isy Handbuch 01-2000.pdf
isy Handbuch 01-2000.pdf
isy Handbuch 01-2000.pdf

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
7.0 SEMINAR BEISPIELE<br />
7.5 Seminar Beispiel 3<br />
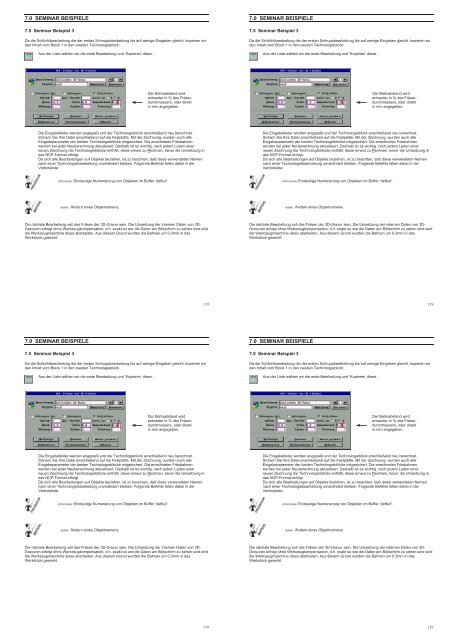
Da die Schlichtbearbeitung die der ersten Schruppbearbeitung bis auf wenige Eingaben gleicht, kopieren wir<br />
den Inhalt vom Block 1 in den zweiten Technologieblock:<br />
Aus der Liste wählen wir die erste Bearbeitung und ‘Kopieren’ diese.<br />
7.0 SEMINAR BEISPIELE<br />
7.5 Seminar Beispiel 3<br />
Da die Schlichtbearbeitung die der ersten Schruppbearbeitung bis auf wenige Eingaben gleicht, kopieren wir<br />
den Inhalt vom Block 1 in den zweiten Technologieblock:<br />
Aus der Liste wählen wir die erste Bearbeitung und ‘Kopieren’ diese.<br />
Der Bahnabstand wird<br />
entweder in % des Fräserdurchmessers,<br />
oder direkt<br />
in mm angegeben.<br />
Der Bahnabstand wird<br />
entweder in % des Fräserdurchmessers,<br />
oder direkt<br />
in mm angegeben.<br />
Die Eingabefelder werden angepaßt und der Technologieblock anschließend neu berechnet.<br />
Sichern Sie Ihre Datei anschließend auf die Festplatte. Mit der Zeichnung, wurden auch alle<br />
Eingabeparameter der beiden Technologieblöcke mitgesichert. Die errechneten Fräsbahnen<br />
werden bei jeder Neuberechnung aktualisiert. Deshalb ist es wichtig, nach jedem Laden einer<br />
neuen Zeichnung die Technologieblöcke enthält, diese erneut zu Rechnen, bevor die Umsetzung in<br />
das NCP-Format erfolgt.<br />
Da sich alle Bearbeitungen auf Objekte beziehen, ist zu beachten, daß diese verwendeten Namen<br />
nach einer Technologiebearbeitung unverändert bleiben. Folgende Befehle fallen dabei in die<br />
Verbotsliste:<br />
Die Eingabefelder werden angepaßt und der Technologieblock anschließend neu berechnet.<br />
Sichern Sie Ihre Datei anschließend auf die Festplatte. Mit der Zeichnung, wurden auch alle<br />
Eingabeparameter der beiden Technologieblöcke mitgesichert. Die errechneten Fräsbahnen<br />
werden bei jeder Neuberechnung aktualisiert. Deshalb ist es wichtig, nach jedem Laden einer<br />
neuen Zeichnung die Technologieblöcke enthält, diese erneut zu Rechnen, bevor die Umsetzung in<br />
das NCP-Format erfolgt.<br />
Da sich alle Bearbeitungen auf Objekte beziehen, ist zu beachten, daß diese verwendeten Namen<br />
nach einer Technologiebearbeitung unverändert bleiben. Folgende Befehle fallen dabei in die<br />
Verbotsliste:<br />
obrename Eindeutige Numerierung von Objekten im Buffer ‘defbuf’.<br />
obrename Eindeutige Numerierung von Objekten im Buffer ‘defbuf’.<br />
name Ändern eines Objektnamens.<br />
name Ändern eines Objektnamens.<br />
Die nächste Bearbeitung soll das Fräsen der 3D-Gravur sein. Die Umsetzung der internen Daten von 3D-<br />
Gravuren erfolgt ohne Werkzeugkompensation, d.h. exakt so wie die Daten am Bildschirm zu sehen sind wird<br />
die Werkzeugmaschine diese abarbeiten. Aus diesem Grund wurden die Bahnen um 0.3mm in das<br />
Werkstück gesenkt.<br />
Die nächste Bearbeitung soll das Fräsen der 3D-Gravur sein. Die Umsetzung der internen Daten von 3D-<br />
Gravuren erfolgt ohne Werkzeugkompensation, d.h. exakt so wie die Daten am Bildschirm zu sehen sind wird<br />
die Werkzeugmaschine diese abarbeiten. Aus diesem Grund wurden die Bahnen um 0.3mm in das<br />
Werkstück gesenkt.<br />
119<br />
119<br />
7.0 SEMINAR BEISPIELE<br />
7.5 Seminar Beispiel 3<br />
Da die Schlichtbearbeitung die der ersten Schruppbearbeitung bis auf wenige Eingaben gleicht, kopieren wir<br />
den Inhalt vom Block 1 in den zweiten Technologieblock:<br />
Aus der Liste wählen wir die erste Bearbeitung und ‘Kopieren’ diese.<br />
7.0 SEMINAR BEISPIELE<br />
7.5 Seminar Beispiel 3<br />
Da die Schlichtbearbeitung die der ersten Schruppbearbeitung bis auf wenige Eingaben gleicht, kopieren wir<br />
den Inhalt vom Block 1 in den zweiten Technologieblock:<br />
Aus der Liste wählen wir die erste Bearbeitung und ‘Kopieren’ diese.<br />
Der Bahnabstand wird<br />
entweder in % des Fräserdurchmessers,<br />
oder direkt<br />
in mm angegeben.<br />
Der Bahnabstand wird<br />
entweder in % des Fräserdurchmessers,<br />
oder direkt<br />
in mm angegeben.<br />
Die Eingabefelder werden angepaßt und der Technologieblock anschließend neu berechnet.<br />
Sichern Sie Ihre Datei anschließend auf die Festplatte. Mit der Zeichnung, wurden auch alle<br />
Eingabeparameter der beiden Technologieblöcke mitgesichert. Die errechneten Fräsbahnen<br />
werden bei jeder Neuberechnung aktualisiert. Deshalb ist es wichtig, nach jedem Laden einer<br />
neuen Zeichnung die Technologieblöcke enthält, diese erneut zu Rechnen, bevor die Umsetzung in<br />
das NCP-Format erfolgt.<br />
Da sich alle Bearbeitungen auf Objekte beziehen, ist zu beachten, daß diese verwendeten Namen<br />
nach einer Technologiebearbeitung unverändert bleiben. Folgende Befehle fallen dabei in die<br />
Verbotsliste:<br />
Die Eingabefelder werden angepaßt und der Technologieblock anschließend neu berechnet.<br />
Sichern Sie Ihre Datei anschließend auf die Festplatte. Mit der Zeichnung, wurden auch alle<br />
Eingabeparameter der beiden Technologieblöcke mitgesichert. Die errechneten Fräsbahnen<br />
werden bei jeder Neuberechnung aktualisiert. Deshalb ist es wichtig, nach jedem Laden einer<br />
neuen Zeichnung die Technologieblöcke enthält, diese erneut zu Rechnen, bevor die Umsetzung in<br />
das NCP-Format erfolgt.<br />
Da sich alle Bearbeitungen auf Objekte beziehen, ist zu beachten, daß diese verwendeten Namen<br />
nach einer Technologiebearbeitung unverändert bleiben. Folgende Befehle fallen dabei in die<br />
Verbotsliste:<br />
obrename Eindeutige Numerierung von Objekten im Buffer ‘defbuf’.<br />
obrename Eindeutige Numerierung von Objekten im Buffer ‘defbuf’.<br />
name Ändern eines Objektnamens.<br />
name Ändern eines Objektnamens.<br />
Die nächste Bearbeitung soll das Fräsen der 3D-Gravur sein. Die Umsetzung der internen Daten von 3D-<br />
Gravuren erfolgt ohne Werkzeugkompensation, d.h. exakt so wie die Daten am Bildschirm zu sehen sind wird<br />
die Werkzeugmaschine diese abarbeiten. Aus diesem Grund wurden die Bahnen um 0.3mm in das<br />
Werkstück gesenkt.<br />
Die nächste Bearbeitung soll das Fräsen der 3D-Gravur sein. Die Umsetzung der internen Daten von 3D-<br />
Gravuren erfolgt ohne Werkzeugkompensation, d.h. exakt so wie die Daten am Bildschirm zu sehen sind wird<br />
die Werkzeugmaschine diese abarbeiten. Aus diesem Grund wurden die Bahnen um 0.3mm in das<br />
Werkstück gesenkt.<br />
119<br />
119