Eisenwerkstoffe - Lehrstuhl Metallische Werkstoffe, Universität ...
Eisenwerkstoffe - Lehrstuhl Metallische Werkstoffe, Universität ...
Eisenwerkstoffe - Lehrstuhl Metallische Werkstoffe, Universität ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
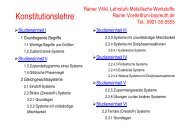
<strong>Eisenwerkstoffe</strong><br />
• Stabiles und metastabiles Fe-C-Diagramm<br />
• Stähle<br />
Einteilung - Anwendung - Wärmebehandlung<br />
• Gußeisen<br />
Einteilung - Anwendung - Wärmebehandlung<br />
• Randschichtbehandlungen<br />
Thermisch - Chemisch - Mechanisch<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 115<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
• Hauptfundorte: USA, UdSSR, Schweden<br />
• Eisen besitzt eine graumetallische Farbe<br />
• 1kg reines Eisen (99,5%) kostet ~ 2 €<br />
• 1kg Chrom-Nickel-Stahl kostet ~ 4 €<br />
• 1kg warmgewalzter Stahl kostet ~ 1 €<br />
Eisen<br />
• Ordnungszahl 26<br />
• Raumgitter (RT) kubisch-raumzentriert<br />
• Dichte 7,9 g/cm³ (bei RT)<br />
• Schmelzpunkt 1536 ºC<br />
• Siedepunkt 2750 ºC (bei 1,013 bar)<br />
• Spezifische Schmelzwärme 276 kJ/kg (bei 1,013 bar)<br />
• Spezifische Wärmekapazität 450 J/kg*k (bei RT)<br />
• Wärmeleitfähigkeit 74,5 W/m*K (bei RT)<br />
• Wärmeausdehnungskoeffizient 1310-6 K-1 (bei RT)<br />
10-1610-6 K-1 (Cr-Stähle)<br />
T[°C]<br />
Krz α-Fe Kfz γ-Fe Krz δ-Fe<br />
Symbol<br />
Fe 55,847<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 116<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
1536<br />
1392<br />
911<br />
26<br />
2; 3<br />
Fe-Gitterplatz<br />
Möglicher Zwischengitterplatz<br />
für Kohlenstoff<br />
Reines Eisen kommt selten<br />
zur Anwendung. Meist Eisen-<br />
Kohlenstoff Legierungen:<br />
Stahl oder Gusseisen
Weltweit größten Stahlhersteller<br />
1 kg 1 €<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 117<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Preisentwicklung<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 118<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Rohstahlproduktion weltweit<br />
2010 erreichte die<br />
Weltrohstahlproduktion<br />
mit 1.400 Mio. t einen<br />
neuen Höchststand.<br />
Verantwortlich dafür war<br />
China mit 44,3% der<br />
Weltproduktion. Es gab<br />
überall zweistellige<br />
Zuwachsraten. In der EU<br />
wurden 12% der<br />
Weltrohstahlproduktion<br />
erzeugt. Japan, USA,<br />
Russland und Indien<br />
folgen auf den Rängen.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 119<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Entwicklung der<br />
Rohstahlerzeugung<br />
Deutschland importierte im Jahr<br />
2010 für 36 Mio. t Stahlprodukte<br />
und exportiert 38 Mio. t<br />
( ca. 2 Mrd. € Überschuss).<br />
Zum Vergleich: Kfz und Kfz-Teile<br />
(Jahr 2004):<br />
Überschuss ~ 75 Mrd. €<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 120<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Eisen-Kohlenstoff-Diagramm<br />
metastabiles System<br />
Fe-Fe 3C<br />
Stabiles System Fe-C<br />
0,02% C-Löslichkeit im<br />
Ferrit bei 723°C<br />
< 0,001% C-Löslichkeit<br />
im Ferrit bei RT<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 121<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Das Eisen - Kohlenstoff Reineisen<br />
– Diagramm:<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 122<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
20 μm
Untereutektoider Stahl<br />
Das Eisen - Kohlenstoff – Diagramm:<br />
(ferritisch - perlitisch)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 123<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
20 μm
Das Eutektoider Eisen - Kohlenstoff Stahl (perlitisch)<br />
– Diagramm:<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 124<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
20 μm
Übereutektoider Stahl<br />
Das Eisen - Kohlenstoff – Diagramm:<br />
(Perlit + Korngrenzenzemetit)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 125<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
50 μm
Das Eisen - Kohlenstoff – Diagramm:<br />
Grauguss mit lamellaren Graphit<br />
100 μm<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 126<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Das Eisen - Kohlenstoff – Diagramm:<br />
Ledeburiteutektikum<br />
100 μm<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 127<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einteilung der <strong>Eisenwerkstoffe</strong><br />
• Eisenwerkstoff: Eisengehalt am höchsten<br />
• Stahl: c C < 2 Masse% (schmiedbar)<br />
• Gusseisen: 2%< c C < 4,3% (für techn.<br />
Gusseisen, nicht schmiedbar)<br />
• Unlegierter Stahl Si < 0.5 %, Mn < 0.8 %,<br />
Al und Ti < 0.1 % und Cu < 0.25 %.<br />
• Niedriglegierter Stahl: Gesamtlegierungsgehalt<br />
< 5 %.<br />
• Hochlegierter Stahl: Gesamtlegierungsgehalt<br />
> 5 %.<br />
• Edelstahl (legiert oder unlegiert):<br />
Begrenzter Gehalt an nichtmetallischen<br />
Einschlüssen und unerwünschten<br />
Begleitelementen, z.B. P und S < 0.035 %.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 128<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Gefügebestandteile des<br />
Eisen-Kohlenstoff-Diagramms<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 129<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Ausschnitte aus dem Eisen-Kohlenstoff-Diagramm:<br />
Vorgänge beim Abkühlen<br />
Beispiel: Fe mit 0,6% C (untereutektoider Stahl)<br />
Temperaturintervall 1:<br />
Li (ca. 1490°C): Ausscheidung von γ-Mk aus der Schmelze C-Gehalt erstarrter γ-Mk ändert<br />
sich von Pkt. 1 Pkt. 2.<br />
So (ca. 1410°C): Die Erstarrung ist beendet.<br />
Temperaturintervall 2:<br />
Im Einphasenfeld der γ-Mk ändert<br />
sich deren Konzentration nicht.<br />
Temperaturintervall 3:<br />
Pkt. 3 (ca. 760°C): Unterschreitung der Löslichkeitsgrenze GS. Aus den kfz γ-Mk scheiden<br />
sich an den KG krz α-Mk mit der Zusammensetzung von Pkt. 4 aus. Der C-<br />
Gehalt der restlichen γ-Mk steigt bei weiterer Abkühlung bis auf 0,8 % (Pkt.<br />
S: 723°C).<br />
Bei Pkt. 5 besteht die Legierung aus:<br />
m<br />
0,<br />
8<br />
0,<br />
6<br />
100%<br />
25,<br />
6%<br />
m 0,<br />
8<br />
0,<br />
02<br />
m<br />
100%<br />
25,<br />
6%<br />
74,<br />
4%<br />
m<br />
Ferrit(<br />
saum)<br />
Austenit<br />
Pkt 6: Der restliche γ-Mk zerfällt unterhalb<br />
von 723°C in Perlit.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 130<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Ausschnitte aus dem Eisen-Kohlenstoff-Diagramm:<br />
Vorgänge beim Abkühlen<br />
Beispiel: Fe mit 3% C (weißes Gusseisen, metastabiles System)<br />
Temperaturintervall 1:<br />
Li (ca. 1300°C): Ausscheidung von γ-Mk aus der Schmelze. C-Gehalt erster erstarrter<br />
γ-Mk bei Pkt. 2. Zusammensetzung weiterer ausgeschiedener γ-Mk ändert sich entlang<br />
So. Die Restschmelze reichert sich dabei an C an. Bei Pkt. 3 besteht die Legierung aus<br />
58% Austenit mit 2,06% C und 42% Restschmelze mit 4,3% C.<br />
Temperaturintervall 2:<br />
In Pkt. 4 zerfällt die Restschmelze an Punkt C (Eutektikum) eutektisch zu Ledeburit:<br />
S C γ 2,06%C + Fe 3C. Während weiterer Abkühlung scheidet sich sowohl aus den<br />
primären γ-Mk als auch aus dem Austenit des Ledeburits entlang der Linie A Ccm<br />
Sekundärzementit aus (häufig als Schalenzementit, bei beschleunigter Abkühlung auch<br />
nadelförmig in den primären γ-Mk ).<br />
Temperaturintervall 3:<br />
In Pkt. 5 erfolgt eutektoidischer Zerfall der γ-Mk zu Perlit. Bei RT besteht das Gefüge<br />
aus Perlit (= Ferrit + Zementit (Fe3C)) und Ledeburit (=Perlit + Zementit)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 131<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Wirkungsweise der Legierungselemente<br />
im Stahl<br />
Austenitbildner<br />
(eingeengtes α-Gebiet)<br />
Merke: Ni, C, Co, Mn, N<br />
Ferritbildner<br />
(eingeengtes γ-Gebiet,<br />
γ-Einschnürer)<br />
Merke:<br />
Cr, Al, Ti, Ta, Si, Mo, V, W<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 132<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Legierungselement<br />
Si<br />
Mn<br />
Mn<br />
Cr<br />
In perlit.<br />
Stählen<br />
In austenit.<br />
Stählen<br />
Ni In perlit.<br />
Stählen<br />
Ni In austenit.<br />
Stählen<br />
Al<br />
W<br />
V<br />
Co<br />
Mo<br />
Cu<br />
S<br />
P<br />
Erhöhung<br />
Übersicht: Einfluß der Legierungselemente auf<br />
die Eigenschaften des Stahls<br />
Härte<br />
Mechanische Eigenschaften Magnet.Eigensch.<br />
Festigkeit<br />
Streckgrenze<br />
Dehnung<br />
Einschnürung<br />
Kerbschlagzähigkeit<br />
Elastizität<br />
WarmfestigkeitAbkühlgeschwindigkeit<br />
KarbidbildungVerschleißfestigkeitSchmiedbarkeitZerspanbarkeit<br />
Verzunderung<br />
NitrierbarkeitRostbeständigkeit<br />
Erniedrigung ~ gleichbleibend - nicht charakteristisch oder unbekannt Mehrere Pfeile = verstärkte Wirkung<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 133<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
Hysteresis<br />
Permeabilität<br />
Koerzitivkraft<br />
Remanenz<br />
el. Leistungsverlust
Wirkungsweise der Legierungselemente<br />
im Stahl (alphabetisch)<br />
Al Oxid- und Nitridbildner Einsatz als wichtigstes Desoxidationsmittel, Denitrierungsmittel, wirkt Alterung<br />
entgegen, in Nitrierstählen (Bildung von Nitriden hoher Härte), in geringen Mengen kornfeinend, wirkt<br />
stark -einschnürend (ferritbildend), erhöht Zunderbeständigkeit in ferritischen hitzebeständigen Stählen,<br />
durch „Alitieren“ (Einbringen von Al in Oberfläche) läßt sich Zunderbeständigkeit von C-Stählen erhöhen,<br />
wegen Erhöhung der Koerzitivkraft in Fe-Al-Ni-Co-Dauermagneten<br />
As Stahlschädling (starke Seigerungsneigung, erhöht Anlaßsprödigkeit, setzt Zähigkeit stark herab, beeintächtigt<br />
in hohem Maße die Schweißbarkeit)<br />
B hoher Wirkungsquerschnitt für Neutronen-Absorption in Stählen für Regler und Abschirmungen von<br />
AKWs, erhöht über Mischkristallhärtung Streckgrenze und (Warm-) Festigkeit von austenitischen Cr-Ni-<br />
Stählen, setzt Korrosionsbeständigkeit herab, verbessert Durchhärtung in Baustählen und führt damit zu<br />
höherer Kernfestigkeit, beeinträchtigt Schweißbarkeit<br />
Be Ni-Be-Legierungen sind hart und korrosionsbeständig Verwendung in chirurg. Instrumenten, starker γ-<br />
Einschnürer, mit Be Ausscheidungshärtung möglich, wobei Zähigkeit , wirkt stark desoxidierend, hohe<br />
Affinität zu S<br />
C wichtigstes und einflußreichstes Legierungselement im Stahl, gelangt wie Si, Mn, P, S bei der Herstellung in<br />
den Stahl und muß anschließend weitgehend wieder entfernt werden. Mit zunehmendem C-Gehalt steigen<br />
Festigkeit und Härtbarkeit des Stahls an, während Dehnung, Schmiedbarkeit, Schweißbarkeit und<br />
spanabhebende Bearbeitkeit abnehmen. Der Korrosionswiderstand gegen Wasser, Säuren und heißen Gasen<br />
wird durch C praktisch nicht beeinflußt. C ist γ-Erweiterer.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 134<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Wirkungsweise der Legierungselemente<br />
im Stahl<br />
Co hemmt Kornwachstum bei hohen T, verbessert stark Anlaßbeständigkeit und Warmfestigkeit, in Schnell- und<br />
Warmarbeitsstählen sowie in warm- und hochwarmfesten Stählen, begünstigt Graphitbildung, erhöht Remanenz,<br />
Koerzitivkraft und Wärmeleitfähigkeit Dauermagnete, bildet unter Neutronenbestrahlung das stark radioaktive<br />
Co 60 in Stählen für Atomreaktoren unerwünscht.<br />
Cr macht Stahl öl- bzw. lufthärtbar, durch Herabsetzen von v krit. für die Martensitbildung erhöht es die Härtbarkeit und<br />
damit die Vergütbarkeit in Vergütungsstählen, verringert Kerbschlagzähigkeit, setzt Dehnung wenig herab,<br />
Schweißbarkeit nimmt bei reinen Cr-Stählen mit zunehmendem Cr-Gehalt ab, Zugfestigkeit steigt um 80-100 N/mm²<br />
je % Cr. Cr ist Karbidbildner, Karbide steigern Schnitthaltigkeit und Verschleißfestigkeit in Arbeitsstählen. Cr<br />
begünstigt Warmfestigkeit ( warm- und hochwarmfeste Stähle) und Druckwasserstoffbeständigkeit. Steigender Cr-<br />
Gehalt begünstigt Zunderbeständigkeit ( zunderfeste Stähle), ab 13 % Cr gelten Stähle als dauerhaft<br />
korrosionsbeständig. Cr schnürt den γ-Bereich ein (γ-loop in Fe-Cr, damit ferriterweiternd), stabilisiert jedoch den<br />
Austenit in Cr-Mn- und Cr-Ni- Stählen, verringert Wärme- und elektrische Leitfähigkeit, senkt Wärmeausdehnung <br />
Legierungen für Glaseinschmelzungen.<br />
Cu selten als Legierungselement, da Anreicherung unter Zunderschicht und Eindringen über Korngrenzen, verursacht<br />
Oberflächenempfindlichkeit bei Warmverformungsprozessen: i.d.R. Stahlschädling, erhöht witterungsbeständigkeit<br />
un- und niedriglegierter Stähle, in säurefesten hochlegierten Stählen bewirkt ein Cu-Gehalt von > 1% verbesserte<br />
Beständigkeit gegen Schwefelsäure und Salzsäure, in GE ca. 0,5 % Cu: verschiebt Perlitnasen zu (Kurbelwellen).<br />
H Stahlschädling, Versprödung ohne Festigkeitssteigerung, Flockenbildung, beim Beizen entstehender atomarer<br />
Wasserstoff dringt unter Blasenbildung in den Stahl ein. Feuchter Wasserstoff entkohlt bei höheren Temperaturen.<br />
Mg begünstigt in Gußeisen die kugelige Graphitausbildung<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 135<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Wirkungsweise der Legierungselemente<br />
im Stahl<br />
Mn desoxidiert. Bindet Schwefel als MnS, verringert dadurch den ungünstigen Einfluß des Eisen-Sulfides <br />
besonders wichtig in Automatenstählen, verringert Rotbruchgefahr. Mn senkt v krit und erhöht damit die Härtbarkeit,<br />
EHT wird stark erhöht, Rm und Rp werden erhöht, Mn wirkt sich günstig auf Schmiedbarkeit und Schweißbarkeit<br />
aus. Mn>4% führt auch bei langsamer Abkühlung zu sprödem martensit. Gefüge Mn>12% , bei gleichzeitig hohem<br />
C-Gehalt austenitisch (Mn erweitert γ -Bereich erheblich) bei schlagender Beanspruchung Kaltverfestigung an<br />
Oberfläche bei zähem Kern Mn-Hartstähle (Gefängnisgitter, Schauvorlesung) Mn > 18% auch nach starker<br />
Verformung nicht magnetisierbar, Sonderstähle für Tieftemperatur-Beanspruchung Durch Mn erhöht sich der<br />
Wärmeausdehnungskoeffizient, während Wärme- und elektrische Leitfähigkeit sinken.<br />
Mo meist zusammen mit anderen Elementen legiert, durch Absenken von v krit verbesserte Härtbarkeit, verringert<br />
Anlaßsprödigkeit (z.B. in Cr-Ni- und Mn- Stählen), fördert Feinkornbildung, wirkt sich günstig auf die<br />
Schweißbarkeit aus. Erhöhung von Rp und Rm, bei hohem Mo-Gehalt erschwerte Schmiedbarkeit, starker<br />
Karbidbildner, Schneideigenschaften bei Schnellarbeitsstählen deutlich verbessert, erhöht<br />
Korrosionsbeständigkeit in hochleg. Cr- und Cr-Ni- Stählen, hohe Mo-Gehalte senken Lochfraßanfälligkeit,<br />
starke Einengung des γ -Bereichs, Erhöhung der Warmfestigkeit Warmarbeitsstähle, verringert<br />
Zunderbeständigkeit, bildet festhaftenden Zunder (Werkstofftrennung bei Warmwalzen)<br />
N Stahlschädling: Verminderung der Zähigkeit durch Ausscheidungsvorgänge, Alterungsempfindlichkeit,<br />
Blausprödigkeit (300-350°C), Auslösung interkristalliner Spannungsrißkorrosion in un- und niedriglegierten<br />
Stählen. Legierungselement: Erweitert γ-Gebiet (stabilisiert Austenit), erhöht in austenitischen Stählen Rp und Rm,<br />
verbessert mechanische Eigenschaften in der Wärme; durch Nitridbildung läßt sich beim Nitrieren hohe<br />
Oberflächenhärte erzeugen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 136<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Wirkungsweise der Legierungselemente<br />
im Stahl<br />
Nb,Ta fast immer zusammen, da schwer zu trennen, sehr starke Karbidbildner, Verwendung als Stabilisatoren in<br />
chemisch beständigen Stählen, kornfeinend, Ferritbildner (verringern γ-Bereich). Nb: Erhöhung von<br />
Warmfestigkeit und Zeitstandfestigkeit in hochwarmfesten austenitischen Kesselblechen. Ta: Hoher<br />
Absorptionsquerschnitt für Neutronen für AKW-Stähle nur Ta-armes Nb.<br />
Ni bei Baustählen Erhöhung der Kerbschlagzähigkeit, auch bei tiefen Temperaturen zur Erhöhung der Zähigkeit in<br />
Einsatz-, Vergütungs-, und kaltzähen Stählen. Ni senkt Umwandlungspunkte A1-A4, erweitert stark das γ-Gebiet,<br />
bei c Ni >7% auch unterhalb RT austenitisch. Einige % Ni führt zu nur korrosionsträgen Stähle, in austenititischen<br />
CrNi-Stählen Erhöhung der chemischen Beständigkeit gegen reduzierende Chemikalien (keine additive Wirkung<br />
mit Cr, Korrosionsbeständigkeit durch Cr!). Austenitische Stähle: Bei T > 600°C erhöhte Warmfestigkeit<br />
(Rekristallisationstemperatur hoch), unmagnetisch (einfaches Unterscheidungskriterium), verminderte elektrischeund<br />
Wärmeleitfähigkeit. Hohe Ni-Gehalte: Stähle mit speziellen physikalischen Eigenschaften: geringe<br />
Temperaturausdehnung (auch negativ möglich) Invar Legierungen (FeNi36).<br />
O Stahlschädling, mechan. Eigenschaften, insbes. Kerbschlagzähigkeit, werden verringert, Neigung zu<br />
Alterungssprödigkeit, Rotbruch, Holzfaserbruch und Schieferbruch werden verstärkt.<br />
P meist Stahlschädling, da Primärseigerung bei Erstarrung und Sekundärseigerung durch starke Abschnürung des γ-<br />
Gebietes, da geringe Diffusionsgeschw. In α- und γ-Fe sind Seigerungen schwer zu beheben Begrenzung des P-<br />
Gehalts in Stählen meist auf 0,03-0,05 %, P erhöht schon in geringen Mengen die Neigung zur Anlassversprödung<br />
sowie die Empfindlichkeit gegen schlagartige Beanspruchung (Sprödbruchneigung). In niedrig leg. Baustählen mit<br />
C 0,1 % erhöht P die Festigkeit und Korrosionsbeständigkeit gegen atmosphärische Einflüsse (unterstützt von<br />
Cu), in austenitischen CrNi-Stählen sind durch Zugabe geringer Mengen P Streckgrenzenerhöhung und<br />
Ausscheidungseffekte möglich.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 137<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Wirkungsweise der Legierungselemente<br />
im Stahl<br />
Pb bewirkt durch feine suspensionsartige Verteilung in Gehalten von 0,2 - 0,5 % kurzbrüchigen Span und saubere<br />
Schnittflächen, bessere Bearbeitungseigenschaften in Automatenstählen, die mechanischen Eigenschaften der<br />
Stähle werden durch die angegebenen Pb-Gehalte praktisch nicht beeinflusst.<br />
S bewirkt stärkste Seigerungen, bildet niedrigschmelzende Eutektika (Fe-FeS) auf KG, welche die Körner netzartig<br />
umschließen, Aufbruch von KG bei Warmverformung (verstärkt durch O 2), Rotbruch und Heißbruchgefahr, verstärkt<br />
Schweißrißanfälligkeit, Abhilfe: Abbinden als MnS (punktförmig verteilt, gut verformbar, höhere Schmelztemperatur).<br />
Als Legierungselement in Automatenstählen mit bis zu 0,4% zur Verbesserung der Bearbeitungseigenschaften<br />
zugegeben (Schmierwirkung auf Werkzeugschneide vermindert Reibung, erhöht Standzeit, kurzer Span).<br />
Sb Stahlschädling, verringert Zähigkeitseigenschaften, schnürt γ-Gebiet ab. Als Legierungselement in<br />
Automatenstählen bis zu 0,4 % zur Verbesserung der Bearbeitungseigenschaften zugegeben (Schmierwirkung auf<br />
Werkzeugschneide vermindert Reibung, erhöht Standzeit, kurzer Span)<br />
Se Verbesserung der Bearbeitungseigenschaften wie S in Automatenstählen, bei korrosionsfesten Stählen<br />
Verminderung der Beständigkeit gegen S<br />
Si wie Mn in jedem Stahl enthalten (Erze, Ofenauskleidung), wirkt desoxidierend, begünstigt Graphitausscheidung (<br />
in GE), engt γ-Bereich stark ein, erhöht Festigkeit und Verschleißfestigkeit ( in SiMn-Vergütungsstählen), starke<br />
Erhöhung der Elastizitätsgrenze in Federstählen, erhöht Zunderbeständigkeit in hitzebeständigen Stählen,<br />
Legierungsgehalt an Si begrenzt, da Beeinträchtigung von Warm- und Kaltverformbarkeit. Si > 0,4 %:<br />
Siliziumstähle, bei 12 % Si Säurebeständigkeit (selten, da nur als harter, spröder Stahlguß herstellbar), Si bewirkt<br />
Herabsetzung von elektrischer und Wärmeleitfähigkeit, Koerzitivkraft und el. Leistungsverlusten in<br />
Elektroblechen.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 138<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Wirkungsweise der Legierungselemente<br />
im Stahl<br />
Sn Stahlschädling, reichert sich ähnlich wie Cu unter Zunderschicht an, dringt in KG ein und führt zu Rissen und<br />
Lotbrüchigkeit. Sn neigt zu starken Seigerungen, schnürt das γ-Gebiet ab.<br />
Ti große Affinität zu O, N, S, C, wirkt stark desoxidierend, denitrierend, schwefelbindend, Karbidbildner in<br />
korrosionsbeständigen Stählen zur Stabilisierung, wirkt kornfeinend (TiB ebenso wie HfC), schnürt γ-Gebiet stark<br />
ein, steigert Zeitstandfestigkeit durch Bildung von Sondernitriden, neigt zu Seigerung und Zeilenbildung. Führt in<br />
hohen Gehalten zu Ausscheidungsvorgängen, erhöht Koerzitivkraft in Dauermagneten.<br />
V starker Karbidbildner (sehr harte Karbide), Erhöhung von Verschleißwiderstand, Schneidhaltigkeit und<br />
Warmfestigkeit verbessert Anlaßbeständigkeit, vermindert Überhitzungsempfindlichkeit in Schnellarbeits-,<br />
Warmarbeits- und warmfesten Stählen; wirkt kornfeinend, hemmt Lufthärtung begünstigt Schweißbarkeit von<br />
Vergütungsstählen; erhöht Beständigkeit gegen Druckwasserstiff, engt γ-Gebiet ein, verschiebt Curie-Punkt zu<br />
höheren Temperaturen.<br />
W starker Karbidbildner (sehr harte Karbide), verbessert Zähigkeit, behindert Kornwachstum, erhöht Warmfestigkeit<br />
und Anlaßbeständigkeit sowie Verschleißbeständigkeit bei erhöhter Temperatur (Rotglut), erhöht Schneidfähigkeit <br />
in Schnellarbeits-,Warmarbeits- und warmfesten Stählen und zur Erzielung höchster Härte; engt γ-Gebiet ein,<br />
Steigerung der Koerzitivkraft in Dauermagneten, beeinträchtigt Zunderbeständigkeit, hohes spezifisches Gewicht.<br />
Zr Karbidbildner, zur Desoxidation, Denitrierung, Entschwefelung, hinterläßt wenig Desoxidationsprodukte, übt<br />
günstigen Einfluß auf Sulfidbildung aus, vermindert Rotbruchgefahr in völlig beruhigten Automatenstählen,<br />
erhöht Lebensdauer von Heizleiterwerkstoffen, bewirkt Einengung des γ-Gebietes.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 139<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Merkregeln/Eselsbrücken:<br />
• "Niccoman macht gamma an" (Ni, C, Co, Ma, N Austenitbildner)<br />
• "Craltitasimovw" (Cr, Al, Ti, Ta, Si, Mo, V, W Ferritbildner)<br />
Bezeichnung niedriglegierte Stähle:<br />
• "Mit 100 PS nach Canstatt" (Faktor 100 für C, N, P, S)<br />
• "Alcumotativ" (Faktor 10 für Al, Cu, Mo, Ta, Ti, V)<br />
• "Chrom connte man nicht sicher wahrnehmen" oder: "Man sieht nie 4 weiße<br />
Crocodile" (Faktor 4 für Cr, Co, Ma, Ni, Si, W)<br />
• Reihenfolge der Häufigkeit von Elementen in der Erdkruste: Osialfe nakampfMg<br />
Beispiel: 17CrNi6-6 0,17% C + 1,5% Cr + 1,5% Ni<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 140<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
E-Modul<br />
[GPa]<br />
200<br />
180<br />
160<br />
140<br />
120<br />
100<br />
8,0<br />
7,8<br />
7,6<br />
7,4<br />
7,2<br />
Dichte<br />
[g/cm 3 ]<br />
E-Modul<br />
Änderung physikalischer Eigenschaften mit<br />
der Temperatur<br />
therm.<br />
Ausdehnungskoeffizient<br />
Dichte<br />
Temperaturleitfähigkeit<br />
therm.<br />
Ausdehnungskoeff.[10<br />
-6 /K]<br />
0 200 400 600 T [°C] 1000<br />
für Reineisen<br />
20<br />
19<br />
18<br />
17<br />
16<br />
Temperaturleitfähigkeit<br />
[mm 2 /s]<br />
6,0<br />
5,5<br />
5,0<br />
4,5<br />
Werte bei RT für verschiedene Stähle:<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 141<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Atomvolumen Ω [10 -30 m 3 ]<br />
12,8<br />
12,4<br />
12,0<br />
11,6<br />
11,2<br />
Änderung von <strong>Werkstoffe</strong>igenschaften<br />
mit der Temperatur<br />
1392°C<br />
-200 200 600 1000 1400<br />
Temperatur [°C]<br />
γ<br />
911°C<br />
1536°C<br />
δ<br />
220<br />
200<br />
180<br />
160<br />
140<br />
120<br />
E-Modul [GPa]<br />
Änderungen von RT auf 700°C bei dem<br />
Werkstoff 42 Cr Mo 4 (1.7225):<br />
Zugfestigkeit Rm von 1600 auf 800 MPa<br />
Streckgrenze Rp0,2 von 1470 auf 700 MPa<br />
Bruchdehnung A von 8 auf 13%<br />
0 100 200 300 400 500 600 700<br />
Temperatur [°C]<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 142<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Tendenzen und Arten<br />
der Karbidbildung<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 143<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
M 23C 6<br />
Karbidstrukturen<br />
M 6C<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 144<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Vorgänge bei beschleunigter<br />
Temperaturführung:<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 145<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einfluß einer beschleunigter Abkühlung<br />
Das Eisen-Kohlenstoff-Diagramm ist ein Gleichgewichtsdiagramm. Die Bildung der Gefügebestandteile<br />
laut Phasendiagramm erfordert ausreichend lange Zeiten für Diffusionsvorgänge. Es gilt daher streng<br />
genommen nur für unendlich lange Abkühlzeiten.<br />
Mit zunehmender Abkühlgeschwindigkeit werden Diffusionsvorgänge erschwert. Umwandlungen<br />
laufen bei niedrigeren Temperaturen ab und es entstehen andere Gefüge als im Phasendiagramm dargestellt.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 146<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Gefügebestandteile von Eisen-Kohlenstoff-<br />
Legierungen nach beschleunigter Abkühlung<br />
Perlitstufe<br />
Perlit (180 HV)<br />
Sorbit (250HV)<br />
Troostit (400 HV)<br />
Troostitrosetten (dunkel), Martensit (hell)<br />
Bainit<br />
obere Zwischenstufe<br />
untere Zwischenstufe<br />
50 µm<br />
Martensit<br />
Nadeliger Martensit<br />
Massiver Martensit<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 147<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Mechanismen der Umwandlung<br />
Diffusionsgesteuerte Umwandlungsprozesse:<br />
Perlitstufe:<br />
Perlit<br />
Sorbit<br />
Troostit<br />
Zwischenstufe:<br />
(Bainit)<br />
obere Zwischenstufe<br />
(nadelig)<br />
untere Zwischenstufe<br />
(globulitisch)<br />
γ<br />
C<br />
Diffusionsweg<br />
x Dt<br />
d(Fe 3C) : d(α-Fe) = 1 : 7<br />
Fe 3C (wenige nm bis 100 nm)<br />
Abstand der Fe 3C-Lamellen<br />
verringert sich mit steigender<br />
Abkühlgeschwindigkeit bis bei<br />
extrem verringerten Diffusionswegen<br />
sehr feine globulitische Fe 3C-<br />
Ausscheidungen entstehen.<br />
untere<br />
Zwischenstufe<br />
an<br />
55Cr3<br />
sehr feine<br />
Karbidausscheidungen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 148<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Austenitgitter<br />
Martensitgitter<br />
Umwandlung in der Martensitstufe<br />
Hohe Abschreckgeschwindigkeit diffusionsloser<br />
Umklappvorgang (Schiebungsumwandlung)<br />
Tetragonal verzerrtes Gitter hoher<br />
Spannungszustand Glashärte Anlassen<br />
Lattenmartensit<br />
Niedrig leg. Stahl<br />
C=0,17%; 1200°C/H 2O<br />
Plattenmartensit mit RA<br />
überkohlter Rand eines<br />
Einsatzstahls1100°C/H 2O<br />
ε-Martensit<br />
Entkohlter Rand eines<br />
X120Mn12<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 149<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einfluß des Kohlenstoffgehalts auf die<br />
Martensitbildung (Härten von Stahl)<br />
M s und M f-Temperatur Abkühlgeschw. Restaustenitgehalt<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 150<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Vorgänge bei beschleunigter<br />
Temperaturführung:<br />
Rasche Erwärmung EKS<br />
Rasche Abkühlung<br />
Zeit-<br />
Temperatur-<br />
Austenitisierungs-<br />
Diagramme<br />
ZTA ZTU<br />
Zeit-<br />
Temperatur-<br />
Umwandlungs-<br />
Diagramme<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 151<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
ZTU-Diagramme<br />
ZTU-Schaubild eines untereutektoiden Stahls mit 0,45% C<br />
Isotherm Kontinuierlich<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 152<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Gefügebestandteile nach unterschiedlicher<br />
Abkühlung anhand des ZTU-Diagramms<br />
Kontinuierliches ZTU für<br />
einen Stahl mit 0,45 %C<br />
Abkühlverlauf<br />
1<br />
(z.B. Luftabkühlung)<br />
Abkühlverlauf<br />
2<br />
(z.B.Ölabkühlung)<br />
Abkühlverlauf<br />
3<br />
(z.B. Wasserabkühlung)<br />
60% Ferrit (weiß), 40%Perlit<br />
3%Ferrit, 70%Perlit,<br />
17%Zwischenstufe<br />
98% Martensit mit<br />
2% Zwischenstufengefüge<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 153<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einfluß der Legierungselemente auf das<br />
Umwandlungsverhalten dargestellt an<br />
isothermen ZTU-Diagrammen<br />
a) unlegierter Stahl<br />
b) niedrig legierter Stahl meist großer Existenzbereich des Zwischenstufengefüges<br />
c) hoch legierter Stahl (Trennung der Perlitstufe von der Zwischenstufe durch<br />
Karbidbildner (Cr, Mo, V, W))<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 154<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Umwandlungen in der Perlit- und<br />
Zwischenstufe<br />
1: Perlitisieren<br />
Ziel: gut zerspanbares perlitisches Gefüge, zäh<br />
2: Patentieren<br />
Ziel: feinstreifiges sorbitisch-troostitisches<br />
Gefüge mit sehr guter Kaltverformbarkeit für die<br />
Herstellung von Drähten (Rm bis 3000 MPa).<br />
Die unterschiedlichen Abkühlbedingungen<br />
zwischen Rand und Kern werden durch die<br />
Seigerung der Legierungselemente über den<br />
Querschnitt kompensiert.<br />
3. Zwischenstufenvergüten<br />
Ziel: Zwischenstufengefüge mit herausragenden<br />
mechanischen Eigenschaften; Abbau der<br />
Spannungen im gut verformbaren Austenit,<br />
daher besonders für rißempfindliche Stähle<br />
geeignet, geringer Verzug, keine<br />
Anlaßversprödung<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 155<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Härten von Stahl<br />
Härtetemperaturen in Abhängigkeit vom C-Gehalt<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 156<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Härtbarkeit = Aufhärtbarkeit + Einhärtbarkeit<br />
Maximal erreichbare<br />
Härte, im wesentlichen<br />
Abhängig vom C-Gehalt<br />
≈ 1200<br />
HV<br />
≈ 800<br />
≈ 250<br />
Maximale Einhärtetiefe (EHT), im wesentlichen<br />
abhängig von Legierungselementen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 157<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Jominy-Versuchsaufbau<br />
Prüfung der Härtbarkeit: Jominy-<br />
Versuch (DIN 50 191)<br />
Typischer Verlauf<br />
von Stirnabschreck-<br />
Härtekurven<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 158<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Wasser-, Öl-, und Lufthärter<br />
Abkühlverläufe für unterschiedlich legierte<br />
Stähle mit gleichem C-Gehalt (Rand und<br />
Kern), 100 mm Durchmesser<br />
Wasserhärter<br />
Ölhärter<br />
Lufthärter<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 159<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Härten, Anlassen, Vergüten<br />
Mehr dazu (Härteverzug, Anlasstufen, Gefügeveränderungen<br />
beim Vergüten) in den Vorlesungen:<br />
• Metalle II<br />
• Bei Wahl des Vertiefungsfachs Metalle:<br />
Dr. Dieter Müller, Renkel-MAN, 1 SWS Vorlesung, im<br />
SS: "Wärmebehandlung metallischer <strong>Werkstoffe</strong>"<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 160<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Nichtrostende Stähle<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 161<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Masseverlust in g / cm²<br />
Entwicklungsgeschichte<br />
nichtrostender Stähle<br />
1912: Entdeckung V2A=Versuchsschmelze 2 Austenit, X5CrNi18-8 oder<br />
Werkstoffnr. 1.4301 X5CrNi18-10 andere Handelsnamen Nirosta (Krupp),<br />
Cromargan (WMF), stainless steel (nicht zu verwechseln mit<br />
Edelstahl mit besonderer Reinheit).<br />
0,10<br />
Stahl mit mehr als 12 % Chrom bildet eine<br />
0,08<br />
fest haftende Deckschicht, die Passivschicht.<br />
0,06<br />
Entwicklung weiterer Legierungssysteme mit anderen<br />
Elementen Ni, Mo, Cu, Si, Mn, N, Ti, Nb u.a..<br />
0,04<br />
0,02<br />
0,00<br />
0<br />
2<br />
1992<br />
4<br />
6<br />
8<br />
10 12<br />
14<br />
16<br />
Optimierung der Eigenschaften und der<br />
Herstellungsverfahren. Heute: Eine Fülle<br />
nichtrostender Stähle und<br />
maßgeschneiderte Problemlösungen.<br />
18<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 162<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einteilung nichtrostender Stähle<br />
1.4301 1.4016<br />
X5CrNi18-10<br />
1.4313<br />
austenitisch ferritisch<br />
X3CrNiMo13-4<br />
1.4462<br />
X6Cr17<br />
X2CrNiMoN22-5-3<br />
martensitisch ferritisch-austenitisch<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 163<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Nickelgehalt [wt.%]<br />
28<br />
24<br />
20<br />
16<br />
12<br />
8<br />
Gefügeschaubild nach Strauss und Maurer für<br />
Chrom-Nickel-Stähle mit etwa 0,2 % Kohlenstoff<br />
Austenit<br />
X20CrNi 18-10<br />
(V2A: X5CrNi 18-10)<br />
Austenit -<br />
Ferrit<br />
4 Ferrit<br />
- Perlit<br />
0<br />
0 2 4 6 8<br />
Martensit - Ferrit<br />
10 12 14 16 18 20<br />
Chromgehalt [wt.%]<br />
22 24 26<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 164<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Nickel-Äquivalent:<br />
%Ni + 0,5 • %Mn + 30 • (%C + %N)<br />
30<br />
24<br />
18<br />
12<br />
6<br />
0<br />
Schaeffler-Diagramm<br />
Austenit<br />
+<br />
Martensit<br />
Martensit<br />
Ferrit +<br />
Martensit<br />
Austenit<br />
X5CrNi 18-10<br />
V2A<br />
Martensit<br />
+ Ferrit<br />
A<br />
+M<br />
% Ferrit: 0<br />
+F<br />
Austenit +<br />
Ferrit<br />
5<br />
10<br />
20<br />
40<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 165<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
80<br />
100<br />
0 6 12 18 24 30 36 42<br />
Chrom-Äquivalent: %Cr + 1,5 • %Si + 0,5 • %Nb + 2,0 • %Ti + 1,4 • %Mo
Korrosionsbeständigkeit<br />
Relation von Korrosionsbeständigkeit<br />
und Festigkeit der verschiedenen Sorten<br />
Austenitische<br />
Stähle<br />
Ferritische Stähle<br />
Festigkeit<br />
Superferritische<br />
Stähle<br />
Ferritischaustenitische<br />
Stähle<br />
Nickelmartensitische<br />
Stähle<br />
Martensitische<br />
Stähle<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 166<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Übersicht über nichtrostende<br />
ferritische Stähle<br />
Grundtyp Typische Stähle<br />
nach Norm<br />
EN 10088; SEW 400<br />
11-13 % Chrom<br />
16-18 % Chrom<br />
16-18 % Chrom<br />
+1–2,5 % Molybdän<br />
28 % Chrom<br />
+4 % Molybdän<br />
+ (Ni)<br />
(Superferrite)<br />
1.4003<br />
1.4512<br />
1.4016<br />
1.4509<br />
1.4520<br />
1.4521<br />
1.4113<br />
1.4575<br />
1.4592<br />
Anwendung<br />
Anwendungsbereiche bzw.<br />
-komponenten<br />
Schienen- und Straßenfahrzeuge<br />
Maschinen- und Anlagenbau<br />
Agrartechnik<br />
Haushalt<br />
Abgasanlagen / Gasturbine<br />
Containerbau<br />
Wärmetauscher<br />
Automobilindustrie<br />
Handhabung hochkonzentrierter<br />
Schwefelsäure<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 167<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Übersicht über nichtrostende<br />
austenitische Stähle<br />
Grundtyp Typische Stähle<br />
nach Norm<br />
EN 10088; SEW 400<br />
18 % Chrom<br />
8-10 % Nickel<br />
17 % Chrom<br />
12-14 % Nickel<br />
2 % Molybdän<br />
Sonderstähle:<br />
bis 25 % Chrom<br />
bis 20 % Nickel<br />
bis 7 % Molybdän<br />
bis 0,50 %<br />
Stickstoff<br />
(Kupfer)<br />
1.4301<br />
1.4306<br />
1.4541<br />
1.4401<br />
1.4435<br />
1.4571<br />
1.4565<br />
1.4562<br />
1.4529<br />
1.4563<br />
Anwendung<br />
Anwendungsbereiche bzw.<br />
-komponenten<br />
Chemische Industrie<br />
Haushalt<br />
Nahrungsmittelindustrie<br />
Apparate- und Behälterbau<br />
Rohrleitungen<br />
Umwelttechnik<br />
Rauchgasentschwefelung<br />
Wasseraufbereitung<br />
Offshoretechnik<br />
Meerestechnik /<br />
Meerwasserentsalzung<br />
Bauwesen / Architektur<br />
Rohrleitungen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 168<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Übersicht über nichtrostende<br />
ferritisch-austenitische Stähle<br />
Grundtyp Typische Stähle<br />
nach Norm<br />
EN 10088; SEW 400<br />
23 % Chrom<br />
4 % Nickel<br />
22 % Chrom<br />
5 % Nickel<br />
3 % Molybdän<br />
Stickstoff<br />
25 % Chrom<br />
7 % Nickel<br />
4 % Molybdän<br />
Stickstoff<br />
(Cu, W)<br />
1.4362<br />
1.4462<br />
1.4501<br />
1.4507<br />
Anwendung<br />
Anwendungsbereiche bzw.<br />
-komponenten<br />
Chemische Industrie<br />
Onshore- / Offshoretechnik<br />
Chemikalientankerbau<br />
Meerestechnik /<br />
Meerwasserentsalzung<br />
Behälter<br />
Apparate<br />
Rohrleitungen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 169<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Übersicht über nichtrostende<br />
martensitische Stähle<br />
Grundtyp Typische Stähle<br />
nach Norm<br />
EN 10088; SEW 400<br />
Kohlenstoff-martensitische<br />
Stähle<br />
bis 0,50 % Kohlenstoff<br />
13 % Chrom<br />
bis 0,50 % Kohlenstoff<br />
17 % Chrom<br />
1 % Molybdän<br />
Nickelmartensitische Stähle<br />
13 % Chrom<br />
4 % Nickel<br />
16 % Chrom<br />
5 % Nickel + (Mo)<br />
Aushärtbare nickelmartensitische<br />
Stähle<br />
13 % Chrom<br />
4 % Nickel + Cu<br />
1.4006<br />
1.4034<br />
1.4122<br />
1.4057<br />
1.4313<br />
1.4418<br />
1.4542<br />
Anwendung<br />
Anwendungsbereiche bzw.<br />
-komponenten<br />
Wellen, Spindeln<br />
Konstruktionsteile im Wasserkraftwerksbau<br />
Bremsscheiben<br />
Messerklingen<br />
Chirurgische Instrumente<br />
Pumpen, Verdichter<br />
Wasserturbinen<br />
Erdöltechnik<br />
Kältetechnik<br />
Schrauben<br />
Spindeln<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 170<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Formeln zur Berechnung von<br />
Martensittemperaturen<br />
M d30 = 413-462%(C+N)-9,2(% Si)-8,1(% Mn)-13,7(% Cr)-9,5(% Ni)-18,5(% Mo) °C<br />
M d30 ist die Temperatur,<br />
bei der nach 30%iger Umformung 50% Martensit gebildet wird.<br />
M s = 1305-1665%(C+N)-28(%Si)-33(%Mn)-42(%Cr)-61(%Ni) °C<br />
Martensitpunktberechnung nach Hull und Eichelmann<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 171<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einfluss von Legierungszusätzen auf das<br />
Ausscheidungsverhalten korrosionsbeständiger Stähle<br />
Wärmezufuhr:<br />
Hoch Chrom -Phase (FeCr); ~ 30 - 35 % Cr<br />
tetragonal<br />
Hoch Molybdän -Phase (Fe 36Cr 12Mo 10); ~ 15 - 25 % Cr<br />
kubisch<br />
Lavesphase (Fe 2Mo) bis zu 45 % Mo<br />
+ Kohlenstoff Carbid (M 23C 6); ~ 65 % Cr<br />
kubisch<br />
+ Stickstoff Nitrid Cr 2N; 90 % Cr<br />
hexagonal<br />
+ Stickstoff z-Phase; 25 % Cr<br />
+ Niob tetragonal<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 172<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Stahlsorte Dichte E-Modul<br />
Überblick über physikalische und<br />
mechanische Eigenschaften<br />
(kg/dm 3 ) (N/mm 2)<br />
Wärmeaus-<br />
dehnungs-<br />
koeffizient<br />
(20 - 200°C)<br />
Spezif.<br />
Wärme<br />
Elektr.<br />
Widerstand<br />
bei 20°C<br />
0,2%-<br />
Dehngrenze<br />
(10 -6 xK -1 ) (Jxkg -1 xK -1 ) (xm) (N/mm 2)<br />
Zugfestigkeit Bruchdehnung<br />
(N/mm 2)<br />
Ferritisch 7,7 220.000 10,0 460 0,60 370 500 26<br />
Duplex 7,8 200.000 13,0 500 0,80 620 840 30<br />
Austenitisch 7,9 200.000 16,0 500 0,73 270 620 56<br />
Ferrite:<br />
• Verformungsverhalten grundsätzlich ähnlich zu<br />
Baustählen<br />
• Durch fehlende Phasenumwandlung keine<br />
Härtbarkeit<br />
• Einstellung der Festigkeit nur durch<br />
Kaltumformung möglich<br />
• Bei stabilisierten Ferriten hohe Verformbarkeit<br />
Austenite:<br />
• Niedrige Streckgrenze<br />
• Starke Verfestigung<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 173<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
(%)<br />
• Sehr hohe Duktilität (auch bei tiefen<br />
Temperaturen)<br />
• Hohe Verformungsfähigkeit
Zugfestigkeit und Streckgrenze [N/mm²]<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
Verfestigungsverhalten (schematisch)<br />
der nichtrostenden Stähle<br />
Zugfestigkeit<br />
Bruchdehnung [%] Bruchdehnung [%]<br />
70 1400<br />
70<br />
Streckgrenze<br />
Bruchdehnung<br />
0<br />
0<br />
0 10 20 30 40 50 60 70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0 10 20 30 40 50 60 70<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 174<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
Zugfestigkeit und Streckgrenze [N/mm²]<br />
1200<br />
1000<br />
800<br />
600<br />
400<br />
200<br />
Zugfestigkeit<br />
Streckgrenze<br />
Bruchdehnung<br />
Verformungsgrad [%] Verformungsgrad [%]<br />
Austenitische Stähle Ferritische Stähle<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0
Kerbschlagarbeit [J]<br />
Kerbschlagarbeit-Temperatur-Kurven<br />
verschiedener nichtrostender Stahltypen<br />
150<br />
100<br />
50<br />
0<br />
-300 -200 -100 0 100 200<br />
Prüftemperatur [°C]<br />
Chrom-Nickel-Austenit<br />
Chrom-Nickel-Martensit<br />
Chrom-Ferrit<br />
(DVM-Proben)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 175<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einstufung der Korrosionsbeständigkeit<br />
nichtrostender ferritischer Stähle<br />
Heißkorrosionsbeanspruchung<br />
DIN EN 10088<br />
1.4512<br />
1.4512<br />
+Ti<br />
1.4000<br />
1.4000<br />
1.4000 X 6 Cr 13<br />
1.4016 X 6 Cr 17<br />
1.4113 X 6 CrMo 17-1<br />
1.4513<br />
1.4512 X 2 CrTi 12<br />
1.4520 X 2 CrTi 17<br />
1.4509 X 2 CrTiNb 18<br />
1.4526 X 6 CrMoNb 17-1<br />
1.4521 X 2 CrMoTi 18-2<br />
+Cr<br />
1.4520<br />
1.4520<br />
1.4016<br />
+Cr 1.4016 +Mo<br />
1.4513<br />
1.4513<br />
Naßkorrosionsbeanspruchung<br />
Werkstoffcharakteristiken<br />
1.4509<br />
1.4509<br />
+Cr<br />
+Nb<br />
+Mo<br />
+Nb<br />
1.4526<br />
1.4526<br />
+Mo<br />
+Ti<br />
1.4113<br />
1.4113<br />
1.4521<br />
1.4521<br />
krz - Gitter<br />
Ferritische Basisgüte mit 13% Chrom<br />
Bessere Korrosionsbeständigkeit als 1.4000<br />
Bessere Korrosionsbeständigkeit als 1.4016<br />
Vergleichbar 1.4113, schweißbar<br />
Bessere Umformbarkeit und Schweißbarkeit als 1.4000<br />
Bessere Korrosionsbeständigkeit und Kriechfestigkeit als 1.4512<br />
Bessere Korrosionsbeständigkeit und Kriechfestigkeit als 1.4520<br />
Bessere Korrosionsbeständigkeit als 1.4520<br />
Bessere Korrosionsbeständigkeit und Kriechfestigkeit als 1.4509, neigt zur Versprödung<br />
0,29nm<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 176<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einstufung der Korrosionsbeständigkeit<br />
nichtrostender austenitischer Stähle<br />
Heißkorrosionsbeanspruchung<br />
DIN EN 10088<br />
1.4541 +Mo<br />
1.4541<br />
1.4301<br />
1.4301<br />
+Ti<br />
(V2A)<br />
1.4301 X 5 CrNi 18-10<br />
1.4541 X 6 CrNiTi 18-10<br />
1.4571 X 5 CrNiMoTi 17-12-2<br />
1.4828 X 15 CrNiSi 20-12<br />
1.4835 X 8 CrNiSiN 21-11<br />
+Ni<br />
+Ce<br />
1.4833<br />
1.4833<br />
1.4828<br />
1.4828<br />
+Cr<br />
+Ni<br />
+Cr<br />
Naßkorrosionsbeanspruchung<br />
Werkstoffcharakteristiken<br />
1.4571<br />
1.4571<br />
1.4401<br />
+Mo 1.4401<br />
Austenitische Basisgüte<br />
Bessere Kriechfestigkeit als 1.4301<br />
Bessere Naßkorrosionsbeständigkeit als 1.4541<br />
Hitzebeständiger Stahl<br />
Bessere Umformbarkeit als 1.4828<br />
kfz - Gitter<br />
0,36nm<br />
(V4A, X5CrNiMo 17-12-2)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 177<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Chrysler Building, New York<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 178<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Plaza Tower<br />
Costa Mesa, Kalifornien (USA)<br />
Werkstoff:<br />
Edelstahl Rostfrei mit strukturgewalzter Oberfläche<br />
(Dessin Leinen)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 179<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Neuer Zollhof<br />
Hafen Düsseldorf<br />
Architekt: Frank Gehry, USA<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 180<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Dubai<br />
Höchstes Gebäude der Welt (828 m)<br />
Einweihung 04.01.2010<br />
"Geschmückt ist die Fassade des<br />
Wolkenkratzers mit Edelstahl, der in<br />
Deutschland hergestellt worden ist. Die<br />
ThyssenKrupp Nirosta in Krefeld<br />
fertigte das Material, das im Werk<br />
Dillenburg gewalzt wurde. Die deutsche<br />
Partnerfirma Strukturmetall (bei<br />
Heilbronn) bearbeitete den Werkstoff<br />
weiter und lieferte diesen nach Dubai -<br />
insgesamt rund 400 Tonnen. Dort<br />
wurden sie in Streifen geschnitten. Die<br />
am Ende 420 Millimeter breiten Bänder<br />
sind an den Stirnseiten der Etagen-<br />
Plattformen angebracht und umfassen<br />
die riesigen Glasfenster der<br />
Außenfront."<br />
© ThysscenKrupp Stainless Steel AG<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 181<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einsatzgebiet martensitischer Chromstähle<br />
(NIROSTA ® 4021 = 1.4021 = X20Cr13<br />
NIROSTA ® 4034 = 1.4034 = X46Cr13)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 182<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einsatzgebiete austenitischer Cr-Ni-Mo-Stähle<br />
NIROSTA ® 4401 = X5CrNiMo17-12-2<br />
NIROSTA ® 4571 = X6CrNiMoTi17-12-2<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 183<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einsatzgebiet höherlegierter Cr-Ni-Mo-Stähle<br />
NIROSTA ® 4439 = X2CrNiMoN17-13-5<br />
NIROSTA ® 4539 = X1NiCrMoCu25-20-5<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 184<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Hochtemperaturlegierungen<br />
Ni-, Cr-, Co- Basis<br />
oder intermetallische<br />
Verbindungen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 185<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Nickel<br />
Ordnungszahl 28<br />
Raumgitter kubisch-flächenzentriert<br />
Dichte 8.9 g/cm³ (bei 20ºC)<br />
Schmelzpunkt 1455ºC<br />
Siedepunkt 2732ºC (bei 1,013 bar)<br />
Spezifische Schmelzwärme 301 kJ/kg (bei 1,013 bar)<br />
Spezifische Wärmekapazität 0,45 J/(g K) (bei 20ºC)<br />
Wärmeleitfähigkeit 90 W/(m K) bei 25ºC)<br />
Hauptfundorte: Kanada, Rußland, China, auch<br />
Neukaledonien, Philippinen, Amerika.<br />
Nickel läßt sich gut schweißen, löten und<br />
zerspannen<br />
Preis 12,76 €/kg (07.02.2006)<br />
€/100 kg<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 186<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Zustandsdiagramm Nickel-Chrom<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 187<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Nickel-Chrom-Legierungen<br />
Wegen ihrer hohen Hitzebeständigkeit und ihres hohen spezifischen<br />
elektrischen Widerstandes werden die bis zu 32% Cr enthaltenden<br />
Legierungen für Widerstände, Heizleiter und Ofenbauteile eingesetzt.<br />
Die Widerstandslegierungen:<br />
NiCr 8020: (20ºC=1,0 10-6 /m); 18-20% Cr, 76-80% Ni.<br />
Hochhitzebeständig, sehr warmfest. Elektroöfen und -geräte.<br />
Emailieröfen, Lötkolben. Atmosphäre muß schwefelfrei sein.<br />
NiCr 6015: (20ºC=1,11 10-6 /m); 14-16% Cr, 58-62% Ni, Rest Fe.<br />
Hitzbeständig, warmfest, hoher spezifischer Widerstand.<br />
Elektrowärmegeräte, hochbelastbare Widerstände.<br />
NiCr 3020: 20-22% Cr, 29-31% Ni Rest Fe. Hitzbeständig, sehr warmfest<br />
unempfindlicher gegen schwefelhaltige u. aufkohlende Gase. Elektroofen<br />
bis 1150°C. Haushaltgeräte.<br />
NiCr 2520: 23-25% Cr, 18,5-19,5% Ni, Rest Fe. Hitzebeständig,<br />
warmfest. Für Härtöfen besonders geeignet. Temperaturgebiet 700-950°C.<br />
NiCr10 gegen Ni<br />
Thermoelement, schematisch<br />
NiCr Heizelement<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 188<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Nickelanteile in verschiedenen<br />
Turbinenbau<br />
NiCr Stähle<br />
Legierungen<br />
C<br />
Mn<br />
Cr<br />
Ni<br />
Fe<br />
Mo<br />
Co<br />
W<br />
Nb<br />
Ti<br />
Al<br />
Rm<br />
Rp0,2 20°C<br />
Rp0,2300°C Rm/1000h/750°C R m/1000h/900°C<br />
A<br />
X 10 CrNiNb 18 9<br />
(W. Nr. 1.4550)<br />
max. 0,04<br />
max. 2,0<br />
17-19<br />
9-11<br />
Rest (~ 70)<br />
-<br />
-<br />
-<br />
> 8 x C<br />
-<br />
-<br />
550<br />
210<br />
140<br />
-<br />
-<br />
40<br />
Incoloy 800<br />
(W. Nr. 1.4876)<br />
max. 0,03<br />
max. 1,5<br />
21<br />
32<br />
Rest (~ 45)<br />
-<br />
-<br />
-<br />
-<br />
0,4<br />
0,4<br />
Hastelloy X<br />
(W. Nr. 2.4603)<br />
max.0,10<br />
max 1,0<br />
22<br />
Rest (~ 48)<br />
18<br />
9<br />
1,5<br />
0,6<br />
-<br />
-<br />
-<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 189<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
570<br />
400<br />
300<br />
-<br />
-<br />
40<br />
800 N/mm²<br />
350 N/mm²<br />
320 N/mm²<br />
110 N/mm²<br />
24 N/mm²<br />
40%
HASTELLOY alloy C-276<br />
HASTELLOY alloy B-2<br />
HASTELLOY alloy C-22<br />
HASTELLOY alloy G-30<br />
Nickel 200/201<br />
MONEL alloy 400<br />
MONEL alloy 405<br />
MONEL alloy 500<br />
INCONEL alloy 600<br />
INCONEL alloy 625<br />
HASTELLOY®<br />
C-22 Gasrohre<br />
Korrosionsfeste Nickel-Legierungen<br />
Anwendungen:<br />
• Chemie- und Ölindustrie<br />
• Flüssiggasrohre<br />
• Säuretanks<br />
• Vakuumanwendungen<br />
• Filtern für chloridhaltige Säuren<br />
• Goldputzen<br />
• Hochtemperatur Chemie (bis 550°C)<br />
• Rohre für Atomkraftwerke<br />
HASTELLOY® C-22 Säurepumpe<br />
HASTELLOY® B-2<br />
Chemiewerke<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 190<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Nickellegierung mit hohem Kobalt<br />
Anteil bis 850°C<br />
Erstes Schaufelkranz der Turbine<br />
Waspaloy (2.4654)<br />
Ni 58% (bal.)<br />
Cr 20%<br />
Co 14%<br />
Mo 4%<br />
Ti 3%<br />
Al 1%<br />
Waspaloy Bolzen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 191<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Extrem Temperaturbeständige<br />
Nickel-Legierungen (bis 1050°C)<br />
Inco z.B. Inconel 738 LC<br />
RollsRoyce SRR 99<br />
Canon-Muskegon CMSX-4<br />
...<br />
Anwendungen:<br />
• Gasturbinenbau<br />
• Propeller- und Pumpenteile<br />
• Teile von Atomreaktoren<br />
• Raketendüsen<br />
• Ofenteile<br />
• Seewasserfeste Teile<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 192<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Zustandsdiagramm Nickel-Aluminium<br />
1395°C<br />
1385°C<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 193<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
flow stress [MPa]<br />
Warum Nickel als Basiselement mit Al-Zugabe?<br />
Anomales Verhalten der mechanischen Eigenschaften<br />
von Ni 3Al bei Zunahme der Temperatur:<br />
500<br />
400<br />
300<br />
200<br />
100<br />
Copley and Kear, Trans. AIME<br />
Vol. 239 (1967), 984-992<br />
0<br />
superalloy heat treated<br />
superalloy as cast<br />
Ni 3 Al<br />
nickel solid solution<br />
0 200 400 600 800 1000<br />
temperature [°C]<br />
70 %<br />
100 %<br />
0 %<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 194<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Kristallstrukturen<br />
NiAl ↔ Ni 3Al ↔ Ni<br />
B2-geordnet L12-geordnet (Basis krz) (Basis kfz) kfz<br />
a <br />
b 2<br />
111<br />
<br />
2 <br />
oder a 100<br />
<br />
<br />
Al<br />
Ni<br />
a <br />
b 2<br />
110<br />
<br />
2 <br />
oder a 100<br />
<br />
<br />
d Ni3Al = 358,0 pm<br />
Legierungselemente statistisch<br />
verteilt (Mischkristall, solid<br />
solution)<br />
a<br />
b 110<br />
<br />
2<br />
<br />
d nickel solid sol. = 358,7 pm<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 195<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Zweiphasig, Einkristall:<br />
kfz-Matrix<br />
(Nickelmischkristall)<br />
Ni 3Al<br />
L1 2 geordnete ' Phase<br />
Volumenanteil ≈ 70%<br />
Mikrostruktur der<br />
Legierung CMSX-4<br />
Annähernd Versetzungsfrei<br />
Titelblatt Habilitationsschrift Glatzel<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 196<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Ternäres Phasendiagramm<br />
Al-Ni-Cr<br />
Cr engt Phasengebiet<br />
der '-Phase ein,<br />
bei hohen Cr-<br />
Zugaben müssen '<br />
bildende Elemente<br />
zugegeben werden.<br />
Entwicklung zu höherer<br />
Temperaturbeständigkeit<br />
(Cr und Al )<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 197<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Blade for<br />
stationary<br />
gas turbine<br />
for power<br />
production<br />
$ 40.000<br />
Big, Single Crystal Blade<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 198<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
max<br />
theor.<br />
Coefficient of Efficiency<br />
regular fuel car engine: 23%<br />
diesel car engine: 27%<br />
aircraft turbine: 30-35%<br />
stationary gasturbine: 40%<br />
gas and steam generation: 54%<br />
gas + steam + long distance heating: 87%<br />
<br />
Tin T<br />
T<br />
in<br />
out<br />
increase of T in increases<br />
coefficient of efficiency<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 199<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
temperature [°C]<br />
2000<br />
1500<br />
1000<br />
500<br />
Increase in Temperature due to<br />
Improved Construction and Material<br />
polycrystalline<br />
military<br />
civilian<br />
directional solidified<br />
material temperature<br />
single crystal<br />
gas temperature<br />
improved cooling<br />
improved materials<br />
1950 1960 1970<br />
year<br />
1980 1990 2000<br />
ceramics??<br />
platinum<br />
base alloys?<br />
constant<br />
improvement<br />
5-10°C/year<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 200<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Mehr über (einkristalline) Nickel-Basis-<br />
Superlegierungen und deren Anwendung als<br />
Hochtemperaturwerkstoffe in der Vorlesung<br />
Advanced High Temperature Alloys<br />
im Vertiefungsfach Metalle<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 201<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Kobalt<br />
Ordnungszahl 27<br />
Raumgitter hexagonal<br />
Dichte 8,93 g/cm³ (bei 20ºC)<br />
Schmelzpunkt 1494 ºC<br />
Siedepunkt 2870 ºC (bei 1,013 bar)<br />
Spezifische Schmelzwärme 243 kJ/kg (bei 1,013 bar)<br />
Spezifische Wärmekapazität 422 J/kg*k (bei 20ºC)<br />
Wärmeleitfähigkeit 100 W/m*K (bei 25ºC)<br />
Hauptfundorte: Mittel- und Nordafrika, Kanada, USA; auch Deutschland.<br />
Kobalt ist ferromagnetisch.<br />
Preis pro 1kg Kobalt ist ~ 30 €/kg (Jan. 2006)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 202<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Legierungbezeichnung<br />
Art der<br />
Legierung<br />
Kobalt-Basis-Superlegierungen<br />
Chemische Zusammensetzung in Masse- %<br />
C Cr Ni Fe Co Mo W Ti Nb Ta Cb B Zr<br />
Typische Anwendungen<br />
S-816 Knet 0,38 20 20 3 44 4,0 4,0 - 4 - - - - Gasturbinen Laufräder und<br />
Schaufeln<br />
HS-25 Knet 0,15 20 10 - 55 - 15 - - - - - - Leitschaufeln, Nachbrenner<br />
MAR-M509 Guß 0,6 21,5 10 1 54 - 7 0,2 - 3,5 - 0,010 0,4 Lauf- und Leitschaufeln<br />
(Flugtriebwerke)<br />
MAR-M302 Guß 0,85 21,5 - - 58 - 10 - - 9,0 - 0,005 0,15 Gasturbinen-Lauf- und<br />
Leitschaufeln<br />
MAR-M322 Guß 1,0 21,5 - - 61 - 9 0,75 - 4,5 - - 2,25 Desgl.<br />
HS-21(LK4) Guß 0,25 27 3 1 62 5 - - - - - - - Gasturbinen Teile<br />
X-40 Guß 0,5 25 10 1,5 54 - 7,5 - - - - - - Gasturbinen Teile<br />
FSX414 Guß 0,35 27,5 10 2 50 - 7 - - - - - - Leitschaufeln<br />
UMCo 50 Guß 0,1 28 - 21,9 50 - - - - - - - -<br />
UMCo 51 Guß 0,3 28 - 19,6 50 - - - - - 2,1 - -<br />
Viele Legierungen werden mit eigenem Namen gehandelt wie z.B.:<br />
Waspaloy: United Aircraft Co. Rene: General Electric. Co.<br />
MAR-M: Martin Marietta Corp. UMCo: Union Miniere Udimet: Special Metals Inc.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 203<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Kobalt Korrosionschutzlegierungen<br />
ULTIMET® ist eine Korrosionsschutzlegierung. Sie ist beständig in<br />
Seewasser und Säuren.<br />
54% Co<br />
26% Cr<br />
9% Ni<br />
5% Mo<br />
3% Fe<br />
2% W<br />
0,8% Mn<br />
0,3% Si<br />
0,08% N<br />
0,06% C<br />
Dichte 8,47g/cm³<br />
HV: 20°C - 296<br />
ULTIMET<br />
Maschinenelemente für<br />
Marinediesel<br />
ULTIMET Blasdüse<br />
ULTIMET H-2082 Säuretank<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 204<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Hartmetall mit Kobalt als Bindemetall<br />
Quasibinäres Zustandsschaubild Co-WC<br />
WC, TiC, TaC, NbC sind ineinander löslich. Als<br />
Bindemetall verwendet man in den meisten Fällen<br />
Kobalt. Karbide in der Größe 1 - 10 m mit<br />
80 - 95% Volumenanteil. Sie werden über die<br />
pulvermetallurgische Route hergestellt<br />
Z.B.: Co-WC Legierungen (Widia, eingetragener<br />
Markenname der Firma Krupp für Hartmetall,<br />
1926).<br />
Beschichtungen mit TiC, Al 2O 3, TiN und TiCN (ab<br />
ca. 1970) verbessern die Produktivität der<br />
Zerspanung nochmals beträchtlich<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 205<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Energie<br />
Erze<br />
Zuschläge<br />
Recycling<br />
Vom Werkstoff zum Bauteil<br />
Fertigungsabläufe<br />
Schmelzmetallurgie<br />
Metalldarstellung<br />
Raffination<br />
Schmelzen / Legieren<br />
Gießen Verdüsen<br />
Formguß Block-<br />
Strang-<br />
Bandguß<br />
Spanende Formgebung<br />
Stoffeigenschaftsänderung<br />
Beschichten<br />
Fertigteil<br />
Umformen<br />
Metallpulver<br />
Mischen / Kompaktieren<br />
Trennen<br />
Abtragen<br />
Verbinden<br />
Demontage Montage / Einsatz<br />
Pulvermetallurgie<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 206<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
Werkstoffprüfung / Qualitätssicherung
Verteilung der Inhalte auf die<br />
• Urformen<br />
verschiedenen Vorlesungen<br />
– Gießen: Form-, Block-, Strang- und Bandguß<br />
– Pulvermetallurgie (Sintermetalle, metal-injectionmoulding<br />
(MIM))<br />
in Einführungsvorlesung (G3)<br />
• Umformen: Schmieden, Walzen, Ziehen,<br />
Blechumformung<br />
in Werkstofftechnologie und Halbzeuge (H1)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 207<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Definition: Umformen ist Ändern der Form mit Beherrschung der<br />
Geometrie (Gegensatz zu Verformen).<br />
Massivumformung:<br />
- Stauchen<br />
- Schmieden Gesenkschmieden<br />
Freiformschmieden<br />
Umformen<br />
Definition und Einteilung<br />
- Walzen<br />
-Ziehen<br />
- Fließpressen<br />
- Strangpressen Vorwärtsstrangpressen<br />
Rückwärtsstrangpressen<br />
Blechumformung:<br />
Biegen und Tiefziehen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 208<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Umformen – Vorteile/Nachteile<br />
Vorteile:<br />
Verbesserung des Gefüges (Poren, Seigerungen, Einschlüsse (Korngröße/-form)<br />
hohe Bauteilsteifigkeit<br />
Kaltverfestigung<br />
Hohe Materialausnutzung<br />
Geringer Energiebedarf<br />
Geringe Stückkosten<br />
Niedrige Stückzeiten<br />
Entwicklungsaufwand geringer als beim Gießen<br />
Nachteile:<br />
Wirtschaftlich erst bei hohen Stückzahlen<br />
Geometrieeinschränkungen<br />
Bei falscher Prozessführung Risse, Fehlstellen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 209<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Umformen - Einteilung<br />
(nach Temperatur)<br />
Warmumformung:<br />
• Große Umformbarkeit<br />
• Geringe Umformkräfte<br />
• Geringe Änderung von<br />
Festigkeit und Dehnung<br />
Kaltumformung:<br />
• Enge Maßtoleranzen<br />
• Keine Verzunderung der<br />
Oberfläche<br />
• Erhöhung der Festigkeit und<br />
Dehnung<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 210<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Druckumformen<br />
Walzen<br />
Freiformen<br />
Gesenkformen<br />
Eindrücken<br />
Durchdrücken<br />
Umformen - Einteilung<br />
(nach wirksamen Spannungen)<br />
Zug-Druckumformen<br />
Durchziehen Längen<br />
Tiefziehen<br />
Kragenziehen<br />
Drücken<br />
Knickbauchen<br />
IHU<br />
Umformen<br />
Zugumformen<br />
Weiten<br />
Tiefen<br />
Biegeumformen<br />
Biegen mit<br />
geradlinieger<br />
Werkzeugbewegung<br />
Biegen mit<br />
drehender<br />
Werkzeugbewegung<br />
Schubumformen<br />
Verschieben<br />
Verdrehen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 211<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Umformen<br />
Blech- und Massivumformung<br />
Blechumformung Massivumformung<br />
Tiefziehen Biegen<br />
- flächiges Halbzeug: große Oberfläche/<br />
Fließpressen,<br />
Stauchen<br />
Schmieden<br />
geringe Wanddicke<br />
- Halbzeug: Stäbe, Gußstücke<br />
- i. A. keine gewollte Blechdickenänderung<br />
- räumliche Hohlteile mit großen<br />
- annähernd zweiachsige Spannungszustände<br />
Querschnittsänderungen<br />
- Hohlteile<br />
- mehrachsige Spannungszustände<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 212<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Abgrenzung von Umformtechnik<br />
und Festigkeitslehre<br />
= F<br />
A 0<br />
R P0,01<br />
elastischer Bereich<br />
(Festigkeitslehre)<br />
ε = 0,01%<br />
elastisch-plastischer Bereich<br />
(Umformtechnik)<br />
ε = (l-l 0)/l 0<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 213<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Umformen - Fließkurve<br />
Merke:<br />
In der Umformtechnik wird<br />
das wahre Spannungsdehnungsdiagramm<br />
(Fließkurve) herangezogen<br />
Grundsatz: Material wird<br />
nicht verdichtet und<br />
Zusammenhang bleibt<br />
erhalten Volumenkonstanz<br />
(Grundlage der<br />
Plastizitätstheorie)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 214<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Relativer Energiebedarf und<br />
Rohstoffausnutzung beim Umformen<br />
im Vergleich zu anderen Verfahren<br />
einschließlich dem Aufwand für Stahlherstellung und Energieinhalt des Abfalls<br />
© Doege, Behrens: Handbuch Umformtechnik<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 215<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Schmieden<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 216<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Schmieden - <strong>Werkstoffe</strong><br />
Zum Schmieden<br />
eignen sich<br />
grundsätzlich alle<br />
knetbaren Metalle.<br />
Umformverhalten<br />
unterschiedlicher<br />
Werkstoffgruppen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 217<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Temperatur, °C<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
723<br />
Schmieden - <strong>Werkstoffe</strong><br />
Schmiedeteile aus Stahl haben aufgrund der Vielfalt der Stahlsorten mit ihren<br />
anpassbaren Eigenschaften eine überragende Bedeutung.<br />
+ <br />
-Austenit, kfz<br />
0 0,2 0,4 0,6 0,8 1,0 1,2 1,4<br />
Kohlenstoffgehalt, %<br />
Anfangsschmiedetemperatur<br />
Endschmiedetemperatur<br />
+ Fe 3C<br />
Normblätter, in denen die für Schmiedeteile<br />
gebräuchlichsten Stahlsorten aufgeführt sind<br />
Verunreinigungen wie S und P dürfen höchstens insgesamt 0,1% betragen, da sie den<br />
Stahl kalt- bzw. rotbrüchig machen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 218<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Schmiedetemperatur nach<br />
<strong>Werkstoffe</strong>n<br />
Werkstoff<br />
Aluminiumlegierungen AlCuMg<br />
Schmiede-<br />
Anfangstemperatur [°C] Endtemperatur [°C]<br />
500 400<br />
Kupferlegierungen CuZn42 750 600<br />
Unlegierter Baustahl 1200 800<br />
HSS, S18-1-2-5 1150 900<br />
Nitrierstahl, 27CrAl4 1050 850<br />
Merke:<br />
Unlegierte Stähle bis 0,4% C rasch erwärmen. Stähle mit C > 0,4% langsam bis 700 °C<br />
danach rasch auf Schmiedetemperatur, um Spannungsrisse zu vermeiden<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 219<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
T<br />
[°C]<br />
1050<br />
1000<br />
950<br />
TiAl6<br />
900<br />
850<br />
800<br />
β -Region<br />
α + β Region<br />
α -Region<br />
Beispiel: TiAl6V4<br />
β transformiert<br />
10% α<br />
60% α<br />
90% α<br />
0 1 2 3 4 5 6 7 8 9 10<br />
Vanadium, wt.%<br />
β-Phasengrenze<br />
V98MD002<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 220<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
Temperatur<br />
Block<br />
Fertig-<br />
Schmieden<br />
Zeit<br />
Die Temperaturführung muß<br />
beim Schmieden auf 20°C<br />
genau eingehalten werden,<br />
damit das gewünschte<br />
äquiaxiale Gefüge entsteht.<br />
Geschmiedeter Ti-Ring (ø ca. 90 cm)<br />
Lösungsglühen<br />
Anlassen
Vergleich herkömmliches Stauchen<br />
mit Elektrostauchen<br />
Herkömmliches Stauchen<br />
4 Stufen<br />
Elektrostauchen + Presse<br />
2 Stufen<br />
Hohe Stauchverhältnisse möglich durch<br />
genaue Temperaturführung/Stempelweg<br />
Reduzierung der Arbeitsschritte<br />
1: Stauchstempel<br />
2: Klemmbacke<br />
3: Führungselektrode<br />
4: Verschleißplatte<br />
5: Amboßelektrode<br />
6: Transformator<br />
Anstauchen unter örtlicher elektrischer<br />
Widerstandserwärmung (Warmstauchen)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 221<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
4<br />
Billet<br />
Billet<br />
8<br />
Ends tapered<br />
6 6<br />
Pancake<br />
6 11 / 64<br />
Billet<br />
Gesenkschmieden<br />
Warmstauchen ist fast immer der erste Schritt beim Gesenkschmieden<br />
Positioned in dies Finish forged<br />
Positioned in dies Finish forged<br />
Positioned in dies<br />
Finish forged<br />
Waspaloy<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 222<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
10<br />
Type 410<br />
stainless steel<br />
53 / 4<br />
4620 steel<br />
10 3 / 4<br />
2<br />
l‘‘<br />
5 1 / 2<br />
3 3 / 4
Gesenkschmieden einer Kurbelwelle<br />
Entfernen des Rohlings aus<br />
dem Untergesenk<br />
Herstellung einer<br />
Kurbelwelle<br />
Gesenkschmieden:<br />
- Werkstücke werden in<br />
Hohlformen (Gesenke) aus<br />
Stahl geschlagen<br />
- wirtschaftliche Herstellung<br />
komplizierter Bauteile<br />
Wichtig:<br />
- schmiedegerechte<br />
Konstruktion<br />
- genaue und wiederholbare<br />
Herstellung<br />
- kurze Werkzeugwechselzeiten<br />
- hohe Standzeiten<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 223<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Umformmaschinen<br />
Maschinen zur Umformung<br />
Arbeitsgebundene Maschinen<br />
- Schmiedehammer<br />
- Schwungrad-Spindelpresse<br />
Weggebundene Maschinen<br />
- Kurbelpresse<br />
- Kniehebelpresse<br />
Kraftgebundene Maschinen<br />
- Hydraulische Presse<br />
- Schwungradlose Spindelpresse<br />
Genauigkeit hängt ab von<br />
der Steifigkeit der Maschine<br />
d. h. Kosten der Maschine.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 224<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Umformen - Maschinen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 225<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Schmiedehammer<br />
Energiebegrenzte Maschine (mgh)<br />
• Billigster Weg um hohe Kräfte zu erzielen<br />
• Keine große Genauigkeit (Maschine,<br />
Umformbedingungen)<br />
Work<br />
Ram<br />
(Bär)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 226<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
Anvil<br />
Roll<br />
Board<br />
Upper die<br />
Lower die<br />
• Viel Lärm und Vibrationen<br />
Piston<br />
Down<br />
Up
E N<br />
s<br />
Umformkraft F<br />
Schmiedehammer<br />
1. Arbeitsspiel<br />
F<br />
E N<br />
W = 3 E N<br />
Umformweg s<br />
2. Arbeitsspiel<br />
E N<br />
3. Arbeitsspiel<br />
Wegen der Erschöpfung des<br />
Arbeitsvermögens wird der<br />
Vorgang auf mehrere<br />
Arbeitsspiele (Hübe, Schläge)<br />
aufgeteilt.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 227<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
E N
Einsatz von Schmiedeteilen<br />
PKW-Achsteile<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 228<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einsatz von Schmiedeteilen<br />
Flugturbine<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 229<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Einsatz von Schmiedeteilen<br />
PKW-Motor<br />
Höherwertige<br />
Kolben sind<br />
geschmiedet.<br />
In der Regel Al-<br />
Guss-Kolben.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 230<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
1 2<br />
Schmieden/Ringwalzen<br />
„gestochener Ring“<br />
Nahtlose Ringe<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 231<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Definition: Walzen ist stetiges oder schrittweises Druckumformen<br />
mit einem oder mehreren sich meist drehenden<br />
Werkzeugen. Dabei können auch Gegenwerkzeuge wie<br />
Stopfen, Stangen oder Dorne eingesetzt werden.<br />
Flachlängswalzen<br />
Längswalzen<br />
Profillängswalzen<br />
Walzen<br />
Definition und Einteilung<br />
Flachquerwalzen<br />
Walzen<br />
Querwalzen<br />
Profilquerwalzen<br />
Flachschrägwalzen<br />
Jeweils Unterscheidung von Hohl- bzw. Vollkörpern<br />
Schrägwalzen<br />
(DIN 8583 B.2)<br />
Profilschrägwalzen<br />
Ausgangsformen: Gussblöcke aus Kokillen oder Strangguss<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 232<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Prozesskette beim Walzen<br />
Beispiel: Feinblechherstellung<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 233<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Stranggießen<br />
Entwicklungstendenzen Gießverfahren<br />
Verkürzung der Prozesskette Rohstahl-Warmband durch<br />
endformnahes Gießen<br />
Dünnbrammengießen<br />
Vorbandgießen<br />
250mm Stoßofen<br />
Vorgerüst<br />
Durchlaufofen<br />
Bandgießen<br />
Warmband Kaltband<br />
60mm<br />
Fertiggerüst<br />
15-50mm<br />
Fertiggerüst<br />
Ausgleichs-<br />
10mm<br />
ofen<br />
Fertiggerüst<br />
1-3mm<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 234<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Vorgänge im Walzspalt<br />
Definitionen des<br />
Walzgrades:<br />
Formänderung/Dehnung:<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 235<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
=<br />
h1 h<br />
h<br />
("Walzer" lassen Minuszeichen weg)<br />
Umformgrad:<br />
h1<br />
= ln = ln( + 1)<br />
h<br />
Englisch oft pl<br />
0<br />
0<br />
0
Dehnung im Vergleich zum<br />
Umformgrad <br />
Vorteil des Umformgrades: Gesamtumformgrad unabhängig von der Anzahl der<br />
Umformstufen.<br />
<br />
ges<br />
<br />
n<br />
<br />
i1<br />
<br />
i<br />
<br />
ges<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 236<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
<br />
n<br />
<br />
i1<br />
<br />
i
Metallkundliche Abläufe beim Warmwalzen<br />
im Walzspalt<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 237<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Kaltbandherstellung<br />
Ein wesentlicher Teil der Warmbandproduktion wird zu Kaltband weiterverarbeitet<br />
Vorteile der Kaltumformung im Vergleich zu Warmumformung:<br />
• Dünnere Abmessungen erreichbar<br />
• Höhere Oberflächenqualität<br />
• Bessere Maßgenauigkeit<br />
• Gezielte Einstellung mechanisch-technologischer Eigenschaften<br />
Verfahrensablauf Kaltbandfertigung:<br />
• Beizen<br />
• Kaltwalzen<br />
• Glühen<br />
• Nachwalzen<br />
• Bandbeschichtung (Optik)<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 238<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Walzen<br />
Duo-Walzgerüst Quadro-Walzgerüst Sensimar-Walzgerüst<br />
Kleine Walzendurchmesser sind vorteilhaft, da<br />
kleinerer Kraftbedarf durch verringerte Reibung. Bei<br />
dünnen Folien und starken Stichabnahmen werden<br />
deshalb kleine Walzen gewählt. Es werden dann aber<br />
Stützwalzen notwendig (Durchbiegung).<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 239<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Fünfgerüstige Kaltwalztandemstrasse<br />
Kaltwalzen<br />
Kaltverformung meist in 4- bis 6gerüstigen<br />
Tandemstrassen.<br />
Walzgeschwindigkeiten bis zu<br />
max. 2000 m/min (120 km/h !)<br />
Umformgrad meist ca. 50 – 75%<br />
Werkstoffkundliche Vorgänge:<br />
• Starke Verfestigung<br />
• Gefügestreckung<br />
• Einstellung einer Walztextur<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 240<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Walzverfahren<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 241<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Verfahren:<br />
Produkte:<br />
Walzverfahren<br />
Flachwalzen Profilwalzen<br />
Bänder<br />
Eisenbahnschienen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 242<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Werkstück<br />
Rohrwalzen (nahtlos)<br />
Walze<br />
Stopfen<br />
Stopfenstange<br />
Außendurchmesser<br />
140-400 mm<br />
ab ca.1880<br />
Stopfenwalzen von Rohren über einem im Walzspalt fest angeordneten Stopfen<br />
- mit bewegter Stange<br />
- ohne Innenwerkzeug<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 243<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Rohrwalzen (nahtlos)<br />
Pilgerwalzen<br />
Für größere Außendurchmesser (60-660 mm), ab ca.1890, Gebrüder Mannesmann<br />
Walzen ca. 10x schneller als Austrittsgeschwindigkeit des Rohrs<br />
Verfahrensschritte:<br />
• Lochen eines<br />
erwärmten Blocks<br />
zu einem Hohlblock<br />
• Strecken des<br />
Hohlblocks zur<br />
Luppe<br />
• Fertigwalzen der<br />
nacherwärmten<br />
Luppe zum Rohr<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 244<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Rohrwalzen (nahtlos)<br />
Schrägwalzen<br />
1. Hohlblock<br />
2. Arbeitswalzen<br />
3. Führungswalze<br />
4. Dornstange mit<br />
Lochdorn<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 245<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
2<br />
mit Flachbacken<br />
3<br />
Gewindewalzen<br />
1<br />
mit Rundwerkzeugen<br />
im Durchlaufverfahren<br />
Ziel:<br />
- hohe Maßgenauigkeit<br />
- gute Oberflächenbeschaffenheit<br />
- gute mechanische Eigenschaften (Härte,<br />
Faserverlauf)<br />
2<br />
3 4 1<br />
mit Rundwerkzeugen<br />
im Einstechverfahren<br />
1) ortsfestes Werkzeug<br />
2) verstellbares Werkzeug<br />
3) Werkstück<br />
4) Werkstückauflage<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 246<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
3<br />
2<br />
1
Umformen- Durchdrücken<br />
Verfahrensprinzip Strangpressen<br />
Pressrohling wird im warmen Zustand in einem Kaliber verpresst. Es wird zwischen<br />
Vorwärts – Rückwärts und Voll – Hohl Strangpressen unterschieden<br />
Stempel Block Matrize Matrizenhalter<br />
Vollstrang<br />
Stempel Matrize Verschlussplatte<br />
Voll-Vorwärtsstrangpressen Voll-Rückwärtsstrangpressen<br />
Hydraulische Pressen mit Direktantrieb<br />
Rückwärtsstrangpressen braucht weniger Kraft (Reibung), aber andererseits kann der hohle Stempel nicht so<br />
fest ausgelegt werden.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 247<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Hohl-Vorwärtsstrangpressen<br />
Dorn<br />
Hohlstrang<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 248<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Strangpressprofile (Beispiele)<br />
← Strangpreßprofile<br />
aus Aluminium<br />
Strangpreßprofile<br />
aus Magnesium ↓<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 249<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Weitere Umformverfahren<br />
• Fließpressen<br />
• Durchziehen<br />
• Rundhämmern<br />
• Biegen<br />
• ...<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 250<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Ziehstein<br />
(Ziehring)<br />
Gleitziehen von Rundstahl oder<br />
Rundstäben (Drahtziehen)<br />
Stopfen<br />
(Dorn)<br />
Gleitziehen über<br />
festen Stopfen (Dorn)<br />
Zugdruckumformung<br />
Beispiel Gleitziehen<br />
Ziehring<br />
Ziehbacken<br />
Flachziehen<br />
Ziehring<br />
Stopfen (Dorn)<br />
Gleitziehen über losen (fliegenden<br />
oder schwimmenden) Stopfen (Dorn)<br />
Ziehring<br />
Hohl-Gleitziehen<br />
eines Rohres<br />
Ziehring mitlaufende<br />
Stange<br />
Gleitziehen über mitlaufende<br />
Stange (über langen Dorn)<br />
Ziel: Profilierung und Reduzierung des Querschnitts bei Hohlkörpern ohne Wanddickenabnahme<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 251<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Zug/Druck-<br />
Bereich<br />
Verfahrensprinzip Tiefziehen<br />
Zugbereich<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 252<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Versagensarten beim Tiefziehen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 253<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Stahlwerkstoffe zum Tiefziehen<br />
Verwendet werden überwiegend kaltgewalzte Feinbleche, oft<br />
beschichtet<br />
Wichtige Anforderungen für Anwendungen in Blechkonstruktionen<br />
des Fahrzeugbaus, z.B. als Karosseriebleche:<br />
• gute Umformbarkeit,<br />
• Eignung zum Tiefziehen (wichtige Kenngröße: erreichbare Tiefung)<br />
• gute Oberflächenqualität<br />
Zusätzlich wird eine höhere Festigkeit für Leichtbau angestrebt<br />
Trend zur Entwicklung höherfester Stahlsorten<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 254<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Stahlwerkstoffe zum Tiefziehen<br />
Feinblech aus weichem, unlegierten Stahl<br />
Klassischer Tiefziehstahl ist die Güte DC04<br />
D = Blech aus weichen unlegierten Stählen zum Kaltumformen<br />
C = kaltgewalzt<br />
01 bis 06 = Stahlsorte mit zunehmender Tiefziehfähigkeit<br />
Chemische Zusammensetzung:<br />
C Si Mn P S Al N<br />
0,08% - 0,40% 0,030% 0,030% (≈ 0,040%)* (≈ 0,003%)*<br />
Mechanische Eigenschaften: * Typische Werte<br />
R e R m A 80<br />
210 MPa 270…350 MPa 38%<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 255<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Kennwerte der Tiefziehfähigkeit<br />
Zieh- und Pressversuche<br />
Formänderungskurve<br />
Computersimulation<br />
Bruchdehnung (A80)<br />
Verfestigungsexponent (n-Wert)<br />
Fliessspannung = k·φ n<br />
max im Bereich<br />
zwischen 10 und 20 % Dehnung<br />
oder n = Gleichmaß = ln(1 + Gleichmaß) Ebene Anisotropie (r-Wert)<br />
<br />
Breite r <br />
Dicke<br />
b1 b0<br />
<br />
dd Bestimmung im Zugversuch<br />
0: Zustand vor der Verformung<br />
1. Zustand nach der Verformung<br />
L: längs<br />
Q: quer<br />
D: diagonal<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 256<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
<br />
r<br />
m<br />
ln<br />
ln<br />
<br />
r<br />
L<br />
1<br />
0<br />
2rD rQ<br />
4<br />
r<br />
<br />
r<br />
L<br />
r<br />
Q<br />
2<br />
2r<br />
D
Beispiele Tiefziehfähigkeit<br />
r = 1 homogene Verformung<br />
r < 1 stärkere Abnahme der Blechstärke<br />
r > 1 stärkere Abnahme der Blechbreite<br />
Verfestigungsexponent n groß hohe Streckziehfähigkeit,<br />
das Maximum der Dehnug verlagert sich im Tiefungsversuch<br />
nach außen. In der Mitte des Stempels wird das<br />
Blech durch Verfestigung und Reibung festgehalten.<br />
Dehnungs- und Spannungsspitzen werden bei einem hohen<br />
Verfestigungsexponenten durch Fließen abgebaut.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 257<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
L 0<br />
Q 0<br />
Formänderungsanalyse in der<br />
Blechumformung<br />
L 1<br />
Bei der Gridanalyse wird auf die<br />
Oberfläche des Bleches ein Kreisraster<br />
aufgebracht. Während der Umformung<br />
verändert sich die Geometrie der<br />
einzelnen Kreise. Je nach<br />
Belastungszustand werden aus Kreisen:<br />
• Kreise mit größerem Durchmesser<br />
• Ellipsen.<br />
In Oberfläche:<br />
Q 1<br />
L <br />
L<br />
ln<br />
L<br />
In Blechdicke:<br />
Q <br />
Q<br />
ln<br />
Q<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 258<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong><br />
1<br />
0<br />
<br />
t<br />
<br />
l<br />
1<br />
0<br />
<br />
<br />
b
Formänderungsmöglichkeiten in<br />
der Blechumformung<br />
Das Formänderungsvermögen eines Werkstoffs ist abhängig vom Formänderungspfad,<br />
den der Werkstoff während der Umformung durchläuft. Im Rahmen linearer<br />
Formänderungspfade kommen grundsätzlich folgende Varianten in Betracht:<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 259<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Grenzformänderungsdiagramm<br />
Im Grenzformänderungsdiagramm<br />
stellen die Grenzformänderungskurven<br />
die Versagensgrenzen bzgl.<br />
Einschnüren bzw. Reißen/Bersten<br />
dar.<br />
Alle Kombinationen von<br />
Formänderungen der Blechoberfläche,<br />
welche unterhalb der Kurven<br />
liegen, führen nicht zu einem<br />
Versagen des Werkstücks während<br />
der Umformung.<br />
Bei allen, die darüber liegen, ist mit<br />
Reißern bzw. Einschnürungen zu<br />
rechnen.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 260<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Nakazima-Test<br />
Blechstreifen mit unterschiedlicher Geometrie erzeugen verschiedene Spannungszustände und<br />
Formänderungen im Werkstoff (Vergleich mit FEM-Simulationen).<br />
Auswertung der Haupt- und Nebenformänderungen an den Probeblechen.<br />
Maximal ertragbare Formänderungs-zustände, abgebildet im Grenzformänderungsdiagramm.<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 261<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Beispiel<br />
Grenzformänderungsdiagramm<br />
Grenzformänderungsdiagramm für fünf verschiedene Stahlwerkstoffe<br />
ermittelt in NAKAZIMA-Streifentests<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 262<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Sorte R p<br />
[MPa]<br />
Stahlwerkstoffe zum Tiefziehen<br />
Mechanische Eigenschaften von Tiefziehstählen<br />
(kaltgewalzt, unbeschichtet – EN 10130)<br />
R m<br />
[MPa]<br />
A Br<br />
[%]*<br />
DC01 140-280 270-410 28 -<br />
DC03 140-240 270-370 34 1,3<br />
r q-Wert / r m-Wert* n-Wert*<br />
DC04 140-210 270-350 38 1,6 0,18<br />
DC05 140-180 270-330 40 1,9 0,2<br />
DC06 120-180 270-350 38 (~2,1)/1,8 0,22<br />
DC07 in Diskussion<br />
* Mindestwerte<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 263<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Stahlwerkstoffe zum Tiefziehen<br />
Typische Verwendungszwecke<br />
DC01 und DC03: Schaltschränke, Regalböden, Büromöbel, Fässer, Rohre,<br />
Automobilteile innen<br />
DC04: Heckklappen innen, Bodenblech, Dach, Seitenteil innen;<br />
Vormaterial zum Emaillieren, z.B. Herdteile, Duschwanne<br />
DC05: Seitenteile außen, Heckklappe außen<br />
DC06: Seitenteil außen, Heckklappe außen<br />
DC07: Seitenteil außen<br />
DX51: Spaltband, Profile, Innenteile<br />
DX52: Innenteile<br />
DX53: Innenteile, Radkasten, Bodenblech<br />
DX54: Bodenblech, Tür innen, Rahmen, Längsträger, Motorhaube innen,<br />
Radkasten, Seitenteil innen<br />
DX56: Tür innen, Seitenteil außen und innen, Boden<br />
DX57: Seitenteile innen und außen<br />
Quelle: Thyssen Krupp Stahl<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 264<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Umformen - Tiefziehen<br />
Stahlwerkstoffe zum Tiefziehen<br />
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 265<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>
Uni Bayreuth, Werkstofftechn. + Halbzeuge, Metalle 266<br />
Uwe Glatzel, <strong>Metallische</strong> <strong>Werkstoffe</strong>