download - Haas Automation, Inc. | CNC Machine Tools
download - Haas Automation, Inc. | CNC Machine Tools
download - Haas Automation, Inc. | CNC Machine Tools

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>CNC</strong>MACHINING<br />
Sie Fragen Wir Antworten<br />
Sehr geehrte Damen und Herren,<br />
wenn ich mit meiner <strong>Haas</strong> SL-20<br />
ein neues Programm durchführe, tritt<br />
bei einem G71 in meinem Programm<br />
manchmal der Alarm „604 NON-<br />
MONOTONOUS ARC IN PQ BLOCK“<br />
[604 – NICHT-MONOTONER BOGEN IN<br />
PQ-BLOCK] auf. Warum tritt dieser nichtmonotone<br />
Alarm auf? Weshalb muss ich<br />
den in der Alarmbeschreibung genannten<br />
programmierten Bogenradius vergrößern?<br />
Wie vermeide ich diesen Alarm?<br />
Jimmy Moore<br />
Sehr geehrter Herr Moore,<br />
eine monotone G71-Werkzeugbahn<br />
in der X-Achse ist so definiert, dass ein<br />
Werkzeug stets in dieselbe Richtung bewegt<br />
wird, wobei sich der Durchmesser entweder<br />
vergrößert oder verkleinert, nicht beides.<br />
Eine nicht-monotone G71-Werkzeugbahn<br />
wird durch die Werkzeugwechselrichtung<br />
auf dem X-Achsendurchmesser definiert.<br />
Der Alarm „604 NON-MONOTONOUS“<br />
[604 – NICHT-MONOTON] tritt bei<br />
Verwendung eines G71 auf, weil die<br />
zwischen den Blöcken P und Q definierte<br />
Bewegung eine Achsenbewegung umfasst,<br />
die nicht derselben Richtung folgt.<br />
Siehe die nachfolgenden Beispiele<br />
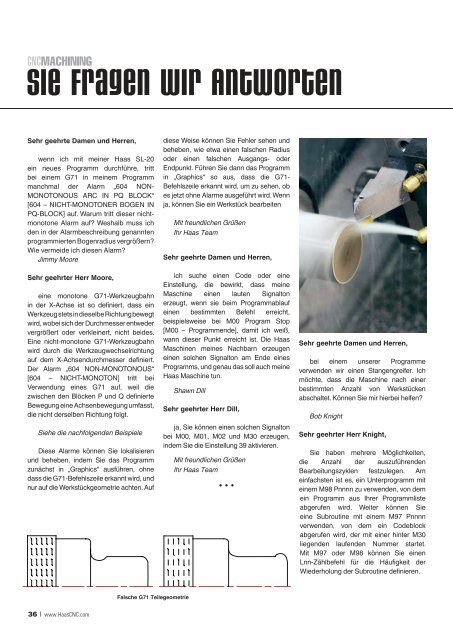
Diese Alarme können Sie lokalisieren<br />
und beheben, indem Sie das Programm<br />
zunächst in „Graphics“ ausführen, ohne<br />
dass die G71-Befehlszeile erkannt wird, und<br />
nur auf die Werkstückgeometrie achten. Auf<br />
| www.<strong>Haas</strong><strong>CNC</strong>.com<br />
Falsche G71 Teilegeometrie<br />
diese Weise können Sie Fehler sehen und<br />
beheben, wie etwa einen falschen Radius<br />
oder einen falschen Ausgangs- oder<br />
Endpunkt. Führen Sie dann das Programm<br />
in „Graphics“ so aus, dass die G71-<br />
Befehlszeile erkannt wird, um zu sehen, ob<br />
es jetzt ohne Alarme ausgeführt wird. Wenn<br />
ja, können Sie ein Werkstück bearbeiten<br />
Mit freundlichen Grüßen<br />
Ihr <strong>Haas</strong> Team<br />
Sehr geehrte Damen und Herren,<br />
ich suche einen Code oder eine<br />
Einstellung, die bewirkt, dass meine<br />
Maschine einen lauten Signalton<br />
erzeugt, wenn sie beim Programmablauf<br />
einen bestimmten Befehl erreicht,<br />
beispielsweise bei M00 Program Stop<br />
[M00 – Programmende], damit ich weiß,<br />
wann dieser Punkt erreicht ist. Die <strong>Haas</strong><br />
Maschinen meines Nachbarn erzeugen<br />
einen solchen Signalton am Ende eines<br />
Programms, und genau das soll auch meine<br />
<strong>Haas</strong> Maschine tun.<br />
Shawn Dill<br />
Sehr geehrter Herr Dill,<br />
ja, Sie können einen solchen Signalton<br />
bei M00, M01, M02 und M30 erzeugen,<br />
indem Sie die Einstellung 39 aktivieren.<br />
Mit freundlichen Grüßen<br />
Ihr <strong>Haas</strong> Team<br />
• • •<br />
Sehr geehrte Damen und Herren,<br />
bei einem unserer Programme<br />
verwenden wir einen Stangengreifer. Ich<br />
möchte, dass die Maschine nach einer<br />
bestimmten Anzahl von Werkstücken<br />
abschaltet. Können Sie mir hierbei helfen?<br />
Bob Knight<br />
Sehr geehrter Herr Knight,<br />
Sie haben mehrere Möglichkeiten,<br />
die Anzahl der auszuführenden<br />
Bearbeitungszyklen festzulegen. Am<br />
einfachsten ist es, ein Unterprogramm mit<br />
einem M98 Pnnnn zu verwenden, von dem<br />
ein Programm aus Ihrer Programmliste<br />
abgerufen wird. Weiter können Sie<br />
eine Subroutine mit einem M97 Pnnnn<br />
verwenden, von dem ein Codeblock<br />
abgerufen wird, der mit einer hinter M30<br />
liegenden laufenden Nummer startet.<br />
Mit M97 oder M98 können Sie einen<br />
Lnn-Zählbefehl für die Häufigkeit der<br />
Wiederholung der Subroutine definieren.