise<br />
auch hier die größere Trennschärfe einer Hydrosortierung im<br />
2 − 1 2<br />
Vergleich zur Aerosortierung. Der energetische Aufwand ist jedoch vergleichbar,<br />
da zwar die Fluidgeschwindigkeiten<br />
uWa<br />
f Lu<br />
u<br />
= ρ<br />
,<br />
ρ<br />
= 1,<br />
2<br />
1000<br />
≈ 1<br />
im Kanal wesentlich geringer sind, ansonsten<br />
30<br />
Lu<br />
f , Wa<br />
jedoch die gleichen Widerstandskräfte und kinetischen Energien<br />
2 2<br />
E ∝ ρ ⋅ u = ρ ⋅ u zur Trennung notwendig sind.<br />
f , Lu Lu f , Wa Wa<br />
Verfahrenstechnische Beurteilung und Auslegung eines<br />
Zickzacksichters<br />
Das bekannte Trennmodell der turbulenten Querstromhydroklassierung<br />
(Suspensionsanzapfmodell, siehe VO MVT Abschnitt 4.3, Gln. (4.98) und<br />
(4.99b) soll nun mit Hilfe der Gl.(3.101) und V ≈ V >> V<br />
auf die<br />
Dichtesortierung im Luftstrom übertragen werden:<br />
A L G<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
− Es werden im Trennraum sowohl ein homogenes Turbulenzfeld als auch<br />
ein homogenes Kraftfeld vorausgesetzt.<br />
− Es wird angenommen, daß sich in der Nähe der Produktausträge aus dem<br />
Trennraum die Konzentrationsverteilung über eine Höhe y gemäß Gl.<br />
(4.85) für jede Partikeldichteklasse unabhängig von den anderen einstellen<br />
konnte, d.h. daß für jede Partikelgrößenklasse i und<br />
Partikeldichteklasse j gilt die eindimensionale<br />
Partikelkonzentrationsbilanz:<br />
2<br />
∂cn<br />
∂cn<br />
∂ cn<br />
= −(<br />
−vs<br />
) ⋅ + Dt<br />
⋅<br />
2<br />
∂t<br />
∂y<br />
∂y<br />
(3.134)<br />
c n Partikelanzahlkonzentration pro Volumenelement<br />
D t turbulente Diffusionskoeffizient<br />
Der Feststofftransport durch die Sinkgeschwindigkeit erfolgt in Richtung<br />
der Feldkraft nach unten entgegen der z-Richtung; deshalb zusätzliches negatives<br />
Vorzeichen: n z<br />
= − ( −vs)<br />
⋅ cn<br />
Im stationären Fall liefern die erste und zweite Integration für h = 0, d.h. am<br />
Boden, vereinfachend den Konzentrationsgradienten ∂c<br />
∂y<br />
= 0 und die<br />
Partikelkonzentration c n = c n,0 :<br />
c ⎛<br />
n<br />
vs<br />
= exp⎜<br />
− ⋅<br />
c ⎝ D<br />
h ⎞<br />
⎟ (3.135)<br />
⎠<br />
n,<br />
0<br />
c n<br />
c n0<br />
D t,s<br />
t<br />
Partikelanzahl/Volumeneinheit<br />
Partikelkonzentration am Boden<br />
turbulenter Diffusionskoffizient der Partikeln<br />
Hinsichtlich der Gestaltung der Produktausträge lassen sich das<br />
- Suspensionsteilungsmodell und das<br />
- Suspensionsanzapfmodell<br />
unterscheiden (siehe Bild F 4.10.4 VO MVT Abschnitt 4.3).<br />
In einigen technischen Trennapparaten (mechanische Klassierer) kommt<br />
man der Realisierung des Anzapfmodells nahe. Hierbei werden die Aerosuspensionsströme<br />
mit den jeweiligen Partikelkonzentrationen am unteren<br />
und oberen Ende angezapft (bestimmter Abstand der Entnahmestellen<br />
notwendig !) und die Grobgutsuspension mit den Konzentrationen c n0,j der<br />
Größenklassen und die Feingutsuspension mit c n,j ausgetragen. Dadurch<br />
gelingen trotz der Turbulenz relativ scharfe Trennungen. Für die Trennfunktion<br />
folgt aus Bild F 4.10.4:<br />
m<br />
S,j<br />
ρs,S,j<br />
⋅ V<br />
s,S,j<br />
1<br />
Tj<br />
= =<br />
=<br />
mA,j<br />
s,S,j<br />
Vs,S,j<br />
s,L,j<br />
Vs,L,j<br />
cn,j<br />
s,L,j<br />
V<br />
(1.136)<br />
ρ ⋅ + ρ ⋅ <br />
⋅ρ ⋅<br />
L<br />
1+<br />
cn,0,j<br />
⋅ρs,S,j<br />
⋅ V<br />
S<br />
V , V , V<br />
S L A<br />
Aerosuspensionsvolumenströme Schwergut, Leichtgut und<br />
Aufgabe<br />
n<br />
/<br />
166<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
167<br />
1<br />
1<br />
Tj<br />
=<br />
c V<br />
=<br />
n ij s j L<br />
s j V v<br />
L<br />
s j<br />
+ ⋅ ⋅<br />
c V<br />
+ ⋅ ⎡ (1.137)<br />
,<br />
ρ<br />
,<br />
ρ <br />
,<br />
,<br />
⎢−<br />
V D<br />
h<br />
⎤<br />
1<br />
1<br />
⎥<br />
n,<br />
ij+ 1<br />
ρ <br />
<br />
exp<br />
s,<br />
j+ 1 S ρs,<br />
j+<br />
1 S ⎣ t,<br />
s ⎦<br />
1<br />
T<br />
x bzw x 1<br />
= . 1 + =<br />
1<br />
1 + T<br />
T ( ρs)<br />
=<br />
ρ V<br />
v<br />
T<br />
s,<br />
j L<br />
s<br />
( ρs)<br />
+ ⋅ h x<br />
V<br />
exp<br />
⎡ ⎤<br />
1 1<br />
1<br />
⎢−<br />
⎥ = − 1 = −<br />
ρ<br />
D<br />
T T<br />
s, j+<br />
1 S ⎣ t,<br />
s ⎦<br />
⎡ v ( ) ⎤<br />
<br />
,<br />
exp ⎢−<br />
⎥ = − s<br />
ρs<br />
1 T ρs j+<br />
1 VS<br />
h ⋅ ⋅<br />
<br />
bzw.<br />
⎣ Dt,<br />
s ⎦ T ρs,<br />
j<br />
VL<br />
Daraus erhält man die stationäre Sinkgeschwindigkeit v s der Dichte ρ s , der<br />
s,<br />
j+<br />
1<br />
der Trennfunktionswert T(ρ s ) zuzuordnen ist:<br />
D ⎡ V<br />
t, s<br />
ρ T ⎤<br />
s,<br />
j L<br />
vs<br />
( ρs) = ⋅ ln⎢<br />
⋅<br />
h ρs j<br />
V<br />
⋅ ⎥<br />
(3.138)<br />
⎣⎢<br />
, +1 S<br />
1−<br />
T⎦⎥<br />
ρs,<br />
j ρs,<br />
L<br />
Mit einem Dichtverhältnis k<br />
ρ<br />
= = < 1 und für die stationäre Sink-<br />
ρ ρ<br />
geschwindigkeit der Trenndichte ρ sT , weil T(ρ sT ) = 0,5 ist:<br />
D ⎡ V<br />
t, s<br />
ρ ⎤<br />
s,<br />
j L<br />
vsT<br />
( ρs,<br />
T) = ⋅ ln⎢<br />
⋅<br />
h ρs j<br />
V<br />
⎥<br />
(3.139)<br />
⎣⎢<br />
, +1 S ⎦⎥<br />
Das Umstellen nach T liefert:<br />
⎡ ρ <br />
<br />
s,<br />
j V<br />
ρ<br />
L<br />
T ⎤ vs<br />
s,<br />
j VL<br />
ln⎢<br />
⋅<br />
<br />
⋅ ⎥ ln<br />
ρ<br />
<br />
⎣⎢<br />
s,<br />
j+ VS<br />
− T⎦⎥ = v<br />
⋅ ⎡<br />
sT<br />
ρ<br />
⋅<br />
⎤<br />
⎢ ⎥<br />
1<br />
1<br />
⎣⎢<br />
s,<br />
j+<br />
1<br />
VS<br />
⎦⎥<br />
ρ<br />
ρ<br />
s,<br />
j<br />
V<br />
⋅<br />
V<br />
L<br />
T ⎡ ρs j V<br />
⎤<br />
, L<br />
⋅ = ⎢ ⋅<br />
− T ρs,<br />
j<br />
V<br />
⎥<br />
1 ⎣⎢<br />
S ⎦⎥<br />
s,<br />
j+ 1 S<br />
+ 1<br />
vs<br />
− 1+<br />
v<br />
v<br />
s<br />
sT<br />
T ⎡ ρ V<br />
⎤ vsT<br />
s,<br />
j L<br />
y 1<br />
= ⎢ ⋅ ⎥ = y T = y − yT T = =<br />
1 − T<br />
s j<br />
VS<br />
1 y 1<br />
⎣⎢<br />
ρ <br />
, + 1 ⎦⎥<br />
+<br />
1 +<br />
y<br />
Die Trennfunktion einer Trennstufe ist damit, siehe Bild F 3.68:<br />
⎛<br />
T ⎜<br />
v ⎝ v<br />
s<br />
sT<br />
⎞<br />
1<br />
⎟ =<br />
⎠<br />
⎡ ρs j V<br />
⎤<br />
, L<br />
1 + ⎢ ⋅ ⎥<br />
⎣⎢<br />
ρs j+<br />
1<br />
V<br />
, S ⎦⎥<br />
v<br />
1−<br />
v<br />
s<br />
sT<br />
s,<br />
S<br />
(3.140)<br />
Die Partikelgrößen-, Partikeldichte- und Partikelformabhängigkeit sind<br />
in der Sinkgeschwindigkeit zusammengefaßt.<br />
Trennfunktion, Trenndichte und Trennschärfe einer mehrstufigen Dichtesortierung:<br />
Für eine elegante wahrscheinlichkeitstheoretische Herleitung der Reihenschaltung<br />
von stochastisch unabhängigen Ereignissen lassen sich folgende<br />
einfache Betrachtungen anstellen:<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
168<br />
Werden die einzelnen diskreten Trennwahrscheinlichkeiten der Dichteklasse<br />
j der Leichtguttrennstufen T L,j im Oberlauf von den Schwerguttrennstufen<br />
T S,j im Unterlauf entkoppelt, so läßt sich die Gesamtwahrscheinlichkeit dafür,<br />
daß ein Partikel in das Schwergut ausgetragen wird, als Produkt der Stufentrennwahrscheinlichkeiten<br />
ausdrücken. Für den Massestrom im Unterlauf<br />
ergibt sich somit:<br />
m<br />
S,j<br />
zS<br />
= ∏T<br />
kS=<br />
1<br />
S,kS<br />
,j<br />
⋅m<br />
A,j<br />
(3.141.1)<br />
mit z S als Anzahl der Schwerguttrennstufen.<br />
Da die Trennfunktion Gl. (3.1) für das Schwergut definiert wurde, ist die<br />
Wahrscheinlichkeit eines Partikels, über den Oberlauf in das Leichtgut ausgetragen<br />
zu werden 1-T L,j . Somit gilt analog zu Gl. (3.141.1):<br />
m<br />
L,j<br />
zL<br />
= ∏<br />
kL<br />
= 1<br />
( 1−<br />
TL,k<br />
,j<br />
) ⋅ m<br />
A, j<br />
L<br />
(3.141.2)<br />
mit z L als Anzahl der Leichtguttrennstufen.<br />
Damit folgt allgemein für die Trennfunktion von z L Oberlauf- und z S Unterlauftrennstufen:<br />
1<br />
T<br />
ges,j<br />
=<br />
(3.141.3)<br />
zL<br />
1−<br />
T<br />
1+<br />
∏( k<br />
)<br />
L ,j<br />
kL<br />
= 1<br />
z<br />
S<br />
∏<br />
kS=<br />
1<br />
T<br />
kS<br />
,j<br />
Unter der Voraussetzung, daß die jeweiligen Stufentrennwahrscheinlichkeiten<br />
näherungsweise übereinstimmen und für sämtliche Trennstufen<br />
T = T T gesetzt werden kann, können die Gleichungen (3.141.1)<br />
L,kL ,j S,kS<br />
,j<br />
=<br />
z,j<br />
und (3.141.2) als<br />
zS m<br />
= T ⋅ m<br />
(3.141.4)<br />
S,j<br />
z,j<br />
A,j<br />
und<br />
m<br />
= 1−<br />
T<br />
zL ⋅ m<br />
(3.141.5)<br />
L,j<br />
(<br />
z,j<br />
)<br />
A, j<br />
geschrieben werden. Einsetzen in Gl. (1.136)) liefert:<br />
1<br />
Tges,j<br />
= (3.141.6)<br />
zL<br />
( 1−<br />
Tz,j<br />
)<br />
1+<br />
zS<br />
T<br />
z,j<br />
Für einen symmetrischen Trennapparat, d.h. gleiche Trennstufenzahlen im<br />
Ober- und Unterlauf z L = z S = z, folgt<br />
1<br />
1<br />
Tges,j<br />
≈ =<br />
(3.141.7)<br />
z<br />
z<br />
( 1−<br />
Tz,j<br />
) ⎛<br />
1<br />
1 ⎞<br />
+<br />
z 1+<br />
⎜ −1⎟<br />
T<br />
z,j T<br />
⎝ z,j ⎠<br />
Damit kann Gl.(3.140) in Gl.(3.141.7) eingesetzt werden und man erhält für<br />
die gesamte Trennfunktion die Gl.(3.141.8):<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
T<br />
ges,j<br />
=<br />
⎛ V<br />
1+<br />
⎜<br />
⎝ V<br />
L<br />
S<br />
⎞<br />
⎟<br />
⎠<br />
1<br />
⎡<br />
α+ 1 ⎤<br />
⎢ ⎛ ρs,<br />
j−ρf<br />
⎞ 3 ⎥<br />
⎢1−⎜<br />
⎟ ⎥⋅z<br />
⎢ ⎝ ρs,T<br />
−ρf<br />
⎠ ⎥<br />
⎣<br />
⎦<br />
169<br />
(3.141.8)<br />
Für eine turbulente Partikelumströmung α = ½ ist damit:<br />
1<br />
Tges,j( ρs,j<br />
) =<br />
. (3.141.9)<br />
⎛ ρs,<br />
j−ρf<br />
1<br />
⋅z<br />
⎟<br />
V<br />
⎟ ⎞<br />
⎜ −<br />
⎜<br />
⎛ ⎞ sT f<br />
L<br />
⎝<br />
ρ −ρ<br />
⎠<br />
1+<br />
⎜<br />
V<br />
⎟<br />
<br />
⎝ S ⎠<br />
Der Graph dieser stufenzahlabhängigen S-förmigen Wahrscheinlichkeitsfunktion<br />
ist im Bild F 3.69 prinzipiell dargestellt.<br />
Ausgangspunkt ist die Trennsinkgeschwindigkeit Gl.(3.138). Wenn T ≡ T z,j<br />
die Stufentrennfunktion sei, ist also:<br />
D ⎡ ⎤<br />
t,s V<br />
T<br />
L z,j<br />
vs(<br />
ρs<br />
) = ⋅ln⎢<br />
⋅ ⎥<br />
h ⎢⎣<br />
V<br />
S<br />
1−<br />
Tz,j<br />
⎥⎦<br />
1/ z<br />
D ⎡ ⎛ ⎞ ⎤<br />
t,s<br />
⎢<br />
V<br />
Tges,j<br />
D<br />
L<br />
v ρ = ⋅ ⋅⎜<br />
⎟ ⎥<br />
s(<br />
s<br />
) ln<br />
=<br />
h ⎢ V<br />
S<br />
⎥<br />
⎣ ⎝1−<br />
Tges,j<br />
⎠ h<br />
⎦<br />
t,s<br />
⎪⎧<br />
⎡V<br />
⋅⎨ln⎢<br />
⎪⎩ ⎣ V<br />
L<br />
S<br />
⎤ 1 ⎛ T<br />
⎥ + ⋅ln⎜<br />
⎦ z ⎝1−<br />
T<br />
(3.141.10)<br />
Setzt man nun für die turbulente Partikelumströmung Gl.(3.80) ein folgt:<br />
ρ<br />
s<br />
ρf<br />
⋅D<br />
≈<br />
3⋅d<br />
⋅g<br />
⋅h<br />
2<br />
t,s<br />
2<br />
⎪⎧<br />
⎡V<br />
⎤ T<br />
L<br />
1 ⎛<br />
⋅⎨ln⎢<br />
+ ⋅ln⎜<br />
⎪⎩<br />
V<br />
⎥<br />
S<br />
z<br />
⎣ ⎦ ⎝1−<br />
T<br />
ges,j<br />
ges,j<br />
⎞⎪⎫<br />
⎟<br />
⎬<br />
⎠⎪ ⎭<br />
2<br />
ges,j<br />
ges,j<br />
⎞⎪⎫<br />
⎟<br />
⎬<br />
⎠⎪⎭<br />
(3.141.11)<br />
Im Falle von T ges = 0,5 fällt der hintere Term ln 1 = 0 heraus. Die Trenndichte<br />
ρ s,T oder Trennkorngröße d T hängen also nicht von der Trennstufenzahl<br />
ab. Mit dem turbulenten Partikeldiffusionskoeffizienten läßt sich nun<br />
ein überschläglicher Ausdruck für die Trenndichte finden:<br />
2<br />
2 2<br />
k<br />
⎡ ⎤<br />
t<br />
ρf<br />
⋅u<br />
K<br />
⋅b<br />
2 ρs<br />
ρsT<br />
≈ ⋅ ⋅ln<br />
2 ⎢ ⎥<br />
(3.141.12)<br />
3 h ⋅d<br />
⋅g<br />
⎢⎣<br />
µ<br />
s,g<br />
⋅ρg<br />
⎥⎦<br />
Als Trennschärfe wird im allgemeinen das Verhältnis der Trennmerkmale,<br />
die zu 25% und 75% im Produkt enthalten sind, definiert. Für den Fall der<br />
Dichtesortierung gilt also<br />
ρs,25<br />
κ = . (3.141.13)<br />
ρs,75<br />
Wegen ρ<br />
s<br />
>> ρf<br />
kann die Trennschärfe auch als<br />
ρs,25<br />
− ρf<br />
κ =<br />
(3.141.14)<br />
ρ − ρ<br />
s,75<br />
f<br />
definiert werden. Dieses dimensionslose Verhältnis läßt sich aus der umgestellten<br />
Trennfunktion Gl.(3.141.12) für Tges ( ρ<br />
s, 25<br />
) = 0, 25 und<br />
ρ 0, bestimmen:<br />
( ) 75<br />
Tges s, 75<br />
=<br />
⎡z<br />
⋅ ln(V<br />
κ = ⎢<br />
⎣z<br />
⋅ ln(V<br />
L<br />
L<br />
/ V<br />
S<br />
) − ln 3⎤<br />
/ V<br />
⎥<br />
S<br />
) + ln 3⎦<br />
2<br />
(3.141.15)<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Bezogen auf die Sinkgeschwindigkeit ergibt sich:<br />
v ln( k<br />
ρ<br />
⋅ V V ) −<br />
s<br />
L<br />
/ <br />
S<br />
ln3<br />
, 25<br />
κ = =<br />
vs,<br />
75 ln3+ ln k ⋅ V / V<br />
d.h. κ( ρ ) = κ( v )<br />
s<br />
s<br />
2<br />
( ρ L S )<br />
Da im Schwergut kein Luftstrom V S,<br />
Lu<br />
= 0 abgeführt wird<br />
V = V + V ≈ m / ρ m = µ ⋅ m = µ ⋅ρ<br />
⋅ V<br />
S S, Lu S,s S,s s, S s s, g g s,<br />
g g g<br />
(3.142)<br />
(3.143)<br />
und der Volumenstrom des Leichtgutes näherungsweise nur aus Luft besteht<br />
V<br />
<br />
L, Lu<br />
>> VL<br />
,s<br />
ρs p j V<br />
ρ<br />
ρ<br />
L sV<br />
V<br />
, ,<br />
L<br />
L, Lu<br />
+ V<br />
L,s<br />
s, p,<br />
T<br />
⋅<br />
ρs<br />
ρs p j<br />
V<br />
≈ =<br />
≈<br />
(3.144)<br />
, , + 1 S<br />
R<br />
m,<br />
S<br />
⋅ m<br />
s<br />
R<br />
m,<br />
S<br />
⋅ m<br />
s<br />
µ<br />
s,g<br />
⋅ρg<br />
kann dieses Verhältnis V<br />
/ V aus der mittleren Beladung des Leichtgutstromes<br />
abgeschätzt werden:<br />
( ρ<br />
s, p,T µ<br />
s,g<br />
⋅ρg<br />
) − 3<br />
3+ ( ρ<br />
s, p,T µ<br />
s,g<br />
⋅ρg<br />
)<br />
( ρ<br />
, ,T<br />
µ<br />
,g<br />
⋅ρ<br />
) − 3<br />
3+ ( ρ<br />
s, p,T µ<br />
s,g<br />
⋅ρg<br />
)<br />
⎡ln / ( ) ln ⎤<br />
κ( ρs)<br />
≈ ⎢<br />
⎥<br />
⎢<br />
⎣<br />
ln ln / ( ) ⎥<br />
⎦<br />
ln<br />
s p<br />
/ (<br />
s g<br />
) ln<br />
κ( v s<br />
) ≈<br />
ln ln / ( )<br />
z.B. für µ s,g = 100 g/kg:<br />
für µ s,g = 1000 g/kg:<br />
L<br />
S<br />
2<br />
( ⋅ )<br />
(3.145)<br />
(3.146)<br />
ln 2400 / ( 0, 1 1, 2) − ln3<br />
κ ≈<br />
≈ 0,<br />
8 u. κ( ρs) ≈ 0,<br />
64<br />
ln3+<br />
ln( 20000)<br />
( ⋅ )<br />
ln 2400 / ( 1 1, 2) − ln3<br />
κ =<br />
≈ 0,<br />
77 und κ( ρs) ≈ 0,<br />
56<br />
ln3+<br />
ln( 2000)<br />
Diese Werte stimmen erstaunlich gut mit den Meßwerten der <strong>Sortierung</strong> von<br />
Betonbruch κ( ρs ) = 0, 7... 0,<br />
85 überein !!!<br />
Die <strong>Sortierung</strong> im turbulenten Umströmungsbereich ist nur dann sinnvoll,<br />
wenn der Unterlauf bzw. der Schwergutgesamtstrom VS<br />
minimiert werden<br />
kann, d.h. V<br />
/ V ⇑ sehr groß gehalten werden kann.<br />
L<br />
S<br />
Für das Trennmerkmal quasistationäre Sinkgeschwindigkeit läßt sich<br />
bekanntlich schreiben<br />
D ⎡ V<br />
t, s<br />
ρ ⎤<br />
s,<br />
j L<br />
vsT<br />
( ρs,<br />
T) = ⋅ ln⎢<br />
⋅<br />
h ρs j<br />
V<br />
⎥<br />
(3.139)<br />
⎣⎢<br />
, +1 S ⎦⎥<br />
2<br />
g⋅ VP ⋅( ρsT − ρf<br />
)<br />
mit vsT<br />
= 2⋅<br />
und dem turbulenten Diffusionskoeffizienten<br />
A ⋅c<br />
⋅ρ<br />
P W,s<br />
f<br />
170<br />
D<br />
t<br />
≈ Λ ⋅ u′<br />
Λ ∝ b<br />
2<br />
u′ ∝ u<br />
x<br />
K<br />
2<br />
x<br />
Makromaßstab der Turbulenz, ∝ charakteristische<br />
Abmessung des turbulenzerzeugenden Werkzeuges, hier<br />
Kanalbreit b<br />
mittlerer Effektivwert der turbulenten<br />
Schwankungsgeschwindigkeit, ∝ charakteristische<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Geschwindigkeit im turbulent durchströmten Prozeßraum,<br />
hier mittlere Kanalgeschwindigkeit u K<br />
D<br />
t<br />
= k<br />
t<br />
⋅ u<br />
K<br />
⋅ b mit k t ≈ 0,02 runder Freistrahl, k t ≈ 8⋅10 -4 beim<br />
Hydrozyklon<br />
ρsV<br />
V<br />
L<br />
L Lu<br />
V<br />
,<br />
+<br />
L,s<br />
ρs<br />
= ρs<br />
≈<br />
m<br />
s<br />
m<br />
s<br />
µ<br />
s,<br />
g<br />
⋅ρg<br />
D V<br />
t,s<br />
⎡ ⎤<br />
L<br />
u<br />
K<br />
⋅ b ⎡<br />
vsT<br />
(<br />
sT<br />
) = ⋅ ln⎢k<br />
⋅ k<br />
t<br />
k<br />
h V<br />
⎥ = ⋅ ⋅ ln⎢<br />
⎣ S ⎦ h ⎣<br />
v<br />
ρ<br />
ρ ρ<br />
u<br />
K<br />
⋅ b ⎡ ρs<br />
( ρ ) ≈ k ⋅ ⋅ ln⎢<br />
h ⎣⎢<br />
µ<br />
s,g<br />
⋅ρ<br />
sT sT t<br />
g<br />
⎤<br />
⎥<br />
⎦⎥<br />
V<br />
⎤<br />
L<br />
⋅<br />
V<br />
S ⎦ ⎥ (3.147)<br />
(3.148)<br />
Vergleiche mit Sichtversuchen für teilaufgeschlossenem Betonbruch im<br />
Zickzacksichter lieferten eine Turbulenzkonstante von k t ≈ 0,1...0,13.<br />
171<br />
Zusammenfassend kann dieses Mehrstufen-Trennmodell für die verfahrenstechnische<br />
Bewertung sowohl einer Querstromklassierung als auch einer<br />
Querstromsortierung in einem weiten Bereich der Partikelumströmung mit<br />
1−2⋅α<br />
3<br />
dem Widerstandsbeiwert c W<br />
∝ Re und der Partikelsinkgeschwindigkeit<br />
v s<br />
α<br />
∝ d mit α = 0,5 NEWTON; 0,5 < α < 2 Übergangsbereich, α = 2<br />
STOKES genutzt werden, Tabelle 3.19.<br />
Tabelle 3.19: Prozeßbewertungsgrößen für mehrstufige Querstromtrennungen<br />
(Anzapfmodell) in einem symmetrischen Trennapparat, z L =<br />
z o = z S = z u = z Trennstufenzahl<br />
Trennfunktion Trennmerkmalsgröße Trennschärfe<br />
T ges (ξ/ξ T ) =<br />
ξ T = ξ 50 (T ges = 0,5) =<br />
κ ges = ξ 25 /ξ 75 =<br />
Stromtrennung<br />
⎢ −<br />
1<br />
2 ⋅ ( ρsT<br />
− ρf<br />
) ⋅ VP,T<br />
⋅ g z ⋅ ln( V<br />
/ V<br />
o u<br />
) − ln3<br />
⎡ vs<br />
( d, ρs<br />
) ⎤ v<br />
1<br />
z<br />
sT<br />
=<br />
⎥⋅<br />
⎛ V<br />
⎞ ⎣ vsT<br />
( dT<br />
, ρsT<br />
)<br />
c<br />
⎦<br />
W,T<br />
⋅ ρf<br />
⋅ A<br />
P,T<br />
z ⋅ ln( V<br />
/ V<br />
o u<br />
) + ln3<br />
o<br />
ξ = v<br />
1+ s V<br />
⎟<br />
⎜ <br />
⎝ u ⎠<br />
2<br />
Klassierung<br />
d<br />
1<br />
ρ ⎡ D<br />
t,s ⎛<br />
f<br />
V<br />
⎞⎤<br />
F<br />
⎡<br />
α d<br />
⎤<br />
T<br />
≈ ⎢ ⋅ln<br />
⎛ ⎞<br />
⎢1−<br />
⎥⋅z<br />
dT<br />
ξ = d V<br />
⎢<br />
⎜<br />
⎟<br />
3<br />
s<br />
g k k h<br />
⎜<br />
V<br />
⎟⎥<br />
⎡z<br />
⋅ ln( V<br />
) ⎤<br />
F<br />
/ V<br />
G<br />
− ln 3<br />
⋅ρ ⋅ ⎢⎣<br />
⋅ ⋅ <br />
ψ ϕ ⎝ G ⎠⎥⎦<br />
⎢<br />
⎥<br />
⎛ ⎞ ⎥<br />
F ⎣ ⎝ ⎠<br />
⎣z<br />
⋅ ln( V<br />
F<br />
/ V<br />
G<br />
) + ln 3⎦<br />
⎦<br />
1+ ⎜<br />
ρ s = const. V<br />
⎟<br />
für Kugeln c <br />
W = 0,44<br />
⎝ G ⎠<br />
2<br />
Dichtesortierung<br />
⎢ ⎛ ρs,<br />
j −ρf<br />
⎞ 3 ⎥ 3 d g k k h V<br />
1<br />
ρ ⎡ D<br />
t,s ⎛<br />
f<br />
V<br />
⎞<br />
L<br />
⎡<br />
α + 1<br />
⎤ sT<br />
ln<br />
⎢1−⎜<br />
⎟ ⎥⋅z<br />
S ⎥ ⎥ ⎤<br />
ρ ≈ ⎢ ⋅<br />
⎜<br />
⎟ ⎡ ⋅ ln( V<br />
L<br />
/ V<br />
S<br />
) − ln 3⎤<br />
α<br />
⋅ ⋅ ⎢⎣<br />
⋅ ⋅ <br />
⎝ ⎠ ⎢<br />
⎥<br />
ψ ϕ ⎦<br />
s,T f<br />
ξ = ρ s<br />
⎛ V<br />
⎞⎢<br />
⎝ ρ −ρ<br />
⎣z<br />
⋅ ln( V<br />
L<br />
/ V<br />
S<br />
) + ln 3⎦<br />
⎠ ⎥<br />
L<br />
1+ ⎣<br />
⎦<br />
⎜<br />
d = const. V<br />
⎟<br />
für Kugeln c W = 0,44<br />
⎝ S ⎠<br />
V o<br />
, V<br />
F,<br />
V<br />
L<br />
Oberlauf-, Feingut-, Leichtgut-Suspensionsvolumenstrom<br />
V , V<br />
, V<br />
Unterlauf-, Grobgut-, Schwergut-Suspensionsvolumenstrom<br />
u<br />
G<br />
S<br />
1<br />
α<br />
3<br />
1<br />
z<br />
+<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Der spezifische, d.h. trennflächenbezogener Feststoffdurchsatz ist:<br />
m s,A<br />
mg<br />
⋅µ<br />
s,g<br />
= <br />
= ρg<br />
⋅ u<br />
K<br />
⋅µ<br />
s,g<br />
(3.149)<br />
A b ⋅l<br />
b, l Strömungskanalbreite und -tiefe<br />
Brauchbare Werte für gröberes Gut liegen zwischen 5 ... 50 t/(m 2 ⋅h).<br />
Für Druckverlust und spezifischer Energiebedarf lassen sich schreiben<br />
REYNOLDS-Zahl im Strömungskanal:<br />
u<br />
K<br />
⋅ Dh,K<br />
⋅ρf<br />
ReK<br />
= (3.150)<br />
η<br />
f<br />
Temperatur- und Druckabhängigkeit der Stoffwerte für Gase:<br />
p ⋅ V m / M ⋅ R ⋅T<br />
ρg<br />
⋅T<br />
=<br />
= und folglich<br />
p ⋅ V m / M ⋅ R ⋅T<br />
ρ ⋅<br />
0 0<br />
0 g,0<br />
T0<br />
p T<br />
0<br />
g<br />
= ρg,0<br />
⋅ ⋅<br />
p0<br />
T<br />
ρ (3.151)<br />
z.B. ρ Luft,0 = 1,188 kg/m 3 ≈ 1,2 kg/m 3 bei θ 0 = 20°C und p 0 = 1 bar<br />
Temperaturabhängigkeit der Viskosität für Gase:<br />
Aus der Gaskinetik folgen mit den molekularen Größen (Index M)<br />
• die häufigste Gasmolekülgeschwindigkeit (Maximum der MAXWELL-<br />
Geschwindigkeitsverteilungsdichte)<br />
2<br />
u<br />
M<br />
kB<br />
⋅ T<br />
mM<br />
= k<br />
B<br />
⋅T<br />
d.h. u<br />
M=<br />
2 ⋅<br />
2<br />
m<br />
M<br />
(3.152)<br />
• die mittlere Gasmolekülgeschwindigkeit (50%-Wert der MAXWELL<br />
Geschwindigkeitsverteilungsfunktion!)<br />
u<br />
M<br />
∞<br />
=∫<br />
0<br />
q<br />
( u<br />
M<br />
) ⋅ u<br />
M<br />
⋅du<br />
M<br />
= ⋅ u<br />
M<br />
2<br />
π<br />
<br />
(3.153)<br />
• die mittlere quadratische Abweichung der Gasmolekülgeschwindigkeitsverteilung<br />
u<br />
2<br />
M<br />
∞<br />
=∫<br />
0<br />
q<br />
2<br />
B<br />
2<br />
( u ) ⋅ u ⋅du<br />
= 3⋅<br />
= ⋅ u<br />
M<br />
M<br />
M<br />
k ⋅T<br />
m<br />
• der Selbstdiffusionskoeffizient mit<br />
1<br />
Dg=<br />
⋅l<br />
3<br />
c,M<br />
⋅ u<br />
M<br />
=<br />
• die Gasviskosität<br />
1<br />
6⋅<br />
n<br />
M<br />
1<br />
⋅π⋅d<br />
2<br />
M<br />
⋅<br />
M<br />
3<br />
2<br />
M<br />
m<br />
kB<br />
⋅T<br />
m<br />
<br />
M<br />
M<br />
(3.154)<br />
2<br />
⋅ u / 2 = (3/ 2) ⋅ k ⋅T<br />
(3.155)<br />
M<br />
T=<br />
const.<br />
=<br />
1<br />
6⋅<br />
p ⋅π⋅d<br />
2<br />
M<br />
B<br />
⎛ k<br />
B<br />
⋅T<br />
⎞<br />
⋅<br />
⎜<br />
m<br />
⎟<br />
⎝ M ⎠<br />
3/ 2<br />
(3.156)<br />
M B<br />
η = ⋅lc,M<br />
⋅ u<br />
M<br />
⋅ n<br />
M<br />
⋅ mM=<br />
Dg<br />
⋅ n ⋅ mM<br />
=<br />
(3.157)<br />
2<br />
3<br />
6 ⋅π⋅d<br />
M<br />
und damit die Zunahme von Selbstdiffusion und Viskosität mit steigender<br />
Temperatur<br />
m<br />
⋅ k<br />
⋅T<br />
172<br />
p=<br />
const.<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
3 / 2<br />
⎛ T<br />
Dg<br />
Dg,0<br />
T ⎟ ⎞<br />
= ⋅<br />
⎜<br />
(3.158)<br />
⎝ 0 ⎠<br />
T<br />
η<br />
g= ηg,0<br />
⋅<br />
(3.159)<br />
T<br />
0<br />
bzw. präziser mit der SUTHERLAND-Konstanten T S = 122 K für Luft (siehe<br />
HÜTTE, S. E 121), wobei η g,0 = 18,1⋅10 -6 Pa⋅s bei θ = 20°C und p 0 = 1<br />
bar<br />
T + T<br />
⎛ T ⎞<br />
⎜ ⎟<br />
⎝ ⎠<br />
3/ 2<br />
T<br />
0 S<br />
η<br />
g= ηg,0<br />
⋅ ⋅ ≈ ηg,0<br />
⋅<br />
T + T ⎜<br />
S<br />
T ⎟<br />
(3.160)<br />
0<br />
T0<br />
EULER-Zahl und Druckverlust im Strömungskanal<br />
∆p<br />
ξ<br />
K K,ges<br />
Eu<br />
K= ≡<br />
(3.161)<br />
2<br />
u ⋅ρ 2<br />
K<br />
f<br />
Für den Druckverlust bei der Durchströmung eines leeren Rohres gilt<br />
2<br />
FW<br />
URohr⋅<br />
L ρf<br />
⋅ u<br />
K<br />
∆ pRohr=<br />
= λRohr⋅<br />
⋅<br />
(3.162)<br />
A 4⋅<br />
A 2<br />
Rohr<br />
Rohr<br />
D = 2R<br />
Rohrdurchmesser<br />
max<br />
L<br />
Rohrlänge<br />
u= u / 2 mittlere Geschwindigkeit, wenn u max Maximalgeschwindigkeit<br />
im quadratischem Strömungsprofil:<br />
2<br />
⎛ r ⎞<br />
u<br />
r = u(r) = u<br />
max ⋅ ⎜1<br />
− ⎟<br />
(3.163)<br />
2<br />
⎝ R ⎠<br />
2<br />
L ρf<br />
⋅ u<br />
K<br />
∆ pK= λRohr⋅<br />
⋅<br />
(3.164)<br />
D 2<br />
D<br />
4⋅<br />
A<br />
h,K<br />
K<br />
h,K<br />
= hydraulisch gleichwertiger Durchmesser des Strö-<br />
UK<br />
mungskanales<br />
mit dem Beiwert (= c W Widerstandsbeiwert) einer<br />
- laminare (reibungsbehafteten) Rohrströmung Re < 2320 (HAGEN-<br />
POISEUILLE):<br />
64<br />
λ<br />
Rohr<br />
= f (Re) =<br />
(3.165)<br />
Re<br />
- turbulente Rohrströmung<br />
# hydraulisch glatt 2320 < Re < 10 5 , laminare Grenzschicht der Dicke δ G<br />
(BLASIUS)<br />
0,3164<br />
λ<br />
Rohr=<br />
(3.166a)<br />
1/ 4<br />
Re<br />
# hydraulisch glatt 10 5 < Re< 3*10 6 , turbulente Grenzschicht<br />
(PRANDTL)<br />
1<br />
λ<br />
= 2,0⋅<br />
lg<br />
( Re⋅<br />
λ )<br />
−0,8<br />
≈<br />
0,309<br />
[ lg( Re/ )] 2<br />
Rohr<br />
Rohr<br />
7<br />
oder für 10 5 < Re< 10 8 (NIKURADSE)<br />
173<br />
(3.166b)<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
174<br />
0,3164<br />
λ<br />
Rohr=<br />
(3.166c)<br />
1/ 4<br />
Re<br />
# Übergangangsgebiet rauh, d r ≈ δ G , Re > 1300 ⋅ D / d<br />
r<br />
(COLEBROOK)<br />
1<br />
⎛ d 2,51 ⎞<br />
r<br />
= −2,0⋅<br />
lg⎜<br />
+ ⎟−0,8<br />
(3.166d)<br />
λ<br />
3,715 D<br />
Rohr<br />
Re<br />
⎝ ⋅ ⋅ λRohr<br />
⎠<br />
d r mittlere Rauhigkeitsabmessung der Rohrwand<br />
D ⎛ D<br />
# vollkommen rauh, d r >> δ G , ⎟ ⎞<br />
Re > 400⋅<br />
⋅lg<br />
⎜3,715⋅<br />
(3.166e)<br />
d<br />
r ⎝ d r ⎠<br />
0,25<br />
λ<br />
Rohr=<br />
(3.166f)<br />
2<br />
⎛ 3,715⋅<br />
D ⎞<br />
⎜lg<br />
d<br />
⎟<br />
⎝ r ⎠<br />
und dem Beiwert der Kanalkrümmungen bzw. Zickzack-Umlenkstellen<br />
des halben Kanalneigungswinkels β = 120°/2 (hier Rechteck-Krümmer, siehe<br />
HÜTTE, S. E 146 oder besser BURKE, H., KECKE, H.J. u. H.<br />
RICHTER: Strömungsförderer Vieweg & Sohn, Braunschweig 1989, S. 65):<br />
ξ = ξ + ξ<br />
(3.167)<br />
Krümmer<br />
u<br />
• Beiwert für die Umlenkung<br />
cβ<br />
⋅cRe<br />
⋅cd<br />
⋅c<br />
r A<br />
ξu<br />
=<br />
R / D<br />
m<br />
L<br />
h,K<br />
(3.168)<br />
c β = 0,17 Umlenkbeiwert für β = 60°<br />
c Re = 1 REYNOLDS-Zahl-Beiwert für Re > 10 5<br />
c dr = 2 Rauhigkeitsbeiwert für d r /D h,K > 10 -3 sehr rauh<br />
c A = 1 Kanalquerschnittsform-Beiwert<br />
R m = b/2 Krümmungsradius, auf die Kanalmittelachse bezogen<br />
• Beiwert für die Wirbelnachlaufstrecke (λ = 0,02)<br />
2⋅π⋅β<br />
R<br />
m<br />
ξL<br />
= ⋅ ⋅λ<br />
(3.169)<br />
360°<br />
D<br />
h,K<br />
β = 60° Kanalneigungswinkel, β = 120°/2<br />
• oder Beiwerte für Knierohrstücke<br />
- glattes Rohr<br />
2<br />
4<br />
ξ = 0,946 ⋅sin<br />
β / 2 + 2,047⋅sin<br />
β / 2<br />
(3.170a)<br />
Knie<br />
- rauhes Rohr<br />
−4<br />
ξ = 0,676<br />
⋅ ⋅β<br />
Knie<br />
10<br />
2,17<br />
(3.170b)<br />
• oder Rechteckkrümmer:<br />
ξRechteck,<br />
ξ =<br />
° Krümmer<br />
⋅ k<br />
(3.170c)<br />
c A<br />
90<br />
β<br />
c A = 1,45 Kanalquerschnittsform-Beiwert, da h/b = 0,5<br />
k β = 0,7 Beiwert für den Krümmungswinkel von β = 60°<br />
Der Zusatzdruckverlust infolge der Gutbeladung kann wie bei der Durchströmung<br />
von dichten Packungen das flächenbezogene Gewicht des in<br />
Schwebe gehaltenen Gutes im Apparat nicht überschreiten:<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
∆ p<br />
s<br />
m<br />
=<br />
A<br />
s,K<br />
⋅g<br />
µ<br />
=<br />
K<br />
s,g,ZZ<br />
⋅ρ<br />
A<br />
g<br />
⋅ V<br />
K<br />
ZZ<br />
⋅g<br />
= µ<br />
s,g,ZZ<br />
∆ p = µ ⋅ρ ⋅ H ⋅g<br />
(3.171)<br />
s<br />
s,g,ZZ<br />
g<br />
ZZ<br />
Der Gesamtdruckverlust von Einlauf (Ein), Kanal (K) und n Z Zickzack-<br />
⋅ρ<br />
g<br />
⋅ H<br />
ZZ<br />
⋅g<br />
Umlenkstellen sowie infolge Gutbeladung, Index s, ist:<br />
∆p<br />
ZZ<br />
= ∆p<br />
K<br />
+ ∆p<br />
Ein<br />
+<br />
∑<br />
n Z<br />
∆p<br />
K,n Z<br />
+ ∆p<br />
s<br />
ρ<br />
=<br />
g<br />
⋅ u<br />
2<br />
2<br />
K<br />
⎡<br />
⋅ ⎢λ<br />
⎣<br />
Rohr<br />
H<br />
⋅<br />
D<br />
ZZ<br />
h,K<br />
+ ξ<br />
Ein<br />
(3.172)<br />
+<br />
∑<br />
n Z<br />
175<br />
ξ<br />
K,n Z<br />
⎤<br />
⎥<br />
⎦<br />
+ ∆p<br />
s<br />
Der spezifischer Energiebedarf:<br />
2<br />
P ∆pZZ<br />
⋅ V<br />
ZZ<br />
g ∆pZZ<br />
u<br />
K<br />
Wm<br />
,ZZ<br />
= = = = ⋅ ξ<br />
m<br />
µ ⋅ρ ⋅ V<br />
∑<br />
µ ⋅ρ 2⋅µ<br />
Mit<br />
u<br />
K<br />
s,A<br />
t<br />
s,g<br />
g<br />
v ⋅ h<br />
= und v<br />
k ⋅ b ⋅ln<br />
g<br />
sT<br />
[ ρ /( µ ⋅ρ )]<br />
s<br />
s,g<br />
g<br />
s,g<br />
g<br />
sT<br />
s,g<br />
≈<br />
ZZ,ges<br />
+ H<br />
f<br />
ZZ<br />
3⋅di<br />
⋅(<br />
ρsT<br />
− ρf<br />
ρ<br />
⋅g<br />
) ⋅g<br />
(3.173a)<br />
folgt, daß der spezifische Energiebedarf und damit die durchsatzbezogenen<br />
Energiekosten nur etwas weniger als proportional mit steigender Trenndichte<br />
steigen und mit zunehmender Partikelbeladung fallen:<br />
W<br />
m,ZZ<br />
3⋅<br />
(<br />
≈<br />
∑<br />
ξ<br />
2 ⋅ k<br />
ZZ,ges<br />
2<br />
t<br />
) h<br />
⋅<br />
b<br />
2<br />
2<br />
⋅<br />
µ<br />
s,g<br />
⋅ ln<br />
2<br />
d ⋅ g<br />
ρ<br />
⋅<br />
s,p,T<br />
i<br />
[ ρs,p,T<br />
/( µ<br />
s,g<br />
⋅ρg<br />
)] ρg<br />
(3.173b)<br />
Mit den schon genutzten Werten für des Baustoffrecycling erhält man:<br />
m<br />
1⋅10mm⋅9,81<br />
⋅2200<br />
3⋅13<br />
2<br />
W s<br />
m ,ZZ<br />
≈ ⋅<br />
= 1,5J / g = 6kWh / t<br />
2<br />
2<br />
2⋅0,13<br />
0,1 ⋅ln<br />
2200 /(0,1 ⋅1,2)<br />
⋅1,2<br />
[ ]<br />
Das stimmt auch recht gut mit den Meßwerten von W m,ZZ = 3,5 ... 9,5 kWh/t<br />
überein !<br />
Abschätzung des energetischen Anteiles der Betriebskosten der Aerosortierung:<br />
K = W ⋅ k = 6kWh / t ⋅0,25DM / kWh 1,50 DM / t (3.174)<br />
B ,W,m m,ZZ B, W<br />
=<br />
Gerade deshalb hat im Rahmen des Recyclings von Abfällen die Aerosortierung<br />
eine größere Verbreitung als die Hydrosortierung. Die Ursachen hierfür<br />
dürften hauptsächlich in den spezifischen Vorteilen der erstgenannten zu<br />
suchen sein (geringerer Investitionsaufwand, Wegfall der Wasserkreisläufe),<br />
die sich besonders stark bei den für das Recycling typischen kleineren und<br />
mittleren Anlagengrößen auswirken.<br />
Die Gegenstrom- und Querstrom-Aerosortierung dient im Rahmen der Abfallaufbereitung<br />
vor allem zur Abtrennung von feinkörnig vorliegenden<br />
Nichtmetallen und von größeren, teilweise plattenförmig vorliegenden<br />
Nichtmetallen geringerer Dichte (ρ s < 1400 kg/m³) aus unzerkleinerten oder<br />
zerkleinerten Abfällen. Die <strong>Sortierung</strong> geschieht bisher ausschließlich in<br />
Schwerkraftsichtern. Größere Verbreitung hat hier wegen seiner guten<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
176<br />
Trenneigenschaften der Zickzacksichter Bild F 3.54 gefunden, den man<br />
bekanntlich als Kaskade von Querstromsichtern auffassen kann. Die besonderen<br />
Merkmale der Gutbewegung im Sichter fördern die Vereinzelung der<br />
Teilstücke durch Beseitigungen von Haftungen sowie Verhakungen und<br />
begünstigen dadurch die Trennung.<br />
Von den Horizontalstromsichtern haben sich einige Bauarten eingeführt, die<br />
speziell für die Erfordernisse der Abfallwirtschaft entwickelt worden sind<br />
und teilweise auch auf eine Mehrprodukten-Trennung abzielen, wie das im<br />
Bild F 3.54.8c schematisch angedeutet ist. Die Vereinzelung der Stücke<br />
wird auch durch die Art der Gutbewegung im Trennraum begünstigt, wie<br />
das bei allen Sichtern nach Bild F 3.54.8b und c anzutreffen ist. Beim<br />
Vibratorsichter F 3.54.8b fördert ein quer zum Luftstrom angeordnetes<br />
Schwingsieb das Aufgabegut durch den Trennraum und bewirkt dessen<br />
gleichmäßige Auflockerung und Verteilung über den Querschnitt. Auch die<br />
Art im Drehtrommelsichter Bild F 3.54.8d kann bei den für Abfälle charakteristischen<br />
Eigenschaften vorteilhaft für die <strong>Sortierung</strong> sein.<br />
Die Hydrosortierung eignet sich ebenfalls nur für Trenndichten bis etwa<br />
1800 kg/m³, wie z.B. die Trennung von Metallen und organischen Nichtmetallen.<br />
Die Realisierung höherer Trenndichten gelingt demgegenüber nur<br />
weniger befriedigend. In der Praxis eingeführt hat sich auch hier die Trennung<br />
im Schwerkraftfeld, wobei für die Erfordernisse des Recyclings entwickelt<br />
worden sind, gibt Bild F 3.55.10 schematisch wieder. Insbesondere für<br />
die Akkuschrott-<strong>Sortierung</strong> hat sich die Aufstrom-Hydrosortierung im industriellen<br />
Maßstab bewährt.<br />
In Tabelle 3.19 sind einige ausgewählte Setz- und Stromsortiermaschinen<br />
gegenübergestellt. Ihr Vorteil gegenüber Schwertrübescheidern ist der geringere<br />
apparative Aufwand: Das Wasser kann im Kreislauf gefahren werden<br />
und eine Schwertrübe, die ständig regeneriert werden müßte, existiert<br />
ebenfalls nicht. Außerdem sind auch feinere Partikel noch gut sortierbar.<br />
Allerdings haben diese Sortiermaschinen auch den Nachteil, daß sie nur bis<br />
zu einer Trenndichte von ca. 2,3 g/cm 3 genutzt werden können. Um diese<br />
Grenze zu überschreiten, sind höhere Fluidströmungen erforderlich, die<br />
wiederum eine höhere Turbulenz und damit eine Verringerung der Trennschärfe<br />
zur Folge haben. So ergab sich auch als ein Ergebnis der Laborversuche<br />
mit dem neuartigen schräggestellten Aufstromsortierer (vorletzte Zeile<br />
in Tabelle 3.19), daß für Trenndichten größer 1,5 g/cm 3 die <strong>Sortierung</strong> in<br />
mindestens 2 Stufen erfolgen sollte.<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Tabelle 3.19: Technische Daten ausgewählter Setz- und Stromklassierer<br />
Aufgabegut Aufgabe<br />
d A in mm<br />
Durchsatz<br />
in t/h<br />
Sand, Kies 0 bis 30 50 bis 60 Wemco-<br />
Setzmasch.<br />
Kohle 0 bis 10 500 Batac-<br />
Setzmasch.<br />
Bauschutt 8 bis 45 schräggest.<br />
Aufstromsort.<br />
Sand 0 bis 4 250 allflux-<br />
Aufstromsort.<br />
Sortiererbauart<br />
Trenndichte<br />
in g/cm 3<br />
2,3<br />
177<br />
Bemerkung<br />
1,45 bis 1,9 Wasserbedarf<br />
20 m 3 /h<br />
1,0 bis 1,6 Laboranlage<br />
≈1,8<br />
3.3.2 Flotation<br />
Die Flotation gehört zu den sog. Heterokoagulationstrennungen (s. Bild F<br />
3.79). Das Charakteristische dieser Prozesse besteht darin, daß die abzutrennenden<br />
Körner an Fluidteilchen (Gasblasen, Öltropfen) angekoppelt werden,<br />
so daß ihre Dynamik im Prozeßraum und damit das Trennungsverhalten von<br />
den Eigenschaften der gebildeten Aggregate - insbesondere deren Dichte<br />
bestimmt werden. Angewendet wird vor allem das selektive Ankoppeln der<br />
Körner an Luftblasen in einer Suspension. Dies setzt zunächst die selektive<br />
Hydrophobierung der Partikeloberflächen voraus, falls (in praktisch allerdings<br />
bedeutungslosen Fällen) nicht schon eine ausreichende natürliche<br />
Hydrophohie gegeben ist. Im Gegensatz zu den meisten anderen Trennprozessen<br />
hängen die Heterokoagulationstrennungen nicht von an<br />
Partikelvolumen bzw. die Partikelmasse gebundenen und damit im Prinzip<br />
nichtveränderbaren Trenneigenschaften (wie Partikelsinkgeschwindigkeit,<br />
Partikeldichte, Partikelsuszeptibilität u.a.m.) ab, sondern von Oberflächeneigenschaften<br />
(Benetzbarkeit), die sich durch gesteuerte Adsorptionsvorgänge<br />
weitgehend selektiv verändern lassen. Daraus erklären sich ihre vielfältigen<br />
Anwendungsmöglichkeiten. Hinzu kommt, daß diese Prozesse im<br />
Fein- bis Feinstkornbereich sortieren.<br />
Heterokoagulationstrennungen werden überwiegend in Form der Schaumflotation<br />
(Bild F 3.79) realisiert, bei der sich in der Suspension - meist unter<br />
hochturbulenten Strömungsverhältnissen - bildenden Partikel-Blase-Aggregate<br />
zur Oberfläche aufsteigen und dort als feststoffbeladener Schaum<br />
(Dreiphasenschaum) abgezogen werden. Die Flotationsluft wird bei den<br />
mechanischen Rührmaschinen und pneumatischen Flotationsapparaten von<br />
außen zugeführt, bei den mechanischen Apparaten im Turbulenzfeld des<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Rotor-Stator-Systems (Bild F 3.80.4) zu Blasen etwa d Bl < 2 mm und bei<br />
den pneumatischen mittels einer geeigneten Vorrichtung (z.B. Düsen, Injektoren,<br />
Bild F 3.82.13) zerteilt. Bei der Wasserreinigung oder auch Altpapieraufbereitung<br />
auf flotativem Wege werden sehr kleine Blasen benötigt,<br />
wie sie durch Blasenausscheidung nach Druckentlastung (Entspannungsflotation)<br />
oder auch bei der Wasserelektrolyse (Elektroflotation) entstehen.<br />
Heterokoagulationstrennungen, bei denen die hydrobierten Partikeln an Öltropfen<br />
angekoppelt werden oder aus der wäßrigen Phase in eine Ölphase<br />
übertreten, haben eine relativ geringe technische Bedeutung, obgleich eine<br />
Reihe von Prozessen dieser Art vorgeschlagen worden ist.<br />
Für die Aufbereitung fester mineralischer Rohstoffe stellt die Schaumflotation<br />
den wichtigsten Prozeß für die Fein- und Feinkornsortierung dar. Im<br />
Weltmaßstab werden einige Milliarden Tonnen mineralischer Rohstoffe<br />
jährlich flotiert. Der Ablauf einer Schaumflotation sowie die wesentlichen<br />
Teil- und Mikroprozesse sollen mit Hilfe der schematischen Darstellung im<br />
Bild F 3.79 am Beispiel einer Trennung von Galenit (PbS) und Quarz (SiO 2 )<br />
verdeutlicht werden. Die zu trennenden Minerale sind in diesem Falle auf<br />
etwa d < 0,25 mm zu zerkleinern. Dem Prozeßraum (Flotationsapparat) ist<br />
das zu trennende Mineralgemisch als Suspension mit Feststoffvolumenanteilen<br />
etwa ϕ ≤30 s<br />
% zuzuführen und der Suspensionszustand im gesamten<br />
Prozeßraum zu gewährleisten. Das Ziel der Prozeßführung besteht im gewählten<br />
Beispiel darin, Galenit in dem Schaumprodukt an der Suspensionsoberfläche<br />
zu sammeln. Dafür ist zunächst notwendig, die Galenitoberfläche<br />
zumindest teilweise mittels eines polar-unpolar aufgebauten Reagens -<br />
eines Sammlers - zu hydrophobieren. Dies gelingt im vorliegenden Fall<br />
beispielsweise mit Na-Ethylxanthogenat, das auf Sulfiden hydrophobierende<br />
Adsorptionsschichten bilden kann. Dies wird vom pH-Wert der<br />
Suspension, dem Vorhandensein anderer Ionen und weiteren Faktoren beeinflußt.<br />
Reagenzien, die die Sammleradsorption modifizieren, heißen Regler<br />
(modifizierende Reagenzien). In neutraler bis schwachalkalischer Suspension<br />
verläuft bei Fehlen hemmender Reagenzien die Xanthogenat-<br />
Adsorption auf Galenit ohne Schwierigkeiten, und es genügen vielfach weniger<br />
als 100g Xanthogenat je Tonne Feststoff. Auf den Quarzoberflächen<br />
dagegen erfolgt keine Xanthogenatadsorption, so daß dieses Mineral<br />
hydrophil bleibt. Infolge der oberflächlichen Hydrophobierung können die<br />
Gelanit-Körner beim Zusammentreffen mit einer Gasblase an dieser haften.<br />
Die Partikel-Blase-Aggregate, deren Dichte geringer als die der Trübe sein<br />
muß, steigen zur Trübeoberfläche auf und bilden dort einen mineralbeladenen<br />
Schaum, der von der Oberfläche abgestreift wird. Damit ist die Trennung<br />
vollzogen. Um den Schaum an der Trübeoberfläche eine gewisse Zeit<br />
178<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
179<br />
stabil zu erhalten, ist der Zusatz eines weiteren grenzflächenaktiven Reagens<br />
- eines Schäumers - notwendig.<br />
Ist neben Galenit auch Sphalerit (ZnS) im Aufgabegut der Flotation enthalten,<br />
so besteht das Prozeßziel gewöhnlich darin, beide Wertstoffminerale<br />
nacheinander abzutrennen. Man flotiert dann den Galenit in der ersten Stufe<br />
und muß dort die Adsorption des Sammlers auf Sphalerit durch geeignete<br />
Regler (Drücker) verhindern. Vor der nachfolgenden Flotationsstufe muß<br />
die Sphaleritoberfläche durch Zusatz eines anderen Reglers (Beleber) für<br />
die Sammleradsorption wieder zugänglich gemacht werden.<br />
Aus der bisherigen Darstellung ist zu erkennen, daß sich für die Prozeßführung<br />
bei der Flotation zwei Komplexe unterscheiden lassen:<br />
a) die Gestaltung des Reagenregimes, die die selektive Hydrophobierung<br />
mit Hilfe von Sammlern und modifizierenden Reagenzien sowie die<br />
Steuerung der Schaumeigenschaften zum Ziel hat,<br />
b) die Gestaltung der Hydrodynamik, um folgende Teilprozesse zu realisieren:<br />
- das Suspendieren der Körner,<br />
- das Zuführen und Zerteilen der Flotationsluft,<br />
- das Durchmischen der begasten Trübe, um<br />
• die Reagenzien zu verteilen und einwirken zu lassen<br />
• die Partikel-Blase-Kollisionen als Voraussetzung für die Blasenhaftung<br />
zu gewährleisten,<br />
- das Aufsteigen der beladenen Blasen und den Schaumabzug.<br />
Zu a) Die Gestaltung des Reagensregimes eines Flotationsprozesses erfordert<br />
umfangreichere Kenntnisse insbesondere auf den Gebieten der Kristallchemie<br />
und -physik, der Physikalischen Chemie (vor allem Vorgänge<br />
und Erscheinungen an Phasengrenzflächen), der Organischen und Anorganischen<br />
Chemie. Deshalb ist auf entsprechende Spezialliteratur zu<br />
verweisen (siehe SCHUBERT, H.: Aufbereitung fester Stoffe - Band II<br />
Sortierprozesse, Deutscher Verlag für Grundstoffindustrie Stuttgart 1996,<br />
S. 240 - 453).<br />
Hier sollen lediglich einige kurze Ergänzungen für die wichtigsten<br />
Reagensgruppen vorgenommen werden. Die Adsorption eines Sammlers<br />
an einer Mineraloberfläche muß deren zumindest teilweise Hydrophobierung<br />
bewirken. Folglich muß ein Sammlermolekül eine Gruppe besitzen,<br />
die diesen Effekt hervorzubringen vermag. Dafür kommen aus Sicht der<br />
Praxis ausschließlich Kohlenwasserstoffgruppen in Frage, d.h. Gruppen<br />
mit unpolarem Charakter, wobei gesättigte Kohlenwasserstoffgruppen<br />
und zudem geradkettige besonders geegnet sind. Weiterhin muß mindestens<br />
eine polare Gruppe vorhanden sein, die mit der Partikeloberfläche in<br />
Form einer Physi- oder Chemisorption möglichst selektiv in Wechselwir-<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
180<br />
kung tritt. Gewöhnlich ist diese Gruppe sogar ionogen, so daß Sammlerionen<br />
adsobiert werden. Bild F 3.83 gibt als Beispiel die Struktur eines n-<br />
Dodecylammoniumchlorids wieder, das z.B. als Sammler für Sylvin<br />
(KCI) oder Quarz (SiO 2 ) technisch genutzt wird. In Tabelle 3.20 sind einige<br />
der wichtigsten ionogenen Sammlergruppen zusammengestellt.<br />
Die Sulfhydryl-Sammler werden vor allem in der Sulfid-Flotation und<br />
Oxhydryl-Sammler für die Flotation von Oxiden, Silikaten und schwerlöslichen<br />
Slazen (z.B. Fluorit (CaF 2 ) und Baryt (BaSO 4 )) eingesetzt.<br />
Die n-Alkylammoniumsalze sind die Standard-Sammler für die Flotation<br />
und Sylvin und Feldspat.<br />
Tabelle 3.20 Wichtige ionogene Sammlergruppen<br />
1. Anionaktive Sammler:<br />
1.1 Sulfhydryl-Sammler<br />
Alkylxanthogenate (R: C 2 H 5 bis C 6 H 13 )<br />
Alkyl- und Aryldithiophosphate<br />
1.2 Oxhydryl-Sammler<br />
n-Alkankarbonsäuren<br />
(R: C 12 H 25 bis C 18 H 37 , aber auch C 17 H 33<br />
n-Alkylsulfate<br />
(R: C 12 H 25 bis C 18 H 37 )<br />
2. Kationaktive Sammler:<br />
n-Alkylammoniumsalze<br />
(R: C 12 H 25 bis C 18 H 37 )<br />
⎡R<br />
− O − C − S⎤<br />
⎢<br />
⎥<br />
Na<br />
⎢<br />
⎥<br />
⎢⎣<br />
S ⎦⎥<br />
−<br />
⎡R<br />
− O ⎤<br />
⎢<br />
P − S<br />
⎥<br />
⎢ ⎥ Na<br />
⎢R<br />
− O ⎥<br />
⎢ ⎥<br />
⎣ S ⎦<br />
⎡R<br />
− C − O⎤<br />
⎢ ⎥<br />
Na<br />
⎢ ⎥<br />
⎢⎣<br />
O ⎥⎦<br />
⎡ O ⎤<br />
⎢<br />
⎥<br />
⎢<br />
⎥<br />
⎢R<br />
− O − S − O⎥<br />
Na<br />
⎢<br />
⎥<br />
⎢<br />
⎥<br />
⎢⎣<br />
O ⎥⎦<br />
⎡ H ⎤<br />
⎢ ⎥<br />
⎢ ⎥<br />
⎢R<br />
− N − H⎥<br />
Cl<br />
⎢ ⎥<br />
⎢ ⎥<br />
⎢⎣<br />
H ⎥⎦<br />
−<br />
+<br />
+<br />
−<br />
+<br />
−<br />
−<br />
+<br />
+<br />
In neuerer Zeit gewinnen zunehmend ampholytische Sammler an Bedeutung.<br />
Derartige Verbindungen enthalten im Molekül zumindest eine<br />
anionaktive und eine kationaktive Gruppe.<br />
Die modifizierenden Reagenzien bzw. die Regler bilden eine sehr umfangreiche<br />
und vielgestaltige Reagensgruppe. Sie gliedern sich hauptsächlich<br />
in Beleber (aktivierende Reagenzien) und Drücker. Die zuerst<br />
genannten aktivieren die Sammlerwirkung, indem sie die Sammlerad-<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
181<br />
sorption ermöglichen oder die Hydrathülle in den vom Sammler nicht<br />
bedeckten Bereichen abbauen. Drücker beeinträchtigen bzw. unterbinden<br />
die Sammlerwirkung, indem sie die Sammleradsorption erschweren bzw.<br />
verhindern oder die Hydrophilie in den vom Sammler nicht besetzten Bereichen<br />
verstärken. Zu den Reglern zählen viele anorganische und organische<br />
Stoffe. Ob ein Reagens belebend oder drückend wirkt, kann nur vom<br />
Standpunkt der jeweiligen Verhältnisse beurteilt werden. Deshalb ist keine<br />
allgemeine Einteilung möglich.<br />
Zu den Flotationsschäumern i. e. S. zählen vor allem aliphatische Alkohole<br />
und Terpenalkohole. Allerdings bringen auch viele Sammler gleichzeitig<br />
eine Schäumerwirkung hervor (z.B. die in Tabelle 3.20 unter 1.2<br />
und 2. genannten Reagenzien). Die Struktur der Schäumermoleküle hat<br />
einen großen Einfluß auf Schaumbildung, Schaumstruktur und Schaumbeständigkeit.<br />
Zu b) Was die Gestaltung der Hydrodynamik anbelangt, so ist einerseits zu<br />
sagen, daß sich die im Abschnitt 8.2 der VO MVT zu besprechenden<br />
Makroprozesse des Mischens von Flüssigkeiten hierauf sinngemäß anwenden<br />
lassen. Andererseits ist hier aber zu beachten, daß es sich um<br />
turbulente Dreiphasensysteme handelt.<br />
In den Anlagen zur Aufbereitung mineralischer Rohstoffe dominieren die<br />
mechanischen Flotationsmaschinen. Insbesondere die pneumatischen Apparate<br />
haben erheblich an Bedeutung gewonnen. Die <strong>Mechanische</strong>n Rühr- und<br />
Begasungsmaschien verfügen über ein Rotor-Stator-System, das die für<br />
Suspendieren, Gasblasenzerteilen und Partikel-Blase-Kollision usw. erforderliche<br />
Energie in die belüftete Suspension einträgt. Die Luft wird über<br />
eine Trombe eingeschlagen (heute nur noch selten), vom Rotor angesaugt<br />
oder durch Fremdbelüftung (heute vorwiegend) zugeführt. Im Bild F 3.80 ist<br />
eine Maschine mit Fingerrührer und radialen Statorblechen dargestellt, bei<br />
dem die Rotorwelle zur Luftzufuhr als Hohlwelle ausgebildet ist.<br />
Bei den Flotationsmaschinen lassen sich solche vom Trogtyp und solche<br />
vom Zellentyp unterscheiden. Die erstgenannten bestehem aus einem Längstrog,<br />
der mittels nichtgeschlossener Querwände zur Verbesserung des Verweilzeitverhaltens<br />
gegliedert ist. Dazwischen befinden sich jeweils die Rotor-Stator-Systeme.<br />
Beim Zellentyp sind mehrere Zellen hintereinander geschaltet,<br />
und die Suspension fließt über verstellbare Wehre von einer Zelle<br />
zur anderen. Gewöhnlich sind 6 bis 12 Rotor-Stator-Systeme bzw. Zellen<br />
hintereinander geschaltet. Die maximalen Baugrößen je Rotor-Stator-System<br />
bzw. Zelle haben bei mehreren Herstellern 30 m³ schon überschritten. In<br />
Tabelle 3.21 sind dimensionslose Kennzahlen zur Beurteilung der Hydrodynamik<br />
von Flotationsmaschinen zusammengestellt, siehe auch Bild F 3.81.<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
182<br />
Die flotative Wasserreinigung gehört zu den Klärprozessen (siehe VO <strong>Mechanische</strong><br />
Trennprozesse, Abschn. 4.2), stellt also keinen Sortierprozeß dar.<br />
Trotzdem soll hier dazu wegen der prozeßtechnischen Verwandtschaft eine<br />
kurze Einführung gegeben werden. Wegen der Feinheit der dabei abzutrennenden<br />
Partikeln spielt einerseits das Suspendieren keine Rolle und andererseits<br />
sind feinere Blasen (d Bl < 0,1 mm) erforderlich, als sie sich im Turbulenzfeld<br />
eines Rotor-Stator-System erzeugen lassen. Infolgedessen unterscheiden<br />
sich die dafür eingesetzten Flotationsmaschinen deutlich von denen<br />
der Mineralaufbereitung. In den Apparaten der Entspannungsflotation<br />
nutzt man die Druckabhängigkeit der Gaslöslichkeit im Wasser aus. Wird<br />
ein an Luft gesättigtes Wasser entspannt, d.h. in einen Raum geringeren<br />
Druckes übergeführt, so scheiden sich feine Blasen solange aus, bis die<br />
Übersättigung aufgehoben ist.<br />
Tabelle 3.21: Dimensionslose Kennzahlen zur Beurteilung der Hydrodynamik<br />
in mechanischen Flotationsmaschinen<br />
Kenngröße Definition betriebliche Werte<br />
2<br />
REYNOLDS-Zahl<br />
ρf ⋅ n ⋅ D<br />
Re =<br />
2<br />
η<br />
(1 bis 7) ⋅ 10 6<br />
FROUDE-Zahl<br />
n<br />
⋅ D2<br />
Fr =<br />
g<br />
0,1 bis 5<br />
Leistungs-Zahl<br />
P<br />
c P<br />
3 5<br />
ρf<br />
⋅ n ⋅ D2<br />
Luftströmungs-<br />
VLu<br />
cLu<br />
= 0,01 bis 0,2<br />
3<br />
Zahl<br />
n ⋅ D2<br />
2 3<br />
WEBER-Zahl<br />
ρf<br />
⋅ n ⋅ D2<br />
We =<br />
σ<br />
D 2 Rührerdurchmesser<br />
V Lu<br />
Luftdurchsatz<br />
n Rührerdrehzahl ρ f Fluid-Dichte (Mehrphasensystem)<br />
P an das Fluid vom Rührer σ 1g Oberflächenspannung<br />
abgegebene Leistung<br />
1g<br />
Bei der Vakuum-Entspannungsflotation sättigt sich das Wasser unter atmosphärischem<br />
Druck, und es wird anschließend in einen Vakuumsbehälter<br />
übergeleitet. Bei der Überdruck-Entspannungsflotation, die vorherrscht,<br />
wird das Wasser unter erhöhtem Druck gesättigt und anschließend auf Atmosphärendruck<br />
entspannt. Dabei sind hinsichtlich der Prozeßführung die<br />
im Bild 5.51 LB MVT dargestellten Möglichkeiten zu unterscheiden. Bei<br />
den Varianten a und b wird der Zulauf bzw. ein Teil davon mit Luft gesättigt,<br />
bei der Variante c wird ein Teil des gesättigten Wassers im Kreislauf<br />
geführt und mit dem Zulauf vermischt. Dieser Kreislaufprozeß überwiegt in<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
183<br />
der Praxis wegen betrieblicher Vorteile, wobei etwa 15 % des Wassers im<br />
Kreislauf geführt werden. Für den Betriebsdruck hat sich der Bereich zwischen<br />
0,45 und 0,7 MPa als günstig erwiesen, weil dann die gewünschten<br />
feinen Blasen („milchiges“ Wasser) entstehen. Die Flotationsbecken sind als<br />
Rund- oder Rechteckbecken ausgeführt. Diese sind mit Schaumabstreifern<br />
an der Oberfläche und noch zusätzlich mit Krähl- bzw. Räumwerken zum<br />
Austragen von Sedimenten ausgerüstet. Außer Flockungsmitteln werden bei<br />
dieser Abwasserflotation im allgemeinen keine weiteren Reagenzien eingesetzt.<br />
Bei der elektrolytischen Zersetzung des Wassers bilden sich an der Kathode<br />
Wasserstoff und an der Anode Sauerstoff, die sich dort in Form sehr feiner<br />
Blasen ausscheiden. Von diesem Wirkungsprinzip der Blasenbildung wird<br />
in Apparaten der Elektroflotation Gebrauch gemacht. Eine entsprechende<br />
apparative Lösung zeigt schematisch Bild 5.52 LB MVT. Neben dem eigentlichen<br />
Flotationsapparat sind noch Transformator und Gleichrichter wesentliche<br />
Ausrüstungsbestandteile. Wichtig sind die Wahl geeigneter Elektrodenmaterialien,<br />
der Elektrodenabstand (etwa 6 bis 100 mm) sowie die Wartung<br />
der Elektroden. Falls das zu reinigende Wasser eine zu geringe Leitfähigkeit<br />
besitzt, ist ein entsprechender Elektrolytzusatz erforderlich.<br />
3.3.3 Elektrosortierung<br />
Beim Elektrosortieren kommt es darauf an, auf den nach stofflichen Gesichtspunkten<br />
zu trennenden Partikeln unterschiedlicher Größe und meist<br />
auch verschiedenen Vorzeichen zu erzeugen, damit diese im Anschluß<br />
überwiegend nach dem Wirkprinzip der Ablenksortierung auf Walzenscheidern<br />
oder auf Kammerscheidern getrennt werden können.<br />
Um dies zu verwirklichen, bedient man sich der Aufladung durch Kontaktpolarisation<br />
im elektrischen Feld, der Triboaufladung oder der Aufladung im<br />
Koronafeld, siehe Bild F 3.83. Während für die Trennung nach<br />
Triboaufladung Unterschiede in den Dielektrizitätskonstanten der Körper<br />
wesentlich sind, setzt die Anwendung der anderen Aufladungsmethoden<br />
genügend große Differenzen in der Partikelleitfähigkeit voraus. In beiden<br />
Fällen ist aber zu beachten, daß es sich dabei vorwiegend um die entsprechenden<br />
Eigenschaften der Oberflächenschichten handelt, die unbeabsichtigt<br />
oder gezielt durch äußere Einwirkungen (Adsorption, Oberflächenreaktion,<br />
Strahlung, mechanischer Energieeintrag u.a.m.) erheblich modifiziert werden<br />
können.<br />
Die Aufladung durch Kontaktpolarisation kann man sich mit Hilfe des<br />
Bildes F 3.83a verdeutlichen. Ein leitendes und ein nichtleitendes Partikeln<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
184<br />
liegen auf einer geerdeten Platte und werden dem Feld der Gegenelektrode<br />
ausgesetzt.<br />
Ein idealer Leiter nimmt sofort das Potential der geerdeten Elektrode an,<br />
d.h. er gibt bei negativer Gegenelektrode durch Influenz Elektronen an die<br />
Platte ab und wird positiv aufgeladen. Der ideale Nichtleiter dagegen wird<br />
nur polarisiert. Er trägt deshalb scheinbare Oberflächenladungen.<br />
Praktisch kommen weder der ideale Leiter noch der ideale Nichtleiter vor.<br />
Reale Partikeln mit begrenzter Leitfähigkeit erfahren eine Aufladung, deren<br />
Größe sich als Funktion der Zeit wie folgt beschreiben läßt:<br />
⎛ ⎡ t ⎤⎞<br />
Q = C ⎜<br />
⎟<br />
P<br />
⋅ U<br />
1 − exp⎢−<br />
⎥<br />
(3.200)<br />
⎝ ⎣ R<br />
P<br />
⋅ CP<br />
⎦⎠<br />
C P<br />
U<br />
R P<br />
Kapazität des Partikels<br />
Potentialdifferenz zwischen den Elektroden<br />
Gesamtwiderstand des Partikels<br />
Allerdings kompliziert sich auf technischen Scheidern die Aufladung infolge<br />
der gegenseitigen Beeinflussung der Partikeln.<br />
Partikeln, die sich in einem Koronafeld befinden, sind einem kräftigen Ionenstrom<br />
ausgesetzt und werden deshalb unabhängig von ihren stofflichen<br />
bzw. elektrischen Eigenschaften zunächst gleichsinnig aufgeladen. Partikeln,<br />
die sich nicht im Kontakt mit einer Elektrode befinden, könne eine<br />
maximale Ladung erwerben, die sich wie folgt berechnen läßt:<br />
2<br />
Q = 4 ⋅ π ⋅ ε ⋅ r ⋅ k ⋅ E<br />
(3.201)<br />
max<br />
0<br />
P<br />
P<br />
ε 0 elektrische Feldkonstante (Influenzkonstante = 8,8542 ⋅ 10 -12<br />
As/Vm)<br />
r P<br />
E<br />
k P<br />
Radius des elektrisch äquivalenten Rotationsellipsoides<br />
Feldstärke<br />
ein Faktor, dessen Größe vom Achsenverhältnis c/a des Rotationsellipsoides<br />
und von den relativen Dielektrizitätskonstanten ε r abhängt:<br />
c/r P ε r = ∞ ε r = 5<br />
0 0,666 0,532<br />
1 3,01 2,15<br />
5 36,2 27,15<br />
Liegen die Partikeln auf einer Gegenelektrode (Bild F 3.83b), so ergeben<br />
sich andere Verhältnisse. Ein idealer Nichtleiter befindet sich trotz des mechanischen<br />
Kontaktes nicht im elektrischen Kontakt mit der Platte. Er kann<br />
folglich die Maximal-Ladung gemäß Gl. (3.201) aufnehmen. Andererseits<br />
kann ein idealer Leiter auf einer geerdeten Platte keine Aufladung erfahren,<br />
weil er die im Koronastrom aufgenommene Elektrizitätsmenge sofort abgibt.<br />
Praktisch existieren aber weder ideale Leiter noch ideale Nichtleiter, so<br />
daß man in Abhängigkeit von der Leitfähigkeit eine mehr oder weniger gro-<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
ße Aufladung Ω im Gleichgewichtszustand erwarten darf. Für diese kann<br />
gesetzt werden:<br />
Ω<br />
Ω<br />
K K<br />
B P<br />
max<br />
K = 1 +<br />
B<br />
K<br />
P<br />
−<br />
⎛ K<br />
⎜1<br />
+<br />
⎝ B<br />
K<br />
P<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
−1<br />
Größe, die vom Koronafeld abhängt<br />
Entladungskonstante des Partikels<br />
(3.202)<br />
Das Verhältnis K K /B P ist zahlmäßig von der Größenordnung 10 14 /R P , wobei<br />
R P der äquivalente Gesamtwiderstand des Partikels in Ohm ist. Für einen<br />
Leiter erhält man 10 14 /R P → ∞ und damit Ω/Ω max → 0.<br />
Unabhängig davon, ob das Partikel ein Leiter oder ein Nichtleiter ist, soll die<br />
Gleichgewichtseinstellung relativ schnell erfolgen. Für die <strong>Sortierung</strong> in<br />
elektrischen Feldern ist weiterhin von Interesse, wie sich ein Partikel verhält,<br />
das im Koronafeld geladen wurde und sich im Kontakt mit der geerdeten<br />
Elektrode aus dem Koronafeld heraus in ein elektrostatisches Feld bewegt.<br />
Mit dem Eintritt in das elektrostatische Feld ist die Ladungszufuhr des<br />
Koronastroms beendet. Ein idealer Nichtleiter behält die aufgenommene<br />
Ladung. Den realen Partikeln wird demgegenüber eine Ladung der gleichen<br />
Polarität wie die der Elektrode zugeführt, mit der sie in Kontakt sind. Der<br />
zeitliche Ablauf der Ladungsaufnahme kann auch durch Gl. (3.201) beschrieben<br />
werden. Schließlich kann sogar Ladungsumkehr eintreten. Nach<br />
der Ladungsumkehr nimmt das Partikeln eine Ladung des gleichen Vorzeichens<br />
wie die der Elektrode an.<br />
Will man ein Partikelkollektiv durch Triboaufladung auf die Trennung im<br />
elektrostatischen Feld vorbereiten, so sind zahlreiche Kontakte der Partikeln<br />
untereinander (z.B. Mischen in rotierenden Trommeln oder Wirbelschichten)<br />
oder gegenüber einem geeignetem Kontaktpulver (Vibrorinne, geeignete<br />
Fläche) durch entsprechende Gutbewegung zu gewährleisten. Beim Kontakt<br />
erfolgen Elektronenübergänge entsprechend den unterschiedlichen Austrittsarbeiten<br />
der Kontaktpartner. Ausreichend hohe Ladungsunterschiede<br />
sind durch Triboaufladung dann möglich, wenn sich die Austrittsarbeiten<br />
der Kontaktpartner genügend unterscheiden, siehe triboelektrische Aufladungsreihe<br />
von Polymeren nach BRÜCK Bild F 3.84.<br />
Auf ein nichtgeladenes, polarisiertes Partikel, das aus einem Stoff mit der<br />
Permittivität (relativen Dielektrizitätskonstanten) ε r,s besteht, wirkt im Vakuum<br />
(bzw. in Luft) analog zu Gl. (3.206) die sog. Dipolkraft<br />
(COULOMB-Kraft zwischen permanenten Dipolen, gehört im mikroskopischen<br />
Bereich zu den VAN-DER-WAALS-Haftkräften), siehe auch<br />
Gl.(2.70):<br />
1 εr,s<br />
−1<br />
<br />
2<br />
FP<br />
= VP<br />
⋅ ε0<br />
⋅<br />
⋅ gradE<br />
(3.203)<br />
2 1 + k ⋅ ε −1<br />
e<br />
( )<br />
r,s<br />
185<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
k e<br />
Depolarisationsfaktor (Entelektrisierungsfaktor analog dem<br />
Entmagnetisierungsfaktor, siehe Gl. (3.207))<br />
ε = χ 1 Permittivität bzw. elektrische Suszeptibilität χ e , siehe auch<br />
r ,s e<br />
+<br />
Gln.(2.82) und (2.89) im Abschnitt 2.2.2.1<br />
Jedoch spielen diese Kräfte für die Elektrosortierung keine bedeutende Rolle,<br />
weil sie für Partikeln d P > 50 µm im Vergleich zu den COULOMB-<br />
Kräften F C sehr klein sind, für die gilt:<br />
<br />
= Q⋅<br />
E<br />
(3.204)<br />
F C<br />
Schließlich können bei der Elektrosortierung die Bildkräfte bedeutsam sein.<br />
Ein geladenes Partikel, das sich in der Nähe einer geerdeten Elektrode befindet,<br />
wird von einer Bildkraft F C,B angezogen:<br />
2<br />
1 Q<br />
F = C;B<br />
⋅<br />
4 ⋅ π ⋅ ε 2 ⋅ a<br />
(3.205)<br />
0<br />
( ) 2<br />
a Abstand Partikel-Elektrode<br />
Für die <strong>Sortierung</strong> auf Elektroscheidern wird - wie bei Magnetscheidern -<br />
überwiegend das Prinzip der Querstromtrennung angewendet, d.h. das elektrische<br />
Feld wirkt quer zur Förderrichtung des Aufgabestromes und lenkt die<br />
geladenen Partikeln aus dem letzteren aus.<br />
Besonders wichtige Scheiderbauarten sind Walzenscheider und Kammerscheider.<br />
Im Bild F 3.83a und 3.85 ist das Wirkungsprinzip für einen elektrostatischen<br />
Walzenscheider dargestellt. Das Gut gelangt aus der Aufgabevorrichtung<br />
A auf die geerdete rotierende Metallwalze W und wird von<br />
dieser in das elektrostatische Feld transportiert, das sich zwischen Metallwalze<br />
und Gegenelektrode E ausbildet. Letztere kann positive oder negative<br />
Polarität aufweisen. Für die Auslenkung der Körper aus dem Gutstrom sind<br />
die zu ihm senkrecht wirkenden Kräfte bzw. Kraftkomponenten wesentlich,<br />
d.h. die resultierende elektrische Kraft F <br />
e<br />
, wobei Fe<br />
= FC<br />
+ FC,B<br />
+ FP<br />
ist, die<br />
Zentrifugalkraft F <br />
Z<br />
und die radiale Komponente der Schwerkraft F G<br />
. F <br />
e<br />
wird vor allem durch die COULOMB-Kraft F C<br />
bestimmt. Die Bildkraft F C, B<br />
ist nur in Walzennähe bedeutsam, aber auch dort wesentlich kleiner als F <br />
C<br />
und immer nach innen gerichtet. Ein idealer Nichtleiter wird im elektrostatischen<br />
Feld nur polarisiert, d.h. er trägt keine wahre Ladung. Daraus folgt<br />
eine relativ geringe elektrische Anziehungskraft F <br />
e<br />
zwischen Walze und<br />
Partikeln. Ein leitendes Partikeln dagegen gibt z.B. bei negativer Gegenelektrode<br />
Elektronen an die Metallwalze ab. Daraus resultiert eine radial<br />
nach außen gerichtete elektrische Kraft F e<br />
.<br />
Das Wirkprinzip eines elektrostatischen Kammerscheiders gibt Bild F<br />
3.83b und 3.85 wieder. Die zu trennenden Partikeln werden triboelektrisch<br />
positiv oder negativ geladen und dann dem Prozeßraum von oben an der<br />
Mittelachse zugeführt. Zwischen den Plattenelektroden PI werden sie ent-<br />
186<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
187<br />
sprechend ihrem Ladungsvorzeichen nach der einen oder der anderen Seite<br />
ausgelenkt.<br />
Im Bild F 3.83c und F 3.85 ist das Wirkprinzip eines Korona-Walzenscheiders<br />
dargestellt. Hier werden sämtliche Partikeln unabhängig von ihrer<br />
Leitfähigkeit im Wirkungsbereich der Koronaelektrode - im dargestellten<br />
Beispiel negativ - aufgeladen. Für die Ladungsmenge gilt die Gleichgewichtsbedingung<br />
gemäß Gl. (3.202). Werden die Partikeln aus dem Bereich<br />
des Koronastroms heraus bewegt, so bleiben sie vorerst mit der Walze in<br />
mechanischem Kontakt. Aber nur leitende bzw. halbleitende befinden sich<br />
in elektrischem Kontakt mit der Walze, d.h. sie stehen im Ladungsaustausch<br />
mit der Walzenelektrode. Sie verlieren somit die im Koronafeld aufgenommene<br />
Ladung und werden schließlich sogar nach Maßgabe ihrer Leitfähigkeit<br />
umgeladen. Daraus folgen die im Bild F 3.83c und 3.85 dargestellten<br />
Bewegungsverhältnisse. Nichtleitende Partikeln behalten ihre im Koronafeld<br />
aufgenommene Ladung. Vor allem wegen der Bildkräfte haften sie meist<br />
noch an der Metallwalze, nachdem diese sich schon aus dem elektrostatischen<br />
Feld heraus bewegt hat.<br />
Der Trennerfolg einer einstufigen Elektrosortierung ist im allgemeinen nur<br />
mäßig, wenn nicht sehr hohe Leitfähigkeitsunterschiede vorliegen (Trennung<br />
von Leitern und Nichtleitern). Deshalb erfolgt die Elektrosortierung<br />
vorwiegend mehrstufig.<br />
Die wichtigsten Einsatzgebiete für die Elektrosortierung liegen im Bereich<br />
der Aufbereitung von mineralischen Rohstoffen sowie von Sekundärrohstoffen<br />
und bei der Saatgutreinigung.<br />
3.3.4 Magnetscheidung<br />
Die Trennung von Partikeln im Magnetfeld setzt voraus, daß sich diese hinsichtlich<br />
ihrer magnetischen Suszeptibilität genügend unterscheiden, siehe<br />
Tabellen in den Bildern F 3.86 und F 3.87. Daraus resultieren in homogenen<br />
Magnetfeldern unterschiedlich große magnetische Kräfte, die bewirken, daß<br />
die Körner im Prozeßraum verschiedene Bewegungsbahnen zurücklegen.<br />
Magnetscheider nutzen dafür Wirkprinzipien aus der Gruppe der Querstromtrennung,<br />
d.h. das magnetische Kraftfeld wirkt im wesentlichen quer zur<br />
Förderrichtung des Aufgabegutes bzw. zur Suspensionsströmung durch den<br />
Prozeßraum. Im Bild F 3.89.1 sind wichtige Wirkprinzipien dargestellt.<br />
Die Ableitung liefert für die magnetische Kraft F M , die auf ein einzelnes<br />
Partikel mit der Suszeptibilität χ m im Vakuum (bzw. in Luft oder in Wasser,<br />
da deren Suszeptibilitäten vernachlässigbar sind) wirkt, siehe auch Abschnitt<br />
2.2.2.2, Gln.(2.103) ff:<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
F<br />
1<br />
2<br />
<br />
2<br />
M<br />
= VP<br />
⋅µ<br />
0<br />
⋅ χm,P<br />
⋅ gradH<br />
(3.206)<br />
µ 0 magnetische Feldkonstante (Induktionskonstante µ 0 = 4π ⋅ 10 -7 N/A 2 )<br />
H <br />
magnetische Feldstärke<br />
Die Suszeptibilität χ m,P des Partikels ist kein reiner Stoffwert, sondern<br />
hängt mit von der Entmagnetisierung ab, und zwar gilt:<br />
χm<br />
χ<br />
m,P<br />
=<br />
(3.207)<br />
1 + k ⋅ χ<br />
χ m<br />
k m<br />
m<br />
m<br />
magnetische volumenbezogene Suszeptibilität des Stoffes<br />
188<br />
Entmagnetisierungsfaktor, von der Partikelform abhängig (Kugel k m<br />
= 1/3)<br />
Wenn man den nachfolgenden Zusammenhang beachtet:<br />
<br />
2<br />
2<br />
2<br />
2<br />
2 ∂H<br />
∂H<br />
∂H<br />
∂H<br />
∂H<br />
∂H<br />
<br />
gradH = gradH = i + j + k=<br />
2H i + 2H j + 2H k<br />
∂x<br />
∂y<br />
∂z<br />
∂x<br />
∂y<br />
∂z<br />
<br />
gradH<br />
2 = 2HgradH<br />
so läßt sich Gl. (3.206) auch in folgender Form schreiben:<br />
<br />
F = V ⋅µ ⋅ χ ⋅ H ⋅ gradH<br />
M<br />
P<br />
0<br />
m, P<br />
(3.208)<br />
bzw.<br />
<br />
FM<br />
= VP<br />
⋅ MP⋅<br />
gradH , (3.209)<br />
wobei M <br />
die Magnetisierung des Partikels bedeutet.<br />
P<br />
Aus den letzten Gleichungen ist unmittelbar zu erkennen, daß Magnetscheideprozesse<br />
inhomogene Magnetfelder voraussetzen, d.h. je größer grad H<br />
desto stärker die magnetische Kraft der Partikelablenkung F M<br />
.<br />
Falls schwach paramagnetische Stoffe vorliegen ( + k ⋅ χ ≈1<br />
), so folgt<br />
aus Gl. (3.208) in Verbindung mit Gl. (3.207):<br />
<br />
F = V ⋅µ ⋅ χ ⋅ H ⋅ gradH<br />
M<br />
P<br />
0<br />
m<br />
1<br />
m m<br />
(3.210)<br />
Die vorstehenden Gleichungen setzen mit Ausnahme von Gl. (3.209) einen<br />
linearen Zusammenhang zwischen der Induktion B und H bzw. M <br />
und<br />
H voraus. Diese ist bei ferromagnetischen Stoffen im Höchstfall im Anfangsteil<br />
der Magnetisierungskurven erfüllt, siehe Bild M<br />
= f (H<br />
<br />
) im<br />
Abschnit 2.2.2.2. Deshalb ist für ferromagnetische Stoffe eigentlich nur Gl.<br />
(3.209) anwendbar, wobei mit wachsender Feldstärke die Magnetisierung<br />
einen Sättigungswert zustrebt. Die massebezogene Kraft F / m M P<br />
hat die<br />
Dimension einer Beschleunigung, die senkrecht zur Bewegungsrichtung der<br />
Partikeln wirkt. Für paramagnetische Stoffe gilt:<br />
<br />
FM<br />
= µ<br />
0<br />
⋅ χm,m<br />
⋅ H ⋅ gradH<br />
(3.211)<br />
mP<br />
χm<br />
χ<br />
m,m<br />
= massebezogene Suszeptibilität<br />
ρ<br />
s<br />
P<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
Das Produkt<br />
189<br />
µ ⋅ H gradH<br />
heißt magnetische Kraftfelddichte und eignet<br />
0<br />
⋅<br />
sich zur Charakterisierung der Felder von Magnetscheidern.<br />
Die Entwicklung der Magnetscheidung ist in bedeutendem Maße von der<br />
Eisenerzaufbereitung bestimmt worden. Fein verwachsene magnetische Erze<br />
werden hier ausschließlich auf Schwachfeldscheidern angereichert. Die<br />
Magnetscheidung von hämatitischen Erzen gewinnt gegenwärtig stärkere<br />
Bedeutung, nachdem dafür leistungsfähige Starkfeldscheider entwickelt<br />
worden sind. Aber auch in anderen Bereichen der <strong>Verfahrenstechnik</strong>, wie z.<br />
B. beim Werkstoffrecycling, ist die Magnetscheidung für verschiedene<br />
Trennungen unentbehrlich.<br />
In der Gegenwart gewinnt auch die Abscheidung fein- bis feinstkörniger<br />
schwachmagnetischer Schadstoffe aus Suspensionen an Interesse. Schließlich<br />
ist die Magnetscheidung für die Eisenabscheidung aus körnigem Gut in<br />
verschiedenen Industriebereichen notwendig.<br />
Es ist zweckmäßig, die Magnetscheider in zwei Hauptgruppen einzuteilen,<br />
und zwar die Schwachfeldscheider und die Starkfeldscheider, Bild F 3.88.<br />
Die erstgenannten besitzen ein sog. offenes Magnetsystem, das überwiegend<br />
von Permanentmagneten erzeugt wird. Bei einem derartigen System sind die<br />
Magnetpole in einer Ebene oder auf einem Zylindermantel angeordnet (Bild<br />
F 3.89a und b). Die Feldstärke von Schwachfeldscheidern ist kleiner als<br />
100 bis 250 kA/m und µ ⋅ H gradH<br />
kleiner als etwa 3⋅10 5 bis 1,5⋅10 6<br />
0<br />
⋅<br />
N/m³. Verbreitet eingesetzte Schwachfeldscheider sind die Trockentrommelscheider<br />
mit oberer Aufgabe für grobe bis mittlere Körnungen, die hinsichtlich<br />
ihrer Arbeitsweise der Darstellung im Bild F 3.89a und 3.90 entsprechen.<br />
Fein- bis feinstkörnige ferromagnetische Stoffe (z.B. Magnetit)<br />
werden hauptsächlich auf Naßtrommelscheidern mit unterer Aufgabe abgetrennt.<br />
Im Bild F 3.89.2 ist ein Zweitrommel-Gleichlaufscheider, Bauart<br />
Sala, dargestellt.<br />
Starkfeldscheider besitzen immer ein sog. geschlossenes Elektromagnetsystem,<br />
d.h., die Magnetpole stehen sich im Prozeßraum so nahe gegenüber,<br />
wie es die zu verarbeitenden Körnungen zulassen, oder es werden zwischen<br />
den eigentlichen Polen des Magnetsystems weichmagnetische Füllkörper<br />
(z.B. Profil-Stahlwolle) eingebracht, um auch bei entsprechend größeren<br />
Prozeßraumabmessungen hohe magnetische Kraftfelddichten zu gewährleisten.<br />
Mit Hilfe neuerer Isolationswerkstoffe für die Wicklungen (Polyester,<br />
Epoxid- und Silikonharze) konnten die mit normalen Spulensystemen erreichbaren<br />
Feldstärken bis auf etwa 1,6 MA/m erhöht werden. Eine bedeutende<br />
Weiterentwicklung stellt die Anwendung der aus der Kerntechnik bekannt<br />
gewordenen Solenoid-Spulen dar. Mit supraleitenden Spulensystemen<br />
schließlich, lassen sich sogar bis 10 MA/m und mehr erreichen. Die magne-<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
tische Kraftfelddichte<br />
190<br />
µ ⋅ H gradH<br />
liegt bei Starkfeldscheidern vor allem<br />
0<br />
⋅<br />
im Bereich 10 7 bis 10 8 N/m³, bei den Sonderbauarten sogar bis etwa 10 10<br />
N/m³. Die ausgesprochene Starkfeldscheidung ist nur für Körnungen d P <<br />
10 mm möglich.<br />
Für die Trockenfeldmagnetscheidung werden gegenwärtig vor allem Induktionswalzenscheider<br />
mit oberer oder unterer Aufgabe eingesetzt. Im Bild F<br />
3.89.3 ist ein solcher Scheider dargestellt, der vom Institut Mechanobr Leningrad<br />
für die Aufbereitung von Erzen seltener Metalle sowie für die<br />
Schadstoff-Abtrennung aus verschiedenen Materialien entwickelt wurde.<br />
Die Walze (3) ist mit einer speziellen Riffelung versehen und rotiert mit 70<br />
bis 399 min -1 . Die Feldstärke auf den Riffeln der Walzenoberfläche beträgt<br />
bis zu 1,35 MA/m.<br />
Ein Matrix-Ringscheider (sog. Hochgradient-Magnetscheider) ist im Bild F<br />
3.89.4 dargestellt. Bei diesen Scheidern ist der Prozeßraum als rotierender<br />
Ring ausgebildet und mit Siebgewebe-Lagen oder einem fadenförmigen,<br />
filzartigen verdichteten ferromagnetischen Material (komprimierte „Stahlwolle“<br />
mit etwa ε = 95 %) ausgefüllt. Im Bereich der Sättigungsmagnetisierung<br />
dieser Matrix betragen die Feldgradienten etwa das 10 3 -fache anderer<br />
Starkfeldscheider. Für die Felderzeugung benutzt man Solenoid-Spulen, mit<br />
denen in dieser porösen Matrix etwa 1,6 MA/m erreichbar sind. Die Aufgabetrübe<br />
wird dem rotierenden Matrix-Ring im Feldbereich von oben zugeführt.<br />
Die magnetischen Partikeln werden dort in der Matrix festgehalten,<br />
während die Trübe mit den unmagnetischen dieselbe durchströmt. Am Ende<br />
des Feldbereiches wird durch Waschwasser eine Zwischengut abgespült M.<br />
Wichtig für die Trennung ist die Anpassung der Matrixausbildung (Drahtdicke<br />
und -form) sowie der anderen Prozeßbedingungen an das zu trennende<br />
Gut. Für die Abscheidung sehr feiner Partikeln (bis zu 0,1 µm herab !) haben<br />
sich Fäden in Form von Bändern mit scharf gerissenen Rändern bewährt.<br />
Die zunächst für den zyklischen Betrieb und die Abscheidung geringer<br />
Mengen (1 bis 2 %) entwickelten Matrixscheider fanden in der Kaolin-<br />
Industrie ihren ersten Einsatz. Der im Bild F 3.89.4 dargestellte Matrix-<br />
Ringscheider ist demgegenüber für Anwendungen entwickelt worden, bei<br />
denen höhere Anteile magnetischen Gutes abzutrennen sind. Gegenwärtig<br />
sind starke Tendenzen zu erkennen, die Feldstärke bei Magnetscheideprozessen<br />
durch die Anwendung von supraleitenden Spulensystemen auf etwa<br />
10 MA/m zu erhöhen. Diese Entwicklungen laufen einerseits im Zusammenhang<br />
mit der Weiterentwicklung der Matrix-Scheider und andererseits<br />
vor allem in Verbindung mit Ablenkscheidern, bei denen die magnetischen<br />
Partikeln beim Durchströmen eines geeignet ausgebildeten Trennkanals im<br />
Suspensionsstrom ausgelenkt und mittels eines Teilers getrennt ausgetragen<br />
werden.<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011
191<br />
Weitere Magnetscheider siehe Bilder F 3.90 bis 3.92<br />
AT_RC_33 © Vorlesung Aufbereitungstechnik und Recycling,Jürgen Tomas 14.11.2011