Modellierung der Pressagglomeration feinkörniger, kohäsiver und ...
Modellierung der Pressagglomeration feinkörniger, kohäsiver und ...
Modellierung der Pressagglomeration feinkörniger, kohäsiver und ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Modellierung</strong> <strong>der</strong> <strong>Pressagglomeration</strong> <strong>feinkörniger</strong>, <strong>kohäsiver</strong> <strong>und</strong> kompressibler<br />
Schüttgüter<br />
Dissertation<br />
zur Erlangung des akademischen Grades<br />
Doktoringenieurin<br />
(Dr.-Ing.)<br />
von:<br />
Dipl.- Ing. Lilla Grossmann<br />
geb. am: 27.04.1977<br />
in:<br />
Szentes<br />
genehmigt durch die Fakultät für Verfahrens- <strong>und</strong> Systemtechnik<br />
<strong>der</strong> Otto-von-Guericke-Universität Magdeburg<br />
Gutachter:<br />
Prof. Dr.-Ing. habil. Jürgen Tomas<br />
Prof. Dr.-Ing. habil. Dr. h.c. Lothar Mörl<br />
weiteres Mitglied:<br />
Prof. Dr.-Ing. habil. Evangelos Tsotsas (Vorsitzende)<br />
eingereicht am: 13.06.2006<br />
Promotionskolloquium am: 15.12.2006
Vorwort<br />
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftliche Mitarbeiterin<br />
am Lehrstuhl für Mechanische Verfahrenstechnik <strong>der</strong> Otto-von-Guericke-Universität Magdeburg.<br />
An dieser Stelle möchte ich Herrn Professor Dr.-Ing. habil. Jürgen Tomas für das in mich<br />
gesetzte Vertrauen <strong>und</strong> vor allem für die mir von ihm gelassenen Freiräume danken. Seine<br />
wertvollen Anregungen, Hinweise <strong>und</strong> Erfahrungen trugen ganz wesentlich zum erfolgreichen<br />
Abschluss <strong>der</strong> Arbeit bei. Herrn Prof. Dr.-Ing. habil. Dr. h. c. Lothar Mörl (Institut für<br />
Apparate- <strong>und</strong> Umwelttechnik <strong>der</strong> Otto-von-Guericke-Universität) möchte ich für die Übernahme<br />
des Korreferates danken.<br />
Bei Herrn Professor Dr.-Ing. Karl Sommer (Lehrstuhl für Maschinen- <strong>und</strong> Apparatek<strong>und</strong>e <strong>der</strong><br />
Technischen Universität München) <strong>und</strong> dessen Mitarbeiterin Frau Dipl.-Ing. Daniela Herold<br />
möchte ich mich sehr herzlich für die Möglichkeit zur Durchführung von Versuchen mit <strong>der</strong><br />
Walzenpresse bedanken.<br />
Ebenso bedanke ich mich bei Herrn Prof. Dr.-Ing. Martin Heilmaier (Institut für Werkstoff<strong>und</strong><br />
Fügetechnik <strong>der</strong> Otto-von-Guericke-Universität) <strong>und</strong> bei dessen Mitarbeiterin Frau Dipl.-<br />
Ing. Gabriele Dietze für die Möglichkeit zur Durchführung diverser Versuchen mit den am<br />
Lehrstuhl vorhandenen Werkstoffprüfmaschinen.<br />
Herrn Dr. rer. nat. Sergej Aman möchte ich für die Hilfe bei <strong>der</strong> <strong>Modellierung</strong> <strong>der</strong> Verdichtung<br />
in einer Walzenpresse danken.<br />
Bei Herrn Dipl.-Ing. Peter Müller <strong>und</strong> den Mitarbeitern <strong>der</strong> Institutswerkstatt bedanke ich<br />
mich für die Unterstützung beim Aufbauen <strong>der</strong> Versuchsanlagen.<br />
Viele wissenschaftliche Hilfskräfte unterstützten mich bei meiner Arbeit. Beson<strong>der</strong>s hervorheben<br />
möchte ich die Arbeit von Herrn Dipl.-Ing. Peter Müller.<br />
Bei meinen Kolleginnen <strong>und</strong> Kollegen möchte ich mich für die vielen Anregungen <strong>und</strong> Vorschlägen<br />
bedanken. Die fre<strong>und</strong>liche Atmosphäre trug wesentlich zum Gelingen dieser Arbeit<br />
bei.<br />
Für die finanzielle Unterstützung danke ich dem Land Sachsen-Anhalt <strong>und</strong> <strong>der</strong> deutschen Forschungsgemeinschaft<br />
(DFG).
III<br />
INHALTVERZEICHNIS<br />
1. EINLEITUNG UND AUFGABESTELLUNG ...................................................... 1<br />
2. STAND DER TECHNIK ........................................................................................ 3<br />
2.1 Agglomerationsmaschinen ...................................................................................... 3<br />
2.2 <strong>Pressagglomeration</strong>smaschinen ............................................................................... 5<br />
2.2.1 Allgemeines ........................................................................................................ 5<br />
2.2.2 Walzenpressen .................................................................................................... 7<br />
2.2.2.1 Aufgabeorgane ................................................................................................. 7<br />
2.2.2.2 Walzen <strong>und</strong> <strong>der</strong>en Oberflächeprofile ............................................................... 7<br />
2.2.2.3 Die flexible Anpressvorrichtung ..................................................................... 8<br />
2.2.2.4 Entlüftungsverhalten von Walzenpressen ........................................................ 9<br />
3. STAND DES WISSENS .......................................................................................... 10<br />
3.1 Allgemeines ............................................................................................................. 10<br />
3.2 Gr<strong>und</strong>lagen <strong>der</strong> Schüttguttechnik ............................................................................ 13<br />
3.3 Verdichtung von Schüttgütern ................................................................................. 16<br />
3.4 Theorie nach Johanson ............................................................................................ 23<br />
3.4.1 Gr<strong>und</strong>lagen <strong>der</strong> Theorie ...................................................................................... 23<br />
3.4.2 Berechnung des Spannungsverlaufs im Walzenspalt ……................................. 24<br />
3.4.3 Geometrische Zusammenhänge im Walzenspalt ................................................ 27<br />
3.4.4 Bestimmung des Greifwinkels ............................................................................ 28<br />
3.4.5 Ermittlung des optimalen Betriebsverhaltens von Walzenpressen .................... 30<br />
4. VERSUCHSMATERIALIEN ................................................................................ 32<br />
4.1 Herkunft <strong>und</strong> Zusammensetzung ........................................................................ 32<br />
4.2 Granulometrie ..................................................................................................... 33<br />
4.3 Schüttgutdichte, Stampfdichte <strong>und</strong> Feststoffdichte............................................. 35<br />
5. MESSUNG DER FLIEß- UND KOMPRESSIONSEIGENSCHAFTEN IM<br />
MITTELDRUCKBEREICH ..................................................................................... 38<br />
5.1 Die Pressscherzelle .................................................................................................. 49<br />
5.2 Die Fließeigenschaften <strong>der</strong> untersuchten Schüttgüter ............................................. 41<br />
5.3 Die Kompressionseigenschaften <strong>der</strong> untersuchten Schüttgüter im Mitteldruckbereich<br />
............................................................................................................................... 44<br />
5.4 Energieaufnahme in <strong>der</strong> Scherzone ......................................................................... 46<br />
5.5 Äquivalentes Strömungsverhalten in <strong>der</strong> Scherzone ............................................... 50
IV<br />
5.6 Das Wandfließverhalten <strong>der</strong> untersuchten Schüttgüter ........................................... 52<br />
5.7 Partikelgrößenverteilung <strong>der</strong> untersuchten Schüttgüter ........................................... 53<br />
6. MESSUNG DER KOMPRESSIONSEIGENSCHAFTEN IM HOCH-<br />
DRUCKBEREICH ...................................................................................................... 54<br />
6.1 Literaturübersicht ..................................................................................................... 54<br />
6.2 Versuchsaufbau......................................................................................................... 57<br />
6.3 Ermittelte Kompressionseigenschaften im Hochdruckbereich ................................ 58<br />
6.3.1 Einfluss des Pressdruckes ................................................................................... 58<br />
6.3.2 Einfluss <strong>der</strong> Verdichtungsgeschwindigkeit ........................................................ 59<br />
6.3.3 Einfluss <strong>der</strong> Pulverbetthöhe ................................................................................ 59<br />
6.3.4 Einfluss <strong>der</strong> Schüttguttemperatur ...................................................................... 60<br />
6.4 Auswertung <strong>der</strong> Druck-Weg-Kurven ..................................................................... 61<br />
6.5 Ermittlung <strong>der</strong> Festigkeit <strong>der</strong> Tabletten ................................................................... 63<br />
6.6 Verpressbarkeit <strong>der</strong> untersuchten Schüttgüter ......................................................... 70<br />
6.7 Primärpartikelgrößenverteilung in den Tabletten .................................................... 72<br />
6.8 <strong>Modellierung</strong> des Verdichtungsvorganges .............................................................. 72<br />
7. KOMPAKTIONSVERSUCHE MIT EINER WALZENPRESSE ...................... 76<br />
7.1 Literaturübersicht ..................................................................................................... 76<br />
7.2 Aufbau <strong>der</strong> Versuchsanlage ..................................................................................... 81<br />
7.2.1 Die Walzenpresse ............................................................................................... 82<br />
7.2.1.1 Die Walzenoberfläche ..................................................................................... 82<br />
7.2.1.2 Das Anpresssystem .......................................................................................... 83<br />
7.2.1.3 Die För<strong>der</strong>schnecke ......................................................................................... 83<br />
7.2.2 Die Messtechnik ................................................................................................. 84<br />
7.2.2.1 Messung des Durchsatzes ................................................................................ 84<br />
7.2.2.2 Messung <strong>der</strong> Drehzahl <strong>der</strong> För<strong>der</strong>schnecke ..................................................... 84<br />
7.2.2.3 Messung <strong>der</strong> Spaltweite ................................................................................... 85<br />
7.2.2.4 Messung <strong>der</strong> Schneckenkraft ........................................................................... 86<br />
7.2.2.5 Messung des Walzendruckes ........................................................................... 86<br />
7.2.2.6 Messdatenerfassung ......................................................................................... 87<br />
7.3 Diskussion <strong>der</strong> Messergebnisse mit <strong>der</strong> Walzenpresse ........................................... 88<br />
7.3.1 Untersuchung des Einflusses von Geschwindigkeitsverhältnis <strong>und</strong><br />
Hydraulikdruck .................................................................................................. 88<br />
7.3.2 Untersuchung des Druckverlaufes im Walzenspalt ............................................ 93
V<br />
7.3.3 Untersuchung des Vordruckes ......................................................................... 97<br />
7.3.4 Ermittlung <strong>der</strong> Schülpendichte ........................................................................... 97<br />
7.3.5 Ermittlung <strong>der</strong> Schülpenfeuchte ......................................................................... 99<br />
7.3.6 Größenverteilung <strong>der</strong> Primärpartikel in <strong>der</strong> Schülpe .......................................... 99<br />
7.4 Massen- <strong>und</strong> Energiebilanz einer Walzenpresse ..................................................... 100<br />
7.4.1 Berechnung des Anfangswinkels .......................................................................... 100<br />
7.4.2 Berechnung von Anpresskraft <strong>und</strong> Verdichtungsarbeit ........................................ 102<br />
8. NUMERISCHE MODELLIERUNG DER VERDICHTUNG IN EINER<br />
WALZENPRESSE ................................................................................................... 105<br />
8.1 Stand des Wissens .................................................................................................... 105<br />
8.2 Aufstellung eines Gleichungssystems zur Beschreibung <strong>der</strong> Verdichtung in einer<br />
Walzenpresse ........................................................................................................... 107<br />
8.3 Ermittlung <strong>der</strong> Randbedingungen ............................................................................ 109<br />
8.4 Lösung des Gleichungssystems mit MATLAB ....................................................... 111<br />
8.5 Vergleich <strong>der</strong> Ergebnisse <strong>der</strong> <strong>Modellierung</strong> <strong>und</strong> <strong>der</strong> Versuche .............................. 113<br />
9. ZUSAMMENFASSUNG, SCHLUSSFOLGERUNGEN UND AUSBLICK ...... 118<br />
10. LITERATUR .......................................................................................................... 120<br />
SYMBOLVERZEICHNIS .......................................................................................... 128<br />
ANHANG ...................................................................................................................... 131
VI<br />
ZUSAMMENFASSUNG<br />
Ein wichtiger Agglomerationsprozess ist die <strong>Pressagglomeration</strong> durch Walzendruck in Walzenpressen.<br />
Dabei erfolgt die Verdichtung <strong>und</strong> Verpressung des Schüttgutes im Spalt zweier<br />
gegenläufig rotieren<strong>der</strong> Walzen. Das Prozessergebnis wird wesentlich von den Fließeigenschaften<br />
des Aufgabegutes bestimmt. Ebenso wie das Fließverhalten wird auch die Verdichtbarkeit<br />
<strong>und</strong> Verpressbarkeit von Schüttgütern von den Haftkräften zwischen den Einzelpartikeln<br />
dominiert. Die wichtigsten Auslegungsparameter von Walzenpressen lassen sich auf charakteristische<br />
Schüttguteigenschaften, wie Kompressibilität, Reibungswinkel des stationären<br />
Fließens <strong>und</strong> Wandreibungswinkel, zurückführen. Ziel dieser Arbeit waren daher Gr<strong>und</strong>lagenuntersuchungen<br />
zum Fließverhalten von kohäsiven Pulvern unter mittleren bis hohen Drücken.<br />
Dafür wurde eine Pressscherzelle konstruiert <strong>und</strong> erprobt. Die Messapparatur ermöglichte<br />
die Messung <strong>der</strong> Fließeigenschaften von trockenen Schüttgütern unter vergleichsweise<br />
hohen Normalspannungen. Parallel zu diesen Scherversuchen wurden experimentelle Untersuchungen<br />
zur Bestimmung <strong>der</strong> Verdichtungseigenschaften von kohäsiven Schüttgütern in<br />
einer Hydraulikpresse durchgeführt. Unter Anwendung dieser Ergebnisse wurde ein zweidimensionales<br />
numerisches Modell zur Beschreibung <strong>der</strong> Walzenkompaktierung entwickelt.<br />
Damit war es möglich, die Spannungs- <strong>und</strong> Dichteverteilung im Walzenspalt unter Berücksichtigung<br />
<strong>der</strong> Massenbilanz zu berechnen. Zur Bewertung des Modells wurden die Ergebnisse<br />
mit den Experimenten verglichen, die am Lehrstuhl für Maschinen- <strong>und</strong> Apparatek<strong>und</strong>e<br />
an <strong>der</strong> TU München durchgeführt wurden.
VII<br />
ABSTRACT<br />
An important agglomeration process is the press agglomeration by roller press. The compression<br />
of the bulk material takes place in the gap of two in opposite directions rotating rollers.<br />
The results of the process are f<strong>und</strong>amentally influenced by the flow properties of the pow<strong>der</strong><br />
feed. The most essential design parameters of roller presses can be referred to characteristic<br />
pow<strong>der</strong> properties, like stationary angle of internal friction, compressibility index, and angle<br />
of wall friction. A goal of this work was therefore to study basically the flow properties of<br />
cohesive pow<strong>der</strong>s un<strong>der</strong> medium to high pressures. For it a press shear cell was designed as a<br />
direct shear tester to measure the flow properties of dry cohesive pow<strong>der</strong>s in the medium<br />
pressure range. Parallel to these shear tests, experimental investigations were carried out to<br />
determine of the compression characteristics of cohesive bulk materials in a hydraulic press.<br />
With application of these results a two dimensional numeric model was developed to describe<br />
the roller compaction. Taking into consi<strong>der</strong>ation of the mass balance the stress and density<br />
distribution in the roller gap were calculated. For the evaluation the model results are compared<br />
with that experiments, which were accomplished with a pilot-scale roller press at the<br />
Department of Process Engineering of the TU Munich.
Einleitung <strong>und</strong> Aufgabestellung 1<br />
1. EINLEITUNG UND AUFGABESTELLUNG<br />
In den unterschiedlichen Industriezweigen, wie <strong>der</strong> chemischen, pharmazeutischen, Lebensmittel-,<br />
Futtermittel-, Baustoff- <strong>und</strong> <strong>der</strong> Keramikindustrie sowie <strong>der</strong> Energiewirtschaft, <strong>der</strong><br />
Umweltschutztechnik <strong>und</strong> auch in <strong>der</strong> Elektroindustrie finden pulverförmige Güter ihre Anwendung.<br />
Die Menge <strong>und</strong> Vielzahl <strong>der</strong> Schüttgüter nimmt ebenso zu wie die Anfor<strong>der</strong>ungen<br />
an das Lagern, För<strong>der</strong>n <strong>und</strong> Dosieren. Die Agglomeration wird häufig angewendet, um ein<br />
besseres Fließ-, Transport- <strong>und</strong> Dosierverhalten, gute Riesel- <strong>und</strong> Streufähigkeit, Staubfreiheit<br />
o<strong>der</strong> bessere Durchströmbarkeit von Schüttgüter zu erzielen. Die Agglomeration macht es<br />
sich zur Aufgabe aus feinteiligen Stoffen gröbere herzustellen. So werden aus Schüttgütern<br />
<strong>und</strong> Pulvern durch Verdichten Agglomerate geformt. Die Gr<strong>und</strong>lagen für die Bindungen <strong>der</strong><br />
einzelnen Partikel in gasförmiger Umgebung hat Rumpf erklärt [1], [2].<br />
Die Agglomerationsprozesse lassen sich in drei Gruppen einteilen:<br />
- Aufbauagglomeration<br />
- <strong>Pressagglomeration</strong><br />
- Sintern<br />
p<br />
W<br />
v<br />
a, b,<br />
p<br />
c,<br />
Q<br />
Q<br />
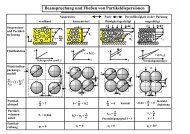
Abbildung 1: Wirkprinzipien <strong>der</strong> Agglomeration<br />
a, Aufbauagglomeration<br />
b, <strong>Pressagglomeration</strong><br />
c, Sintern
Einleitung <strong>und</strong> Aufgabestellung 2<br />
Bei <strong>der</strong> Aufbauagglomeration (Feuchtgranulierung) wird das Pulver mit benetzenden niedrigviskosen<br />
Flüssigkeiten so gemischt, dass sich kapillare Bindungen zwischen den Partikeln<br />
bilden [3]. Bei <strong>der</strong> <strong>Pressagglomeration</strong> werden mit Presswerkzeugen auf ein trockenes<br />
Schüttgut so große äußere Kräfte ausgeübt, dass sich aus den Punktkontakten zwischen den<br />
Partikeln des Schüttgutes sehr viele flächenhafte Kontakte ausbilden. Sintern ist ein termischer<br />
Prozess, bei dem die Temperatur an den Kontaktstellen zwischen den Partikeln des<br />
Haufwerks in <strong>der</strong> Nähe <strong>der</strong> Schmelztemperatur liegt. Aus dem geschmolzenen Material entstehen<br />
Festkörperbrücken zwischen den Partikeln.<br />
Ein wichtiger Agglomerationsprozess ist die <strong>Pressagglomeration</strong> in Walzenpressen. Die Anwendungsgebiete<br />
<strong>der</strong> <strong>Pressagglomeration</strong> durch Walzenpressen sind sehr vielseitig, weil sowohl<br />
stark wärme- <strong>und</strong> druckempfindliche als auch korrodierende o<strong>der</strong> giftige Materiale verarbeitet<br />
werden können [4], [5]. Das Schüttgut wird zwischen zwei gegeneinan<strong>der</strong> drehenden<br />
Walzen eingezogen <strong>und</strong> im Walzenspalt kompaktiert. Durch diesen Vorgang wird das Material<br />
um das 1,5-3fache verdichtet [6]. Obwohl die Technik über einhun<strong>der</strong>t Jahre alt ist, herrscht<br />
meist noch eine empirische Auslegungsmethodik vor. Die Wirkungsweise einer Reihe von<br />
Prozessgrößen ist noch nicht vollkommen aufgeklärt. Um Walzenpressen zu noch weiteren<br />
Anwendungen zu verhelfen <strong>und</strong> um die Funktion bestehen<strong>der</strong> Anlagen zu verbessern, ist es<br />
unbedingt notwendig, die gr<strong>und</strong>legenden Zusammenhänge zwischen Schüttguteigenschaften<br />
<strong>und</strong> Prozessgrößen <strong>der</strong> <strong>Pressagglomeration</strong> zu untersuchen <strong>und</strong> zu verstehen.<br />
Der Gegenstand dieser Arbeit war folglich, den Einfluss <strong>der</strong> Fließeigenschaften <strong>und</strong> damit <strong>der</strong><br />
Haftkräfte zwischen den Einzelpartikeln auf die Auslegungsparameter von Walzenpressen zu<br />
untersuchen. Die Fließeigenschaften <strong>der</strong> Versuchsmaterialien wurden mit <strong>der</strong> Pressscherzelle<br />
im Mitteldruckbereich gemessen <strong>und</strong> diese Ergebnisse wurden bei <strong>der</strong> numerischen <strong>Modellierung</strong><br />
<strong>der</strong> Verdichtung in einer Walzenpresse angewandt. Basierend auf den experimentellen<br />
Ergebnissen <strong>und</strong> den theoretischen Betrachtungen wurden physikalisch begründete Auslegungsrichtlinien<br />
für Walzenpressen erarbeitet.
Stand <strong>der</strong> Technik 3<br />
2. STAND DER TECHNIK<br />
2.1 Agglomerationsmaschinen<br />
Beim Agglomerieren werden aus feineren Partikeln durch das Wirksamwerden von Bindekräften<br />
gröbere erzeugt [7]. Da es eine sehr große Zahl an Agglomerationsmaschinen gibt,<br />
war eine Klassifizierung notwendig. Diese hat Ries [8] in seiner Arbeit dargestellt. In<br />
Tabelle 1 wird seine nach Heinze [9] vereinfachte Klassifizierung gezeigt.<br />
Die erste Gruppe <strong>der</strong> Agglomerationsmaschinen ist durch eine rollende Bewegung <strong>und</strong> eine<br />
gleichzeitige Granulierflüssigkeitszugabe charakterisiert. Die bekannteste Agglomerationsmaschine<br />
in dieser Gruppe ist <strong>der</strong> Granulierteller. Granulierteller sind flache zylindrische Gefäße,<br />
die um eine 45° - 55° gegen die Horizontale geneigte Drehachse rotieren [3], [9]. Nach <strong>der</strong><br />
Bildung von Granulationskeimen o<strong>der</strong> -kernen entstehen wachsende Agglomerate begünstigt<br />
durch die Granulierflüssigkeitszugabe <strong>und</strong> durch den Schneeballeffekt.<br />
Die zweite Gruppe <strong>der</strong> Agglomerationsmaschinen erzeugt Agglomerate durch Trocknungsvorgänge.<br />
Sie kommen zum Einsatz, wenn die Granulatherstellung aus flüssigen Suspensionen<br />
o<strong>der</strong> Lösungen erfolgen soll. Zu den bekanntesten Maschinen dieser Gruppe gehören die<br />
Wirbelschichtgranuliertrockner: In ein diffusorartig ausgebildetes Reaktionsgefäß wird ein<br />
angefeuchtetes o<strong>der</strong> pastöses Material o<strong>der</strong> flüssige Stoffe von oben aufgegeben. Im konischen<br />
Teil werden diese durch seitlich eingeführte Heißluft gleichzeitig getrocknet <strong>und</strong> agglomeriert<br />
[8].<br />
Nach <strong>der</strong> Modifizierung von Mischern können Schüttgüter in einem bestimmten Feuchtigkeitsbereich<br />
o<strong>der</strong> durch Schmelzgranulierung agglomerieren. Diese modifizierten Mischer<br />
gehören zur dritten Gruppe. Eine typische Agglomerationsmaschine innerhalb dieser Gruppe<br />
ist <strong>der</strong> Heizmischer. Er wird für die Herstellung von rieselfähigen PVC-Mischungen verwendet.<br />
Das Erwärmen erfolgt durch Mischreibungswärme <strong>und</strong>/o<strong>der</strong> zusätzlich mit Heißwasser<br />
o<strong>der</strong> -öl. Bei einer bestimmten Temperatur kleben die Partikel zu gröberen Agglomeraten<br />
zusammen [8].<br />
Zu <strong>der</strong> vierten Gruppe gehören die Agglomerationsmaschinen, die Agglomerate durch Abkühlung<br />
aus geschmolzenen Stoffen o<strong>der</strong> aus heißen gesättigten Lösungen (Kristallisation)<br />
herstellen. Die bekannteste Maschine ist die Kühlwalze. Der Kühlzylin<strong>der</strong> wird in seinem<br />
Innern durch eine Kühlflüssigkeit temperiert.<br />
In <strong>der</strong> fünften Gruppe befinden sich die Maschinen, in denen die Granulation unter hohem<br />
Druck stattfindet. Die bekannteste Maschine ist die Walzenpresse (Kapitel 2.2.2).
Stand <strong>der</strong> Technik 4<br />
Tabelle 1: Klassifizierung <strong>der</strong> Agglomerationsmaschinen nach Ries [8]<br />
Mikropropzess Beschreibung Beispiele<br />
Rollende Bewegung <strong>und</strong><br />
Granulierflüssigkeit<br />
Trocknung flüssiger o<strong>der</strong><br />
feuchter Stoffe<br />
Die Granulierung erfolgt durch rollende<br />
Bewegung in Trommeln, Tellern <strong>und</strong><br />
ähnlichen Behältern sowie durch Einwirkung<br />
von Vibration. Zur Granulatbildung<br />
wird Granulierflüssigkeit<br />
zugesetzt. Beson<strong>der</strong>s feinkörnige Stoffe<br />
können gegebenfalls durch Anwendung<br />
von Vakuum granuliert werden.<br />
Granulieren flüssiger o<strong>der</strong> feuchter<br />
Stoffe in geeigneten Trockenungseinrichtungen<br />
bei denen neben <strong>der</strong> reinen<br />
Trocknungswirkung auch eine<br />
Verformung stattfindet.<br />
Granulierteller<br />
schnelles Mischen<br />
Zugabe schmelzbarer<br />
Stoffe<br />
(Schmelzen <strong>und</strong><br />
Erstarren)<br />
Kompaktieren <strong>und</strong><br />
Brikettieren<br />
Granulierung in Mischgeräten durch<br />
Zugabe von Feuchtigkeit o<strong>der</strong> im<br />
heißplastischen Bereich durch hohe<br />
spezifische Energieeinleitung.<br />
Granulierung von schmelzbaren o<strong>der</strong><br />
geschmolzenen Stoffen mit Luft- o<strong>der</strong><br />
Flüssigkeitskühlung.<br />
Granulieren durch Verformung unter<br />
hohem Druck.<br />
Wirbelschichtgranuliertrockner<br />
Heizmischer<br />
0<br />
+<br />
Kühlwalzen<br />
Tablettenpresse<br />
Lochpressen<br />
Das Material wird unter Druck durch<br />
Löcher gepreßt.<br />
Brikettieren<br />
Trommelwalzengranulator
Stand <strong>der</strong> Technik 5<br />
Zu <strong>der</strong> sechsten Gruppe gehören die Lochpressen. Bei <strong>der</strong> Extrusion wird das Material durch<br />
Löcher gepresst <strong>und</strong> anschließend durch Abstreifer verschiedener Art zu Pellets abgeschnitten.<br />
Eine typische Agglomerationsmaschine dieser Gruppe ist <strong>der</strong> Trommelwalzengranulator.<br />
Er besteht aus einer gelochten rotierenden Trommel. Das Aufgabegut wird mit Hilfe von vier<br />
innen angeordneten Druckwalzen durch die Löcher gepresst.<br />
2.2 <strong>Pressagglomeration</strong>smaschinen<br />
2.2.1 Allgemeines<br />
Bei den <strong>Pressagglomeration</strong>smaschinen erfolgt die Agglomeration durch Verformung unter<br />
hohem Druck. Für die Übertragung dieser hohen Druckkräfte werden zwei Presswerkzeuge,<br />
entwe<strong>der</strong> Stempel o<strong>der</strong> Walzen angewendet. Nach Ries [8] gehören Walzen-, Ringwalzen-,<br />
Kugel- sowie Drehtisch- <strong>und</strong> Tablettenpressen zu den <strong>Pressagglomeration</strong>smaschinen. Die<br />
wichtigsten Maschinen dieser Gruppe sind die Tablettenpressen <strong>und</strong> die Walzenpressen. Tablettenpressen<br />
finden ihre Anwendung hauptsächlich in <strong>der</strong> pharmazeutischen Industrie. Walzenpressen<br />
werden in Produktionsbereichen eingesetzt, bei denen niedrige Investitions- <strong>und</strong><br />
Betriebskosten wichtiger sind als die absolute Gleichförmigkeit des Produkts [10]. Die Kompression<br />
<strong>der</strong> Schüttgüter erfolgt im Spalt zwischen zwei Walzen. Dieser Vorgang wird Kompaktieren<br />
o<strong>der</strong> Brikettierung genannt. Kompaktoren existieren in zwei verschiedenen Bauarten:<br />
erstens mit festgelegter Spaltweite <strong>und</strong> zweitens die, die eine variable Spaltweite wegen<br />
einer beweglichen Walze ermöglichen. In <strong>der</strong> Pharmazie- <strong>und</strong> Lebensmittelindustrie werden<br />
oft starr gelagerte Maschinen eingesetzt. Die Kompaktoren mit flexiblem Anpresssystem sind<br />
bei Prozessen, bei denen Gleichartigkeit in <strong>der</strong> Produktqualität (z.B. Porosität) wichtig ist,<br />
angewendet. Zentrale Konstruktionselemente dieser Maschinen sind die beiden mit gleicher<br />
Geschwindigkeit gegeneinan<strong>der</strong> drehenden gleichgroßen Walzen (Festwalze <strong>und</strong> Loswalze),<br />
die För<strong>der</strong>schnecken zum Aufgeben des Schüttguts <strong>und</strong> ein flexibles Anpresssystem zur Vorspannung<br />
<strong>der</strong> Loswalze. Industriell werden Walzenpressen mit Walzendurchmessern von<br />
150 mm bis 1400 mm bei einer Walzenbreite bis zu 1500 mm hergestellt. Die Antriebsleistungen<br />
betragen 1 kW – 1000 kW bei Presskräften bis zu 10 000 kN (siehe Tabelle 2). Das<br />
Schüttgut wird üblicherweise von oben zugeführt <strong>und</strong> zwischen zwei horizontal nebeneinan<strong>der</strong><br />
angeordneten Walzen kompaktiert. Bei den Walzenpressen ist auch eine senkrechte Ausführung<br />
möglich, wobei die beiden Walzen übereinan<strong>der</strong> angeordnet sind. In diesem Fall wird<br />
das Schüttgut seitlich zugeführt.
Tabelle 2: Einige Daten mo<strong>der</strong>ner Walzenpressen<br />
Typ/<br />
Hersteller<br />
WP<br />
50N/75<br />
Alexan<strong>der</strong>werk<br />
WP 1000 V<br />
Alexan<strong>der</strong>werk<br />
CS 25<br />
Hosokawa Bepex<br />
K 300/200<br />
Hosokawa Bepex<br />
K 40<br />
Köppern<br />
K 500<br />
Köppern<br />
Presskraft<br />
in kN<br />
125<br />
700<br />
250<br />
300<br />
Walzendurchmesser<br />
in mm<br />
Walzenbreite<br />
in mm<br />
Walzenumfangsgeschwindigkeit<br />
in m/s<br />
Durchsatz<br />
in t/h<br />
Leistungsbedarf<br />
in kW<br />
Spezifische<br />
Energiebedarf<br />
in kWh/t<br />
Anwendungsgebiete<br />
Literaturquelle<br />
152 75 0,063 0,04-0,08 1,5 18,8-37,5 Pharmazeutische<br />
[11]<br />
Industrie<br />
1000 660 1 75 400 5,3 Chemische [11]<br />
Industrie<br />
228 40-64 keine Daten 0,1-0,3 11 37-110 Chemische [12]<br />
Industrie<br />
300 150-300 keine Daten 0,1-1,5 30 20-300 Nahrungsmittel [12]<br />
Industrie<br />
1600 300 keine Daten keine Daten 5-15 keine Daten keine Daten Aufbereitungsindustrie<br />
[13]<br />
10 400 500 keine Daten keine Daten 40-120 keine Daten keine Daten Aufbereitungsindustrie<br />
[13]<br />
6
Stand <strong>der</strong> Technik 7<br />
2.2 Walzenpressen<br />
2.2.2.1 Aufgabeorgane<br />
Das Schüttgut kann den Walzen mit Hilfe <strong>der</strong> Schwerkraft durch einen Fülltrichter o<strong>der</strong> ein<br />
Aufgabeorgan zugeführt werden. Als Aufgabeorgan wird am häufigsten eine För<strong>der</strong>schnecke<br />
angewendet. Die Auswahl <strong>der</strong> Materialaufgabeeinrichtung ist von den Fließeigenschaften <strong>und</strong><br />
von <strong>der</strong> Schüttgutdichte des Aufgabegutes abhängig [9]. Wenn das Aufgabegut leicht fließend<br />
ist, kann die gleichmäßige Aufgabe mit einem Fülltrichter gesichert werden. Wenn die<br />
Schüttgutdichte zu gering ist o<strong>der</strong> das zu verpressende Material kohäsiv, wird eine För<strong>der</strong>schnecke<br />
verwendet. Die För<strong>der</strong>schnecke verrichtet gleichzeitig eine Entlüftungs- <strong>und</strong> Vorverdichtungsarbeit.<br />
Die Aufgabe mit dem Schneckenför<strong>der</strong>er hat neben dem zusätzlichen<br />
Druckaufbau die bessere Dosierfähigkeit zum Vorteil. Jedoch sollte beachtet werden, dass <strong>der</strong><br />
Massenstrom im Schneckenför<strong>der</strong>er <strong>der</strong> Kapazität <strong>der</strong> nachgeschalteten Walzenpresse angepasst<br />
werden muss. Ansonsten können fehlerhafte Betriebszustände auftreten, bei denen es oft<br />
zu Entmischungen o<strong>der</strong> Dichteschwankungen kommt. Durch die Schwankungen in <strong>der</strong> Materialzufuhr<br />
entsteht neben dem kompaktiertem Produkt auch viel unkompaktiertes Feingut.<br />
2.2.2.2 Walzen <strong>und</strong> <strong>der</strong>en Oberflächeprofile<br />
Eine Walzenoberfläche kann glatt sein o<strong>der</strong> mit offenen <strong>und</strong> geschlossenen Profilen hergestellt<br />
werden. Mit Glattwalzen <strong>und</strong> offenen Profilen können Schülpen produziert werden, die<br />
durch eine nachträgliche Zerkleinerung <strong>und</strong> Siebung zu Brechgranulat aufbereitet werden<br />
können. Die Schülpendicke ist von <strong>der</strong> Spaltweite abhängig. Die geschlossenen Profile erzeugen<br />
einzelne Formstücke mit definierter Korngröße <strong>und</strong> Kornform wie z.B. Briketts (siehe<br />
Abbildung 2). Das Ablöseverhalten ist vom Wandfließverhalten des Aufgabegutes abhängig.<br />
Die mit einem geschlossenen Profil hergestellten Briketts haben eine schlechtere Formtreue<br />
im Vergleich zu Tabletten, wodurch das Ablösen <strong>der</strong> Briketts von <strong>der</strong> Walze auch erschwert<br />
wird. Die Form des Profils beeinflusst das Ab- <strong>und</strong> Auslöseverhalten <strong>der</strong> Briketts. Am einfachsten<br />
sind Briketts mit Kissenform auszulösen (siehe Abbildung 2), da diese Brikettform<br />
im Vergleich zu Prismen weniger scharfe Kanten aufweisen. Das schlechte Ab- <strong>und</strong> Auslöseverhalten<br />
<strong>der</strong> fertigen Briketts o<strong>der</strong> <strong>der</strong> Schülpe kann fehlerhafte Betriebszustände verursachen.<br />
Die Briketts mit scharfen Kanten neigen zum Brechen. Dadurch entsteht mehr Feingut.<br />
Zusätzlich können die zurückgelassenen Stücke ankleben <strong>und</strong> die Verdichtungsverhältnisse
Stand <strong>der</strong> Technik 8<br />
verän<strong>der</strong>n. Dieser Effekt kann zur Überlastung von Konstruktionsteilen <strong>der</strong> Maschine führen<br />
[9].<br />
Walzenprofil Schülpenform Walzenprofil Brikettform<br />
a, glatt<br />
c, Prismenstumpf<br />
b, offen geriffelt<br />
d, Kissen<br />
Abbildung 2: Schematische Darstellung unterschiedlicher Walzenprofile <strong>und</strong> Brikettformen<br />
[14]<br />
2.2.2.3 Die flexible Anpressvorrichtung<br />
Eine <strong>der</strong> Walzen, die sogenannte Loswalze, ist verschiebbar gelagert. Mit Hilfe einer Anpressvorrichtung<br />
(Hydrauliksystem) kann bei schwankenden Produktmassenströmen ein sicherer<br />
Betriebszustand <strong>der</strong> Maschine gewährleistet werden. Die Anpressvorrichtung ist in den<br />
Rahmen eingebaut. Bei den Walzenpressen kommen zwei Arten von Anpressvorrichtungen<br />
zum Einsatz. Die erste Ausführung ist eine hydraulische Anpressvorrichtung. Sie ist in ihrer<br />
Herstellung teurer, aber durch die genauere Anpassung des Pressdruckes an das Produkt <strong>und</strong><br />
bei größeren Produktmengen können günstige Betriebszustände erreicht <strong>und</strong> Qualitätsschwankungen<br />
vermieden werden. Die zweite Ausführung bei Walzenpressen ist das Anpresssystem<br />
mit Fe<strong>der</strong>paketen. Sie sind günstiger in <strong>der</strong> Herstellung, was bei kleineren Maschinen<br />
sehr vorteilhaft ist [14].
Stand <strong>der</strong> Technik 9<br />
2.2.2.4 Entlüftungsverhalten von Walzenpressen<br />
Während <strong>der</strong> Agglomeration wird das Gut in den Walzenspalt eingezogen <strong>und</strong> kompaktiert.<br />
Das in den Hohlräumen eingeschlossene Gas strömt entgegen <strong>der</strong> Feststofftransportrichtung<br />
nach oben durch das Aufgabegut. Da das verdrängte Gas durch eine poröse Struktur transportiert<br />
werden muss, bauen sich dabei Gasdrücke auf. Aus diesem Gr<strong>und</strong> ist <strong>der</strong> Durchsatz von<br />
Walzenpressen nach oben begrenzt.<br />
Fehlerhafte Betriebszustände treten in <strong>der</strong> Praxis wie folgt auf [14]:<br />
- Im Walzenspalt wird das Gas durch vertikale Kanäle verdrängt. Dadurch entstehen<br />
Zonen auf <strong>der</strong> Walzenoberfläche auf denen das Produkt kompaktiert wird. An <strong>der</strong><br />
Stelle dieser Zonen tritt eine Spannungskonzentration auf. Dort entsteht ein überpresstes<br />
Produkt.<br />
- Das Gas verlässt den Walzenspalt nach unten, so dass abwechselnd kompaktiertes<br />
o<strong>der</strong> unkompaktiertes Produkt entsteht.<br />
- Es bildet sich ein gleichmäßiges Kompaktat aus, in dessen Inneren sich das mitgeführte<br />
Gas unter hohem Druck befindet. Nachdem die Agglomerate die Presse verlassen<br />
haben, platzen die frischen Briketts auf [9], [14].
Stand des Wissens 10<br />
3. STAND DES WISSENS<br />
3.1 Allgemeines<br />
In <strong>der</strong> Literatur findet sich eine größere Zahl experimenteller <strong>und</strong> theoretischer Arbeiten über<br />
die Funktionsweise <strong>und</strong> Auslegung von Walzenpressen. Die Ansätze sind in Tabelle 3 zusammengefasst.<br />
In den sechziger Jahren haben viele Autoren am Verpressen von Pulvern zu<br />
Schülpen mit Walzenpressen gearbeitet. Alle Autoren haben gr<strong>und</strong>sätzlich Spannungsprofile<br />
in Form einer Glockenkurve erhalten. Unterschiede können in <strong>der</strong> Wahl des Fließkriteriums<br />
<strong>und</strong> <strong>der</strong> Randbedingungen festgestellt werden.<br />
Eine experimentelle Untersuchung zur Pulverbewegung <strong>und</strong> Druckverteilung im Walzenspalt<br />
haben Vinogradov <strong>und</strong> Katashinskii [15], [16] veröffentlicht. Mit Hilfe <strong>der</strong> ermittelten Spannungsverläufe<br />
entwickelten sie eine Theorie zur Berechnung <strong>der</strong> Walzenkraft <strong>und</strong> <strong>der</strong> Antriebsleistung.<br />
Der Berechnungsansatz basiert auf dem Streifenmodell. Das Fließverhalten<br />
wurde mit Hilfe des Fließkriteriums von Tresca beschrieben. Diese Theorie ist für die Charakterisierung<br />
des plastischen Fließens von Metallkörpern geeignet <strong>und</strong> ist ein sehr einfacher<br />
Ansatz. Allerdings ist die Beschreibung <strong>der</strong> Verdichtung von Pulvern damit nur beschränkt<br />
möglich.<br />
In einer an<strong>der</strong>en Arbeit hat Katashinskii [17] stationäres Fließen angenommen. Man kann<br />
feststellen, dass beide Theorien wegen <strong>der</strong> Auswahl von unzutreffenden Fließkriterien <strong>und</strong> <strong>der</strong><br />
Vielzahl <strong>der</strong> erfor<strong>der</strong>lichen Anpassungsgrößen für die Praxis kaum verwendbar sind.<br />
Lee <strong>und</strong> Schwartz [18] verwandten das Fließkriterium von Mohr-Coulomb. Sie unterteilten<br />
den Walzenspalt in die Zone des freien Fließens, die Einzugszone <strong>und</strong> die Kompaktierzone<br />
siehe Abbildung 3. Auch dieser Ansatz basierte auf dem Streifenmodell. Die Kohäsion <strong>und</strong><br />
die innere Reibung des Schüttgutes wurden mit dem Walzenwinkel verknüpft <strong>und</strong> in Abhängigkeit<br />
vom jeweiligen Ort im Walzenspalt beschrieben. Die Autoren nahmen an, dass <strong>der</strong><br />
Wert des inneren Reibungswinkels quadratisch <strong>und</strong> die Kohäsion linear bis zur engsten Spaltbreite<br />
ansteigen. Auch mit diesem Modell ist die exakte Beschreibung des<br />
Verdichtungsvorganges in einer Walzenpresse nicht möglich. Aufgr<strong>und</strong> <strong>der</strong> Auswahl des<br />
Fließkriteriums findet es kaum Anwendung.
Stand des Wissens 11<br />
Abbildung 3: Zonen im Walzenspalt nach <strong>der</strong> Theorie von Lee <strong>und</strong> Schwartz [18]<br />
Johanson hat eine Theorie über den Zusammenhang von Materialeigenschaften von Schüttgütern<br />
<strong>und</strong> dem Druckaufbau im Walzenspalt von Walzenpressen in Abhängigkeit von den Maschinenbetriebsdaten<br />
entwickelt [19], [20], [21]. Seine Auslegungsmethode gilt für isotrope,<br />
kompressible Schüttgüter, <strong>der</strong>en Fließverhalten mit <strong>der</strong> von Jenike entwickelten Theorie für<br />
das Fließen <strong>kohäsiver</strong> Schüttgüter beschrieben werden kann. Johanson unterteilt den Verdichtungsvorgang<br />
im Walzenspalt in eine Gleit- <strong>und</strong> eine Haftzone (siehe Abbildung 4). In <strong>der</strong><br />
Gleitzone erfolgt eine Umorientierung <strong>und</strong> Verschiebung <strong>der</strong> Partikel untereinan<strong>der</strong>. In <strong>der</strong><br />
Haftzone herrschen elastische <strong>und</strong> plastische Deformationen <strong>der</strong> Partikel vor. Diese beiden<br />
Zonen lassen sich mit Hilfe des Greifwinkels θ G teilen.<br />
Abbildung 4: Gleit- <strong>und</strong> Haftzone im Walzenspalt
Tabelle 3: Ansätze zur Bestimmung <strong>der</strong> Spannungen im Walzenspalt [22]<br />
Autoren Ansatz Angewandte Fliesskriterien Annahmen <strong>und</strong> Randbedingungen Eingangsgrößen<br />
V.P. Katashinskii,<br />
G.A. Vinogradov<br />
[15], [16]<br />
V.P. Katashinskii,<br />
M.B. Shtern [17]<br />
R.-S. Lee,<br />
E.G. Schwartz [18]<br />
J.R.R. Johanson<br />
[19]<br />
Kräftegleichgewicht am<br />
Streifenelement<br />
nach Tresca<br />
- Voreilzone / Nacheilzone<br />
- Kohäsion τ c = 0<br />
- Schüttgut gleitet an Walzen<br />
- σ x , σ y sind Hauptnormalspannungen<br />
- Kreiselemente werden linearisiert<br />
Kräftegleichgewicht am nach Tresca,<br />
Streifenelement mit Abweichung<br />
stationäres Fließen<br />
Kräftegleichgewicht am nach Mohr- Coulomb<br />
Streifenelement<br />
Kräftegleichgewicht am nach Jenike für kohäsive<br />
Streifenelement, emp. Schüttgüter<br />
Verdichtungsfunktion,<br />
Charakteristikenmethode<br />
- Voreilzone / Nacheilzone<br />
- Kohäsion τ c = 0<br />
- Schüttgut gleitet an Walzen<br />
- σ x , σ y sind Hauptnormalspannungen<br />
- Kreiselemente werden linearisiert<br />
- stationäres Fließen in <strong>der</strong> Nacheilzone<br />
- Einzugszone / Kompaktierzone<br />
- σ x , σ y sind Hauptnormalspannungen<br />
- Kohäsion <strong>und</strong> innere Reibung sind von <strong>der</strong><br />
Geometrie des Walzenspaltes abhängig<br />
- Gleitzone/Haftzone<br />
- eff. Reibungswinkel ist konstant<br />
- Spannungsprofil an den Walzenoberflächen<br />
ist bekannt<br />
- Wandreibungskoeffizient ist konstant<br />
- Einzugswinkel<br />
- Wandreibungskoeffizient<br />
- geometrische Form<br />
- Walzenspalt<br />
- maximale Normalspannung<br />
- Einzugswinkel<br />
- Wandreibungskoeffizient<br />
- geometrische Form<br />
- Walzenspalt <strong>und</strong> Vordruck<br />
- maximale Normalspannung<br />
- Fließspannung wird eingeführt<br />
- Kohäsion <strong>und</strong> innere Reibung des<br />
unverfestigten <strong>und</strong> verfestigten<br />
Schüttgutes<br />
- Wandreibungskoeffizient<br />
- geometrische Form<br />
- Walzenspalt<br />
- Vordruck am Eintritt in den<br />
Walzenspalt<br />
- Wandreibungskoeffizient,<br />
- eff. Reibungswinkel<br />
- Kompressibilitätskoeffizient K<br />
- geometrische Form<br />
12
Stand des Wissens 13<br />
3.2 Gr<strong>und</strong>lagen <strong>der</strong> Schüttguttechnik<br />
Unter dem Fließen von Schüttgütern versteht man die irreversible plastische Deformation<br />
eines Schüttgutelements unter Druck. Auf die Fließeigenschaften haben die Schüttguteigenschaften<br />
bzw. Partikeleigenschaften großen Einfluss.<br />
Partikeleigenschaften: - Schüttgutart<br />
- Partikelform <strong>und</strong> Partikelgröße<br />
- Partikelgrößenverteilung<br />
Zum besseren Verständnis des Fließens wird zuerst <strong>der</strong> Beanspruchungszustand eines Volumenelementes<br />
untersucht (siehe Abbildung 5). Zuerst wird angenommen, dass das ausgewählte<br />
Element homogen <strong>und</strong> isotrop ist. Es wird durch Druck- <strong>und</strong> Schubspannungen beansprucht.<br />
σ y<br />
τ yx<br />
dy<br />
dx<br />
∂<br />
xy<br />
τ<br />
xy<br />
+ τ<br />
∂x<br />
dx<br />
σ x<br />
∂<br />
x<br />
σ<br />
x<br />
+ σ<br />
∂x<br />
dx<br />
τ xy<br />
∂<br />
yx<br />
τ<br />
yx<br />
+ τ dy<br />
∂y<br />
∂<br />
y<br />
σ<br />
y<br />
+ σ<br />
∂y<br />
dy<br />
Formfaktor m =1<br />
dz = 1<br />
Abbildung 5: Ebener Spannungszustand [39]<br />
Um den Beanspruchungszustand besser zu beschreiben, muss das Fließkriterium vom willkürlich<br />
wählbaren Achsenkreuz unabhängig sein. In Abbildung 6 ist <strong>der</strong> Querschnitt eines<br />
Schüttgutprismas <strong>der</strong> Tiefe dz dargestellt.
Stand des Wissens 14<br />
dy<br />
ω<br />
τ xy<br />
.<br />
σ ω<br />
τω<br />
ds<br />
σ x<br />
σ y<br />
τ xy<br />
ω<br />
dz<br />
dx<br />
Abbildung 6: Kräftegleichgewicht am Volumenelement<br />
Gesucht sind die Spannungen σ ω <strong>und</strong> τ ω , die auf die um den Winkel ω gegen die x-Achse<br />
geneigte Ebene wirken.<br />
σ<br />
x<br />
+ σ<br />
∑<br />
y<br />
F σ ω<br />
= 0 → σ ω =<br />
2<br />
∑ F τ ω<br />
= 0 → τ ω = -<br />
σ<br />
x<br />
−σ y<br />
2<br />
σ −<br />
+<br />
2<br />
x<br />
σ y<br />
cos2ω + τ xy cos2ω (1)<br />
sin2ω+ τ xy cos2ω (2)<br />
Durch Umformen <strong>der</strong> Gleichungen (1) <strong>und</strong> (2) <strong>und</strong> unter Verwendung trigonometrischer Zusammenhänge<br />
folgt:<br />
σ<br />
x<br />
+ σ y<br />
(σ ω -<br />
2<br />
) 2 + τ 2 σ −<br />
ω = (<br />
2<br />
x<br />
σ y<br />
) + τ xy<br />
2<br />
(3)<br />
Die Gleichung (3) ist die Gleichung <strong>der</strong> Mohrschen Spannungskreise. Es gibt einen Winkel ω,<br />
bei dem τ ω = 0 wird. Die entsprechende Ebene ist schubspannungsfrei. Die auf sie wirkende<br />
Druckspannung σ ω bezeichnet man als Hauptspannung.<br />
∂σ ω<br />
2τ<br />
xy<br />
= 0 = τ ω → tan2ω = -<br />
∂σ<br />
σ −σ<br />
x<br />
y<br />
= tan2(ω- 2<br />
π ) (4)
Stand des Wissens 15<br />
Die größte Hauptspannung lässt sich mit Hilfe <strong>der</strong> folgenden Gleichung berechnen:<br />
σ<br />
x<br />
+ σ y<br />
σ ω → σ 1 =<br />
2<br />
σ −<br />
+<br />
2<br />
x<br />
σ y<br />
Die kleinste Hauptspannung definiert sich durch:<br />
σ<br />
x<br />
+ σ y<br />
σ 2 =<br />
2<br />
σ −<br />
+<br />
2<br />
x<br />
σ y<br />
cos2ω + τ xy sin2ω (5)<br />
cos2ω - τ xy sin2ω (6)<br />
Den Mittelpunkt σ M <strong>und</strong> den Radius σ R des Mohrschen Spannungskreises kann man unter<br />
Verwendung <strong>der</strong> folgenden Gleichungen errechnen:<br />
(σ - σ M ) 2 + τ 2 = σ R<br />
2<br />
σ<br />
1<br />
+ σ<br />
σ M =<br />
2<br />
2<br />
σ<br />
1<br />
−σ σ R =<br />
2<br />
2<br />
Durch Scherversuche kann das Fließverhalten von Schüttgütern charakterisiert werden. Die<br />
Einhüllende <strong>der</strong> einen Spannungszustand charakterisierenden Mohrkreise ist <strong>der</strong> Fließort.<br />
Diese Grenzspannungsfunktion ist die Verbindungslinie <strong>der</strong> während des Scherversuchs gemessenen<br />
Punkte (siehe Abbildung 7).<br />
(7)<br />
(8)<br />
(9)<br />
τ<br />
Effektiver<br />
Fließort<br />
Stationärer Fließort<br />
×<br />
σ<br />
ϕ R,st<br />
Verfestigungsort<br />
i<br />
Wandfließort<br />
τ c<br />
ϕ w<br />
ϕ ϕ st e ϕ i<br />
σ 2 σ c<br />
σ M,st<br />
σ 1<br />
σ iso<br />
σ<br />
Abbildung 7: Fließkennwerte <strong>kohäsiver</strong> Schüttgüter [34]<br />
Diese Grenzspannungsfunktion kann in einen Fließort <strong>und</strong> einen Verfestigungsort geteilt werden.<br />
Die Grenze zwischen Fließ- <strong>und</strong> Verfestigungsort bildet <strong>der</strong> Endpunkt des Fließortes.<br />
Der innere Reibungswinkel ϕ i ist <strong>der</strong> Winkel, den diese Grenzspannungsfunktion mit <strong>der</strong> σ -<br />
Achse einschließt. Den Tangens des Winkel ϕ i nennt man den inneren Reibungskoeffizienten,<br />
<strong>der</strong> ein charakteristisches Maß für das Kontaktversagen beim Gleiten ist. Infolge interpartiku-
Stand des Wissens 16<br />
lärer Bindungskräfte kann ein Schüttgut auch in <strong>der</strong> Lage sein, Schubspannungen ohne äußere<br />
Normalbelastungen zu übertragen ( σ = 0 ). Dieser Schubspannungsanteil wird als Kohäsion<br />
τ<br />
c<br />
bezeichnet <strong>und</strong> ist das Ergebnis <strong>der</strong> Vorgeschichte (vorherige Verfestigungen) des Schüttgutes.<br />
Demzufolge entsteht in den Kontakten ein innerer Kohäsionsdruck o<strong>der</strong> eine Zugfestigkeit<br />
σ Z , <strong>der</strong> bzw. die zur äußeren Normalspannung als Absolutbetrag zu addieren ist. Dies<br />
führt wie<strong>der</strong> zu <strong>der</strong> einaxiale Druckfestigkeit σ c , die ebenfalls von <strong>der</strong> Verfestigung abhängt.<br />
Sie ist die größte Hauptspannung für den Spannungszustand, <strong>der</strong> das Fließkriterium erfüllt<br />
<strong>und</strong> in dem die kleinste Hauptspannung, also die Seitenspannung, σ 0 ist. Während des<br />
Scherversuchs nimmt die Schüttgutdichte ab, bis keine Volumenän<strong>der</strong>ung, die sogenannte<br />
Dilatanz, mehr erfolgt. Von da an bleiben Schüttgutdichte <strong>und</strong> Scherkraft auch bei weiterem<br />
Fließen konstant. Zu den Endpunkten <strong>der</strong> Fließorte gehören die End-Mohrkreise, die die während<br />
des stationären Fließens des Schüttgutes auftretenden Spannungszustände beschreiben.<br />
Daher nennt man die Einhüllende <strong>der</strong> End-Mohrkreise stationärer Fließort. Während des stationären<br />
Fließens befinden sich Auflockerung <strong>und</strong> Verdichtung in <strong>der</strong> Schüttgutpackung im<br />
dynamischen Gleichgewicht <strong>und</strong> heben sich im Mittel auf. Der Anstiegswinkel des stationären<br />
Fließortes ist <strong>der</strong> stationäre innere Reibungswinkel ϕ st . Er charakterisiert das stationäre<br />
Gleichgewicht aus Kontaktannäherung, -bindung <strong>und</strong> -versagen sowie Partikelablösung. Die<br />
isostatische Zugfestigkeit σ 0 <strong>der</strong> unverfestigten Kontakte ist <strong>der</strong> Schnittpunkt des stationären<br />
Fließortes mit <strong>der</strong> σ - Achse. Sie charakterisiert die Spannung bei <strong>der</strong> die Kontakte im Berührungszustand<br />
ohne nennenswerte Dehnung <strong>und</strong> makroskopische Volumenän<strong>der</strong>ung versagen.<br />
Ihre spezielle Lage zeichnet sich dadurch aus, dass in ihr keine Schubspannungen auftreten.<br />
Die hier wirkenden Normalspannungen heißen Hauptspannungen. Die Mittelpunktsspannung<br />
σ M,st beim stationären Fließen wird aus dem Mittelwert <strong>der</strong> beiden Hauptnormalspannungen<br />
σ 1 <strong>und</strong> σ 2 gebildet. Der Verfestigungsort beschreibt das beginnende Verfestigen vormals unterverfestigter<br />
Proben. Ganz rechts außen befindet sich <strong>der</strong> isostatische Spannungszustand σ iso<br />
bei dem τ=0 <strong>und</strong> σ 1 =σ 2 =σ 3 =σ iso sind.<br />
2 =<br />
3.3 Verdichtung von Schüttgütern<br />
Ziel <strong>der</strong> <strong>Pressagglomeration</strong> ist im Allgemeinen die irreversible Verdichtung von Schüttgütern<br />
zu einem festen Pressling. Während des Verdichtungsvorganges wird die Schüttgutdichte<br />
durch Reduzierung des Hohlraumanteils <strong>und</strong> durch die Deformation <strong>der</strong> Partikel erhöht.<br />
Gleichzeitig entstehen Bindekräften zwischen den einzelnen Partikeln des Schüttgutes, so
Stand des Wissens 17<br />
dass ein Pressling mit <strong>der</strong> gefor<strong>der</strong>ten Formstabilität resultiert. Bei <strong>der</strong> Pressverdichtung<br />
kommt es zunächst zu elastisch-plastischer Kontaktdeformation. Die punktartig vorhandenen<br />
Kontakte zwischen den Partikeln werden hinsichtlich ihrer Anzahl erhöht, zu flächenhaften<br />
Kontakten umgebildet <strong>und</strong> dadurch die Bindekräfte im Schüttgut intensiviert. Anfänglich entspricht<br />
die Schüttgutdichte <strong>der</strong> Dichte <strong>der</strong> lockeren Packung ρ b,0 . Sie nimmt jedoch mit zunehmen<strong>der</strong><br />
Verdichtung <strong>und</strong> Umordnung <strong>der</strong> Partikel <strong>und</strong> steigendem Pressdruck zu. Mit zunehmendem<br />
Pressdruck werden die Poren zwischen den Partikeln durch Umordnung <strong>der</strong> Partikel<br />
untereinan<strong>der</strong> mit kleineren Partikeln gefüllt, wobei die Reibungskräfte zwischen ihnen<br />
überw<strong>und</strong>en werden müssen. Nimmt <strong>der</strong> Pressdruck weiter zu, setzt die plastische Deformation<br />
<strong>der</strong> Partikel ein. Bei einigen Schüttgütern kommt es nach Überschreiten <strong>der</strong> Materialfestigkeit<br />
zu einem Bruch. Wenn nahezu alle Poren gefüllt sind, bildet sich ein homogener Pressling,<br />
<strong>der</strong> lediglich noch durch plastische Deformation weiter verdichtet werden kann (siehe<br />
Abbildung 8).<br />
h 0<br />
p<br />
p<br />
h(t)<br />
h(t)<br />
Einzug, lockere<br />
Packung<br />
elastisch-plastische<br />
Kontaktdeformation<br />
Füllen <strong>der</strong> Poren<br />
durch Feingut<br />
p<br />
p<br />
p<br />
h(t) h(t) h(t)<br />
plastische Deformation<br />
<strong>der</strong> Partikel<br />
Bruch <strong>der</strong> Partikel<br />
plastische Deformation<br />
des gesamten Presslings<br />
Abbildung 8: Verschiedene Phasen des Verdichtungsvorgangs<br />
Die Kompression kann mit Hilfe von Presskurven dargestellt werden. Diese Funktionen zeigen<br />
den Zusammenhang zwischen Pressdruck p <strong>und</strong> Feststoffvolumenanteil bzw. Dichte. Für<br />
die Auslegung von Pressen ist es von Bedeutung, das Verdichtungsverhalten von Materialien<br />
genau zu kennen. Diese Funktionen wurden meistens mit Hilfe einer Stempelpresse aufgenommen<br />
[23], [24]. In <strong>der</strong> Literatur ist eine Vielzahl mathematischer Gleichungen zur Beschreibung<br />
des Verformungsverhaltens von Schüttgütern zu finden. In <strong>der</strong> folgenden Tabelle<br />
werden Formeln einiger ausgewählter Autoren zusammengetragen [25] <strong>und</strong> ergänzt:
Stand des Wissens 18<br />
Tabelle 4: Übersicht über ausgewählte Approximationsfunktionen für Presskurven<br />
Autor, Literatur, Jahr Kompressionsfunktion Parameter<br />
Balshin [25], [26], 1947<br />
Athy-Heckel [25], [29], 1961<br />
ln p = −a<br />
⋅ lnV<br />
+ lnσ<br />
a – Konstante<br />
K<br />
σ K – kritische Spannung<br />
− ln ε = a ⋅ p + b<br />
a, b - Konstante<br />
Terzaghi [30], 1961<br />
Johanson [19], 1965<br />
Führer [31], 1965<br />
Kawakita [32], 1970<br />
p<br />
ε = ε − C ⋅ log<br />
p<br />
p c<br />
n<br />
k<br />
p =<br />
h<br />
ρ<br />
= ( ) ρ<br />
c<br />
c<br />
K<br />
n<br />
+ ∆p<br />
p<br />
n<br />
C c – Kompressionsbeiwert<br />
P n - Anfangsdruck<br />
K – Kompressibilität<br />
ρ c – Dichte bei dem Druck p c<br />
h -Höhe <strong>der</strong> Substanzsäule<br />
k -Konstante<br />
V −V<br />
a ⋅b<br />
⋅ p a, b - Materialkonstante<br />
0<br />
C = =<br />
V a + b ⋅ p<br />
0<br />
Rieschel [33], 1971<br />
Tomas [34], 2000<br />
p<br />
pc<br />
ρ<br />
ρ<br />
⎛ ρ − ρ<br />
0<br />
⎞<br />
= exp⎜C<br />
⋅ −1⎟<br />
⎝ ρ ⎠<br />
b<br />
b , 0<br />
⎛<br />
= ⎜ 1 +<br />
⎝<br />
σ<br />
M,<br />
st<br />
σ<br />
0<br />
⎞<br />
⎟<br />
⎠<br />
n<br />
C – Materialfaktor<br />
ρ 0 - Anfangsdichte<br />
n – Kompressibilitätsindex<br />
σ 0 – isostatische Zugkestigkeit<br />
ρ b,0 – Schüttgutdichte lockerer<br />
Packung<br />
Balshin [25], [26] hat Verdichtungsversuche mit metallischen <strong>und</strong> keramischen Pulvern<br />
durchgeführt. σ K ist die kritische Spannung o<strong>der</strong> die Härte nach Meyer. Sie wird mit einer<br />
Vickers-Pyramide gemessen (H M ≈ 1,8544*F/l 2 ). Dabei ist a eine Konstante, über die <strong>der</strong> Autor<br />
keine konkreten Angaben macht [25].<br />
Die Formel von Heckel [27] wird häufig zur Beschreibung des Kompressionsvorganges bei<br />
Tablettenpressen angewendet. Bei <strong>der</strong> Auswertung <strong>der</strong> Untersuchungen mit verschiedenen<br />
Metall- <strong>und</strong> Graphitpulvern fand Heckel heraus, dass sich am besten die Formel von Athy<br />
[28] zur Beschreibung <strong>der</strong> Verdichtung anwenden lässt. Mit <strong>der</strong> Formel von Athy kann die<br />
Dichte von Erdschichten in verschiedenen Tiefen berechnet werden [25]. Sie wurde von Heckel<br />
umgewandelt, um auch die Porosität von Tabletten während <strong>der</strong> Verdichtung bestimmen<br />
zu können.
Stand des Wissens 19<br />
Karl Terzaghi [30] begründete die Bodenmechanik als selbstständige Ingenieurwissenschaft.<br />
Seine Erkenntnisse über die Verdichtung seitlich eingeschlossener Bodenschichten wandte er<br />
bei <strong>der</strong> F<strong>und</strong>amentlegung von Großbauten an. In <strong>der</strong> Gleichung ist C c <strong>der</strong> dimensionslose<br />
Kompressionsbeiwert.<br />
Zur Auslegung von Walzenpressen wird die Verdichtungsgleichung von Johanson [19] angewandt.<br />
Diese Potenzfunktion beschreibt das Materialverhalten in <strong>der</strong> Haftzone <strong>der</strong> Walzenpresse<br />
während <strong>der</strong> Verdichtung. Die Kompressibilität K kann durch Versuche mit einer<br />
Stempelpresse bestimmt werden. Nach Angaben von Johanson lassen sich die Verdichtungskurven<br />
<strong>der</strong> meisten Schüttgüter im Bereich von 7 bis 500 MPa damit gut approximieren. Die<br />
Anwendung des Modells von Johanson bei <strong>der</strong> Auslegung von Walzenpressen wird in Kapitel<br />
3.4 näher beschreiben.<br />
Bei seinen Untersuchungen hat Führer [31] die Druck-Weg-Kurven mittels einer Exzenterpresse<br />
aufgenommen <strong>und</strong> die Verdichtung mit einer hyperbolischen Beziehung zwischen<br />
dem Pressdruck p <strong>und</strong> <strong>der</strong> Höhe <strong>der</strong> Substanzsäule h beschrieben (siehe Tabelle 4). Die For<br />
mel beinhaltet die Konstante k, die materialabhängig ist.<br />
Kawakita <strong>und</strong> Lüdde [32] haben die Kompression von Glaskugelschüttungen untersucht <strong>und</strong><br />
eine Formel zwischen <strong>der</strong> Volumenreduktion C <strong>und</strong> dem angewandten Druck p entwickelt.<br />
Dieser Zusammenhang wird oft zur Charakterisierung von Verdichtungsvorgängen in <strong>der</strong><br />
Pharmazie angewandt. Die Konstanten a <strong>und</strong> b sind materialabhängig.<br />
Rieschel [33] nahm die Verdichtungskurven von Kalkstein, Kochsalz <strong>und</strong> Keramikton mit<br />
einer hydraulischen Stempelpresse auf. Diesen Kurven gemäß wurde eine Formel beschrieben,<br />
in <strong>der</strong> C ein Materialfaktor ist. Er ist für jede untersuchte Kurve verschieden.<br />
Nach kritischer Betrachtung des Schrifttums über den Verdichtungsvorgang kommen sowohl<br />
Bockstiegel [25] als auch Schwechten [37] o<strong>der</strong> Zimmer [38] zu <strong>der</strong> Folgerung, dass keine<br />
<strong>der</strong> bisher diskutierten Gleichungen eine hinreichend allgemeingültige Beschreibung darstellt,<br />
da sie nur wenige Einflussgrößen berücksichtigen, die beim Verdichten eine Rolle spielen.<br />
Die Verdicht- <strong>und</strong> Verpressbarkeit von Schüttgütern wird vom Fließverhalten <strong>und</strong> von den<br />
Haftkräften zwischen den Einzelpartikeln beeinflusst. Dabei ist zwischen <strong>der</strong> Kompressibilität,<br />
d.h., dem Vermögen zur Volumenreduktion unter Druck <strong>und</strong> <strong>der</strong> Verpressbarkeit, d.h.,<br />
dem Vermögen unter Druck einen Pressling mit genügen<strong>der</strong> Festigkeit zu bilden, zu unterscheiden.<br />
Die Verdichtung von Schüttgütern lässt sich ganz allgemein durch Kompressionsrate, Kompressionsfunktion<br />
<strong>und</strong> spezifische Kompressionsarbeit charakterisieren [34]. Für geringe Drücke<br />
[35] wird die Kompressionsfunktion wie folgt angegeben:
Stand des Wissens 20<br />
⎛ σ<br />
⎜ +<br />
⎝<br />
⎟ ⎞<br />
⎠<br />
n<br />
M , st<br />
ρ<br />
b =<br />
⎜<br />
1<br />
(10)<br />
σ<br />
0<br />
Die Kompressionsfunktion enthält den Kompressibilitätsindex n als charakteristische Eigenschaft<br />
<strong>der</strong> Volumenreduktion. Der Kompressibilitätsindex n liegt zwischen n = 0 (inkompressible<br />
Materialien) <strong>und</strong> n = 1 (ideales Gas) (siehe Abbildung 9 <strong>und</strong> Tabelle 5).<br />
ρ b<br />
n = 1 Kompresibilitätsindex<br />
eines idealen Gases<br />
Schüttgutdichte<br />
ρ b,0<br />
0 < n < 1<br />
n = 0 inkompressibel<br />
σ 0<br />
Die Mittelpunktsspannung bei stationärem Fließen<br />
σ M,st<br />
Abbildung 9: Kompressibilitätsindizes <strong>kohäsiver</strong> Schüttgüter<br />
Tabelle 5: Der Kompressibilitätsindex von Schüttgütern [34]<br />
Kompressibilitätsindex n Bewertung Beispiele<br />
0 < n ≤ 0,01 inkompressibel Kies<br />
0,01< n ≤ 0,05 wenig kompressibel feiner Sand<br />
0,05 < n ≤ 0,1 kompressibel trockene Pulver<br />
0,1 < n ≤ 1 sehr kompressibel feuchte Pulver<br />
Die Anwendung <strong>der</strong> Gl. (10) in höheren Druckbereichen ist problematisch. Die Schüttgutdichte<br />
wird für σ M,st = ∞ unendlich groß, was physikalisch einer höheren Schüttgutdichte als<br />
<strong>der</strong> Feststoffdichte entspräche, also in diesem Zusammenhang nicht sinnvoll ist. So wurde die<br />
genannte Formel mit <strong>der</strong> Einführung <strong>der</strong> Feststoffdichte als obere Grenze umgewandelt. Mit<br />
Hilfe von sechs Stoffparametern, die <strong>der</strong> Schüttgutmechanik entlehnt sind, kann die Funktion<br />
in höheren Druckbereichen beschrieben werden. Das sind im allgemeinen: <strong>der</strong> innere <strong>und</strong><br />
stationäre Reibungswinkel ϕ i , ϕ st , die Schüttgutdichte ρ b,0 <strong>der</strong> lockeren Packung, die Fest-
Stand des Wissens 21<br />
stoffdichte ρ s , die isostatische Zugfestigkeit <strong>der</strong> unverfestigten Kontakte σ 0 <strong>und</strong> <strong>der</strong> Kompressibilitätsindex<br />
n. Die Mittelpunktsspannung bei stationärem Fließen o<strong>der</strong> <strong>der</strong> mittlere Kompressionsdruck<br />
σ M,st ist ein Parameter <strong>der</strong> Verdichtungsfunktion.<br />
Die Kompressionsrate beschreibt eine inkrementale Verdichtungsgeschwindigkeit [24], [32]:<br />
dρ<br />
dσ<br />
= n ⋅<br />
ρ − ρ<br />
b<br />
s b<br />
M , st<br />
σ<br />
M , st<br />
+ σ<br />
0<br />
Der wirksame Druck ist die Summe des angewandten mittleren Druckes σ M,st <strong>und</strong> <strong>der</strong> isostatischen<br />
Zugfestigkeit <strong>der</strong> unverfestigten Kontakte σ 0 . Das Schüttgut besitzt die Schüttgutdichte<br />
<strong>der</strong> lockeren Packung ρ b,0 , wenn nur Partikelwechselwirkungen (Anziehung) bestehen <strong>und</strong><br />
kein externer Druck auf die Partikelpackung wirkt, also σ M,st = 0 ist. Die Kompressionsfunktion<br />
beschreibt den Zusammenhang zwischen <strong>der</strong> Schüttgutdichte ρ b <strong>und</strong> dem angewandten<br />
mittleren Druck σ M,st . Sie wird durch Integration <strong>der</strong> Kompressionsrate, wie in Gl. (11) beschrieben,<br />
ermittelt [36]:<br />
⎛ σ<br />
⎜ +<br />
⎝<br />
⎞<br />
⎟<br />
⎠<br />
−n<br />
M , st<br />
ρ<br />
b = ρ<br />
s − ( ρ<br />
s − ρb, 0<br />
) ⋅<br />
⎜<br />
1<br />
σ ⎟<br />
(12)<br />
0<br />
Die spezifische Kompressionsarbeit W m,b eines kohäsiven Schüttgutes kann man durch erneute<br />
Integration <strong>der</strong> reziproken Kompressionsfunktion (Gl. 12) erhalten. Sie charakterisiert die<br />
äußere massenbezogene Arbeit in Abhängigkeit vom mittleren Druck beim Verdichten:<br />
(11)<br />
( ρ − ρ )<br />
⎛ σ<br />
⎜ +<br />
M , st<br />
p<br />
p<br />
s b,0<br />
⋅ 1<br />
ρ<br />
s<br />
− ρ<br />
⎜ σ ⎟ b<br />
0<br />
W<br />
m,<br />
b<br />
= n ⋅∫<br />
dσ<br />
M , st<br />
= n ⋅<br />
⎝ ⎠<br />
dσ<br />
2<br />
M , st<br />
n<br />
2<br />
0<br />
ρ<br />
∫<br />
−<br />
b<br />
0 ⎡<br />
⎛ σ ⎤<br />
M , st ⎞<br />
⎢ρ<br />
s − ( ρ<br />
s − ρb,0<br />
) ⋅<br />
⎜1<br />
+ ⎥<br />
⎢<br />
σ<br />
⎟<br />
0 ⎥<br />
⎣<br />
Dieses Integral lässt sich nur numerisch, z.B. mit Hilfe <strong>der</strong> Trapezmethode, lösen.<br />
⎝<br />
⎞<br />
−n<br />
⎠<br />
⎦<br />
(13)<br />
Eine an<strong>der</strong>e Möglichkeit zur Charakterisierung <strong>der</strong> Verdichtung sind die sogenannte Presskennlinien<br />
[9]. Zur qualitativen Beurteilung <strong>der</strong> Presscharakteristik eines Schüttgutes ist die<br />
Kenntnis <strong>der</strong> Presskennlinie von entscheiden<strong>der</strong> Bedeutung. Sie wird mit einer Stempelpresse<br />
aufgenommen. Gemessen werden bei konstanter Stempelgeschwindigkeit <strong>der</strong> Pressweg sowie<br />
die sich daraus ergebende Presskraft, also die Kraft-Weg-Kennlinie beim Belasten <strong>und</strong> Entlasten.<br />
Bei dem Versuch wird nach dem Erreichen des Maximalwertes das Presswerkzeug entlastet.<br />
Das fertige Agglomerat expandiert <strong>und</strong> die gemessene Presskennlinie zeigt eine Hysterese.<br />
Bei <strong>der</strong> elastischen Verformung wird die im Schüttgut gespeicherte potentielle Energie wie<strong>der</strong>
Stand des Wissens 22<br />
freigesetzt. Mit <strong>der</strong> Verformung ist ein Umsatz von mechanischer Energie in elastische Deformationsenergie<br />
verb<strong>und</strong>en. Nach Entlastung befindet sich das Agglomerat nicht sofort im<br />
Gleichgewicht. Es wird eine gewisse Zeit zum Energieausgleich benötigt (sog. Relaxation).<br />
Die Presskennlinien lassen sich unterteilen in:<br />
- degressiv<br />
- linear<br />
- progressiv <strong>und</strong><br />
- Übergangskennlinie.<br />
F<br />
a,<br />
b,<br />
c,<br />
a, degressive Kennlinie<br />
b, Übergangskennlinie<br />
c, progressive Kennlinie<br />
inelastische<br />
Deformation<br />
elastische<br />
Rückdehnung<br />
h<br />
Abbildung 10: Presskennlinien [9]<br />
In Abbildung 10 sind die Presskennlinien für sich verschiedenartig verhaltende Stoffe eingetragen.<br />
Die degressive Kennlinie zeigt eine ausgeprägte Hysterese. Sie ist typisch für faserige<br />
Stoffe. Bei <strong>der</strong> Untersuchung <strong>der</strong> Pressbarkeit von Mineralen <strong>und</strong> Salzen kann eine progressive<br />
Kennlinie mit einer schwachen Hysterese beobachtet werden. Zwischen den beiden platzieren<br />
sich die sog. Übergangskennlinien, wobei die Hysterese von dem überwiegenden<br />
Komponentenanteil abhängig ist. Materialien mit progressiver Kennlinie zeigen dann eine<br />
Übergangskennlinie, wenn sie stark belüftet sind. Bei pastösen Stoffen ist die Kennlinie linear<br />
[9].<br />
Es gelten folgende Zusammenhänge [9]:<br />
- Presskraft, Pressweg <strong>und</strong> die Verweilzeit des Schüttgutes im Gesenk sind für das<br />
Agglomerat von Bedeutung.
Stand des Wissens 23<br />
- Im progressiven Bereich ist die Hysterese kleiner als im degressiven Bereich.<br />
Diese Kennlinien zeigen, ob ein Material überhaupt verpressbar ist <strong>und</strong> hilft bei <strong>der</strong> Auswahl<br />
einer möglichst wirtschaftlich arbeitenden Maschine <strong>und</strong> <strong>der</strong>en Prozessparametern.<br />
3.4 Theorie nach Johanson<br />
3.4.1 Gr<strong>und</strong>lagen <strong>der</strong> Theorie<br />
Johansons Betrachtungen sind bei isotropem, kompressiblem Schüttgutverhalten gültig, wenn<br />
das Fließverhalten mit dem effektiven Fließort nach Jenike beschrieben werden kann [19],<br />
[20], [21]. Eine ausführliche Diskussion <strong>der</strong> Theorie von Johanson wurde von Molerus<br />
[39], Herrmann [40], Sartor <strong>und</strong> Herrmann [43], Mähler [14] sowie Hauser <strong>und</strong> Sommer [42]<br />
durchgeführt. Die nachfolgende Darstellung <strong>der</strong> Theorie des Kompaktierens von Schüttgütern<br />
in Walzenpressen basiert weitgehend auf den publizierten Arbeiten oben genannter Autoren.<br />
In <strong>der</strong> Tabelle 6 werden die wichtigsten Einflussgrößen bei <strong>der</strong> Auslegung von Walzenpressen<br />
nach <strong>der</strong> Klassifizierung von Herrmann [40], [41], [44] zusammengefasst.<br />
Tabelle 6: Einflussgrößen bei <strong>der</strong> Auslegung von Walzenpressen nach Herrmann [41]<br />
Einflussgrößen<br />
Produkteigenschaften<br />
Aufgabegut<br />
Prozessgrößen<br />
Partikelgrößenverteilung Walzendurchmesser Agglomeratgröße bzw. Verteilung<br />
Partikelform Walzenbreite Produktform<br />
Partikelporosität Spaltweite spezifische Oberfläche<br />
Feststoffdichte<br />
Walzenumfangsgeschwindigkeit<br />
Porosität<br />
Schüttgutdichte Vordruck Agglomeratdichte<br />
Rütteldichte Walzkraft Schüttdichte<br />
Reibungswinkel Gut-Walze<br />
Druck- <strong>und</strong> Zugfestigkeit<br />
effektiver Reibungswinkel<br />
Scherfestigkeit<br />
Kohäsion<br />
Abriebfestigkeit<br />
Gutfeuchtigkeit<br />
Löseverhalten
Stand des Wissens 24<br />
Die wichtigste Einflussgröße des Aufgabegutes neben den Fließeigenschaften ist die Schüttgutdichte<br />
ρ b,0 , weil die Kompressionseigenschaften von Schüttgütern mit dieser Einflussgrößen<br />
gut korrelieren. Schüttgüter mit hohen Anfangsschüttgutdichten sind weniger kompressibel<br />
als die mit kleinerer Schüttgutdichte [45]. Die Produkteigenschaften lassen sich in folgende<br />
Gruppen einteilen:<br />
- die Partikeleigenschaften,<br />
- die mechanischen Eigenschaften des Gutbettes o<strong>der</strong> zu verdichtenden Pulvers <strong>und</strong><br />
- die mechanischen Eigenschaften <strong>der</strong> Schülpen.<br />
Zur Auslegung von Walzenpressen müssen die Fließeigenschaften durch Scherversuche bestimmt<br />
werden. Zu den wichtigsten Prozess- <strong>und</strong> Maschinendaten gehören <strong>der</strong> Walzendurchmesser,<br />
<strong>der</strong> Vordruck, die Walzkraft, die Spaltweite <strong>und</strong> die Umfangsgeschwindigkeit <strong>der</strong><br />
Walzen.<br />
3.4.2 Berechnung des Spannungsverlaufs im Walzenspalt<br />
Johanson unterscheidet zwischen einer Gleit- bzw. Schlupfzone <strong>und</strong> einer Haftzone im Walzenspalt.<br />
Die Berechnung <strong>der</strong> Druckverhältnisse in <strong>der</strong> Gleitzone basiert auf den Gr<strong>und</strong>lagen<br />
<strong>der</strong> Schüttgutmechanik. In <strong>der</strong> Gleitzone wird <strong>der</strong> Druckgradient von <strong>der</strong> Walzenoberfläche<br />
aus ins Schüttgut übertragen. Hier finden Relativbewegungen sowohl zwischen Schüttgut <strong>und</strong><br />
Walze als auch im Schüttgut selbst statt. In <strong>der</strong> Haftzone erfolgt die tatsächliche Verdichtung<br />
des Schüttgutes.<br />
Abbildung 11: Gleit- <strong>und</strong> Haftzone sowie Druckgradient im Walzenspalt [19]
Stand des Wissens 25<br />
Die beide Zonen werden voneinan<strong>der</strong> durch den Greifwinkel θ G getrennt. Er lässt sich indirekt<br />
ermitteln. Zuerst wird angenommen, dass das Schüttgut im gesamten Walzenspalt relativ<br />
zur Walzenoberfläche gleitet (siehe Abbildung 11) <strong>und</strong> <strong>der</strong> Spannungsverlauf durch die Lösung<br />
<strong>der</strong> Spannungsfeldgleichungen erhalten wird. Weiterhin wird angenommen, dass sich<br />
die Verdichtung im ganzen Walzenspalt mit <strong>der</strong> Potenzfunktion von Johanson beschreiben<br />
lässt <strong>und</strong> das Schüttgut ohne Schlupf mitgenommen wird (siehe Abbildung 11). Wenn man<br />
die beiden Spannungsverläufe miteinan<strong>der</strong> vergleicht, kann man die Bereiche bestimmen, in<br />
denen jeweils die eine o<strong>der</strong> die an<strong>der</strong>e Lösung physikalisch sinnvoll ist. Aus dem Schnittpunkt<br />
<strong>der</strong> beiden Lösungskurven lässt sich <strong>der</strong> Greifwinkel ermitteln. Beim Walzwinkel θ = 0<br />
endet die Haftzone <strong>und</strong> die Schülpe verlässt den Walzenspalt ohne elastische Rückdehnung.<br />
In <strong>der</strong> Haftzone wird das Material schlupffrei mitgenommen.<br />
Da die <strong>Pressagglomeration</strong> mit einer Walzenpresse aber auf einem hohen Spannungsniveau<br />
stattfindet, hat Johanson in seiner Theorie anstelle <strong>der</strong> Fließbedingungen des kohäsiven stationären<br />
Fließortes die Fließbedingungen des kohesionslosen effektiven Fließortes angewendet<br />
[39].<br />
X<br />
τ<br />
σ y<br />
σ 2<br />
ω<br />
σ 1<br />
σ x<br />
Y<br />
τ xy<br />
σ 2<br />
σ y<br />
σ R<br />
2ω<br />
σ Μ<br />
σ x<br />
σ 1<br />
σ<br />
τ yx<br />
Abbildung 12: Normalspannungen <strong>und</strong> Schubspannungen an einem Schüttgutelement<br />
σ<br />
Aus Abbildung 12 können mit Hilfe <strong>der</strong> Mittelpunktsspannung<br />
1<br />
+ σ<br />
σ<br />
2<br />
M<br />
= <strong>und</strong> <strong>der</strong> Radi-<br />
2<br />
usspannung σ<br />
R<br />
σ 1<br />
−σ =<br />
2<br />
die folgenden Zusammenhänge abgelesen werden:<br />
2<br />
σ<br />
1<br />
+ σ<br />
2<br />
σ<br />
1<br />
−σ<br />
2<br />
σ<br />
x<br />
= + ⋅ cos(2ω<br />
)<br />
2 2<br />
(14a)<br />
σ<br />
1<br />
+ σ<br />
2<br />
σ<br />
1<br />
−σ<br />
2<br />
σ<br />
y<br />
= − ⋅ cos(2ω<br />
)<br />
2 2<br />
(14b)
Stand des Wissens 26<br />
σ<br />
1<br />
−σ<br />
2<br />
τ<br />
xy<br />
= ⋅ sin(2ω<br />
)<br />
(14c)<br />
2<br />
In Abbildung 13 wird das stationäre Fließen von Schüttgütern an <strong>der</strong> Walzenoberfläche dargestellt.<br />
Legt man an den End-Mohrkreis, <strong>der</strong> das stationäre Fließen charakterisiert, eine Tangente<br />
durch den Koordinatenursprung an, erhält man den von Jenike [46] eingeführten effektiven<br />
Fließort. Der Anstieg des effektiven Fließortes ist durch den effektiven Reibungswinkel<br />
ϕ e bestimmt. Die Wandreibung wird durch eine einzige Grenzspannungsfunktion, den sogenannten<br />
kinematischen Wandfließort, beschreiben. Er zeigt den Zusammenhang zwischen<br />
Scher- <strong>und</strong> Normalspannung beim stationären Fließen auf einer festen Wand. Der kinematische<br />
Wandreibungswinkel ϕ w ist definiert als:<br />
ϕ w = arc tan<br />
τ<br />
w<br />
σ<br />
w<br />
(15)<br />
τ<br />
EFO<br />
ϕ e<br />
.<br />
.<br />
WFO<br />
π-2ν-ϕ w<br />
ϕ w<br />
2ν<br />
σ 2<br />
2θ 0<br />
σ 1<br />
σ<br />
Abbildung 13: Effektiver Fließort (EFO) <strong>und</strong> Wandfließort (WFO) beim stationärem Fließen<br />
im Walzenspalt<br />
Aus Abbildung 13 kann <strong>der</strong> folgende Zusammenhang abgeleitet werden [39]:<br />
sinϕ<br />
w<br />
2 ν = π − arcsin −ϕ<br />
w<br />
(16)<br />
sinϕ<br />
e<br />
Um mit <strong>der</strong> Berechnung des Spannungsverlaufs im Walzenspalt beginnen zu können, soll<br />
zuerst die Randwertaufgabe betrachtet werden. Die Randwertaufgabe lässt sich so definieren,<br />
dass die obere horizontale Grenze des Spannungsfeldes, die sogenannte Aufgabeebene, die<br />
Richtung <strong>der</strong> Hauptspannungen festlegt. So kann <strong>der</strong> Aufgabewinkel θ 0 durch die Anwendung<br />
<strong>der</strong> in Abbildung 13 dargestellten geometrischen Zusammenhänge bestimmt werden [14].
Stand des Wissens 27<br />
1 sinϕ<br />
θ 0 = (<br />
w<br />
ϕ<br />
w<br />
+ arcsin (<br />
2 sinϕ<br />
e<br />
) ) (17)<br />
Das Koordinatensystem besteht aus einer senkrecht <strong>und</strong> positiv nach unten zählenden<br />
x-Achse <strong>und</strong> einer nach rechts positiv zählenden y-Achse. Aus dem Kräftegleichgewicht am<br />
Schüttgutelement, siehe Kap. 3.2 können die folgenden Gleichungen bei Vernachlässigung<br />
<strong>der</strong> Massenkräfte abgeleitet werden [39]:<br />
∂σ y<br />
∂τ xy<br />
+<br />
∂y<br />
∂x<br />
∂σ x<br />
∂τ yx<br />
+<br />
x ∂y<br />
= 0<br />
= 0<br />
(18 a)<br />
(18 b)<br />
Der Spannungsverlauf in <strong>der</strong> Gleitzone lässt sich mit <strong>der</strong> folgenden Gleichung beschrieben:<br />
σ<br />
∂σ<br />
M st<br />
⋅ = − f ( θ,<br />
ξ,<br />
η)<br />
(19)<br />
∂x<br />
1 ,<br />
M , st<br />
wobei σ M,st die Mittelpunktsspannung bei stationärem Fließen als Funktion des Walzwinkels<br />
θ ist. ζ beinhaltet die Maschinenparameter wie Walzendurchmesser <strong>und</strong> Walzenspalt. Mit η<br />
können die Materialeigenschaften beschrieben werden.<br />
Durch die Anwendung <strong>der</strong> Gleichungen (14), (15) <strong>und</strong> (16) kann <strong>der</strong> Spannungsverlauf im<br />
Walzenspalt in <strong>der</strong> Gleitzone wie folgt definiert werden [47]:<br />
1<br />
σ<br />
M , st<br />
∂σ<br />
M ,<br />
⋅<br />
∂x<br />
st<br />
=<br />
⎛<br />
⎜1+<br />
⎝<br />
s<br />
D<br />
4( θ −θ<br />
) ⋅ tanϕ<br />
⋅ cosθ<br />
0<br />
⎡ ⎛ 1<br />
⎛π<br />
ϕ ⎤<br />
e ⎞⎞<br />
⎢cot<br />
⎜ ⋅ ( π −θ<br />
0<br />
+ θ ) − ⎜ − ⎟<br />
⎟ ⎥<br />
⎞ ⎢ ⎝ 2<br />
⎝ 4 2 ⎠⎠<br />
− cosθ<br />
⎥<br />
⎟ ⋅<br />
⎠ ⎢ ⎛ 1<br />
⎞⎥<br />
⎢<br />
⎛π<br />
ϕ<br />
e ⎞<br />
− cot<br />
⎥<br />
⎢<br />
⎜ ⋅ ( π −θ<br />
0<br />
+ θ ) + ⎜ − ⎟<br />
⎟<br />
⎣ ⎝ 2<br />
⎝ 4 2 ⎠⎠⎥⎦<br />
e<br />
(20)<br />
3.4.3 Geometrische Zusammenhänge im Walzenspalt<br />
In <strong>der</strong> Haftzone wird das Aufgabegut entsprechend <strong>der</strong> Geometrie des Walzenspaltes kompaktiert.<br />
Bei dem Greifwinkel, <strong>der</strong> als obere Grenze für den Eintritt des Schüttgutes in die<br />
Haftzone angesehen wird, wird die Schüttgutdichte zunächst als bekannt angenommen.
Stand des Wissens 28<br />
∆l<br />
s + D (1-cos θ)<br />
y<br />
V h 0<br />
0<br />
D/2<br />
s<br />
s T<br />
2<br />
θ θ 0<br />
x<br />
Abbildung 14: Geometrische Zusammenhänge im Walzenspalt in <strong>der</strong> Haftzone [14]<br />
∆l cos θ G<br />
Unter Zuhilfenahme <strong>der</strong> Abbildung 14, in <strong>der</strong> die geometrische Zusammenhänge im Walzenspalt<br />
beschrieben werden [14], ergibt sich die nachstehende Formel zur Ermittlung <strong>der</strong> Schüttgutdichte,<br />
die in <strong>der</strong> Haftzone (θ < θ G ) an beliebigen Positionen angewendet werden kann:<br />
ρ<br />
ρ<br />
b,<br />
θ<br />
b,<br />
θ<br />
G<br />
V<br />
=<br />
V<br />
θ<br />
G<br />
θ<br />
sT<br />
=<br />
s<br />
+ ( s + D(1<br />
− cosθ<br />
)) ⋅ cosθ<br />
T<br />
+ ( s + D(1<br />
− cosθ<br />
)) ⋅ cosθ<br />
G<br />
G<br />
Johanson gab zur Charakterisierung des Kompaktiervorganges in <strong>der</strong> Walzenpresse eine empirische<br />
Formel an (siehe Tabelle 4). Die Konstante K kann durch die Aufnahme <strong>der</strong> Druck-<br />
Dichte-Kurve in einer Stempelpresse ermittelt werden. Mit <strong>der</strong> Anwendung dieses Zusammenhanges<br />
ergibt sich <strong>der</strong> Spannungsverlauf in <strong>der</strong> Haftzone [14]:<br />
σ<br />
⎡ s<br />
+ ( s + D(1<br />
− cosθ<br />
))cosθ<br />
T<br />
G<br />
G<br />
M , st,<br />
θ<br />
= σ<br />
M , st,<br />
θ<br />
⋅<br />
G ⎢<br />
(22)<br />
sT<br />
+ ( s + D(1<br />
− cosθ<br />
))cosθ<br />
⎣<br />
Um den Greifwinkel ermitteln zu können, soll die Gl. (22) nach dx abgeleitet werden [14].<br />
dσ<br />
M , st<br />
dx<br />
θ = θ<br />
G<br />
dσ<br />
M , st,<br />
=<br />
dθ<br />
θ<br />
dθ<br />
⋅ = K ⋅σ<br />
dx<br />
M , st,<br />
θ<br />
⎡<br />
⎢<br />
⎣s<br />
T<br />
⎥ ⎦<br />
⎤<br />
K<br />
(21)<br />
D(2cosθ<br />
−1)<br />
− s ⎤ 2 tanθ<br />
⎥<br />
+ ( s + D(1<br />
− cosθ<br />
))cosθ<br />
⋅ (23)<br />
⎦ D<br />
3.4.4 Bestimmung des Greifwinkels<br />
Der Übergang zwischen Gleit- <strong>und</strong> Haftzone wird durch den Greifwinkel θ G charakterisiert.<br />
In den Gl. (19), (21) <strong>und</strong> (22) befinden sich <strong>der</strong> bisher unbekannte Greifwinkel θ G <strong>und</strong> die<br />
unbekannte Mittelpunktsspannung bei dem Greifwinkel<br />
σ<br />
M st,<br />
θG<br />
,<br />
, von <strong>der</strong> die Mittelpunkts-
Stand des Wissens 29<br />
spannung am Walzwinkel θ abhängt. Der Greifwinkel lässt sich bestimmen, wenn die Gleichungen<br />
(20) <strong>und</strong> (23) gleichgesetzt werden:<br />
d<br />
σ<br />
M , st,<br />
Gleit<br />
,<br />
dx<br />
θ<br />
G<br />
dσ<br />
M , st Haft<br />
= (24)<br />
dx θG<br />
Der Anfangswert bei <strong>der</strong> Berechnung des Spannungsverlaufs in <strong>der</strong> Haftzone entspricht <strong>der</strong><br />
größten Hauptspannung am Greifwinkel.<br />
σ<br />
1 , θ<br />
( 1+<br />
sinϕ<br />
G<br />
e<br />
) ⋅σ<br />
M , st,<br />
θG<br />
= (25)<br />
Durch Integration <strong>der</strong> Druckverteilung im Walzenspalt kann die resultierende Anpresskraft<br />
nach Johanson [19] berechnet werden:<br />
θ<br />
0<br />
D<br />
F = ⋅ B∫σ<br />
1<br />
( θ ) ⋅⋅cos(<br />
θ ) ⋅dθ<br />
2<br />
0<br />
Die Gleichung (25) gilt nur, wenn das Aufgabegut lediglich eine geringe elastische Rückdehnung<br />
nach dem Verlassen <strong>der</strong> Haftzone zeigt [39]. Johanson [19] stellte in seiner Arbeit fest,<br />
dass die Drücke in <strong>der</strong> Gleitzone <strong>und</strong> die daraus resultierenden Walzkräfte vernachlässigbar<br />
klein sind. Die Anpresskraft kann nach <strong>der</strong> Vernachlässigung des oben genannten Walzenkraftanteiles<br />
auf die folgende Weise berechnet werden [39]:<br />
θ<br />
G<br />
D ⎛ sT<br />
+ s ⎞<br />
F = σ B<br />
⎜<br />
⋅ θ ⋅ dθ<br />
sT<br />
s D θ θ<br />
⎟<br />
1 ,max<br />
⋅ ⋅ ∫ cos<br />
(27)<br />
2 ⎝ + ( + (1 − cos )) ⋅ cos<br />
0<br />
⎠<br />
σ 1,max ist die maximale Spannung an <strong>der</strong> engsten Stelle des Walzenspalts. Mit den gleichen<br />
Annahmen lässt sich <strong>der</strong> Walzendrehmoment aus <strong>der</strong> Integration des Druckverlaufs ermitteln.<br />
Es wird also nur die reine Kompression betrachtet. Zusätzliche Anteile durch Schlupf <strong>und</strong><br />
Wandreibung sowie innere Reibung im Schüttgut werden demzufolge vernachlässigt.<br />
2 θG<br />
σ<br />
1,max<br />
⋅ D ⋅ B ⎛ sT<br />
+ s ⎞<br />
M = ⋅ ∫ ⎜<br />
⋅ θ ⋅ dθ<br />
sT<br />
s D θ θ<br />
⎟ sin<br />
8 ⎝ + ( + (1 − cos )) ⋅ cos<br />
0<br />
⎠<br />
Die Antriebsleistung kann mit <strong>der</strong> Walzendrehzahl n w aus dem Drehmoment bestimmt werden:<br />
P = M ⋅ω = 2 π ⋅ n ⋅ M<br />
(29)<br />
W<br />
w<br />
Beim Kompaktieren wird nicht die gesamte Menge des Schüttguts verpresst. Ein Verlustfaktor<br />
lässt sich wie folgt angeben:<br />
K<br />
K<br />
(26)<br />
(28)<br />
m&<br />
f f = V<br />
≤ 1<br />
& θ<br />
m<br />
G<br />
(30)
Stand des Wissens 30<br />
3.4.5 Ermittlung des optimalen Betriebsverhaltens von Walzenpressen<br />
In den meisten Fällen werden Walzenpressen zusammen mit Zuführorganen betrieben. Durch<br />
sie wird an <strong>der</strong> Aufgabeebene die kleinste Hauptspannung q 0 nach <strong>der</strong> Theorie von Johanson<br />
vertikal aufgebaut. Dieser vertikale Vordruck beeinflusst den Spannungsverlauf im Walzenspalt,<br />
den Durchsatz <strong>der</strong> Walzenpresse <strong>und</strong> die Agglomeratdichte <strong>der</strong> Schülpe o<strong>der</strong> des Briketts.<br />
Das Zusammenspiel von Walzenpresse <strong>und</strong> Zuführorganen ist für die Bestimmung des<br />
optimalen Betriebsverhaltens von Kompaktieranlagen entscheidend. Der Durchsatz des Systems<br />
bestimmt den erfor<strong>der</strong>lichen Vordruck an <strong>der</strong> Aufgabeebene <strong>und</strong> beeinflusst die Auswahl<br />
<strong>der</strong> Zuführorgane. Der Durchsatz einer Walzenpresse ist abhängig von:<br />
•<br />
m =<br />
f ( ξ,<br />
η,<br />
f<br />
f<br />
, vU<br />
)<br />
(31)<br />
Die Maschineneinflussgrößen sind die Walzenbreite B, <strong>der</strong> Walzendurchmesser D <strong>und</strong> die<br />
Spaltweite s. Die Spaltweite kann während des Betriebes in Abhängigkeit vom Spannungsverlauf<br />
im Walzenspalt <strong>und</strong> von den Kräften, die durch die Abstützhydraulik eingeleitet werden,<br />
schwanken. Der Spannungsverlauf selbst ist aber vom Vordruck abhängig. So beeinflussen<br />
sich die Walzenpresse <strong>und</strong> die Zuführorgane gegenseitig. Als Prozesseinflussgröße kann die<br />
Walzenumfangsgeschwindigkeit v U festgelegt werden. Auch die Eigenschaften des Aufgabegutes<br />
η (Fließ- <strong>und</strong> Kompressionseigenschaften) sind maßgeblich für die Bestimmung des<br />
Durchsatzes. Davon ist wie<strong>der</strong>um <strong>der</strong> Spannungsverlauf im Walzenspalt abhängig. Bei <strong>der</strong><br />
Bestimmung des Durchsatzes hat <strong>der</strong> Verlustfaktor einen großen Einfluss.<br />
Bei <strong>der</strong> Verdichtung von Schüttgütern im Walzenspalt wird das Gas in den Hohlräumen verdrängt.<br />
Da dieses durch eine poröse Struktur transportiert werden muss, bauen sich dabei Gasdrücke<br />
auf, die bei <strong>der</strong> Ermittlung des optimalen Betriebsverhaltens von Walzenpressen eine<br />
große Rolle spielen [14]. Um fehlerhafte Betriebszustände vermeiden zu können, wurde ein<br />
Modell über die Gasdurchströmung von Johanson [20] entwickelt.<br />
Der maximal auftretende Gasdruck kann demnach mit <strong>der</strong> Hilfe des Umgebungsdruckes p g,u ,<br />
<strong>der</strong> maximalen Dichte ρ max , <strong>der</strong> Anfangsdichte ρ 0 <strong>und</strong> <strong>der</strong> Feststoffdichte ρ s abgeschätzt werden:<br />
p<br />
⎛ 1 1 ⎞<br />
⎜ − ⎟<br />
⎜ ρ ρ ⎟<br />
⎜ 1 1 ⎟<br />
⎜ − ⎟<br />
⎝ ρ<br />
max<br />
ρ<br />
s ⎠<br />
0 s<br />
g, K ,max<br />
= pg,<br />
u<br />
⋅<br />
− pu<br />
(32)
Stand des Wissens 31<br />
Seine Anwendung ist durch die Annahme beschränkt, dass das Gas ausschließlich mit dem<br />
Agglomerat den Walzenspalt verlässt. In einer späteren Veröffentlichung von Johanson [48]<br />
wurde ein dimensionsloser Gasdruckgradient<br />
dp<br />
dx<br />
ρ ⋅ g<br />
b<br />
g<br />
Kennlinien des Kompaktors<br />
Durchsatz<br />
eingeführt. Ist dieser bezogene Gasdruckgradient kleiner als l, d. h., dp/dx
Versuchsmaterialien 32<br />
4. VERSUCHSMATERIALIEN<br />
Bei <strong>der</strong> Auswahl <strong>der</strong> verwendeten Probenmaterialien spielte neben ihren mechanischen Eigenschaften<br />
eine große Rolle, dass die Schüttgüter in den Untersuchungen ohne den Zusatz<br />
von Binde- <strong>und</strong> Schmiermittel verarbeitet werden sollten. Dadurch konnte eine Beeinflussung<br />
<strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften <strong>der</strong> Materialien durch das Vorhandensein <strong>der</strong> oben<br />
genannten Substanzen ausgeschlossen werden.<br />
4.1 Herkunft <strong>und</strong> Zusammensetzung<br />
Die Versuche wurden mit einem kohäsiven Kalksteinmehl aus Eger (Ungarn), Bentonit aus<br />
Mád <strong>und</strong> mikrokristalline Zellulose G 101 durchgeführt. Hinsichtlich <strong>der</strong> Herkunft, <strong>der</strong> granulometrischen<br />
Eigenschaften sowie <strong>der</strong> Dichten gab es deutliche Unterschiede zwischen den<br />
Versuchsmaterialien. Kalkstein ist durch sedimentäre Ablagerung im Meer entstanden. Der<br />
Egerer OMYACARB® 40-ER ist ein homogenes, leicht graufarbenes, abrasives Kalksteinmehl.<br />
Als Bentonit bezeichnet man ein tonhaltiges Gestein, das durch die Verwitterung vulkanischer<br />
Tuffe entstanden ist. Es zeichnet sich durch seine Fähigkeit aus, Wasser aufzunehmen<br />
<strong>und</strong> dadurch aufzuquellen. Durch Verknüpfung <strong>und</strong> Anreihung <strong>der</strong> Siliziumdioxid-<br />
Tetrae<strong>der</strong>-Bausteine bilden sich Lamellen aus. Der gemahlene Má<strong>der</strong> Bentonit ist ein feines,<br />
homogenes <strong>und</strong> cremefarbenes Pulver. Die chemische Zusammensetzung von diesem Bentonit<br />
<strong>und</strong> <strong>der</strong> gesamte Wassergehalt (Kristallwasser <strong>und</strong> Oberflächenwasser) wurde mit Hilfe<br />
eines Atomadsorptionsgerätes bestimmt (siehe Tabelle 7).<br />
Tabelle 7: Chemische Zusammensetzung von Bentonit<br />
Al 2 O 3 7,97 %<br />
Fe 2 O 3 2,39 %<br />
CaO 0,32 %<br />
MgO 0,23 %<br />
Na 2 O 4,18 %<br />
K 2 O 3,54 %<br />
H 2 O 8,49 %<br />
Rest (SiO 2 <strong>und</strong> TiO 2 ) 72,88 %
Versuchsmaterialien 33<br />
Die mikrokristalline Zellulose G 101 (MCC) entsteht durch die chemische Behandlung von<br />
Zellulose, wobei die Kristallinität (Kristallinitätsgrad von 60-80%) zunimmt [50]. Die mikrokristalline<br />
Zellulose ist wegen <strong>der</strong> hochgeordneten Struktur in Wasser nicht löslich <strong>und</strong> chemisch<br />
indifferent.<br />
4.2 Granulometrie<br />
Die Partikelgrößenverteilungen <strong>der</strong> untersuchten Schütgüter wurden mittels eines Laserbeugungsgerätes<br />
(Malvern Mastersizer 2000) gemessen <strong>und</strong> ist in Abbildung 16 dargestellt. Die<br />
Versuchsmaterialien verfügen über feine Partikel, wobei untereinan<strong>der</strong> eine Klassifizierung<br />
möglich wurde (siehe Tabelle 8). Die feinsten Partikel wies Bentonit mit einer mittleren Partikelgröße<br />
von d 50 = 7,4 µm auf. Kalkstein verfügte über eine kleinere mittlere Partikelgröße<br />
d 50 als mikrokristalline Zellulose.<br />
100<br />
Partikelgrößenverteilung in %<br />
80<br />
60<br />
40<br />
20<br />
Bentonit<br />
Kalkstein<br />
mikrokristalline<br />
Zellulose<br />
0<br />
0,1 1 10 100 1000<br />
Partikelgröße in µm<br />
Abbildung 16: Die Partikelgrößenverteilung <strong>der</strong> untersuchten Schüttgüter<br />
Um typische Partikelformen bestimmen zu können, wurden Untersuchungen mit dem Rasterelektronenmikroskop<br />
durchgeführt. Hierin kann man den Aufbau sowie die Kristallstruktur<br />
<strong>der</strong> Partikel deutlich erkennen. Foto 1 in Abbildung 17 zeigt Kalksteinagglomerate <strong>und</strong> mehrere<br />
scharfkantige Primärpartikel. Sie deuten darauf hin, dass das Kalksteinmehl durch Zerkleinerung<br />
hergestellt wurde. Auf Foto 2 kann die typische flache Form <strong>der</strong> Bentonitpartikel<br />
erkannt werden. Sie weist auf einen geschichteten Aufbau <strong>der</strong> Kristalle hin. Die Partikel wirken<br />
hier kantig, wodurch sich auf ein durch Mahlen hergestelltes Produkt schießen lässt.
Versuchsmaterialien 34<br />
1<br />
20 µm<br />
Kalkstein<br />
Bentonit<br />
mikrokristalline Zellulose (MCC)<br />
Abbildung 17: Verschiedene Partikelformen <strong>der</strong> Versuchsmaterialien
Versuchsmaterialien 35<br />
Foto 3 zeigt Partikel von mikrokristalliner Zellulose. Ihre längliche Form leitet sich aus <strong>der</strong><br />
Kettenstruktur <strong>der</strong> Makromoleküle ab. Die Abstufung in <strong>der</strong> Partikelgröße ist auch bei <strong>der</strong><br />
rasterelektromikroskopischen Aufnahme erkennbar (siehe Abbildung 17). Die Oberflächenfeuchte<br />
<strong>der</strong> Stoffe wurde mit Hilfe des Messgerätes Sartorius MA 30 nach <strong>der</strong> Dörr-Wäge-<br />
Methode bestimmt. Die Messungen wurden jeweils bei einer Temperatur von T = 105°C für<br />
die beiden mineralischen Probenmaterial durchgeführt. Bei <strong>der</strong> mikrokristallinen Zellulose<br />
wurde die Temperatur auf 80°C reduziert, da thermische Reaktionen bei höheren Temperaturen<br />
verlaufen. Die Versuchzeit betrug 15 Minuten. Die spezifische Oberfläche wurde nach <strong>der</strong><br />
BET-Methode untersucht. Die Ergebnisse werden wie folgt zusammengefasst:<br />
Tabelle 8: Messergebnisse <strong>der</strong> Probencharakterisierung<br />
Probenmaterialien d 50 in µm X w in % S m in m 2 /g (BET)<br />
Kalkstein 20 0,56 2,28<br />
Bentonit 7,4 4,65 16,51<br />
mikrokristalline Zellulose (MCC) 70,2 5,09 4,84<br />
4.3 Schüttgutdichte, Stampfdichte <strong>und</strong> Feststoffdichte<br />
Von den Schüttgütern wurden die Schüttgutdichte ρ b,0 lockerer Packung, die Stampfdichte<br />
ρ Stampf <strong>und</strong> die Feststoffdichte ρ s bestimmt. Die experimentelle Bestimmung <strong>der</strong> Schüttgutdichte<br />
lockerer Packung erfolgte mittels eines Messgefäßes mit bekanntem Volumen, in welches<br />
das Schüttgut eingefüllt wurde, wobei darauf geachtet werden musste, das Material nicht<br />
zu verpressen. In das Gefäß floss das Schüttgut aus einem kleinen Trichter. Das überstehende<br />
Schüttgut wurde mit einem Abstreifer exakt auf das eigentliche Messvolumen reduziert. Anschließend<br />
wurde das Schüttgut gewogen <strong>und</strong> das Messgefäß entleert. Mit <strong>der</strong> folgenden<br />
Formel lässt sich die Schüttgutdichte lockerer Packung ermitteln:<br />
m<br />
ρ<br />
b,0<br />
=<br />
(33)<br />
V<br />
b,0<br />
Die Stampfdichte wurde mittels PT-TD Messgerät <strong>der</strong> Firma PharmaTEST mit 1250facher<br />
Stampftaktanzahl ermittelt. Die Bestimmung <strong>der</strong> Feststoffdichte wurde in einem Helium-<br />
Pyknometer (Micromeritics) durchgeführt. Die Ergebnisse sind in nachstehen<strong>der</strong> Tabelle zusammengefasst.
Versuchsmaterialien 36<br />
Tabelle 9: Verschiedene Dichten <strong>der</strong> Schüttgüter<br />
Probenmaterialien Schüttgutdichte<br />
Stampfdichte<br />
Hausner-<br />
Feststoffdichte ρ s<br />
lockerer Packung<br />
ρ Stampf<br />
Faktor f h<br />
ρ b,0<br />
Kalkstein 1048 kg/m 3 1510 kg/m 3 1,44 2590 kg/m 3<br />
Bentonit 685 kg/m 3 961 kg/m 3 1,4 2640 kg/m 3<br />
Mikrokristalline<br />
Zellulose (MCC)<br />
286 kg/m 3 391 kg/m 3 1,37 1551 kg/m 3<br />
Wie man aus <strong>der</strong> Tabelle 9 entnehmen kann, unterscheiden sich die drei Schüttgüter hinsichtlich<br />
iherer Schüttgutdichte lockerer Packung, Stampf- <strong>und</strong> Feststoffdichte sehr stark voneinan<strong>der</strong>.<br />
Die Feststoffdichten <strong>der</strong> beiden mineralischen Schüttgüter sind im Vergleich zur Feststoffdichte<br />
von mikrokristalliner Zellulose fast doppelt so hoch. Eine deutliche Abstufung in<br />
<strong>der</strong> Schüttgutdichte <strong>der</strong> lockeren Packung ist unter den Versuchsmaterialien erkennbar. Die<br />
niedrigste Schüttgutdichte <strong>der</strong> lockeren Packung hat die mikrokristalline Zellulose gefolgt von<br />
Bentonit. Die höchste Schüttgutdichte lockerer Packung hat Kalkstein. Sie ist mehr als dreimal<br />
so groß wie die von MCC <strong>und</strong> mehr als eineinhalbmal größer als die von Bentonit. Aus<br />
dem Schüttgutvolumen V b,0 bzw. <strong>der</strong> Schüttgutdichte lockerer Packung ρ b,0 <strong>und</strong> dem Stampfvolumen<br />
V Stampf bzw. <strong>der</strong> Stampfdichte ρ Stampf kann ein empirischer Quotient, <strong>der</strong> sogenannte<br />
Hausner-Faktor, bestimmt werden [50]:<br />
f h<br />
ρ<br />
Stampf<br />
= (34)<br />
ρ<br />
b,0<br />
Der Hausner-Faktor charakterisiert nicht nur die Fließ- <strong>und</strong> Kompressionseigenschaften, son<strong>der</strong>n<br />
indirekt auch die Uniformität <strong>der</strong> Partikel im Hinblick auf Größe, Härte, Form <strong>und</strong> vor<br />
allem <strong>der</strong>en Haftvermögen [50]. Die Interpretation des Hausner-Faktors ist in Tabelle 10 aufgezeigt.<br />
Der Hausner-Faktor wurde für alle. Die Fließeigenschaften können als schlecht nach<br />
Hausner bezeichnet werden (siehe Tabellen 9 <strong>und</strong> 10).
Versuchsmaterialien 37<br />
Tabelle 10: Interpretation des Hausner-Faktors [50]<br />
Hausner-Faktor Fließeigenschaften<br />
1,05 – 1,18 exzellent<br />
1,14 – 1,19 gut<br />
1,22 – 1,27 passabel<br />
1,3 – 1,54 schlecht<br />
1,49 – 1,61 sehr schlecht<br />
>1,67 kein Fließen
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 38<br />
5. MESSUNG DER FLIEß- UND KOMPRESSIONSEIGENSCHAFTEN<br />
IM MITTELDRUCKBEREICH<br />
Das Fließverhalten von Schüttgütern wird im Normalfall mit <strong>der</strong> Jenike-Scherzelle im niedrigen<br />
Druckbereich (1-50 kPa) mit einer Schergeschwindigkeit von 1 mm/min <strong>und</strong> mit einem<br />
Scherweg von bis zu 6 mm gemessen. Die meisten Walzenpressen arbeiten jedoch mit Umfangsgeschwindigkeiten<br />
zwischen 0,01 <strong>und</strong> 1 m/s, langen Scherwegen s An = 1 m <strong>und</strong> hohen<br />
Drücken (p >1 MPa). Folglich muss das Kompressions- <strong>und</strong> Fließverhalten <strong>der</strong> Schüttgüter<br />
bei höheren Drücken, Schergeschwindigkeiten <strong>und</strong> Scherwegen untersucht werden.<br />
Li <strong>und</strong> Puri [51] haben bei ihren Versuchen eine Triaxialbox im Niedrig- <strong>und</strong> Mitteldruckbereich<br />
(< 690 kPa) <strong>und</strong> im Hochdruckbereich (< 21 MPa) angewandt, um die Fließ- <strong>und</strong> Kompressionseigenschaften<br />
von mikrokristalliner Zellulose sowie Aluminium- <strong>und</strong> Keramikpulver<br />
zu untersuchen. Sie haben festgestellt, dass zwischen <strong>der</strong> Schüttgutdichte bei lockerer Packung<br />
<strong>und</strong> <strong>der</strong> Kompressibilität von Schüttgütern ein Zusammenhang besteht. Schüttgüter,<br />
<strong>der</strong>en anfängliche Schüttgutdichte hoch ist, sind nicht so kompressibel wie Schüttgüter, <strong>der</strong>en<br />
Schüttgutdichte im Anfangszustand klein ist.<br />
Am Lehrstuhl für Mechanische Verfahrenstechnik <strong>der</strong> Universität Magdeburg wurde eine<br />
Pressscherzelle zur In-situ-Messung des Fließverhaltens von nassen kohäsiven Schüttgütern<br />
nach einer Pressfiltration gebaut [52], [53]. Ebenso wie bei einem Pressversuch wird in einer<br />
Scherzelle das Pulver definiert verdichtet (Anscheren) <strong>und</strong> danach die erzeugte Scherfestigkeit<br />
in Abhängigkeit von den aufgebrachten Normalbelastungen gemessen (Abscheren). Mit<br />
dieser Pressscherzelle können Schergeschwindigkeiten bis zu 0,042 m/s erreicht werden. Damit<br />
können die Verhältnisse in einer Walzenpresse (hohe Drücke <strong>und</strong> Umfangsgeschwindigkeiten,<br />
lange Scherwege) besser abgebildet werden, als mit herkömmlichen Translationsscherzellen.<br />
Für die Untersuchung <strong>der</strong> Fließeigenschaften können viele Messapparaturen wie die Jenike-<br />
Scherzelle o<strong>der</strong> Ringscherzelle, Biaxialbox o<strong>der</strong> Triaxialgerät in <strong>der</strong> Praxis gef<strong>und</strong>en werden.<br />
Diese Schergeräte wurden von Schwedes [54] <strong>und</strong> Kamath [55] klassifiziert <strong>und</strong> miteinan<strong>der</strong><br />
verglichen. Tabelle 11 zeigt einen Vergleich zwischen <strong>der</strong> Pressescherzelle [35] <strong>und</strong> an<strong>der</strong>en<br />
ausgewählten Schergeräten aus den oben erwähnten Studien.
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 39<br />
Tabelle 11: Vergleich von Schergeräten<br />
Messung von Jenike- Ringscherzelle Press- kubische Biaxialbox<br />
Scherzelle<br />
scherzelle Triaxialbox<br />
Fließorten Ja Ja Ja Ja Ja<br />
Wandreibung Ja Ja Ja Nein Nein<br />
Kompressibilität Ja Ja Ja Ja Ja<br />
Abrieb Nein Nein Ja Nein Nein<br />
Druckbereich Niedrig Niedrig Mittel Mittel <strong>und</strong><br />
Hoch<br />
Niedrig<br />
(1-50 kPa) (1-50 kPa) (50 kPa-1MPa)<br />
(< 21 MPa)<br />
(< 50 kPa)<br />
Sehr niedrig<br />
(1- 20 kPa)<br />
jeweils neuen Ja Nein Nein Ja Ja<br />
Proben erfor<strong>der</strong>lich<br />
Zeitfließort Ja (Ja) Nein Nein Nein<br />
Die Eigenschaften von Schüttgütern können also mit gewissen Einschränkungen hinsichtlich<br />
<strong>der</strong> anwendbaren Druck- <strong>und</strong> Geschwindigkeitsbereiche in einer Scherzelle analysiert werden<br />
(siehe Tabelle 12).<br />
Tabelle 12: Druckbereiche<br />
Druckbereich<br />
Geschwindigkeiten<br />
Translationsscherzelle niedriger Druckbereich σ M,st < 50 kPa v s,max = 2 mm/min<br />
Pressscherzelle Mitteldruckbereich<br />
v s,max = 0,042 m/s<br />
50 kPa < σ M,st < 1000 kPa<br />
Walzenpresse Hochdruckbereich 1 MPa < σ M,st 0,01 m/s < vu < 1 m/s<br />
5.1 Die Presscherzelle<br />
Die Untersuchung <strong>der</strong> Fließeigenschaften von flüssigkeitsgesättigten, ausgepressten Filterkuchen<br />
wurden mittels <strong>der</strong> Pressscherzelle durchgeführt [52], [53]. Die Messapparatur
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 40<br />
(s. Abbildung 18) ermöglicht ebenso die Bestimmung <strong>der</strong> Fließeigenschaften trockener<br />
Schüttgüter im Mitteldruckbereich. Die Pressscherzelle besteht aus einem Ringkolben <strong>und</strong> <strong>der</strong><br />
Ringzelle. Der Ringkolben wird unter den Hydraulikzylin<strong>der</strong> montiert. Mit seiner Hilfe erfolgt<br />
die Belastung des Schüttgutes bzw. die Einstellung <strong>der</strong> Spannungsniveaus. Beim Messvorgang<br />
dreht sich die Ringzelle, während <strong>der</strong> Ringkolben mit Hilfe <strong>der</strong> Querstange <strong>und</strong> <strong>der</strong><br />
auf dem Rahmen befestigten Wägezellen am Rotieren gehin<strong>der</strong>t wird. Der Antrieb besteht aus<br />
einem drehzahlgeregelten Elektromotor <strong>und</strong> einem nachgeschalteten Getriebe zur Erreichung<br />
<strong>der</strong> für die Messungen notwendigen Rotationsgeschwindigkeiten. Der Pressdruck des Kolbens<br />
wird direkt vom Computer gesteuert. Über eine Mess- <strong>und</strong> Regelkarte wird <strong>der</strong> eingegebene<br />
Druck in die entsprechenden Signale umgeformt <strong>und</strong> an die Hydraulikeinheit weitergeleitet.<br />
Auch die elektrischen Signale <strong>der</strong> Dehnmessstreifen in den Wägezellen werden im Computer<br />
verarbeitet <strong>und</strong> ausgewertet.<br />
Die Untersuchung <strong>der</strong> Fließeigenschaften wurden bei den Pulverbetttemperaturen T p,m = 23°C<br />
<strong>und</strong> T p,m = 40°C durchgeführt. Um eine konstante Temperatur zu sichern <strong>und</strong> die als Folge des<br />
Schervorganges entstehende Wärme abzuleiten, wurde ein Wasserkreislauf in die Messapparatur<br />
installiert. Das Wasser wird von einem Thermostat durch Schläuche zum Ringkolben<br />
geleitet (siehe Abbildung 18). Die Wassertemperatur am Eingang <strong>und</strong> am Ausgang des Ringkolbens<br />
wurde während <strong>der</strong> Versuche mit Hilfe von zwei Thermoelementen gemessen <strong>und</strong> im<br />
Computer erfasst.<br />
Wegaufnehmer<br />
Druckaufnehmer<br />
Rahmen<br />
Temperatursensor<br />
Hydraulikkolben<br />
Wasserkreislauf<br />
Scherzelle<br />
Kraftmessdose<br />
Abbildung 18: Die Pressscherzelle
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 41<br />
5.2 Die Fließeigenschaften <strong>der</strong> untersuchten Schüttgüter<br />
Bei den Untersuchungen wurde die Schergeschwindigkeit zwischen 4,2⋅10 -4 m/s <strong>und</strong><br />
0,042 m/s, <strong>der</strong> Anscherweg zwischen 0,1 <strong>und</strong> 2 m variiert. Als zusätzlicher Untersuchungsparameter<br />
wurde die Pulverbetttemperatur (T p,m = 23 °C <strong>und</strong> T p,m = 40 °C) verän<strong>der</strong>t. Es wurden<br />
fünf Fließorte (FO) aufgenommen. Ausgewählte Fließorte von mikrokristalliner Zellulose bei<br />
einer Schergeschwindigkeit v = 0,042 m/s, dem Anscherweg s An = 1 m <strong>und</strong> bei <strong>der</strong> mittleren<br />
Pulverbetttemperatur T p,m = 23°C sind in Abbildung 19 dargestellt. Die entsprechenden Fließeigenschaften<br />
können <strong>der</strong> Tabelle 13 entnommen werden.<br />
Scherspannung τ in kPa<br />
300<br />
200<br />
100<br />
FO 1<br />
FO 2<br />
FO 3<br />
100 200 300 400 500 600<br />
Normalspannung σ in kPa<br />
Abbildung 19: Ausgewählte Fließorte von mikrokristalliner Zellulose<br />
Tabelle 13: Fließeigenschaften mikrokristalliner Zellulose (Schergeschwindigkeit<br />
v = 0,042 m/s, Anscherweg s An = 1 m, mittleren Pulverbetttemperatur T p,m = 23°C)<br />
Innerer Reibungswinkel ϕ i 34°<br />
Stationärer Reibungswinkel ϕ st 42°<br />
Isostatische Zugfestigkeit σ 0<br />
27,07 kPa<br />
Schüttgutdichte <strong>der</strong> lockeren Packung ρ b,0 185 kg/m 3<br />
Kompressibilitätsindex n 0,113
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 42<br />
Zuerst wurde <strong>der</strong> Einfluss <strong>der</strong> Schergeschwindigkeit untersucht. Die Anscherspannung in Abhängigkeit<br />
<strong>der</strong> Schergeschwindigkeit für Bentonit (T p,m = 23°C) ist in Abbildung 20<br />
dargstellt. Die Normalspannungen <strong>der</strong> Fließorte werden als Kurvenparameter verwendet. Man<br />
kann feststellen, dass sich im untersuchten Messbereich die Anscherwerte durch die Schergeschwindigkeit<br />
bei Bentonit nur geringfügig beeinflussen lassen. Bei den an<strong>der</strong>en beiden untersuchten<br />
Schüttgütern konnte kein Effekt durch Än<strong>der</strong>ung <strong>der</strong> Schergeschwindigkeit beobachtet<br />
werden.<br />
400<br />
FO 5<br />
Anscherspannung τ An<br />
in kPa<br />
300<br />
200<br />
100<br />
FO 4<br />
FO 3<br />
FO 2<br />
FO 1<br />
0<br />
1E-4 1E-3 0,01 0,1<br />
Schergeschwindigkeit v s<br />
in m/s<br />
Abbildung 20: Anscherspannung in Abhängigkeit von <strong>der</strong> Schergeschwindigkeit bei Bentonit<br />
(σ An = 100, 200, 300, 400 <strong>und</strong> 500 kPa)<br />
Die Anscherspannung in Abhängigkeit vom Anscherweg enthält Abbildung 21 für alle drei<br />
Probenmaterialien bei einer Pulverbetttemperatur T p,m = 23°C. Die Normalspannungen <strong>der</strong><br />
Fließorte (FO) werden wie<strong>der</strong>um als Kurvenparameter verwendet. Die Variation <strong>der</strong> Anscherwege<br />
beeinflusst die Messergebnisse bei allen drei Versuchsmaterialien. Ein Gr<strong>und</strong> für<br />
diesen Effekt ist die vergleichsweise hohe Energieaufnahme in <strong>der</strong> Scherzone bei höheren<br />
Verfestigungsspannungen <strong>der</strong> FO 4 <strong>und</strong> 5, die den Abrieb <strong>und</strong> die Zerkleinerung <strong>der</strong> Partikel<br />
verursachen (siehe Abbildung 27).
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 43<br />
400<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
FO 5<br />
Anscherspannung τ An<br />
in kPa<br />
300<br />
200<br />
100<br />
FO 3<br />
FO 1<br />
0<br />
0,0 0,5 1,0 1,5 2,0<br />
Anscherweg s An<br />
in m<br />
Abbildung 21: Die Anscherspannung in Abhängigkeit vom Anscherweg bei <strong>der</strong> Schergeschwindigkeit<br />
v s = 0,0042 m/s<br />
Aus <strong>der</strong> Winkelbeziehung für den Endpunkt des Fließortes am Mohrkreis für stationäres Fließen<br />
kann die Spannung wie folgt beschrieben werden:<br />
τ<br />
= cosϕ<br />
⋅σ<br />
(35)<br />
E i R,<br />
st<br />
Der stationäre Fließort wird charakterisiert als:<br />
( σ )<br />
R , st<br />
= sinϕ<br />
st<br />
⋅<br />
M , st<br />
σ<br />
0<br />
(36)<br />
σ +<br />
Für die Anscherspannung wird näherungsweise die Scherspannung am Endpunkt τ E genutzt.<br />
Unter Verwendung von Gl. (35) <strong>und</strong> (36) lässt sich die Anscherspannung vereinfacht wie<br />
folgt beschreiben:<br />
( σ σ )<br />
An<br />
≈ τ<br />
E<br />
= cosϕ<br />
i<br />
⋅ sinϕ<br />
st<br />
⋅<br />
M , st 0<br />
(37)<br />
τ +<br />
In Abbildung 22 wird die Anscherspannung in Abhängigkeit von <strong>der</strong> Mittelpunktsspannung<br />
beim stationären Fließen, siehe Gl. (37), für Kalksteinpulver dargestellt. Die Pulverbetttemperatur<br />
wird hier als Kurvenparameter verwendet. Ihre Variation hat praktisch keinen Einfluss<br />
auf die Fließeigenschaften bei allen drei Versuchsmaterialien.
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 44<br />
600<br />
Anscherspannung τ An<br />
in kPa<br />
500<br />
400<br />
300<br />
200<br />
100<br />
T m,p<br />
= 23 °C<br />
T m,p<br />
= 40°C<br />
v s<br />
= 0,0042 m/s<br />
s An<br />
= 0,1m<br />
0<br />
0 200 400 600 800 1000<br />
Mittelpunktsspannung beim stationären Fließen σ M,st<br />
in kPa<br />
Abbildung 22: Anscherspannung in Abhängigkeit von <strong>der</strong> Pulverbetttemperatur<br />
5.3 Die Kompressionseigenschaften <strong>der</strong> untersuchten Schüttgüter im Mitteldruckbereich<br />
Mit <strong>der</strong> Pressscherzelle wurden auch die Kompressionseigenschaften <strong>der</strong> Probematerialien<br />
untersucht. Die Kompressionsrate in Abhängigkeit von <strong>der</strong> Mittelpunktsspannung bei<br />
stationärem Fließen (T m,p = 23°C) wird in Abbildung 23 für Bentonit dargestellt.<br />
30<br />
Kompressionsrate in g/J<br />
25<br />
20<br />
15<br />
10<br />
5<br />
dρ<br />
dσ<br />
v s<br />
= 0,00042 m/s<br />
v s<br />
= 0,0042 m/s<br />
v s<br />
= 0,042 m/s<br />
s An<br />
= 1 m<br />
= n ⋅<br />
ρ − ρ<br />
b<br />
s b<br />
M , st<br />
σ<br />
M , st<br />
+ σ<br />
0<br />
0<br />
0 200 400 600 800 1000<br />
Mittelpunktsspannung bei stationärem Fließen σ M,st<br />
in kPa<br />
Abbildung 23: Kompressionsrate Gl. (11) als Funktion <strong>der</strong> Mittelpunktsspannung
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 45<br />
Als Parameter wurde die Schergeschwindigkeit verwendet. Alle drei Kurven <strong>der</strong><br />
Kompressionsrate stimmen mit dem Modell Gl. (11) überein. Offensichtlich ist die<br />
Kompressionsrate unabhängig von <strong>der</strong> Schergeschwindigkeit.<br />
Typische Kompressionsfunktionen für alle drei Probematerialien werden in Abbildung 24<br />
gezeigt, (Schergeschwindigkeit v s = 0,042 m/s, den Anscherweg s An = 1 m <strong>und</strong> mittlere Pulverbetttemperatur<br />
T p,m = 23°C) Anhand <strong>der</strong> Messwerte wurden die Parameter n <strong>und</strong> ρ b,0 <strong>der</strong><br />
Kompressionsfunktion, siehe Gl. (10) <strong>und</strong> Gl. (12), bestimmt. Die ermittelten Fließeigenschaften<br />
<strong>der</strong> Probenmaterialien sind in den Tabellen 14 <strong>und</strong> 15 zusammengefasst. Der Kompressibilitätsindex<br />
des Kalksteinmehls beträgt n = 0,069. Das Kalkstein kann somit als kompressibles<br />
Schüttgut klassifiziert werden (siehe Tabelle 5).<br />
1600<br />
1400<br />
Schüttgutdichte ρ b<br />
in kg/m 3<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
v s<br />
= 0,042 m/s<br />
s An<br />
= 1 m<br />
0<br />
0 200 400 600 800 1000 1200<br />
Mittelpunktsspannung beim stationärem Fließen σ M,st<br />
in kPa<br />
Abbildung 24: Die Kompressionsfunktion Gl (12), d.h. Schüttgutdichte als Funktion <strong>der</strong> Mittelpunktsspannung<br />
Die Schüttgutdichte <strong>der</strong> mikrokristallinen Zellulose <strong>und</strong> des Bentonits nimmt mit <strong>der</strong> Mittelpunktsspannung<br />
beim stationärem Fließen σ M,st stärker zu als bei Kalkstein. Diese stärkere<br />
Zunahme spiegelt sich auch in höheren Werten <strong>der</strong> Kompressibilitätsidizes wi<strong>der</strong> (siehe Tabelle<br />
14). So kann Bentonit <strong>und</strong> MCC als sehr kompressibles Schüttgut eingestuft werden.
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 46<br />
Tabelle 14: Fließeigenschaften <strong>der</strong> untersuchten Schüttgüter<br />
(Schergeschwindigkeit<br />
v = 0,042 m/s, Anscherweg s An = 1 m, mittlere Pulverbetttemperatur T p,m = 23°C nach Gl. 12)<br />
Kalkstein Bentonit MCC<br />
Innerer Reibungswinkel ϕ i 34,6° 37,7° 34,3°<br />
Stationärer Reibungswinkel ϕ st 36,8° 39,4° 39,5°<br />
Isostatische Zugfestigkeit σ 0 9,94 kPa 8,68 kPa 27,07 kPa<br />
Schüttgutdichte <strong>der</strong> lockeren 981 kg/m 3 385 kg/m 3 185 kg/m 3<br />
Packung ρ b,0<br />
Kompressibilitätsindex n 0,078 0,098 0,113<br />
Die Ergebnisse mit <strong>der</strong> Anwendung <strong>der</strong> Kompressionsfunktion, siehe Gl (10), können folgen<strong>der</strong>maßen<br />
zusammengefasst werden:<br />
Tabelle 15: Kompressionseigenschaften bei Anwendung von Gl. (10)<br />
Kalkstein Bentonit MCC<br />
σ 0 9,94 kPa 8,68 kPa 27,07 kPa<br />
ρ b,0 1072 kg/m 3 629 kg/m 3 292 kg/m 3<br />
n 0,069 0,142 0,229<br />
In <strong>der</strong> Arbeit von Li <strong>und</strong> Puri [51] wurde ein empirischer Zusammenhang zwischen Kompressionsverhalten<br />
<strong>und</strong> Schüttgutdichte gef<strong>und</strong>en, <strong>der</strong> auch hier bestätigt wird. Der mineralische<br />
Kalkstein hat die höchste Schüttgutdichte <strong>der</strong> lockeren Partikelpackung<br />
ρ b,0 = 981 kg/m 3 <strong>und</strong> ist zugleich am wenigsten verdichtbar. Bei organischer mikrokristalliner<br />
Zellulose wurde die niedrigste Schüttgutdichte <strong>der</strong> lockeren Partikelpackung ρ b.0 = 185 kg/m 3<br />
gemessen. Sie hat den höchsten Kompressibilitätsindex.<br />
5.4 Energieaufnahme in <strong>der</strong> Scherzone<br />
Um die Kompressions- <strong>und</strong> Anschervorgänge in <strong>der</strong> Scherzone zusätzlich charakterisieren zu<br />
können, wurde die Energieaufnahme separat berechnet. Die spezifische Kompressionsarbeit<br />
in Abhängigkeit von <strong>der</strong> Mittelpunktsspannung bei stationärem Fließen wird für alle drei<br />
Schüttgüter bei T p,m = 23°C in Abbildung 25 aufgezeigt. Die spezifische Kompressionsarbeit<br />
beschreibt die externe Arbeit als Funktion des mittleren Druckes bei stationärem Fließen. Alle
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 47<br />
drei Kurven <strong>der</strong> spezifischen Kompressionsarbeit lassen sich mit dem Modell, siehe<br />
Gl. (13), wie<strong>der</strong>geben. Die Punkte stellen dabei die aus dem Modell für die Druckniveaus <strong>der</strong><br />
Fließorte 1 bis 5 berechneten Werten dar <strong>und</strong> sind keine unmittelbaren Messwerte. Aus <strong>der</strong><br />
Abbildung 25 geht hervor, dass die höchste spezifische Kompressionsarbeit bei MCC ermittelt<br />
wurde. Da ihre Schüttgutdichte mit <strong>der</strong> Mittelpunktsspannung beim stationärem Fließen<br />
σ M,st am stärksten zunimmt, ist MCC das kompressibelste Schüttgut unter den untersuchten<br />
Schüttgütern. Den zweithöchsten Kompressibilitätsindex besitzt Bentonit. Am wenigsten<br />
kompressibel ist demnach Kalkstein unten den untersuchten Schüttgütern (siehe Tabelle 15).<br />
Dadurch ergibt sich die höchste spezifische Kompressionsarbeit bei MCC, folgt von Bentonit<br />
<strong>und</strong> Kalkstein, siehe Gl. (13).<br />
Spezifische Kompressionsarbeit W m,b<br />
in J/kg<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
v S<br />
= 0,042 m/s<br />
s An<br />
= 1 m<br />
0,0<br />
0 200 400 600 800 1000<br />
Mittelpunktsspannung beim stationärem Fließen σ M,st<br />
in kPa<br />
Abbildung 25: Spezifische Kompressionsarbeit <strong>der</strong> Probenmaterialien nach Gl. (13) als Funktion<br />
<strong>der</strong> Mittelpunktsspannung<br />
Um den Energieeintrag in die Scherzelle analysieren zu können, soll auch die spezifische Anscherarbeit<br />
bestimmt werden. Sie charakterisiert die Energieaufnahme <strong>der</strong> Scherzone während<br />
des stationären Fließens bei konstanter Schüttgutdichte ρ b <strong>und</strong> ergibt sich aus den Gl. (12) <strong>und</strong><br />
(37). Sie hängt linear vom eingestellten Anscherweg s An ab.<br />
W<br />
m,<br />
b,<br />
An<br />
τ<br />
An<br />
⋅ s<br />
=<br />
ρ ⋅ h<br />
b<br />
An<br />
sz<br />
s<br />
=<br />
An<br />
⋅ cosϕ<br />
⋅sinϕ<br />
i<br />
h<br />
sz<br />
st<br />
⋅<br />
( σ + σ )<br />
M , st<br />
0<br />
⋅<br />
ρ −<br />
s<br />
( ρ − ρ )<br />
s<br />
b,0<br />
1<br />
⎛ σ ⋅<br />
⎜1<br />
+<br />
⎝ σ<br />
0<br />
M , st<br />
⎞<br />
⎟<br />
⎠<br />
−n<br />
(38)
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 48<br />
Von dieser spezifischen Anscherarbeit beschrieben durch Gl. (38), kann man die massenbezogene<br />
Leistungsaufnahme ableiten. Die spezifische Leistungsaufnahme kann als Funktion<br />
<strong>der</strong> Mittelpunktsspannung beim stationären Fließen σ M,st <strong>und</strong> <strong>der</strong> Schergeschwindigkeit v s<br />
beim Anscheren wie folgt ausgedrückt werden:<br />
P<br />
m,<br />
b,<br />
An<br />
τ<br />
=<br />
h<br />
An<br />
sz<br />
⋅ v v<br />
s s<br />
=<br />
⋅ ρ<br />
b<br />
⋅ cosϕ<br />
⋅ sinϕ<br />
i<br />
h<br />
sz<br />
st<br />
⋅<br />
( σ + σ )<br />
M , st<br />
0<br />
⋅<br />
ρ −<br />
s<br />
( ρ − ρ )<br />
s<br />
b,0<br />
1<br />
⎛ σ ⋅ ⎜1<br />
+<br />
⎝ σ<br />
0<br />
Die spezifische Anscherarbeit in Abhängigkeit von <strong>der</strong> Mittelpunktsspannung bei stationärem<br />
Fließen wird für alle drei Schüttgüter bei T p,m = 23°C in Abbildung 26 dargestellt. Die Folge<br />
einer besseren Verdichtbarkeit <strong>und</strong> niedrigeren Schüttgutdichte <strong>der</strong> lockeren Partikelpackung<br />
ρ b,0 ist eine höhere Anscherarbeit, siehe Gl. (38). Deshalb wird bei mikrokristalliner Zellulose<br />
unter ansonsten gleichen Bedingungen die höchste spezifische Anscherarbeit ermittelt. Aus<br />
ihr folgt jedoch auch ein merkbarer Abrieb <strong>der</strong> Partikel. Aus <strong>der</strong> Literatur kann entnommen<br />
werden [3], dass <strong>der</strong> Abrieb <strong>und</strong> die Zerkleinerung von Partikeln in einer Mühle dann beginnt,<br />
wenn mindestens eine spezifische Beanspruchungsenergie von etwa 2 J/g zugeführt wird. Die<br />
Abriebwahrscheinlichkeit steigt mit <strong>der</strong> Zunahme <strong>der</strong> Energieaufnahme in <strong>der</strong> Scherzone über<br />
diesen Mindestwert hinaus. Diese Energie wird in <strong>der</strong> Pressscherzelle hauptsächlich als spezifische<br />
Anscherarbeit zugeführt.<br />
M , st<br />
⎞<br />
⎟<br />
⎠<br />
−n<br />
(39)<br />
Spezifische Anscherarbeit W m,b,An<br />
in J/g<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
0 200 400 600 800 1000<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
v s<br />
= 0,042 m/s<br />
s An<br />
= 1 m<br />
Mittelpunktsspannung beim stationärem Fließen σ M,st<br />
in kPa<br />
Abbildung 26: Spezifische Anscherarbeit als Funktion <strong>der</strong> Mittelpunktsspannung
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 49<br />
Die massenbezogene Energieaufnahme in <strong>der</strong> Scherzone wird als Summe <strong>der</strong> spezifischen<br />
Kompressionsarbeit (Gl. 12) <strong>und</strong> <strong>der</strong> spezifischen Anscherarbeit (Gl. 38) berechnet:<br />
W<br />
p<br />
m,<br />
b,<br />
tot<br />
= Wm,<br />
b<br />
+ Wm,<br />
b,<br />
An<br />
= n∫<br />
0<br />
s<br />
+<br />
An<br />
⋅ cosϕ<br />
⋅sinϕ<br />
h<br />
i<br />
sz<br />
st<br />
⋅<br />
ρ<br />
⎡<br />
⎢ρ<br />
s −<br />
⎢⎣<br />
( ρ − ρ )<br />
( ρ − ρ )<br />
( σ σ )<br />
M , st<br />
+<br />
s − ( ρ<br />
s − ρb,0<br />
)<br />
s<br />
s<br />
b,0<br />
0<br />
b,0<br />
⎛ σ ⋅ ⎜1<br />
+<br />
⎝ σ<br />
0<br />
⎛ σ ⋅ ⎜1<br />
+<br />
⎝ σ<br />
0<br />
M , st<br />
⎞<br />
⎟<br />
⎠<br />
M , st<br />
⎛ σ ⋅ ⎜1<br />
+<br />
⎝ σ<br />
0<br />
Die spezifische Energieaufnahme als Funktion <strong>der</strong> Mittelpunktsspannung bei stationärem<br />
Fließen wird in Abbildung 27 für Bentonit bei T p,m = 23°C aufgezeigt. Der größere Energieanteil<br />
wird in Form von spezifischer Anscherarbeit zugeführt. Die spezifische Kompressionsarbeit<br />
ist dagegen um ein Vielfaches kleiner. Aus diesem Gr<strong>und</strong> erhält man die höchste spezifische<br />
Energieaufnahme für den längsten Anscherweg s An = 2 m, siehe Gl. (40). Aus Abbildung<br />
27 ist ersichtlich, dass die Schergeschwindigkeit keinen Einfluss auf die spezifische Energieaufnahme<br />
hat. Die Punkte ergeben sich aus den berechneten Werten <strong>der</strong> spezifischen Energieaufnahme<br />
von Fließort 1 bis Fließort 5.<br />
−n<br />
⎟ ⎞<br />
⎠<br />
M , st<br />
−n<br />
⎞<br />
⎟<br />
⎠<br />
−n<br />
⎤<br />
⎥<br />
⎥⎦<br />
2<br />
dσ<br />
M , st<br />
(40)<br />
Spezifische Energieaufnahme W m,b,tot<br />
in J/g<br />
40<br />
v s<br />
= 0,00042 m/s<br />
v s<br />
= 0,0042 m/s<br />
s An<br />
= 2 m<br />
v s<br />
= 0,042 m/s<br />
30<br />
20<br />
10<br />
0<br />
0 200 400 600 800 1000<br />
Mittelpunktsspannung beim stationärem Fließen σ M,st<br />
in kPa<br />
s An<br />
= 1 m<br />
s an<br />
= 0,1 m<br />
Abbildung 27: Spezifische Energieaufnahme <strong>der</strong> Scherzone als Funktion <strong>der</strong> Mittelpunktsspannung<br />
bei stationärem Fließen für Bentonit
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 50<br />
In Abbildung 28 werden Anscherspannung <strong>und</strong> die Schüttgutdichte bei FO 5 als Funktion <strong>der</strong><br />
spezifischen Energieaufnahme <strong>der</strong> Scherzone bei allen Parametereinstellungen für Bentonit<br />
<strong>und</strong> MCC für T m,p = 23°C dargestellt. Wie beobachtet werden kann, verursacht eine höhere<br />
spezifische Energieaufnahme bei FO 5 eine höhere Schüttgutdichte für beide gezeigten Materialien.<br />
Die Anscherspannung erhöht sich auch für Bentonit mit <strong>der</strong> Erhöhung <strong>der</strong> spezifischen<br />
Energieabsorption. Im Gegensatz zu Bentonit <strong>und</strong> Kalkstein fällt für MCC die Anscherspannung<br />
mit <strong>der</strong> Zunahme <strong>der</strong> spezifischen Energieaufnahme leicht ab. Mit Zunahme <strong>der</strong><br />
spezifischen Energieaufnahme in <strong>der</strong> Scherzone kann eine sogenannte „Entfestigung“, die<br />
durch die Umlagerung <strong>und</strong> Umorientierung <strong>der</strong> faserförmigen Partikel in Scherrichtung erklärbar<br />
ist, beobachtet werden. Dadurch verringert sich geringfügig <strong>der</strong> Reibungswi<strong>der</strong>stand<br />
in <strong>der</strong> Scherzone.<br />
500<br />
1200<br />
Anscherspannung τ An<br />
in kPa<br />
400<br />
300<br />
600<br />
200<br />
τ An<br />
Bentonit<br />
τ An<br />
MCC<br />
400<br />
100<br />
ρ b<br />
Bentonit 200<br />
ρ b<br />
MCC<br />
0<br />
0<br />
0 10 20 30 40 50 60 70<br />
Spezifische Energieaufnahme <strong>der</strong> Scherzone W m,b,tot<br />
in J/g<br />
1000<br />
800<br />
Schüttgutdichte ρ b<br />
in kg/m 3<br />
Abbildung 28: Anscherspannung <strong>und</strong> Schüttgutdichte bei FO 5 in Abhängigkeit von <strong>der</strong> spezifischen<br />
Energieaufnahme <strong>der</strong> Scherzone<br />
5.5 Äquivalentes Strömungsverhalten in <strong>der</strong> Scherzone<br />
Um das Strömungsverhalten <strong>der</strong> Schüttgüter während <strong>der</strong> Versuche zu charakterisieren <strong>und</strong><br />
zwischen dem langsamen, reibungsbehafteten Fließen <strong>der</strong> Partikelkontakte, dem viskosen
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 51<br />
"laminaren" Fließen <strong>und</strong> dem schnellen Fließen mit Partikelstößen <strong>und</strong> "turbulentem" Impulsaustausch<br />
zu unterscheiden, wurde die sogenannte Schüttgut-Reynolds-Zahl eingeführt.<br />
Ausgangsgrößen zur Berechnung dieses Wertes sind die Schergeschwindigkeit v s , die Höhe<br />
von Scherzone h sz <strong>und</strong> eine äquivalente Viskosität des fließenden Schüttgutes η b :<br />
v<br />
⋅ h<br />
⋅ ρ<br />
s sz b<br />
Re<br />
b<br />
=<br />
(41)<br />
ηb<br />
Die Viskosität in <strong>der</strong> Scherzone kann für eine angenommene „Newtonsche“ Flüssigkeit auf<br />
folgende Weise berechnet werden:<br />
τ<br />
An<br />
η<br />
b<br />
= (42)<br />
v / h )<br />
(<br />
s sz<br />
Unter Verwendung von Gl. (41) <strong>und</strong> Gl. (42) ergibt sich für die Schüttgut-Reynolds-Zahl:<br />
v<br />
⋅ ρ<br />
2<br />
s b<br />
Re<br />
b<br />
~<br />
(43)<br />
τ<br />
An<br />
Nach Einfügen von Gl. (37) in Gl. (43) kann die Schüttgut-Reynolds-Zahl wie folgt ausgedrückt<br />
werden:<br />
Re<br />
b<br />
2<br />
vs<br />
⋅ ρb<br />
=<br />
cosϕ<br />
⋅ sinϕ<br />
⋅<br />
i<br />
st<br />
( σ + σ )<br />
M , st<br />
0<br />
Unter Einbeziehung <strong>der</strong> Kompressionsfunktion, siehe Gl. (12), zum Beschreiben <strong>der</strong> Schüttgutdichte<br />
kann die Schüttgut-Reynolds-Zahl berechnet werden:<br />
(44)<br />
Re<br />
b<br />
=<br />
v<br />
2<br />
s<br />
⎡<br />
⋅ ⎢ρ<br />
s −<br />
s<br />
⎢⎣<br />
cosϕ<br />
⋅sinϕ<br />
( ρ − ρ )<br />
i<br />
b,0<br />
st<br />
⋅<br />
⎛ σ ⋅ ⎜1<br />
+<br />
⎝ σ<br />
0<br />
( σ + σ )<br />
M , st<br />
M , st<br />
0<br />
⎞<br />
⎟<br />
⎠<br />
−n<br />
⎤<br />
⎥<br />
⎥⎦<br />
(45)<br />
Sie wird in Abhängigkeit von <strong>der</strong> Mittelpunktsspannung beim stationären Fließen für alle drei<br />
Probematerialien bei <strong>der</strong> Schergeschwindigkeit v s = 0,042 m/s <strong>und</strong> dem Anscherweg<br />
s An = 1 m in Abbildung 29 aufgezeigt. Die Pulverbetttemperatur wird hier als Kurvenparameter<br />
verwendet. Die Schüttgut-Reynolds-Zahl (siehe Gl. 45) ist sehr viel kleiner als 1. Das Strömungsverhalten<br />
<strong>der</strong> Schüttgüter im untersuchten Bereich kann somit als „quasi-laminar“ eingestuft<br />
werden. Die Temperatur hat keinen Einfluss auf die Schüttgut-Reynolds-Zahl.
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 52<br />
Schüttgut-Reynolds-Zahl Re b<br />
in 10 -5<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
Kalkstein T m,p<br />
= 23°C<br />
Kalkstein T m,p<br />
= 40°C<br />
Bentonit T m,p<br />
= 23°C<br />
Bentonit T m,p<br />
= 40°C<br />
MCC T m,p<br />
= 23°C<br />
MCC T m,p<br />
= 40°C<br />
v s<br />
= 0,042 m/s<br />
s An<br />
= 1 m<br />
2<br />
0<br />
0 200 400 600 800 1000<br />
Mittelpunktsspannung beim stationärem Fließen σ M,st<br />
in kPa<br />
Abbildung 29: Schüttgut-Reynolds-Zahl<br />
5.6 Das Wandfließverhalten <strong>der</strong> untersuchten Schüttgüter<br />
Bei den Untersuchungen wurde ein polierter Cr-Ni-Stahl mit <strong>der</strong> Rauhigkeit R z = 6,2 µm als<br />
Wandmaterialprobe verwendet. Getestet wurde <strong>der</strong> Einfluss <strong>der</strong> Schergeschwindigkeit, des<br />
Scherweges <strong>und</strong> <strong>der</strong> Pulverbetttemperatur auf das Wandfließverhalten. Der Wandreibungswinkel<br />
in Abhängigkeit vom Scherweg ist in Abbildung 30 für alle drei Probematerialien dargestellt.<br />
Die Pulverbetttemperatur wurde als Parameter verwendet. Zu erkennen war, dass sich<br />
mit Erhöhung <strong>der</strong> Pulverbetttemperatur das Ablöseverhalten <strong>der</strong> mikrokristallinen Zellulose<br />
verschlechtert. Einen sichtbaren Effekt wies auch die Variation des Scherweges auf. Die<br />
Schergeschwindigkeit hatte im untersuchten Bereich von v s = 0,00042 m/s bis v s = 0,042 m/s<br />
auf keines <strong>der</strong> Schüttgütern einen Einfluss. Bei allen drei Materialien konnte eine relativ große<br />
Streuung in den Messwerten beobachtet werden. Sie kann dadurch erklärt werden, dass<br />
sich die Oberfläche bzw. die Rauhigkeit <strong>der</strong> Wandmaterialprobe durch Abnutzung während<br />
<strong>der</strong> Versuche än<strong>der</strong>t. In <strong>der</strong> Arbeit von Cameron <strong>und</strong> Gethin [56] wurde die Wandreibung bei<br />
verschiedenen Wandrauhigkeiten simuliert <strong>und</strong> untersucht. Dabei zeigte die Oberflächenrauhigkeit<br />
einen Einfluss auf die Wandreibung. Bei den hier durchgeführten Untersuchungen mit<br />
Kalkstein <strong>und</strong> Bentonit wurde stellenweise eine unregelmäßige Anhaftung des Schüttgutes am<br />
Wandmaterial beobachtet. Beim Auftreten dieser Schicht än<strong>der</strong>te sich <strong>der</strong> Wandreibungswinkel<br />
sehr stark.
Messung <strong>der</strong> Fließ- <strong>und</strong> Kompressionseigenschaften im Mitteldruckbereich 53<br />
Wandreibungswinkel ϕ w<br />
in grd<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
0,0 0,5 1,0 1,5 2,0<br />
Scherweg s An<br />
in m<br />
Kalkstein T m, p<br />
= 23°C<br />
Kalkstein T m,p<br />
= 40°C<br />
Bentonit T m,p<br />
= 23°C<br />
Bentonit T m,p<br />
= 40°C<br />
MCC T m,p<br />
= 23°C<br />
MCC T m,p<br />
= 40°C<br />
v s<br />
= 0,0042 m/s<br />
Abbildung 30: Wandreibungswinkel in Abhängigkeit vom Scherweg<br />
5.7 Partikelgrößenverteilung <strong>der</strong> untersuchten Schüttgüter<br />
Als Beispiel wird die Partikelgrößenverteilungsdichte <strong>der</strong> mikrokristallinen Zellulose vor <strong>und</strong><br />
nach den Scherversuchen bei <strong>der</strong> Schergeschwindigkeit v s = 0,0042 m/s, dem Scherweg<br />
s An = 2 m <strong>und</strong> <strong>der</strong> mittleren Pulverbettemperatur T p,m = 23°C in Abbildung 31 aufgezeigt. Man<br />
kann feststellen, dass sich die Partikelgröße von MCC infolge des Abriebes bei den Scherversuchen<br />
verringert. Dieses Verhalten wurde auch bei Kalksteinmehl [35] beobachtet.<br />
Partikelverteilungsdichte in 1/mm<br />
1,6<br />
1,4<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
Kalkstein davor<br />
Kalkstein danach<br />
Bentonit davor<br />
Bentonit danach<br />
MCC davor<br />
MCC danach<br />
v S<br />
= 0,0042 m/s<br />
s An<br />
= 2 m<br />
0,0<br />
0,01 0,1 1 10 100 1000<br />
Partikelgröße in µm<br />
Abbildung 31: Partikelgrößenverteilungsdichte vor <strong>und</strong> nach den Scherversuchen
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 54<br />
6. MESSUNG DER KOMPRESSIONSEIGENSCHAFTEN IM HOCH-<br />
DRUCKBEREICH<br />
6.1 Literaturübersicht<br />
Während <strong>der</strong> Verdichtung erfolgt in <strong>der</strong> Partikelpackung eine Umordnung <strong>der</strong> Partikel verb<strong>und</strong>en<br />
mit elastischen Kontaktdeformationen, elastisch-plastischen Kontaktdeformationen,<br />
Brechen <strong>der</strong> Partikel, plastische Partikeldeformationen <strong>und</strong> letztlich dem Fließen des Presslings.<br />
Diese Mikroprozesse können zeitlich nacheinan<strong>der</strong> o<strong>der</strong> parallel auftreten. Das Verdichtungsverhalten<br />
wird durch die stofflichen Eigenschaften des Gutes (z. B. Verformungs<strong>und</strong><br />
Bruchverhalten, Partikelgrößen <strong>und</strong> <strong>der</strong>en Verteilung, Festigkeiten <strong>der</strong> Partikel), aber<br />
auch durch Prozessgrößen wie die Verdichtungsgeschwindigkeit o<strong>der</strong> die Temperatur bestimmt<br />
[57]. Der Einfluss <strong>der</strong> Versuchsparameter <strong>und</strong> die Materialeigenschaften auf die Verdichtung<br />
von Schüttgütern wurde oft untersucht. Eine Übersicht über ausgewählte Arbeiten<br />
auf diesem Gebiet gibt Tabelle 16. Die Festigkeit <strong>der</strong> Presslinge wurde von allen zitierten<br />
Autoren mittels Diametraltest bestimmt (siehe Kap. 6.5).<br />
Eine experimentelle Studie zur Verdichtung von Metallpulvern veröffentlichte Heuberger<br />
1950 [58]. Er untersuchte den Einfluss <strong>der</strong> Verdichtung auf die Sintereigenschaften von Presslingen<br />
aus einer Kupfer-Graphit-Mischung. Bei <strong>der</strong> Verdichtung wurde <strong>der</strong> Pressdruck <strong>und</strong><br />
bei <strong>der</strong> Sinterung die Sintertemperatur variiert. Heuberger stellte fest, dass die Dichte <strong>und</strong> die<br />
Brinell-Härte <strong>der</strong> Sinterstücke mit <strong>der</strong> Erhöhung des Pressdruckes zunimmt.<br />
Roenneke [59] untersuchte in seiner Dissertation die Verdichtung von verschiedenen Kohlearten,<br />
einem Blei-Zink-Erz <strong>und</strong> Glas <strong>und</strong> nahm dabei Druck-Stempelweg-Kurven auf. Aus den<br />
Untersuchungen ergab sich, dass sich Weichbraunkohle von allen Probenmaterialien zu den<br />
festesten Presslingen verdichten ließ. Bei den Versuchen wurde auch <strong>der</strong> Einfluss <strong>der</strong> Körnung<br />
<strong>und</strong> des Enddruckes auf die Druck-Stempelweg-Kurve untersucht. Dabei konnte festgestellt<br />
werden, dass <strong>der</strong> Verlauf <strong>der</strong> Verdichtungskurve vom verpressten Stoff <strong>und</strong> dessen Körnung<br />
nicht aber von dem gewählten Enddruck abhängt.<br />
Schmidt [60] analysierte in seiner Dissertation, wie sich Pulvermischungen aus zwei o<strong>der</strong><br />
mehreren Substanzen gegenseitig in ihrem jeweiligen Verformungsverhalten beeinflussen.<br />
Die aufgenommenen Druck-Weg-Diagramme wurden mit <strong>der</strong> modifizierten Approximationsfunktion<br />
von Führer [31] ausgewertet. Bei den Untersuchungen wurde die Än<strong>der</strong>ung <strong>der</strong> Approximationsparameter<br />
mit <strong>der</strong> Fülltiefe <strong>und</strong> <strong>der</strong> maximalen Presskraft geprüft. Wie erwartet,<br />
existierte die Abhängigkeit <strong>der</strong> Parameter von <strong>der</strong> Fülltiefe, nicht jedoch von <strong>der</strong> maximalen
Tabelle 16: Übersicht über ausgewählte experimentelle Studien für einaxiale Verdichtung o<strong>der</strong> Tablettierung<br />
Autor, Jahr, Literaturstelle Maschine untersuchte Substanzen Versuchsparameter<br />
Heuberger 1950 [58] hydraulische Presse Kupfer <strong>und</strong> Graphit Mischung - Pressdruck<br />
Roenneke 1953 [59] Stempelpresse Kohlearten, Erz <strong>und</strong> Glas - Partikelgröße<br />
- Pressdruck<br />
Schmidt 1978 [60]<br />
Exzenterpresse<br />
E XI F,<br />
Fa Fette,<br />
Avicel, Elcema, Emcompress, Kartoffelstärke,<br />
Milchzucker, Salicylsäure, <strong>und</strong> Sulfanilamid<br />
- Fülltiefe<br />
- Presskraft<br />
- Partikelgröße<br />
- Konzentration <strong>der</strong> Gleitmittel<br />
- Mischungsverhältnis<br />
Sartor <strong>und</strong> Schubert 1979 [61] hydraulische Unterstempelpresse<br />
Kalkstein<br />
- Pressgeschwindigkeit;<br />
- Feuchtigkeit<br />
Pilpel, Britten, Onyekweli <strong>und</strong> Hydraulikpresse<br />
Laktose, Kalkstein, Natriumchlorid, Stearinsäure, - Temperatur<br />
Esezobo 1991 [62]<br />
Paracetemol Mischung <strong>und</strong> Chloroquin-<br />
Diphosphat<br />
Adams, Mullier <strong>und</strong> Seville<br />
1994 [63]<br />
JJ Prüfmaschine Quarzsand mit PVP - Bindemittelkonzentration<br />
- Durchmesser <strong>der</strong> Zelle<br />
Zimmer 1996 [38] Dicafos AN, Kalkstein, Tablettose,<br />
- Feuchtigkeit<br />
Starch 1500<br />
Sinka, Cunningham <strong>und</strong> hydraulische Ober- <strong>und</strong> Unterstempelpresse,<br />
MCC<br />
- Wandreibung<br />
Zavaliangos 2003<br />
Fa. ESH<br />
Kara, Tobyn <strong>und</strong><br />
Stevens 2004<br />
Hochgeschwindigkeitskompressor,<br />
ESH Testing Ltd.<br />
MCC-, Laktose-; Calciumphosphatdihydrat<strong>und</strong><br />
Magnesiumstearat- Mischungen<br />
- Pressdruck<br />
- Presswerkzeugmaterial<br />
55
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 56<br />
Presskraft. Parameterän<strong>der</strong>ungen wurden auch in Abhängigkeit von Korngröße, Gleitmittelmenge<br />
<strong>und</strong> Zusammensetzung festgestellt.<br />
Sartor <strong>und</strong> Schubert [61] prüften den Einfluss <strong>der</strong> Pressgeschwindigkeit <strong>und</strong> <strong>der</strong> Luftfeuchtigkeit<br />
auf die Verdichtung von Kalksteinpulver mit einer hydraulischen Unterstempelpresse.<br />
Dabei wurde beobachtet, dass die Verdichtung mit zunehmen<strong>der</strong> Pressgeschwindigkeit früher<br />
einsetzt <strong>und</strong> <strong>der</strong> Druckanstieg am Anfang flacher verläuft. Dieser Effekt wurde mit <strong>der</strong> raschen<br />
Entlüftung <strong>der</strong> Probe erklärt. Bei <strong>der</strong> Bestimmung des Einflusses <strong>der</strong> Test- <strong>und</strong> Lageratmosphäre<br />
wurde eine Abnahme <strong>der</strong> Tablettenfestigkeit mit zunehmen<strong>der</strong> Luftfeuchtigkeit<br />
festgestellt.<br />
Pilpel, Britten, Onyekweli <strong>und</strong> Esezobo [62] haben die Verdichtung von pharmazeutischen<br />
Substanzen mit verschiedenen Schmelzpunkten durchgeführt <strong>und</strong> anschließend die Festigkeit<br />
<strong>der</strong> Tabletten untersucht. Sie stellten fest, dass die Tablettenfestigkeit mit <strong>der</strong> Erhöhung des<br />
Verhältnisses <strong>der</strong> Versuchstemperatur zur Schmelztemperatur R zunächst zu- <strong>und</strong> nach <strong>der</strong><br />
Überschreiten eines kritischen Verhätnisses (R K ≈ 0,9) wie<strong>der</strong> abnahm.<br />
Adams, Mullier <strong>und</strong> Seville [63] haben die einaxiale Verdichtung von Quarzsand untersucht.<br />
Ihre aufgenommenen Diagramme werteten sie mit <strong>der</strong> Approximationsfunktion von Kawakita<br />
(siehe Tabelle 4). Bei den Untersuchungen wurden die Bindemittelkonzentration <strong>und</strong> <strong>der</strong><br />
Durchmesser <strong>der</strong> Zelle variiert. Erwartungsgemäß nahm die Festigkeit <strong>der</strong> Presslinge mit Erhöhung<br />
<strong>der</strong> Zellendurchmesser ab <strong>und</strong> mit Erhöhung <strong>der</strong> Bindemittelkonzentration zu.<br />
In seiner Dissertation erforschte Zimmer [38] den Einfluss <strong>der</strong> Press- <strong>und</strong> Lageratmosphäre<br />
auf das Verdichtungsverhalten <strong>und</strong> die Eigenschaften von Tabletten. Als Probenmaterial wurden<br />
pharmazeutische Hilfsstoffe angewandt. Außer bei Tablettose-Tabletten än<strong>der</strong>ten sich die<br />
Festigkeiten <strong>der</strong> Presslinge mit <strong>der</strong> Erhöhung des Wassergehaltes. Während die Festigkeit bei<br />
Kalkstein <strong>und</strong> Dicafos abnahm, erhöhte sie sich bei den an<strong>der</strong>en Probematerialien mit zunehmendem<br />
Feuchtegehalt.<br />
Sinka, Cunningham <strong>und</strong> Zavaliangos [64] untersuchten den Einfluss <strong>der</strong> Wandreibung bei <strong>der</strong><br />
Kompression von mikrokristalliner Zellulose. Verwendung fand dabei eine hydraulische<br />
Ober- <strong>und</strong> Unterstempelpresse. Die Versuche wurden zur Kalibrierung eines FEM-Modells<br />
angewandt. Die Ergebnisse in <strong>der</strong> Studie veranschaulichten, dass die Dichteverteilungen<br />
durch Faktoren wie z.B. Wandreibung, Geometrie o<strong>der</strong> Ausgangsbedingungen beeinflusst<br />
werden.<br />
Kara, Tobyn <strong>und</strong> Stevens [65] führten Untersuchungen zum Einsatz von Zirkonoxid als Presswerkzeugmaterial<br />
bei verschiedenen Pressdrücken durch. Angewandt wurden auch hier Stahlpresswerkzeuge.<br />
Die Ergebnisse für alle Versuchsmaterialien zeigten, dass die Arbeit, die für
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 57<br />
den Ausstoß <strong>der</strong> Tablette aus den Presswerkzeugen notwendig war, für solche aus Zirkonoxid<br />
niedriger war als für herkömmliche Stahlwerkzeuge.<br />
6.2 Versuchsaufbau<br />
Als Versuchsapparatur wurde eine Hydraulikpresse aufgebaut, mit <strong>der</strong> Schüttgüter verpresst<br />
werden können. Sie besteht im wesentlichen aus einem Hydraulikaggregat, einem Hydraulikkolben,<br />
den Presswerkzeugen für die Schüttgutproben sowie den entsprechenden Auflagerkonstruktionen<br />
<strong>und</strong> Peripheriegeräten [66] (siehe Abbildung 32). Zwischen dem Rahmen <strong>der</strong><br />
Hydraulikpresse <strong>und</strong> dem Hydraulikkolben ist ein Wegaufnehmer montiert, mit dessen Hilfe<br />
<strong>der</strong> Hubweg beim Verpressen ermittelt wird. Ein Druckaufnehmer ermöglicht zusätzlich die<br />
Aufzeichnung des Druckverlaufes während <strong>der</strong> Agglomeration. Die Hydraulikpresse wird<br />
komplett über den Computer (mit dem „Agilent“ Programm) gesteuert, d. h. <strong>der</strong> eingegebene<br />
Druck wird mittels einer Messkarte in die entsprechenden Signale umgeformt <strong>und</strong> an die<br />
Hydraulikeinheit weitergeleitet. Die elektrischen Signale des Wegaufnehmers werden über<br />
die Messkarte im Computer verarbeitet <strong>und</strong> ausgewertet. Zur Agglomeration <strong>der</strong> Schüttgüter<br />
wurden Presswerkzeuge benutzt, die aus einem oberflächengehärteten Stahlzylin<strong>der</strong> mit den<br />
geometrischen Abmessungen d = 40 mm <strong>und</strong> h = 70 mm <strong>und</strong> aus einem gehärteten Stahlkolben<br />
mit den Abmessungen d = 40 mm <strong>und</strong> L = 100 mm bestehen.<br />
Manometer<br />
Drucksensor<br />
Hydraulikzylin<strong>der</strong><br />
Wegsensor<br />
Presswerkzeuge<br />
Hydraulikkolben<br />
Schaltschrank<br />
Hydraulikaggregat<br />
Abbildung 32: Hydraulikpresse
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 58<br />
6.3 Ermittelte Kompressionseigenschaften im Hochdruckbereich<br />
Bei den Untersuchungen wurden verschiedene Parameter <strong>und</strong> Anfangsgrößen zwischen den<br />
einzelnen Versuchsreihen variiert [66]. Dies waren die Schüttguttemperatur (T b = 20 °C,<br />
T b = 40 °C), <strong>der</strong> maximale Kompressionsdruck (p = 30 MPa, p = 60 MPa), die Verdichtungsgeschwindigkeit<br />
(v K = 0,0042 m/s, v K = 0,00581 m/s, v K = 0,00874 m/s) <strong>und</strong> die Anfangspulverhöhe<br />
(h 0 = 20 mm, h 0 = 40 mm, h 0 = 60 mm). Bei den Versuchen wurden die Druck-Weg-<br />
Kurven ab 0,3 MPa Pressdruck aufgenommen. Je<strong>der</strong> Messpunkt kennzeichnete einen Mittelwert<br />
aus zehn Einzelmessungen. Dabei wurden auch repräsentative Standardabweichungen<br />
bestimmt. Vor je<strong>der</strong> Messreihe wurde eine Kalibration durchgeführt, bei <strong>der</strong> die Druck-Weg-<br />
Kurven ohne Befüllung <strong>der</strong> Presswerkzeuge zur Charakterisierung <strong>der</strong> Stauchung <strong>der</strong> Maschine<br />
aufgenommen wurde. Der Unterschied zwischen Kalibrationskurve <strong>und</strong> Messkurve<br />
ergab die tatsächliche Druck-Weg-Kurve.<br />
6.3.1 Einfluss des Pressdruckes<br />
Der Einfluss des maximalen Pressdruckes auf die erreichte Enddichte (nach elastischer Rückdehnung)<br />
wird am Beispiel <strong>der</strong> Verdichtung von allen drei Probenmaterialien bei <strong>der</strong> Verdichtungsgeschwindigkeit<br />
v K = 0,0042 m/s <strong>und</strong> <strong>der</strong> Anfangspulverbetthöhe h 0 = 20 mm in Abbildung<br />
33 dargestellt.<br />
2000<br />
1800<br />
1600<br />
Enddichte ρ End<br />
in kg/m 3<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
T = 20 °C<br />
v K<br />
= 0,0042 m/s<br />
h 0<br />
= 20 mm<br />
0<br />
0 10 20 30 40 50 60 70<br />
Kompressionsdruck p max<br />
in MPa<br />
Abbildung 33: Enddichte in Abhängigkeit vom Kompressionsdruck
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 59<br />
Da die Verdichtung explizit vom Kompressionsdruck abhängt (siehe Tabelle 4), nimmt die<br />
Enddichte erwartungsgemäß mit Erhöhung <strong>der</strong> maximalen Pressdrücke zu [66].<br />
6.3.2 Einfluss <strong>der</strong> Verdichtungsgeschwindigkeit<br />
Den Einfluss <strong>der</strong> Kompressionsgeschwindigkeit auf die erreichte Enddichte stellt Abbildung<br />
34 dar. Die Variation <strong>der</strong> Verdichtungsgeschwindigkeit lässt keine deutliche Tendenz in den<br />
Ergebnissen erkennen [66]. Die Verdichtungsgeschwindigkeit scheint keinen bemerkenswerten<br />
Einfluss auf die Enddichte im untersuchten Bereich zu haben. Bei <strong>der</strong> Verdichtung wird<br />
die Luft aus dem Schüttgut verdrängt. Der Einfluss <strong>der</strong> Kompressionsgeschwindigkeit besteht<br />
darin, dass ab einer kritischen Geschwindigkeit Reibungseffekte durch das Aufwirbeln des<br />
Schüttgutes auftreten [50]. Die angewandten Verdichtungsgeschwindigkeiten lagen offenbar<br />
unterhalb dieser kritischen Geschwindigkeit. Aus diesem Gr<strong>und</strong> konnte kein Einfluss beobachtet<br />
werden.<br />
2000<br />
1800<br />
Enddichte ρ End<br />
in kg/m 3<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
T = 40 °C<br />
p max<br />
= 60 MPa<br />
h 0<br />
= 60 mm<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
0<br />
0,000 0,002 0,004 0,006 0,008 0,010<br />
Kompressionsgeschwindigkeit v K<br />
in m/s<br />
Abbildung 34: Die Enddichte in Abhängigkeit von <strong>der</strong> Kompressionsgeschwindigkeit<br />
6.3.3 Einfluss <strong>der</strong> Pulverbetthöhe<br />
Um die Abhängigkeit <strong>der</strong> Enddichte von <strong>der</strong> Anfangspulverbetthöhe zu ermitteln, wurden alle<br />
drei Schüttgüter bei unterschiedlichen Anfangspulverbetthöhen verpresst. Abbildung 35 zeigt<br />
die bestimmten Werte bei einem maximalen Pressdruck von p = 30 MPa, <strong>der</strong> Schüttguttempe-
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 60<br />
ratur T = 40 °C <strong>und</strong> <strong>der</strong> Verdichtungsgeschwindigkeit v K = 0,00874 m/s in Bezug auf die Anfangspulverbetthöhe.<br />
Dabei ist für alle drei Schüttgüter ein Einfluss <strong>der</strong> Anfangspulverbetthöhe<br />
zu beobachten [66]. Mit zunehmen<strong>der</strong> Anfangspulverbetthöhe nimmt die erreichbare Enddichte<br />
ab. Der Literatur [50], [68] ist zu entnehmen, dass Reibung während des Verdichtungsvorganges<br />
zwischen <strong>der</strong> Seitenwand <strong>der</strong> Presswerkzeuge <strong>und</strong> den Partikeln auftritt. Da es zu<br />
einer größeren Berührungsfläche zwischen Partikeln <strong>und</strong> Presswerkzeugoberfläche bei höheren<br />
Anfangspulverbetthöhen kommt, steigt <strong>der</strong> Reibungswi<strong>der</strong>stand <strong>und</strong> dadurch die Ungleichmäßigkeit<br />
<strong>der</strong> Druckverteilung im Pressling. Die unteren Partikel werden weniger verdichtet<br />
<strong>und</strong> haben deshalb nach <strong>der</strong> Verdichtung eine geringere Dichte. Somit sinkt die mittlere<br />
Dichte <strong>der</strong> Agglomerate.<br />
2000<br />
1800<br />
Enddichte ρ End<br />
in kg/m 3<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
T = 40 °C<br />
p max<br />
= 30 MPa<br />
200<br />
v K<br />
= 0,00874 m/s<br />
0<br />
0 10 20 30 40 50 60 70 80<br />
Anfangspulverbetthöhe h 0<br />
in mm<br />
Abbildung 35: Enddichte in Abhängigkeit von <strong>der</strong> Anfangspulverbetthöhe<br />
6.3.4 Einfluss <strong>der</strong> Schüttguttemperatur<br />
Zur Untersuchung des Temperatureinflusses auf die einzelnen Schüttgüter wurde ein Trockenschrank<br />
neben <strong>der</strong> Hydraulikpresse aufgestellt. Die Temperatur im Schrank betrug auf<br />
40°C. Zwei Sätze <strong>der</strong> Presswerkzeuge <strong>und</strong> das Probenmaterial wurden so lange eingelagert,<br />
bis die Temperaturverteilung in <strong>der</strong> Probe gleichmäßig war (ca. 20 St<strong>und</strong>en). Abwechselnd<br />
wurden die Sätze aus dem Trockenschrank herausgenommen <strong>und</strong> mit den vorbereiteten Proben<br />
befüllt, dann wurde das Schüttgut mit erhöhter Temperatur verpresst. Die Enddichte in<br />
Abhängigkeit von <strong>der</strong> Schüttguttemperatur ist in Abbildung 36 für den maximalen Pressdruck
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 61<br />
p = 60 MPa, die Verdichtungsgeschwindigkeit v K = 0,00581 m/s <strong>und</strong> die Pulverbetthöhe<br />
h 0 = 60 mm dargestellt. Die drei untersuchten Schüttgüter zeigen unterschiedliche Tendenzen<br />
bei <strong>der</strong> Variation <strong>der</strong> Schüttguttemperatur [66]. Bei Kalkstein hat sie keinen Einfluss auf die<br />
Verdichtung. Bei Versuchen mit Bentonit sinkt die Enddichte mit zunehmen<strong>der</strong> Temperatur<br />
<strong>und</strong> bei MCC steigt die Enddichte an. Dieser Effekt kann durch Sintervorgänge während <strong>der</strong><br />
Verdichtung erklärt werden.<br />
2000<br />
1800<br />
1600<br />
Enddichte ρ End<br />
in kg/m 3<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
p max<br />
= 60 MPa<br />
v K<br />
= 0,00581 m/s<br />
h 0<br />
= 60 mm<br />
0<br />
0 10 20 30 40 50<br />
Schüttguttemperatur T in °C<br />
Abbildung 36: Enddichte in Abhängigkeit von <strong>der</strong> Schüttguttemperatur<br />
6.4 Auswertung <strong>der</strong> Druck-Weg-Kurven<br />
Aus den ermittelten Druck-Weg-Kurven wurden zuerst die Druck-Schüttgutdichte-Kurven<br />
berechnet. In Kapitel 3.3 sind die wichtigsten Approximationsfunktionen dargestellt. Ein Programm<br />
in Agilent <strong>und</strong> MATLAB Umgebung ermöglichte die Ermittlung <strong>der</strong> Anpassungsparameter<br />
<strong>der</strong> Kompressionsfunktion von Johanson [19] (siehe Tabelle 4) <strong>und</strong> <strong>der</strong> Kompressionsfunktion<br />
von Tomas [66] für den Hochdruckbereich, siehe Gl. (12).<br />
In Abbildung 37 ist die Schüttgutdichte gegen den Pressdruck für einen repräsentativen Versuch<br />
aufgetragen. Dabei sind die etwaigen mittleren Verläufe aus den 10 jeweiligen Messungen<br />
aufgetragen, zu denen die Standardabweichungen als Fehlerbalken hinzugefügt wurden.<br />
Eingefügt sind auch die Approximationsfunktionen nach Johanson <strong>und</strong> Tomas für alle drei
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 62<br />
Schüttgüter. Der Abbildung 37 kann zuerst eine starke Zunahme <strong>der</strong> Schüttgutdichte bei ansteigendem<br />
Pressdruck entnommen werden. Danach wird <strong>der</strong> Dichteanstieg jedoch flacher.<br />
Schüttgutdichte ρ b<br />
in kg/m 3<br />
2000<br />
1800<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
0<br />
-10 0 10 20 30 40 50 60<br />
Kompressionsdruck p in MPa<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
Johanson<br />
Gl. 12<br />
Abbildung 37: Ermittelte Schüttgutdichte in Abhängigkeit vom Kompressionsdruck<br />
(T = 20 °C, p max = 60 MPa, v K = 0,0042 m/s, h 0 = 20 mm)<br />
Die ermittelten Parameter sind in Tabelle 17 zusammengefasst.<br />
Tabelle 17: Ermittelte Parameter für die Approximationsfunktionen nach Johanson <strong>und</strong><br />
Tomas [66] mit Standardabweichung S )<br />
Johanson (Tabelle 4) Tomas Gl. (12)<br />
ρ 0<br />
in<br />
p 0<br />
kg/m³ MPa<br />
in<br />
K S ) ρ b,0 in σ 0 in<br />
Komp.<br />
n S ) Komp.index<br />
kg/m³ MPa<br />
Kalkstein 1530 3,52 12,5 0,6 1341 1,3 0,134 0,045<br />
Bentonit 1146 2,94 7,9 0,52 884 1,82 0,174 0,017<br />
MCC 509 2,91 4,3 0,19 380 7,45 0,357 0,037
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 63<br />
Die Messwerte <strong>der</strong> Versuche lassen sich mit beiden Approximationsfunktionen gut annähern.<br />
Es ist aber festzustellen, dass die Approximation mit <strong>der</strong> Kompressionsfunktion von Tomas<br />
bei Kalkstein <strong>und</strong> Bentonit genauer erfolgt.<br />
Der Kompressibilitätsfaktor K stellt ein Maß für den Verpresswi<strong>der</strong>stand dar. Je größer dieser<br />
Faktor ist, desto größer ist <strong>der</strong> Verpresswie<strong>der</strong>stand <strong>und</strong> desto weniger ist das Gut kompressibel.<br />
Aus <strong>der</strong> Tabelle 17 kann entnommen werden, dass Kalkstein den höchsten<br />
K-Wert hat <strong>und</strong> MCC am stärksten kompressibel ist.<br />
6.5 Ermittlung <strong>der</strong> Festigkeit <strong>der</strong> Tabletten<br />
Nachdem die Schüttgüter mit <strong>der</strong> Hydraulikpresse zu Presslingen verdichtet waren, wurden<br />
sie zirka 48 St<strong>und</strong>en gelagert <strong>und</strong> anschließend Diametraldruckversuche mit <strong>der</strong> Universalprüfmaschine<br />
TIRAtest 2425 durchgeführt. Die Agglomerate wurden mit einer Geschwindigkeit<br />
von v = 0,2 mm/min bis zum Bruch beansprucht. Dabei erfolgte die Aufnahme von Kraft-<br />
Weg-Kurven. Aus <strong>der</strong> Aufzeichnung <strong>der</strong> Kraft-Weg-Verläufe während <strong>der</strong> Diametraldruckversuche<br />
ließ sich auf die Verformbarkeit <strong>der</strong> Agglomerate schließen. Das prinzipielle Verhalten<br />
<strong>der</strong> verschiedenen Agglomerate während <strong>der</strong> Diametraldruckversuche wird in Abbildung<br />
38 schematisch dargestellt.<br />
Nach anfänglicher elastischer Deformation ging die Verformung bei mikrokristalliner Zellulose<br />
in eine stark plastische Deformation über, wobei ein keilförmiger Bereich in den Körper<br />
hineingedrückt wurde. Danach zeichnete sich langsam mit steigen<strong>der</strong> Belastung ein Riss ab.<br />
Dieser wurde stetig größer, bis er das gesamte Agglomerat durchzog. Der Bruch trat mit einem<br />
hörbaren Knacken ein.<br />
Die aus Bentonit bestehenden Presslinge wurden dominant elastisch deformiert. Bei einer<br />
bestimmten Belastung lösten sich die inneren Spannungen mit einem lauten Knall <strong>und</strong> <strong>der</strong><br />
Pressling brach. Dabei bildete sich ein Riss in <strong>der</strong> Mitte.<br />
Die Kalksteinagglomerate wurden vorwiegend elastisch verformt. Es zeichnete sich schon<br />
früh ein Riss auf <strong>der</strong> Oberfläche <strong>der</strong> Tablette ab. Das Agglomerat bröckelte.
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 64<br />
Mikrokristalline Zellulose<br />
F<br />
F<br />
F<br />
dominante<br />
plastische Deformation<br />
Bentonit<br />
F<br />
F<br />
F<br />
dominante<br />
elastische Deformation<br />
Kalkstein<br />
F<br />
F<br />
F<br />
dominante<br />
elastische Deformation<br />
Abbildung 38: Schematische Darstellung des Verhaltens <strong>der</strong> Agglomerate bei den Diametraldruckversuchen<br />
Eine typische Kraft-Weg-Kurve eines Diametraldrucktestes von MCC wird in Abbildung 39<br />
dargestellt. Am Anfang verläuft die Kurve linear <strong>und</strong> charakterisiert damit die elastische Verformung<br />
<strong>der</strong> Partikel. Danach kann eine Abflachung bis zum Bruch beobachtet werden, durch<br />
die die dominant plastische Deformation gekennzeichnet ist.
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 65<br />
300<br />
250<br />
Bruchpunkt B<br />
Kraft F in N<br />
200<br />
150<br />
100<br />
MCC<br />
T = 20°C<br />
p max = 30 MPa<br />
v K = 0,00874 m/s<br />
h 0 = 20 mm<br />
50<br />
Fließgrenze F f<br />
Hertz-Kurve<br />
Anpassung elast.-plast.<br />
0<br />
0,0 0,2 0,4 0,6 0,8 1,0 1,2<br />
Weg s in mm<br />
Abbildung 39: Typischer Kraft-Weg-Verlauf eines Diametraldruckversuches bei MCC<br />
In Abbildung 40 ist die typische Kraft-Weg-Kurve eines Diametraldrucktests von Bentonit<br />
dargestellt. Die Kurve verläuft bis zum Bruch näherungsweise linear, was für eine dominant<br />
elastische Deformation charakteristisch ist.<br />
Kraft F in N<br />
120<br />
100<br />
80<br />
60<br />
Betnonit<br />
T = 20°C<br />
p max = 30 MPa<br />
v K = 8,74 mm/s<br />
h 0 = 20 mm<br />
Anpassung<br />
Hertz-Kurve<br />
Bruchpunk B<br />
40<br />
20<br />
0<br />
0,00 0,05 0,10 0,15 0,20 0,25 0,30<br />
Weg s in mm<br />
Abbildung 40: Typischer Kraft-Weg-Verlauf eines Diametraldruckversuches bei Bentonit
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 66<br />
In Abbildung 41 wird die typische Kraft-Weg-Kurve eines Diametraldrucktests von Kalkstein<br />
gezeigt. Die Kurve verläuft bis zum Bruch näherungsweise linear, was eine dominant elastische<br />
Deformation charakterisiert.<br />
Kraft N in N<br />
7<br />
6<br />
5<br />
4<br />
3<br />
Bruchpunkt B<br />
Kalkstein<br />
T = 20°C<br />
p max<br />
= 30 MPa<br />
v K<br />
= 0,00874 m/s<br />
h 0<br />
= 20 mm<br />
lineare Anpassung<br />
2<br />
1<br />
0<br />
0,00 0,02 0,04 0,06 0,08 0,10 0,12 0,14 0,16<br />
Weg s in mm<br />
Abbildung 41: Typischer Kraft-Weg-Verlauf eines Diametradruckversuches bei Kalkstein<br />
Die Steifigkeit k s charakterisiert den Anstieg des elastischen Teiles <strong>der</strong> aufgezeichneten Kraft-<br />
Weg-Kurven:<br />
k<br />
s<br />
∆F<br />
= (46)<br />
∆s<br />
el<br />
Die Kraft-Weg-Kurven des Diametralversuches wurden linear angepasst <strong>und</strong> die Steifigkeit k s<br />
<strong>der</strong> Presslinge aus dem jeweiligen Diagramm abgelesen. Die mittleren Steifigkeiten, berechnet<br />
aus den Messreihen bei T = 20°C, p max = 60 MPa, v K = 0,0042 m/s <strong>und</strong> h 0 = 20 mm werden<br />
in Tabelle 18 zusammengefasst.<br />
Das Elastizitätsmodul <strong>der</strong> Presslinge kann dann mit den abgelesenen Steifigkeiten k s <strong>und</strong> mit<br />
<strong>der</strong> Höhe des Presslings h s errechnet werden:<br />
E =<br />
k ⎛<br />
s ⎜<br />
1−ν<br />
= 2 ⋅<br />
1<br />
E<br />
⋅ h ⎝ Tab<br />
s<br />
⋅π<br />
8<br />
2<br />
Tab<br />
1−ν<br />
+<br />
E<br />
pl<br />
Pl<br />
⎞<br />
⎟<br />
⎠<br />
−1<br />
≈ 2 ⋅ E<br />
Tab<br />
(47)<br />
Das elastische Bruchverhalten <strong>der</strong> Presslinge lässt sich charakterisieren durch:<br />
F<br />
N , el<br />
⋅ E ⋅ hs<br />
= π (48)<br />
8
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 67<br />
Das elastisch-plastische Bruchverhalten <strong>der</strong> Presslinge kann beschrieben werden als<br />
FN<br />
, el.<br />
− pl.<br />
= p<br />
f<br />
⋅ hs<br />
⋅ K<br />
A<br />
⋅ r1,<br />
2<br />
⋅ s<br />
(49)<br />
wobei<br />
p<br />
f<br />
F<br />
f<br />
=<br />
h ⋅ s<br />
0<br />
f<br />
(50)<br />
<strong>und</strong><br />
r<br />
1,2<br />
⎛<br />
⎜<br />
1<br />
=<br />
⎝ rT<br />
1 ⎞<br />
+ ⎟<br />
r<br />
pl.<br />
⎠<br />
−1<br />
≈ r<br />
T<br />
(51)<br />
zu berechnen ist. Der Wert K A wurde 6<br />
5 eingeschätzt.<br />
Tabelle 18: Ermittelte Steifigkeit <strong>und</strong> Elastizitätsmodul <strong>der</strong> Presslinge (T = 20°C,<br />
p max = 60 MPa, v K = 0,0042 m/s, h 0 = 20 mm)<br />
Kalkstein Bentonit MCC<br />
Steifigkeit 66,2 kN/m 578,1 kN/m 773,4 kN/m<br />
Elastizitätsmodul 17,7 MPa 210,1 MPa 304,1 MPa<br />
Aus <strong>der</strong> Bruchkraft <strong>und</strong> den Tablettenabmessungen (Durchmesser d s <strong>und</strong> Höhe h s ) wird die<br />
Bruchspannung berechnet:<br />
=<br />
F<br />
B<br />
σ<br />
B<br />
(52)<br />
d<br />
s<br />
⋅ hs<br />
In Abbildung 42 sind die berechneten mittleren Bruchspannungen aus 10 Messwerten bei<br />
zwei verschiedenen maximalen Pressdrücken aufgezeigt. Bei höherem maximalem Pressdruck<br />
steigt die Enddichte <strong>und</strong> die Steghöhe <strong>der</strong> Presslinge sinkt, siehe Gl. (12), wobei sich ein homogeneres<br />
Agglomerat bildet. Die Wahrscheinlichkeit kritischer Gefügefehler, die unter Belastung<br />
eher zum Bruch führen können, nimmt bei kleinerem Volumen ab. Dadurch wurde<br />
erwartungsgemäß eine Zunahme in <strong>der</strong> Festigkeit bei allen drei Materialien festgestellt.
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 68<br />
Mittlere Bruchspannung σ B,m<br />
in MPa<br />
3,0<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
T = 40 °C<br />
v K<br />
= 0,0042 m/s<br />
h 0<br />
= 20 mm<br />
0,0<br />
0 10 20 30 40 50 60<br />
Maximaler Pressdruck p max<br />
in MPa<br />
Abbildung 42: Mittlere Bruchspannung bei verschiedenen Pressdrücken<br />
Die mittleren Bruchspannungen bei Messreihen, die mit verschiedenen Pressgeschwindigkeiten<br />
verdichtet wurden, wurden miteinan<strong>der</strong> verglichen. Abbildung 43 zeigt die mittleren<br />
Bruchspannungen von Agglomeraten aus allen drei Materialien bei T = 20 °C, p max = 30 MPa<br />
<strong>und</strong> h 0 = 20 mm. Im untersuchten Messbereich wird praktisch kein Einfluss <strong>der</strong> Verdichtungsgeschwindigkeit<br />
festgestellt [66].<br />
1,2<br />
Mittlere Bruchspannung σ B,m<br />
in MPa<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
0,0<br />
0,000 0,002 0,004 0,006 0,008 0,010<br />
Verdichtungsgeschwindigkeit v K<br />
in m/s<br />
Abbildung 43: Mittlere Bruchspannung bei verschiedenen Verdichtungsgeschwindigkeiten<br />
(T = 20°C, p max = 30 MPa, h 0 = 20 mm)
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 69<br />
Der Einfluss <strong>der</strong> variierten Anfangspulverbetthöhe auf die Festigkeit bei <strong>der</strong> Verdichtung<br />
wird in Abbildung 44 dargestellt. Die Inhomogenität <strong>der</strong> gepressten Agglomerate wird mit<br />
steigen<strong>der</strong> Anfangspulverbetthöhe verstärkt. Ein zunehmen<strong>der</strong> Anteil des Pressdruckes wird<br />
über die Wandreibung des Schüttgutes an die Wand abgegeben <strong>und</strong> steht <strong>der</strong> Verdichtung<br />
nicht mehr zur Verfügung. Mit zunehmendem Volumen steigt die Wahrscheinlichkeit von<br />
kritischen Gefügefehlern, die die Agglomerate unter Belastung zum Bruch bringen. Somit<br />
nimmt die berechnete mittlere Bruchspannung mit <strong>der</strong> Erhöhung <strong>der</strong> Anfangspulverbetthöhe<br />
bei allen drei Probematerialien ab.<br />
Mittlere Bruchspannung σ B,m<br />
in MPa<br />
0,7<br />
0,6<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
0,0<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
0 10 20 30 40 50 60<br />
Anfangspulverbetthöhe h 0<br />
in mm<br />
Abbildung 44: Mittlere Bruchspannung bei verschiedenen Anfangspulverbetthöhen<br />
(T = 20°C, p max = 30 MPa, v K = 0,00581 m/s)<br />
Die mittlere Bruchspannung bei variierter Schüttguttemperatur wird in Abbildung 45 gezeigt.<br />
Es ist zu erkennen, dass die Temperaturerhöhung beim Verdichten ein Absinken <strong>der</strong> Festigkeit<br />
<strong>der</strong> Agglomerate aus Bentonit verursacht. Dagegen bewirkt bei MCC die Erhöhung <strong>der</strong><br />
Schüttguttemperatur beim Verdichten eine Zunahme <strong>der</strong> Festigkeit <strong>der</strong> Presslinge. Bei Versuchen<br />
mit Kalkstein kommt es diesbezüglich zu keinen signifikanten Verän<strong>der</strong>ungen.<br />
Krug <strong>und</strong> Na<strong>und</strong>orf [67] haben den Einfluss <strong>der</strong> Verpressungstemperatur beim Verdichten<br />
von Trockenbraunkohle untersucht. Dabei wurde festgestellt, dass <strong>der</strong> Einfluss <strong>der</strong> Temperatur<br />
sehr stark vom Feuchtegehalt des Aufgabegutes abhängig ist. Das Wasser kann während<br />
<strong>der</strong> Verdichtung als „Plastifizierungshilfsmittel“ wirken <strong>und</strong> dadurch eine Festigkeitserhöhung<br />
<strong>der</strong> Agglomerate ermöglichen, wie hier bei MCC beobachtet wurde. Lokale Inhomoge-
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 70<br />
nitätsstellen können auch durch Porenüberdrücke des Wassers <strong>und</strong> Ausgleichsströmungen im<br />
Pressling verursacht werden. Da Bentonit ein quellfähiges Material ist, reichert <strong>der</strong> Pressling<br />
während des Verpressens Feuchte in den verbleibenden Poren an. Dadurch entstehen innere<br />
Zugspannungen, die zur Abnahme <strong>der</strong> Festigkeit von Bentonit-Presslingen führen.<br />
1,0<br />
Mittlere Brechspannung σ B,m<br />
in MPa<br />
0,9<br />
0,8<br />
0,7<br />
0,6<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
0,0<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
0 10 20 30 40<br />
Schüttguttemperatur T in °C<br />
Abbildung 45: Mittlere Bruchspannung bei verschiedenen Temperaturen (p max = 30 MPa,<br />
v K =0,00581 m/s, h 0 = 20 mm)<br />
6.6 Verpressbarkeit <strong>der</strong> untersuchten Schüttgüter<br />
Um die Verpressbarkeit <strong>der</strong> untersuchten Schüttgüter besser charakterisieren zu können, wurden<br />
in Abbildung 46 die Bruchspannung σ B <strong>und</strong> die spezifische Kompressionsarbeit W m,b ,<br />
siehe Gl. (13), in ihrer Abhängigkeit dargestellt. Zu erkennen ist, dass die Werte <strong>der</strong> Verpressbarkeit<br />
<strong>der</strong> verschiedenen Schüttgüter deutlich auseinan<strong>der</strong> liegen. Anhand <strong>der</strong> Messwerte<br />
wurden die Parameter n, σ 0 <strong>und</strong> ρ b,0 <strong>der</strong> spezifischen Kompressionsarbeit bestimmt. Die<br />
Schüttgutdichten <strong>der</strong> mikrokristallinen Zellulose <strong>und</strong> des Bentonits nehmen mit dem Pressdruck<br />
stärker zu als bei Kalkstein (siehe Abbildung 37). Da die spezifische Kompressionsarbeit<br />
die Fläche unter den ermittelten Kraft-Weg-Kurven beschreibt, folgt aus dem durch Gl.<br />
(13) beschriebenen Modell (Kapitel 3.3), dass die höchste spezifische Kompressionsarbeit bei<br />
MCC zu finden ist. Bentonit zeigt eine mittlere <strong>und</strong> Kalkstein die geringste Verpressbarkeit.
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 71<br />
Bruchspannung σ B<br />
in MPa<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
T = 20°C<br />
p max<br />
= 30 MPa<br />
v K<br />
= 0,0042 m/s<br />
h 0<br />
= 20 mm<br />
0,0<br />
0 1 2 3 4 5 6 7 8 9 10<br />
Spezifische Kompressionsarbeit W m,b<br />
in J/g<br />
Abbildung 46: Mittlere Bruchspannung in Abhängigkeit von <strong>der</strong> spezifischen Kompressionsarbeit<br />
Der spezifische Energieeintrag bis zum Bruch kann auf die folgende Weise mit dem Gewicht<br />
<strong>der</strong> Tablette m T bestimmt werden:<br />
W<br />
m,<br />
B<br />
sB<br />
∫<br />
= 0<br />
F(<br />
s)<br />
ds<br />
m<br />
T<br />
In Abbildung 47 wurde die spezifische Bruchenergie in Abhängigkeit von <strong>der</strong> spezifischen<br />
Kompressionsarbeit dargestellt.<br />
(53)<br />
0,024<br />
Spezifische Bruchenergie W m,B<br />
in J/g<br />
0,022<br />
0,020<br />
0,018<br />
0,016<br />
0,014<br />
0,012<br />
0,010<br />
0,008<br />
0,006<br />
0,004<br />
0,002<br />
T = 20°C<br />
p max<br />
= 30 MPa<br />
v K<br />
= 0,0042 m/s<br />
h 0<br />
= 20 mm<br />
0,000<br />
0 1 2 3 4 5 6 7 8 9 10<br />
Spezifische Kompressionsarbeit W m,b<br />
in J/g<br />
Abbildung 47: Spezifische Bruchenergie in Abhängigkeit von <strong>der</strong> spezifischen Kompressionsarbeit
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 72<br />
Aus Abbildung 47 ist ersichtlich, dass <strong>der</strong> Energieaufwand zur Verdichtung ein Vielfaches<br />
höher ist als <strong>der</strong> Energieaufwand zum Brechen <strong>der</strong> Presslinge.<br />
6.7 Primärpartikelgrößenverteilung in den Tabletten nach dem Pressen<br />
Um die Primärpartikelgrößenverteilung bestimmen zu können, wurden unverpresstes Schüttgut<br />
<strong>und</strong> Agglomerate (verpresst bei <strong>der</strong> Schüttguttemperatur T = 20°C, dem maximalen Pressdruck<br />
p max = 30 MPa, <strong>der</strong> Verdichtungsgeschwindigkeit v K = 0,0042 m/s <strong>und</strong> Anfangspulverbetthöhe<br />
h 0 = 20 mm) in destilliertem Wasser zirka 20 St<strong>und</strong>en solange eingelegt, bis die Pulver<br />
als Einzelpartikel vorlagen. Danach wurden Proben aus den Suspensionen in das Laserbeugungsgerät<br />
Mastersizer 2000 <strong>der</strong> Firma Malvern eingefüllt <strong>und</strong> die Partikelgrößenverteilung<br />
analysiert. Abbildung 48 zeigt die ermittelten Ergebnisse. Es ist festzustellen, dass sich<br />
die Partikelgröße infolge des Verpressens verringert. Diese Verringerung wurde ebenso bei<br />
den durchgeführten Scherversuchen beobachtet (siehe Kapitel 5.7).<br />
Partikelgrößenverteilungsdichte in 1/mm<br />
1,4<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
Kalkstein<br />
Lieferzustand<br />
nach Kompression<br />
Bentonit<br />
Lieferzustand<br />
nach Kompression<br />
MCC<br />
Lieferzustand<br />
nach Kompression<br />
0,0<br />
0,01 0,1 1 10 100 1000<br />
Partikelgröße in µm<br />
Abbildung 48: Partikelgrößenverteilung nach <strong>der</strong> Verdichtung im Hochdruckbereich<br />
6.8 <strong>Modellierung</strong> des Verdichtungsvorganges<br />
Der Verdichtungsvorgang sollte nun mit <strong>der</strong> Diskrete Elemente Methode (DEM) modelliert<br />
werden. Sie basiert auf <strong>der</strong> Annahme, dass die Prozessdynamik <strong>der</strong> zu berechnenden Stoffwandlung<br />
aus einer Vielzahl von einzelnen, abgeschlossenen Elementen besteht. Bei einer
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 73<br />
Simulationsaufgabe werden die Partikel in einer bestimmten Startgeometrie positioniert <strong>und</strong><br />
mit einer Anfangsgeschwindigkeit versehen.<br />
Mit Hilfe physikalischer Gesetzmäßigkeiten werden die auf die Partikel wirkenden Kräfte<br />
errechnet (siehe Abbildung 49).<br />
Aktualisierung <strong>der</strong> Partikel- <strong>und</strong> Wandpositionen<br />
<strong>und</strong> <strong>der</strong> Anzahl <strong>der</strong> Kontakte<br />
Kräfte-Momente-Bilanzen<br />
(angewandt auf jedes Partikel)<br />
Kontaktgesetze<br />
(angewandt auf jedes Partikel)<br />
- resultierende Kräfte <strong>und</strong> Momente - relative Bewegungen<br />
- Zustandgleichungen<br />
Kontaktkräfte<br />
Abbildung 49: Berechnungsmethode [66], [69]<br />
Aus diesen resultierenden Kräften werden die während eines Zeitschrittes verän<strong>der</strong>te Geschwindigkeit<br />
<strong>und</strong> Position <strong>der</strong> einzelnen Teilchen unter Anwendung <strong>der</strong> Kräfte- <strong>und</strong> Momentenbilanzen<br />
mit einem numerischen Integrationsverfahren berechnet. Danach werden aus diesen<br />
neu ermittelten Positionen <strong>und</strong> Geschwindigkeiten wie<strong>der</strong>um die Kräfte bestimmt. Dieser<br />
Berechnungszyklus wird so lange wie<strong>der</strong>holt, bis <strong>der</strong> <strong>Modellierung</strong>szeitraum beendet o<strong>der</strong> ein<br />
Abbruchkriterium erreicht ist. Die Berechnungsmethode wird in Abbildung 49 veranschaulicht.<br />
Bei <strong>der</strong> Simulation wurde das Programm Particle Flow Code <strong>der</strong> Firma Itasca angewendet.<br />
Folgende Voraussetzungen waren für die Simulation notwendig:<br />
- Die Partikel werden als starre Scheiben dargestellt.<br />
- In den Kontaktpunkten haben die Scheiben Überlappungen. Die Größe <strong>der</strong> Überlappung<br />
ist im Vergleich zur Größe <strong>der</strong> Kontaktpartner klein.<br />
- Die einzelnen Scheiben sind unzerstörbar <strong>und</strong> nicht deformierbar.
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 74<br />
Das Programm wird im Anhang A gezeigt. Darin wurde zuerst ein Abschnitt, <strong>der</strong> den bei den<br />
Untersuchungen angewendeten Presswerkzeugen geometrisch ähnlich ist, programmiert [66].<br />
Anschließend wurden eine Packung aus monodispersen Partikeln mit dem Sauterdurchmesser<br />
d S = 6,06 µm mit ähnlicher Porosität hergestellt <strong>und</strong> zwischen den Wänden mit Hilfe eines<br />
Trichters eingefüllt (siehe Tabelle 19). Als erste Näherung sind monodispersen Partikel akzeptabel,<br />
ansonsten sollten die Partikelgröße eng verteilt sein.<br />
Tabelle 19: Vergleich <strong>der</strong> Modellparameter mit den tatsächlichen Messgrößen bei Bentonit<br />
Parameter<br />
Symbol, Einheit 2D-DEM-Simulation Pressversuch<br />
mikromechanisch<br />
Partikelanzahl N 280 ∞<br />
Sauterdurchmesser d s in µm 6,06 6,06<br />
Feststoffdichte ρ s in kg/m 3 2640 2640<br />
Normalsteifigkeit <strong>der</strong> Partikel kn in N/m 3500 2,29*10 5<br />
Schersteifigkeit <strong>der</strong> Partikel ks in N/m 3500 8,56*10 4<br />
Normalsteifigkeit <strong>der</strong> Wände kn in N/m 10 8 10 8<br />
Schersteifigkeit <strong>der</strong> Wände ks in N/m 10 8 10 8<br />
makromechanisch<br />
Anfangspulverbetthöhe h 0 in mm 0,27 60<br />
Porosität <strong>der</strong> Schüttung ε 0 0,2018 0,7405<br />
Kraftübertragungsfläche A in mm 2 8,076*10 -3 1,257*10 3<br />
max. Presskraft F in N 0,2433 37698<br />
Kompressionsgeschwindigkeit v K in m/s 0,874 0,0042<br />
Porosität des Presslings ε max 0,1527 0,4295<br />
In Abbildung 50 wird das mit <strong>der</strong> Hydraulikpresse aufgenommene Druck-Weg-Diagramm<br />
<strong>und</strong> das bei <strong>der</strong> DEM-Simulation erhaltene Druck-Weg-Diagramm aufgezeichnet. Die Verläufe<br />
<strong>der</strong> Kurven ähneln einan<strong>der</strong>, aber es gibt einen relativ großen Unterschied zwischen den<br />
ermittelten Drücken. Dieser kann darauf zurückgeführt werden, dass die Partikel als Scheiben<br />
modelliert wurden. Während <strong>der</strong> Simulation konnten diese Scheiben lediglich elastisch verformt<br />
werden. Ein weiterer Gr<strong>und</strong> für diesen Unterschied ist, dass in <strong>der</strong> Simulation keine<br />
Primärpartikelbrüche auftreten können <strong>und</strong> <strong>der</strong> Sauterdurchmesser anstatt <strong>der</strong> tatsächlichen<br />
Partikelgrößenverteilung angewendet wurde.
Messung <strong>der</strong> Kompressionseigenschaften im Hochdruckbereich 75<br />
30<br />
25<br />
Pressdruck p in MPa<br />
20<br />
15<br />
10<br />
5<br />
gemessen<br />
T = 20°C, v K<br />
= 0,0042 m/s, h 0<br />
= 60 mm<br />
simuliert<br />
v K<br />
= 874 mm/s, h 0<br />
= 0,27 mm<br />
0<br />
0,000 0,005 0,010 0,015 0,020 0,025 0,030 0,035 0,040<br />
Weg s in mm<br />
Abbildung 50: Vergleich von Simulations- <strong>und</strong> Messergebnis
Kompaktierversuche mit einer Walzenpresse 76<br />
7. KOMPAKTIERVERSUCHE MIT EINER WALZENPRESSE<br />
7.1 Literaturübersicht<br />
Eine experimentelle Untersuchung zur Pulverbewegung <strong>und</strong> Druckverteilung im Walzenspalt<br />
veröffentlichten Vinogradov <strong>und</strong> Katashinskii [15] 1965 veröffentlicht. In ihrer Arbeit untersuchten<br />
sie den Einfluss <strong>der</strong> Materialeigenschaften des Aufgabegutes (Kupfer-, Nickel-, Eisen-<br />
<strong>und</strong> Chrom-Karbid-Pulver), <strong>der</strong> Schülpendicke, des Verhältnisses <strong>der</strong> Walzenkontaktlänge<br />
zur mittleren Schülpendicke <strong>und</strong> <strong>der</strong> Anwendung von Schmiermittel auf die Druckverteilung<br />
<strong>und</strong> die Größe des spezifischen Druckes. Dabei stellten sie fest, dass <strong>der</strong> Druck, <strong>der</strong> mittels<br />
eines in <strong>der</strong> Walzenoberfläche eingefügten Sensors aufgenommen wurde, nach dem Einzug<br />
des Materials zwischen den Walzen bis zur engsten Stelle monoton ansteigt <strong>und</strong> danach<br />
abfällt.<br />
Tun<strong>der</strong>mann <strong>und</strong> Singer [70] haben in ihrer Arbeit ebenfalls das Walzen von verschiedenen<br />
Metallpulvern untersucht. Dabei wurde die Bewegung von 2 bis 3 mm dicken Aluminiumpulverschichten<br />
in Eisenpulver beim Ausfließen aus einem Silo <strong>und</strong> beim Einzug in die Walzen<br />
betrachtet <strong>und</strong> <strong>der</strong> Einfluss <strong>der</strong> Partikelgröße ermittelt. Variiert wurden dabei die Walzenumfangsgeschwindigkeit<br />
<strong>und</strong> die Spaltweite (siehe Tabelle 20). Festzustellen war, dass ein größerer<br />
Durchsatz bei größeren Spaltweiten erzielt werden kann, <strong>und</strong> <strong>der</strong> Durchsatz nach dem<br />
Erreichen <strong>der</strong> Übergangsgeschwindigkeit nicht mehr von <strong>der</strong> zunehmenden Walzenumfangsgeschwindigkeit,<br />
son<strong>der</strong>n von den Fließeigenschaften des Metallpulvers <strong>und</strong> <strong>der</strong> Entlüftung in<br />
<strong>der</strong> Verdichtungszone abhängig ist.<br />
Dec <strong>und</strong> Komarek [71] analysierten in ihrer Arbeit den Kompaktiervorgang von Schüttgütern<br />
in einer Walzenpresse mit glatten <strong>und</strong> profilierten Walzenoberflächen, zusätzlich bestückt mit<br />
Druckaufnehmern. Bei den Untersuchungen wurde ein kritischer Vordruck bzw. eine kritische<br />
Schneckengeschwindigkeit bestimmt, bei dem bzw. <strong>der</strong> ein maximaler Verdichtungsdruck<br />
erreicht wurde. Bei Überschreitung dieses Wertes nahm <strong>der</strong> Druck bei <strong>der</strong> Verdichtung ab<br />
<strong>und</strong> <strong>der</strong> Greifwinkel erhöhte sich. Dieser Vorgang wurde unabhängig von <strong>der</strong> Profilierung bei<br />
beiden Walzenausführung beobachtet.<br />
Falzone, Peck <strong>und</strong> MacCabe [72] führten umfangreiche Untersuchungen mit einer Walzenpresse<br />
zur Verdichtung von in <strong>der</strong> pharmazeutischen Industrie oft angewendeten Schüttgütern<br />
durch. Die Versuchsmaterialien waren Avicel PH 101, Lactose <strong>und</strong> eine Acetaminophen Mischung.<br />
Die Zuführung des Aufgabegutes erfolgte mit einer horizontal <strong>und</strong> einer vertikal angeordneten<br />
För<strong>der</strong>schnecke, wodurch Schwankungen bei <strong>der</strong> Aufgabe vermieden werden<br />
konnten. Die untersuchten Parameter waren die Walzenumfangsgeschwindigkeit sowie die
Kompaktierversuche mit einer Walzenpresse 77<br />
horizontale <strong>und</strong> die vertikale Zuführgeschwindigkeit. Die Än<strong>der</strong>ungen in <strong>der</strong> Partikelgrößenverteilung<br />
<strong>und</strong> in <strong>der</strong> Kompressibilität wurden benutzt, um den Einfluss <strong>der</strong> maschinenbedingten<br />
Untersuchungsparameter zu charakterisieren. Dabei wurde festgestellt, dass die Walzenumfangsgeschwindigkeit<br />
<strong>und</strong> das Verhältnis <strong>der</strong> Walzenumfangsgeschwindigkeit zur Geschwindigkeit<br />
<strong>der</strong> horizontalen För<strong>der</strong>schnecke einen signifikanten Einfluss haben. Eine weitere<br />
bedeutende Arbeit über die Anwendung von Walzenpressen in <strong>der</strong> Pharmatechnologie<br />
veröffentlichten Inghelbrecht <strong>und</strong> Remon 1998 [73]. Bei den Untersuchungen wurde <strong>der</strong> gleiche<br />
Maschinentyp Fitzpatrick L83 Chilsonator angewendet, wie ihn bereits Falzone benutzte.<br />
Als Versuchmaterialien wurden Mischungen aus Ibuprofen <strong>und</strong> jeweils eine von sieben verschiedenen<br />
Arten von MCC eingesetzt. Nach <strong>der</strong> Verdichtung mit <strong>der</strong> Walzenpresse wurden<br />
Tabletten aus den Granulaten gepresst <strong>und</strong> <strong>der</strong> Einfluss <strong>der</strong> maschinenbedingten Versuchsparameter<br />
auf die Eigenschaften <strong>der</strong> hergestellten Tabletten untersucht. Festgestellt wurde, dass<br />
die Geschwindigkeit <strong>der</strong> vertikalen För<strong>der</strong>schnecke keinen signifikanten Einfluss auf den<br />
Verdichtungsprozess hat. Bei hohen Pressdrücken <strong>und</strong> hohen Geschwindigkeiten <strong>der</strong> horizontalen<br />
För<strong>der</strong>schnecke lassen sich Granulate mit höchster Qualität erzielen. Der Zusatz von<br />
Ibuprofen in größeren Mengen verursachte eine bedeutende Verbesserung <strong>der</strong> Verpressbarkeit<br />
von MCC mit einer Walzenpresse.<br />
Roksloh et al. [74] führten Untersuchungen zur Verdichtung von gemahlenen pflanzlichen<br />
Extrakten mit Füllstoffen <strong>und</strong> pharmazeutischen Hilfsstoffen unter Anwendung von zwei verschiedenen<br />
Walzenpressen durch. Aus den pflanzlichen Extrakten mit Schmiermittel wurden<br />
verschiedene Mischungen hergestellt. Die pflanzlichen Extrakte ohne Schmiermittel wurden<br />
mit einem Pharmakompaktor <strong>und</strong> die Mischungen mit einem TF Mini Kompaktor verdichtet.<br />
Nach <strong>der</strong> Verdichtung mit den Walzenpressen wurden Tabletten aus den Granulaten <strong>und</strong> aus<br />
den nicht verdichteten Extrakten gepresst <strong>und</strong> <strong>der</strong> Einfluss <strong>der</strong> maschinenbedingten Versuchsparameter<br />
auf die Bruchfestigkeit <strong>und</strong> die Zerfallszeit <strong>der</strong> hergestellten Tabletten untersucht.<br />
Die Einflüsse <strong>der</strong> maschinenbedingten Parameter auf die Tabletteneigenschaften wurden<br />
mit künstlichen neuronalen Netzen (ANN) charakterisiert.<br />
Skinner et al. [75] analysierten die Granulation mit einer Walzenpresse <strong>und</strong> die anschließende<br />
Tablettierung von pharmazeutischen Wirk- <strong>und</strong> Hilfsstoffen wie Hydroxypropylcellulose,<br />
Acetaminophen, Magnesium Stearat, Croscarmellose-Natrium <strong>und</strong> MCC-Mischungen. Als<br />
Versuchsparameter bei <strong>der</strong> Verdichtung wurde <strong>der</strong> Kompressionsdruck angewendet. Die untersuchten<br />
Eigenschaften waren die Härte <strong>und</strong> die Abriebfestigkeit <strong>der</strong> Tabletten. Bei höheren<br />
Kompressionsdrücken konnten Agglomerate mit kleineren Abriebfestigkeiten produziert werden.
Kompaktierversuche mit einer Walzenpresse 78<br />
Mähler [14] beschrieb in seiner Dissertation umfangreiche Versuche mit Kaliumchlorid an<br />
einer Walzenpresse im industriellen Maßstab. Das Kaliumchlorid wurde mit drei vertikal <strong>und</strong><br />
horizontal angeordneten För<strong>der</strong>schnecken <strong>der</strong> Walzenpresse zugeführt <strong>und</strong> bei den Versuchen<br />
das Verhältnis <strong>der</strong> Drehzahl zwischen den För<strong>der</strong>schnecken variiert. Herausgef<strong>und</strong>en werden<br />
konnte, dass dieser Versuchsparameter einen bedeutenden Einfluss auf den Verdichtungsprozess<br />
hat, da ungleichmäßige Spaltbefüllung zu schlechten Schülpenqualitäten führen kann.<br />
Für die Qualität des Verdichtungsprozesses hatte die Höhe des maximalen Pressdruckes eine<br />
große Bedeutung. Dieser trat an <strong>der</strong> engsten Stelle <strong>der</strong> Walzenpresse auf. Mähler beobachtete<br />
einen linearen Zusammenhang zwischen dem maximalen Walzdruck <strong>und</strong> <strong>der</strong> spezifischen<br />
Presskraft.<br />
Guigon <strong>und</strong> Simon [76] untersuchten den Einfluss <strong>der</strong> Zuführorgane auf den Verdichtungsprozess<br />
in einer Walzenpresse. Dabei wurde sowohl die Walzen- <strong>und</strong> Schneckendrehzahl als<br />
auch die Spaltweite variiert. Es konnte beobachtet werden, dass <strong>der</strong> Durchsatz <strong>der</strong> Walzenpresse<br />
bei einer festgelegten Spaltweite nur von <strong>der</strong> Drehzahl bzw. <strong>der</strong> Geschwindigkeit <strong>der</strong><br />
För<strong>der</strong>schnecke abhängig ist, solange eine feste Schülpe produziert wird. Die Walzendrücke<br />
wurden mit piezoelektrischen Sensoren gemessen. In <strong>der</strong> Druckverteilung wurde eine von <strong>der</strong><br />
För<strong>der</strong>schnecke abhängige Periodizität bemerkt.<br />
Freitag <strong>und</strong> Kleinebudde [78] veröffentlichten 2003 eine experimentelle Untersuchung über<br />
die Walzenkompaktierung <strong>und</strong> die nachfolgende Tablettierung vier verschiedener Arten von<br />
Magnesiumcarbonat, welche hinsichtlich ihrer Schüttgutdichte <strong>und</strong> <strong>der</strong> spezifischen Oberfläche<br />
unterschiedlich waren. Bei den Untersuchungen wurde beobachtet, dass sich die Fließfähigkeit<br />
<strong>der</strong> Granulate nach <strong>der</strong> Kompaktierung mit zunehmen<strong>der</strong> Partikelgröße verbesserte<br />
<strong>und</strong> solche Granulate schon bei niedrigen spezifischen Presskräften erhalten werden konnten.<br />
Lecompte et al. [79] beschrieben in ihrer Studie die Kompaktierungsversuche mit organischen<br />
Materialien. Festgestellt werden konnte, dass die Dichte <strong>der</strong> Schülpe bei einer breiteren (kontrollierten)<br />
Spaltweite zunehmend konstanter wird. Dieser Effekt wurde so erklärt, dass eine<br />
Umorientierung zwischen den Partikeln in dieser Zone durch ein größeres Volumen des Pulverbetts<br />
im Spalt möglich ist.<br />
Bindhumadhavan et al. [80] untersuchten in ihrer Arbeit die Druckverteilung in einer Walzenpresse.<br />
Die ermittelten Druckverteilungen wurden durch die Johanson-Theorie berechneten<br />
Druckverteilungen verglichen. Die Aufgabe <strong>der</strong> mikrokristallinen Zellulose erfolgte mit<br />
<strong>der</strong> Hilfe <strong>der</strong> Schwerkraft. Aus den durchgeführten Versuchen ging hervor, dass <strong>der</strong> maximale<br />
Pressdruck mit Erhöhung <strong>der</strong> Walzenumfangsgeschwindigkeiten o<strong>der</strong> mit Erhöhung <strong>der</strong><br />
Spaltweite abnimmt.
Tabelle 20: Bedeutende experimentelle Studien<br />
Autoren, Jahr, Literaturstelle Versuchsparameter<br />
Maschinengrößen in mm<br />
Hersteller<br />
Katashinski <strong>und</strong> Vinogradov,<br />
Spaltweite: 0,4 – 1,22 mm,<br />
D = 190 mm<br />
Eigenbau<br />
1965, [15]<br />
Walzengeschwindigkeit: 1,8 m/min<br />
B = 38-79 mm<br />
Aufgabematerial: Kupfer, Nickel, Eisen <strong>und</strong> Chrom-Karbid<br />
Schmiermittelzugabe: 10 – 40%,<br />
Verhältniss <strong>der</strong> Kontaktlänge zur mittleren Schülpendicke: 7 - 18<br />
Tun<strong>der</strong>mann <strong>und</strong> Singer, 1968,<br />
Aufgabegut: Eisenpulver mit verschiedenen Partikelgrößenverteilung<br />
D = 85,2 mm<br />
Eigenbau<br />
[70]<br />
Walzenumfangsgeschwindigkeit: 0 - 42,7 m/min<br />
B = 50,8 mm<br />
Spaltweite: 3 – 8 mm<br />
Dec <strong>und</strong> Komarek, 1992,<br />
Aufgabematerial: Lignit, Salz, Kohle, Bentonit<br />
D = 304,8 <strong>und</strong> 1016 mm<br />
Komarek<br />
[71]<br />
Walzendrehzahl: 3 U/min<br />
B = 50,8 mm<br />
Schneckendrehzahl: 20 –200 U/min<br />
Walzenoberfläche: glatt, o<strong>der</strong> mit Taschen (14,5 cm 3 )<br />
Falzone, Peck,<br />
Aufgabegut: Avicel PH 101, Lactose <strong>und</strong> Acetaminophen Mischung<br />
D = 203,4 mm<br />
Fitzpatrick<br />
<strong>und</strong> McCabe, 1992, [72]<br />
Walzendrehzahl: 4 – 12 U/min<br />
B = 38,1 mm<br />
Schneckendrehzahl: 0 – 3 U/min<br />
Inghelbrecht, <strong>und</strong> Remon, 1998,<br />
Aufgabematerial: Ibuprofen, MCC<br />
[73]<br />
Hydraulikdruck: 100 – 300 kPa<br />
Walzendrehzahl: 3 – 13 U/min<br />
Schneckendrehzahlen: 3 – 60 U/min bzw. 100 - 1000 U/min<br />
Rocksloh, Rapp, Abed, Müller,<br />
Aufgabegut: pflanzliche Extrakten<br />
D = 100 <strong>und</strong> 200 mm<br />
Hosokawa/Bepex<br />
Reher, Gauglitz <strong>und</strong> Schmidt,<br />
Presskraft: 9 – 16 kN<br />
B = 25 <strong>und</strong> 50 mm<br />
<strong>und</strong> Fre<strong>und</strong> Indus-<br />
1999, [74]<br />
Schneckendrehzahl: 20 – 25 U/min<br />
trial Co.<br />
Walzendrehzahl: 11,7 U/min<br />
79
Fortsetzung Tabelle 20<br />
Autoren Versuchsparameter Maschinengrößen in mm Hersteller<br />
Skinner, Harcum, Barnum <strong>und</strong> Aufgabegut: pharmazeutische Pulvermischungen<br />
Guo, 1999, [75]<br />
Walzendrehzahl: 30 U/min<br />
Hydraulikdruck: 30 – 50 bar<br />
Mähler, 2000, [14]<br />
Aufgabegut: Kaliumchlorid<br />
Walzendrehzahl: 18 – 60 1/min<br />
Schnecken-Drehzahl-Verhätnis: 0,6 – 1,3<br />
Vordruck <strong>der</strong> Schüttgutzufuhr: 6 – 32 kPa<br />
spezifische Presskraft: 34 – 40 KN/cm<br />
Simon <strong>und</strong> Guigon, 2003, [76] Aufgabematerial: NaCl, Lactose monohydrat-, Kohle- <strong>und</strong> Magnesiumstearat-Mischung<br />
Walzendrehzahl: 4 – 16 U/min<br />
Schneckendrehzahl:10,4 – 45 U/min<br />
Spaltweite:0,8 – 1,4 mm<br />
Freitag <strong>und</strong> Kleinebudde, 2003, Aufgabematerial: pharmazeutische Mischungen<br />
[77]<br />
spezifische Presskraft: 1 – 7 KN/cm<br />
Lecompte, Doremus, Thomas, Aufgabegut: MCC <strong>und</strong> Magnesiumstearat Mischungen<br />
Perier-Camby, Le Thiesse, Schneckendurchsatz-Walzenumfangsgeschwindigkeit-Verhältnis: 40 - 200<br />
Masteau <strong>und</strong> Debove, 2005, [79] Presskraft: 210 – 2010 KN/m<br />
Bindhumadhavan, Seville, Aufgabegut: organische Materialien<br />
Adams, Greenwood <strong>und</strong> Fitzpatrick<br />
Spaltweite: 0 – 5 mm<br />
2005, [80]<br />
Wandreibung des Aufgabematerials: 11 – 18°<br />
Walzenumfangsgeschwindigkeit: 0,5 – 20 U/min<br />
D = 152 mm<br />
Alexan<strong>der</strong>werk<br />
B = 75 mm<br />
D = 550 mm<br />
Köppern<br />
B = 700 mm<br />
D = 130 mm<br />
Komarek<br />
B = 50 mm<br />
D = 250 mm<br />
Gerteis<br />
B =100, 50, <strong>und</strong> 25 mm<br />
D =240 mm<br />
Eigenbau<br />
B = 50 mm<br />
D = 200 mm<br />
Eigenbau<br />
B = 46 mm<br />
80
Kompaktierversuche mit einer Walzenpresse 81<br />
Die in Tabelle 20 genannten experimentellen Arbeiten über die Funktionsweise <strong>und</strong> die Optimierung<br />
von Walzenpressen zeigen die Probleme bei <strong>der</strong> Kompaktierung auf. Als wichtigste<br />
Betriebsparameter behandelten die Autoren sowohl das Verhältnis zwischen <strong>der</strong> Schneckengeschwindigkeit<br />
bzw. dem -durchsatz <strong>und</strong> <strong>der</strong> Walzenumfangsgeschwindigkeit als auch den<br />
Pressdruck. Dabei wurde festgestellt, dass die Optimierung <strong>der</strong> Prozessparameter für jedes<br />
Aufgabegut notwendig ist.<br />
7.2 Aufbau <strong>der</strong> Versuchsanlage<br />
Zur experimentellen Untersuchung <strong>der</strong> Prozessparameter von Walzenpressen wurde eine Versuchsanlage<br />
am Lehrstuhl für Maschinen- <strong>und</strong> Apparatek<strong>und</strong>e (MAK) <strong>der</strong> TU München verwendet.<br />
Die Versuchsanlage besteht aus einer Walzenpresse <strong>und</strong> aus einer horizontal angeordneten<br />
För<strong>der</strong>schnecke mit einem kleinen Zuführtrichter (siehe Abbildung 51). Um den<br />
Durchsatz <strong>der</strong> Anlage zu bestimmen, wurde eine Waage mit einer Probennahmewanne an <strong>der</strong><br />
Walzenpresse platziert. Im Zuführtrichter befinden sich Rührorgane als Austragshilfe, um<br />
Brückenbildung <strong>und</strong> damit eine Verstopfung des Trichters zu vermeiden.<br />
Rührer<br />
Signal<br />
Schneckenantrieb<br />
optischer<br />
Drehzahlmesser<br />
Zuführtrichter<br />
Loswalze<br />
Schlitten<br />
Kraftsensor<br />
Schlittenführung<br />
Festwalze<br />
Wegaufnehmer<br />
Abbildung 51: Aufbau <strong>der</strong> Versuchsanlage am Lehrstuhl für Maschinen- <strong>und</strong> Apparatek<strong>und</strong>e<br />
(TUM-MAK)
Kompaktierversuche mit einer Walzenpresse 82<br />
7.2.1 Die Walzenpresse<br />
Anwendung fand eine mit Messtechnik nachgerüstete Walzenpresse Typ WP50N <strong>der</strong> Firma<br />
Alexan<strong>der</strong>werk. Die beiden gegenläufigen Walzen liegen in einem stabilen Gehäuse vertikal<br />
übereinan<strong>der</strong>. Die Walzenbreite beträgt 50 mm <strong>und</strong> die Walzen haben jeweils einen Durchmesser<br />
von 150 mm. Die untere Walze (Festwalze) ist starr gelagert <strong>und</strong> die obere, die Loswalze,<br />
ist vertikal beweglich. Das Schüttgut wird horizontal mit Hilfe einer För<strong>der</strong>schnecke in<br />
den Walzenspalt gegeben, von den Walzen eingezogen <strong>und</strong> kompaktiert. Danach fällt das<br />
Schüttgut in Form einer Schülpe aus. Der Antrieb <strong>der</strong> Presswalzen erfolgt mit einem Getriebemotor<br />
mit einer elastischen Kupplung <strong>und</strong> einem Reduktionsgetriebe. Die Drehzahl <strong>der</strong><br />
Walzen kann über einen Frequenzumrichter eingestellt werden. Der Drehzahlbereich <strong>der</strong><br />
Walzen beträgt zwischen 1 <strong>und</strong> 8,7 Umdrehungen pro Minute.<br />
Die Unfangsgeschwindigkeit <strong>der</strong> Walzen kann auf die folgende Weise bestimmt werden:<br />
v<br />
= 2 ⋅π<br />
⋅ r ⋅ = 0,00785 bis 0,068 m/s (54)<br />
u<br />
n W<br />
7.2.1.1 Die Walzenoberfläche<br />
Die Walzenoberfläche bei<strong>der</strong> Kompaktierwalzen ist poliert. Um den Verlust während <strong>der</strong><br />
Verdichtung in <strong>der</strong> Walzenpresse möglichst niedrig zu halten, wurden die seitlichen Begrenzungen<br />
<strong>der</strong> Walzen unterschiedlich geformt, siehe Abbildung 52.<br />
171 mm 150 mm<br />
50 mm<br />
Festwalze<br />
Loswalze<br />
Abbildung 52: Abmessungen <strong>der</strong> Walzen
Kompaktierversuche mit einer Walzenpresse 83<br />
7.2.1.2 Das Anpresssystem<br />
Der Walzenpressdruck, <strong>der</strong> zur Kompaktierung von Schüttgütern notwendig ist, wird mittels<br />
eines Ölhydrauliksystems erzeugt. Das System besteht aus einer Handpumpe, einem Vorratsbehälter<br />
mit 1,5 l Inhalt, einem Speicher, einem Zylin<strong>der</strong>, Ventilen, einem Manometer sowie<br />
den dazugehörigen Rohrleitungen. Der benötigte Hydraulikdruck wird durch die Vorspannung<br />
mit Öl mittels Anwendung <strong>der</strong> Handpumpe erzeugt. Dabei fließt das Öl aus dem Vorratsbehälter<br />
in den Hochdruckteil bzw. in den Zylin<strong>der</strong> unterhalb <strong>der</strong> Lagerung <strong>der</strong> Presswalzen.<br />
7.2.1.3 Die För<strong>der</strong>schnecke<br />
Die horizontal angeordnete För<strong>der</strong>schnecke ist auf <strong>der</strong> Gr<strong>und</strong>platte eines beweglichen Schlittens<br />
befestigt. Zum Antrieb <strong>der</strong> Stopfschnecke dient ein angeflanschter Motor, <strong>der</strong> über eine<br />
Schraubkupplung <strong>und</strong> ein Verstellgetriebe stufenlos regelbar ist. Der Drehzahlbereich des<br />
Schneckenför<strong>der</strong>ers beträgt 5 bis 45 Umdrehungen pro Minute. Die Verstellung des Regelbetriebes<br />
ist mit einem Handrad möglich. Tabelle 21 fasst die geometrischen Parameter <strong>der</strong> För<strong>der</strong>schnecke<br />
zusammen.<br />
Tabelle 21: Geometrische Parameter <strong>der</strong> För<strong>der</strong>schnecke<br />
För<strong>der</strong>länge<br />
Zylin<strong>der</strong>durchmesser<br />
Wellendurchmesser<br />
Schneckendurchmesser<br />
Steigung<br />
L = 200 mm<br />
D z = 46 mm<br />
D k = 16 mm<br />
D s = 44 mm<br />
t s =42,5 mm<br />
Die Ausgangsgrößen zur Berechnung <strong>der</strong> theoretischen axialen Transportgeschwindigkeit<br />
einer För<strong>der</strong>schnecke sind die Drehzahl n s <strong>und</strong> die Steigung <strong>der</strong> För<strong>der</strong>schnecke t s .<br />
v<br />
s, ax.,<br />
th.<br />
= ns<br />
⋅ t<br />
s<br />
= 0,0035 bis 0,0319 m/s (55)<br />
Die axiale Transportgeschwindigkeit einer För<strong>der</strong>schnecke hängt entscheidend von <strong>der</strong> Größe<br />
des Füllungsgrades f g ab. Da die Schüttgüter aus dem Zuführtrichter mit <strong>der</strong> För<strong>der</strong>schnecke<br />
abgezogen wurden, konnte ein großer Füllungsgrad (f g ≈ 1) angenommen werden. Dadurch<br />
entsteht eine nicht unerhebliche Differenz zwischen <strong>der</strong> tatsächlichen axialen Transportge-
Kompaktierversuche mit einer Walzenpresse 84<br />
schwindigkeit <strong>und</strong> <strong>der</strong> in Gl. (51) eingeführten theoretischen axialen Transportgeschwindigkeit.<br />
Durch die Einführung des Abmin<strong>der</strong>ungsfaktors k F kann die reale axiale Transportgeschwindigkeit<br />
folgen<strong>der</strong>maßen ermittelt werden:<br />
v<br />
= n<br />
⋅t<br />
⋅ k<br />
ax. s s F<br />
= 0,00245 bis 0,022 m/s (56)<br />
Minkin [81] hat den Abmin<strong>der</strong>ungsfaktor k F in Abhängigkeit vom Füllungsgrad f g für Wendelför<strong>der</strong>er<br />
für verschiedene Schüttgüter untersucht. Nach dieser Arbeit kann <strong>der</strong> Abmin<strong>der</strong>ungsfaktor<br />
für diese Untersuchung k F = 0,7 abgeschätzt werden.<br />
7.2.2 Die Messtechnik<br />
Bei den Messungen können das Drehzahlverhältnis zwischen <strong>der</strong> För<strong>der</strong>schnecke <strong>und</strong> den<br />
Walzen sowie <strong>der</strong> Pressdruck variiert werden. Im Rahmen <strong>der</strong> experimentellen Untersuchungen<br />
wurden die Spaltweiten s, die Schneckenkraft F Schnecke , <strong>der</strong> Massenstrom M <strong>und</strong> an fünf<br />
Stellen <strong>der</strong> Walzenoberfläche die Walzdrücke p w gemessen.<br />
7.2.2.1 Messung des Durchsatzes<br />
Für die Messung des Durchsatzes wurde eine Waage Typ LC 6201S <strong>der</strong> Firma Sartorius genutzt.<br />
Die Waage wurde mit <strong>der</strong> Schnittstelle des Messwerterfassungscomputers verb<strong>und</strong>en.<br />
Eine flache Wanne wurde auf die Waage gelegt <strong>und</strong> das Produkt hineingeführt. Der Gradient<br />
des zeitlichen Gewichtsverlaufs ergibt den Durchsatz <strong>der</strong> Walzenpresse.<br />
7.2.2.2 Messung <strong>der</strong> Drehzahl <strong>der</strong> För<strong>der</strong>schnecke<br />
Um die Drehzahl des Schneckenför<strong>der</strong>ers zu bestimmen, wurden Nuten auf <strong>der</strong> Befestigungsschraube<br />
<strong>der</strong> Kupplung aufgebracht. Das Messprinzip <strong>der</strong> Drehzahlbestimmung an <strong>der</strong> Versuchsanlage<br />
basiert auf <strong>der</strong> optischen Drehzahlbestimmung (siehe Abbildung 53). Bei <strong>der</strong><br />
Messung wurde ein an einen Frequenzzähler (Typ DX 346, Maschinen-Kontoll-Systeme)<br />
angeschlossener Näherungsschalter Typ HDM F2.110.1178 <strong>der</strong> Firma Baumer Electic verwendet.
Kompaktierversuche mit einer Walzenpresse 85<br />
Impulssignal<br />
Näherungsschalter<br />
Schaltabstand<br />
För<strong>der</strong>schnecke<br />
Kupplung<br />
Befestigungsschraube<br />
Abbildung 53: Messung <strong>der</strong> Drehzahl (MAK)<br />
7.2.2.3 Messung <strong>der</strong> Spaltweite<br />
Die Messung des Walzenabstandes erfolgte mittels eines induktiven Wegsensors Typ W10TS<br />
<strong>der</strong> Firma HBM. Der Wegsensor wurde am Gehäuse <strong>der</strong> Loswalze befestigt. Am Gehäuse <strong>der</strong><br />
Festwalze wurde eine horizontale Metallfläche angebracht. Darauf liegt die Tastspitze des<br />
Wegsensors (siehe Abbildung 54).<br />
Wegsensor<br />
W10TS<br />
Halterung<br />
Loswalze<br />
Tastspitze<br />
Walzenspalt<br />
Festwalze<br />
Abbildung 54: Messung des Walzenabstandes
Kompaktierversuche mit einer Walzenpresse 86<br />
7.2.2.4 Messung <strong>der</strong> Schneckenkraft<br />
Bei den Versuchen wurde die durch die Stopfschnecke aufgebaute Kraft mit einem Kraftaufnehmer<br />
Typ Z6-2 <strong>der</strong> Firma HBM gemessen. Der Messbereich des Kraftaufnehmers beträgt<br />
bis zu 9810 N. Die För<strong>der</strong>schnecke liegt auf <strong>der</strong> Gr<strong>und</strong>platte eines beweglichen Schlittens.<br />
Das Messprinzip <strong>der</strong> Messung wurde in Abbildung 55 dargestellt.<br />
Aus <strong>der</strong> gemessenen Kraft kann <strong>der</strong> Vordruck auf folgende Weise berechnet werden:<br />
F<br />
p<br />
Vor<br />
= (57)<br />
A<br />
Schnecke<br />
Signal<br />
Rührer<br />
Schneckenantrieb<br />
Zuführtrichter<br />
Schlitten<br />
Kraftsensor<br />
Schlittenführung<br />
Abbildung 55: Presskraftmessung an <strong>der</strong> För<strong>der</strong>schnecke<br />
7.2.2.5 Messung des Walzdruckes<br />
Bei den Versuchen kann die Druckverteilung auf <strong>der</strong> Walzenoberfläche mit Hilfe von fünf auf<br />
<strong>der</strong> Walzenbreite gleichmäßig verteilten Druckkraftsensoren bestimmt werden. Die Sensoren<br />
wurden ebenfalls am Lehrstuhl für Maschinen- <strong>und</strong> Apparatek<strong>und</strong>e (MAK) <strong>der</strong> TU München<br />
entwickelt. Die genaue Anordnung <strong>der</strong> Sensoren wird in Abbildung 56 dargestellt.
Kompaktierversuche mit einer Walzenpresse 87<br />
50 mm<br />
p w,1<br />
p w,2<br />
p w,3<br />
p w,5<br />
p w,4<br />
5 mm 10 mm 5 mm<br />
Abbildung 56: Positionierung <strong>der</strong> Sensoren auf <strong>der</strong> Festwalze<br />
Die Kalibrierung <strong>der</strong> Sensoren wurde einzeln im demontiertem Zustand am Lehrstuhl für Maschinen-<br />
<strong>und</strong> Apparatek<strong>und</strong>e (MAK) <strong>der</strong> TU München vorgenommen. Dazu wurde <strong>der</strong> Sensor<br />
befestigt <strong>und</strong> mittels eines Stempels mit festgelegten Drücken belastet. Die Messergebnisse<br />
wurden in einem Kalibrierdiagramm festgehalten <strong>und</strong> eine Kalibriergerade mittels linearer<br />
Regression bestimmt.<br />
7.2.2.6 Messdatenerfassung<br />
Die Messfühler von Weg- <strong>und</strong> Schneckenkraft sind mit einer Verstärkereinheit MGC <strong>der</strong><br />
Firma HBM verb<strong>und</strong>en. Der Verstärker formt die Signale <strong>der</strong> Messfühler in Spannungen von<br />
0 bis 5 V um <strong>und</strong> ist an eine Messkarte Typ AD-APC3001 <strong>der</strong> Firma ADDI-DATA angeschlossen.<br />
Das Steuer- <strong>und</strong> Auswertungsprogramm wurde in Labview-Umgebung am MAK<br />
entwickelt.
Kompaktierversuche mit einer Walzenpresse 88<br />
7.3 Diskussion <strong>der</strong> Messergebnisse mit <strong>der</strong> Walzenpresse<br />
7.3.1 Untersuchung des Einflusses von Geschwindigkeitsverhältnis <strong>und</strong> Hydraulikdruck<br />
Das Hauptziel <strong>der</strong> Versuche war es, die Auswirkungen <strong>der</strong> maschinenbedingten Einflussgrößen<br />
auf die Verdichtung zu prüfen. Diese Einflussgrößen waren das Geschwindigkeitsverhältnis<br />
zwischen För<strong>der</strong>schnecke <strong>und</strong> Walzen sowie <strong>der</strong> Hydraulikdruck. Sie beeinflussen wesentlich<br />
den erreichbaren Massenstrom <strong>der</strong> Anlage <strong>und</strong> die Qualität <strong>der</strong> Schülpe. Bei <strong>der</strong><br />
Durchführung <strong>der</strong> Messung wurde jeweils zuerst die Spaltweite im Leerlauf anschließend die<br />
Spaltweite bei einem mittels Handpumpe eingestellten Druck gemessen. Nach <strong>der</strong> Einstellung<br />
des Hydraulikdrucks wurden die Walzen gestartet <strong>und</strong> dann die Drehzahl mittels Frequenzumrichter<br />
eingestellt. Später wurden die Schnecken <strong>und</strong> die Rührer in Betrieb genommen.<br />
Die Einstellung <strong>der</strong> Schneckendrehzahl erfolgt mittels Drehknopf <strong>und</strong> <strong>der</strong> Anzeige des<br />
Frequenzzählers. Nach dem Erreichen des stationären Betriebszustandes wurde die Messung<br />
gestartet <strong>und</strong> dabei die Schneckenkraft <strong>und</strong> die Spaltweite gemessen. Der Massenstrom des<br />
kompaktierten Materials wurde mit einer Waage bestimmt. Die Datenerfassung erfolgte bei<br />
den Untersuchungen mindestens für einen Zeitraum von 100 s.<br />
Die ersten Versuche dienten die Bestimmung des Einflusses <strong>der</strong> maschinenbedingten Parameter.<br />
Dabei wurden Qualität <strong>und</strong> Stabilität <strong>der</strong> Schülpen optisch erfasst. Die Schneckendrehzahl<br />
wurde zwischen 5 <strong>und</strong> 30 Umdrehungen pro Minute <strong>und</strong> die Walzendrehzahl zwischen 2<br />
<strong>und</strong> 8 Umdrehungen pro Minute variiert. Das Geschwindigkeitsverhältnis R g zwischen <strong>der</strong><br />
axialen Transportgeschwindigkeit <strong>der</strong> För<strong>der</strong>schnecke v ax <strong>und</strong> <strong>der</strong> Umfangsgeschwindigkeit<br />
<strong>der</strong> Walzen v U wurde auf folgende Weise bestimmt:<br />
v<br />
ax<br />
R<br />
g<br />
= (58)<br />
vU<br />
Bei den Untersuchungen wurden auch zwei Hydraulikdrücke (p hyd = 40 bar <strong>und</strong> p hyd = 60 bar)<br />
angewendet. In Abbildung 57 wird die Schülpendicke in Abhängigkeit vom Geschwindigkeitsverhältnis<br />
bei beiden Drücken für MCC dargestellt. Die Werte unterscheiden sich kaum<br />
bei gleichen Geschwindigkeitsverhältnissen <strong>und</strong> verschiedenen Hydraulikdrücken. Es ist festzustellen,<br />
dass <strong>der</strong> Hydraulikdruck bzw. Pressdruck in diesem Bereich fast keinen Einfluss<br />
auf die Schülpendicke ausübt.
Kompaktierversuche mit einer Walzenpresse 89<br />
1,6<br />
1,4<br />
Schülpendicke h Sch<br />
in mm<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
p hyd<br />
= 40 bar<br />
p hyd<br />
= 60 bar<br />
0,0<br />
0,0 0,1 0,2 0,3 0,4 0,5 0,6<br />
Geschwindigkeitsverhältnis R g<br />
Abbildung 57: Schülpendicke in Abhängigkeit vom Geschwindigkeitsverhältnis<br />
Die höchsten Schülpendicken wurden bei hohen Geschwindigkeitsverhältnissen erreicht. Bei<br />
optischer Betrachtung <strong>der</strong> Schülpen wurde festgestellt, dass die besten Schülpenqualitäten bei<br />
solchen Betriebsparametern erreicht wurden, bei denen Geschwindigkeitsverhältnis mehr als<br />
0,3 betrug. Auch im Hinblick auf die verschiedenen Versuchsmaterialien waren deutliche<br />
Unterschiede allein durch die äußere Betrachtung <strong>der</strong> Schülpen zu erkennen. Die stabilsten<br />
Schülpen entstanden bei mikrokristalliner Zellulose. Der Parameterbereich, in welchem stabile<br />
Schülpen entstehen, wurde in Abbildung 58 bei dem Hydraulikdruck p hyd = 40 bar dargestellt.<br />
Unterhalb <strong>und</strong> überhalb dieses Bereiches kam es zu Über- o<strong>der</strong> Unterfütterung <strong>der</strong> Walzen,<br />
wobei die Verpressung nicht ausreichte, um eine stabile Schülpe zu bilden.
Kompaktierversuche mit einer Walzenpresse 90<br />
Walzenumfangsgeschwindigkeit v U<br />
in m/s<br />
0,07<br />
0,06<br />
0,05<br />
0,04<br />
0,03<br />
0,02<br />
0,01<br />
MCC<br />
p hyd<br />
= 40 bar<br />
0,00<br />
0,000 0,002 0,004 0,006 0,008 0,010 0,012 0,014 0,016<br />
Axiale Transportgeschwindigkeit <strong>der</strong> För<strong>der</strong>schnecke v ax.<br />
in m/s<br />
Abbildung 58: Parameterbereich stabiler Schülpen bei MCC<br />
Bei Bentonit <strong>und</strong> Kalkstein ergaben sich ebenfalls bei höheren Geschwindigkeitsverhältnissen<br />
stabilere Schülpen. Schülpen mit mittlerer Qualität konnten aus Bentonit hergestellt werden.<br />
Auf ihnen entstanden Spannungsrisse nach <strong>der</strong> Verdichtung, welche eine deutliche Qualitäts<strong>und</strong><br />
Festigkeitsvermin<strong>der</strong>ung verursachen. Bei Kalkstein spaltete sich die Schülpe nach dem<br />
Verpressen in <strong>der</strong> Mitte <strong>und</strong> im Querschnitt auf. Dabei entstanden vier dünne Schülpen mit<br />
sehr geringen Festigkeiten. Die bei <strong>der</strong> axialen Transportgeschwindigkeit v ax = 0,005 m/s <strong>und</strong><br />
bei <strong>der</strong> Walzenumfangsgeschwindigkeit v U = 0,0157 m/s, R g =0,32 produzierten Schülpen<br />
sind Abbildung 59 dargestellt. Foto 1 zeigt die Schülpe von mikrokristalliner Zellulose. An<br />
den Seiten ist die Schülpe dicker, was auf die seitliche Begrenzung <strong>der</strong> Festwalze zurückzuführen<br />
ist (siehe Abbildung 52). Nach dem Versuch befand sich das unverpresste Schüttgut an<br />
<strong>der</strong> Seite <strong>der</strong> Schülpe. Auf Foto 2 sind die Spannungsrisse bei Bentonit deutlich zu erkennen.<br />
Foto 3 zeigt die in vier Teile gespaltene Schülpe aus Kalkstein.
Kompaktierversuche mit einer Walzenpresse 91<br />
Laufrichtung<br />
<strong>der</strong> Walzenpresse<br />
MCC<br />
Laufrichtung<br />
<strong>der</strong> Walzenpresse<br />
Bentonit<br />
Laufrichtung<br />
<strong>der</strong> Walzenpresse<br />
Kalkstein<br />
Abbildung 59: Schülpen aus MCC, Bentonit <strong>und</strong> Kalkstein (v ax = 0,005 m/s, v U = 0,0157 m/s,<br />
p hyd = 40 bar)
Kompaktierversuche mit einer Walzenpresse 92<br />
In Abbildung 60 wird <strong>der</strong> Schülpendurchsatz in Abhängigkeit von <strong>der</strong> axialen Transportgeschwindigkeit<br />
<strong>der</strong> För<strong>der</strong>schnecke bei einem Hydraulikdruck von p hyd = 40 bar dargestellt.<br />
Bei den Messungen wurde zuerst die axiale Transportgeschwindigkeit variiert. Dabei wurde<br />
<strong>der</strong> Einfluss <strong>der</strong> Walzenumfangsgeschwindigkeit <strong>und</strong> <strong>der</strong> axialen Transportgeschwindigkeit<br />
<strong>der</strong> För<strong>der</strong>schnecke auf den Durchsatz <strong>der</strong> Anlage untersucht. Es ist zu bemerken, dass die<br />
Walzenumfangsgeschwindigkeit kaum den Schülpendurchsatz beeinflusst. Die Haupteinflussgröße<br />
für den Schülpendurchsatz ist die axiale Transportgeschwindigkeit <strong>der</strong> För<strong>der</strong>schnecke.<br />
50<br />
Schülpendurchsatz Q in kg/h<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
Kalkstein<br />
p hyd<br />
= 40 bar<br />
v U<br />
= 0,0157 m/s<br />
v U<br />
= 0,0314 m/s<br />
v U<br />
= 0,0471 m/s<br />
v U<br />
= 0,0628 m/s<br />
0<br />
0,000 0,002 0,004 0,006 0,008 0,010 0,012 0,014 0,016<br />
Axiale Transportgeschwindigkeit <strong>der</strong> För<strong>der</strong>schnecke v ax<br />
in m/s<br />
Abbildung 60: Schülpendurchsatz in Abhängigkeit <strong>der</strong> axialen Transportgeschwindigkeit <strong>der</strong><br />
För<strong>der</strong>schnecke<br />
Der Schülpendurchsatz als Funktion <strong>der</strong> Spaltweite beim Hydraulikdruck von p hyd = 40 bar<br />
wird in Abbildung 61 gezeigt. Als Parameter wird die Walzenumfangsgeschwindigkeit genutzt.<br />
Aus dem Diagramm lassen sich die günstigsten Einstellungen <strong>der</strong> maschinenbedingten<br />
Einflussgrößen ablesen. Im rechten Teil <strong>der</strong> Abbildung befinden sich die Betriebszustände,<br />
bei denen eine gute Produktqualität bei nicht so hohem Schülpendurchsatz erreichbar ist. Aus<br />
diesem Bereich wurde die Einstellung mit einer axialen Transportgeschwindigkeit<br />
v ax = 0,005 m/s <strong>und</strong> einer Walzenumfangsgeschwindigkeit v U = 0,0157 m/s für die Messung<br />
des Walzendruckes ausgewählt. Mittlere Schülpenqualitäten bei mittlerem Schülpendurchsatz
Kompaktierversuche mit einer Walzenpresse 93<br />
lassen sich durch Einstellungen wie v ax = 0,007 <strong>und</strong> 0,01 m/s <strong>und</strong> v U = 0,0157 als auch bei<br />
v ax = 0,015 m/s <strong>und</strong> v U = 0,0471 erzielen.<br />
25<br />
Bentonit<br />
p hyd<br />
= 40 bar<br />
Schülpendurchsatz Q in kg/h<br />
20<br />
15<br />
10<br />
5<br />
v U<br />
= 0,0157 m/s<br />
v U<br />
= 0,0314 m/s<br />
v U<br />
= 0,0471 m/s<br />
v U<br />
= 0,0628 m/s<br />
0<br />
0,0 0,5 1,0 1,5 2,0 2,5<br />
Spaltweite s in mm<br />
Abbildung 61: Der Schülpendurchsatz in Abhängigkeit von <strong>der</strong> Spaltweite<br />
7.3.2 Untersuchung des Druckverlaufes im Walzenspalt<br />
Mit Hilfe von Abbildung 61 wurden die Einstellungen für die Untersuchungen des Druckverlaufes<br />
im Walzenspalt ausgewählt. Die Messungen wurden bei dem Hydraulikdruck<br />
p hyd = 40 bar durchgeführt, da er in diesem Bereich kaum Einfluss auf die Qualität <strong>der</strong> Schülpe<br />
ausübt (siehe Abbildung 57). Die Messungen wurden bei je<strong>der</strong> Einstellung dreimal wie<strong>der</strong>holt.<br />
Die Datenerfassung bei <strong>der</strong> Bestimmung des Walzendruckes erfolgte nicht auf dem<br />
gesamten Walzenumfang. Der Messwinkel betrug insgesamt ca. 58° (siehe Abbildung 62).
Kompaktierversuche mit einer Walzenpresse 94<br />
Loswalze<br />
58°<br />
Drucksensoren<br />
Festwalze<br />
Abbildung 62: Messbereich <strong>der</strong> Sensoren<br />
Der Wert des maximalen Pressdruckes hat einen großen Einfluss auf den Verdichtungsprozess<br />
im Walzenspalt <strong>und</strong> dadurch auf die Qualität <strong>der</strong> erhaltenen Agglomerate. Der maximale<br />
Pressdruck kann kurz vor <strong>der</strong> engsten Stelle im Walzenspalt gemessen werden. Abbildung 63<br />
zeigt den ermittelten Walzendruckverlaufs in <strong>der</strong> Mitte des Walzenspaltes (Sensor 3) am Beispiel<br />
von Kalkstein.<br />
Walzdruck p W<br />
in MPa<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
Kalkstein<br />
v ax<br />
= 0,005 m/s<br />
v U<br />
= 0,0157 m/s<br />
p hyd<br />
= 40 bar<br />
Verdichtungsrichtung<br />
20<br />
0<br />
-14 -12 -10 -8 -6 -4 -2 0 2 4 6 8 10<br />
-20<br />
Walzwinkel θ in grd<br />
Abbildung 63: Gemessenes Druckprofil von Kalkstein (v ax = 0,005 m/s <strong>und</strong> v U = 0,0157 m/s)
Kompaktierversuche mit einer Walzenpresse 95<br />
Bindhumadhavan et al. [80] haben eine Methode zur Bestimmung des Greifwinkels aus dem<br />
aufgenommenen Druckprofil entwickelt. Der Greifwinkel wurde durch die Anpassung von<br />
zwei Tangenten an das Druckprofil bestimmt (siehe Abbildung 64).<br />
Spannung σ<br />
Greifwinkel<br />
Walzwinkel θ<br />
Abbildung 64: Schematische Darstellung <strong>der</strong> Bestimmung des Greifwinkels nach Bindhumadhavan<br />
[80]<br />
Die nach dieser Methode erhaltenen Winkel wurden mit den unter Anwendung <strong>der</strong> Johanson-<br />
Theorie bestimmten Greifwinkeln verglichen.<br />
Tabelle 22: Vergleich zwischen den nach <strong>der</strong> Johanson-Theorie berechneten <strong>und</strong> den<br />
erhaltenen Greifwinkel (v ax = 0,005 m/s, v U = 0,0157 m/s)<br />
Greifwinkel Greifwinkel<br />
θ G θ G<br />
Geometrische Aufgabewinkel Effektiver Kompressibilität<br />
Parameter<br />
s/D<br />
θ 0 in grd Reibungswinkel<br />
ϕ e K<br />
(Johanson) (Bindhumadhavan)<br />
Kalkstein 0,01204 34,5° 36° 12,7 6,3 14°<br />
Bentonit 0,00811 50,1° 34,1° 7,8 12,5 16°<br />
MCC 0,005687 24,5° 41,2° 4,2 11,8 18°
Kompaktierversuche mit einer Walzenpresse 96<br />
Aus Tabelle 22 ist ersichtlich, dass die Unterschiede zwischen den ermittelten Greifwinkeln<br />
sehr groß sind. Nach kritischer Betrachtung <strong>der</strong> Auswertungsmethode von Bindhumadhavan<br />
ist nicht ganz klar, warum <strong>der</strong> Abschnitt des Druckprofils nach dem maximalen Druck, <strong>der</strong><br />
das Verlassen <strong>der</strong> Schülpe aus dem Walzenspalt charakterisiert, bei <strong>der</strong> Auswertung auch in<br />
Betracht gezogen wurde (siehe Abbildung 64).<br />
Die maximalen Werte des Walzdruckes wurden auch aus dem gemessenen Druckprofil abgelesen.<br />
Aus den jeweiligen maximalen Werten wurde ein Mittelwert gebildet. Die berechneten<br />
Mittelwerte des maximalen Walzdruckes mit Standardabweichungen wurden in Tabelle 23<br />
zusammengefasst. Daraus ist zu erkennen, dass sich <strong>der</strong> Wert des maximalen Walzdruckes<br />
von MCC mit <strong>der</strong> Erhöhung <strong>der</strong> axialen Transport- <strong>und</strong> <strong>der</strong> Walzenumfangsgeschwindigkeit<br />
än<strong>der</strong>t. Bei den Versuchen mit mikrokristalliner Zellulose entstanden bei diesen Betriebsparametern<br />
stabile <strong>und</strong> kontinuierliche Schülpen. Bei Kalkstein <strong>und</strong> Bentonit nimmt <strong>der</strong> Wert<br />
des mittleren maximalen Walzdruckes mit <strong>der</strong> Erhöhung des Schülpendurchsatzes ab. Bei <strong>der</strong><br />
optischen Bemusterung <strong>der</strong> Schülpe wurde auch festgestellt, dass bei höheren Schülpendurchsätzen<br />
Stabilität <strong>und</strong> Dicke abnehmen <strong>und</strong> die Gleichmäßigkeit des Schülpenflusses nicht gewährleistet<br />
ist. Dieser Effekt kann durch die mangelhafte Entlüftung erklärt werden. Während<br />
<strong>der</strong> Kompaktierung wurde das in den Hohlräumen vorhandenen Gas verdrängt. Je feiner das<br />
Aufgabegut ist <strong>und</strong> je höher <strong>der</strong> Durchsatz, desto öfter treten instabile Betriebszustände auf,<br />
da das Gas nicht mehr genug Zeit hat, nach oben auszuweichen. Feinere Partikel hat Bentonit<br />
d 50 = 7,4 µm <strong>und</strong> Kalkstein d 50 = 20 µm (siehe Abbildung 16). Bei ihnen konnte eine erhebliche<br />
Abnahme des mittleren maximalen Walzdruckes beobachtet werden.<br />
Tabelle 23: Mittelwerte <strong>der</strong> maximalen Walzdrücke p w mit Standardabweichung S ) <strong>und</strong><br />
Schülpendurchsatz Q<br />
v ax = 0,005 m/s<br />
v u = 0,0157 m/s<br />
R g = 0,32<br />
p W<br />
in MPa<br />
S )<br />
in MPa<br />
Q in<br />
kg/h<br />
v ax = 0,01 m/s<br />
v u = 0,0314 m/s<br />
R g = 0,32<br />
p W<br />
in MPa<br />
S )<br />
in MPa<br />
Q in<br />
kg/h<br />
v ax = 0,015 m/s<br />
v u = 0,0471 m/s<br />
R g = 0,32<br />
p W<br />
in MPa<br />
S )<br />
in MPa<br />
Kalkstein 118,6 15,1 16,8 84,5 13,9 33,68 30,6 15,2 43,49<br />
Bentonit 147,9 12,4 12,25 56,7 11,2 19,22 18,3 6,6 23,9<br />
MCC 177 32,9 5,23 184,7 48,2 10,62 179,3 45,9 15,54<br />
Q in<br />
kg/h
Kompaktierversuche mit einer Walzenpresse 97<br />
Die maximalen Werte des Walzdruckes wurden in Abhängigkeit vom Geschwindigkeitsverhältnis<br />
in Abbildung 65 dargestellt.<br />
300<br />
maximaler Walzdruck p w<br />
in MPa<br />
250<br />
200<br />
150<br />
100<br />
50<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
v U<br />
= 0,0314 m/s<br />
0<br />
0,0 0,1 0,2 0,3 0,4<br />
Geschwindigkeitsverhältnis R g<br />
Abbildung 65: Maximaler Walzdruck in Abhängigkeit vom Geschwindigkeitsverhältnis<br />
Aus Abbildung 65 ist ersichtlich, dass das Geschwindigkeitsverhältnis auf die maximalen<br />
Werte des Walzdruckes einen signifikanten Einfluss hat. Der maximale Walzdruck nimmt mit<br />
<strong>der</strong> Erhöhung des Geschwindigkeitsverhältnisses zu.<br />
7.3.3 Untersuchung des Vordruckes<br />
Das Messprinzip zur Messung <strong>der</strong> Schneckenkraft bzw. des Vordruckes wurde in Kap. 7.2.2.4<br />
dargestellt. Bei den Untersuchungen wurden aber mit dieser Messanordnung keine auswertbare<br />
Ergebnisse erzielt. Die Messmethode war für kohäsive <strong>und</strong> kompressible Schüttgüter nicht<br />
geeignet.<br />
7.3.4 Ermittlung <strong>der</strong> Schülpendichte<br />
Zur Charakterisierung des Agglomerationsprozesses mit Walzenpressen wurden die Agglomerateigenschaften<br />
geprüft. Die Messung <strong>der</strong> Agglomeratdichte ρ a erfolgte mittels des Geopyc-Messgerätes<br />
<strong>der</strong> Firma Micromeritics. Dabei wurden die Schülpen in zirka 2 bis 5 mm
Kompaktierversuche mit einer Walzenpresse 98<br />
lange Schülpenstücke zerbrochen <strong>und</strong> sowohl Stücke aus <strong>der</strong> Mitte als auch vom Rand <strong>der</strong><br />
Probe miteinan<strong>der</strong> gemischt. Für die Untersuchungen wurden insgesamt neun Proben zusammengestellt<br />
<strong>und</strong> die Agglomeratdichte sowie <strong>der</strong>en Mittelwerte bestimmt. In Abbildung 66<br />
wird die mittlere Agglomeratdichte in Abhängigkeit vom ermittelten Schülpendurchsatz dargestellt.<br />
Bei separater Betrachtung scheinen somit we<strong>der</strong> <strong>der</strong> Schülpendurchsatz noch die Verdichtungszeit<br />
einen Einfluss auf die Agglomeratdichte <strong>der</strong> Kompaktate zu haben. Ursächlich<br />
für dieses Ergebnis ist die Wahl <strong>der</strong> Versuchsparameter. Zur Erzeugung auswertbarer Schülpen<br />
wurden für alle Versuche ähnliche Geschwindigkeitsverhältnisse R g gewählt. Die erzielten<br />
Agglomeratdichten weichen daher erwartungsgemäß nur geringfügig voneinan<strong>der</strong> ab.<br />
Große Unterschiede treten dagegen bei <strong>der</strong> Gleichmäßigkeit des Schülpenflusses auf. Bei den<br />
feineren Aufgabematerialien wie Kalkstein <strong>und</strong> Bentonit befindet sich bei höheren Schülpendurchsätzen<br />
viel unverpresstes Schüttgut im Produkt.<br />
Demnach ist nicht allein die Einstellung von Schnecke o<strong>der</strong> Walzen, son<strong>der</strong>n das daraus resultierende<br />
Verhältnis <strong>der</strong> entscheidende Parameter für die Produktion optimaler Schülpen.<br />
Durch Angleichen <strong>der</strong> Walzendrehzahl lässt sich damit für jeden Massenstrom (proportional<br />
zur Schneckendrehzahl) die erfor<strong>der</strong>liche Dichte erzeugen. Diese Aussage ist mit <strong>der</strong> Einschränkung<br />
gültig, dass das Entlüftungsverhalten des einzelnen Schüttgutes zur Gewährleistung<br />
<strong>der</strong> Gleichmäßigkeit des Schülpenflusses in Betracht gezogen werden soll.<br />
2600<br />
Agglomeratdichte ρ a<br />
in kg/m 3<br />
2400<br />
2200<br />
2000<br />
1800<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
0 10 20 30 40 50<br />
Schülpendurchsatz Q in kg/h<br />
Kalkstein (ρ s<br />
= 2590 kg/m 3 )<br />
Bentonit (ρ s<br />
= 2640 kg/m 3 )<br />
MCC (ρ s<br />
= 1551 kg/m 3 )<br />
Abbildung 66: Agglomeratdichte in Abhängigkeit vom ermittelten Schülpendurchsatz
Kompaktierversuche mit einer Walzenpresse 99<br />
7.3.5 Ermittlung <strong>der</strong> Schülpenfeuchte<br />
Die Messung des Feuchtegehaltes erfolgte für die beiden mineralischen Probenmaterialien bei<br />
<strong>der</strong> Temperatur T = 105°C. Bei mikrokristalliner Zellulose wurde die Temperatur auf 80°C<br />
reduziert, da thermische Zersetzungsreaktionen bei höheren Temperaturen auftreten. Die Versuchzeit<br />
betrug 15 Minuten. Abbildung 67 enthält die Feuchtegehalte <strong>der</strong> Schülpen in Abhängigkeit<br />
vom Schülpendurchsatz. Der Schülpendurchsatz bzw. die Verdichtungszeit hatten<br />
keinen Einfluss auf den Feuchtegehalt <strong>der</strong> Agglomerate.<br />
5<br />
4<br />
Feuchte X w<br />
in %<br />
3<br />
2<br />
1<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
0<br />
5 10 15 20 25 30 35 40 45<br />
Schülpendurchsatz Q in kg/h<br />
Abbildung 67: Feuchte <strong>der</strong> Schülpe in Abhängigkeit vom Schülpendurchsatz<br />
7.3.6 Größenverteilung <strong>der</strong> Primärpartikel in <strong>der</strong> Schülpe<br />
Zur Untersuchung <strong>der</strong> Partikelgrößenverteilung wurden Schülpenstücke <strong>und</strong> unverpresstes<br />
Schüttgut (Lieferzustand) zirka 20 St<strong>und</strong>en in destilliertes Wasser eingelegt <strong>und</strong> danach die<br />
Messung mittels Mastersizer 2000 (Fa. Malvern) durchgeführt. In Abbildung 68 werden zum<br />
Beispiel die Partikelgrößenverteilungen vor <strong>und</strong> nach den Versuchen bei einer Umfangsgeschwindigkeit<br />
v U = 0,0314 m/s <strong>und</strong> axialer Transportgeschwindigkeit v ax = 0,007 m/s aufgezeigt.<br />
Es ist festzustellen, dass sich die Partikelgröße infolge des Verpressens verringert. Diese<br />
Partikelgrößenverringerung wurde ebenso bei durchgeführten Scherversuchen <strong>und</strong> Verdichtungsversuchen<br />
mit <strong>der</strong> Hydraulikpresse (siehe Kapitel 5.7 <strong>und</strong> 6.6) beobachtet. Als Ur-
Kompaktierversuche mit einer Walzenpresse 100<br />
sache für den Abriebseffekt kann <strong>der</strong> hohe Energieeintrag beim Verpressen genannt werden<br />
(siehe Kap. 7.4.2).<br />
Partikelgrößenverteilungsdichte in 1/mm<br />
1,6<br />
1,4<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
Kalkstein<br />
danach<br />
Bentonit<br />
danach<br />
MCC<br />
danach<br />
v ax<br />
= 0,007 m/s<br />
v U<br />
= 0,0314 m/s<br />
0,0<br />
0,01 0,1 1 10 100 1000<br />
Partikelgröße in µm<br />
Abbildung 68: Partikelgrößenverteilung <strong>der</strong> Agglomerate<br />
7.4 Massen- <strong>und</strong> Energiebilanz in einer Walzenpresse<br />
7.4.1 Berechnung des Anfangswinkels<br />
Johanson [19] entwickelte eine Auslegungsmethode, die sehr praktikabel erscheint, weil sie<br />
nur leicht zu bestimmende Eingangswerte benötigt. Johanson bestimmte zwei Zonen (Gleit<strong>und</strong><br />
Haftzone) im Walzenspalt. Jedoch können diese Zonen nicht eindeutig voneinan<strong>der</strong> abgegrenzt<br />
werden. Daher macht man sich die Idealvorstellung zunutze, dass eine horizontale<br />
Ebene in <strong>der</strong> Höhe des Greifwinkels existiert, von welcher an <strong>der</strong> Transport im Walzenspalt<br />
nahezu schlupffrei geschieht. Um den Übergang zwischen den Zonen besser zu verstehen <strong>und</strong><br />
die obere Grenze (<strong>der</strong> sogenannte Anfangswinkel θ Anf ) für den Greifwinkel θ G bzw. für die<br />
Haftzone zu bestimmen, wurde eine Berechnung <strong>der</strong> Massenbilanz vom Walzwinkels θ = 0<br />
mit Hilfe <strong>der</strong> geometrischen Zusammenhängen <strong>und</strong> <strong>der</strong> ermittelten Messwerte durchgeführt<br />
(siehe Tabelle 24).
Kompaktierversuche mit einer Walzenpresse 101<br />
Tabelle 24: Angewandte Messwerte bei Berechnung <strong>der</strong> Massenbilanz (v ax = 0,005 m/s,<br />
v u = 0,0157 m/s)<br />
Schüttgutdichte Agglomeratdichte ρ a Spaltweite s<br />
lockerer Packung ρ b,0<br />
Kalkstein 1048 kg/m 3 2005 kg/m 3 1,8 mm<br />
Bentonit 685 kg/m 3 1870 kg/m 3 1,2 mm<br />
MCC 286 kg/m 3 1253 kg/m 3 0,9 mm<br />
Bei <strong>der</strong> Berechnung <strong>der</strong> Massenbilanz wurden auch die elastischen Rückdehnungen <strong>der</strong> Agglomerate<br />
nach dem Verlassen <strong>der</strong> engsten Stelle des Walzenspaltes vernachlässigt. Die geometrischen<br />
Zusammenhänge im Walzenspalt werden in Abbildung 69 dargestellt.<br />
s+D*(1-cosθ)<br />
D/2<br />
V θ<br />
∆lcosθ<br />
∆l<br />
θ<br />
V a<br />
Abbildung 69: Schematische Darstellung eines Schüttgutelementes im Walzenspalt<br />
s<br />
Da die eigentliche Kompaktierung in <strong>der</strong> Walzenpresse innerhalb <strong>der</strong> Haftzone erfolgt, wurde<br />
angenommen, dass die Dichte des Aufgabegutes ρ θ bei dem Anfangswinkel θ Anf <strong>der</strong> Schüttgutdichte<br />
<strong>der</strong> lockeren Packung ρ b,0 entspricht.<br />
Das Volumen eines Schüttgutelementes im Walzenspalt lässt sich wie folgt berechnen:<br />
V = ( s + D(1<br />
− cosθ<br />
)) ⋅ B ⋅ ∆l<br />
⋅ cosθ<br />
(59)<br />
θ<br />
Das Volumen eines Schüttgutelementes an <strong>der</strong> engsten Stelle des Walzenspaltes wird bestimmt<br />
durch:<br />
V a<br />
= s ⋅ B ⋅ ∆l<br />
(60)<br />
Die Volumenverringerung des Schüttgutelements hat eine Vergrößerung <strong>der</strong> Dichte des Aufgabegutes<br />
zur Folge. Unter Berücksichtigung <strong>der</strong> Massenerhaltung kann die folgende Gleichung<br />
entwickelt werden:
Kompaktierversuche mit einer Walzenpresse 102<br />
ρ ⋅V<br />
= ρ ⋅<br />
ρ = ρ<br />
,<br />
→ ρ ⋅V<br />
= ρ ⋅V<br />
ist. (61)<br />
θ θ a<br />
V a<br />
, wobei<br />
θ b 0 b,<br />
0 θ a a<br />
Der Winkel θ Anf , bei dem die tatsächliche Verdichtung des Aufgabegutes beginnt, lässt sich<br />
mit Gl. (56) <strong>und</strong> (58) bestimmen:<br />
⎛<br />
⎞<br />
⎜<br />
2<br />
ρ<br />
a<br />
⋅Va<br />
− ( s + D)<br />
⋅ B ⋅ ∆l<br />
± (( s + D)<br />
⋅ B ⋅ ∆l)<br />
− 4 ⋅ D ⋅ B ⋅ ∆l<br />
⋅ ⎟<br />
⎜<br />
ρb,0<br />
⎟<br />
θ<br />
1,2<br />
= arccos⎜<br />
⎟ (62)<br />
⎜<br />
− 2 ⋅ D ⋅ B ⋅ ∆l<br />
⎟<br />
⎜<br />
⎟<br />
⎝<br />
⎠<br />
Der Wert des Anfangswinkels wurde unter Anwendung <strong>der</strong> ermittelten Messergebnisse bei<br />
<strong>der</strong> axialen Transportgeschwindigkeit v ax = 0,005 m/s <strong>und</strong> <strong>der</strong> Walzenumfangsgeschwindigkeit<br />
v u = 0,0157 m/s bestimmt. Die erhaltenen Werte des Anfangswinkels θ Anf , <strong>der</strong> die obere<br />
Grenze für den Greifwinkel θ G bzw. für die Haftzone darstellt, werden in Tabelle 25 aufgezeigt.<br />
Tabelle 25: Ermittelte Werte des Anfangs- <strong>und</strong> des Greifwinkels nach Johanson-Theorie<br />
Walzwinkel θ Anf Greifwinkel θ G Schüttgutdichte lockerer Packung ρ b,0<br />
Kalkstein 8,5° 6,3° 1048 kg/m 3<br />
Bentonit 9,6° 12,5° 685 kg/m 3<br />
MCC 11,6° 11,8° 286 kg/m 3<br />
Aus ihr ist ersichtlich, dass die aus den Messergebnissen errechneten Anfangswinkel nicht<br />
immer größer sind als die mit Hilfe <strong>der</strong> Johanson-Theorie ermittelten Greifwinkel. Dieser<br />
Effekt kann dadurch erklärt werden, dass die Materialzuführung bei den Versuchen mit einer<br />
För<strong>der</strong>schnecke erfolgte. In <strong>der</strong> Johanson-Theorie wurde dagegen ein Schwerkraftfluss bei <strong>der</strong><br />
Ermittlung des Greifwinkels angenommen.<br />
7.4.2 Berechnung von Anpresskraft <strong>und</strong> Verdichtungsarbeit<br />
Bei <strong>der</strong> Berechnung <strong>der</strong> Anpresskraft wird nur <strong>der</strong> Druck in <strong>der</strong> Haftzone bzw. mit Beginn <strong>der</strong><br />
Verdichtung (siehe Tabelle 24), berücksichtigt. Sie kann auf nach Johanson folgende Weise<br />
durch die Integration des ermittelten Druckverlaufs im Walzenspalt berechnet werden:
Kompaktierversuche mit einer Walzenpresse 103<br />
F P<br />
θ<br />
D<br />
= ⋅ B<br />
2<br />
Anf , erm...<br />
∫<br />
0<br />
σ ( θ )cosθdθ<br />
(63)<br />
Durch das Einsetzen des maximalen Walzdruckes in Gl. (63) ergibt sich <strong>der</strong> folgende Zusammenhang<br />
[14]:<br />
F<br />
p,max<br />
D<br />
⋅ p<br />
2<br />
=<br />
w,<br />
max<br />
⋅ B<br />
Die Bogenlänge <strong>der</strong> Walze lässt sich vom Anfangswinkel θ Anf bis zum Walzwinkel θ = 0°<br />
ermitteln als:<br />
A<br />
W<br />
π ⋅ D ⋅θ<br />
Anf<br />
= ⋅ 2 ⋅ B<br />
360°<br />
Die Walzkraft an <strong>der</strong> Walzenoberfläche lässt sich auf die folgende Weise bestimmen:<br />
F<br />
W<br />
=<br />
W<br />
⋅<br />
W , max<br />
W<br />
(64)<br />
(65)<br />
tanϕ p ⋅A<br />
(66)<br />
Das maximale Drehmoment <strong>der</strong> Walze kann berechnet werden mit Hilfe von:<br />
M<br />
W<br />
= F ⋅ r<br />
(67)<br />
W<br />
W<br />
Die Leistung <strong>der</strong> Walzenpresse infolge Scherung lässt sich mit <strong>der</strong> Walzkraft an <strong>der</strong> Walzenoberfläche<br />
F w <strong>und</strong> <strong>der</strong> Umfangsgeschwindigkeit <strong>der</strong> Walze v U bestimmen durch:<br />
P F ⋅ v = M ⋅ω<br />
(68)<br />
W<br />
=<br />
W U W<br />
Die Beschreibung <strong>der</strong> Arbeit <strong>der</strong> Walzenpresse infolge Scherung ist durch die Anwendung<br />
von Gl. (68) möglich :<br />
W<br />
W<br />
t<br />
= ∫<br />
0<br />
P<br />
W<br />
( t)<br />
⋅ dt ≈P<br />
⋅t<br />
(69)<br />
W<br />
Die Verdichtungsarbeit durch die Walzen lässt sich mit Hilfe <strong>der</strong> Gl. (13), dem Schülpendurchsatz<br />
<strong>und</strong> <strong>der</strong> Versuchszeit beschreiben:<br />
W<br />
Verd<br />
ρ<br />
a<br />
ρ<br />
s<br />
− ρb<br />
= n ⋅ ∫ dσ<br />
⋅ Q ⋅ t<br />
(70)<br />
2<br />
ρ , 0<br />
ρb<br />
b<br />
Die Werte <strong>der</strong> Verdichtungsarbeit werden mit Hilfe <strong>der</strong> numerischen Integration mit <strong>der</strong> Trapezregel<br />
ermitteln.<br />
Mit den Gl. (69) <strong>und</strong> (70) lässt sich die Energiebilanz einer Walzenpresse beschreiben als:<br />
W = W + W + W<br />
(71)<br />
ges<br />
W<br />
Verd<br />
Verlust<br />
Der Verlust beim Verpressen kann abgeschätzt werden durch:<br />
W<br />
≈ 0 , 5⋅<br />
(72)<br />
Verlust<br />
W W<br />
Die Energiebilanz <strong>der</strong> Walzenpresse wurde unter Anwendung <strong>der</strong> Messwerte berechnet (siehe<br />
Tabelle 23, 24 <strong>und</strong> 25). Die Ergebnisse <strong>der</strong> Energiebilanz wurden in Abbildung 70 dargestellt.
Kompaktierversuche mit einer Walzenpresse 104<br />
Im rechten Teil des Bildes befinden sich alle Einstellungen bei <strong>der</strong> Kompaktion von mikrokristalliner<br />
Zellulose. An diesen Stellen wurde durch die Walzenpresse ausreichend Arbeit verrichtet,<br />
um feste Schülpen herzustellen.<br />
1200<br />
1000<br />
Kalkstein<br />
Bentonit<br />
MCC<br />
Gesamtarbeit W ges<br />
in kJ<br />
800<br />
600<br />
400<br />
200<br />
0<br />
0 20 40 60 80 100 120 140 160 180<br />
Maximaler Walzdruck p w<br />
in MPa<br />
Abbildung 70: Verdichtungsarbeit in Abhängigkeit von <strong>der</strong> Arbeit <strong>der</strong> Walzenpresse
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 105<br />
8. NUMERISCHE MODELLIERUNG DER VERDICHTUNG IN EINER<br />
WALZENPRESSE<br />
8.1 Stand des Wissens<br />
Auf dem Gebiet <strong>der</strong> wissenschaftlichen Erforschung <strong>und</strong> <strong>der</strong> mathematischen <strong>Modellierung</strong><br />
<strong>der</strong> Verdichtung in einer Walzenpresse wurden in den 1960er Jahren große Fortschritte erzielt.<br />
Katashinskii [15], [16], [17] beschäftigte sich mit dem Walzen von Metallen <strong>und</strong> Johanson<br />
[19] erarbeitete eine Auslegungsmethode für die Verdichtung von Schüttgütern in Walzenpressen.<br />
Die Bestimmungsmethode von Kathasinskii [15] basiert auf dem Streifenmodell.<br />
Dabei wird angenommen, dass die Dichte des Aufgabegutes in <strong>der</strong> sogenannten Voreilzone<br />
konstant bleibt (siehe Kap. 3.1). Da bei <strong>der</strong> Berechnung die Fließbedingung von Tresca angewandt<br />
wurde, erlangte Katashinskiis Ansatz [15] in <strong>der</strong> Praxis kaum Bedeutung.<br />
Johanson [19] wandte eine eindimensionale Näherungslösung <strong>der</strong> Spannungsfeldgleichungen<br />
des ebenen Fließzustandes für die Beschreibung <strong>der</strong> Spannungsverlaufes in <strong>der</strong> Gleit- bzw.<br />
Schlupfzone an. Die Lösung <strong>der</strong> Spannungsfeldgleichungen erfolgte mit <strong>der</strong> Charakteristikmethode.<br />
Die Beschreibung des Spannungsverlaufs in <strong>der</strong> Haftzone ist durch die Anwendung<br />
<strong>der</strong> Potenzfunktion, mit <strong>der</strong> die Kompression des Aufgabegutes verdeutlicht werden kann <strong>und</strong><br />
den geometrischen Zusammenhängen im Walzenspalt möglich (siehe Kapitel 3.4).<br />
Seit den 1960er Jahren hat sich die Computertechnik rasant entwickelt. Diese Entwicklung<br />
ermöglicht anstatt <strong>der</strong> analytischen Lösung <strong>der</strong> Spannungsfeldgleichungen eine numerische<br />
<strong>Modellierung</strong> <strong>der</strong> Verdichtung im Walzenspalt in 2D. Solche Berechnungen sind neben den<br />
Experimenten für eine bessere Vorhersage <strong>der</strong> Dichte- <strong>und</strong> Spannungsverläufe sehr wichtig.<br />
Dec, Zavaliangos <strong>und</strong> Cunningham [83] haben in ihrer Arbeit die <strong>Modellierung</strong> <strong>der</strong> Verdichtung<br />
mit einer Walzenpresse untersucht. Dabei wurden die <strong>Modellierung</strong>sergebnisse <strong>der</strong> Johanson-Theorie,<br />
<strong>der</strong> Theorie von Katashinskii <strong>und</strong> <strong>der</strong> FEM-Simulation mit Messergebnissen<br />
verglichen. Bei <strong>der</strong> Berechnung wurde die Kohäsion vernachlässigt. Die Simulationsaufgabe<br />
wurde mit dem kommerziellen ABAQUS-Programm gelöst <strong>und</strong> unter Anwendung des Drucker-Prager-Modells<br />
[82] zur Beschreibung des elastisch-plastischen Verhaltens des Kontinuums<br />
durchgeführt (siehe Abbildung 71). Befand sich <strong>der</strong> Spannungszustand unterhalb <strong>der</strong><br />
Fließfläche, verformte sich das Schüttgut elastisch. Wurde die Fließfläche erreicht, fand eine<br />
plastische Verformung statt. Die Kappe <strong>der</strong> Fließfläche besaß eine elliptische Form. Sie charakterisierte<br />
alle Spannungszustände, die zum Verdichten des Schüttgutes führten <strong>und</strong> entsprach<br />
damit dem Verfestigungsort (Abbildung 7, Kap. 3.2). Die Kappe wird charakterisiert
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 106<br />
durch den Schnittpunkt mit <strong>der</strong> Druckachse p b <strong>und</strong> durch die Exzentrität R (siehe<br />
Abbildung 72). Die elliptische Kappe lässt sich auf die folgende Weise beschreiben:<br />
2<br />
2<br />
Fc = ( ph<br />
− pa<br />
) + ( R ⋅σ<br />
vm<br />
) − R(<br />
C + tanϕ)<br />
= 0<br />
(73)<br />
Die von-Mises-Spannung σ vm lässt sich mit Hilfe <strong>der</strong> Hauptspannungen bestimmen.<br />
2<br />
2<br />
2<br />
[(<br />
σ −σ<br />
) + ( σ −σ<br />
) + ( σ −σ<br />
]<br />
1<br />
σ<br />
vm<br />
= ⋅<br />
1 2<br />
2 3<br />
3 1)<br />
(74)<br />
2<br />
Der lineare Teil des Fließortes wird durch die Reibungswinkel ϕ <strong>und</strong> die Kohäsion C beschrieben<br />
als:<br />
F<br />
s<br />
= σ − p ⋅ tan ϕ − C = 0<br />
(75)<br />
vm<br />
h<br />
Lei<strong>der</strong> haben die Autoren die Stoffmodelle <strong>und</strong> die Randbedingungen nicht explizit beschrieben.<br />
Aus diesem Gr<strong>und</strong> können die Ergebnisse nur ungenügend nachvollzogen werden. Die<br />
Simulation erzeugte das glockenförmige Druckprofil. Bestimmt wurden Walzkraft, Agglomeratdichte,<br />
Greifwinkel <strong>und</strong> den Winkel an dem die maximale Spannung erreicht wurde. Bei<br />
<strong>der</strong> Simulation wurden Vordruck <strong>und</strong> Wandreibungskoeffizient variiert. Dabei konnte festgestellt<br />
werden, dass <strong>der</strong> Wert des maximalen Walzdruckes mit <strong>der</strong> Erhöhung des Vordruckes<br />
bzw. des Wandreibungskoeffizienten zunimmt.<br />
von-Mises-Spannung σ vm<br />
ϕ<br />
Kappe, F c<br />
Fließgrenze, F s<br />
R(C+p a tan ϕ)<br />
C<br />
p a<br />
p b<br />
hydrostatischer Druck p h<br />
Abbildung 71: Das Drucker-Prager-Modell [82]
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 107<br />
8.2 Aufstellung eines Gleichungssystems zur Beschreibung <strong>der</strong> Verdichtung in einer<br />
Walzenpresse<br />
In diesem Teilkapitel werden die erfor<strong>der</strong>lichen Gr<strong>und</strong>beziehungen für die <strong>Modellierung</strong> beschrieben<br />
<strong>und</strong> noch einmal zusammengefasst. Das Koordinatensystem <strong>und</strong> die geometrischen<br />
Zusammenhänge werden in Abbildung 72 gezeigt. Dazu wurde eine senkrecht nach unten<br />
positiv zählende z-Achse <strong>und</strong> eine nach links positiv zählende x-Achse ausgewählt.<br />
x<br />
D/2<br />
θ<br />
s<br />
z<br />
Abbildung 72: Das Koordinatensystem<br />
Der Gleitwinkel ω beschreibt bei einer fließenden Schüttung den Winkel zwischen <strong>der</strong> Scherebene<br />
<strong>und</strong> <strong>der</strong> Richtung <strong>der</strong> kleinsten Hauptspannung σ 2 , siehe Abbildung 73.<br />
σ 1 σ τ<br />
σ2<br />
σ 2 σ 1<br />
τ<br />
ω<br />
σ R<br />
2ω<br />
σ M<br />
σ<br />
Abbildung 73: Der Gleitwinkel<br />
Der Spannungsverlauf in <strong>der</strong> Gleitzone bzw. im Einzugsbereich des Walzenspaltes kann nach<br />
Molerus [39] <strong>und</strong> Mähler [14] mit einem „quasilinearen“ Differenzialgleichungssystem erster
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 108<br />
Ordnung mit den Variablen mittlere Spannung σ M,st (x, z) <strong>und</strong> dem Gleitwinkel ω(x, z) unter<br />
Vernachlässigung <strong>der</strong> Schwerkraft beschrieben werden:<br />
∂σ<br />
M , st<br />
(1 + sinϕ<br />
e<br />
⋅ cos(2ω<br />
)) − 2σ<br />
∂z<br />
∂ω<br />
+ 2σ<br />
M , st<br />
⋅ sinϕ<br />
e<br />
⋅ cos(2ω<br />
) = 0<br />
∂x<br />
∂σ<br />
M , st<br />
(1 − sinϕ<br />
e<br />
⋅ cos(2ω<br />
)) + 2σ<br />
∂x<br />
∂ω<br />
+ 2σ<br />
M , st<br />
⋅ sinϕ<br />
e<br />
⋅ cos(2ω<br />
) = 0<br />
∂z<br />
M , st<br />
M , st<br />
∂ω<br />
∂σ<br />
M<br />
⋅ sinϕ<br />
e<br />
⋅ sin(2ω<br />
) + sinϕ<br />
e<br />
⋅ sin(2ω<br />
)<br />
∂z<br />
∂x<br />
∂ω<br />
∂σ<br />
M<br />
⋅ sinϕ<br />
e<br />
⋅ sin(2ω<br />
) + sinϕ<br />
e<br />
⋅ sin(2ω<br />
)<br />
σx<br />
∂z<br />
Dieses Gleichungssystem lässt sich wie folgt umformen:<br />
∂σ<br />
M , st<br />
sinϕ<br />
e<br />
⋅ sin(2ω<br />
) = −2σ<br />
∂x<br />
∂σ<br />
M , st<br />
− (1 + sinϕ<br />
⋅ cos(2ω<br />
))<br />
∂z<br />
M , st<br />
∂ω<br />
⋅ sinϕ<br />
e<br />
⋅ cos(2ω<br />
) + 2σ<br />
∂x<br />
∂ω<br />
∂σ<br />
M<br />
2σ<br />
M , st<br />
⋅ sinϕ<br />
e<br />
⋅ sin(2ω<br />
) = −(1<br />
− sinϕ<br />
e<br />
⋅ cos(2ω<br />
))<br />
σx<br />
∂x<br />
∂ω<br />
− 2σ<br />
M , st<br />
⋅ sinϕ<br />
e<br />
⋅ cos(2ω<br />
)<br />
∂z<br />
, st<br />
M , st<br />
, st<br />
, st<br />
+<br />
(76a)<br />
+<br />
(76b)<br />
∂ω<br />
⋅ sinϕ<br />
e<br />
⋅ sin(2ω<br />
) −<br />
∂z<br />
(77a)<br />
∂σ<br />
− sinϕ<br />
e<br />
⋅ sin(2ω<br />
)<br />
∂z<br />
M , st<br />
−<br />
(77b)<br />
Die Än<strong>der</strong>ung <strong>der</strong> mittleren Spannung σ M,st <strong>und</strong> des Gleitwinkels ω in Abhängigkeit von <strong>der</strong><br />
Entfernung <strong>der</strong> Symmetrieachse lässt sich beschreiben als:<br />
∂ω<br />
1 + sinϕ<br />
∂<br />
e<br />
⋅ cos(2ω)<br />
σ<br />
M<br />
⋅ −<br />
∂z<br />
sinϕ<br />
⋅ sin(2ω)<br />
∂z<br />
∂ σ<br />
1 ∂ω<br />
st<br />
= −2σ<br />
M st<br />
⋅ ⋅ +<br />
,<br />
,<br />
2σ<br />
M , st<br />
∂x<br />
tan( ω)<br />
∂x<br />
e<br />
(78a)<br />
∂ω<br />
− sinϕ<br />
∂<br />
e<br />
⋅ cos(2ω)<br />
σ<br />
M ,<br />
= −<br />
σx<br />
2σ<br />
⋅ sinϕ<br />
⋅ sin(2ω)<br />
∂x<br />
1 st 1<br />
M , st<br />
e<br />
−<br />
2σ<br />
M , st<br />
∂σ<br />
⋅<br />
∂z<br />
1 ∂ω<br />
−<br />
tan(2ω)<br />
∂z<br />
(78b)<br />
Anstatt <strong>der</strong> mittleren Spannung σ M,st wird ein dimensionsloses Spannungsmaß u mit Hilfe des<br />
Vordruckes σ Vor eingeführt:<br />
σ<br />
M , st<br />
u = ln<br />
(79)<br />
σ<br />
Vor<br />
Nach dem Einsetzen <strong>der</strong> Gl. (79) in das Differenzialgleichungssystem Gl. (78) erhält man für<br />
das Spannungsfeld im Einzugsbereich für u(x, z) <strong>und</strong> den Gleitwinkel ω(x, z) die folgenden<br />
Gleichungen:<br />
∂u<br />
1 ∂ω<br />
∂ω<br />
1 + sinϕ<br />
e<br />
⋅ cos(2ω)<br />
∂u<br />
= −2u<br />
⋅ ⋅ + 2u<br />
⋅ −<br />
∂x<br />
tan( ω)<br />
∂x<br />
∂z<br />
sinϕ<br />
⋅ sin(2ω)<br />
∂z<br />
e<br />
(80a)<br />
∂ω<br />
1−<br />
sinϕe<br />
⋅ cos(2ω)<br />
∂u<br />
1 ∂u<br />
1 ∂ω<br />
= −<br />
− ⋅ −<br />
∂x<br />
2u<br />
⋅ sinϕ<br />
⋅ sin(2ω)<br />
∂x<br />
2u<br />
∂z<br />
tan(2ω)<br />
∂z<br />
e<br />
(80b)
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 109<br />
Im Einzugsbereich wird das Schüttgut durch die Reibungskraft an <strong>der</strong> Walzenoberfläche eingezogen.<br />
In dieser Zone findet eine Umordnung <strong>der</strong> Partikel untereinan<strong>der</strong> statt, wodurch eine<br />
dichtere Packung entsteht. Da hier kohäsive Schüttgüter verdichtet werden, ist anzunehmen,<br />
dass <strong>der</strong> Produktzustand an <strong>der</strong> unteren Grenze des Einzugsbereichs durch die Stampfdichte<br />
charakterisiert werden kann [41]. Das Erreichen <strong>der</strong> Stampfdichte kennzeichnet das Ende des<br />
Einzugsbereichs. Der Winkel, bei dem diese Bedingung erfüllt ist, wird hier als Greifwinkel<br />
θ G bezeichnet. Aus <strong>der</strong> Massenbilanz kann ausgehend vom Greifwinkel folgende Gleichung<br />
für das Dichteverhältnis in <strong>der</strong> Verdichtungszone aufgestellt werden [14]:<br />
ρ<br />
ρ<br />
b,<br />
θ<br />
b,<br />
θ<br />
G<br />
=<br />
( s + D ⋅ ( 1−<br />
cosθ<br />
G<br />
))<br />
⋅ cosθ<br />
G<br />
( s + D ⋅ ( 1−<br />
cosθ<br />
)) ⋅ cosθ<br />
Die Kompressionsfunktion, die den Zusammenhang zwischen Druck <strong>und</strong> Dichte beschreibt,<br />
lautet [35]:<br />
⎛ σ<br />
⎜ +<br />
⎝<br />
⎞<br />
⎟<br />
⎠<br />
−n<br />
M , st<br />
ρ<br />
b = ρ<br />
s − ( ρ<br />
s − ρb, 0<br />
) ⋅<br />
⎜<br />
1<br />
σ ⎟<br />
(82)<br />
0<br />
Die Dichte bzw. die mittlere Spannung bei verschiedenen Walzwinkeln in <strong>der</strong> Verdichtungszone<br />
lässt sich ermitteln durch:<br />
ρ<br />
⎛<br />
⎜ ρ<br />
s −<br />
⎜<br />
⎝<br />
−n<br />
, θ ⎞<br />
, θ = ( ρ −<br />
G<br />
ρ<br />
,0<br />
)<br />
⎟<br />
b<br />
s b<br />
⎛ σ<br />
M , st<br />
⋅ ⎜<br />
1 +<br />
⎝ σ<br />
0<br />
⎟<br />
⎠<br />
⎞<br />
⎟ ⋅<br />
⎟<br />
⎠<br />
( s + D ⋅ ( 1−<br />
cosθ<br />
G<br />
))<br />
⋅ cosθ<br />
G<br />
( s + D ⋅ ( 1−<br />
cosθ<br />
)) ⋅ cosθ<br />
(81)<br />
(83)<br />
8.3 Ermittlung <strong>der</strong> Randbedingungen<br />
Wenn das Gleichungssystem (76) auf <strong>der</strong> Symmetrieachse z abgeleitet wird, werden die Terme<br />
des Gleichungssystems, die ∂x beinhalten, eliminiert. Danach kann das Gleichungssystem<br />
auf die folgende Weise beschrieben werden:<br />
∂σ<br />
M , st<br />
∂ω<br />
1 + sinϕ e<br />
⋅ cos(2ω<br />
)) − 2σ<br />
M st<br />
⋅ sinϕ<br />
e<br />
⋅ sin(2ω<br />
) = 0<br />
(84a)<br />
∂z<br />
∂z<br />
(<br />
,<br />
∂σ<br />
M , st<br />
∂ω<br />
sin( 2ω ) + 2σ<br />
M , st<br />
⋅ cos(2ω<br />
) = 0<br />
(84b)<br />
∂z<br />
∂z<br />
Die mathematische Umformung des Gleichungssystems liefert:<br />
∂σ<br />
M , st<br />
∂ω<br />
1 + sinϕ e<br />
⋅ cos(2ω<br />
)) = 2σ<br />
M st<br />
⋅ sinϕ<br />
e<br />
⋅ sin(2ω<br />
)<br />
∂z<br />
∂z<br />
(<br />
,<br />
∂σ<br />
M , st<br />
∂ω<br />
sin( 2ω ) = −2σ<br />
M , st<br />
⋅ cos(2ω<br />
)<br />
∂z<br />
∂z<br />
(85a)<br />
(85b)
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 110<br />
<strong>und</strong><br />
∂σ<br />
M , st<br />
∂z<br />
1<br />
⋅<br />
2σ<br />
M , st<br />
sinϕ<br />
e<br />
⋅ sin(2ω<br />
) ∂ω<br />
=<br />
⋅<br />
1+<br />
sinϕ<br />
⋅ cos(2ω<br />
) ∂z<br />
e<br />
(86a)<br />
∂ω<br />
∂<br />
− sin(2ω<br />
)<br />
∂σ<br />
M , st<br />
= ⋅ ⋅<br />
z cos(2ω<br />
) ∂z<br />
2σ<br />
M , st<br />
1<br />
(86b)<br />
Wird die Gl. (86a) in Gl. (86b) eingefügt, erhält man:<br />
∂ω<br />
− sin(2ω<br />
) sinϕ<br />
e<br />
⋅ sin(2ω<br />
) ∂ω<br />
= ⋅<br />
⋅<br />
∂z<br />
cos(2ω<br />
) 1 + sinϕ<br />
⋅ cos(2ω<br />
) ∂z<br />
e<br />
Nach <strong>der</strong> Umformung kann die Gleichung auf die folgende Weise beschrieben werden, wenn<br />
∂ω<br />
≠ 0 ist:<br />
∂z<br />
cos(2ω<br />
) sinϕ<br />
e<br />
⋅ sin(2ω<br />
)<br />
=<br />
(88)<br />
sin(2ω<br />
) 1+<br />
sinϕ<br />
⋅ cos(2ω<br />
)<br />
e<br />
Weiterhin wird cos(2ω) als eine Variable betrachtet:<br />
cos( 2ω ) = γ<br />
(89)<br />
Nach dem Einfügen von Gl. (89) lässt sich Gl. (88) schreiben als:<br />
γ<br />
2<br />
2<br />
+ sinϕ<br />
e<br />
⋅γ<br />
= −sinϕ<br />
e<br />
+ sinϕ<br />
⋅γ<br />
(90)<br />
Dann gilt:<br />
γ = −sinϕ e<br />
(91)<br />
bzw.<br />
cos( 2ω ) = −sinϕ e<br />
(92)<br />
Aus dieser Ableitung ergibt sich eine Randbedingung für ω auf <strong>der</strong> Symmetrieachse. Bei <strong>der</strong><br />
Lösung von Gl. (92) werden nur die Winkel ω = 0 bis π/2 im Betracht gezogen. Dieser Lösungswinkel<br />
werden weiterhin als Gleitwinkel an <strong>der</strong> Symmetrieachse ω 0 bezeichnet.<br />
Um die Stabilität <strong>der</strong> Lösung zu gewährleisten, wird eine Randbedingung für den Winkel ω<br />
an <strong>der</strong> Walzenoberfläche benötigt. Diese Randbedingung lässt sich mit Hilfe des Aufgabewinkels<br />
θ 0, siehe Gl. (17), des aktuellen Walzwinkels θ <strong>und</strong> des Gleitwinkel an <strong>der</strong> Symmetrieachse<br />
ω 0 wie folgt definieren:<br />
ω = ω − θ − )<br />
(93)<br />
0<br />
( 0<br />
θ<br />
In Abbildung 74 werden die Zonen im Walzenspalt <strong>und</strong> die geometrische Zusammenhänge<br />
veranschaulicht.<br />
(87)
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 111<br />
v U<br />
x<br />
θ 0<br />
σ 1<br />
θ G<br />
Einzugsbereich<br />
Verdichtungszone<br />
Abbildung 74: Zonen im Walzenspalt<br />
ω<br />
σ<br />
σ Vor<br />
s<br />
z<br />
θ V<br />
v U<br />
D/2<br />
Auslaufzone<br />
8.4 Lösung des Gleichungssystems mit MATLAB<br />
Die numerische Lösung des Gleichungssystems erfolgte mit Hilfe des MATLAB-Programms.<br />
Um den Anfang des Einzugsbereiches genau bestimmen zu können, wurde <strong>der</strong> sogenannte<br />
Aufgabewinkel aus <strong>der</strong> Johanson-Theorie übernommen (siehe Kap. 3.4). Er kann aus den ermittelten<br />
Fließeigenschaften <strong>der</strong> Schüttgüter bestimmt werden [19] <strong>und</strong> soll hier zum besseres<br />
Verständnis wie<strong>der</strong>holt aufgeführt:<br />
1 sinϕ<br />
θ 0 = (<br />
w<br />
ϕ<br />
w<br />
+ arcsin ( )) (17)<br />
2 sinϕ<br />
e<br />
Die Übernahme dieses Wertes aus <strong>der</strong> Johanson-Theorie kann dadurch erklärt werden, dass<br />
<strong>der</strong> Aufgabewinkel nach experimentellen Untersuchungen [41] gut die Stelle des Prozessbeginns<br />
charakterisiert. Die Achsen des Koordinatensystems wurden so platziert, dass die x-<br />
Achse in <strong>der</strong> durch den Aufgabewinkel bestimmten Aufgabeebene liegt. Die Höhe des Walzenspaltes<br />
lässt sich berechnen durch:<br />
z<br />
0<br />
= D ⋅ sin( θ 0<br />
)<br />
(94)<br />
2<br />
Der Walzenspalt wurde entlang <strong>der</strong> z-Achse ab dem Aufgabewinkel in Schichten aufgeteilt.<br />
Die Dicke <strong>der</strong> Schichten kann auf die folgende Weise mit Hilfe <strong>der</strong> Anzahl <strong>der</strong> Schichten N<br />
bestimmt werden:<br />
z0<br />
dz = (95)<br />
N
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 112<br />
Die z-Achse ist die Symmetrieachse des Walzenspaltes. In je<strong>der</strong> Schicht, also bei fixiertem z,<br />
kann <strong>der</strong> Walzwinkel <strong>und</strong> die dazugehörige Spaltweite bestimmt werden. Der Walzwinkel<br />
lässt sich durch die Anwendung geometrischer Zusammenhänge beschreiben als:<br />
⎛ ⎞<br />
⎜<br />
z<br />
⎟<br />
⎜<br />
0<br />
− z<br />
θ = arcsin ⎟<br />
(96)<br />
⎜ D ⎟<br />
⎝ 2 ⎠<br />
Die Hälfte <strong>der</strong> Spaltweite bzw. die Entfernung von <strong>der</strong> Symmetrieachse x Sym bei fixierter z-<br />
Koordinate kann mit Hilfe <strong>der</strong> engsten Spaltweite s auf diese Art bestimmt werden:<br />
s + D ⋅ ( 1−<br />
cosθ<br />
)<br />
x Sym<br />
=<br />
(97)<br />
2<br />
Zur Beschreibung des Winkels zwischen <strong>der</strong> Ebene <strong>der</strong> Hauptspannungen <strong>und</strong> <strong>der</strong> Wirkungsebene<br />
ist folgen<strong>der</strong> Zusammenhang bedeutend:<br />
ω = ω − θ − )<br />
(98)<br />
0<br />
( 0<br />
θ<br />
Der Startwert ω 0 für die numerische Berechnung wird aus <strong>der</strong> Gl. (92) erhalten.<br />
Diese Zusammenhänge wurde in einer MATLAB-Funktion beschrieben (Anhang B). Für die<br />
Lösung des Gleichungssystems, siehe Gln. (80), wurde ein Simulink-Programm entwickelt<br />
(Anhang C). Dabei wurden zwei parallel laufende Rechenszyklen programmiert. Bei je<strong>der</strong><br />
fixierten z-Koordinate wurde die Hälfte <strong>der</strong> Spaltweite bzw. <strong>der</strong> x-Koordinate ermittelt. Die<br />
Berechnung verlief von <strong>der</strong> Walzenoberfläche bis zur Symmetrieachse. Die Simulationszeit<br />
ergab sich aus <strong>der</strong> Entfernung von <strong>der</strong> Symmetrieachse x Sym . Dabei fanden folgende Kennwerte<br />
Anwendung:<br />
Tabelle 26: Material- <strong>und</strong> Prozessdaten <strong>der</strong> Modellrechnung<br />
Material- <strong>und</strong> Prozessdaten Bezeichnung <strong>und</strong> Kalkstein Bentonit MCC<br />
Einheit<br />
Aufgabewinkel Gl. (17) θ 0 in grd 34,5 50,1 24,5<br />
Anfangswinkel<br />
θ Anf in grd 8,5 9,6 11,6<br />
(aus <strong>der</strong> Massenbilanz)<br />
Gl. (63)<br />
Schüttgutdichte lockerer Packung<br />
ρ b,0 in kg/m 3 1048 685 286
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 113<br />
Fortsetzung Tabelle 26<br />
Material- <strong>und</strong> Prozessdaten Bezeichnung Kalkstein Bentonit MCC<br />
<strong>und</strong> Einheit<br />
Kompressibilitätsindex n 0,134 0,174 0,357<br />
Isostatische Zugfestigkeit σ 0 in MPa 1,3 1,82 7,45<br />
Feststoffdichte ρ s in kg/m 3 2590 2640 1551<br />
Agglomeratdichte ρ a in kg/m 3 2005 1870 1253<br />
Stampfdichte ρ Stampf in kg/m 3 1510 961 391<br />
Effektiver Reibungswinkel ϕ e in grd 36 34,1 41,2<br />
Stationärer Reibungswinkel ϕ st in grd 35 33,8 41,9<br />
Wandreibungswinkel ϕ w in grd 24,6 31,5 20<br />
min. Spaltweite s in mm 1,8 1,2 0,9<br />
Walzendurchmesser D in mm 150 150 150<br />
Bezogene Spaltweite s/D 0,01204 0,00811 0,005687<br />
Mit Hilfe von Gl. (82) wurde die Dichteverteilung im Einzugsbereich bestimmt. Dabei wurde<br />
untersucht, bei welchem Walzwinkel die Stampfdichte erreicht wurde. Bei Bestimmung des<br />
Spannungsverlaufs in <strong>der</strong> Verdichtungszone wurden die Dichte- <strong>und</strong> Spannungswerte bei diesem<br />
Winkel als Startwert angewandt. Zur Lösung <strong>der</strong> Gl. (83) wurde ebenfalls ein Simulink-<br />
Programm entwickelt (Anhang D). Zunächst wurden die aktuelle Schüttgut-, bzw. Agglomeratdichten<br />
errechnet <strong>und</strong> daraus die mittlere Spannung:<br />
1<br />
⎡<br />
− ⎤<br />
⎢⎛<br />
⎞ n<br />
ρ<br />
⎜<br />
s<br />
− ρb<br />
σ ⎟ ⎥<br />
M , st<br />
= σ<br />
0 ⎢<br />
−1<br />
⎥<br />
(99)<br />
⎢⎝<br />
ρ<br />
s<br />
− ρb,0<br />
⎠<br />
⎣<br />
⎥⎦<br />
Bei <strong>der</strong> Berechnung wurden die bei den Untersuchungen mit <strong>der</strong> Hydraulikpresse erhaltenen<br />
Messergebnisse angewandt.<br />
8.5 Vergleich <strong>der</strong> Ergebnisse <strong>der</strong> <strong>Modellierung</strong> <strong>und</strong> <strong>der</strong> Versuche<br />
Bei <strong>der</strong> numerischen Berechnung wurde <strong>der</strong> Walzenspalt in 20 Schichten geteilt <strong>und</strong> das Gleichungssystem,<br />
siehe Gl. (82), für den Einzugsbereich bei fixierten z-Koordinaten mit zwei
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 114<br />
parallel laufenden Rechnenszyklen in MATLAB-Simulink gelöst. Für die Lösung wurden die<br />
Randbedingungen für MCC ermittelt, siehe Gl. (92) <strong>und</strong> (93). In Abbildung 75 sind die berechneten<br />
Werte des Gleitwinkels ω in Abhängigkeit von <strong>der</strong> Entfernung von <strong>der</strong> Symmetrieachse<br />
x Sym dargestellt.<br />
Gleitwinkel ω in grd<br />
66<br />
64<br />
62<br />
60<br />
58<br />
56<br />
54<br />
52<br />
50<br />
σ Vor<br />
= 100 kPa<br />
θ = 23,2°<br />
θ = 21,9°<br />
θ = 20,6°<br />
θ = 19,4°<br />
θ = 18,1°<br />
θ = 16,9°<br />
θ = 15,6°<br />
θ = 14,4°<br />
θ = 13,2°<br />
θ = 12°<br />
θ = 10,8°<br />
θ = 9,5°<br />
θ = 8,3°<br />
48<br />
0,000 0,002 0,004 0,006 0,008 0,010<br />
Entfernung von <strong>der</strong> Symmetrieachse x Sym<br />
in m<br />
Abbildung 75: Berechnete Werte des Gleitwinkels ω in Abhängigkeit <strong>der</strong> x-Koordinate bei<br />
MCC<br />
Bei <strong>der</strong> Berechnung wurde <strong>der</strong> Vordruck σ Vor = 100 kPa angewandt. Aus Abbildung 76 ist<br />
ersichtlich, dass sich <strong>der</strong> Wert des Gleitwinkels ω erwartungsgemäß mit <strong>der</strong> Tiefe bzw. <strong>der</strong><br />
Abnahme des Walzwinkels θ, siehe Gl. (93), verringert.<br />
In Abbildung 76 wurden die ermittelten Spannungen in Abhängigkeit <strong>der</strong> Entfernung von <strong>der</strong><br />
Symmetrieachse x Sym bei einigen fixierten z-Koordinaten bzw. den Walzwinkeln dargestellt.<br />
Es ist zu erkennen, dass sich die Spannung mit dem Walzwinkel θ <strong>und</strong> <strong>der</strong> Entfernung von<br />
<strong>der</strong> Symmetrieachse x Sym anfangs kaum än<strong>der</strong>t. Der Unterschied im Wert <strong>der</strong> mittleren Spannung<br />
an <strong>der</strong> Walzenoberfläche <strong>und</strong> in <strong>der</strong> Mitte des Walzenspaltes nimmt ab dem Walzwinkel<br />
θ = 13,2° zu. Dieser Effekt kann dadurch erklärt werden, dass die Partikel ab einer bestimmten<br />
Tiefe aufgr<strong>und</strong> <strong>der</strong> Walzendrehung Geschwindigkeitsän<strong>der</strong>ungen erfahren. Sie ordnen<br />
sich dichter an.
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 115<br />
3,0<br />
Mittlere Spannung σ M,st<br />
in MPa<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
σ Vor<br />
= 100 kPa<br />
θ = 23,2°<br />
θ = 15,6°<br />
θ = 13,2°<br />
θ = 12°<br />
θ = 10,8°<br />
θ = 9,5°<br />
θ = 8,3°<br />
0,0<br />
0,000 0,001 0,002 0,003 0,004 0,005 0,006 0,007<br />
Entfernung von <strong>der</strong> Symmetrieachse x Sym<br />
in m<br />
Abbildung 76: Mittlere Spannung in Abhängigkeit <strong>der</strong> x-Koordinate bei MCC<br />
Aus den berechneten mittleren Spannungen wurde mit Hilfe <strong>der</strong> Kompressionsfunktion, siehe<br />
Gl. (82), die Schüttgutdichte ρ b ermittelt. Die errechneten Dichten bei ausgewählten Walzwinkeln<br />
werden in Abbildung 77 dargestellt. Aus ihr geht hervor, dass die Schüttgutdichte ρ b<br />
in <strong>der</strong> Nähe des Aufgabewinkels θ 0 kaum zunimmt. Gleichzeitig kann <strong>der</strong> Wert des Greifwinkels<br />
abgelesen werden. Bei dem Walzwinkel θ = 8,3° wird <strong>der</strong> Wert <strong>der</strong> Stampfdichte (bei<br />
MCC ρ Stampf = 391 kg/m 3 ) erreicht. Deshalb wird dieser Greifwinkel <strong>und</strong> die dazugehörige<br />
mittlere Spannung bzw. Schüttgutdichte an <strong>der</strong> Walzenoberfläche als Startwert bei den Berechnungen<br />
des Spannungsverlaufes in <strong>der</strong> Verdichtungszone angewendet.
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 116<br />
Schüttgutdichte ρ b<br />
in kg/m 3<br />
440<br />
420<br />
400<br />
380<br />
360<br />
340<br />
320<br />
300<br />
σ Vor<br />
= 100 kPa<br />
θ = 23,2°<br />
θ =15,6°<br />
θ = 13,2°<br />
θ = 12°<br />
θ = 10,8°<br />
θ = 9,5°<br />
θ = 8,3°<br />
280<br />
0,000 0,001 0,002 0,003 0,004 0,005 0,006 0,007<br />
Entfernung von <strong>der</strong> Symmetrieachse x Sym<br />
in m<br />
Abbildung 77: Schüttgutdichte in Abhängigkeit <strong>der</strong> x-Koordinate bei MCC<br />
In Abbildung 78 wird <strong>der</strong> berechnete <strong>und</strong> <strong>der</strong> gemessene Spannungsverlauf in Abhängigkeit<br />
vom Walzwinkel dargestellt.<br />
200<br />
Mittlere Spannung σ M<br />
in MPa<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
0 5 10 15 20 25 30<br />
Walzwinkel θ in grd<br />
<strong>Modellierung</strong><br />
σ Vor<br />
= 100000 Pa<br />
Messergebnis<br />
p hyd<br />
= 40 bar<br />
v ax.<br />
= 0,005 m/s<br />
v U<br />
= 0,0157 m/s<br />
Abbildung 78: Vergleich gemessener <strong>und</strong> berechneter Spannungsverläufe bei MCC
Numerische <strong>Modellierung</strong> <strong>der</strong> Verdichtung in einer Walzenpresse 117<br />
Aus ihr ist ersichtlich, dass sich <strong>der</strong> berechnete Druckverlauf nahezu parallel zum gemessenen<br />
Druckverlauf verhält. Bemerkenswert ist, dass die Stelle des maximalen Druckes bei den experimentellen<br />
Versuchen nicht am engsten Walzenspalt lag. Aus diesem Gr<strong>und</strong> sollten in zukünftigen<br />
Arbeiten mehr materialspezifischen Parameter zur besseren Beschreibung <strong>der</strong> plastischen<br />
Deformation <strong>und</strong> <strong>der</strong> elastischen Rückdehnung in das Modell eingearbeitet werden.<br />
Die Ergebnisse <strong>der</strong> Berechnungen <strong>und</strong> <strong>der</strong> Messungen für alle drei Materialien wurden in Tabelle<br />
27 zusammengefasst. Deutlich wird, dass die berechneten <strong>und</strong> gemessenen Agglomeratdichten<br />
aller drei Versuchsgüter gut übereinstimmt. Jedoch sind die Werte <strong>der</strong> gemessenen<br />
maximalen Spannung bei Kalkstein <strong>und</strong> Bentonit kleiner als die berechneten Werte. Diese<br />
Ergebnisse können dadurch erklärt werden, dass die Gleichmäßigkeit des Schülpenflusses bei<br />
Kalkstein <strong>und</strong> Bentonit während <strong>der</strong> Messung nicht gewährleistet war <strong>und</strong> oft nicht als verpresstes<br />
Schüttgut aus <strong>der</strong> Walzenpresse floss.<br />
Tabelle 27: Berechnungsergebnisse<br />
Kalkstein Bentonit MCC<br />
Greifwinkel θ G 4,9° 5,5° 8,3°<br />
Vordruck σ Vor 17,241 kPa 20,833 kPa 100 kPa<br />
errechnete Agglomeratdichte 2004 kg/m 3 1846 kg/m 3 1146 kg/m 3<br />
gemessene Agglomeratdichte 2005 kg/m 3 1870 kg/m 3 1253 kg/m 3<br />
berechnete maximale Spannung 1782 MPa 306,4 MPa 173,56 MPa<br />
gemessene maximale Spannung 118 MPa 148 MPa 177 MPa
Zusammenfassung, Schlussfolgerungen <strong>und</strong> Ausblick 118<br />
9. ZUSAMMENFASSUNG, SCHLUSSFOLGERUNGEN UND AUSBLICK<br />
Im Rahmen dieser Dissertation wurden die Fließ- <strong>und</strong> Kompressionseigenschaften von kohäsiven<br />
Schüttgütern untersucht. Das Fließverhalten <strong>kohäsiver</strong> <strong>und</strong> kompressibler Schüttgütern<br />
wird im Normalfall mit <strong>der</strong> Jenike-Scherzelle im niedrigen Druckbereich (1-50 kPa) mit einer<br />
Schergeschwindigkeit von 2 mm/min <strong>und</strong> einem Scherweg von bis zu 6 mm gemessen. Die<br />
meisten Walzenpressen arbeiten jedoch mit Umfangsgeschwindigkeiten zwischen 0,01 <strong>und</strong> 1<br />
m/s, langen Scherwegen (s An = 1 m) <strong>und</strong> hohen Drücken (p >1 MPa). Folglich musste das<br />
Kompressions- <strong>und</strong> Fließverhalten des kohäsiven <strong>und</strong> kompressiblen Pulvers bei höheren<br />
Drücken, Schergeschwindigkeiten <strong>und</strong> Scherwegen untersucht werden. Dabei wurden Versuche<br />
mit <strong>der</strong> Pressscherzelle im Mitteldruckbereich zur Bestimmung <strong>der</strong> Fließ- <strong>und</strong> Kompressionsegenschaften<br />
durchgeführt. Um die Kompressionseigenschaften von kohäsiven Schüttgütern<br />
im Hochdruckbereich zu bestimmen, wurden Untersuchungen mit <strong>der</strong> Hydraulikpresse<br />
unternommen.<br />
Zur Charakterisierung des Kompressionsverhaltens wurde die Kompressionsfunktion, die als<br />
obere Grenze die Feststoffdichte beinhaltet, im Mittel- <strong>und</strong> Hochdruckbereich angewendet.<br />
Sie vereint gegenüber <strong>der</strong> Potenzialfunktion von Johanson mehr physikalisch begründete Materialeigenschaften<br />
wie die isostatische Zugfestigkeit σ 0 <strong>und</strong> die Schüttgutdichte lockerer Packung<br />
ρ b,0 .<br />
Zum besseren Verständnis <strong>der</strong> einaxialen Verdichtung wurde eine erste orientierende DEM-<br />
Simulation durchgeführt. Dabei wurde zuerst ein verkleinerter Prozessraum, <strong>der</strong> den bei den<br />
Untersuchungen angewendeten Presswerkzeugen <strong>der</strong> Hydraulikpresse geometrisch ähnlich<br />
ist, als Randbedingung programmiert. Anschließend wurde eine Packung aus monodispersen<br />
Partikeln mit dem Sauterdurchmesser (d S = 6,06 µm) mit ähnlicher Porosität hergestellt <strong>und</strong><br />
verdichtet. Bei <strong>der</strong> DEM-Simulation ließ sich feststellen, dass die <strong>Modellierung</strong> <strong>der</strong> Verdichtung<br />
mit Einschränkungen möglich ist, da bei <strong>der</strong> Simulation nur eine kleine Anzahl von Partikeln<br />
aufgr<strong>und</strong> des großen Rechenaufwandes angewendet werden konnte. In <strong>der</strong> Zukunft<br />
verspricht diese Methode aber die Verdichtungsvorgänge besser modellieren zu können.<br />
Experimentelle Untersuchungen mit einer Walzenpresse wurden am Lehrstuhl für Maschinen<strong>und</strong><br />
Apparatek<strong>und</strong>e <strong>der</strong> TU München durchgeführt. Bei den Untersuchungen wurde beobachtet,<br />
dass die Aufgabe von kohäsiven Schüttgütern mittels För<strong>der</strong>schnecke schwierig ist, da die<br />
Erhöhung <strong>der</strong> axialen Transportgeschwindigkeit nicht zwangsläufig eine Erhöhung des<br />
Durchsatzes verursacht. Dieser Effekt hat einen sehr großen Einfluss auf die Qualität <strong>der</strong> hergestellten<br />
Schülpen. Wenn die Walzenumfangs- <strong>und</strong> die axiale Transportgeschwindigkeit <strong>der</strong>
Zusammenfassung, Schlussfolgerungen <strong>und</strong> Ausblick 119<br />
För<strong>der</strong>schnecke gleichzeitig verdoppelt werden, wird erwartet, dass sich auch <strong>der</strong> Schülpendurchsatz<br />
verdoppelt. Oft wurde jedoch festgestellt, dass die Gleichmäßigkeit des Schülpenflusses<br />
in solchen Fällen nicht gewährleistet ist <strong>und</strong> <strong>der</strong> erwartete Durchsatz nicht erreicht<br />
werden konnte. Eine an<strong>der</strong>e Erklärung für den nicht gleichmäßigen Schülpenfluss ist das<br />
mangelhafte Entlüftungsverhalten von feinen kohäsiven Schüttgütern in För<strong>der</strong>schnecke <strong>und</strong><br />
Walzenpresse. Die Untersuchung dieses Effektes bietet noch vielfältige Möglichkeiten zur<br />
Forschung in den Bereichen <strong>der</strong> För<strong>der</strong>- <strong>und</strong> Verfahrenstechnik. Im Rahmen dieser Arbeit<br />
wurde auch eine Massen- <strong>und</strong> Energiebilanz <strong>der</strong> kleintechnischen Versuchsanlage angenommen.<br />
Diese Bilanzierung ermöglicht ein besseres Verständnis <strong>der</strong> Verdichtung in einer Walzenpresse<br />
sowie eine verbesserte Auslegung.<br />
Die Kompressionsfunktion wurde auch in ein numerisches Modell zur Berechnung des Spannungsverlaufes<br />
in einer Walzenpresse implementiert. Als Ergebnis <strong>der</strong> Berechnung kann die<br />
Dichte- <strong>und</strong> Spannungsverteilung im Einzugsbereich <strong>und</strong> <strong>der</strong> Spannungsverlauf in <strong>der</strong> Verdichtungszone<br />
dargestellt werden. Die Berechnung zeigt eine sehr gute Korrelation mit den<br />
Messergebnissen bei MCC. Jedoch sind die Werte <strong>der</strong> gemessenen maximalen Spannung bei<br />
Kalkstein <strong>und</strong> Bentonit kleiner als die berechneten Werte. Dies macht eine Untersuchung des<br />
Einflusses <strong>der</strong> Materialeigenschaften (wie Wassergehalt, Temperatur, Kohäsion, Partikelgröße<br />
usw.) <strong>und</strong> <strong>der</strong> Prozessparameter auf den Verdichtungsprozess erfor<strong>der</strong>lich, um eine bessere<br />
<strong>Modellierung</strong> zu ermöglichen.
Literatur 120<br />
10. LITERATUR<br />
[1] H. Rumpf: Zur Theorie <strong>der</strong> Zugfestigkeit von Agglomeraten bei Kraftübertragung an<br />
Kontaktpunkten, Chemie Ingenieur Technik 42, 8 S. 538-540, 1970<br />
[2] H. Rumpf: Mechanische Verfahrenstechnik, Stuttgart: Hauser Verlag 1975<br />
[3] M. Stieß: Mechanische Verfahrenstechnik Berlin, Heidelberg: Springer-Verlag 1994<br />
[4] W. Bakele: Brikettierung, Son<strong>der</strong>druck aus chemie-anlagen+verfahren, Heft 4, 1985<br />
[5] W. Bakele: <strong>Pressagglomeration</strong> in <strong>der</strong> pharmazeutischen Industrie, Son<strong>der</strong>druck aus<br />
Chemie-Technik 12, Heft 5, 1983<br />
[6] O. Beer: Verdichtung von Metallpulvern Düsseldorf: VDI Verlag 1996<br />
[7] H. Schubert, E. Heidenreich, F. Liepe, <strong>und</strong> T. Neeße: Mechanische Verfahrenstechnik,<br />
Leipzig: Deutscher Verlag für Gr<strong>und</strong>stoffindustrie, 3. Aufl., 1990<br />
[8] H. B. Ries: Granuliertechnik <strong>und</strong> Granuliergeräte Teil 1-4 in Aufbereitungs-Technik<br />
11 3/147-153, 5/262-280,10/615-621, 12/744-753, 1970<br />
[9] G. Heinze: Handbuch <strong>der</strong> Agglomerationstechnik, Weinheim: Verlag Wiley -VCH,<br />
2000<br />
[10] B. Csõke, I. Tarján <strong>und</strong> J. Faitli: Experimental Investigation of Compacting in Roll<br />
Press with Gravity and Screw Feed in Novelties, Enhanced Oil and Gas Recovery<br />
S. 241-254, 2000<br />
[11] Firmenprospekt Alexan<strong>der</strong>werk AG.<br />
[12] Firmenprospekt Hosokawa Bepex GmbH<br />
[13] Firmenprospekt Maschinenfabrik Köppern GmbH & Co. KG<br />
[14] S. Mähler: Kompaktieren feindisperser Schüttgüter in Walzenpressen, Schriftenreihe<br />
<strong>der</strong> Verfahrenstechnik Universität - GH Pa<strong>der</strong>born, 2000<br />
[15] V.P. Katashinskii <strong>und</strong> G. Vinogradov: Theory and Technology Of Component<br />
Formation Process, Soviet pow<strong>der</strong> metallurgy S. 189-193, 1965
Literatur 121<br />
[16] V.P. Katashinskii <strong>und</strong> G. Vinogradov: Study Of Specific Pressure During Metall<br />
Pow<strong>der</strong> Rolling, Soviet pow<strong>der</strong> metallurgy, (3) S. 189-193, 1966<br />
[17] V.P. Katashinskii <strong>und</strong> M.B. Shtern: Stressed-Strained State Of Pow<strong>der</strong> Being Rolled<br />
In The Densification Zone I, II , Soviet pow<strong>der</strong> metallurgy, S. 882-885, 972-976,<br />
(3) 1966<br />
[18] R.S. Lee <strong>und</strong> E.G. Schwartz: An Analysis Of Roll Pressure Distribution, Int. Journal<br />
of Pow<strong>der</strong> Metallurgy (4), S. 83-91, 1967<br />
[19] J. R. Johanson: A rolling theory for granular solids, Journal of Applied Mechanics<br />
(12), S. 842-848, 1965<br />
[20] J.R Johanson: Predicting Limiting Roll Speeds for Briquetting Presses, Proceedings of<br />
13 th Biennial Conference of the Intitute For Briquetting And Agglomeration Vol. 13.,<br />
Colorado Springs, 1973<br />
[21] J.R Johanson <strong>und</strong> S. Synodis: The Use of Laboratory Tests in the Design and<br />
Operation of Briquetting Pressing, Proceedings of 11 th Biennial Conference of the<br />
Institute For Briquetting And Agglomeration, Sun Valley, 1969<br />
[22] C.-J. Klasen: Die Agglomeration partikelförmiger Feststoffe in Matrizenpressen, Diss.<br />
Universität Hannover, 1990<br />
[23] R. D. Carnheim <strong>und</strong> G. L. Messing: Response of granular pow<strong>der</strong>s to uniaxial loading<br />
and unloading in Pow<strong>der</strong> Technology 115, S.131-138, 2001<br />
[24] P. R. Mort, R. Sabia, D. E. Niesz <strong>und</strong> R. E. Riman: Automated generation and analysis<br />
of pow<strong>der</strong> compaction diagrams, Pow<strong>der</strong> Technology 79, S.111-119, 1994<br />
[25] G. Bockstiegel <strong>und</strong> J. Hewing: Kritische Betrachtung des Schrifttums über den<br />
Verdichtungsvorgang beim Kaltpressen von Pulvern in starren Pressformen, Archiv<br />
für das Eisenhüttenwesen 36, S.751-767, 1965<br />
[26] M. Ju. Balshin: Pulvermetallurgie, Halle: Knapp, 1954<br />
[27] R. W. Heckel: Density-pressure relationships in pow<strong>der</strong> compaction, Trans. Metal.<br />
Soc. AIME 221, S. 671-675, 1961
Literatur 122<br />
[28] L. F. Athy: Density, Porosity and Compaction of Sedimentary Rocks, Bull. of AAPG<br />
14, S. 1-24, 1930<br />
[29] J. T. Carstensen: Advanced Pharmaceutical Solids, Drugs and Pharmaceutical<br />
Sciences Volume 110, New York: Dekker, 2001<br />
[30] K. Terzaghi <strong>und</strong> R.B. Peck: Die Bodenmechanik in <strong>der</strong> Baupraxis Berlin: Spinger-<br />
Verlag, 1961<br />
[31] C. Führer: Über den Druckverlauf bei <strong>der</strong> Tablettierung, 4. Mitteilung:<br />
Untersuchungen zur Abhängigkeit des Druckes von <strong>der</strong> Verdichtung in<br />
Exzenterpressen <strong>und</strong> zur Druckverteilung in <strong>der</strong> Substanzsäule, Deutsche Apotheker-<br />
Zeitung 105 (34) S. 1150-1153, 1965<br />
[32] Kawakita, K. <strong>und</strong> K-H. Lüdde: Some consi<strong>der</strong>ations on pow<strong>der</strong> compression<br />
equations, Pow<strong>der</strong> Technology 4, S. 61-68, 1970<br />
[33] H. Rieschel: Über den Verdichtungsvorgang beim Brikettieren, Aufbereitungstechnik<br />
Nr. 11, S. 691-698, 1971<br />
[34] J. Tomas: Particle Adhesion F<strong>und</strong>amentals and Bulk Pow<strong>der</strong> Consolidation, pow<strong>der</strong><br />
handling & processing 12, S. 131-138, 2000<br />
[35] J. Tomas <strong>und</strong> L. Grossmann: Kompressionsverhalten <strong>und</strong> Fließkennwerte eines<br />
kohäsiven Kalksteinmehls im Mitteldruckbereich, Chemie Ingenieur Technik 1-2,<br />
S. 55-58, 2004.<br />
[36] P. Müller, L. Grossmann <strong>und</strong> J. Tomas: Ermittlung des Verdichtungsverhaltens von<br />
kohäsiven, kompressiblen Schüttgütern mit einer Hydraulikpresse, Chemie-Ingenieur-<br />
Technik 78, 2006, in Druck<br />
[37] D. Schwechten: Trocken- <strong>und</strong> Naßmahlung sprö<strong>der</strong> Materialen in <strong>der</strong> Gutbett-<br />
Walzenmühle, Diss., Universität Clausthal, 1987<br />
[38] J. Zimmer: Einfluss <strong>der</strong> Press- <strong>und</strong> Lageratmosphäre auf die physikalischen<br />
Eigenschaften von Tabletten, Fortschrittberichte VDI, Reihe 3:Verfahrenstechnik<br />
Nr. 454, Düsseldorf: VDI Verlag, 1996<br />
[39] O. Molerus: Schüttgutmechanik, Berlin: Springer Verlag, 1985
Literatur 123<br />
[40] W. Herrmann <strong>und</strong> R. Rieger: Auslegung von Walzenpressen in Aufbereitungs-<br />
Technik 18 Nr. 12, S.648-655, 1977<br />
[41] W. Hermann: Das Verdichten von Pulvern zwischen zwei Walzen, Weinheim: Verlag<br />
Chemie, 1973<br />
[42] G. Hauser <strong>und</strong> K. Sommer: Flow and Compression Properties of Feed Solids for Roll-<br />
Type Presses in Journal of Pow<strong>der</strong> & Bulk Solids Technology 10, S.5-8, 1986<br />
[43] K-H. Sartor <strong>und</strong> W. Herrmann: Kompaktieren pulvriger Stoffe: Walzenpressen richtig<br />
auslegen in Maschinenmarkt 85, S. 145-148, 1979<br />
[44] W. Herrmann: Verfahren <strong>und</strong> Kosten <strong>der</strong> Agglomeration in Chemie-Ingenieur-<br />
Technik 51, Nr.4, S.277-282, 1979<br />
[45] F. Li, V. M. Puri: Mechanical behaviour of pow<strong>der</strong>s using a medium pressure flexible<br />
bo<strong>und</strong>ary cubical triaxial tester, Proc. Instn. Mech. Engrs. Vol. 217 Part E: J. Process<br />
Mechanical Engineering, S. 233-241, 2003<br />
[46] Jenike, A. W: Storage and flow of solids, Bull. 123, University of Utah, 1964<br />
[47] K. Sommer <strong>und</strong> G. Hauser: Flow and compression properties of feed solids for rolltype<br />
presses and extrusion presses, Pow<strong>der</strong> Technology 130, S. 272-276, 2003<br />
[48] J.R. Johanson, B.D. Cox <strong>und</strong> H. Liebert: Fluid entrainment effects in roll press<br />
compacting and pelleting research in pow<strong>der</strong> handling and processing 1, S. 183-185,<br />
1989<br />
[49] D. Herold <strong>und</strong> K. Sommer: Untersuchung des Schüttgutverhaltens bei <strong>der</strong><br />
Walzenkompaktierung - Bestimmung <strong>der</strong> Druckverteilung, Vortrag, GVC-<br />
Fachausschuss in Tübingen, 14-16. März, 2005<br />
[50] W. A. Rieschel <strong>und</strong> A. Bauer-Brandl: Die Tablette - Handbuch <strong>der</strong> Entwicklung,<br />
Herstellung <strong>und</strong> Qualitätssicherung, Der Pharmazeutiche Betrieb Band 7,<br />
Aulendorf: Editio Cantor, 2002
Literatur 124<br />
[51] F. Li <strong>und</strong> V.M. Puri: Mechanical behaviour of pow<strong>der</strong> using a medium<br />
pressure flexible bo<strong>und</strong>ary cubical triaxial tester, Proc. Instn Mech. Engrs. 217,<br />
S. 233–241, 2003<br />
[52] B. Reichmann: <strong>Modellierung</strong> <strong>der</strong> Filtrations- <strong>und</strong> Konsolidierungsdynamik beim<br />
Anpressen feindisperser Partikelsysteme, Diss. Universität Magdeburg 1999<br />
[53] Th. Mladenchev, <strong>und</strong> J. Tomas. 2004. <strong>Modellierung</strong> <strong>der</strong> Filtrations- <strong>und</strong><br />
Konsolidierungsdynamik von geflockten <strong>und</strong> nicht geflockten feindispersen<br />
Kalksteinsuspensionen. Vortrag <strong>der</strong> Arbeitsitzung des Fachausschusses „Mechanische<br />
Flüssigkeitsabtrennung“, 23.-24. 03. 2004, Baden-Baden<br />
[54] J. Schwedes: Testers for measuring flow properties of particulate solids,<br />
Pow<strong>der</strong> Handling & Processing 12, No. 4, SS .337–354, 2000<br />
[55] S. Kamath, V. M. Puri, H. B. Manbeck <strong>und</strong> R. Hogg: Flow properties of pow<strong>der</strong>s<br />
using four testers - measurement, comparison and assessment, Pow<strong>der</strong> Technology<br />
76, S. 277-289, 1993<br />
[56] I. M Cameron <strong>und</strong> D.T. Gethin: Exploration of die wall friction for pow<strong>der</strong><br />
compaction using a discrete finite element modelling technique, Modelling Simul.<br />
Mater. Sci. Eng. 9. S. 289-307, 2001.<br />
[57] S. Jain: Mechanical properties of pow<strong>der</strong>s for compaction and tableting: an overview<br />
Pharmaceutical Science & Technology Today, Volume 2, Issue 1, S. 20-31, 1999<br />
[58] J. Heuberger: Pulvermetallurgische Studien I, Transactions of Chalmers University of<br />
Technology, Gothenburg, Nr. 98, S. 1-10, 1950<br />
[59] H. Roenneke: Über die Verdichtung <strong>und</strong> Verfestigung körniger Haufwerke in einer<br />
einfachen Stempelpresse, Diss., Bergakademie Clausthal, 1953<br />
[60] M. A. Schmidt: Kompressionscharakteristik isotroper Pulvermischungen, Diss.,<br />
Universität Braunschweig, 1978<br />
[61] K.-H. Sartor, H. Schubert: Tablettieren fester Stoffe: Gr<strong>und</strong>lagen <strong>und</strong> Einflüsse,<br />
Maschinenmarkt 85, S. 309-312, 1979
Literatur 125<br />
[62] N. Pilpel, J. R. Britten, A. O. Onyekweli <strong>und</strong> S. Esezobo: Compression and tableting<br />
of pharmaceutical pow<strong>der</strong>s at elevated temperatures, International Journal of<br />
Pharmaceutics 70, S. 241-249, 1991<br />
[63] M. J. Adams, M. A. Mullier <strong>und</strong> J. P. K. Seville: Agglomerate strength measurement<br />
using a uniaxial confidened compression test, Pow<strong>der</strong> Technology 78, S. 5-13, 1994<br />
[64] I. C. Sinka, J. C. Cunningham <strong>und</strong> A. Zavanglios: The effect of wall friction in the<br />
compaction of pharmaceutical tablets with curved faces: a validation study of the<br />
Drucker-Prager Cap model, Pow<strong>der</strong> Technology 133, S. 33-43, 2003<br />
[65] A. Kara, M. J. Tobyn <strong>und</strong> R. Stevens: An application for zirconia as a pharmaceutical<br />
die set, Journal of the European Ceramic Society 24, S. 3091-3101, 2004<br />
[66] P. Müller: Untersuchung <strong>der</strong> Kompressionseigenschaften von Schüttgütern mit einer<br />
Hydraulikpresse, Diplomarbeit, Otto-von-Guericke-Universität, Magdeburg, 2006<br />
[67] H. Krug, <strong>und</strong> W. Na<strong>und</strong>orf: Braunkohlenbrikettierung, Gr<strong>und</strong>lagen <strong>und</strong><br />
Verfahrenstechnik, VEB Deutscher Verlag für Gr<strong>und</strong>stoffindustrie Leipzig, 1984<br />
[68] Z. Drzymala: Industrial Briquetting, F<strong>und</strong>amentals and Methods, Warszawa: Polish<br />
Scientific Publishers PWN Ltd., 1993<br />
[69] PFC 2D Manual<br />
www.itasca.de<br />
[70] J. H. Tun<strong>der</strong>mann <strong>und</strong> A. R. E. Singer: The flow of Iron Pow<strong>der</strong> During Roll<br />
Compaction, Pow<strong>der</strong> Metallurgy 11 (22), 1968<br />
[71] R. T. Dec <strong>und</strong> R. K. Komarek: Experimental Investigations of Roll Press Compaction,<br />
pow<strong>der</strong> handling & processing, Volume 4, S. 35-38, 1992<br />
[72] A. M. Falzone, G. E. Peck <strong>und</strong> G. P. McCabe: Effects of Changes in Roller Compactor<br />
Parameters on Granulations Produced by Compactions, Drug Development and<br />
Industrial Pharmacy 18, S. 469-489, 1992<br />
[73] S. Inghelbrecht <strong>und</strong> J. P. Remon: Roller compaction and tableting of microcrystalline<br />
cellulose/drug mixtures, International Journal of Pharmaceutics 161, S. 215-224, 1998
Literatur 126<br />
[74] K. Rocksloh, F-R. Rapp, S. A. Abed, W. Müller, M. Reher, G. Gauglitz <strong>und</strong> P. C.<br />
Schmidt: Optimization of Crushing Strangth and Desintegration Time of High-Dose<br />
Plant Extract Tablet by Neural Networks, Drug Development and Industrial Pharmacy<br />
25, S. 1015-1025, 1999<br />
[75] G. W. Skinner, W. W. Harcum, P. E. Barnum <strong>und</strong> J-H. Guo: The Evaluation of Fine-<br />
Particle Hydroxypropylcellulose as a Roller Compaction Bin<strong>der</strong> in Pharmaceutical<br />
Applications, Drug Development and Industrial Pharmacy 25, S. 1121-1128, 1999<br />
[76] P. Guigon <strong>und</strong> O. Simon: Roll press design – influence of force feed system on<br />
compaction, Pow<strong>der</strong> Technology 130, S. 41-48, 2003<br />
[77] F. Freitag <strong>und</strong> P. Kleinebudde: How do roll compaction/dry granulation affect the<br />
tableting behaviour of inorganic materials? Comparison of four magnesium<br />
carbonates, Eur. J. Pharm. Sci. 19, S. 281-289, 2003<br />
[78] P. Kleinebudde: Roll compaction/dry granulation: pharmaceutical applications,<br />
European Journal of Pharmaceutics and Biopharmaceutics 58, S. 317-326, 2004<br />
[79] Th. Lecompte, P. Doremus, G. Thomas, L. Perier-Camby, J.-C. Le Thiesse, J.-C.<br />
Masteau <strong>und</strong> L. Debove: Dry granulation of organic pow<strong>der</strong>s –dependence of pressure<br />
2D-distribution on different process parameters, Chemical Engineering Science 60, S.<br />
3933-3940, 2005<br />
[80] G. Bindhumadhavan, J. P. K. Seville, M. J. Adams, R. W. Greenwood <strong>und</strong> S.<br />
Fitzpatrick: Roll compaction of pharmaceutical excipient: Experimental validation of<br />
rolling theory for granular solids, Chemical Engineering Science 60, S. 3891-3897,<br />
2005<br />
[81] A. Minkin: Funktionsanalyse von Wendelför<strong>der</strong>ern. Magdeburg, Diss., Otto-von-<br />
Guericke-Universität, 2005<br />
[82] D. C. Drucker <strong>und</strong> W. Prager: Soil Mechanics and plastic analysis of limit design,<br />
Quarterly Appl. Math. 10, S. 1957-1975, 1952
Literatur 127<br />
[83] R. T. Dec, A. Zavaliangos, <strong>und</strong> J. C. Cunningham: Comparison of various modeling<br />
methods for analysis of pow<strong>der</strong> compaction in roller press, Pow<strong>der</strong> Technology 130,<br />
S. 265-271, 2003
Symbolverzeichnis 128<br />
SYMBOLVERZEICHNIS<br />
a,b [-] Materialkonstante<br />
A Schnecke [m 2 ] Schneckenquerschnitt<br />
B [mm] Walzenbreite<br />
C [-] Materialkonstant<br />
d [µm] Partikelgröße<br />
d 50 [µm] mittlere Partikelgröße<br />
D [mm] Durchmesser<br />
f [-] Verlustfaktor<br />
f H [-] Hausner-faktor<br />
F [N] Kraft<br />
F p [N] Anpresskraft<br />
K [-] Kompressibilität<br />
k [-] Materialkonstant<br />
k f [-] Abmin<strong>der</strong>ungsfaktor<br />
h [mm] Höhe<br />
h 0 [mm] Anfangspulverbetthöhe<br />
h Anf [m] Abstand von <strong>der</strong> Aufgabeebene<br />
h s [mm] Steghöhe<br />
h Sch [mm] Schülpendicke<br />
m [kg] Masse<br />
M [Nm] Antriebsdrehmoment<br />
•<br />
m [kg/h] Massenstrom<br />
n [-] Kompressibilitätsindex<br />
n s [1/min] Schneckendrehzahl<br />
n w [1/min] Walzendrehzahl<br />
p [Pa] Druck<br />
p u [Pa] Umgebungsdruck<br />
p V [bar] Vordruck<br />
p w [MPa] Walzdruck<br />
P [W] Antriebsleistung<br />
P m,b,An [J/kgs] massenbezogene<br />
Leistungsaufnahme
Symbolverzeichnis 129<br />
Q [kg/h] Durchsatz<br />
Re b [-] Schüttgut-Reynolds-Zahl<br />
R g [-] Geschwindigkeitsverhältnis<br />
s [mm] Spaltweite<br />
s An [m] Anscherweg<br />
S m [m 2 /g] spezifische Oberfläche<br />
t [s] Zeit<br />
T [°C] Temperatur<br />
v [m/s] Geschwindigkeit<br />
v ax [m/s] axiale Transportgeschwindigkeit<br />
<strong>der</strong> För<strong>der</strong>schnecke<br />
v U [m/s] Walzenumfangsgeschwindigkeit<br />
v s [m/s] Schergeschwindigkeit<br />
v K [m/s] Kompressionsgeschwindigkeit<br />
V [m 3 ] Volumen<br />
V b,0 [m 3 ] Schüttgutvolumen lockerer<br />
Packung<br />
V θ [m 3 ] Volumen an dem Walzwinkel θ<br />
V Stampf [m 3 ] Stampfvolumen<br />
W m,b [J/g] spezifische Kompressionsarbeit<br />
W m,b,An [J/g] spezifische Anscherarbeit<br />
W m,b,tot [J/g] spezifische Energieaufnahme <strong>der</strong><br />
Pressscherzelle<br />
W V [kJ] Verlust<br />
W Verd [kJ] Verdichtungsarbeit an <strong>der</strong><br />
Walzenpresse<br />
W W [kJ] Arbeit <strong>der</strong> Walzenpresse<br />
X w [%] Wassergehalt<br />
α [rad] Winkel<br />
∆l [m] Längenän<strong>der</strong>ung<br />
ε [%] Porosität<br />
η b [Pas] Viskosität in <strong>der</strong> Scherzone<br />
ϕ e [rad] effektiver Reibungswinkel<br />
ϕ i [rad] innerer Reibungswinkel
Symbolverzeichnis 130<br />
ϕ w [rad] Wandreibungswinkel<br />
ρ a [kg/m 3 ] Agglomeratdichte<br />
ρ b [kg/m 3 ] Schüttgutdichte<br />
ρ b,0 [kg/m 3 ] Schüttgutdichte lockerer Packung<br />
ρ End [kg/m 3 ] Enddichte<br />
ρ S [kg/m 3 ] Feststoffdichte<br />
ρ Stanpf [kg/m 3 ] Stampfdichte<br />
σ [kPa] Normalspannung<br />
σ 1 [kPa] größte Hauptspannung<br />
σ 0 [kPa] isostatische Zugfestigkeit<br />
σ B [MPa] Bruchspannung<br />
σ M,st [kPa] Mittelpunktsspannung<br />
σ R [kPa] Radius des Mohrschen<br />
Spannungskreises<br />
σ vM [Pa] von-Mises-Spannung<br />
τ [kPa] Schubspannung<br />
τ An [kPa] Anscherspannung<br />
τ E [kPa] Scherspannung am Endpunkt<br />
θ [grad] Walzwinkel<br />
θ 0 [grad] Aufgabewinkel<br />
θ Anf [grad] Anfangswinkel<br />
θ G [grad] Greifwinkel<br />
ω [grad] Gleitwinkel
ANHANG A
Dargestellt werden soll hier das Programm zur Simulation <strong>der</strong> einaxialen Verdichtung, in denen<br />
die Partikel als Scheiben modelliert werden.<br />
Der erste Programmteil besteht aus mehreren aufeinan<strong>der</strong> folgenden FISH-Algorithmen. Im<br />
ersten Algorithmus wir <strong>der</strong> Sauterdurchmesser mit Hilfe <strong>der</strong> kleinsten realen Pertikelgröße<br />
definiert. Dieser Teil ist bei einer späteren möglichen Erweiterung des Programms zur Definierung<br />
<strong>der</strong> Partikelgrößenverteilung notwendig. In dem zweiten FISH-Algorithmus werden<br />
die Koordinaten des geometrisch ähnlichen verkleinertes Prozessraumes <strong>und</strong> eines Aufgabetrichters<br />
definiert. Dieser Trichter wurde zur <strong>Modellierung</strong> einer lockeren Partikelpackung<br />
notwendig. Die Scheiben fließen dabei durch diesen Trichter in Prozessraum. Zum Vergleich<br />
werden auch die Koordinaten <strong>der</strong> Anfangspulverbetthöhe (entsprechend verkleinert) eingegeben.<br />
Im dritten FISH-Angorithmus werden die Wandreibung (Messergebnisse mit <strong>der</strong> Pressscherzelle)<br />
<strong>und</strong> die Fe<strong>der</strong>steifigkeiten <strong>der</strong> Partikel (aus <strong>der</strong> Literatur entnommen) eingetragen.<br />
Mit dem Befehl „wall“ können die Wände des Prozessraums <strong>und</strong> des Trichters im Programm<br />
erzeugt werden. Die Steifigkeiten wurden ebenfalls <strong>der</strong> Literatur entnommen. Zur Kontrolle<br />
<strong>der</strong> Simulation des Verdichtungsvorganges wird eine Linie in <strong>der</strong> berechneten <strong>und</strong> erwarteten<br />
Anfangpulverbetthöhe (zum Vergleich mit den Messungen mit <strong>der</strong> Hydraulikpresse) programmiert.<br />
Mit Hilfe des Befehls „plot“ kann eine Grafik zur Veranschaulichung <strong>der</strong> Vorgänge<br />
erzeugt werden. Mit dem Befehl „generate“ werden die Scheiben im Trichter platziert.<br />
Während mehrerer Rechenzyklen fließen die Scheiben mit erhöhter Gravitation aus dem<br />
Trichter aus. Dabei sinkt <strong>der</strong> Gravitationswert auf ein Normalniveau. Diese Gravitationserhöhung<br />
war für das Erreichen tragbarer Rechenzeiten notwendig. Mit diesen Schritten wurde<br />
die Partikelpackung modelliert <strong>und</strong> mit einer inneren Reibung versehen. Die unnötigen Wände<br />
wurden anschließend entfernt (Trichter).<br />
Der zweite Programmteil dient die <strong>Modellierung</strong> des Verdichtungsprozesses. Die Platzierung<br />
<strong>der</strong> FISH-Algorithmen zu Anfang des Programmteils soll dem besseren Verständnis dienen.<br />
Zunächst werden mehrere FISH-Algorithmen erzeugt, bei denen die Bewegung <strong>der</strong> oberen<br />
Wand (Wand 3) <strong>und</strong> die dadurch entstehende Kraft definiert wird. Der FISH-Algorithmus<br />
„Stop_verdichtung“ erfüllt mehrere Funktionen. Mit ihm wird bei jedem 100. Schritt ein Bild<br />
aufgenommen, um später den Verdichtungsprozess in einem Video zu veranschaulichen. Dieser<br />
Rechenzyklus läuft nur solange, bis eine vordefinierte maximale Kraft erreicht wird (aus<br />
den Messparametern errechnet). Danach folgen einige Befehle. Zuerst wird die obere Wand<br />
mit einer Geschwindigkeit versehen. Mit dem Befehl „history“ werden in FISH-Algorithmen<br />
berechnete Kraft- <strong>und</strong> Wegwerte gespeichert. Mit dem Befehl „plot“ lässt sich die simulierte<br />
Kraft-Weg-Kurve in Form einer Grafik erzeugen. Danach werden die Scheiben mit Kontakten
versehen <strong>und</strong> die obere Wand wird nach <strong>der</strong> Verdichtung hochgefahren. Am Ende des Programms<br />
werden die Ergebnisse gespeichert.
new<br />
set random<br />
title= "einaxiale Verdichtung von Bentonit, Länge in m"<br />
set disk off<br />
;Definition <strong>der</strong> Radius<br />
def make_model<br />
rlow= 6.295e-7<br />
;Sauterdurchmesser d = 6,06 mikrometer<br />
rhigh=rlow * 9,626687847<br />
r1 = rlow * 9,626687847<br />
end<br />
make_model<br />
;Größe <strong>der</strong> Box (260-mal kleiner)<br />
def wall_koord<br />
a = -0.000405<br />
b = 0.000154<br />
c = -0.000675<br />
d = -0.0001<br />
e = 0.000254<br />
f = -0.0003375<br />
g = 0.000037<br />
h = 0.000117<br />
i = -0.0004725; für y-Wert des Trichterunterteils jetzt auf a bei 60 mm Anfangshöhe<br />
j = -0.000432; verdichtende Wand<br />
steghohex = 0.00019<br />
steghohey = -0.0005859<br />
end<br />
wall_koord<br />
def wall_frictional_properties<br />
wall_fric = 0 ;21.9 deg. wall friction angle<br />
end<br />
wall_frictional_properties<br />
def Fe<strong>der</strong>steifigkeit<br />
k_n = 1e5<br />
k_s = 1e5<br />
end<br />
wall id=1 kn=1e8, ks=1e8 nodes=(0,c)(b,c); untere Wand<br />
wall id=2 kn=1e8, ks=1e8 nodes=(0,a)(0,c); linke Wand<br />
wall id=4 kn=1e8, ks=1e8 nodes=(b,c)(b,a); rechte Wand<br />
wall id=5 kn=1e8, ks=1e8 nodes=(d,0)(g,f); Trichter links<br />
wall id=6 kn=1e8, ks=1e8 nodes=(e,0)(d,0); Trichter oben<br />
wall id=7 kn=1e8, ks=1e8 nodes=(h,f)(e,0); Trichter rechts<br />
wall id=9 kn=1e8, ks=1e8 nodes=(g,f)(g,a); Trichter unten links<br />
wall id=10 kn=1e8, ks=1e8 nodes=(h,a)(h,f); Trichter unten rechts<br />
wall id=11 kn=1e8, ks=1e8 nodes=(b,steghohey)(steghohex,steghohey); Steghöhe<br />
pause key<br />
wall_frictional_properties<br />
Fe<strong>der</strong>steifigkeit<br />
plot create bentonit
;plot set title= "Verdichtung"<br />
plot add ball=red<br />
plot add wall=black<br />
plot add axes=green<br />
plot add cforce=brown<br />
plot show<br />
pause key<br />
generate no_shadow id=1,280 radius=r1,rhigh x=(d,e) y=(f,0) range id=1,280<br />
property density=2640, kn=k_n, ks=k_s<br />
pause key<br />
property friction=0<br />
pause key<br />
set gravity=(0,-981)<br />
cycle 20000000<br />
pause key<br />
set gravity=(0,-981)<br />
cycle 200000<br />
pause key<br />
property kn=3.5e3, ks=3.5e3<br />
delete wall 11<br />
pause key<br />
wall id=3 kn=1e8, ks=1e8 nodes=(b,j)(0,j);<br />
def Weg<br />
vwall=find_wall(3)<br />
end<br />
Weg<br />
def wall_displ<br />
vwall_ypos = w_y(vwall)<br />
wall_displ = -vwall_ypos ; in m<br />
end<br />
def Kraft<br />
vwall_yforce = w_yfob(vwall)<br />
Kraft = vwall_yforce ; in N<br />
end<br />
Kraft<br />
def stop_verdichtung<br />
d = 100<br />
;<br />
command<br />
set plot avi size 640 480<br />
movie avi_open file movie_step2d.avi<br />
movie step 200 1 file movie_step2d.avi<br />
end_command<br />
max_yforce = 0.2423 ;<br />
loop while Kraft < max_yforce<br />
command<br />
cycle d<br />
end_command
end_loop<br />
end<br />
wall id=3 yvel=-8.74e-1<br />
history id=1 wall yforce id=3<br />
history id=2 wall_displ<br />
plot create Kraft_Weg<br />
plot add hist 1 vs 2<br />
plot show Kraft_Weg<br />
plot current bentonit<br />
plot set win size 0.3 0.7 pos 0.0 0.0<br />
pause key<br />
;--------------------------------------------------------------------------<br />
property n_bond=1e6 s_bond=1e6<br />
;contact bond<br />
strength in N<br />
property pb_radius=1 pb_kn=1e6 pb_ks=1e6<br />
;parallel bond stiffness<br />
in N/m3<br />
stop_verdichtung<br />
pause key<br />
movie avi_close file movie_step2d.avi<br />
;--------------------------------------------------------------------------<br />
wall id=3 yvel=+3e0<br />
history id=3 wall yforce id=3<br />
history id=4 wall_displ<br />
plot add hist 3 vs 4<br />
plot show Kraft_Weg<br />
;--------------------------------------------------------------------------<br />
history write 1 2 file 'ergebnis.his'<br />
history write 3 4 file 'ergebnis.his'<br />
pause key<br />
;parallel bond stiff-<br />
property n_bond=1e6 s_bond=1e6<br />
strength in N<br />
property pb_radius=1 pb_kn=1e6 pb_ks=1e6<br />
ness in N/m3<br />
stop_verdichtung<br />
pause key<br />
;contact bond<br />
wall id=3 yvel=+3e0<br />
history id=3 wall yforce id=3<br />
history id=4 wall_displ<br />
plot add hist 3 vs 4<br />
plot show Kraft_Weg<br />
pause key<br />
history write 1 2 file 'ergebnis.his'<br />
history write 1 skip 10 file '1.his'<br />
history write 2 skip 10 file '2.his'
ANHANG B
In Anhang B wird eine erzeugte Funktion unter MATLAB gezeigt. Die Höhe des Walzenspaltes<br />
lässt sich mit Hilfe <strong>der</strong> geometrischen Zusammenhänge <strong>und</strong> des Aufgabewinkels θ 0<br />
bestimmen:<br />
z<br />
= D ⋅ sin(<br />
2<br />
0<br />
θ 0<br />
)<br />
Der Walzenspalt wurde entlang <strong>der</strong> z-Achse ab dem Aufgabewinkel in 20 Schichten aufgeteilt.<br />
In je<strong>der</strong> Schicht, also bei fixiertem z, kann <strong>der</strong> Walzwinkel <strong>und</strong> die dazugehörige Spaltweite<br />
bestimmt werden. Der Walzwinkel lässt sich durch die Anwendung <strong>der</strong> geometrischen<br />
Zusammenhänge schreiben:<br />
⎛ ⎞<br />
⎜<br />
z<br />
⎟<br />
⎜<br />
0<br />
− z<br />
θ = arcsin ⎟<br />
⎜ D ⎟<br />
⎝ 2 ⎠<br />
Die Entfernung von <strong>der</strong> Symmetrieachse x Sym bei fixierter z-Koordinate kann auf die folgende<br />
Weise mit Hilfe <strong>der</strong> engsten Spaltweite s bestimmt werden:<br />
x Sym<br />
s + D ⋅ ( 1−<br />
cosθ<br />
)<br />
=<br />
2<br />
Für die Bestimmung des Gleitwinkels gilt <strong>der</strong> folgende Zusammenhang bei bekanntem Gleitwinkel<br />
an <strong>der</strong> Symmetrieachse ω 0 :<br />
ω = ω<br />
0<br />
− ( θ 0<br />
−θ<br />
)<br />
Diese Parameter werden für jede Schicht bestimmt.
function [z,xmax,teta,sin2omega,dz,delta]=eigene_Randbedingung;<br />
teta0=24.5*2*pi/360;<br />
omega0=65.6*2*pi/360;<br />
sp0=0.009;<br />
D=0.15;<br />
z0=(D/2)*sin(teta0);<br />
z=[0:(z0)/20:z0];<br />
teta=asin((z0-z)/(D/2));<br />
xmax=(sp0+D*(1-cos(teta)))/2;<br />
delta=teta0-teta;<br />
omega=omega0-delta<br />
w=sin(2*omega);<br />
dz=z0/20;<br />
plot (z,xmax);<br />
figure<br />
plot (z,w);<br />
figure<br />
plot(z,teta);<br />
z=z';<br />
xmax=xmax';<br />
teta=teta';<br />
sin2omega=w';<br />
delta=delta';
ANHANG C
In Anhang C wird das MATLAB-Simulink-Programm zur Lösung <strong>der</strong> Spannungsfeldgleichungen<br />
gezeigt. Auf <strong>der</strong> ersten Seite ist das Hauptprogramm zu sehen. Zur Lösung des Systems<br />
sollen zuerst die Randbedingungen eingegeben werden. Mit den oberen Konstanten lässt<br />
sich <strong>der</strong> Vordruck definieren. In den unteren Konstanten kann die Randbedingung für den<br />
Gleitwinkel am Walzenspalt beschrieben werden. An <strong>der</strong> rechten Seite befinden sich die Anzeigen<br />
für die Berechnungsergebnisse. Auf <strong>der</strong> nächsten Seite ist das Unterprogramm ersichtlich.<br />
Dabei sind zwei parallel laufende Rechenzyklen zu sehen. Gelöst wird dieses Gleichungssystem:<br />
∂u<br />
1 ∂ω<br />
∂ω<br />
1+<br />
sinϕ<br />
e<br />
⋅ cos(2ω)<br />
∂u<br />
= −2u<br />
⋅ ⋅ + 2u<br />
⋅ −<br />
∂x<br />
tan( ω)<br />
∂x<br />
∂z<br />
sinϕ<br />
⋅ sin(2ω)<br />
∂z<br />
∂ω<br />
1 − sinϕ<br />
e<br />
⋅ cos(2ω)<br />
∂u<br />
1 ∂u<br />
1 ∂ω<br />
= −<br />
− ⋅ −<br />
∂x<br />
2u<br />
⋅ sinϕ<br />
⋅ sin(2ω)<br />
∂x<br />
2u<br />
∂z<br />
tan(2ω)<br />
∂z<br />
Die Terme entsprechen den Termen in den Gleichungen. Im oberen Rechenzyklus wird das<br />
dimensionslose Spannungsmaß in Abhängigkeit von <strong>der</strong> Entfernung <strong>der</strong> Symmetrieachse bestimmt.<br />
Mit dem unteren Rechenzyklus lassen sich die jeweiligen Werte des Gleitwinkels ω<br />
bestimmen.<br />
e<br />
e
0<br />
f(u)<br />
Fcn1<br />
Scope2<br />
Display2<br />
0<br />
Display1<br />
Scope<br />
1<br />
Uout<br />
LOG(SIGinit/SIGMAO)<br />
Uinit<br />
OutU<br />
To Workspace<br />
Scope4<br />
OMEGAinit<br />
OutOMEGA<br />
OMEGAout<br />
-C-<br />
Constant1<br />
Subsystem<br />
To Workspace1<br />
Scope1<br />
sin(u(1)*2)<br />
0<br />
Fcn<br />
Display<br />
f(u)<br />
Fcn2<br />
Scope3<br />
0<br />
Display3
1<br />
1<br />
Gain<br />
1<br />
Uinit<br />
1<br />
s x o<br />
U<br />
OutU<br />
f(u)<br />
TETM1U<br />
Uin<br />
FW<br />
f(u)<br />
TERM3U<br />
1<br />
Gain1<br />
1<br />
x o<br />
s<br />
OMEGAin<br />
FW1<br />
-C-<br />
f(u)<br />
TERM2U<br />
OMEGA<br />
dZ<br />
2<br />
OMEGAinit<br />
-C-<br />
SINvi<br />
2<br />
OutOMEGA<br />
f(u)<br />
TERM1OM<br />
f(u)<br />
TERM2OM<br />
f(u)<br />
TERM3OM
ANHANG D
Im Anhang D wird das Programm zur Bestimmung von Dichte <strong>und</strong> Spannungsverlauf in <strong>der</strong><br />
Verdichtungszone gezeigt. Die Dichte in <strong>der</strong> Verdichtungszone wird mit Hilfe <strong>der</strong> geometrischen<br />
Zusammenhänge <strong>und</strong> den Startwerten beim Greifwinkel bestimmt:<br />
ρ<br />
⎛<br />
⎜ ρ<br />
s −<br />
⎜<br />
⎝<br />
−n<br />
, θ ⎞<br />
, θ = ( ρ −<br />
G<br />
ρ<br />
,0<br />
)<br />
⎟<br />
b<br />
s b<br />
⎛ σ<br />
M , st<br />
⋅ ⎜<br />
1 +<br />
⎝ σ<br />
0<br />
( s + D ⋅ ( 1−<br />
cosθ<br />
G<br />
))<br />
⋅ cosθ<br />
G<br />
( s + D ⋅ ( 1−<br />
cosθ<br />
)) ⋅ cosθ<br />
Der Spannungsverlauf wird aus den berechneten Dichten ermittelt:<br />
⎟<br />
⎠<br />
⎞<br />
⎟ ⋅<br />
⎟<br />
⎠<br />
σ<br />
M , st<br />
⎡<br />
⎢⎛<br />
ρ ⎞<br />
⎜<br />
s<br />
− ρb<br />
= σ<br />
⎟<br />
0 ⎢<br />
⎢⎝<br />
ρ<br />
s<br />
− ρb,0<br />
⎠<br />
⎣<br />
1<br />
−<br />
n<br />
⎤<br />
−1<br />
⎥<br />
⎥<br />
⎥⎦
ho<br />
RhoTetaG<br />
Scope<br />
teta<br />
0<br />
teta<br />
-C-<br />
f(u)<br />
Fcn<br />
u(2)/u(1)<br />
Product<br />
Display1<br />
minSpaltweite<br />
Fcn5<br />
-C-<br />
TetaG<br />
f(u)<br />
Fcn4<br />
1551<br />
Feststoffdichte<br />
286<br />
f(u)<br />
Fcn2<br />
Scope1<br />
Display<br />
0<br />
Schüttgutdichte<br />
(u(1))^(u(2))<br />
u(1)-1<br />
0.357<br />
n<br />
-(1/u(1))<br />
Fcn1<br />
Fcn3<br />
Fcn6<br />
-C-<br />
Product1<br />
Isostatische<br />
Zugfestigkeit
L e b e n s l a u f<br />
Persönliche Daten:<br />
Name:<br />
Lilla Grossmann<br />
Geburtsdatum: 27.04.1977<br />
Geburtsland, Ort: Ungarn, Szentes<br />
Staatsangehörigkeit: ungarisch<br />
Familienstand: verheiratet<br />
Schulbildung:<br />
1983-1991 Petőfi Sándor Gr<strong>und</strong>schule, Szentes<br />
1991-1995 Horváth Mihály Gymnasium, Szentes, Abitur<br />
Studium:<br />
1995-2000 Studium an <strong>der</strong> Universität Miskolc, Fachrichtung Verfahrenstechnik<br />
Abschluss Dipl. Ingenieurin, Bewertung Gut<br />
1997-2002 Studium an <strong>der</strong> Universität Miskolc, Fachrichtung Politologie<br />
Abschluss Geisteswissenschaftlerin im Fach Politologie, Bewertung<br />
Gut<br />
02/2001- 05/2006 Promotionsstudent <strong>und</strong> wissenschaftliche Mitarbeiterin an <strong>der</strong> Otto-von-<br />
Guericke-Universität Magdeburg, Lehrstuhl für Mechanische Verfahrenstechnik.<br />
Industriepraxis:<br />
2000-2001 KSB Szivattyú és Armatúra Kft. / Ungarn<br />
Vertriebsingenieur in Innendienst