

BHB_TNC360 - heidenhain
BHB_TNC360 - heidenhain
BHB_TNC360 - heidenhain

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
7 Programmieren mit Q-Parametern<br />
7.8 Programm-Beispiele<br />
Lochkreis<br />
TNC 360<br />
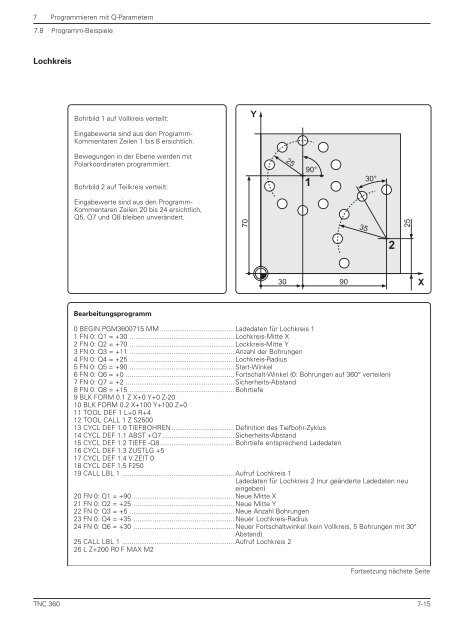
Bohrbild 1 auf Vollkreis verteilt:<br />
Eingabewerte sind aus den Programm-<br />
Kommentaren Zeilen 1 bis 8 ersichtlich.<br />
Bewegungen in der Ebene werden mit<br />
Polarkoordinaten programmiert.<br />
Bohrbild 2 auf Teilkreis verteilt:<br />
Eingabewerte sind aus den Programm-<br />
Kommentaren Zeilen 20 bis 24 ersichtlich,<br />
Q5, Q7 und Q8 bleiben unverändert.<br />
Bearbeitungsprogramm<br />
70<br />
Y<br />
1<br />
30 90<br />
0 BEGIN PGM3600715 MM ....................................... Ladedaten für Lochkreis 1<br />
1 FN 0: Q1 = +30 ....................................................... Lochkreis-Mitte X<br />
2 FN 0: Q2 = +70 ....................................................... Lockkreis-Mitte Y<br />
3 FN 0: Q3 = +11 ....................................................... Anzahl der Bohrungen<br />
4 FN 0: Q4 = +25 ....................................................... Lochkreis-Radius<br />
5 FN 0: Q5 = +90 ....................................................... Start-Winkel<br />
6 FN 0: Q6 = +0 ......................................................... Fortschalt-Winkel (0: Bohrungen auf 360° verteilen)<br />
7 FN 0: Q7 = +2 ......................................................... Sicherheits-Abstand<br />
8 FN 0: Q8 = +15 ....................................................... Bohrtiefe<br />
9 BLK FORM 0.1 Z X+0 Y+0 Z-20<br />
10 BLK FORM 0.2 X+100 Y+100 Z+0<br />
11 TOOL DEF 1 L+0 R+4<br />
12 TOOL CALL 1 Z S2500<br />
13 CYCL DEF 1.0 TIEFBOHREN ................................. Definition des Tiefbohr-Zyklus<br />
14 CYCL DEF 1.1 ABST +Q7 ...................................... Sicherheits-Abstand<br />
15 CYCL DEF 1.2 TIEFE -Q8....................................... Bohrtiefe entsprechend Ladedaten<br />
16 CYCL DEF 1.3 ZUSTLG +5<br />
17 CYCL DEF 1.4 V.ZEIT 0<br />
18 CYCL DEF 1.5 F250<br />
19 CALL LBL 1 ........................................................... Aufruf Lochkreis 1<br />
Ladedaten für Lochkreis 2 (nur geänderte Ladedaten neu<br />
eingeben)<br />
20 FN 0: Q1 = +90 ..................................................... Neue Mitte X<br />
21 FN 0: Q2 = +25 ..................................................... Neue Mitte Y<br />
22 FN 0: Q3 = +5 ....................................................... Neue Anzahl Bohrungen<br />
23 FN 0: Q4 = +35 ..................................................... Neuer Lochkreis-Radius<br />
24 FN 0: Q6 = +30 ..................................................... Neuer Fortschaltwinkel (kein Vollkreis, 5 Bohrungen mit 30°<br />
Abstand)<br />
25 CALL LBL 1 ........................................................... Aufruf Lochkreis 2<br />
26 L Z+200 R0 F MAX M2<br />
25<br />
90°<br />
35<br />
30°<br />
2<br />
25<br />
X<br />
Fortsetzung nächste Seite<br />
7-15














