

CNC PILOT 4290 B- und Y-Achse - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- und Y-Achse - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- und Y-Achse - heidenhain - DR. JOHANNES ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
1.1 Gr<strong>und</strong>lagen<br />
Multiwerkzeuge für die B-<strong>Achse</strong><br />
Sind mehrere Werkzeuge auf einem Werkzeughalter montiert, wird<br />
das als „Multiwerkzeug“ bezeichnet. Bei Multi-Werkzeugen erhält<br />
jede Schneide (jedes Werkzeug) seine eigene Identnummer <strong>und</strong><br />
Beschreibung.<br />
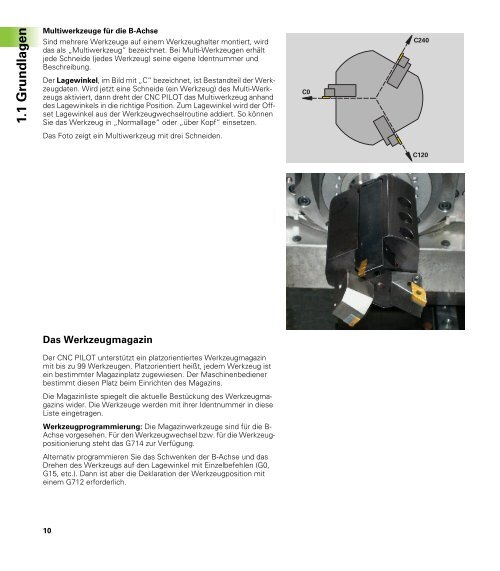
Der Lagewinkel, im Bild mit „C“ bezeichnet, ist Bestandteil der Werkzeugdaten.<br />
Wird jetzt eine Schneide (ein Werkzeug) des Multi-Werkzeugs<br />
aktiviert, dann dreht der <strong>CNC</strong> <strong>PILOT</strong> das Multiwerkzeug anhand<br />
des Lagewinkels in die richtige Position. Zum Lagewinkel wird der Offset<br />
Lagewinkel aus der Werkzeugwechselroutine addiert. So können<br />
Sie das Werkzeug in „Normallage“ oder „über Kopf“ einsetzen.<br />
Das Foto zeigt ein Multiwerkzeug mit drei Schneiden.<br />
Das Werkzeugmagazin<br />
Der <strong>CNC</strong> <strong>PILOT</strong> unterstützt ein platzorientiertes Werkzeugmagazin<br />
mit bis zu 99 Werkzeugen. Platzorientiert heißt, jedem Werkzeug ist<br />
ein bestimmter Magazinplatz zugewiesen. Der Maschinenbediener<br />
bestimmt diesen Platz beim Einrichten des Magazins.<br />
Die Magazinliste spiegelt die aktuelle Bestückung des Werkzeugmagazins<br />
wider. Die Werkzeuge werden mit ihrer Identnummer in diese<br />
Liste eingetragen.<br />
Werkzeugprogrammierung: Die Magazinwerkzeuge sind für die B-<br />
<strong>Achse</strong> vorgesehen. Für den Werkzeugwechsel bzw. für die Werkzeugpositionierung<br />
steht das G714 zur Verfügung.<br />
Alternativ programmieren Sie das Schwenken der B-<strong>Achse</strong> <strong>und</strong> das<br />
Drehen des Werkzeugs auf den Lagewinkel mit Einzelbefehlen (G0,<br />
G15, etc.). Dann ist aber die Deklaration der Werkzeugposition mit<br />
einem G712 erforderlich.<br />
10<br />
C0<br />
C240<br />
C120














