Leseprobe - Christiani
Leseprobe - Christiani
Leseprobe - Christiani

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Qualitäts- und Schadensbilder<br />
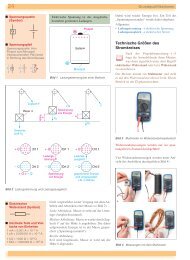
LIM-Unterkapitel: Medien<br />
Bild 261<br />
Formteilspannungen unter dem Lack,<br />
Lackierfehler?<br />
Risse unter der Lackschicht<br />
Bild 261, PC-Lüftungsgitter (V = 50, DL). Der Auftraggeber bat um eine Untersuchung der Bruchursache. Ein 10 µm-Dünnschnitt<br />
durch den Schadensbereich zeigte lange Risse unter der Lackschicht, bis tief in die Formteiloberfläche. Über den Rissen war<br />
eine wellige Struktur, die nach der Lackablösung mit einem Lösungsmittel als eine Orangenhaut erkannt wurde – wie sie bei<br />
einer zu kalten Verarbeitung entsteht. Die zu kalte Verarbeitung erklärte das hohe Spannungsniveau in der Formteiloberfläche,<br />
das die langen Risse durch den Lösungsmittelinhalt im Lack verursachte. Ein Lackierfehler, wie vom Auftraggeber vermutet,<br />
lag nicht vor (s. a. → Formteilspannungen, → Lackierfehler, → Orangenhaut und → Verarbeitung, kalte).<br />
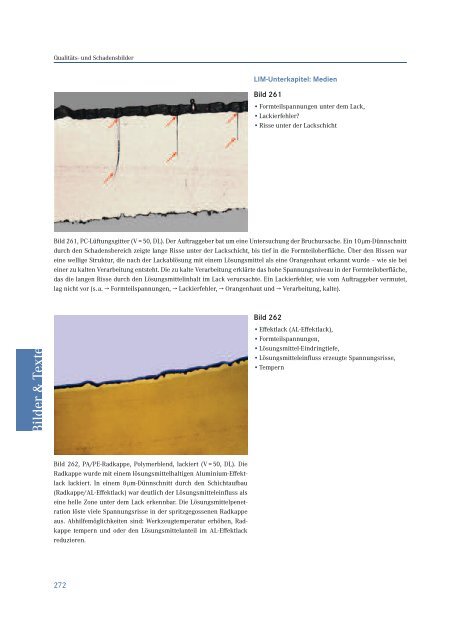
Bild 262<br />
Effektlack (AL-Effektlack),<br />
Formteilspannungen,<br />
Lösungsmittel-Eindringtiefe,<br />
Lösungsmitteleinfluss erzeugte Spannungsrisse,<br />
Tempern<br />
Bild 262, PA/PE-Radkappe, Polymerblend, lackiert (V = 50, DL). Die<br />
Radkappe wurde mit einem lösungsmittelhaltigen Aluminium-Effektlack<br />
lackiert. In einem 8 µm-Dünnschnitt durch den Schichtaufbau<br />
(Radkappe/AL-Effektlack) war deutlich der Lösungsmitteleinfluss als<br />
eine helle Zone unter dem Lack erkennbar. Die Lösungsmittelpenetration<br />
löste viele Spannungsrisse in der spritzgegossenen Radkappe<br />
aus. Abhilfemöglichkeiten sind: Werkzeugtemperatur erhöhen, Radkappe<br />
tempern und oder den Lösungsmittelanteil im AL-Effektlack<br />
reduzieren.<br />
272
Qualitäts- und Schadensbilder<br />
LIM-Unterkapitel: Metallabrieb<br />
Bild 263<br />
Metall- oder Kunststoffpartikel?<br />
Bild 263, PP-Heißkanal-Punktanguss (V = 25, AL) mit glänzenden Metallpartikeln<br />
und braunen, konzentrisch um den Anguss verteilten<br />
Verbrennungsschlieren (s. a. Bild 264).<br />
Bild 264<br />
Metall- oder Kunststoffpartikel?<br />
Friktion im Heißkanal-Punktanguss,<br />
Verbrennungsschlieren im Anguss<br />
Bild 264, PP-Heißkanal-Punktanguss (V = 28, AL), Detail aus Bild 263. Es wurde vermutet, dass die glänzenden Partikel (Pfeil)<br />
Metallpartikel sind. Die mikroskopische Untersuchung ergab bis ca. 1300 µm lange, braune Schlieren mit schwarz verbrannten<br />
Bereichen. Schadensursache war eine zu hohe Einspritzgeschwindigkeit. Diese verursachte eine Friktion (lokale Überhitzung<br />
durch starke Reibung). Ob die glänzenden Partikel ein Metallabrieb aus der Schnecke oder dem Zylinder waren oder eine<br />
metallische Verunreinigung (Späne) von außen, konnte mikroskopisch nicht sicher erkannt werden. Erst nach einer Isolation<br />
der Partikel war eine weitere Untersuchung mit einem Magneten möglich. Da der Magnet sie anzog, waren sie Metallpartikel.<br />
Weitere Bestimmungsmöglichkeiten wären beispielsweise Versuche mit Lösungsmitteln, Schmelzversuche auf einem Schmelztisch<br />
oder thermische Analysen.<br />
273
Qualitäts- und Schadensbilder<br />
LIM-Unterkapitel: Metallisieren<br />
Bild 265<br />
Galvanikfehler mit Blasen,<br />
Blasen, scharfrandige<br />
Bild 265, ABS-Blende, matt vernickelt (V = 6, AL). Die Blende hat auf<br />
der Sichtseite scharfrandige Blasen in der Nickelschicht. Weitere Hinweise<br />
enthalten die Bilder 266 bis 268.<br />
Bild 266<br />
Galvanikfehler mit Blasen,<br />
Badverunreinigung durch Medien,<br />
Blasen, scharfrandige,<br />
Galvanikschichten,<br />
Rückstand<br />
auf der Palladiumschicht<br />
Bild 266, ABS-Blende, matt vernickelt (V = 25, AL). Nach dem Öffnen zeigten die Blasen (im Bild 265) eine kaum sichtbare Ablagerung<br />
(Rückstand) auf der Palladiumschicht. Zum Vergleich untersuchte, spritzfrische Gutteile hatten eine porenfrei glatte,<br />
hochglänzende Formteiloberfläche, ohne Rückstände (Entformungsmittel, Fett, Fingerabdrücke oder Öl). Zum Galvanisieren<br />
folgte nach dem Reinigungsbad ein Palladium-Leitschichtauftrag, dann die Kupfer- und Mattnickelschicht. Schadensursachen<br />
der Blasen: Auf der galvanisierten Mattnickel-Oberfläche waren unzählige, bis 50 µm große, schwarze Flecken (Bild 267) aufgetrocknet.<br />
Mit einer ESCA-Analyse wurden in dem blumenartigen Oberflächenfehler (im Bild 268) eine Verunreinigung durch<br />
die Elemente: C, K, P, CL, Na und S entdeckt. Die kaum sichtbare Ablagerung auf der Palladiumschicht wurde nicht näher<br />
untersucht. Nach unserer Meinung liegt eine Badverunreinigung vor. Sie verursachte die Blasen zwischen der Leit- und Kupferschicht<br />
(s. a. Bilder 265 bis 268 und → Rückstand).<br />
274
Qualitäts- und Schadensbilder<br />
LIM-Unterkapitel: Metallisieren<br />
Bild 267<br />
Galvanikfehler mit Blasen,<br />
Badverunreinigung,<br />
Flecken, schwarze<br />
Bild 267, ABS-Blende, matt vernickelt (V = 200, AL), Detail aus der<br />
Oberfläche in Bild 266. Auf der galvanisierten Mattnickel-Oberfläche<br />
sind unzählige, aufgetrocknete, bis 50 µm große, schwarze Flecken. Es<br />
handelt sich dabei um Badverunreinigungen, wie sie gelegentlich in<br />
gealterten Badansätzen auftreten können (s. a. Bilder 265 bis 268).<br />
Bild 268<br />
Galvanikfehler mit Blasen,<br />
Elementbestimmung mit ESCA-Analyse,<br />
Salzblume auf einer Nickelschicht<br />
Bild 268, ABS-Blende, matt vernickelt (V = 20, AL). Der blumenartige<br />
Oberflächenfehler entstand beim Vernickeln durch eine aufgetrocknete<br />
Salzverbindung. Eine ESCA-Analyse (Electron Spectroscopie for<br />
Chemical Analysis) mit einem PHI-Spektrometer 5500 zeigte als Ursache<br />
der Verunreinigung die Elemente: C, K, P, CL, Na und S (s. a.<br />
Bilder 265 bis 267 und → ESCA-Analyse).<br />
275
Qualitäts- und Schadensbilder<br />
LIM-Unterkapitel: Metallisieren<br />
Bild 269<br />
Badverschleppung beim Galvanisieren,<br />
Bindenaht mit Lufteinzug,<br />
Galvanikfehler,<br />
Galvanikschichten (Palladium,<br />
Cu und Cr),<br />
Spritzgießfehler<br />
Bild 269, PP-Grundplatte (V = 31, DL-POL). Die Grundplatte hatte im Anlieferzustand abgelöst Galvanikschichten (Kupfer Cu,<br />
Nickel Ni und Chrom Cr). Die mikroskopische Untersuchung zeigte anhand eines 10 µm-Dünnschnitts eine offene Bindenaht in<br />
der Formteiloberfläche durch eine zu kalte Verarbeitung beim Spritzgießen. Die Schadensursachen der abgelösten Galvanikschichten<br />
waren eine offene Bindenaht mit Lufteinzug, eine zu kalte Verarbeitung und eine Flüssigkeitsverschleppung in der<br />
Bindenaht aus dem Reinigungsbad, noch vor der Aufbringung der Cu-Schicht.<br />
Bild 270<br />
Galvanikfehler mit Blasenbildung,<br />
Blase mit Skalpell geöffnet,<br />
Delamination,<br />
Präparation der Blase mit einem Skalpellschnitt,<br />
Spritzgießfehler<br />
Bild 270, POM-Türgriff (V = 25, AL) Spritzgießartikel mit scharfrandiger Blase in der Chromschicht. Da Galvanikschichten sehr<br />
hart sind, musste die kleine Galvanikblase mit einem Skalpell gewaltsam aufgebrochen werden (schneiden war unmöglich).<br />
Andere Werkzeuge waren ungeeignet, weil sie am aufsteigenden Blasenrand abrutschten. Auch die Skalpellklinge rutschte oft<br />
ab, bis sie sich in einem entstandenen Kratzer verhakte. Die Blase aufzuschleifen wäre sicher eleganter gewesen, hätte aber<br />
zu Verschmutzungen geführt und damit zu einer eventuellen Fehlinterpretation. Die geöffnete Blase zeigte einen rückstandsfreien<br />
Hohlraum (ohne Verunreinigungen), aber mit folienartigen Ablösungen auf der Kunststoffoberfläche (s. a. Bild 271 und<br />
→ Delaminationen).<br />
276
Qualitäts- und Schadensbilder<br />
LIM-Unterkapitel: Metallisieren<br />
Bild 271<br />
Galvanikfehler mit Blasenbildung,<br />
Galvanikblase mit scharfem Blasenrand entsteht immer<br />
mit der ersten Metallschicht,<br />
Galvanikschichten sind sprödhart,<br />
Spritzgießfehler<br />
Bild 271, POM-Türgriff (V = 31, AL). Das Bild zeigt andere mit einem Skalpell geöffnete Galvanikblase (Pfeil) und nach dem<br />
Entfernen der Metallschichten eine ebenfalls delaminierte Oberfläche (Delamination). Den Schaden verursachte der Spritzgießer.<br />
Erklärung: Durch den Dampfdruck einer eindiffundierten Badflüssigkeit in die folienartigen Ablösungen (s. a. Bild 270)<br />
entstand bereits vor dem Verkupfern eine Kunststoffblase, die in den Folgebädern mit einer Nickel- und Chromschicht überdeckt<br />
wurde. Da Galvanikschichten sprödhart sind, können sie sich nicht nachträglich zu scharfrandigen Blasen aufwölben.<br />
Hoch aufgewölbte Blasen mit einem scharfen Blasenrand entstehen daher immer mit dem Beginn der ersten Metallschicht. Bei<br />
schlechter Haftung sind jedoch auch sehr flache, blasenähnliche Ablösungen der Metallschichten möglich. Solche Ablösungen<br />
haben aber keine scharfen Blasenränder (s. a. Bild 272, → Delamination und → Galvanikfehler).<br />
Bild 272<br />
Galvanikfehler durch einen Formteilfehler,<br />
Ausleuchtung mit tiefem Auflicht,<br />
Galvanikschichten wurden entfernt<br />
Spritzgießfehler<br />
Bild 272, ABS/PC-Hülse, vernickelt (V = 10, AL, schräg tiefstehend). Das Bild zeigt den Zustand nach Ablösung der Galvanikschichten:<br />
Palladium, Cu, Ni und Cr mit HCL 25 % (3 min bei 30 C°) oder HCL 40 % (1 min bei 65 C°). Schadensursachen: Ein<br />
10 µm-Dünnschnitt durch die spritzgegossenen Hülse zeigt im angussnahen Blasenbereich kaum erkennbare, blasenartige<br />
Delaminationsschichten, die sich nach dem Galvanisieren abzeichneten. Dort sind dann Chemikalien eingedrungen – z. B.<br />
Entformungs- und oder Reinigungsmittel vom Spritzgießen oder Chemikalien aus den Galvanikbädern. Dadurch entstanden<br />
Blasen beim Galvanisieren. Dies geschieht bevorzugt in Schwachstellen, wie Bindenähten und Kaltfließbereichen. Schuld am<br />
Schaden hatte der Spritzgießer (s. a. → Galvanikfehler).<br />
277
Qualitäts- und Schadensbilder<br />
LIM-Unterkapitel: Metallisieren<br />
Bild 273<br />
Galvanikfehler durch einen Formteilfehler,<br />
Ausleuchtung mit tiefem Auflicht,<br />
Blasen in der Kunststoffoberfläche nach Ablösen der<br />
Galvanikschichten und Fließstrukturen,<br />
Spritzgießfehler<br />
Bild 273, SB-Gehäuse, vernickelt, Galvanikfehler durch Formteilfehler (V = 10, Al schräg, tiefstehend). Die galvanisierte<br />
Gehäuse oberfläche hatte Blasen und unerwünschte Strukturen (Kaltfließbereiche oder Luftschlieren). Die Schadensursachen<br />
wurden erst nach dem Ablösen der Galvanikschichten in der freigelegten Kunststoffoberfläche gefunden. Ursache der Blasen<br />
auf dem galvanisierten SB-Gehäuse (Pfeile) waren im Werkzeug verschleppte und anhaftende Kunststoffpartikel aus dem vorausgegangenen<br />
Füllvorgang. Die ungewollten Strukturen sind Fließstrukturen infolge einer mangelhaften Werkzeugfüllung.<br />
Erst bei einer tiefen Ausleuchtung wurden die Kunststoffpartikel und unerwünschten Strukturen gut sichtbar (s. a. Bild 272).<br />
Bild 274<br />
Galvanikfehler durch einen Formteilfehler,<br />
Bindenaht, angussnahe,<br />
Schuldursache und Schuldzuweisung,<br />
Spritzgießfehler<br />
Bild 274, PA6.6-Bügel, Galvanikfehler durch Formteilfehler (V = 31,<br />
Al). Im galvanisierten Bügel zeichneten sich in der Chromschicht eine<br />
angussnahe, bindenahtähnliche Linie (blaue Pfeile) und Blasen (rote<br />
Pfeile) ab. Zur Untersuchung des Streitfalls wurden die Galvanikschichten:<br />
Palladium, Kupfer Cu, Nickel Ni und Chrom Cr abgelöst. So<br />
wurde deutlich, dass kein Galvanisierfehler, sondern ein Spritzgießfehler<br />
vorlag und die Schuld somit beim Spritzgießer (Auftraggeber)<br />
lag. Eine weitere Untersuchung wurde nicht verlangt.<br />
278
Qualitäts- und Schadensbilder<br />
LIM-Unterkapitel: Metallisieren<br />
Bild 275<br />
Galvanikfehler,<br />
Blasenserie in Galvanikschicht,<br />
Galvanikblasen mit scharfem Blasenrand<br />
Bild 275, ABS-Kappe (V = 10, AL) mit einem Galvanikfehler. Die Blende hatte auf der Außenseite eine partielle, etwa 8 mm lange,<br />
scharfrandige Blasenserie in der Galvanikschicht. Aber nur an einer einzigen Stelle. In geöffneten Blasen waren keine Rückstände<br />
zu finden. Die Formteiloberfläche war fehlerfrei, auch die von Vergleichsproben. Schadensursache: Sicher ist nur, dass<br />
die Blasen während dem Aufbau der Leitschicht und Kupferschicht entstanden sind. Alles Weitere bleibt Vermutung, wenn ein<br />
gasförmiges Medium ohne Rückstand verschwunden ist und kein Formteilfehler vorliegt. Bei einem solchen Fehler behaupten<br />
einige Galvaniseure oft spontan, das Formteil hätte eine zu hohe Restfeuchtigkeit und der Spritzgießer sei schuld. Bei hoher<br />
Restfeuchtigkeit (Vortrocknung, fehlt) entstehen aber Blasen auf der gesamten Formteiloberfläche – und nicht nur an einer einzigen<br />
Stelle – weil die Restfeuchtigkeit über die gesamte Oberfläche ausdiffundiert. Übrigens könnte eine hohe Restfeuchtigkeit<br />
im Formteil auch in den Galvanikbädern entstanden sein (s. a. → Galvanikfehler, → Restfeuchtigkeit und → Vortrocknen).<br />
Bild 276<br />
Galvanikfehler,<br />
Galvanikblase, mit scharfem Blasenrand<br />
Bild 276 ABS-Griffschale (V = 8, AL). Probe 1 aus Formnest 2 hat einen Galvanikfehler. Auf der Blendeninnenseite befindet sich<br />
im Bereich der Formnestzahl eine große, auffällig scharfrandige Blase in der Galvanikschicht. Die Blasen entstanden an den<br />
senkrecht aufgehängten Formteilen immer im „unteren Blendenteil“, als wäre dort eine der Schwerkraft folgende Flüssigkeit<br />
(aus dem Reinigungsbad) beim Abtropfen eindiffundiert und durch den Temperatureinfluss im Galvanikbad wieder ausdiffundiert.<br />
Weil der Schaden immer nur im „unteren Blendenbereich“ auftrat, liegt ein systematischer Fehler vor. Schadensursache<br />
war ein in der Vorbehandlung verschlepptes und im Kupferbad wieder ausgasendes Medium (s. a. Bild 277 und → Galvanikfehler).<br />
279
Definitionen der Worte im Fachwortverzeichnis<br />
Keimbildner<br />
Fachworte<br />
Keimbildner<br />
Kerbe(n)<br />
Kerbwirkung<br />
Kernversatz<br />
Kernverschiebung<br />
Kettenabzug<br />
Kleben<br />
Klebstreifentest<br />
Erklärungen der Begriffe<br />
Keimbildner werden besonders dickwandigen Formteilen zugesetzt für eine durchgehende Sphärolithgröße<br />
(z. B. bei dickwandigen Extrusionsplatten). Dann kann aber mitunter eine atypische Sphärolithstruktur<br />
im Formteil entstehen mit Großsphärolithen in kleinphärolithischer Matrix.<br />
Eine Kerbe ist eine sehr tiefe Riefe und eine Riefe ist tiefer und breiter als ein Kratzer. Die Reihenfolge,<br />
geordnet nach zunehmender Tiefe und Breite, lautet: Kratzer, Riefe, Kerbe (s. a. → Kerbwirkung, → Kratzer,<br />
→ Oberflächenfehler und → Riefe).<br />
Eine Kerbwirkung entsteht durch Spannungskonzentrationen in radiuslosen Übergängen, Riefen oder<br />
Kratzern, die oft zu Rissauslösungen führen (s. a.→ Konstruktionsfehler).<br />
Ein Kernversatz (Kernverschiebung, Formteilversatz) entsteht bei asymmetrischer Anspritzung eines langen,<br />
nicht ausreichend biegesteifen Werkzeugkerns oder bei hohen Einspritz- und oder Nachdrücken.<br />
Dabei weicht der Werkzeugkern durch den Fließdruck zur Seite aus. Eine Kernverschiebung bewirkt meist<br />
deutliche Wanddickenunterschiede und damit unterschiedliche Festigkeiten, besonders angussnah, weil<br />
dort der Einspritzdruck den Kern am weitesten wegdrückt. Ein Versatz der Werkzeugtrennung kann bei<br />
ausgeschlagenen Werkzeug-Führungsstiften einen Versatz im Formteil (Formteilversatz) verursachen.<br />
→ Kernversatz<br />
Rohre werden beim Extrudieren mit einem Kettenabzug abgezogen, damit das am Extruderkopf noch<br />
plastisch austretende Rohr nicht gestaucht wird und im nachfolgenden Wasserbad abgekühlt (s. a. → Extrudieren).<br />
Kleben ist die Verbindung von gleichen oder ungleichen Fügepartnern mit vernetzenden oder lösungsmittelhaltigen<br />
Klebstoffen, mit oder ohne Füllstoffanteile. Dünnschnitte werden mit Kanadabalsam oder<br />
Eukitt auf Glasobjektträger geklebt und mit einem Deckglas geschützt. Für Dünnschliffe werden die<br />
abrasiven Proben mit 2K-Klebstoffen auf EP-, UP- und Acrylbasis oder 1K-Cyanoacrylat-Klebstoffen auf<br />
Glasobjektträger geklebt und danach geschliffen. Sind Dünnschnittproben schwer zu handhaben, empfindlich<br />
und vielkantig, werden sie ebenfalls mit den genannten Klebstoffen auf Glasobjektträger geklebt<br />
und erst danach geschnitten. 1K und 2K sind Einkomponenten- bzw. Zweikomponenten-Klebstoffe (s. a.<br />
→ Aufkleben, → Dünnschliff, → Dünnschnitt, → Glasobjektträger, → Kanadabalsam, → Polieren, → Präparationstechniken<br />
und → Schleifen).<br />
Mit dem Klebstreifentest (auch Klebstreifenmethode) wird die Haftung von Lacken und Folienbeschichtungen<br />
gemessen. Dazu wird beispielsweise ein Klebstreifen (Klebeband) luftfrei auf die zu untersuchende<br />
Lackschicht aufgerieben und ruckartig, senkrecht zur Oberfläche abgerissen. Je mehr Lackpartikel<br />
anhaften, desto schlechter ist die Haftfestigkeit.<br />
Kochversuch Der Kochversuch ist eine Alterungsprüfung, z. B. für Lacke. Lackierte Formteile werden dabei in 90°C<br />
bis 100°C heißem Wasser mehrere Stunden lang gekocht (je nach Vorschrift) und danach meist nach<br />
vorgegebenen Beurteilungskriterien visuell und mikroskopisch auf Blasenbildung, Lackablösungen und<br />
Farbveränderungen untersucht.<br />
Köhlern<br />
(Mikroskopoptimierung)<br />
Kondensor<br />
Konditionieren<br />
Die Optimierung des Mikroskops erfolgt durch „Köhlern“ bei V = 100-fach. Zum Köhlern wird zuerst das<br />
Okular auf das Auge scharf gestellt – dann die Probe – nun, die bis zum Bildrand geschlossene Leuchtfeldblende<br />
über die Höhenverstellung des Kondensors – jetzt die Aperturblende ca. 30% schließen bis<br />
zum Beginn einer erwünschten Effektwirkung. Dadurch wird das Zwischenbild optimal ausgeleuchtet<br />
und die Sehfeldgröße, Tiefenschärfe, Probenerwärmung und Überstrahlung optimiert.<br />
Hinweis: Die Leuchtfeldblende zunächst schließen, zentrieren, scharf stellen und dann auf Bildgröße<br />
öffnen und nochmals die Schärfe korrigieren. Beim Köhlern im Auflicht das Okular herausnehmen,<br />
Aperturblende zentrieren, Leuchtfeldblende schließen, zentrieren und dann auf Bildgröße öffnen (s. a.<br />
→ Aperturblende, → Fehlsichtigkeit, → Kondensors, → Leuchtfeldblende und → Okular).<br />
Der Kondensor soll die Probe und das Objektiv optimal ausleuchten und für jede Vergrößerung in Höhe,<br />
Achse und Öffnung richtig eingestellt sein. Nach dem Köhlerschen Beleuchtungsprinzip werden die von<br />
der Leuchtfeldblende ausgehenden Lichtstrahlen durch den Kondensor in der Probe vereinigt. Von hier<br />
aus erfolgt dann die Abbildung zusammen mit der Probe über die Zwischenbildebene auf die Augennetzhaut.<br />
Bei richtiger Höheneinstellung des Kondensors erscheint der Rand der Leuchtfeldblende zusammen<br />
mit der Probe scharf (s. a. → Auflösung, → Aperturblende und → Köhlern).<br />
Frisch entformte Kunststoff-Formteile aus Polyamid PA sind spröde und brechen leicht. Daher müssen<br />
sie beispielsweise zwei Stunden lang unter Wasser konditioniert werden, damit ihre Sprödigkeit (Bruchempfindlichkeit)<br />
verschwindet. Die Konditionierung ist aber beispielsweise bei einem PA/PE Polymerblend<br />
unnötig, weil diese anfängliche Sprödigkeit durch Zumischung von Polyethylen PE verschwindet.<br />
104
Konversionsfilter<br />
Definitionen der Worte im Fachwortverzeichnis<br />
Fachworte<br />
Konglomerat<br />
Konstruktionsfehler<br />
Kontrast<br />
Kontrastverfahren<br />
der Mikroskopie<br />
(s. a. Kapitel<br />
Anhang)<br />
Erklärungen der Begriffe<br />
→ Pigmentkonglomerat<br />
Konstruktionsfehler sind: ein zu kleiner Anguss (hohe Scherung der Formmasse), der Anguss oder die<br />
Bindenähte liegen im Bereich der Hauptbeanspruchung (Bruchgefahr), große Wanddickenunterschiede,<br />
zu lange Fließwege (Formmassefluss, reduzierter), Inserts in unterdimensionierten Wanddicken, fehlende<br />
Entformungsschrägen, ungeeignete Kunststoffart, radiuslose Formteilübergänge (Kerbwirkung) und<br />
zu viele Formnester. Eine Glasfasermenge ab ca. 40 % erzeugt eine hohe Abrasion, oft mit Glasfaseranhäufungen<br />
im Fließschatten von Stegen und Oberflächenrauhigkeiten, aber auch einen Festigkeitsverlust<br />
durch Mikrovakuolen und Glasfaser-Parallellagen in Bindenähten. Bei hohem Abrieb eignen sich z. B.<br />
besser Glaskugeln oder keramische Pulver, statt Glasfasern (s. a. → Abrasion, → Anguss, → Bindenaht,<br />
→ Formmassefluss, reduzierter, → Insert und → Kerbwirkung).<br />
Der Kontrast wächst mit dem geeigneten Kontrastverfahren, der Auflösung und der Bildschärfe. Auch<br />
die Aperturblende hat einen Einfluss. Der Kontrast ist Null, wenn der Farbabstand ∆E* ab und Helligkeitsabstand<br />
∆L* ab Null sind. Ist einer dieser Werte größer als Null entsteht ein Kontrast – selbst wenn der<br />
andere Null ist. Beispielsweise entsteht auf einer Betrachtungsfläche ein Kontrast zwischen zwei verschiedenen<br />
Farbwerten oder zwei Helligkeitswerten (s. a. → Auflösung, → Aperturblende, → Bildschärfe<br />
und → Kontrastverfahren der Mikroskopie).<br />
Es gibt sechs Kontrast-Grundverfahren in der Mikroskopie: DF, DIC, FL, HF, PH und POL, weil ohne Kontrast<br />
kein Bild entsteht! Obwohl der Hellfeldkontrast HF (AL und DL) auch einen Kontrast liefert, wird er<br />
in der Literatur nicht mitgerechnet. Die Kontrast-Grundverfahren bilden insgesamt 16 Kontrastverfahren,<br />
im Auf- und Durchlicht mit Kontrast verändernden Polfiltern und Lambdaplatten (bei POL und DIC).<br />
Die Kontrastverfahren der Mikroskopie sind:<br />
Kontrastarten Auflicht Durchlicht Anwendung<br />
Hellfeldkontrast HF AL-HF DL-HF AL: lichtdurch- oder lichtundurchlässige<br />
Proben,<br />
DL: lichtdurchlässige Proben<br />
Differential-Interferenzkontrast<br />
DIC<br />
Differential-Interferenzkontrast<br />
DIC<br />
AL-DIC DL-DIC AL: Topographien, metallisierte<br />
Flächen,<br />
DL: vom Autor nur für spezielle<br />
Kontraste angewandt<br />
AL-DIC+ λ DL-DIC+ λ AL: Topographien, metallisierte<br />
Flächen,<br />
DL: vom Autor nur für spezielle<br />
Kontraste angewandt<br />
Dunkelfeldkontrast DF AL-DF DL-DF AL: Pigmentfarben, Oberflächen,<br />
DF: feine, helle Strukturen<br />
Fluoreszenzkontrast FL AL-FL DL-FL AL: Mikrorisse sichtbar durch<br />
Fluoreszenzmittel,<br />
DL: vom Autor nicht benötig<br />
Phasenkontrast PH AL-PH DL-PH AL: Füllstoffe in Elastomeren,<br />
DL: feine Brechungsindices ∆n<br />
Polarisationkontrast<br />
POL, unfarbig<br />
Polarisationkontrast<br />
POL, farbig<br />
AL-POL DL-POL AL: Vermeidung von Glanzreflexen,<br />
DL: Sphärolithe, Orientierungen<br />
AL-POL+ λ DL-POL+ λ und Formteilspannungen<br />
Kontrastverfahren<br />
kombinieren<br />
Konversionsfilter<br />
(s. a. → Analysator, → Beleuchtung, → DIC-Prisma, → Lambdaplatte (λ-Platte), → Kontrast, → Mikroskopische<br />
Untersuchung und → Polarisator)<br />
Bei einer mikroskopischen Untersuchung sollte immer die Aussagetiefe verschiedener Kontrastverfahren<br />
geprüft werden. Oftmals ergeben dabei auch scheinbar sinnlose Kombinationen der Polfilter,<br />
λ-Platten und DIC-Schieber unerwartet gute Kontraste, die mit dem empfohlenen Kontrastverfahren<br />
nicht möglich wären (s. a. → Kontrastverfahren der Mikroskopie).<br />
Bild 105 und → Mikroskopteile<br />
105
Definitionen der Worte im Fachwortverzeichnis<br />
Körnung<br />
Fachworte<br />
Körnung<br />
Koronabehandlung<br />
Korrespondenz<br />
Korrosion<br />
Kosteneinflüsse<br />
Kratzer<br />
Kreide in PVC-U<br />
Kreuztisch<br />
Kristallinität<br />
bestimmen<br />
Kristallite<br />
Kristallitschmelztemperaturbereich<br />
Kühlzeit<br />
Kundenanfrage<br />
Kundenkontakt<br />
Kunststoffanalysen<br />
Kunststoffarten<br />
(s. a. Tabelle im<br />
Anhang)<br />
Kunststoffe<br />
auflösen<br />
Erklärungen der Begriffe<br />
Die Körnung eines Schleifpapiers gibt die Anzahl der Siebmaschen/Zoll an, durch welche die größten<br />
Schleifkörner gerade noch durchfallen.<br />
→ Elektrostatische Oberflächenbehandlung und → Benetzbarkeit erhöhen<br />
→ Gutachten erstellen, schnell und kompetent<br />
→ Netzmitteltest, → Spannungsrisskorrosion, → Medienangriff<br />
→ Einflüsse auf Qualität und Kosten, → Qualitätseinflüsse beim Extrudieren und → Qualitätseinflüsse<br />
beim Spritzgießen<br />
Ein Kratzer ist eine linienartige, geringe Vertiefung (bleibende Verformung) in der Formteiloberfläche<br />
ohne Wulstränder durch eine mechanische Verletzung. Tiefere und breitere Kratzer sind Riefen. Beispielsweise<br />
reagieren (verkratzen) optische und kosmetische Hochglanzprodukte (z. B. Linsen, Flakons)<br />
besonders empfindlich auf – holzhaltige, unsaubere oder durch Druckfarben und UV-Aufheller – kontaminierte<br />
Verpackungspapiere (s. a. → Delle, → Kerbe, → Oberflächenfehler, → Polieren, → Riefe, → Verpackung<br />
und Transport und → Verletzung, mechanische).<br />
Kreide ist ein Füll- und Verarbeitungshilfsstoff. Der Kreideanteil in Kunststoffen (z. B. PVC-U) errechnet<br />
sich stöchiometrisch aus dem Sultataschenanteil mit ca. 1,36 x Kreideanteil % (SKZ-Formel).<br />
Ein Kreuztisch dient zum Positionieren der Probe. Im Mikroskop zu untersuchende Proben werden auf<br />
einen in x-, y- und z-Richtung positionierbaren Tisch gelegt, den Kreuztisch (s. a. → Mikroskopische<br />
Untersuchung).<br />
→ DSC-Analyse<br />
Beim Abkühlen der Formmasse eines teilkristallinen Kunststoffes entstehen Sphärolithe („Kristallite“)<br />
mit teilkristallinen und amorphen Bereichen (s. a. → Sphärolithe).<br />
Der Kristallitschmelztemperaturbereich gibt den Temperaturbereich an, in dem die Sphärolithe („Kristallite“)<br />
eines teilkristallinen Kunststoffes aufschmelzen.<br />
Die plastische Formmasse kühlt durch die niedrigere Temperatur im Werkzeug ab und wird fest. Die<br />
dazu benötigte Zeit ist die Kühlzeit (s. a. → Spritzgießen).<br />
→ Fragen an den Kunden, → Gutachten erstellen, schnell und kompetent<br />
→ Gutachten erstellen, schnell und kompetent<br />
Kunststoffe, ihre Additive und Eigenschaften werden beispielsweise mit folgenden Untersuchungen<br />
bestimmt: → Dichtebestimmung, → DMA-Analyse, → DSC-Analyse,→ ESCA-Analyse, → FTIR-Analyse,<br />
→ Füll- und Verstärkungsstoffe bestimmen, → GC-Analyse, → Glasübergangstemperaturbereich, → GPC-<br />
Analyse, → Gravimetrie (Gewichtsbestimmung), → HPLC-Analyse, → IR-Analyse, → MFR-Analyse, → Molekulargewicht<br />
bestimmen, → Monomere bestimmen, → MVR-Analyse, → ODSC-Analyse, → Oxidationsstabilität,<br />
→ Polymerblends bestimmen, → Rückstände messen, → TG-Analyse, → Thermogravimetrie TG,<br />
→ TMA-Analyse, → UV-Spektroskopie, → Vicat-Temperatur, → Viskositätsmessung, → Viskositätszahl VZ,<br />
→ Wärmestabilität bestimmen und → Weichmacher bestimmen.<br />
Thermomere haben eine amorphe oder teilkristalline Struktur – Elastomere eine schwach vernetzte und<br />
Duromere eine stark vernetze Struktur. Kautschuke zählen auch zu den Elastomeren und Thermoplastische<br />
Elastomere sind physikalisch vernetzt. Polymerblends entstehen durch eine chemische Bindung<br />
oder mechanische Mischung zweier (oder mehrer) Polymere. Nanocomposites sind Kunststoffe mit Nanofüllstoffen<br />
und WPC-Kunststoffe enthalten z. B. Holzfasern. Die Eigenschaften der Kunststoffarten können<br />
durch Füllstoffe oder Verstärkungststoffe verbessert werden. Die Bestimmung der Kunststoff arten<br />
und Kunststoffqualitäten erfolgt durch Kunststoffanalysen (s. a. → Glasübergangstemperaturbereich,<br />
→ Hauptvalenzkräfte, → Heißkaltmischung, → Inversionsschichten, → Kristallite, → Kristallitschmelztemperaturbereich,<br />
→ Kunststoffanalysen, → Kunststoffe, amorphe, → Kunststoffe, teilkristalline, → Kunststoffe,<br />
vernetze, → Makromolekül, → Matrix (Formmasse), → Nachkristallisation, → Nachschwindung,<br />
→ Nanocomposites, → Nanofüllstoffe, → Nebenvalenzkräfte, → Polarisation, → Polymerblend, → Polymerisation,<br />
→ Randzone bei amorphen Kunststoffen, → Randzone bei teilkristallinen Kunststoffen, → Randzone,<br />
sphärolitharme, → Seele, plastische, → Sphärolithe, → Sphärolithschlieren, → Sphärolithwachstum,<br />
→ Thermoplastische Elastomere, → Verstärkungststoffe und → WPC-Kunststoffe).<br />
→ Auflösen von Kunststoffen<br />
106
Laienhafte Worte<br />
Definitionen der Worte im Fachwortverzeichnis<br />
Fachworte<br />
Kunststoffe,<br />
amorphe<br />
Kunststoffe,<br />
teilkristalline<br />
Kunststoffe,<br />
vernetze<br />
Kunststoffschmelze<br />
Kunststoffsicht<br />
nachempfinden<br />
Ein Qualitäts- oder Schadenfall sollte immer aus der Sicht des Kunststoffes und seiner Fließfähigkeit bis<br />
ins Formnestende untersucht werden. Die wichtigsten Einflussgrößen sind dabei: Temperatur, Druck,<br />
Zeit, Medien sowie innere und äußere Kräfte (s. a. → Mikroskopische Untersuchung, und → Verarbeitungsparameter).<br />
Kunststoffversprödung<br />
Lackierbarkeit<br />
Lackieren<br />
Lackierfehler<br />
Lackschlieren<br />
Lackversprödung<br />
Erklärungen der Begriffe<br />
Amorphe Kunststoffe haben ungeordnete Makromolekülketten und nur einen Aufschmelzbereich (DSC-<br />
Analyse). Sie sind uneingefärbt oft transparent und spröder als teilkristalline Kunststoffe. Amorphe<br />
Kunststoffe sind beispielsweise: ABS, CA, PC, PETP, PMMA, PVC, SAN, SB und PS (s. a. → DSC-Analyse,<br />
→ Kunststoffe, teilkristalline und → Kunststoffarten).<br />
Teilkristalline Kunststoffe haben Sphärolithe. Das sind Überstrukturen aus amorph und teilkristallin angeordneten<br />
Makromolekülketten. Daher haben Sphärolithe zwei Aufschmelzbereiche (DSC-Analyse). Sie<br />
sind im Gegensatz zu amorphen Kunststoffen meist undurchsichtig und zäher. Teilkristalline Kunststoffe<br />
sind beispielsweise: PA, PB, PE, PETP, POM, PP und PTFE (s. a. → DSC-Analyse, → Kunststoffe, amorphe<br />
und → Kunststoffarten).<br />
Es gibt chemische und energetische Vernetzungsverfahren zur Herstellung vernetzter Kunststoffe, die<br />
zu neuen Eigenschaften führen. Chemische Vernetzungsverfahren erzeugen: Elastomere und Duro mere,<br />
die zu Halbzeug und Formteilen verarbeitet werden. Mit der Azovernetzung, dem Engelverfahren, der<br />
Silanvernetzung und Strahlenvernetzung werden Polyolefine zur Herstellung von Trinkwasser- und Heizungsrohren<br />
vernetzt. Vernetzte Kunststoffe sind unschmelzbar, weil ihre Makromolekülketten chemisch<br />
miteinander vernetzt sind (s. a. → Duromere, → Elastomere, → Halbzeug und → Kunststoffarten).<br />
Kunststoffschmelze ist die Bezeichnung für einen plastifizierten (aufgeschmolzenen) Kunststoff, z. B. im<br />
Spritzgießzylinder.<br />
→ Versprödung<br />
Laienhafte Worte siehe S. 72<br />
→ Netzmitteltest, → Klebstreifenmethode<br />
Lackieren erfolgt zum Schutz vor Licht-, UV- und Medieneinfluss, zur optischen Aufwertung, Verkaufsförderung,<br />
Kennzeichnung und Fehlerverdeckung (s. a. → Additive, → Alterung, → Alterungseinflüsse und<br />
→ Lackierfehler).<br />
Ursachen von Lackierfehlern sind: Altlackreste (aufgewirbelte), Ausblühungen, Chemikalien, Düse (ausgewaschene),<br />
Düsenabstand (zur Formteiloberfläche), Entformungsmittel (Rückstand), Feuchtigkeit,<br />
Flammschutzausrüstung, Formnesttemperaturen (unterschiedliche), Formteilschwindung, Fremdpartikel<br />
(in der Formteiloberfläche), Glasfasern (sichtbare), Hände (unsaubere), Härterqualität (alt, feucht,<br />
dichte Gefäße verwenden), Kreislauf mit Schmutzanreicherung, Lackauftrag nach Topfzeitüberschreitung,<br />
Lack-Chargenwechsel, Lackhärtungsgeschwindigkeit, Lacksystem (gealtertes), Lackverzögerer<br />
(Inhibitor), Luftzug (starker), Masseströme (ungleiche), Oberflächenrauhigkeit, PE-Zumischung (statt<br />
H₂O-Konditionierung), Reinigungsbadqualität, Reinigungsmittel (verwechselt/vergessen/unsauberes),<br />
Sprühdruckschwankungen, Sprühnebelverteilung (schlechte), Temperaturen (hohe), Transporteinflüsse<br />
(Land-, Luft- oder Seeweg), Trocknungstemperatur, Unsauberkeit beim Handling, Verarbeitungsparameter<br />
(geränderte Temperaturen, Zeiten, Drücke), Verletzungen (mechanische), Verpackungsmaterial<br />
(falsches), Werkzeugschieberfett und bei Siebdruck: Tuch-Sauberkeit und Reinigungsfrequenz. Tritt<br />
ein Lackierfehler immer an gleicher Stelle auf, liegt oft ein systematischer Verfahrensfehler vor (s. a.<br />
→ Ausbleichung, → Ausblühungen, → Ausgasung, → Benetzbarkeit, → Benetzungstest, → Chargenwechsel,<br />
→ Delamination, → Entformungsmittel, → Farbänderung, → Fehler, systematischer, → Fremdpartikel,<br />
→ Galvanikfehler, → Gewindeüberlastung, → Klebstreifenmethode, → Lackschlieren, → Lackversprödung,<br />
→ Masseströme, → Oberflächenfehler, → Oberflächenrauhigkeit, → Oberflächenverfärbung, → Präparationsmittel,<br />
→ Reinigungsmitteleinfluss, → Rückstand, → Verletzungen, mechanische und → Verpackung<br />
und Transport).<br />
Ursachen für Lackschlieren sind beispielsweise ein mit Verdünnungsmittel aufgefrischter, gealterter<br />
Lack, der vielleicht auch noch ungenügend durchmischt wurde. Dann bilden sich beim Aufsprühen,<br />
durch Viskositätsunterschiede, Fließschlieren auf dem Formteil. Weitere Gründe sind: Druckschwankungen<br />
beim Lackauftrag, ein ausgewaschener Düsendurchmesser, zu starker Luftzug oder eine unsaubere<br />
Formteiloberfläche (s. a. → Lackierfehler und → Schlieren).<br />
→ Lackierfehler und → Versprödung<br />
107
Definitionen der Worte im Fachwortverzeichnis<br />
Lambdaplatte (λ-Platte)<br />
Fachworte<br />
Lambdaplatte<br />
(λ-Platte)<br />
Laserfehler<br />
Lasern von<br />
Buchstaben und<br />
Zahlen<br />
Laserschrift<br />
Leuchtfeldblende<br />
Licht, polarisiertes<br />
Lichtmikroskop LIM<br />
Lichtstabilisatoren<br />
LIM-Mikroskop<br />
Lochscheibe<br />
Die Lochscheibe ist eine runde Metallplatte mit vielen Bohrungen im Extruderkopf. Sie erzeugt meist mit<br />
einem noch zusätzlichen Siebpaket, den zum Homogenisieren erforderlichen Gegendruck beim → Extrudieren.<br />
Lochscheibenabzeichnung<br />
Lösungsmittel für<br />
Kunststoffe<br />
(aus Arbeitsblättern<br />
der Firmen:<br />
BASF, Bayer,<br />
Höchst)<br />
Erklärungen der Begriffe<br />
Die λ-Platte (auch Rot 1 oder Gipsplatte) ist selbst doppelbrechend und wirkt nur im polarisierten Durchlicht<br />
zwischen Polarisator und Analysator. Ohne Polfilter ist die λ-Platte unwirksam. Sie setzt Helligkeitswerte<br />
in Farben um. Dabei erzeugen die Gangunterschiede in der λ-Platte Farben und Löschungen<br />
von Wellenlängen im weißen, polarisierten Durchlicht. Polfilter und λ-Platte werden nur beim POL- und<br />
DIC-Kontrastverfahren verwendet. Ferner erhellt die λ-Platte bei Polarisation den dunklen Bildhintergrund<br />
rotviolett und lässt so auch z. B. Pigmentschlieren und Konglomerate erkennen. Die Lamdaplatte<br />
λ macht den Polarisationkontrast zum farbigen Polarisationkontrast (POL+ λ-Platte) und den Differential-<br />
Interferenzkontrast zum farbigen Differential-Interferenzkontrast (DIC+ λ-Platte) (s. a. → DIC-Prisma,<br />
→ Kontrastverfahren der Mikroskopie und → Polarisator).<br />
Laserfehler entstehen durch: Laserpulsationen oder variierenden Geschwindigkeitsverlauf beim Schreiben<br />
(z. B. erhöhter Reibung in der Laserkopfführung), einen erhöhten Wärmeabfluss des geringen<br />
Schmelzvolumens in das kalte Formteil, eine Gas- und Partikelentstehung um den Laserkopf (kann den<br />
Laserstrahl schwächen und ablenken). Partikel und teilweise gesundheitsschädliche Gase (Form aldehyd,<br />
Chlorkohlenwasserstoff, Benzol, HCL etc.) führen bei hoher Schreibgeschwindigkeit zu verschwommener<br />
Schrift, Verschmutzung und Korrosion im Umfeld. Eine Absaugung vermeidet dies und steigert die<br />
Schreibleistung bis zum Dreifachen.<br />
Ein dünner Laserstrahl rastert beim Schreiben über das Formteil und brennt Buchstaben oder Zahlen in<br />
die Oberfläche. Dabei wird jeder Buchstabe (oder Zahl) bis zur Lesbarkeit – mehrfach, parallel versetzt<br />
überfahren. Das geschieht aber bei Kreuzungspunkten mindestens doppelt so oft, wodurch ein schlechtes<br />
Schriftbild entstehen kann, weil dort der Energieeintrag stark erhöht ist.<br />
→ Laserfehler, → Lasern von Buchstaben und Zahlen<br />
Die Leuchtfeldblende steuert die Zwischenbild-Ausleuchtung, Sehfeldgröße, Tiefenschärfe und Probenerwärmung.<br />
Sie verhindert kontrastminderndes Streulicht und blendet optisch nicht korrigierbare<br />
Linsenrandbereiche aus (Überstrahlung). Dadurch wird auch die Tiefenschärfe verbessert. Die Leuchtfeldblende<br />
sitzt im Lukenstrahlengang und ist bei richtiger Kondensoreinstellung (Köhlern), scharf im<br />
Bild sichtbar. Folgende Reihenfolge gilt im Auflicht: Lampe – Aperturblende – Leuchtfeldblende und im<br />
Durchlicht: Lampe – Leuchtfeldblende – Aperturblende (s. a. → Aperturblende, → Köhlern, → Lukenstrahlengang<br />
und → Pupillenstrahlengang).<br />
→ polarisiertes Licht<br />
→ Mikroskop (Lichtmikroskop)<br />
Beigemischte Lichtstabilisatoren schützen durch Absorption die Kunststoffoberflächen vor Licht- und<br />
UV-Einflüssen sowie Farbänderungen (z. B. Ausbleichen). Auch lichtdichte Pigmente, wie Titandioxidund<br />
Rußpigmente, wirken schützend.<br />
LIM ist die Abkürzung für Lichtmikroskop (s. a. → Mikroskop)<br />
→ Lochscheibe, → Siebabzeichnung, → Siebpaket<br />
Durch Auflösen der Kunststoffmatrix in Lösungsmitteln können die Füll- und Verstärkungsstoffe separiert<br />
und mikroskopisch analysiert werden (z. B. Glasfaserlängenbestimmung). Übliche Lösungsmittel<br />
sind:<br />
CA<br />
MF<br />
PA<br />
PA<br />
PB<br />
PBT<br />
PC<br />
PE<br />
PEEK<br />
Aceton, Chloroform, Dioxan<br />
Benzylamin bei 160°C, Ammoniak<br />
Schwefelsäure (96%, p. A.)<br />
Ameisensäure, Schwefelsäure (konzentrierte), Dimethylformamid, m-Kresol<br />
Dekan, Trichlorbenzol<br />
Phenol (p. A.) + 1,2 Dichlorbenzon<br />
Dichlormethan (p. A.)<br />
Dekan, Trichlorbenzol, Decahydronaphtalin, stabilisiert mit 0,5 % N-phenyl-2-naphthylamin<br />
Aceton, 1 h einlagern<br />
108
Mantelheizung<br />
Definitionen der Worte im Fachwortverzeichnis<br />
Fachworte<br />
Lösungsmittel für<br />
Kunststoffe<br />
(aus Arbeitsblättern<br />
der Firmen:<br />
BASF, Bayer,<br />
Höchst)<br />
(Fortsetzung)<br />
Lufteinschluss<br />
Luftschlieren<br />
Lukenstrahlengang<br />
Lunker<br />
Makromoleküle<br />
Makroskop<br />
Mantelheizung<br />
Erklärungen der Begriffe<br />
PETP Phenol (p. A.) + 2,4,6-Trichlorbezon (100 : 72)<br />
PMMA<br />
POM<br />
PP<br />
PP<br />
Aceton, Chloroform, Ethylacetat, Toluol, Tetrahydrofuran<br />
Benzylalkohol und Dimethylformamid bei erhöhter Temperatur, Benzol<br />
Isoamylacetat<br />
Decahydronaphtalin, stabilisiert mit 0,5 % N-phenyl-2-naphthylamin<br />
PPE Methylalkohol mit Trichlorethylen 2 : 1<br />
PS<br />
PS<br />
PSU<br />
PTFE<br />
PUR<br />
PVDF<br />
PVF<br />
SAN<br />
SB<br />
UF<br />
Aceton, Benzol, Toluol, Chloroform, Schwefelkohlenstoff<br />
Toluol (p. A.)<br />
Aceton, Chloroform (p. A.)<br />
unlöslich<br />
Ameisensäure, m-Kresol, Dimethylformamid<br />
Natronlauge, Dimethylformamid<br />
Cyclohexanon, Dimethylformamid<br />
Ethylmethylketon (p. A.)<br />
Toluol (p. A.)<br />
Benzylamin bei 160°C, Ammoniak<br />
(s. a. → Auflösen, → Glasfaserlängenbestimmung, → Lösungsmittel, → Medien, spannungsrissauslösende,<br />
→ Medienrisse und → Mikroskopische Untersuchung)<br />
Ein Lufteinschluss entsteht in einem Werkzeug mit ungenügender Entlüftung, weil die Luft beim Einspritzen<br />
der Formmasse nicht schnell genug entweichen kann. Auch beim Schweißen sind Lufteinschlüsse<br />
möglich, wenn die Fügepartner eine starke Topographie haben und die Schweißparameter (Temperatur,<br />
Druck und Zeit) nicht ausreichend sind (s. a. → Luftschlieren und → Topographie).<br />
Luftschlieren (Lufteinschluss) entstehen im Formteil durch mitgerissene Luft beim Einspritzen von<br />
schlecht entgaster Formmasse, ungenügender Düsenanlage und ausgeschlagener Buchse oder Düse<br />
(s. a. → Lufteinschluss).<br />
Der Lukenstrahlengang besteht aus Leuchtfeldblende, Probenebene, Zwischenbild und Augennetzhaut.<br />
Die Leuchtfeldblende LB steuert die Sehfeldgröße und Ausleuchtung im Lukenstrahlengang (s. a.<br />
→ Aperturblende, → Köhlern, → Leuchtfeldblende und → Pupillenstrahlengang).<br />
→ Vakuolen<br />
Makromoleküle bestehen aus mindestens 1000 Monomeren, verbunden durch chemische Bindungen<br />
(Hauptvalenzkräfte). Ein Formteil wiederum besteht aus unzähligen Makromolekülen (Makromolekülketten),<br />
die durch intermolekulare Anziehungskräfte (Nebenvalenzkräfte) zusammengehalten werden (s. a.<br />
→ Hauptvalenzkräfte und → Nebenvalenzkräfte).<br />
Die Voruntersuchung im Makroskop gibt oft schon eine vollkommene Antwort zur Qualität oder Schadensursache.<br />
Wenn nicht, folgt nach der Probenpräparation die Hauptuntersuchung in einem Mikroskop bei V<br />
= 30-500-fach, der im Makroskop erkannten Details. Ein Makroskop (Stereomikroskop) sollte für Qualitätsund<br />
Schadensanalysen folgende Ausrüstung haben: Stereomikroskop mit Feldstecherprinzip (unerlässlich<br />
für Multifokusaufnahmen), Vergrößerung von ca. 5 bis 30-fach und nach einem Objektivwechsel bis<br />
100-fach. Vorsatzlinsen und nachvergrößernde Okulare ergeben keine gute Bildqualität. Die effektivsten<br />
Kontrastarten sind: Auflicht AL, Durchlicht DL mit Polfilter POL und Lambdaplatte (λ-Platte) sowie Auflicht-<br />
Dunkelfeldkontrast AL-DF. Und als Zubehör werden empfohlen: Verschiebetisch, zweiarmige Halogenlichtquelle<br />
150 W mit Ringleuchte, Adapter für Foto- und Videokamera, Fotokamera, Dreichip-Videokamera,<br />
Multifokuseinrichtung, Software für PC-Bildspeicherung und einen Farblaserdrucker zum Bildausdruck<br />
(s. a. → Bildschärfe, → Feldstecherprinzip, → Grenoughprinzip, → Halogenlichtquelle, → Hauptuntersuchung,<br />
→ Kontrastverfahren der Mikroskopie, → Mikroskop (Universalmikroskop), → Mikroskopische Untersuchung,<br />
→ Mikroskopteile, → Multifokus, → Probenpräparation, → Stereomikroskop, → Tiefenschärfe,<br />
→ Untersuchungsgeräte, mikroskopische, → Untersuchung, vergleichende und → Voruntersuchung).<br />
Die elektrische Mantelheizung erwärmt den Zylinder beim Spritzgießen und Extrudieren und hält die<br />
Temperatur konstant, damit die Formmasse nach gutem Plastifizieren und Homogenisieren, die richtige<br />
Formmassetemperatur erreicht (s. a. → Extrudieren, → Formmassefluss, reduzierter, → Plastifizieren,<br />
→ Plastifiziereinheit und → Spritzgießen).<br />
109
Definitionen der Worte im Fachwortverzeichnis<br />
Masseanhäufung<br />
Fachworte<br />
Masseanhäufung<br />
Massestrahl, freier<br />
Masseströme,<br />
voreilende<br />
Massetemperatur<br />
Maßfehler<br />
Masterbatch<br />
Masterbatchträger,<br />
ungeeigneter<br />
Materialverschleppung<br />
Matrix<br />
Matrixabbau<br />
Matrixhaftung<br />
Mattflecken<br />
Medien, spannungsrissauslösende<br />
aus Arbeitsblättern<br />
der Firmen:<br />
BASF, Bayer, Höchst<br />
s. a.<br />
DIN ISO 175,<br />
ISO 4600,<br />
ISO 6252<br />
Erklärungen der Begriffe<br />
Der Begriff Massenanhäufung deutet auf ein größeres Kunststoffvolumen hin, das bei der Abkühlung<br />
im Werkzeug eine ausgeprägte Schwindungstendenz hat. Eine Massenanhäufung, die z. B. im Übergang<br />
zu Stegen (Rippen) entsteht, verursacht bevorzugt Spannungen und Vakuolen. Daher sollten dort die<br />
Wanddicken (konstruktiv) möglichst klein sein.<br />
Ein freier Massestrahl ist ein wurmartiger Strang in der Formteiloberfläche oder im Formteil. Abhilfe: Die<br />
Freistrahlbildung wird beispielsweise verhindert durch eine Anschnittverlegung oder wenn das Einspritzen<br />
gegen eine Schikane (Prallstift) oder Wand erfolgt.<br />
→ Bindenaht<br />
Die Massetemperatur ist die zum Aufschmelzen und Homogenisieren der Formmasse notwendige Temperatur<br />
(s. a. → Formmassetemperatur, → Formteilqualität, → Mantelheizung und → Spritzgießen).<br />
Maßfehler entstehen hauptsächlich durch: eine zu hohe oder zu niedere Werkzeugtemperatur, einen zu<br />
hohen oder zu niederen Einspritz- und/oder Nachdruck, hartes Auswerfen oder falsche Lagerung nach<br />
dem Entformen. Ursachen und Einflüsse für Maßfehler siehe unter: → Deformation, → Einspritzgeschwindigkeit,<br />
→ Formteilspannungen, → Freifallentformung, → Konstruktionsfehler, → Materialverschleppung,<br />
→ Nachdruck, → Nachkristallisation, → Plastische Verformung, → Schwindung, → Tempern, → Überspritzung,<br />
→ Verzug, → Werkzeugfüllung, mangelhafte und → Werkzeugtemperatur.<br />
Ein Masterbatch ist ein Farbkonzentrat (Granulat) mit 30 bis 50% Farbanteil in einem Kunststoff, der<br />
auch der einzufärbenden Formmasse entspricht. Durch seine Granulatform ist ein Masterbatch besser<br />
zu homogenisieren als eine Pulver- oder Flüssigfarbe. Ungeeignete Masterbatchträger führen zu reduzierter<br />
Formteilfestigkeit und Pigmentschlieren (s. a. → Formteilfestigkeit und → Pigmentschlieren).<br />
Hat ein Dünnschnitt Pigmentkonglomerate über 80 µm, kann ein verwechseltes Masterbatch oder ein<br />
ungeeigneter Masterbatchträger vorliegen (s. a. → Masterbatch).<br />
Eine Materialverschleppung entsteht, wenn nach dem Entformen im Werkzeug ein Formmassepartikel<br />
(Material) hängen bleibt und im Folgeschuss mit Formmasse überspritzt und plan oder vertieft in die<br />
Oberfläche eingebunden wird. Ragt der Formmassepartikel dabei über die Formteiloberfläche heraus<br />
so liegt eine Überspritzung vor (s. a. → Badverschleppung, → Folgeschuss → Kaltpfropf, → Partikel und<br />
→ Überspritzung).<br />
Die Matrix ist die umgebende Formmasse von z. B. Füll- und Verstärkungsstoffen. Beispielsweise müssen<br />
Glasfasern zur Kraftübertragung vollständig von der Matrix (Formmasse) benetzt und in ihr eingebunden<br />
sein, d. h. eine gute Matrixhaftung haben. Allgemein wird mit dem Wort Matrix die Formmasse<br />
gemeint, mit allen Zusätzen, wie Additive, Füll- und Verstärkungsstoffe (s. a. Additive, Füllstoffe, Gefüge<br />
und Verstärkungsstoffe).<br />
→ Alterung und → Zersetzung, thermische<br />
→ Matrix<br />
→ Formflecken und Mattflecken<br />
Spannungsrissauslösende Medien können eine Spannungsrissbildung (environmental stress cracking<br />
ESC) verursachen. Nach kurzer Einwirkzeit entstehen dann in der Kunststoffoberfläche Medienrisse und<br />
nach langer Einwirkzeit sind auch innere möglich. Diese Risse sind ein Nachweis für äußere Oberflächenspannungen<br />
oder innere Spannungen. Dazu wird eine der Kunststoffart entsprechende Lösung angesetzt<br />
und die zu prüfenden Formteile 5 bis 15 min lang untergetaucht. Je früher Risse auftreten, umso<br />
höher sind die äußeren Formteilspannungen. Zum Nachweis innerer Formteilspannungen ist jedoch<br />
eine Warmlagerung in Höhe der Glasübergangstemperatur viel besser geeignet. Vorsicht, die Quellung<br />
verdeckt Risse, daher nach der Entnahme, die Formteile über Nacht trocknen lassen. Spannungsrissauslösende<br />
Medien für Kunststoffe sind:<br />
ABS<br />
Toluol + n-Propanol 1:3 –1:5, Essigsäure 80 %, Methanol<br />
ASA Olivensäure + Ölsäure 1:1<br />
PA 6<br />
Zinkchloridlösung 35 % (Lötwasser), Aceton<br />
PA 6.6 Zinkchloridlösung 50 % 15-60 min bei 50 °C<br />
PA 6-3<br />
PBT<br />
Aceton, Methanol, Isopropanol<br />
Zinkchloridlösung 50 %, Natronlauge<br />
110