Metall - aktionbildung
Metall - aktionbildung
Metall - aktionbildung

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
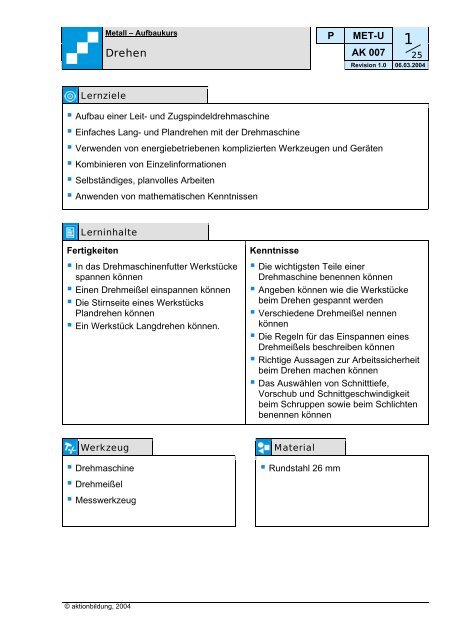
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Lernziele<br />
Aufbau einer Leit- und Zugspindeldrehmaschine<br />
Einfaches Lang- und Plandrehen mit der Drehmaschine<br />
P MET-U<br />
AK 007<br />
Verwenden von energiebetriebenen komplizierten<br />
Werkzeugen und Geräten<br />
Kombinieren von Einzelinformationen<br />
Selbständiges, planvolles Arbeiten<br />
Anwenden von mathematischen Kenntnissen<br />
Lerninhalte<br />
Fertigkeiten<br />
In das Drehmaschinenfutter Werkstücke<br />
spannen können<br />
Einen Drehmeißel einspannen können<br />
Die Stirnseite eines Werkstücks<br />
Plandrehen können<br />
Ein Werkstück Langdrehen können.<br />
<br />
Werkzeug Material<br />
Drehmaschine<br />
Drehmeißel<br />
Messwerkzeug<br />
© <strong>aktionbildung</strong>, 2004<br />
1 25<br />
Revision 1.0 06.03.2004<br />
Kenntnisse<br />
Die wichtigsten Teile einer<br />
Drehmaschine benennen können<br />
Angeben können wie die Werkstücke<br />
beim Drehen gespannt werden<br />
Verschiedene<br />
Drehmeißel nennen<br />
können<br />
Die Regeln für das Einspannen eines<br />
Drehmeißels beschreiben können<br />
Richtige Aussagen zur Arbeitssicherheit<br />
beim Drehen machen können<br />
Das Auswählen von Schnitttiefe,<br />
Vorschub und Schnittgeschwindigkeit<br />
beim Schruppen sowie<br />
beim Schlichten<br />
benennen können<br />
Rundstahl 26 mm
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Gesamtdauer Anforderungen<br />
P MET-U<br />
ca. 30 Stunden Fein- und Grobmotorik<br />
Auffassung<br />
Lernen/Merken<br />
© <strong>aktionbildung</strong>, 2004<br />
Konzentration<br />
Verantwortung<br />
AK 007<br />
2 25<br />
Revision 1.0 06.03.2004
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Infoblatt Fachkraft zur Arbeits- und Berufsförderung<br />
P MET-U<br />
AK 007<br />
3 25<br />
Revision 1.0 06.03.2004<br />
Diese Arbeitsunterweisung dient dem Erlernen des Lang- und Plandrehens von einem<br />
Rundstahl mit der Drehmaschine.<br />
Darüber hinaus ist die „Arbeitssicherheit beim Bedienen einer Drehmaschine“ ein<br />
wesentlicher Bestandteil dieser Arbeitsunterweisung.<br />
Die Teilnehmer müssen ein Mindestmaß von Verantwortungsbewusstsein und<br />
Zuverlässigkeit für das Bedienen einer Drehmaschine erfüllen.<br />
Diese Unterweisung wird als Gruppen- und Einzelarbeit durchgeführt.<br />
Unterweisungsschritte<br />
1. Die erste Aufspannung des Materials im Dreibackenfutter dient dem Plandrehen<br />
einer Seite, damit man eine Bezugsfläche erhält.<br />
2. Bei der zweiten Aufspannung wird zunächst auf die Länge 83 mm geplant, dann<br />
wird das Werkstück zentriert und mit einer Zentrierspitze abgestützt.<br />
3. Daraufhin wird durch Längsdrehen der Durchmesser 13 mm Länge 35 mm<br />
erreicht.<br />
4. Dann wird das Werkstück vom Durchmesser 25 mm auf den Durchmesser<br />
13 mm saubergeplant.<br />
Arbeitssicherheit<br />
Eine Drehmaschine darf ohne genaue Kenntnisse der Bedienung nicht eingeschaltet<br />
werden.<br />
Beim Drehen ist eine Schutzbrille zu tragen.<br />
Vor dem Einschalten des Vorschubs ist von Hand durchzukurbeln, um festzustellen,<br />
ob der Schlitten nirgends anstößt und danach ist der Endanschlag in die richtige<br />
Position zu bringen.<br />
Das Drehmaschinenbett dient nicht als Ablage für Werkzeuge und Werkstücke<br />
Es dürfen nur Drehmaschinenfutter verwendet werden, die zur Maschine gehören.<br />
Der Schlüssel des Drehmaschinenfutters ist immer abzuziehen.<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Fachkraft zur Arbeits- und Berufsförderung
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
AK 007<br />
4 25<br />
Revision 1.0 06.03.2004<br />
Hervorstehende Werkstücke<br />
sind vor dem Einschalten der Maschine auf freien<br />
Durchgang zu prüfen.<br />
Lange Werkstücke werden beim Drehen und Bohren durch den<br />
Setzstock abgestützt.<br />
Der Meißelwechsel darf nie bei laufender Maschine erfolgen.<br />
Späne sind nicht mit<br />
der Hand, sondern mit dem Spanhaken zu entfernen.<br />
<br />
Werkzeugbruch wird vermieden, wenn zuerst der Vorschub und dann die Maschine<br />
abgeschaltet wird.<br />
Unterweisungshinweise<br />
Die Bearbeitung von Stirnflächen nennt man Plandrehen. Beim Plandrehen ist darauf<br />
zu achten, dass der Drehmeißel genau auf das Zentrum des Werkstückes eingestellt<br />
ist.<br />
Beim Langdrehen bewegt sich der Drehmeißel parallel zur Achse des Drehstücks in<br />
einer Vorschubbewegung. Bei allen Dreharbeiten<br />
soll nach der Einstellung der<br />
Schnitttiefe<br />
am Werkstück ein kurzes Stück angedreht werden und bei stillstehender<br />
Maschine der Durchmesser geprüft werden.<br />
Medienhinweis:<br />
Drehen, 2 Videokassetten VHS,<br />
Bundesinstitut für Berufsbildung (BiBB)<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Fachkraft zur Arbeits- und Berufsförderung
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Infoblatt Teilnehmer<br />
Lang- und Plandrehen<br />
P MET-U<br />
AK 007<br />
Drehen ist ein Spanen mit geometrisch bestimmter<br />
Schneide und kreisförmiger Schnittbewegung auf<br />
einer Drehmaschine (Bild 1).<br />
Das Werkstück führt die Drehbewegung aus. Das<br />
5 25<br />
Revision 1.0 06.03.2004<br />
einschneidige Werkzeug ist fest eingespannt und wird<br />
an der zu bearbeitenden Fläche entlanggeführt.<br />
Die durch das Drehen hergestellten Werkstücke werden<br />
Drehteile genannt.<br />
Bild 1: Leit- und Zugspindeldrehmaschine*<br />
*Quelle: Europa-Lehrmittel(Hrsg.), Fachkunde für metallverarbeitende Berufe, Verlag Nourney, Vollmer, Wuppertal 1976, S. 349<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Teile einer Drehmaschine<br />
P MET-U<br />
AK 007<br />
6 25<br />
Revision 1.0 06.03.2004<br />
Das Drehmaschinenbett ist die tragende Baugruppe. Es<br />
besteht aus Gusseisen und ist gut versteift, so dass es<br />
absolut starr und schwingungsfrei ist. Es ist fest mit dem<br />
Gestell verschraubt.<br />
Auf das Bett wird der Spindelstock fest montiert, indem<br />
die Spindel in Präzisionswälzlagern geführt wird.<br />
Die Arbeitsspindel dient der Aufnahme der Spannmittel,<br />
mit deren Hilfe wiederum das Werkstück eingespannt<br />
wird.<br />
Der Werkzeugschlitten, der auf dem Bett geführt wird,<br />
ermöglicht das Spannen und die Bewegung der<br />
Werkzeuge. Dabei führt der Bettschlitten die<br />
Längsbewegung und der Planschlitten die Querbewegung<br />
aus. Der schwenkbare Oberschlitten kann in beliebige<br />
Richtung zum Kegeldrehen bewegt werden.<br />
Der Reitstock wird auf das Bett geklemmt und dient dem<br />
Abstützen von langen Werkstücken und der Aufnahme<br />
von Zentrierspitzen oder Bohrwerkzeugen.<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Der Spindelstock<br />
P MET-U<br />
AK 007<br />
7 25<br />
Revision 1.0 06.03.2004<br />
Im Spindelstock ist die Arbeitsspindel in kräftigen Gleit-<br />
oder Wälzlagern gelagert. An der Arbeitsspindel befinden<br />
sich außen ein Rechtsgewinde oder ein Spindelflansch<br />
mit Kurzkegel und Bajonettscheibenbefestigung zur<br />
Aufnahme von Drehmaschinenfutter, Mitnehmer-<br />
scheiben und Planscheibe. Am gleichen Ende besitzt die<br />
Arbeitsspindel einen Innenkegel zur Aufnahme von<br />
Zentrierspitzen und Bohrwerkzeugen. Die Drehzahlen<br />
der Arbeitsspindel sollen möglichst feinstufig oder<br />
stufenlos einstellbar sein. Dazu dient das im Spindelstock<br />
untergebrachte Getriebe.<br />
Bild 3: Spindelstock*<br />
*Quelle: Europa-Lehrmittel(Hrsg.), Fachkunde für metallverarbeitende Berufe, Verlag Nourney, Vollmer, Wuppertal 1976, S. 350<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Der Werkzeugschlitten<br />
P MET-U<br />
AK 007<br />
8 25<br />
Revision 1.0 06.03.2004<br />
Der Werkzeugschlitten besteht aus dem verschiebbaren<br />
Bettschlitten, dem Planschlitten und dem Oberschlitten<br />
mit der Spannvorrichtung für die Drehwerkzeuge.<br />
Bett- und Planschlitten werden entweder von Hand<br />
(Handzug mittels Kurbel), durch die Zugspindel (Lang-<br />
und Planzug) oder die Leitspindel (Gewindezug) bewegt.<br />
Die Bewegung der Schlitten heißt Zug.<br />
Der Oberschlitten dient der Aufnahme der Drehwerk-<br />
zeuge und kann meist nur von Hand bewegt werden.<br />
Zum Drehen kurzer Kegel kann er nach einer Skale auf<br />
den verlangten Winkel eingestellt (geschwenkt) werden.<br />
Bild 4: Der Werkzeugschlitten*<br />
*Quelle: Europa-Lehrmittel(Hrsg.), Fachkunde für metallverarbeitende Berufe, Verlag Nourney, Vollmer, Wuppertal 1976, S. 350<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
AK 007<br />
9 25<br />
Revision 1.0 06.03.2004<br />
Der Schlosskasten enthält die Bedienungselemente<br />
für die verschiedenen Vorschübe (Bild 4).<br />
Da immer nur ein selbsttätiger Vorschub eingeschaltet<br />
sein darf, werden die Vorschübe gegeneinander verriegelt.<br />
Als Zugspindel wird eine glatte Welle mit Längsnut oder<br />
Sechskantprofil verwendet. Sie überträgt die Kraft für<br />
Lang- und Planvorschub.<br />
Der Kraftfluss beim Langvorschub erfolgt von der<br />
Zugspindel aus über einen Stirnrädertrieb auf die<br />
Zahnstange.<br />
Beim Planvorschub erfolgt der Kraftfluss von der<br />
Zugspindel aus über einen Stirnrädertrieb auf die<br />
Gewindespindel des Planschlittens.<br />
Beim Gewindeschneiden erfolgt die Bewegung des<br />
Bettschlittens durch die Leitspindel.<br />
Diese hat ein Trapezgewinde, das durch eine spielfreie<br />
Führung zur zweiteiligen Schlossmutter die Verbindung<br />
zum Bettschlitten herstellt.<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Reitstock<br />
P MET-U<br />
AK 007<br />
10<br />
25<br />
Revision 1.0 06.03.2004<br />
Der Reitstock dient als Gegenlager beim Drehen<br />
zwischen den Spitzen sowie zur Aufnahme von Bohr-,<br />
Senk- und Reibwerkzeugen. Er wird auf den Wangen<br />
des Drehmaschinenbettes geführt und kann an jeder<br />
beliebigen Stelle durch einen Spannhebel festgeklemmt<br />
werden.<br />
Die Reitstockpinole ist durch eine Gewindespindel mit<br />
Handrad verschiebbar und kann mit einem Klemmhebel<br />
festgeklemmt werden. Ein Innenkegel in der Pinole nimmt<br />
die Zentrierspitze, ein Bohrfutter oder Werkzeuge mit<br />
kegeligem Schaft auf.<br />
Der Reitstock ist durch eine Stellschraube quer zur<br />
Drehachse verstellbar. Dadurch kann man die<br />
Zentrierspitzen der Arbeitsspindel und der Pinole zum<br />
genauen Fluchten bringen oder seitlich gegeneinander<br />
verstellen.<br />
© <strong>aktionbildung</strong>, 2004<br />
Bild 5: Reitstock<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Drehmaschinenfutter<br />
P MET-U<br />
AK 007<br />
11<br />
25<br />
Revision 1.0 06.03.2004<br />
Zum raschen Einspannen von Werkstücken verwendet<br />
man Drehmaschinenfutter mit in der Regel drei Backen.<br />
Im Dreibackenfutter spannt man runde oder regelmäßig<br />
geformte 3-, 6- oder 12kantige Werkstücke. Das Futter<br />
wird an der Bajonettscheiben-Befestigung aufgespannt.<br />
<br />
Vor dem Aufspannen des Futters ist die<br />
Bajonettscheiben-Befestigung zu säubern; die<br />
Maschine darf dazu nicht eingeschaltet werden.<br />
Bild 6: Dreibackenfutter*<br />
*Quelle: Europa-Lehrmittel(Hrsg.), Fachkunde für metallverarbeitende Berufe, Verlag Nourney, Vollmer, Wuppertal 1976, S. 350<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Drehwerkzeug Drehmeißel<br />
Für die verschiedenen Dreharbeiten, z.B. Lang-<br />
P MET-U<br />
AK 007<br />
und Plandrehen sind die jeweiligen Drehmeißel als<br />
12<br />
25<br />
Revision 1.0 06.03.2004<br />
Drehwerkzeug auszuwählen. Man unterscheidet zwischen<br />
Außendrehmeißel (Bild 7) und Innendrehmeißel (Bild 8).<br />
Bild 7: Außendrehmeißel*<br />
Bild 8: Innendrehmeißel*<br />
*Quelle: Europa-Lehrmittel(Hrsg.), Fachkunde für metallverarbeitende Berufe, Verlag Nourney, Vollmer, Wuppertal 1976, S. 358<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
Als Schneidstoffe für Drehmeißel verwendet man<br />
AK 007<br />
13<br />
25<br />
Revision 1.0 06.03.2004<br />
legierte Werkzeugstähle, meist Schnellarbeitstähle,<br />
Hartmetalle oder oxidkeramische Schneidstoffe.<br />
Drehmeißel in Schnellwechselhaltern (Bild 9)<br />
ermöglichen einen rascheren Werkzeugwechsel.<br />
Beim Werkzeugwechsel bleibt der Drehmeißel in seinem<br />
Halter und kommt beim Wiedereinspannen genau in die<br />
gleiche Lage, in der er vorher war.<br />
© <strong>aktionbildung</strong>, 2004<br />
Bild 9: Schnellwechselhalter<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
Drehwerkzeug Wendeschneidplatten<br />
AK 007<br />
14<br />
25<br />
Revision 1.0 06.03.2004<br />
Klemmhalter (Bild 10) ermöglichen das Spannen von<br />
Wendeschneidplatten. Wendeschneidplatten sind ein<br />
gebräuchliches Drehwerkzeug aus Hartmetall oder<br />
oxidkeramischen Schneidstoffen (Cermets).<br />
Sie besitzen 3, 4, 6 oder 8 Hauptschneiden.<br />
Ist am Klemmhalter eine Schneidkante abgenutzt, so<br />
wird die Wendeschneidplatte im Klemmhalter gedreht<br />
und nach dem Stumpfwerden aller Schneidkanten<br />
weggeworfen (Wegwerfplatten). Die Einsparung von<br />
Arbeitszeit durch verkürzten Werkzeugwechsel und hohe<br />
Schnittgeschwindigkeiten machen den Einsatz von<br />
Wendeschneidplatten besonders wirtschaftlich.<br />
© <strong>aktionbildung</strong>, 2004<br />
Bild 10: Schnellwechselhalter mit Klemmhalter<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Schnittgeschwindigkeit<br />
P MET-U<br />
AK 007<br />
15<br />
25<br />
Revision 1.0 06.03.2004<br />
Die Schnittgeschwindigkeit (Meter pro Minute, m/Min)ist<br />
vom Werkstoff des Werkstückes,<br />
dem Schneidstoff des Werkzeuges,<br />
von der Bearbeitungsart (Drehen, Bohren),<br />
von der verlangten Oberflächengüte (Schruppen,<br />
Schlichten) abhängig.<br />
<br />
© <strong>aktionbildung</strong>, 2004<br />
Erfahrungswerte über wirtschaftliche<br />
Schnittgeschwindigkeiten werden aus den<br />
Tabellen im Tabellenbuch <strong>Metall</strong> entnommen.<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Drehzahländerung<br />
P MET-U<br />
AK 007<br />
Die an der Drehmaschine einzustellende Drehzahl<br />
16<br />
25<br />
Revision 1.0 06.03.2004<br />
(Umdrehungsfrequenz) kann meist nach einer an der<br />
Drehmaschine angebrachten Maschinentafel abgelesen<br />
werden.<br />
Bei den meisten Drehmaschinen kann nur eine bestimmte<br />
Anzahl von Drehzahlen eingestellt werden. Dies erreicht<br />
man durch Stufenscheiben und Zahnrädervorgelege<br />
oder durch Stufenrädergetriebe.<br />
Es gibt aber auch Drehmaschinen, bei denen die<br />
Drehzahlen stufenlos eingestellt werden können.<br />
Vorschub<br />
Unter dem Vorschub versteht man den Weg in<br />
Millimetern, welchen der Drehmeißel bei einer<br />
Umdrehung des Werkstückes zurücklegt. Er kann von<br />
Hand (Handkurbel) oder selbsttätig (Zugspindel)<br />
erfolgen.<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
© <strong>aktionbildung</strong>, 2004<br />
Arbeitsplan<br />
Bild 11: Maßzeichnung<br />
P MET-U<br />
AK 007<br />
17<br />
25<br />
Revision 1.0 06.03.2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Arbeitsschritte<br />
1. Plandrehen einer Stirnfläche<br />
P MET-U<br />
AK 007<br />
18<br />
25<br />
Revision 1.0 06.03.2004<br />
Die erste Aufspannung des Materials im Dreibackenfutter<br />
dient dem Plandrehen einer Seite, damit man eine<br />
Bezugsfläche erhält.<br />
<br />
Bild 12: Bezugsfläche Plandrehen<br />
Die Bearbeitung von Stirnflächen nennt man<br />
Plandrehen.<br />
Beim Plandrehen ist darauf zu achten, dass der<br />
Drehmeißel genau auf das Zentrum des<br />
Werkstückes eingestellt ist.<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
AK 007<br />
19<br />
25<br />
Revision 1.0 06.03.2004<br />
Beim Plandrehen wird der Drehmeißel entweder von<br />
Hand oder selbsttätig (Planvorschub) rechtwinklig zur<br />
Drehachse des Drehstückes bewegt.<br />
Der Bettschlitten soll dabei festgestellt werden.<br />
Die Hauptschneide ist genau auf Mitte einzustellen,<br />
damit in der Werkstückmitte kein Ansatz stehen bleibt und<br />
kein Werkzeugbruch entsteht . Beim Plandrehen mit dem<br />
Stirndrehmeißel oder gebogenen Drehmeißel erfolgt<br />
der Vorschub von außen nach innen (Bild 13).<br />
Bild 13: Plandrehen von außen nach innen.*<br />
*Quelle: Europa-Lehrmittel(Hrsg.), Fachkunde für metallverarbeitende Berufe, Verlag Nourney, Vollmer, Wuppertal 1976, S. 366<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
2. Plandrehen der Gesamtlänge<br />
P MET-U<br />
AK 007<br />
20<br />
25<br />
Revision 1.0 06.03.2004<br />
Bei der zweiten Aufspannung wird die zweite Stirnseite auf<br />
die Länge von 83 mm geplant (Bild 14).<br />
© <strong>aktionbildung</strong>, 2004<br />
83 mm<br />
Bild 14: Plandrehen der Gesamtlänge<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
AK 007<br />
21<br />
25<br />
Revision 1.0 06.03.2004<br />
3. Längsdrehen des Durchmessers 13 mm<br />
Das Werkstück wird zentriert und mit einer Zentrierspitze<br />
abgestützt.<br />
Daraufhin wird durch Längsdrehen der Durchmesser 13<br />
mm, Länge 35 mm erreicht (Bild 15).<br />
<br />
Bild 15: Längsdrehen Durchmesser 13mm<br />
Beim Langdrehen wird mit möglichst großem<br />
Vorschub und niedriger Schnittgeschwindigkeit<br />
geschruppt. Geschlichtet wird mit kleinem<br />
Vorschub und hoher Schnittgeschwindigkeit<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
Beim Langdrehen bewegt sich der Drehmeißel<br />
parallel zur Achse des Drehstücks in einer<br />
Vorschubbewegung (Bild 16).<br />
AK 007<br />
Bei allen Dreharbeiten soll nach der Einstellung der<br />
22<br />
25<br />
Revision 1.0 06.03.2004<br />
Schnitttiefe am Werkstück ein kurzes Stück angedreht<br />
werden und bei stillstehender Maschine der<br />
Durchmesser geprüft werden.<br />
Als Werkzeug wird ein rechter Seitendrehmeißel<br />
verwendet.<br />
Bild 16: Langdrehen parallel zur Drehachse*<br />
*Quelle: Europa-Lehrmittel(Hrsg.), Fachkunde für metallverarbeitende Berufe, Verlag Nourney, Vollmer, Wuppertal 1976, S. 365<br />
© <strong>aktionbildung</strong>, 2004<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
4. Durchmesser 25 mm Langdrehen<br />
AK 007<br />
23<br />
25<br />
Revision 1.0 06.03.2004<br />
Dann wird das Werkstück vom Durchmesser 26 mm auf<br />
den Durchmesser 25 mm saubergespant (Bild 17).<br />
© <strong>aktionbildung</strong>, 2004<br />
Bild 17: Langdrehen 25 mm<br />
Infoblatt Teilnehmer
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
Aufgabenblatt<br />
P MET-U<br />
AK 007<br />
24<br />
25<br />
Revision 1.0 06.03.2004<br />
Benennen Sie die Teile von 1 bis 6 einer Drehmaschine<br />
2<br />
1<br />
3<br />
6<br />
1. __________________________________________<br />
2. __________________________________________<br />
3. __________________________________________<br />
4. __________________________________________<br />
5. __________________________________________<br />
6. __________________________________________<br />
© <strong>aktionbildung</strong>, 2004<br />
4<br />
5<br />
Aufgabenblatt
<strong>Metall</strong> – Aufbaukurs<br />
Drehen<br />
P MET-U<br />
Bitte kreuzen Sie die richtigen Antworten an.<br />
Jeweils eine Antwort pro Fragenblock ist richtig.<br />
Benutzen Sie Ihre Unterlagen.<br />
Die Vorschubbewegung beim Drehen macht<br />
der Reitstock.<br />
das Werkzeug.<br />
das Werkstück.<br />
Die Bearbeitung von Stirnflächen nennt man<br />
Langdrehen.<br />
Plandrehen.<br />
Flachdrehen.<br />
In das Drehmaschinenfutter<br />
wird der Drehmeißel eingespannt.<br />
wird eine Wendeschneidplatte eingespannt.<br />
wird das Werkstück eingespannt.<br />
AK 007<br />
Durch Langdrehen wird<br />
der Durchmesser eines Werkstücks bearbeitet.<br />
die Stirnfläche eines Werkstücks bearbeitet.<br />
die Zugspindel bearbeitet.<br />
Vor dem Einschalten einer Drehmaschine<br />
müssen die Werkzeuge auf dem<br />
Drehmaschinenbett abgelegt werden.<br />
muss der Schlüssel des Drehmaschinenfutters<br />
eingesteckt werden.<br />
sind genaue Kenntnisse der Bedienung für die<br />
jeweilige Drehmaschine erforderlich.<br />
© <strong>aktionbildung</strong>, 2004<br />
25<br />
25<br />
Revision 1.0 06.03.2004<br />
Aufgabenblatt