Laserschweißen – Beispiel - DENTAURUM
Laserschweißen – Beispiel - DENTAURUM
Laserschweißen – Beispiel - DENTAURUM

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
laserschweißbeispiele zt de<br />
<strong>Laserschweißen</strong><br />
<strong>Beispiel</strong>e Zahntechnik
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
CoCr-Modellguss<br />
Schweißung eines kleinen Verbinders mit Zulegematerial<br />
Vorbereitung:<br />
Die zu schweißende Stelle wird mit einer Trennscheibe auf eine Spaltbreite von<br />
0,5 mm geöffnet.<br />
In den Spalt wird gegossenes Zulegematerial aus der kohlenstofffreien CoCr-<br />
Legierung remanium ® CD (REF 102-350-00) eingepasst. (Dieser Zulegewerkstoff<br />
sollte in unterschied lichen Wachsplattenstärken von 0,3 <strong>–</strong> 0,6 mm sowie<br />
in Drahtform von 0,4 <strong>–</strong> 0,7 mm Durchmesser als vergossenes Material zur<br />
Verfügung stehen.)<br />
Das Einlegematerial wird so zurecht geschliffen, dass die Dimension des kleinen<br />
Verbinders zirkulär etwa 0,5 mm vergrößert dargestellt wird. Die zu verschweißenden<br />
Teile werden mit AI 2 O 3 der Körnung 150 µ mattgestrahlt. Mit 2 Laserschweißpunkten<br />
wird das Plättchen zunächst an eine Seite der Schweißstelle<br />
angeheftet.<br />
Lasereinstellung: 275 V/5 ms.<br />
Unter Zuhilfenahme von kohlenstofffreiem CoCr-Laserschweißdraht (REF 528-200-00)<br />
wird nun zunächst eine Seite des remanium ® CD-Zulegeplättchens mit dem kleinen<br />
Verbinder verschweißt. Dabei wird mit dem Laserstrahl zu 1/3 auf die Spitze<br />
des Drahtes und zu 2/3 auf den zu verschweißenden Spalt gezielt.<br />
Lasereinstellung: 290 V/9 ms.<br />
In Form einer Schweißraupe wird dabei ständig Laserschweißdraht in die Verbindungsstelle<br />
eingebracht. Die Schweißleistung muss so gewählt werden, dass<br />
der Laserstrahl von beiden Seiten jeweils bis in die Mitte des Objektes eindringt.<br />
Bild 1<br />
Stand 30.05.2007<br />
1/1
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Bild 2<br />
Es wird dabei abwechselnd von oben und unten pro und contra die gleiche<br />
Anzahl von Schweißpunkten gesetzt. Bitte achten Sie auf optimale Argonabdeckung<br />
der Schweißstelle. Die Schweißstelle Richtung Argon-Düse<br />
orientieren. Die Schweißpunkte müssen metallisch glänzend erscheinen.<br />
Nun wird mit dem eigentlichen Verbindungsschweißen begonnen.<br />
Abwechselnd von oben und unten unter Zuhilfenahme von CoCr-Laserschweißdraht<br />
wird das Zulegematerial mit der 2. Seite des kleinen Verbinders verschweißt.<br />
Lasereinstellung: 290 V / 9 ms.<br />
Bild 3<br />
1/2
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Abschließend wird die Oberfläche mit einer weichen Poliereinstellung geglättet.<br />
Dies erfolgt entweder mit einer Lasereinstellung von 260 V und 9 ms durch<br />
leichtes Schräghalten des Objektes oder bei einem Lasergerät mit Fokusaufweitung<br />
durch eine Schweißeinstellung von 280 V und 10 ms bei einem ca. 2/3<br />
aufgeweitetem Laserstrahl (ca. Stellung 10).<br />
Abschließend wird die Schweißnaht mit den üblichen Hilfsmitteln ausgearbeitet<br />
und poliert.<br />
Das Modellgussgerüst wurde aus der CoCr-Modellgusslegierung remanium ®<br />
GM 800 (REF 102-200-00) hergestellt.<br />
Bild 4<br />
1/3
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
CoCr-Modellguss:<br />
Gebrochene Klammer<br />
Die Bruchstelle wird beidseitig mit Al 2 O 3 der Körnung 150 µ mattgestrahlt. Die<br />
gebrochene Klammer wird auf dem Modell in ihre korrekte Position gebracht<br />
und ggf. mit einem Tropfen Wachs am Gipsmodell fixiert. Mit einem Fixierungsschweißpunkt<br />
wird der abgebrochene Teil am Klammer oberarm fixiert:<br />
Lasereinstellung: 265 V / 5 ms.<br />
Der Bruchspalt wird unter Zuhilfenahme von kohlenstofffreiem CoCr-Laserschweißdraht<br />
(REF 528-200-00) verschweißt. Dabei wird mit dem Laserstrahl zu 1/3 auf<br />
die Spitze des Laserschweißdrahtes und zu 2/3 auf den Bruchspalt gezielt.<br />
Lasereinstellung: 280 V / 8 ms.<br />
Auf optimale Argonabdeckung der Schweißstelle achten. Die Schweißpunkte<br />
müssen metallisch glänzend erscheinen.<br />
Die Klammer wird abwechselnd von außen und innen geschweißt.<br />
In Form einer Schweißraupe wird ständig Laserschweißdraht in die Bruchstelle<br />
eingebracht.<br />
Bild 1<br />
2/1
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Durch das sogenannte Verschwemmen kann die Schweißstelle abschließend<br />
oberflächlich noch geglättet werden. (Entsprechende Vorgehensweise Punkt<br />
6.13 der zahntechnischen Arbeitsanleitung.).<br />
Abschließend wird die Schweißnaht mit den üblichen Hilfsmitteln ausgearbeitet<br />
und poliert.<br />
Das Modellgussgerüst wurde aus der CoCr-Modellgusslegierung remanium ®<br />
GM 800 (REF 102-200-00) hergestellt.<br />
Bild 2<br />
2/2
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
CoCr-Modellguss:<br />
Erweiterung mit gebogener Retention.<br />
Für die Erweiterung einer gegossenen Modellgussprothese mit einer gebogenen<br />
Drahtretention wird die Verwendung von Co-Basis-Drähten, wie Dentaurum<br />
Redur ® -Draht, empfohlen.<br />
Bei der Verwendung von halbrundem Redur ® Draht 1,75 x 0,9 mm (REF 528-158-00)<br />
wird zunächst mit einer Trennscheibe ein entsprechender Spalt in die Modellguss<br />
prothese eingeschliffen, in den der Redur ® Draht spaltfrei eingepasst wird.<br />
Die zu verschweißenden Stellen werden mit AI 2 O 3 der Körnung 150 µ mattgestrahlt.<br />
Mit einem Fixierpunkt wird der CoCr-Draht mit der Modellgussplatte<br />
zunächst fixiert.<br />
Lasereinstellung: 270 V/5 ms.<br />
Bild 1<br />
3/1
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Unter Zuhilfenahme von kohlenstofffreiem Laserschweißdraht (REF 228-200-00)<br />
werden die beiden Teile miteinander verschweißt, indem mit dem Laserstrahl zu<br />
1/3 auf die Spitze des Laserschweißdrahtes und zu 2/3 auf den Spalt gezielt wird.<br />
Lasereinstellung: 285 V/8 ms.<br />
Auf optimale Argonabdeckung der Schweißstelle achten. Die Schweißpunkte<br />
müssen metallisch glänzend erscheinen.<br />
Zunächst wird die Verbindungsstelle an der Oberseite komplett verschweißt und<br />
anschließend auf die gleiche Weise die gegenüberliegende Seite. Dabei wird in<br />
Form einer Schweißraupe ständig Laserschweißdraht in die Verbindungsstelle<br />
eingebracht.<br />
Bild 2<br />
3/2
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Durch das sogenannte Verschwemmen kann die Schweißstelle abschließend<br />
oberflächlich noch geglättet werden. (Entsprechende Vorgehensweise Punkt<br />
6.13 der zahntechnischen Arbeitsanleitung).<br />
Abschließend wird die Schweißnaht mit den üblichen Hilfsmitteln ausgearbeitet<br />
und poliert.<br />
Das UK Bügelgerüst wurde aus der CoCr-Modellgusslegierung remanium ® GM 800<br />
(REF 102-200-00) hergestellt.<br />
Bild 3<br />
3/3
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Kombinationsschweißung Modellgussplatte (CoCr) mit<br />
Sekundärteleskop (Au-Pt).<br />
Vorbereitung:<br />
An das Sekundärteleskop wird eine Retention in Form eines Konuszapfens zum<br />
<strong>Laserschweißen</strong> aus Wachs (REF 111-901-00) anmodelliert.<br />
Bild 1<br />
Bild 2<br />
4/1
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Über diese Retention wird die Modellgussplatte modelliert und okklusal und<br />
basal offen gestaltet. Für eine optimale Passung muss der Fügespalt möglichst<br />
klein gestaltet sein. Je passgenauer die Vorbereitung erstellt ist, desto besser<br />
ist die Passung nach vollendeter Schweißung. Die zu verschweißenden Teile<br />
werden mit AI 2 O 3 der Körnung 150 µ mattgestrahlt.<br />
Die Schweißung wird auf dem Meistermodell durchgeführt. Die ersten beiden<br />
Fixierungspunkte werden von okklusal so gesetzt, dass gegenüberliegend in der<br />
Mitte des Retentionszapfens geschweißt wird.<br />
Lasereinstellung: 270 V/4 ms.<br />
Auf optimale Argonabdeckung der Schweißstelle achten. Die Schweißpunkte<br />
müssen metallisch glänzend erscheinen.<br />
Anschließend wird die Arbeit vom Modell abgehoben und gegenüberliegend<br />
zwei entsprechende Fixierungspunkte von basal gesetzt.<br />
Lasereinstellung: 270 V/4 ms.<br />
Durch Zurücksetzen der nun fixierten Arbeit wird diese auf dem Meistermodell<br />
auf Passgenauigkeit kontrolliert.<br />
Bild 3<br />
4/2
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Durch abwechselndes Pro- und Contraschweißen von okklusal und basal wird die<br />
Verbindungsstelle anschließend vollständig mit erhöhter Leistung verschweißt.<br />
Lasereinstellung: 280 V/5 ms.<br />
Die Anzahl der sich gegenüberliegenden Schweißpunkte muss identisch sein.<br />
Sollte sich beim Schweißvorgang ein Verzug bemerkbar machen, so muss dieser<br />
sofort durch das Setzen von Contrapunkten ausgeglichen werden. Dabei kann<br />
die Anzahl der den Verzug ausgleichenden Schweißpunkte höher sein als die der<br />
vorher gesetzten Punkte.<br />
Bild 4<br />
In dieser Art und Weise wird zunächst eine Verbindungsstelle komplett fertiggeschweißt,<br />
bevor mit der Verschweißung der nächsten Sekundärkrone mit dem<br />
Modellgussgerüst begonnen wird. Dadurch ist eine ständige Passgenauigkeitskontrolle<br />
gewährleistet.<br />
Interdental wird die Verbindungsstelle mit niedriger Schweißleistung<br />
(270 V/4 ms) geschlossen.<br />
Die Sekundärkronen wurden aus der Legierung Orplid H von Hafner und die<br />
Modellgusskonstruktion aus der CoCr-Legierung remanium ® GM 700<br />
(REF 102-100-00) hergestellt.<br />
4/3
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
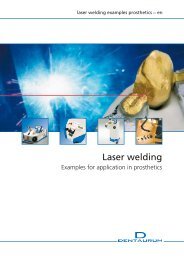
<strong>Laserschweißen</strong> von Galvanokronen. Verbindung mit anmodellierten<br />
und gegossenen Zwischengliedern.<br />
Vorbereitung:<br />
Bei der Modellation des Zwischengliedes wird die Gestaltung einer Ringklammer<br />
oder E-Klammer gleichmäßiger Stärke im okklusalen Drittel über die<br />
Galvano käppchen empfohlen.<br />
Der angegossene Teil wird mit AI 2 O 3 der Körnung 80<strong>–</strong>100 µ bei 3<strong>–</strong>4 bar Druck<br />
abgestrahlt. Die Galvanokäppchen werden mit einem schwarzen Filzstift mattiert.<br />
Wichtig:<br />
Auf spannungsfreien Sitz des Gerüstes auf den Kronen sowie eine möglichst geringe<br />
Spaltbreite zwischen Galvanokäppchen und gegossenem Gerüst achten!<br />
Bild 1<br />
Bei einer exakten Vorbereitung kann ohne Zuführungsdraht gearbeitet werden.<br />
Bei Einsatz von Draht sollte auf eine maximale Stärke von 0,4 mm geachtet<br />
werden. (Ideal 0,35 mm mattiert).<br />
Artgleiches Material ist Voraussetzung.<br />
Lasergrundeinstellparameter: 270 V/7 ms<br />
Fokus auf 0-Stellung<br />
(Bei Laser mit Fokusverstellung kann bei einer Einstellung von 290 V/6 ms<br />
eine breitere Schweißnaht erzielt werden, Fokushebel Stellung 8 bis 10<br />
(bei DL 2002 SFS) oder Fokusstellung 6 (bei Desktop oder Com4Laser).<br />
5/1
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Arbeitsschritte:<br />
1.) Gerüst spannungsfrei auf die Kronen setzen.<br />
2.) Die Fixierung erfolgt auf dem Meistermodell (siehe ). (Punkte )<br />
Einstellung: 270 V/4 ms<br />
Danach abnehmen und 4 Punkte mit gleicher Einstellung entgegensetzen.<br />
(Punkte )<br />
3.) Ziehen der Schweißnaht:<br />
Einstellung: 270 V/7 ms<br />
Bei grazilen Konstruktionen ermöglicht eine 2/3-Verschiebung des Fadenkreuzes<br />
auf das Ringklammergerüst eine sichere Schweißung (siehe ).<br />
Die Schweißnaht wird komplett mit 2/3-Überlappung an Ringklammerober- wie<br />
auch -unterseite ringsum gezogen.<br />
Bei Lasern mit Dauerschuss sollte eine Frequenz von zwei Hertz nicht überschritten<br />
werden.<br />
<br />
<br />
Bild 2<br />
Achtung:<br />
Um eine Verformung des Zervikalrandes zu vermeiden, sollte für die Schweißnaht<br />
ein Mindestabstand von 2 mm geschaffen werden. (Approximal nicht zu<br />
nah an die Präparationsgrenze modellieren.) Schweißnaht an einer Krone erst<br />
fertigstellen, bevor die nächste Krone verschweißt wird.<br />
5/2
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Die Galvanokronen wurden mit dem Hafner System hergestellt.<br />
Die Zwischenglieder wurden aus Orplid Keramik 2 gegossen (87,5% Au, 11% Pt).<br />
Pd-, Cu- und Ag-frei.<br />
Farbe: gelb.<br />
Bild 3<br />
5/3
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Bild 1<br />
<strong>Laserschweißen</strong> von Stegkonstruktionen mit Implantataufbaukomponenten<br />
Vorbereitung:<br />
Auf die Implantate werden die entsprechenden Aufbaukomponenten aufgeschraubt.<br />
Im vorliegenden Fall handelt es sich um die konischen Titanaufbauten und die<br />
Aus gleichshülse des Tiolox ® Implantatsystems.<br />
Bild 2<br />
Die präfabrizierten Konstruktionselemente sind als rematitan ® Steggelenk und<br />
rematitan ® Steggeschiebe in den Ausführungen micro und macro komplett mit<br />
rematitan ® Stegreiter und rematitan ® Retention bei Dentaurum erhältlich.<br />
Das Meistermodell wird zur Aufnahme des Paralas Parallelisierungs- und Fixiergerätes<br />
für die Laserschweißtechnik (REF 090-520-00) vorbereitet.<br />
In ein vorgefrästes Loch wird die Modellhülse mit Hilfe des Parallelometereinsatzes<br />
gemäß der vorher bestimmten Einschubrichtung festgegipst. Mit dem entsprechenden<br />
Parallelometereinsatz wird der Steg zwischen die Ausgleichshülsen eingesetzt<br />
und mit der konischen Titanfräse, maxi plus (REF 123-613-00) eingekürzt.<br />
6/1
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Bild 3<br />
Der rematitan ® Steg muss spannungsfrei, passgenau und spaltfrei auf Kontakt<br />
ein ge arbeitet werden.<br />
Anschließend werden die Schrauben der beweglichen Teile des Paralas fixiert.<br />
Die Verbindung von Steg und Aufbau wird mit einer Fixierschweißung begonnen.<br />
Dabei wird an einem Stegende zunächst vestibulär ein zentraler Schweißpunkt<br />
gesetzt.<br />
Lasereinstellung: Spannung: 250 V<br />
Pulsdauer: 3 ms<br />
Fokuslage: 0 Stellung<br />
Bild 4<br />
Auf optimale Argonabdeckung der Schweißstelle achten. Die Schweißpunkte<br />
müssen immer metallisch glänzend erscheinen.<br />
6/2
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Anschließend wird von oral mit der gleichen Leistungseinstellung ein Contrapunkt<br />
gesetzt.<br />
Der eigentliche Schweißvorgang wid dann abwechselnd von vestibulär und oral<br />
mit erhöhter Leistung geschweißt usw.<br />
Lasereinstellung: Spannung: 270 V<br />
Pulsdauer: 4 ms<br />
Fokuslage: 0 Stellung<br />
Achtung: es muss jeder einzelne Schweißpunkt gezielt durch einen Contrapunkt<br />
mit gleichen Einstellparametern von gegenüberliegend ausgeglichen werden!<br />
vestibulär<br />
<br />
<br />
<br />
<br />
<br />
<br />
oral<br />
1,2: Fixierschweißung<br />
3,4,5 usw: Verbindungsschweißung<br />
<br />
<br />
Bild 4<br />
Auf diese Weise wird der rematitan ® Steg ringsum mit der Ausgleichshülse<br />
verschweißt, bis eine durchgehende Schweißnaht mit zu 2/3 überlappenden<br />
Schweißpunkten entsteht.<br />
Jeder Steg wird zunächst nur mit einem Implantatpfosten verbunden. Erst<br />
danach wird bei jedem Steg jeweils das andere Ende verschweißt. Bei dieser<br />
Vorgehens weise ist eine ständige Passgenauigkeitskontrolle gewährleistet und<br />
die Gefahr eines Verzugs der Gesamtkonstruktion minimiert.<br />
6/3
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Bild 5<br />
Nach dem Schweißen wird die Stegkonstruktion mit dem rematitan ® Ausarbeitungsset<br />
(REF 135-500-00) ausgearbeitet und poliert.<br />
Bild 6<br />
Die rematitan ® Retentionen werden mit seitlich angesetzten Schweißpunkten<br />
auf die entsprechend gekürzten rematitan ® Reiter geschweißt.<br />
Lasereinstellung: Spannung: 270 V<br />
Pulsdauer: 1,5 ms<br />
Fokuslage: 0 Stellung<br />
6/4
<strong>Laserschweißen</strong> <strong>–</strong> <strong>Beispiel</strong> <br />
Durch die präfabrizierten Titanaufbaukomponenten ist eine exakte, kostengünstige<br />
und werkstoffkundlich einheitliche Versorgung möglich.<br />
Bild 7<br />
Fertiggestellte rematitan ® Stegkonstruktion mit aufgesetzten rematitan ® Reiter.<br />
rematitan ® Stegkomponenten:<br />
REF<br />
210-010-00 rematitan ® Steggelenk macro komplett 1 Packung<br />
210-011-00 rematitan ® Steggeschiebe macro komplett 1 Packung<br />
210-012-00 rematitan ® Stegreiter macro 1 Stück<br />
210-020-00 rematitan ® Steggelenk micro komplett 1 Packung<br />
210-021-00 rematitan ® Steggeschiebe micro komplett 1 Packung<br />
210-022-00 rematitan ® Stegreiter micro 1 Stück<br />
6/5
Turnstraße 31 · 75228 Ispringen · Germany · Telefon + 49 72 31 / 803 - 0 · Fax + 49 72 31 / 803 - 295<br />
www.dentaurum.de · E-Mail: info@dentaurum.de<br />
989- 818-10 Printed by Dentaurum Germany 10/09/B/R1-2