

DREHFUTTER UND PLANSCHEIBEN KRAFTSPANNFUTTER UND ...
DREHFUTTER UND PLANSCHEIBEN KRAFTSPANNFUTTER UND ...
DREHFUTTER UND PLANSCHEIBEN KRAFTSPANNFUTTER UND ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
54<br />
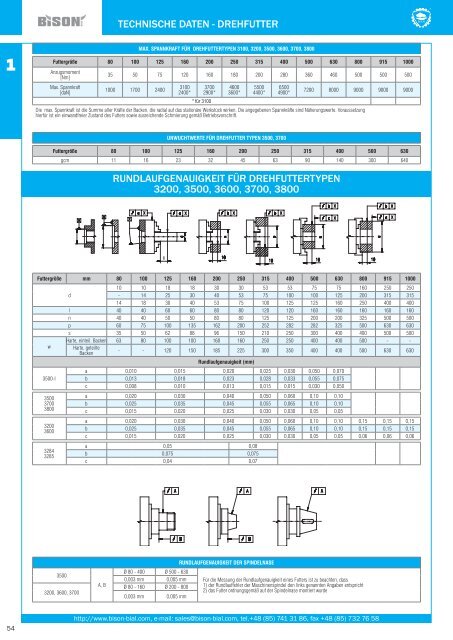
MAX. SPANNKRAFT FÜR <strong>DREHFUTTER</strong>TYPEN 3100, 3200, 3500, 3600, 3700, 3800<br />
Futtergröße 80 100 125 160 200 250 315 400 500 630 800 915 1000<br />
Anzugsmoment<br />
[Nm]<br />
Max. Spannkraft<br />
[daN]<br />
35 50 75 120 160 180 200 280 360 460 500 500 500<br />
1000 1700 2400<br />
3100<br />
2400*<br />
3700<br />
2900*<br />
* für 3100<br />
4600<br />
3600*<br />
5500<br />
4400*<br />
6500<br />
4900*<br />
7200 8000 9000 9000 9000<br />
Die max. Spannkraft ist die Summe aller Kräfte der Backen, die radial auf das stationäre Werkstück wirken. Die angegebenen Spannkräfte sind Näherungswerte. Voraussetzung<br />
hierfür ist ein einwandfreier Zustand des Futters sowie ausreichende Schmierung gemäß Betriebsvorschrift.<br />
UNWUCHTWERTE FÜR <strong>DREHFUTTER</strong> TYPEN 3500, 3700<br />
Futtergröße 80 100 125 160 200 250 315 400 500 630<br />
gcm 11 16 23 32 45 63 90 140 300 640<br />
3500<br />
3200, 3600, 3700<br />
A, B<br />
TECHNISCHE DATEN - <strong>DREHFUTTER</strong><br />
R<strong>UND</strong>LAUFGENAUIGKEIT FÜR <strong>DREHFUTTER</strong>TYPEN<br />
3200, 3500, 3600, 3700, 3800<br />
Futtergröße mm 80 100 125 160 200 250 315 400 500 630 800 915 1000<br />
10 10 18 18 30 30 53 53 75 75 160 250 250<br />
d<br />
- 14 25 30 40 53 75 100 100 125 200 315 315<br />
14 18 30 40 53 75 100 125 125 160 250 400 400<br />
l 40 40 60 60 80 80 120 120 160 160 160 160 160<br />
n 40 40 50 50 80 80 125 125 200 200 325 500 500<br />
p 60 75 100 135 162 200 252 282 282 325 500 630 630<br />
s 35 50 62 88 96 150 210 250 300 400 400 500 500<br />
Harte, einteil. Backen 63 80 100 100 160 160 250 250 400 400 500 - -<br />
w Harte, geteilte<br />
Backen<br />
- - 120 150 185 225 300 350 400 400 500 630 630<br />
a 0,010 0,015<br />
Rundlaufgenauigkeit (mm)<br />
0,020 0,025 0,030 0,050 0,070<br />
3500-I<br />
b 0,013 0,018 0,023 0,028 0,033 0,055 0,075<br />
c 0,008 0,010 0,013 0,015 0,015 0,030 0,050<br />
3500<br />
3700<br />
3800<br />
3200<br />
3600<br />
3284<br />
3285<br />
a 0,020 0,030 0,040 0,050 0,060 0,10 0,10<br />
b 0,025 0,035 0,045 0,055 0,065 0,10 0,10<br />
c 0,015 0,020 0,025 0,030 0,030 0,05 0,05<br />
a 0,020 0,030 0,040 0,050 0,060 0,10 0,10 0,15 0,15 0,15<br />
b 0,025 0,035 0,045 0,055 0,065 0,10 0,10 0,15 0,15 0,15<br />
c 0,015 0,020 0,025 0,030 0,030 0,05 0,05 0,06 0,06 0,06<br />
a 0,05 0,08<br />
b 0,075 0,075<br />
c 0,04 0,07<br />
Ø 80 - 400<br />
R<strong>UND</strong>LAUFGENAUIGKEIT DER SPINDELNASE<br />
Ø 500 - 630<br />
0,003 mm 0,005 mm Für die Messung der Rundlaufgenauigkeit eines Futters ist zu beachten, dass<br />
Ø 80 - 160 Ø 200 - 800 1) der Rundlauffehler der Maschinenspindel den links genannten Angaben entspricht<br />
2) das Futter ordnungsgemäß auf der Spindelnase montiert wurde<br />
0,003 mm 0,005 mm<br />
http://www.bison-bial.com, e-mail: sales@bison-bial.com, tel.+48 (85) 741 31 86, fax +48 (85) 732 76 58
