im Dialog - Freudenberg Forschungsdienste SE & Co. KG
im Dialog - Freudenberg Forschungsdienste SE & Co. KG
im Dialog - Freudenberg Forschungsdienste SE & Co. KG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>im</strong> <strong>Dialog</strong><br />
Ausgabe 2 / 2010<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de<br />
Inhaltsverzeichnis<br />
Pressmischer für die Aufbereitung niedrigviskoser Elastomere<br />
Seite<br />
Kolumne 2<br />
Der Bereich<br />
„Polymere und Prozesstechnik“ 3<br />
Die Abteilungen<br />
„Elastomere“ 4<br />
„Polyurethane“ 7<br />
„Verfahrenstechnik“ 10<br />
„Technikum der<br />
Verfahrenstechnik“ 12<br />
Schlussbemerkung 13<br />
Multivariate Statistische<br />
Prozesskontrolle 13<br />
Seminare der FFD 16<br />
ffd.<strong>im</strong>dialog@freudenberg.de<br />
www.forschungsdienste.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite <br />
Liebe Geschäftsfreunde,<br />
Haben Sie damals genau hingeschaut? In den Duellen der alten Westernfilme<br />
hatte <strong>im</strong>mer der <strong>Co</strong>wboy das Nachsehen, der seine Waffe zuerst zog. Wer zuerst<br />
zieht hat verloren. Wissenschaftler vom Max-Planck-Institut für biologische Kybernetik<br />
in Tübingen haben diese Beobachtung untersucht und eine ungefährliche<br />
Schießerei <strong>im</strong> Labor durchgeführt. Das Ergebnis bestätigt die Beobachtung aus<br />
den Westernfilmen: Die reagierenden Probanden waren <strong>im</strong> Schnitt 21 Millisekunden<br />
schneller als die agierenden; das menschliche Gehirn kann also Reaktionen<br />
schneller in Gang setzen als Aktionen.<br />
Im übertragenden Sinne gilt dies auch für Innovationen. Nicht <strong>im</strong>mer gelingt es<br />
dem Innovator, seine Aktivitäten in wirtschaftlichen Erfolg umzusetzen. Oft sind es<br />
die schnellen Verfolger, die mit weniger Aufwand einen größeren Nutzen erzielen.<br />
Kopieren ist also keine schlechte Strategie.<br />
Um sich aber vom Wettbewerb zu differenzieren, muss man jedoch selbst innovieren:<br />
Kopieren zum Aufholen - Innovieren zum Überholen!<br />
Gerade <strong>im</strong> Bereich der Materialien und Prozesse liegen die größten Potenziale<br />
für eine nachhaltige Differenzierung zum Wettbewerb durch Innovation. In der<br />
vorliegenden Ausgabe stellen wir Ihnen in diesem Zusammenhang den Bereich<br />
Polymere und Prozesstechnik der <strong>Forschungsdienste</strong> vor.<br />
Ich wünsche Ihnen viel Spaß bei der Lektüre und neue Anregungen für Ihre<br />
Arbeit.<br />
Ihr<br />
Jörg Böcking<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite <br />
Der Bereich „Polymere und Prozesstechnik“<br />
Der Bereich „Polymere und Prozesstechnik“ besteht aus drei Fachabteilungen, deren<br />
gemeinsames Ziel es ist, eine gute Verarbeitbarkeit der Werkstoffe bei gleichzeitiger<br />
Erfüllung der Spezifikationsanforderungen an den Werkstoff zu erreichen. Der Bereich<br />
setzt sich aus den werkstoffentwickelnden Abteilungen Elastomere und Polyurethane<br />
sowie der Verfahrenstechnik zusammen, deren enge Zusammenarbeit schnelle und<br />
effiziente Lösungen für <strong>im</strong>mer komplexer werdende Forderungen ermöglicht.<br />
Abb. 1: Übersicht über den Bereich Polymere und Prozesstechnik<br />
In dem vorliegenden Beitrag möchten wir Ihnen einen Überblick über die einzelnen<br />
Abteilungen geben und aufzeigen wie diese die besonderen Synergien der<br />
chemischen und prozesstechnischen Schwerpunkte nutzen. Somit werden unseren<br />
Kunden Lösungen von der maßgeschneiderten Materialauswahl und -entwicklung<br />
über die Bauteil- und Prozessauslegung bis zur Herstellung des fertigen Produkts<br />
angeboten.<br />
Material und Verarbeitungstechnik aus einer Hand<br />
Die Arbeit des Bereichs „Polymere und Prozesstechnik“ dreht sich vor allem um<br />
ein Ziel: die erforderlichen Bauteileigenschaften und einen stabilen und wirtschaftlichen<br />
Prozess sicherzustellen. Die gemeinsame Werkstoffentwicklung von<br />
den Thermoplasten über die thermoplastischen Polyurethane und Elastomere<br />
bis hin zu vernetzbaren Elastomeren und Duromeren bietet dem Kunden ein<br />
breites Spektrum an Forschungs- und Entwicklungsmöglichkeiten. Die werkstoffgerechte<br />
Bauteilkonstruktion und die prozesstechnische Umsetzung für den<br />
jeweiligen Werkstoff tragen dazu bei, schnell, effizient und kundennah komplexe<br />
Fragestellungen zu bearbeiten. Die Herausforderung ist einerseits das richtige<br />
Material auszuwählen und andererseits, die materialgerechte Konstruktion und<br />
ein wirtschaftliches Herstellungsverfahren zu konzipieren.<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite <br />
Die Abteilung Elastomere<br />
Entwicklung und Opt<strong>im</strong>ierung von Kautschukmischungen<br />
Die Hauptaufgabe der Abteilung Elastomere ist die Entwicklung und Opt<strong>im</strong>ierung<br />
von Kautschukmischungen aller Art. Neben der Entwicklung maßgeschneiderter,<br />
kundenspezifischer Elastomercompounds liegt der Fokus besonders auf der<br />
Opt<strong>im</strong>ierung bestehender Mischungen <strong>im</strong> Hinblick auf für den Kunden wichtige<br />
Zieleigenschaften, ohne dabei den Blick fürs Ganze (z. B. Lagerstabilität, Verarbeitbarkeit,<br />
Kosten) zu verlieren. Zum Einsatz kommen dabei sämtliche Kautschukklassen,<br />
angefangen bei den Allzweckkautschuken wie Naturkautschuk (NR) und<br />
Styrol-Butadien-Kautschuk (SBR) über die Spezialkautschuke wie Nitrilkautschuk<br />
(NBR) und Chloroprenkautschuk (CR) bis hin zu den Kautschukspezialitäten für<br />
thermisch und chemisch anspruchsvollste Anwendungen wie Acrylatkautschuk<br />
(ACM) oder Fluorkautschuk (FKM).<br />
Erweitert hat sich das Aufgabenspektrum in jüngster Zeit noch um die äußerst<br />
vielversprechende Materialklasse der niedrigviskosen Elastomere, (LVE = low<br />
viscousity elastomers), auf die <strong>im</strong> Beispiel noch näher eingegangen wird.<br />
Rohstoffscreening<br />
Einen weiteren Schwerpunkt der Abteilung bildet das fortlaufende Rohstoffscreening:<br />
das Wissen um neue Rohstoffe und deren Einsatzmöglichkeiten und auch<br />
-grenzen in elastomeren Werkstoffen dient sowohl der kontinuierlichen Verbesserung<br />
dieser Elastomere, als auch dem gezielten Ersatz gefährlicher, bedenklicher<br />
oder aus anderen Gründen unerwünschter Rohstoffe bei möglichst äquivalentem<br />
Wertebild und vergleichbaren Kosten (z. B. Stoffverbote resultierend aus der Altfahrzeugverordnung,<br />
Beschränkungen aufgrund der EU-Chemikalienverordnung<br />
REACH u.v.m.).<br />
Darüber hinaus besteht in der Abteilung eine breite Expertise <strong>im</strong> Bereich der thermoplastischen<br />
Elastomere (TPE); hier wird die Kompetenz der Abteilung Polyurethane<br />
auf dem Gebiet der thermoplastischen Polyurethane (TPU) um die weiteren<br />
TPE-Klassen sinnvoll ergänzt, so dass der neu gegründete Bereich „Polymere und<br />
Prozesstechnik“ die gesamte Vielfalt an TPE-Werkstoffen abdeckt.<br />
Grundlegendes Materialverständnis<br />
Gemeinsam mit dem Bereich „Physik und S<strong>im</strong>ulation“ (siehe <strong>Dialog</strong> 3/2009)<br />
werden in der Abteilung Elastomere auch theoretische Aspekte elastomerer<br />
Materialien bearbeitet, wie beispielsweise Prüfung und Vorhersage des Langzeitverhaltens,<br />
um ein grundlegendes Materialverständnis für Elastomere und thermoplastische<br />
Elastomere zu erhalten. Dazu wird sowohl an neuartigen Prüfverfahren<br />
und Auswertemethoden, als auch an der Opt<strong>im</strong>ierung von Materialmodellen zur<br />
Eigenschaftsvorhersage gearbeitet.<br />
Vergleich/Bewertung von Rohstoffen<br />
Neben den genannten Entwicklungsthemen erbringt die Abteilung Elastomere<br />
auch Dienstleistungen für Rohstoffhersteller und Handelshäuser. Diese wünschen<br />
oftmals den Vergleich ihrer Rohstoffe mit anderen kommerziellen Produkten in<br />
Beispielrezepturen und die Bewertung anhand aussagekräftiger Messdaten oder<br />
Prüfungen. Die in den hauseigenen akkreditierten Prüflaboratorien ermittelten<br />
Ergebnisse können, wie auch die zugrunde liegenden Rezepte, nach Abschluss<br />
der Untersuchungen vom Kunden frei verwendet werden.<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite <br />
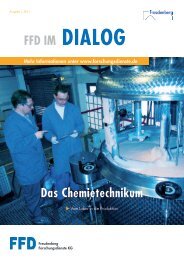
Mischtechnikum<br />
Die Herstellung aller Elastomercompounds erfolgt <strong>im</strong><br />
eigenen modernen Mischtechnikum, in dem für die<br />
klassischen Elastomere neben einem ineinandergreifenden<br />
Labor-Innenmischer ein Laborwalzwerk sowie zwei<br />
Vulkanisationspressen, darunter eine Etagenpresse, zur<br />
Verfügung stehen. Speziell für die Aufbereitung niedrigviskoser<br />
Elastomere wurde der Maschinenpark in den<br />
letzten Jahren um zwei dafür geeignete Pastenmischer<br />
(Pressmischer) erweitert, die neben einem blasenfreien<br />
Mischen unter präziser Temperaturkontrolle auch ein<br />
direktes Abfüllen in Kleingebinde erlauben.<br />
Abb. 2: Pressmischer für die Aufbereitung niedrigviskoser<br />
Elastomere<br />
Exemplarische Entwicklungen<br />
Magnetische Elastomerschäume<br />
Für die Abteilung „Angewandte Physik“ wurden elastische Materialien entwickelt,<br />
die unter dem Einfluss eines äußeren Magnetfeldes reversibel ihre Geometrie<br />
verändern. Da die zur Verfügung stehenden Feldstärken in der Anwendung in aller<br />
Regel beschränkt sind, müssen derartige Materialien einerseits mit geeigneten<br />
weichmagnetischen Werkstoffen hoch gefüllt sein und sich andererseits „weich“<br />
verhalten, was durch geschäumte Strukturen realisiert wurde. In der Anwendung<br />
wird darüber hinaus oftmals noch Temperatur- und Chemikalienresistenz sowie<br />
eine gute Kälteflexibilität verlangt (Anwendung z. B. als „Magnetanker“ in einer<br />
Pumpe).<br />
UV-vernetzende, niedrigviskose Materialien für In-Place-Gasket-(IPG)-Anwendungen<br />
Für diese spezielle Art der Dichtungsintegration auf Bauteilen (Auftrag dünner<br />
Materialraupen mit Robotern oder Portalsystemen, Auftrag dünner Elastomerkonturen<br />
<strong>im</strong> Siebdruck) sind niedrigviskose („pastöse“) Materialien erforderlich,<br />
die neben den <strong>im</strong> Einsatz später geforderten Eigenschaften auch ein speziell auf<br />
die Verarbeitung abgest<strong>im</strong>mtes rheologisches Verhalten aufweisen müssen. Hier<br />
wurde eine Reihe ölbeständiger Materialien entwickelt, die <strong>im</strong> Unterschied zu vielen<br />
kommerziellen Systemen auf Silikon- oder Polyurethanbasis nicht mit Wärme,<br />
sondern äußerst kostengünstig innerhalb weniger Sekunden unter Bestrahlung<br />
mit UV-Licht aushärten.<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite <br />
Beispiel: Entwicklung eines Dichtungsmaterials für PEM-Brennstoffzellen<br />
Im Auftrag der Konzerntochter <strong>Freudenberg</strong> Fuel Cell <strong>Co</strong>mponent Technologies<br />
(FFCCT <strong>KG</strong>) wurde in den letzten Jahren ein maßgeschneidertes Dichtungsmaterial<br />
für den Einsatz in Polymerelektrolytmembran-Brennstoffzellen (PEM-BZ) entwickelt.<br />
Das Anforderungsprofil an derartige Materialien ist dabei überaus komplex:<br />
Langzeitbeständigkeit: Unter den Einsatzbedingungen der PEM-BZ (Temperaturen<br />
bis 100 °C, feucht-saure Umgebung) muss das Material dauerhaft chemisch<br />
und thermisch beständig sein und ein exzellentes Langzeitrelaxationsverhalten<br />
aufweisen.<br />
Reinheit: Durch geeignete Auswahl aller Rohstoffe und deren saubere Verarbeitung<br />
müssen mögliche Kontaminationen anderer Zellkomponenten <strong>im</strong> Betrieb<br />
dauerhaft ausgeschlossen werden; auch darf die Elektrochemie der Zelle nicht<br />
durch ausdiffundierende Bestandteile beeinträchtigt werden.<br />
Elektrische Leitfähigkeit: Um einen Zellkurzschluss über die Dichtung hinweg zu<br />
verhindern, muss das Material einen hohen Oberflächen- und Durchgangswiderstand<br />
aufweisen.<br />
Härte: Das Hintereinanderschalten vieler einzelner Brennstoffzellen in sog. Stacks<br />
macht den Ausgleich großer Bauteiltoleranzen mit wenig „Materialfutter“ über<br />
die Dichtung erforderlich; dies ist nur mit weichem Material realisierbar, welches<br />
unter moderater Verpresskraft große Verformungen machen kann.<br />
Gasdichtigkeit: Zur Gewährleistung eines effizienten Umgangs mit dem wertvollen<br />
Brennstoff „Wasserstoffgas“ und zur Vermeidung von brennbaren oder gar explosiven<br />
Wasserstoff-Luft-Gemischen muss die Dichtung gasdicht sein.<br />
Verarbeitbarkeit: Große Stückzahlen machen die Dichtungsintegration auf andere<br />
Komponenten der Brennstoffzelle erforderlich; da diese oft thermisch und/oder<br />
mechanisch wenig belastbar sind, muss das Material ohne hohe Drücke und<br />
bei moderaten Vulkanisationstemperaturen verarbeitbar sein. Dies macht eine<br />
niedrige Materialviskosität und eine Verarbeitung in einem robusten, schnellen<br />
Serienprozess möglichst ohne Nachbearbeitung der Bauteile unabdingbar.<br />
Abb. 3: Dichtung auf GDL<br />
Nach intensiver Entwicklung steht heute ein opt<strong>im</strong>ierter, polyolefin-basierter <strong>Freudenberg</strong>-Werkstoff<br />
zur Verfügung, der alle oben genannten Anforderungen erfüllt<br />
und vor allem in der Langzeitbeständigkeit den in der Branche häufig verwendeten<br />
Silikonen deutlich überlegen ist.<br />
Ihr Ansprechpartner<br />
zu diesem Thema:<br />
Dr. Ruth Bieringer<br />
Abteilungsleiterin<br />
Tel.: 0 62 01 - 80 57 66<br />
Fax: 0 62 01 - 88 57 66<br />
ruth.bieringer@freudenberg.de<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite <br />
Die Abteilung Polyurethane<br />
So vielseitig wie die Welt der Polyurethane sind auch die Möglichkeiten und Fähigkeiten<br />
dieser Entwicklungsabteilung. Polyurethankunststoffe können als harte<br />
oder weiche Schaumstoffe hergestellt werden, aber auch als kompakte Materialien<br />
mit exzellenten elastomeren Eigenschaften für Dichtungen und dynamisch<br />
belastete Bauteile. Weiterhin bilden Polyurethane die Grundlage von vielen<br />
Bindern, Klebstoffen, Lacken und Dispersionen. Dabei ist für den Anwender von<br />
Vorteil, dass der anspruchsvolle Schritt der Formulierung räumlich und zeitlich<br />
vom Verarbeitungsschritt getrennt werden kann.<br />
Polyurethansynthese<br />
Die große Kompetenz der Abteilung liegt bei der Auswahl geeigneter Rohstoffe<br />
und Additive für die Polymerisation. Mit über 50-jähriger Erfahrung werden<br />
sowohl neue als auch bewährte Rohstoffe ohne Einschränkung der Lieferanten<br />
für die Formulierungsentwicklung ausgewählt. Die Reaktionsführung hat auf die<br />
erzielbaren physikalischen und chemischen Eigenschaften von späteren Bauteilen<br />
einen großen Einfluss. Die Erfahrung und das Wissen um die Belange der<br />
Verarbeiter ermöglicht es, das Opt<strong>im</strong>um für den Kunden zu erreichen. Die Polymerisation<br />
erfolgt je nach Aufgabenstellung batchweise (bis 15 kg pro Ansatz)<br />
oder kontinuierlich.<br />
Verarbeitung<br />
Thermoplastisches Polyurethan wird auf einem gleichläufigen 16 mm-Zweischneckenextruder,<br />
der auch für die Extrusion von Profilen und Schläuchen genutzt wird, mit<br />
Additiven compoundiert. Hier kann der Durchsatz von 0,1-10 kg/h je nach Anforderung<br />
und Material variiert werden. Durch den modularen Aufbau (10 Heizzonen,<br />
frei konfigurierbare Schneckengeometrie, Zuführung von Material und Entgasung<br />
an mehreren Punkten des Verfahrensweges) können vielfältige Aufgaben bewältigt<br />
werden. Der extrudierte Thermoplast kann inline granuliert werden.<br />
Zur Herstellung von gegossenen Bauteilen kommen zwei Gießmaschinen mit<br />
Durchsätzen von 1-20 kg/h zum Einsatz. Diese können sowohl für das batchweise<br />
Füllen von Formen mit reaktiver PU-Mischung, als auch für die kontinuierliche<br />
Herstellung von Profilen verwendet werden. Für Batchansätze <strong>im</strong> Labormaßstab<br />
steht ein Speedmixer zur Verfügung, der das blasenfreie Mischen von viskosen<br />
Flüssigkeiten und Pasten unter hoher Scherung erlaubt.<br />
Dispersionen können sowohl auf Lösemittelbasis, als auch wässrig formuliert<br />
und mit geeigneten Mischtechniken (Ultraturrax, Speedmixer, Zahnkolloidmühle)<br />
hergestellt werden.<br />
Prüfkörper- und Kleinserienfertigung<br />
Die ressourcenschonende Materialentwicklung wird neben der gezielten Variation<br />
der Formulierung durch schnelle Synthese in geringer Ansatzgröße und einfache<br />
Fertigung von Prüfkörpern ermöglicht. Die <strong>Co</strong>mpoundierung kann schon ab<br />
Ansatzgrößen von 150 g erfolgen. Eine Minispritzgießmaschine ermöglicht die<br />
Herstellung von Prüfkörpern zur Best<strong>im</strong>mung der mechanischen Eigenschaften<br />
(Zugstäbe, Zylinder, …) aus Granulat oder direkt aus der Schmelze des Extruders.<br />
Sehr empfindliche Materialien können schonend über eine Heißpresse zu<br />
Prüfkörpern verarbeitet werden.<br />
In Kleinserie können die Materialien und Bauteile nach den oben beschriebenen<br />
Methoden hergestellt werden. Die dafür notwendigen Werkzeuge und Geräte<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite <br />
werden in den technischen Werkstätten gebaut, für die Herstellung von Bauteilen<br />
in geringer Stückzahl ist ein weiterer Weg möglich: Mit einem 3D-Drucker der<br />
<strong>Forschungsdienste</strong> wird zunächst eine Form hergestellt, in die eine reaktive Formulierung<br />
eingefüllt wird. Nach der Aushärtung kann das Bauteil entnommen werden.<br />
Durch die Verwendung des 3D-Druckers ist eine Formengestaltung möglich, die<br />
mit einfachen Frästechniken nicht realisierbar wäre.<br />
Wurde ein Material <strong>im</strong> Kundenauftrag entwickelt, so kann das Material in den<br />
Technika <strong>im</strong> Maßstab bis zu 200 Jahrestonnen produziert werden. Bei Mengen über<br />
200 Jahrestonnen haben wir auch Erfahrung in der Zusammenarbeit mit externen<br />
Firmen. Einerseits können die Komponenten von reaktiven Polyurethanformulierungen<br />
hergestellt und zur Weiterverarbeitung an die Kunden geliefert werden.<br />
Andererseits können <strong>im</strong> Technikum thermoplastische Polyurethane in Granulatform<br />
produziert oder durch <strong>Co</strong>mpoundierung veredelt werden, um be<strong>im</strong> Kunden oder<br />
bei den <strong>Forschungsdienste</strong>n <strong>im</strong> Spritzguss zu Bauteilen verarbeitet zu werden.<br />
Abb. 4: Nutringdichtung<br />
Exemplarische Entwicklungen<br />
Reibungsreduziertes Polyurethan<br />
<strong>Freudenberg</strong> als klassischer Dichtungshersteller fertigt dynamisch belastete Dichtungen<br />
in Hydraulik- und Pneumatikanwendungen aus thermoplastischem Polyurethan<br />
(Abb. 4). Im Rahmen des europaweiten Förderprojekts KRISTAL (FP6-2003-NMP-<br />
NI-3) wurden für die <strong>Freudenberg</strong>-Tochter Merkel <strong>Freudenberg</strong> Fluidtechnic GmbH<br />
reibungsreduzierte Materialien entwickelt, die <strong>im</strong> Praxiseinsatz weniger Schmierstoffe<br />
benötigen und trotzdem eine höhere Lebensdauer erreichen. [Lit: www.kristal-project.org]<br />
Bindermaterial für Brandschutzmanschetten<br />
Für einen externen Kunden aus der Bauindustrie wurde eine Brandschutzmasse entwickelt,<br />
die bei starker Erhitzung durch ein Feuer auf ein Vielfaches ihres Volumens<br />
quillt, dadurch Löcher verschließt und durch eine sehr effektive Isolation den Bereich<br />
hinter der gequollenen Masse vor Überhitzung schützt. Solche Materialien werden<br />
beispielsweise in Manschetten für Kunststoffrohre eingesetzt, welche bei einem Brand<br />
<strong>im</strong> Gebäude zur Verhinderung der Brandausbreitung in andere Räume das erweichende<br />
Rohr schnell und zuverlässig verschließen müssen. Gegenüber den bisher<br />
auf dem Markt befindlichen Systemen quillt die neue Masse früher mit höherem<br />
Druck und bildet einen stabilen Schaum, der durch thermische Luftströmungen nicht<br />
zerstört wird. Das Entwicklungsziel wurde durch ein opt<strong>im</strong>iertes Bindersystem auf<br />
Polyurethanbasis und die raffinierte Wahl der aktiven Füllstoffe erreicht. Das Material<br />
wird nach erfolgreicher Entwicklung und Anmeldung zum Patent <strong>im</strong> großen Maßstab<br />
<strong>im</strong> Technikum der <strong>Forschungsdienste</strong> hergestellt. [Lit: <strong>Dialog</strong> 02/2008]<br />
Neue Rohstoffe<br />
<strong>Freudenberg</strong> prüft permanent neue Technologien und Rohstoffe, um bestehende<br />
Produkte und Prozesse zu verbessern und neue Betätigungsfelder zu erschließen. Beispielsweise<br />
werden die vor der Kommerzialisierung stehenden Kohlenstoff-Nanoröhren<br />
(CNT) von den <strong>Forschungsdienste</strong>n als Konsortialführer <strong>im</strong> BMBF-Projekt CarboElast<br />
auf ihr Potential als neuartiger Füllstoff für hochfeste elastomere Dichtungen untersucht.<br />
Im Teilprojekt befasst sich die Polyurethanentwicklung mit der Verbesserung von<br />
mechanischen Eigenschaften, sowie elektrischer und thermischer Leitfähigkeit durch<br />
den Einsatz dieser mit faszinierenden Eigenschaften verbundenen Neuentwicklung<br />
aus dem Bereich der Nanotechnologie. [Lit: www.inno-cnt.de, <strong>Dialog</strong> 02/2009]<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite <br />
Schaumstoffentwicklung<br />
Der größte Anteil der weltweiten Polyurethanproduktion entfällt auf Hart- und<br />
Weichschäume geringer Dichte für Polsterungen und Isolierungen. Vibracoustic<br />
und FNGP stellen Schaumstoffe hoher Dichte her und fertigen daraus hochwertige<br />
Zellfedern auf Polyurethanbasis, die <strong>im</strong> Federbein des Autofahrwerks den Anschlag<br />
des begrenzten Federwegs abdämpfen (Abb. 5). In der Polyurethanabteilung wurde<br />
für diese preissensitive, aber trotzdem sehr anspruchsvolle Aufgabenstellung eine<br />
Formulierung entwickelt, die geringere Wasseraufnahme, geringere irreversible<br />
Deformation bei verbesserter mikrobieller Beständigkeit ermöglicht.<br />
Entwicklung eines hochwertigen thermoplastischen Polyurethans<br />
Zur Jahrtausendwende haben die <strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> <strong>im</strong> Auftrag<br />
von und in Zusammenarbeit mit dem großen Automobilzulieferer Magna-Intier<br />
ein thermoplastisches Polyurethan für die Herstellung hochwertiger Oberflächen<br />
für Armaturentafeln in Automobilen entwickelt.<br />
Die Herausforderung war, ein neues Material zu entwickeln, das alle Anforderungen<br />
der Automobilindustrie für die Anwendung <strong>im</strong> Innenraum erfüllt und weitere<br />
Vorteile wie z.B. eine bessere Kälteflexibilität aufweist. Weiterhin war die Aufgabe<br />
die gesamte Produktionskette zu entwickeln und zu organisieren.<br />
Im Zuge einer möglichst umweltschonenden Entsorgung von Altautos wurde<br />
damals viel Wert auf die Halogenfreiheit aller Materialien <strong>im</strong> Auto gelegt, da bei<br />
einer Verbrennung der Reste keine Dioxine gebildet werden dürfen. Dies ist bei<br />
Polyurethanen intrinsisch gegeben.<br />
TPU hat gegenüber anderen Kunststoffen, insbesondere dem üblicherweise verwendeten<br />
PVC, eine Reihe von Vorteilen:<br />
Abb. 5: Anschlagpuffer<br />
· Sehr hohe Festigkeit und Abriebbeständigkeit<br />
· Low Fogging und geringste VOC, da frei von Lösemitteln, Weichmachern und<br />
Monomeren (diese sind verantwortlich für den typischen „Neuwagengeruch“<br />
und teilweise auch gesundheitsschädlich)<br />
· Tiefe Glasübergangstemperatur mit entsprechend guter Kälteflexibilität (kein<br />
Splittern be<strong>im</strong> Auslösen des Airbags bei Minusgraden)<br />
· Geringe Dehnungskristallisation, damit entsprechend gutes Abschneiden be<strong>im</strong><br />
Fingernageltest<br />
· Angenehme Haptik<br />
· Problemlose Einfärbung durch Pigmentierung<br />
· Große Designfreiheit und gute Entformbarkeit durch hohe Elastizität. Dies<br />
ermöglicht auch tiefe Hinterschnitte.<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 10<br />
Das neue TPU, welches unter der<br />
Bezeichnung X110 auf den Markt<br />
kam, erhielt von mehreren Automobil-OEMs<br />
nach sorgfältigen<br />
und umfangreichen Tests wie<br />
Sonnens<strong>im</strong>ulationen, mechanische<br />
Prüfungen und Freibewitterung<br />
eine Freigabe für den Einsatz in<br />
der Serie. Der erste Einsatz fand<br />
Abb. 6: Beispiel: Entwicklung und Produktion eines neuen, lichtechten TPU für<br />
<strong>im</strong> damals neuen Audi A4 Cabrio<br />
Armaturentafeln<br />
statt, welches mit diesem innovativen<br />
Material ausgestattet wurde.<br />
Der Werkstoff hat sich über mehrere Jahre in der Serie bewährt.<br />
Ihr Ansprechpartner<br />
zu diesem Thema:<br />
Dr. Thomas Schauber<br />
Abteilungsleiter Polyurethane<br />
Tel.: 0 62 01 - 80 73 17<br />
Fax: 0 62 01 - 88 30 63<br />
thomas.schauber@freudenberg.de<br />
Eine weitere Anwendung des Materials fand bei BMW in der damals neuen 6er-<br />
Baureihe statt, ebenfalls ohne Probleme. Aliphatische Slush-TPUs haben sich<br />
mittlerweile eine Nische <strong>im</strong> Automobilmarkt erobert, welche leider aufgrund des<br />
deutlich gestiegenen Preisdrucks und mittlerweile zusätzlich entwickelter Alternativen<br />
(aromatisches Slush-TPU mit aliphatischem PU-Lack, PU-RIM-Skin) derzeit<br />
kein Wachstum aufweist. [Lit: Tagungsband Automobil Interior Mannhe<strong>im</strong> 2003]<br />
Die Abteilung Verfahrenstechnik<br />
Begründet durch die Diversifizierung der <strong>Freudenberg</strong>produkte werden in dieser<br />
Abteilung Verfahren, die das <strong>Freudenberg</strong>-Produktportfolio abdecken neuentwickelt,<br />
weiterentwickelt und opt<strong>im</strong>iert. Dies umfasst eine Reihe von Aufgaben,<br />
angefangen mit dem Elastomer- und Kunststoffmischen über die Weiterverarbeitungsverfahren,<br />
wie Pressen, Spritzgießen und Extrudieren, bis hin zur Vliesstoffherstellung.<br />
Dabei werden unter anderem folgende Themen bearbeitet:<br />
· Werkstoff- und Verfahrensauswahl<br />
· Produktentwicklung und -konstruktion<br />
· Werkzeugauslegung für Kunststoffe und Elastomere<br />
· Verfahrensauslegung und Opt<strong>im</strong>ierung bzgl. Qualität,<br />
Kosten und Energieeffizienz<br />
· Entwicklung neuer Herstellverfahren<br />
· Konstruktion und Aufbau von komplexen Produkten<br />
Dieses wird durch das mit Spritzgieß- und <strong>Co</strong>mpoundinganlagen modern ausgestattete<br />
Technikum wesentlich unterstützt. Hier liegt das Hauptaugenmerk auf:<br />
· Opt<strong>im</strong>ierung des Spritzgießprozesses<br />
· Abmusterung von Press-, Transfer- und Spritzgießwerkzeugen<br />
· Herstellung von Prototypen, Mustern und Vorserien bis hin zu Serienbauteilen<br />
· <strong>Co</strong>mpoundierung von maßgeschneiderten Kunststoff- und Elastomercompounds<br />
in kontinuierlichen Aufbereitungsprozessen<br />
· Aufbau von Produktionszellen<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 11<br />
Exemplarische Entwicklungen:<br />
Brennstoffzellenbefeuchter<br />
Ein wichtiges Bauteil eines PEM-Brennstoffzellensystems ist<br />
die Befeuchtereinheit (Abb. 7). Aufgaben des Gehäuses<br />
dieser Befeuchtungseinheit sind die homogene Führung<br />
und das Trennen und Zusammenführen von Luftströmen<br />
sowie die Aufnahme aller notwendigen Komponenten.<br />
Hierzu wird in enger Abst<strong>im</strong>mung zwischen rechnerischer<br />
Auslegung (CAE-Abteilung) und material- und fertigungsspezifischen<br />
Aspekten ein Bauteil konstruiert und gebaut.<br />
Eine Herausforderung hierbei ist die Abdichtung aller Funktionsräume<br />
untereinander und nach außen bei hohen Drücken und Temperaturen.<br />
Abhängig von der Gestalt und Größe der Befeuchtereinheit wird das Gehäuse als<br />
Druckbehälter mit mechanischen Verstärkungen ausgelegt. Auch ist bei der Gehäusekonzeption<br />
zu beachten, dass die verwendeten Werkstoffe neben der Beständigkeit<br />
gegenüber Feuchtigkeit und Temperaturbelastungen die Reinheitsanforderungen<br />
einer Brennstoffzelle erfüllen. Die Vorgaben der Bauteilauslegung wurden hier erfolgreich<br />
umgesetzt, so dass von der FFD hergestellte Prototypen erfolgreich getestet<br />
werden konnten. Es hat sich gezeigt, dass die S<strong>im</strong>ulation der Wasserübertragung<br />
und der Strömungsführung mit den gemessenen Werten gut übereinst<strong>im</strong>mt. Die<br />
enge Verknüpfung der Funktionsberechnung und der Bauteilkonstruktion, wie sie<br />
innerhalb von <strong>Freudenberg</strong> praktiziert wird, ist für solche Entwicklungsaufgaben<br />
ein wesentlicher Erfolgsfaktor.<br />
Abb. 7: Strömungsbetrachtung eines Befeuchters für eine Brennstoffzelle.<br />
Rapid Prototyping<br />
In verschiedenen Stadien solcher Projekte ist es notwendig,<br />
Modelle, Prototypen und Muster herzustellen, um den<br />
Entwicklungsvorgang zu opt<strong>im</strong>ieren und zu beschleunigen.<br />
Der hohe Bedarf an Mustern und Prototypen bei diesen<br />
und weiteren Entwicklungen begründete die Anschaffung<br />
einer neue Anlage zur schnellen Prototypenfertigung<br />
(auch „Rapid Prototyping“ genannt) als Erweiterung des<br />
FFD-Entwicklungsangebots. Die direkte Umsetzung der<br />
Produktideen aus dem CAD System in Muster, die man<br />
sofort begreifen kann, ermöglicht es unseren Kunden<br />
Abb. 8: Der Rapid Prototyping Drucker und einige Muster<br />
gemeinsam mit uns auf schnellem Weg das angestrebte<br />
Ergebnis zu erreichen. Das Angebot umfasst jetzt sowohl die Herstellung von<br />
Mustern innerhalb von wenigen Stunden mit generativen Methoden als auch die<br />
Herstellung von Mustern, Prototypen und Vorserien <strong>im</strong> Spritzgießprozess.<br />
Energieeffizienzsteigerung be<strong>im</strong> Spritzgießen<br />
In den <strong>Freudenberg</strong> <strong>Forschungsdienste</strong>n wird zurzeit an dem Thema Energie <strong>im</strong><br />
Bereich des Elastomerspritzgießens unter Einsatz von elektrischen Spritzgießmaschinen<br />
gearbeitet. Bisher konnten gute Erfahrungen mit einer vollelektrischen<br />
Maschine gesammelt werden, mit der unter anderem hoch komplexe und präzise<br />
Dichtungen für Brennstoffzellen hergestellt werden. Aufgrund der guten Erfahrungen<br />
wurde eine weitere Maschine dieser Bauart angeschafft. Es besteht ein<br />
Trend der zunehmenden Verwendung von vollelektrischen Maschinen auch <strong>im</strong><br />
Elastomerbereich.<br />
Ihr Ansprechpartner<br />
zu diesem Thema:<br />
Dr. Peter Ryzko<br />
Bereichsleiter Polymere & Prozesstechnik<br />
Abteilungsleiter Verfahrenstechnik<br />
Tel.: 0 62 01 - 80 77 37<br />
Fax: 0 62 01 - 88 77 37<br />
peter.ryzko@freudenberg.de<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 12<br />
Technikum der Verfahrenstechnik<br />
Abb. 9: Doppelschneckenextruder <strong>im</strong> Technikum der<br />
Verfahrenstechnik.<br />
Ihr Ansprechpartner<br />
zu diesem Thema:<br />
Dr. Stefan Kaul<br />
Abteilungsleiter Verfahrenstechnik<br />
Tel.: 0 62 01 - 80 72 34<br />
Fax: 0 62 01 - 88 30 63<br />
stefan.kaul@freudenberg.de<br />
Für die Spritzgussverarbeitung und die Entwicklung von Bauteilen, Prozessen und<br />
Verfahren stehen 11 Spritzgießmaschinen zur Verfügung. Mit diesen Maschinen<br />
können Thermoplaste, Silikone (LSR und HTV), Elastomere und Duromere verarbeitet<br />
werden. Die Schussvolumen variieren von ca. 0,01 bis 2 Liter und die<br />
Schließkräfte der Maschinen liegen <strong>im</strong> Bereich von 40t bis 350t.<br />
Mit dieser umfangreichen Ausstattung bieten wir sowohl schnelle<br />
Muster- und Probekörperherstellung, Fertigung von Serienprodukten<br />
als auch die Planung und die Inbetriebnahme von Fertigungszellen<br />
an. Themen <strong>im</strong> Bereich Forschung und Entwicklung<br />
sind die Neuentwicklung und Opt<strong>im</strong>ierung von Fertigungsprozessen,<br />
sowie die Entwicklung neuer Produkte. Folgende Projekte<br />
zeigen beispielhaft einen kleinen Ausschnitt der Entwicklungen,<br />
die bei den <strong>Forschungsdienste</strong>n <strong>im</strong> Bereich der Thermoplast- und<br />
Elastomerverarbeitung durchgeführt werden:<br />
· Zykluszeitreduzierung durch Opt<strong>im</strong>ierung der Spritzgießparameter,<br />
der Werkstoffe oder auch durch Neuentwicklung von<br />
Maschinentechnik [Epi06].<br />
· Verbindung von verschiedenen Werkstoffen <strong>im</strong> Spritzgießprozess<br />
(z. B. Gummi-Thermoplast, Silikon-Kunststoff, Silikon-Metall,<br />
etc.)<br />
· Opt<strong>im</strong>ierung von Prozessen und Wekzeugen hinsichtlich gleichmäßiger<br />
Füllung und Vermeidung von Lufteinschlüssen<br />
· Aufbau von Fertigungszellen<br />
Für <strong>Co</strong>mpoundieraufgaben stehen neben einem kleinen Laborextruder (siehe<br />
PU-Abteilung) zwei Doppelschneckenextruder mit einer Produktionsleistung von<br />
ca. 600 jato (einschichtiger Betrieb) zur Verfügung. Auf diesen Maschinen können<br />
sowohl einfache <strong>Co</strong>mpounds, bestehend aus verschiedenen Thermoplasten und<br />
Additiven, hergestellt werden, als auch maßgeschneiderte Produkte. Für solche<br />
Spezialprodukte werden Prozesse entwickelt und bis in den Serienstatus überführt.<br />
Dabei ist ein breites Wissen über die verschiedensten Prozesse vorhanden, bei<br />
denen Thermoplaste, Elastomere, Füll- und Zuschlagstoffe, Additive und Chemikalien<br />
verarbeitet werden. Die zu verarbeitenden Materialien können dabei in allen<br />
Formen, d. h. von fest bis flüssig und von pulverförmig bis hoch zäh zugegeben<br />
werden. Auch empfindliche Natur- und Synthetikfasern oder Öle und Wachse<br />
können verarbeitet werden.<br />
Ein Beispiel für eine Entwicklung in diesem Bereich ist der von den <strong>Forschungsdienste</strong>n<br />
entwickelte und vermarktete tribologisch opt<strong>im</strong>ierte Werkstoff ‚Fretax<br />
KS01-308‘. Dabei handelt es sich um einen spritzgießfähigen Thermoplasten<br />
(POM) mit herausragend niedrigen Reibungs- als auch besten Verschleißeigenschaften.<br />
Andere Themen, die bearbeitet werden, sind zum Beispiel die kontinuierliche<br />
TPE-Herstellung, Herstellung von Kautschukmasterbatchen und von<br />
Fertigmischungen sowie die Reaktivextrusion.<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 13<br />
Schlussbemerkung<br />
Die dargestellten Themen zeigen, wie wichtig die Zusammenarbeit von interdisziplinären<br />
Teams bei der Bewältigung von komplexen Aufgabenstellungen gerade<br />
<strong>im</strong> Entwicklungsprozess ist. Besonders die Verbindung der Werkstoffauswahl und<br />
–entwicklung mit der Bauteilkonstruktion und dem dazugehörigen Herstellverfahren<br />
in den frühen Entwicklungsstufen führt erwiesenermaßen zu ganzheitlichen<br />
Lösungen. Die neue Struktur der FFD, die eine Zusammenarbeit gerade zwischen<br />
diesen Disziplinen fördert, ist ein besonders effizientes Werkzeug für die <strong>Freudenberg</strong><br />
<strong>Forschungsdienste</strong>, um auch zukünftig Entwicklungsaufgaben schnell und<br />
erfolgreich bewältigen zu können.<br />
Multivariate Statistische Prozesskontrolle...<br />
... zur Reduzierung unnötiger Eingriffe in einen Prozess<br />
DIN ISO 9001, TS 16949, Six Sigma und nicht zuletzt unsere Kunden – alle<br />
fordern Statistische Prozesskontrolle (SPC), um langfristig die Qualität unserer<br />
Produkte zu gewährleisten. Und das aus gutem Grund, sichert uns SPC doch zu,<br />
ein Produkt mit einem vorgegebenen Qualitätsniveau zu fertigen.<br />
Ziel des folgenden Artikels ist es, die Anwendung multivariater Regelkarten zu<br />
motivieren. Bereits vor zehn Jahren konnten wir <strong>im</strong> Rahmen der Diplomarbeit<br />
des Autors „Multivariate Prozesskontrolle an einem Beispiel aus der Industrie“<br />
die erfolgreiche Anwendung dieser Regelkarten demonstrieren. Leider waren die<br />
gängigen Softwarepakete damals noch nicht in der Lage, multivariate Prozessregelkarten<br />
zufriedenstellend zu unterstützen. Inzwischen hat sich die Situation<br />
aber deutlich geändert. Praktisch alle gängigen Softwarepakete unterstützen die<br />
Anwendung der multivariaten Prozesskontrolle.<br />
SPC basiert darauf, in einen Prozess erst dann einzugreifen, wenn Produkte mit<br />
Merkmalen entstehen, die unter einem kontrollierten Prozess „unwahrscheinlich“<br />
sind. Idealerweise sollen diese Eingriffe getätigt werden, bevor Ausschuss entsteht.<br />
Bewusst wird dabei in Kauf genommen, dass Eingriffe auch unnötigerweise stattfinden.<br />
Dadurch werden dann allerdings auch unnötigerweise Kosten verursacht.<br />
Meistens wird ein Prozess mit Hilfe mehrerer Merkmale kontrolliert. So dienen<br />
beispielsweise <strong>im</strong> Prozess der Rohgummiherstellung mechanische (Bruchdehnung,<br />
Zugfestigkeit, Spannwert bei 100% Dehnung, Druckverformungsrest, Härte, …)<br />
und rheologische (unteres Drehmoment, oberes Drehmoment, Vulkanisationszeit,<br />
Inkubationszeit, …) Eigenschaften der Prozesskontrolle. Schnell kommen so<br />
zehn oder mehr prozessrelevante Größen zusammen. Für jede dieser Größen<br />
wird üblicherweise eine Prozessregelkarte geführt. Die Prozessregelkarte enthält<br />
Eingriffsgrenzen innerhalb derer sich ein kontrollierter Prozess mit vorgegebener<br />
Wahrscheinlichkeit (z.B. β=99%) befindet. Wird nun ein Wert außerhalb dieser<br />
Grenzen gemessen, so muss in den Prozess eingegriffen werden. Jeder Eingriff<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 14<br />
hat dabei eine Wahrscheinlichkeit (z.B. α=1-β=1%), unnötig zu sein. Da dies<br />
für alle betrachteten Größen unabhängig voneinander gilt, erhöht sich die<br />
Wahrscheinlichkeit, unnötige Eingriffe zu tätigen mit der Anzahl der betrachteten<br />
Größen. Bei zehn Größen und einem α von 1%, erhält man so einen Anteil von<br />
9,6% unnötiger Eingriffe. Das heißt, dass in diesem Fall fast jeder zehnte Eingriff<br />
unnötig wäre.<br />
Einen Ausweg aus diesem Dilemma bietet die multivariate statistische Prozesskontrolle.<br />
Ihr Grundgedanke ist, nicht jeden prozessrelevanten Parameter getrennt,<br />
sondern alle gemeinsam zu betrachten. Das heißt, dass zur Prozesskontrolle eine<br />
einheitliche Qualitätsregelkarte dient. Die multivariate Betrachtungsweise bietet<br />
dabei gleichzeitig den Vorteil, detailliertere Informationen über die Ursache<br />
einer möglichen Prozessabweichung zu bekommen. Darüber hinaus können<br />
tatsächliche Prozessveränderungen mit multivariaten Regelkarten wesentlich<br />
früher erkannt werden.<br />
Folgendes Beispiel soll die Wirkungsweise der multivariaten Prozesskontrolle<br />
verdeutlichen. Zur Vereinfachung wird von nur zwei prozessrelevanten Merkmalen<br />
ausgegangen – Zugfestigkeit und Bruchdehnung zur Kontrolle eines Kautschukmischprozesses.<br />
Diese Einschränkung dient vor allem der einfachen anschaulichen<br />
Darstellung der Zusammenhänge. Prinzipiell können aber beliebig viele Parameter<br />
gleichzeitig überwacht werden.<br />
Die folgenden X-Regelkarten zeigen 200 aus Stichproben ermittelte Werte für<br />
Zugfestigkeit und Bruchdehnung einer Gumm<strong>im</strong>ischung. Die Werte wurden<br />
s<strong>im</strong>uliert. Es ist somit sichergestellt, dass der Prozess unter statistischer Kontrolle<br />
ist. Die Eingriffsgrenzen sind so festgelegt, dass nur 1% unnötiger Eingriffe in den<br />
Prozess erfolgen sollen. Sowohl bei Zugfestigkeit als auch bei Bruchdehnung treten<br />
die zu erwartenden zwei Eingriffe auf. Da die Eingriffe jeweils unterschiedliche<br />
Stichproben betreffen, gibt es insgesamt vier Eingriffe.<br />
Abb. 10: Klassische X-Regelkarten<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 15<br />
Wie sehen die identischen Daten<br />
bei multivariater Betrachtungsweise<br />
aus? Bei der multivariaten<br />
Betrachtungsweise werden aus<br />
den Regelintervallen Regelhyperellipsoide.<br />
Im zweid<strong>im</strong>ensionalen<br />
Fall sind das einfache Ellipsen. In<br />
Abbildung 11 sind die Messpunkte<br />
(blaue Kreise), die Regelintervalle<br />
(rot gestrichelt) und die Regelellipse<br />
(rot) dargestellt. Die roten<br />
Punkte sind Messungen, die nach<br />
klassischer Methode zu einem<br />
Abb. 11: 99% Konfidenz Ellipse der gemeinsamen Verteilung von Zugfestigkeit<br />
und Bruchdehnung<br />
Eingriff in den Prozess führen. Im multivariaten Fall würde lediglich der eine rote<br />
Punkt, der außerhalb der Ellipse ist, zu einem Eingriff führen.<br />
Natürlich lässt sich eine solche<br />
Darstellung für mehr als zwei<br />
Merkmale nicht mehr realisieren.<br />
Zudem enthält diese Darstellung<br />
nicht den Zeitbezug. Allerdings<br />
lässt sich mit Hilfe der Kovarianzen<br />
der einzelnen Merkmale ein<br />
Abstandsbegriff von der Solllage<br />
definieren. Die sogenannte Mahalanobis<br />
Distanz. Die in Abbildung<br />
11 dargestellte Ellipse basiert auf<br />
diesem Distanzbegriff.<br />
Abbildung 12 zeigt die Mahalanobis<br />
Distanzen über der Stichprobennummer.<br />
Die rote gestrichelte<br />
Linie entspricht der Ellipse in<br />
Abbildung 11.<br />
Abb. 12: Multivariate Regelkarte – Mahalanobis Distanzen aufgetragen über der<br />
Stichprobennummer<br />
Tritt bei der Anwendung einer multivariaten Regelkarte ein Eingriff auf, so können<br />
die univariaten Regelkarten bzw. Matrixplots zur Identifizierung der Fehlerart und<br />
Festlegung von Maßnahmen zu Rate gezogen werden.<br />
Wir hoffen, dass wir das Potential multivariater Prozesskontrolle aufzeigen konnten<br />
und würden uns freuen, Ihnen bei der Umsetzung mit Rat und Tat zur Seite<br />
zu stehen.<br />
Ihr Ansprechpartner<br />
zu diesem Thema:<br />
Karsten May<br />
Statistische Versuchsmethodik,<br />
Abteilung Angewandte Physik<br />
Tel.: 0 62 01 - 80 34 39<br />
Fax: 0 62 01 - 88 34 39<br />
karsten.may@freudenberg.de<br />
Impressum<br />
Herausgeber:<br />
Redaktionsleitung:<br />
Redaktion:<br />
Gestaltung:<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong>, D-69465 Weinhe<strong>im</strong><br />
Martin Gramlich<br />
Ulrike Kast, Dr. Markus Grass, Sabrina Lemke, Dr. Christof Schmitz<br />
Ehret Design, www.ehretdesign.de<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 16<br />
Seminare der <strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong><br />
Grundzüge der statistischen Versuchsmethodik<br />
Referent: Karsten May<br />
Zielgruppe: Das Seminar richtet sich an Entwickler, Prozessingenieure, Qualitätsbeauftragte,<br />
Konstrukteure und alle, die in ihrem Arbeitsumfeld auf die Planung,<br />
Durchführung und Auswertung von Versuchen angewiesen sind und die statistische<br />
Versuchsmethodik selbst anwenden wollen.<br />
Ort: Pavillon Bau 22<br />
Gebühr: 890,- Euro<br />
zuzügl. MwSt.<br />
Termin: 29.9.-01.10.2010<br />
Inhalt: Die Seminarteilnehmer sollen den Ablauf einer statistischen Versuchsplanung<br />
von der Aufgabenanalyse über die Versuchsplanung bis hin zur Datenanalyse<br />
und Opt<strong>im</strong>ierung erlernen. Anhand von praxisnahen Übungen sollen<br />
die Teilnehmer in die Lage versetzt werden, relativ komplexe Problemstellungen<br />
selbständig bearbeiten zu können.<br />
Schadensanalyse an Kunststoffbauteilen<br />
Anmeldungen bitte an:<br />
Frau Ulrike Kast, Tel. 0 62 01 - 80 48 80, Fax 0 62 01 - 88 30 63,<br />
ulrike.kast@freudenberg.de<br />
Seminarleitung: Siljana Lietz, FFD / Dr.-Ing. habil. Sonja Pongratz, VW<br />
Ort: Pavillon Bau 22<br />
Gebühr: 1.350,- Euro<br />
zuzügl. MwSt.<br />
Termin: 17.-19.11.2010<br />
Das Seminar richtet sich an Ingenieure und Techniker, die ein grundlegendes<br />
Verständnis der Schadensmechanismen bei Kunststoffbauteilen erwerben und<br />
Methoden für eine systematische Ursachenanalyse kennen lernen möchten. Im<br />
Rahmen des Seminars werden mögliche Ursachen für Schäden an Formteilen<br />
und die bei Schadensanalysen eingesetzten Untersuchungsmethoden vorgestellt.<br />
Die systematische Bearbeitung von Schadensfällen wird anhand eines Leitfadens<br />
aufgezeigt. Zur Vertiefung der Seminarinhalte können die Teilnehmer vorbereitete<br />
Schadensbeispiele selbst lösen.<br />
Anmeldungen bitte an:<br />
Frau Sonja Heinzelbecker, Tel. 0 62 01 - 80 55 63, Fax 0 62 01 - 88 55 63,<br />
sonja.heinzelbecker@freudenberg.de<br />
Gummi/Metall-Bindung<br />
Seminarleitung: Dr. Michael Ballhorn<br />
Das Seminar richtet sich an Ingenieure, Chemiker, Techniker und Werker des<br />
Arbeitsgebiets Gummi/Metall-Bindung. Inhalt: Gummi: Klassen, Verarbeitung<br />
und Bindefähigkeit; Metall: Reinigung, Vorbehandlung (Strahlen, Beizen, Phosphatieren),<br />
Benetzung; Bindemittel: Zusammensetzung und Wirkungsweise,<br />
Applikation, Adhäsionsmechanismen, Gummi- und Oberflächenanalytik, Vorgehensweise<br />
und Abhilfemaßnahmen bei Schadensfällen, praktische Demonstration<br />
und Übungen.<br />
Ort: Pavillon Bau 22<br />
Gebühr: 1.050,- Euro<br />
zuzügl. MwSt.<br />
Termin: 30.11./01.12.2010<br />
Anmeldungen bitte an:<br />
Frau Sonja Heinzelbecker, Tel. 0 62 01 - 80 55 63, Fax 0 62 01 - 88 55 63,<br />
sonja.heinzelbecker@freudenberg.de<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 17<br />
Seminare der <strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong><br />
Seminarreihe „Elastomerverarbeitung bei <strong>Freudenberg</strong>“<br />
Die Seminare wenden sich an technisch oder naturwissenschaftlich vorgebildete<br />
Teilnehmer, insbesondere an neue Mitarbeiter in Produktion, Entwicklung, Produktmarketing<br />
etc. Sie sollen sich mit Hilfe dieser Seminare schnell und gezielt in das für<br />
die meisten bis dahin unbekannte Gebiet der Elastomere einarbeiten können.<br />
Seminarleitung: Dr.-Ing. Andreas Kammann<br />
Modul 1: Werkstoffe 1<br />
Grundlagen der Kunststoffchemie; Was ist „Gummi“?; Alterungsschutz & Füllstoffe; Weichmacher<br />
& Verarbeitungshilfen; General Purpose Rubber; Hochleistungskautschuke &<br />
Spezialitäten; Technische Thermoplaste als Metallersatz; Thermoplastische Elastomere<br />
(TPE).<br />
In Kooperation mit der FDS-Academy.<br />
Ort: FDS-Academy<br />
Bau 75<br />
Gebühr: Euro 690,-<br />
Termin: 12./13.10.2010<br />
Modul 2: Werkstoffe 2<br />
Dynamisch-mechanisches Verhalten von Kunststoffen; Haftung von Gummi; Praktikum;<br />
Oberflächenmodifizierung & Tribologie; Flüssigsilikonkautschuk (LSR); REACH;<br />
Chancen & Risiken der Nanotechnik; Rezeptopt<strong>im</strong>ierung.<br />
In Kooperation mit der FDS-Academy.<br />
Modul 3: Verfahren 1<br />
Technologie des Mischens; Besichtigung Rohmischwerk, Mischprozess <strong>im</strong> Innenmischer;<br />
Alternative Mischverfahren; Entwicklung eines Mischprozesses; Grundlagen<br />
der Vulkanisation; die Vulkanisationsverfahren; Sonderverfahren; TPE-Verarbeitung;<br />
Rohlingsvorbereitung; Prozessdatenerfassung.<br />
In Kooperation mit der FDS-Academy.<br />
Ort: FDS-Academy<br />
Bau 75<br />
Gebühr: Euro 690,-<br />
Termin: 02./03.11.2010<br />
Ort: FDS-Academy<br />
Bau 75<br />
Gebühr: Euro 690,-<br />
Termin: 16./17.11.2010<br />
Modul 4: Verfahren 2<br />
Weiterverarbeitung nach dem Mischen <strong>im</strong> Innenmischer; Einfluss des Mischprozesses<br />
auf die Bauteileigenschaften; Ansätze zur Mischprozessopt<strong>im</strong>ierung; Herstellung von<br />
Kautschuk-Bodenbelägen; Prozessopt<strong>im</strong>ierung in der Elastomerverarbeitung; Endbearbeitung<br />
von Gummi-Formteilen; Energetische Betrachtung der Verarbeitungsprozesse;<br />
Rapid Prototyping.<br />
In Kooperation mit der FDS-Academy.<br />
Modul 5: Produkte<br />
In diesem Seminarmodul werden vorzugsweise von den Entwicklern der einzelnen<br />
Produktbereiche die physikalischen Grundlagen ihrer Produktgruppen behandelt. Die<br />
Teilnehmer erhalten einen breiten Überblick über die Produktpalette von <strong>Freudenberg</strong><br />
Dichtungs- und Schwingungstechnik und von Vibracoustic.<br />
Ort: FDS-Academy<br />
Bau 75<br />
Gebühr: Euro 690,-<br />
Termin: 30.11./01.12.2010<br />
Ort: Kantine, Raum 1<br />
Bau 142<br />
Gebühr: Euro 690,-<br />
Termine: 07./08.12.2010<br />
Modul 6: Bauteil- & Prozesss<strong>im</strong>ulation<br />
Rheologie der Polymere, Prüfmethoden, Grundlagen der Strömungss<strong>im</strong>ulation, Berechnungsbeispiele<br />
für die Prozesss<strong>im</strong>ulation, Grundlagen der Finite Elemente Methode,<br />
Mechanisches Materialverhalten, Statische und dynamische Werkstoffmodelle, Beispiele<br />
für die verschiedenen Produktgruppen, Einsatz der FEM zur Bauteilopt<strong>im</strong>ierung.<br />
Ort: Bau 32, Konferenzraum<br />
Gebühr: Euro 690,-<br />
Termin: 19./20.10.2010<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de
<strong>im</strong> <strong>Dialog</strong><br />
Seite 18<br />
Seminare der <strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong><br />
Seminarreihe „Elastomerverarbeitung bei <strong>Freudenberg</strong>“<br />
Seminarleitung: Dr.-Ing. Andreas Kammann<br />
Modul 7: Prüfmethoden & Analytik<br />
Statische Prüfmethoden, Dynamische Prüfmethoden, Lebensdauerabschätzung, Beständigkeitsprüfungen,<br />
Kalorische Eigenschaften, Lichtmikroskopie, Rasterelektronenmikroskopie,<br />
Elastomeranalytik, Schadensanalyse.<br />
Ort: Kantine, Raum 1<br />
Gebühr: Euro 690,-<br />
Termin: 09./10.11.2010<br />
Modul 8: Werkzeugtechnik & Werkzeugreinigung<br />
Werkzeugstähle, Kaltkanaltechnik, Werkzeugbeschichtungen, Physikalisch-technische<br />
Grundlagen der Werkzeugreinigung, Mikrostrahlen, Reinigung mit Trockeneis (inkl.<br />
praktischer Vorführung), Reinigung mit Laser (inkl. praktischer Vorführung), Reinigung<br />
mit Ultraschall; Trennmittel für die Elastomerverarbeitung.<br />
Ort: Bau 32, Konferenzraum<br />
Gebühr: Euro 690,-<br />
Termin: 23./24.11.2010<br />
Seminare zu anderen Themen<br />
Vom Kautschuk zum Gummi – ein Einsteigerseminar<br />
Dieses Seminar beantwortet grundsätzliche Fragen zur Elastomerchemie.<br />
Was ist überhaupt Gummi, was ist Kautschuk? Wie wird aus Kautschuk Gummi?<br />
Wieso kommen in eine Gumm<strong>im</strong>ischung so viele unterschiedliche Komponenten rein?<br />
Was passiert eigentlich während der Formgebung und der Vulkanisation? Warum gibt<br />
es so viele unterschiedliche Kautschuke?<br />
Seminarleitung: Dr.-Ing. Andreas Kammann<br />
Ort:<br />
Gebühr: Euro 450,-<br />
Bau 32, Konferenzraum<br />
Termin: 15.10.2010<br />
Polyurethane – Materialien & Verarbeitung<br />
Grundlagen der Polymerchemie, Rohstoffe für Polyurethane, Verarbeitungstechniken<br />
(Gießen, RIM, Spritzguss, Extrusion, Schäumen, Imprägnieren, …), Mechanische<br />
und chemische Eigenschaften, Analytische Untersuchungen.<br />
Ort: Kantine, Raum 1<br />
Gebühr: Euro 950,-<br />
Termin: in Planung<br />
Praxisseminar: Einrichtung einer Spritzgießmaschine & Fehlersuche<br />
Das Seminar wendet sich an alle Maschinenbediener, die bereits erste Erfahrungen in<br />
der Elastomerverarbeitung gesammelt haben und zukünftig durch weitergehendes Prozessverständnis<br />
selbstständiger arbeiten sollen, bzw. Einrichteraufgaben übernehmen.<br />
Inhalt: Grundlagen des Elastomerspritzgießens, Praktische Einrichtung einer Spritzgießmaschine,<br />
Fehlererkennung und Abhilfemaßnahmen.<br />
Ort: Bau 32, Konferenzraum<br />
Gebühr: Euro 950,-<br />
Termin: 26./27.10.2010<br />
Gewerbliche Schutzrechte – Patente, Marken und Geschmacksmuster<br />
Das Seminar wendet sich an alle, die mit Entwicklung und Vertrieb von technischen<br />
Produkten befasst sind (Chemieingenieure, Chemiker, Ingenieure, technische Fachkräfte,<br />
Materialentwickler, Einkäufer, Verkäufer und Kaufleute). Inhalt: Patente, Gebrauchsmuster,<br />
Marken, Geschmacksmuster, Schutzbereich eines Patents oder Gebrauchsmusters,<br />
Patentstrategie.<br />
Ort: Bau 32, Konferenzraum<br />
Gebühr: Euro 450,-<br />
Termin: 22.10.2010<br />
Weitere Informationen<br />
zu unseren Seminarangeboten finden Sie jederzeit unter:<br />
www.forschungsdienste.de<br />
Anmeldungen bitte an:<br />
Frau Ulrike Kast, Tel. 0 62 01 - 80 48 80, Fax 0 62 01 - 88 30 63,<br />
ulrike.kast@freudenberg.de<br />
Wir behalten uns vor, Anmeldungen von Wettbewerbern der <strong>Freudenberg</strong>-Unternehmensgruppe zurückzuweisen.<br />
<strong>Freudenberg</strong> <strong>Forschungsdienste</strong> <strong>KG</strong> . D-69465 Weinhe<strong>im</strong> . Tel. +49 (0) 62 01 - 80 44 55 . Fax +49 (0) 62 01 - 88 30 63 . E-mail: ffd@freudenberg.de